
Mechanical Behavior of Selective Laser Melting (SLM) Parts with Varying Thicknesses in a Saline Environment under Different Exposure Times
 , , , , , ,
, , , , , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Corrosion Behavior of SLM Parts in 3.5% NaCl Solution
3.1.1. Mass Loss with Different Exposure Times in 3.5% NaCl Solution
3.1.2. Effect of Developed Porosities on the Corrosion of SLM Parts
3.1.3. XPS Analysis of as-Corroded SLM Parts
3.2. Tensile Behavior of SLM Parts after Corrosion
3.3. Variation in Hardness after Corrosion
3.4. Fractured Surfaces of SLM Parts
4. Conclusions
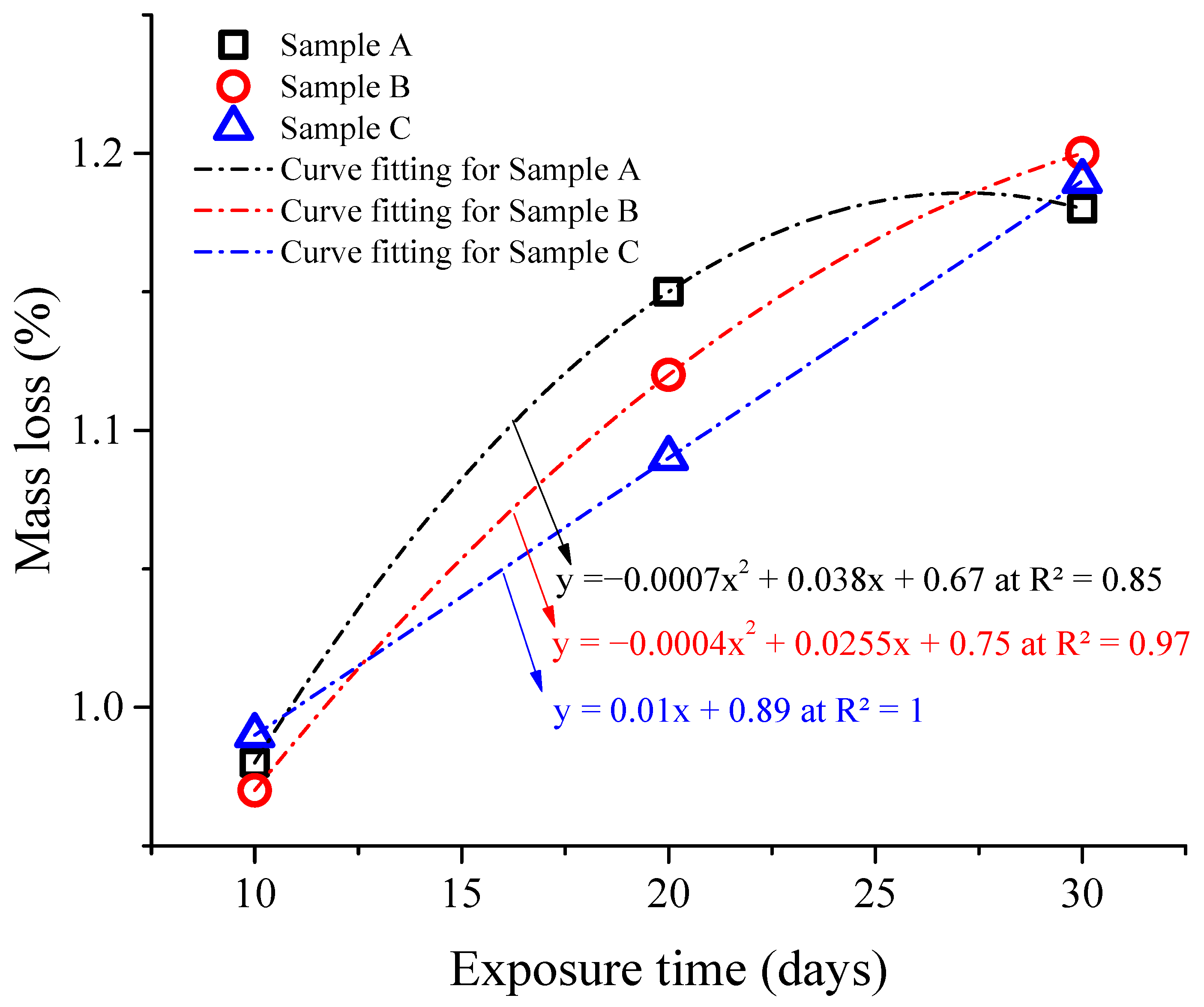
- In the corrosion test, increasing exposure time led to greater mass loss for all the samples. However, there was no apparent correlation between sample thickness and mass loss in the 3.5% NaCl solution.
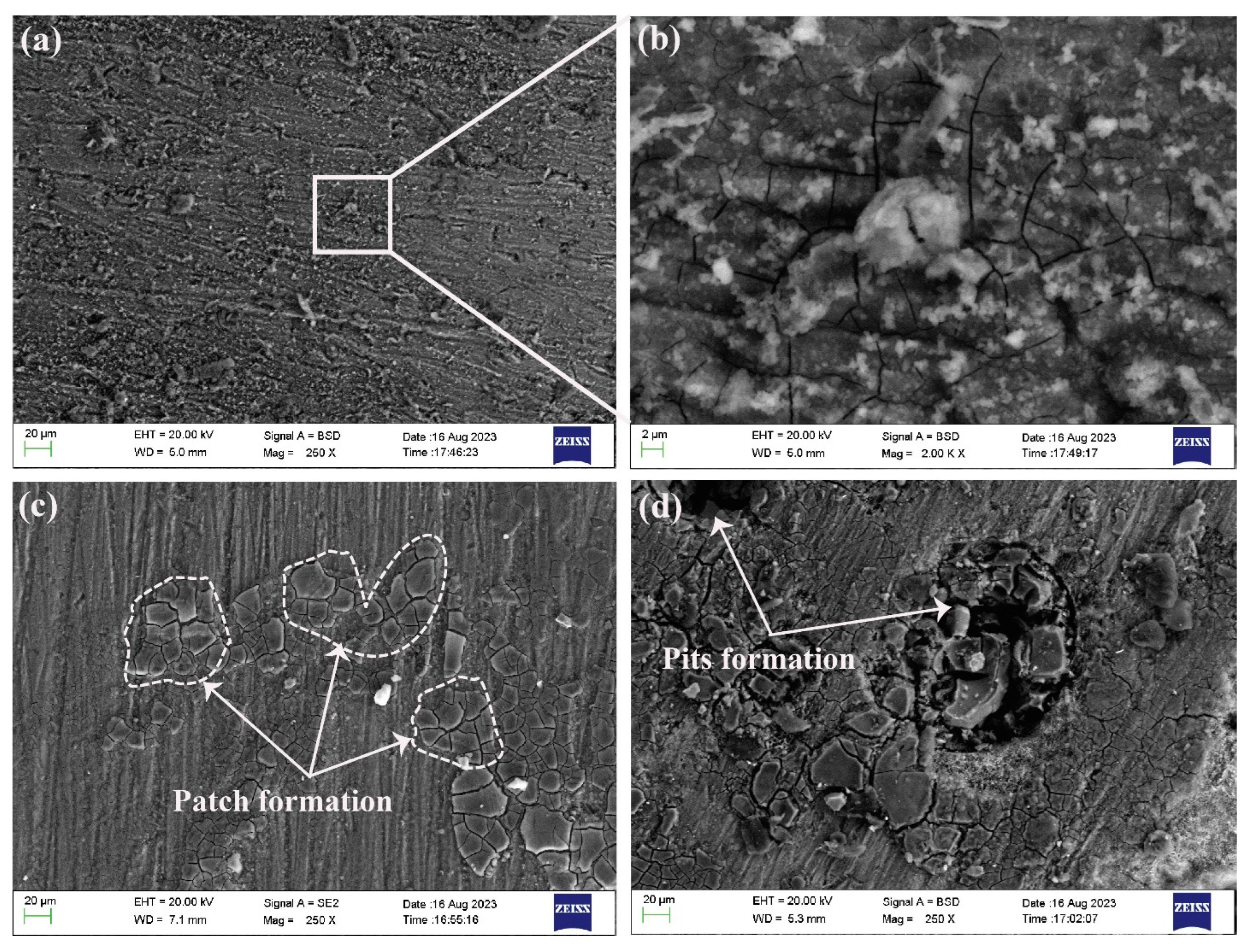
- An illustration is provided that displayed porosities in all samples, with samples A and B showing a higher prevalence compared to sample C. Sample B exhibited smaller pore sizes, while sample C had minimal pore presence. The presence of more pores increased the surface area susceptible to corrosion, resulting in a more pronounced corrosion response.
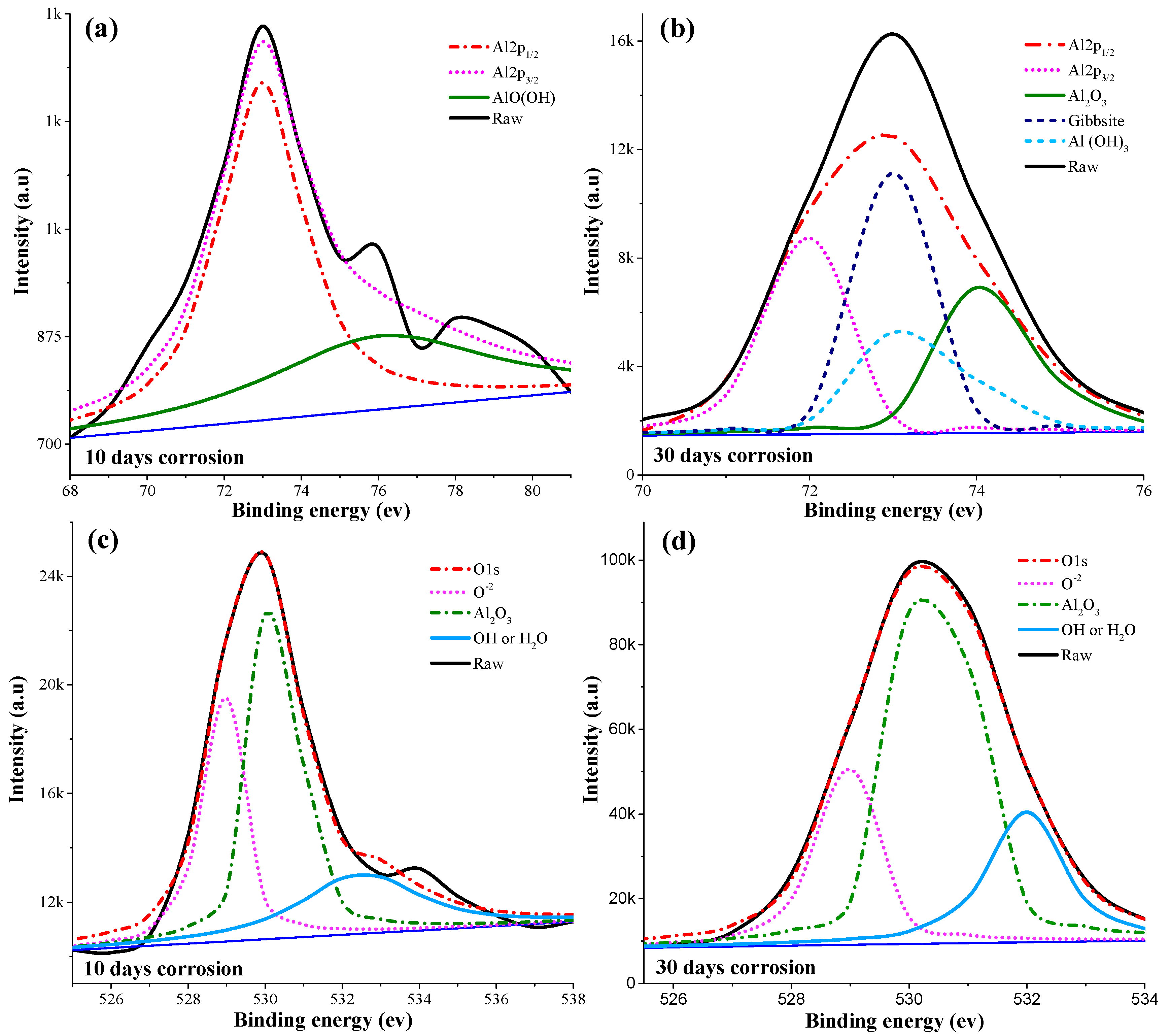
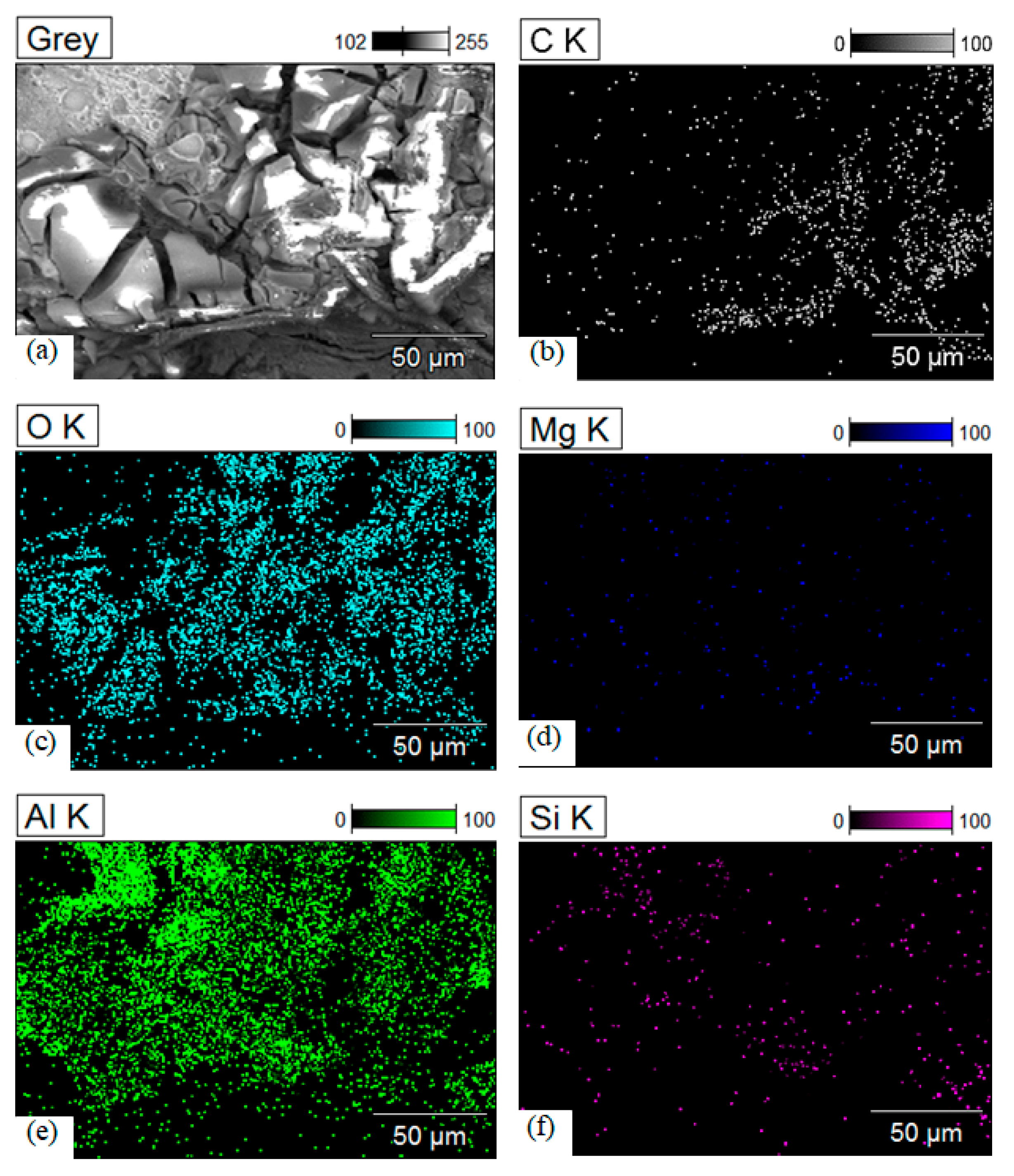
- Surface examination revealed that the selective dissolution of Al and Mg was intensified with the increase in exposure time. The surface mainly contained Al2O3 oxide film, which became stable with the 30-day exposure time.
- The decrease in tensile strength of SLM parts after corrosion in a 3.5% NaCl solution can be attributed to material loss, and the formation of corrosion products. These factors contributed to weakened mechanical properties and reduced homogeneity in the material. A similar trend was also observed for the hardness of the as-corroded SLM parts.
- Significant changes in tensile strength were observed for samples A, B, and C with different exposure times. Sample A exhibited a drastic decrease in tensile strength, with reductions of 44.14% and 46.8% after 20 and 30 days of exposure, respectively, compared to the initial 10-day period (14.89%). Sample B showed a milder decline, with a 2.22% decrease after 10 days, escalating to 8% and 6.6% after 20 and 30 days, respectively. Sample C also experienced a decrease, with 3.66% at 10 days and 9.66% and 7.3% at 20 and 30 days, respectively. These findings indicate the susceptibility of the materials to corrosion and degradation, with sample A displaying the most severe changes, and samples B and C exhibiting lower severities but still significant reductions in tensile strength as the exposure time increased.
- Similarly, substantial reductions in hardness values were also observed with the increasing exposure time. Sample A displayed a drastic change, with hardness decreasing by 18% after 10 days, 13% after 20 days, and 15% after 30 days. Similarly, sample B exhibited a noticeable decline, with hardness decreasing by 19.29% after 10 days, 14.03% after 20 days, and 12.28% after 30 days. Sample C also recorded considerable reductions, with hardness decreasing by 18.25% after 10 days, 13.49% after 20 days, and 12.69% after 30 days of exposure time. These results highlight that prolonged exposure leads to significant decreases in hardness for all samples, indicating potential material degradation or alterations in the microstructure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Y.X.; Yi, Y.P.; Huang, S.Q.; Dong, F. Influence of quenching cooling rate on residual stress and tensile properties of 2A14 aluminum alloy forgings. Mater. Sci. Eng. A 2016, 674, 658–665. [Google Scholar] [CrossRef]
- Akbari, M.K.; Baharvandi, H.R.; Shirvanimoghaddam, K. Tensile and fracture behavior of nano/micro TiB2 particle reinforced casting A356 aluminum alloy composites. Mater. Des. 2015, 66, 150–161. [Google Scholar] [CrossRef]
- Shim, M.S.; Park, J.J. The formability of aluminum sheet in incremental forming. J. Mater. Process. Technol. 2001, 113, 654–658. [Google Scholar] [CrossRef]
- Cam, G.; Ipekoglu, G. Recent developments in joining of aluminum alloys. Int. J. Adv. Manuf. Technol. 2017, 91, 1851–1866. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barrozo, M.A.; Ezugwu, E.O. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Pham, M.S.; Liu, C.; Todd, I.; Lertthanasarn, J. Damage-tolerant architected materials inspired by crystal microstructure. Nature 2019, 565, 305–311. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Liu, L.G.; Zhu, J.J.; Tian, H. Effect of Heat Treatment on microstructure and Mechanical properties of Fe-35Mn Fe-Base High Manganese Alloy for Automobile SLM Forming. Mater. Sci. Eng. Powder Metall. 2020, 24, 498–502. [Google Scholar]
- Javaid, M.; Haleem, A. Additive manufacturing applications in medical cases: A literature based review. Alex. J. Med. 2018, 54, 411–422. [Google Scholar] [CrossRef]
- Dzugan, J.; Seifi, M.; Rzepa, S.; Prochazka, R.; Rund, M.; Podany, P.; Lewandowski, J.J. Mechanical properties characterisation of metallic components produced by additive manufacturing using miniaturised specimens. Virtual Phys. Prototyp. 2023, 18, 2161400. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Heer, B. Additive manufacturing of multi-material structures. Mater. Sci. Eng. R Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Gao, C.; Wolff, S.; Wang, S. Eco-friendly additive manufacturing of metals: Energy efficiency and life cycle analysis. J. Manuf. Syst. 2021, 60, 459–472. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I.; Du Plessis, A.; MacDonald, E. Fundamentals of Laser Powder Bed Fusion of Metals; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Awad, A.; Fina, F.; Goyanes, A.; Gaisford, S.; Basit, A.W. Advances in powder bed fusion 3D printing in drug delivery and healthcare. Adv. Drug Deliv. Rev. 2021, 174, 406–424. [Google Scholar] [CrossRef] [PubMed]
- Choy, S.Y.; Sun, C.-N.; Leong, K.F.; Wei, J. Compressive properties of functionally graded lattice structures manufactured by selective laser melting. Mater. Des. 2017, 131, 112–120. [Google Scholar] [CrossRef]
- Attar, H.; Prashanth, K.G.; Zhang, L.C.; Calin, M.; Okulov, I.V.; Scudino, S.; Yang, C.; Eckert, J. Effect of Powder Particle Shape on the Properties of In Situ Ti–TiB Composite Materials Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2015, 31, 1001–1005. [Google Scholar] [CrossRef]
- Galy, C.; Le Guen, E.; Lacoste, E.; Arvieu, C. Main defects observed in aluminum alloy parts produced by SLM: From causes to consequences. Addit. Manuf. 2018, 22, 165–175. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. Mat. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Jin, X.Y.; Lan, L.; He, B.; Zhu, A.; Gao, S. A Review on surface roughness of metals parts fabricated by selective laser melting. Mater. Rep. 2021, 35, 3168–3175. [Google Scholar]
- Mooney, B.; Kourousis, K.I. A review of factors affecting the mechanical properties of maraging steel 300 fabricated via laser powder bed fusion. Metals 2020, 10, 1273. [Google Scholar] [CrossRef]
- Zhang, H.; Zhou, H.; Zhou, Z.; Zeng, H.; Zhang, X.; Yang, J.; Lei, H.; Han, F. Energy absorption diagram characteristic of metallic self-supporting 3D lattices fabricated by additive manufacturing and design method of energy absorption structure. Int. J. Solids Struct. 2021, 226, 111082. [Google Scholar] [CrossRef]
- Tobah, M.; Andani, M.T.; Sahu, B.P.; Misra, A. Microstructural and Hall–Petch Analysis of Additively Manufactured Ferritic Alloy Using 2507 Duplex Stainless Steel Powder. Crystals 2024, 14, 81. [Google Scholar] [CrossRef]
- Eren, O.; Yüksel, N.; Börklü, H.R.; Sezer, H.K.; Canyurt, O.E. Deep learning-enabled design for tailored mechanical properties of SLM-manufactured metallic lattice structures. Eng. Appl. Artif. Intell. 2024, 130, 107685. [Google Scholar] [CrossRef]
- Kumar, S.; Gopi, T.; Harikeerthana, N.; Gupta, M.K.; Gaur, V.; Krolczyk, G.M.; Wu, C. Machine learning techniques in additive manufacturing: A state of the art review on design, processes and production control. J. Intell. Manuf. 2023, 34, 21–55. [Google Scholar] [CrossRef]
- Nandhakumar, R.; Venkatesan, K. A process parameters review on Selective laser melting-based additive manufacturing of Single and Multi-Material: Microstructure 2023, Properties, and machinability aspects. Mater. Today Commun. 2023, 35, 105538. [Google Scholar] [CrossRef]
- Chandpasha, S.; Apparao, K.C. Investigation of aluminium alloys to enhance their mechanical properties. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Liu, D.; Li, X.; Li, Y.; Zhu, K.; Wen, K.; Li, Z.; Zhang, Y.; Xiong, B. Effect of Processing Parameters and Heat Treatment on Selective Laser Melted Al-Cu-Mg-Ag Alloy. J. Phys. 2024, 2679, 012016. [Google Scholar] [CrossRef]
- Deconinck, L.; Depover, T.; Verbeken, K. Characterisation of hydride formation in as-built and heat treated laser powder bed fused Ti-6Al-4V. J. Alloys Compd. 2024, 972, 172859. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olubambi, A. Additive manufacturing of titanium-based alloys-A review of methods, properties, challenges, and prospects. Heliyon 2022, 8, E09041. [Google Scholar] [CrossRef]
- Shang, C.; Hou, X.; Lu, Y.; Zhang, R.; Lu, X.; Yuan, C. Simultaneous improvement of strength and ductility of laser additively produced Ti6Al4V by adding tantalum. J. Alloys Compd. 2024, 976, 173171. [Google Scholar] [CrossRef]
- Yang, J.; Yang, H.; Yu, H.; Wang, Z.; Zeng, X. Corrosion behavior of additive manufactured Ti-6Al-4V alloy in NaCl solution. Metall. Mater. Trans. A 2017, 48, 3583–3593. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Gatto, A.; Cappelletti, C.; Defanti, S.; Fabbri, F. The Corrosion Behaviour of Additively Manufactured AlSi10Mg Parts Compared to Traditional Al Alloys. Metals 2023, 13, 913. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef]
- Dinaharan, I.; Gladston, J.A.K.; Selvam, J.D.R.; Jen, T.C. Influence of particle content and temperature on dry sliding wear behavior of rice husk ash reinforced AA6061 slurry cast aluminum matrix composites. Tribol. Int. 2023, 183, 108406. [Google Scholar] [CrossRef]
- Majeed, A.; Ahmed, A.; Salam, A.; Sheikh, M.Z. Surface quality improvement by parameters analysis, optimization and heat treatment of AlSi10Mg parts manufactured by SLM additive manufacturing. Int. J. Lightweight Mater. Manuf. 2019, 2, 288–295. [Google Scholar] [CrossRef]
- Majeed, A.; Zhang, Y.; Lv, J.; Peng, T.; Atta, Z.; Ahmed, A. Investigation of T4 and T6 heat treatment influences on relative density and porosity of AlSi10Mg alloy components manufactured by SLM. Comput. Ind. Eng. 2020, 139, 106194. [Google Scholar] [CrossRef]
- Zhang, Y.; Majeed, A.; Muzamil, M.; Lv, J.; Peng, T.; Patel, V. Investigation for macro mechanical behavior explicitly for thin-walled parts of AlSi10Mg alloy using selective laser melting technique. J. Manuf. Process. 2021, 66, 269–280. [Google Scholar] [CrossRef]
- Akhtar, M.; Muzamil, M.; Samiuddin, M.; Alsaleh, N.; Khan, R.; Khan, M.A.; Djuansjah, J.; Siddiqui, A.K.; Majeed, A. Post-Wear Surface Morphology Assessment of Selective Laser Melting (SLM) AlSi10Mg Specimens after Heat Exposure to Different Gas Flames. Coatings 2024, 14, 252. [Google Scholar] [CrossRef]
- Kim, J.; Shin, S.; Lee, S. Correlation between microstructural evolution and corrosion resistance of hypoeutectic Al–Si–Mg alloy: Influence of corrosion product layer. Mater. Charact. 2022, 193, 112276. [Google Scholar] [CrossRef]
- ASTM Standard E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2024.
- Kim, C.; Cho, S.; Yang, W.; Karayan, A.I.; Castaneda, H. Corrosion behavior of Al-Si-Mg coated hot-press-forming steel. Corros. Sci. 2021, 183, 109339. [Google Scholar] [CrossRef]
- Tiwari, A.; Singh, G.; Jayaganthan, R. Improved Corrosion Resistance Behaviour of AlSi10Mg Alloy due to Selective Laser Melting. Coatings 2023, 13, 225. [Google Scholar] [CrossRef]
- Raza, A.; Fiegl, T.; Hanif, I.; Markström, A.; Franke, M.; Körner, C.; Hryha, E. Degradation of AlSi10Mg powder during laser based powder bed fusion processing. Mater. Des. 2021, 198, 109358. [Google Scholar] [CrossRef]
- Azar, A.S.; Lekatou, A.; Sunding, M.F.; Graff, J.S.; Tzima, N.; Diplas, S. Corrosion performance and degradation mechanism of a bi-metallic aluminum structure processed by wire-arc additive manufacturing. npj Mater. Degrad. 2021, 5, 26. [Google Scholar] [CrossRef]
- Beura, V.K.; Kale, C.; Srinivasan, S.; Williams, C.L.; Solanki, K.N. Corrosion behavior of a dynamically deformed Al–Mg alloy. Electrochim. Acta 2020, 354, 136695. [Google Scholar] [CrossRef]
- Janqour, L.M.; Sarabi, A.A. Optimization of coating process parameters and surface characterization for vanadium-based conversion coating on 2024 aluminum alloy. Prog. Org. Coat. 2019, 133, 33–43. [Google Scholar] [CrossRef]
- Wu, L.; Zhao, Z.; Bai, P.; Zhang, Z.; Li, Y.; Liang, M.; Du, W. The effect of silicon phase morphology on microstructure and properties of AlSi10Mg alloys fabricated by selective laser melting. Materials 2022, 15, 8786. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Zhang, P.; Zhao, X.; Rao, S. The corrosion behavior of Al-Cu-Li alloy in NaCl solution. Coatings 2022, 12, 1899. [Google Scholar] [CrossRef]
- Jiang, B.; Xiang, Q.; Atrens, A.; Song, J.; Pan, F. Influence of crystallographic texture and grain size on the corrosion behaviour of as-extruded Mg alloy AZ31 sheets. Corros. Sci. 2017, 126, 374–380. [Google Scholar] [CrossRef]
- Gu, X.H.; Zhang, J.X.; Fan, X.L.; Zhang, L.C. Corrosion behavior of selective laser melted AlSi10Mg alloy in NaCl solution and its dependence on heat treatment. Acta Metall. Sin. Engl. Lett. 2020, 33, 327–337. [Google Scholar] [CrossRef]
- Cabrini, M.; Lorenzi, S.; Pastore, T.; Testa, C.; Manfredi, D.; Lorusso, M.; Calignano, F.; Pavese, M.; Andreatta, F. Corrosion behavior of AlSi10Mg alloy produced by laser powder bed fusion under chloride exposure. Corros. Sci. 2019, 152, 101–108. [Google Scholar] [CrossRef]
- Cabrini, M.; Lorenzi, S.; Pastore, T.; Pellegrini, S.; Pavese, M.; Fino, P.; Ambrosio, E.P.; Calignano, F.; Manfredi, D. Corrosion resistance of direct metal laser sintering AlSiMg alloy. Surf. Interface Anal. 2016, 48, 818–826. [Google Scholar] [CrossRef]
- Kim, Y.C.; Park, H.H.; Chun, J.S.; Lee, W.J. Compositional and structural analysis of aluminum oxide films prepared by plasma-enhanced chemical vapor deposition. Thin Solid Films 1994, 237, 57–65. [Google Scholar] [CrossRef]
- Carney, T.J.; Tsakiropoulos, P.; Watts, J.F.; Castle, J.E. Oxidation and surface segregation in rapidly solidified aluminum alloy powders. Int. J. Rapid Solidif. 1990, 5, 189–217. [Google Scholar]
- Bagus, S.; Brundle, C.R.; Illas, F.; Parmigiani, F.; Polzonetti, G. Evidence for oxygen-island formation on Al (111): Cluster-model theory and X-ray photoelectron spectroscopy. Phys. Rev. B 1991, 44, 9025. [Google Scholar] [CrossRef] [PubMed]
- Cordier, F.; Ollivier, E. X-ray photoelectron spectroscopy study of aluminium surfaces prepared by anodizing processes. Surf. Interface Anal. 1995, 23, 601–608. [Google Scholar] [CrossRef]
- Hess, A.; Kemnitz, E.; Lippitz, A.; Unger, W.E.S.; Menz, D.H. ESCA, XRD, and IR characterization of aluminum oxide, hydroxyfluoride, and fluoride surfaces in correlation with their catalytic activity in heterogeneous halogen exchange reactions. J. Catal. 1994, 148, 270–280. [Google Scholar] [CrossRef]
- Kovacich, J.A.; Lichtman, D. A qualitative and quantitative study of the oxides of aluminum and silicon using AES and XPS. J. Electron Spectrosc. Relat. Phenom. 1985, 35, 7–18. [Google Scholar] [CrossRef]
- Liu, P.; Hu, J.Y.; Li, H.X.; Sun, S.Y.; Zhang, Y.B. Effect of heat treatment on microstructure, hardness and corrosion resistance of 7075 Al alloys fabricated by SLM. J. Manuf. Process. 2020, 60, 578–585. [Google Scholar] [CrossRef]
- Cabrini, M.; Calignano, F.; Fino, P.; Lorenzi, S.; Lorusso, M.; Manfredi, D.; Testa, C.; Pastore, T. Corrosion behavior of heat-treated AlSi10Mg manufactured by laser powder bed fusion. Materials 2018, 11, 1051. [Google Scholar] [CrossRef]
- Leon, A.; Aghion, E. Effect of surface roughness on corrosion fatigue performance of AlSi10Mg alloy produced by Selective Laser Melting (SLM). Mater. Charact. 2017, 131, 188–194. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Li, N.; Dong, C.; Man, C.; Li, X.; Kong, D.; Ji, Y.; Ao, M.; Cao, J.; Yue, L.; Liu, X.; et al. Insight into the localized strain effect on micro-galvanic corrosion behavior in AA7075-T6 aluminum alloy. Corros. Sci. 2021, 180, 109174. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, C.; Jia, D.; Wellmann, D.; Liu, W. Corrosion behaviors of selective laser melted aluminum alloys: A review. Metals 2020, 10, 102. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technical/Operating Parameters | Values/Description |
|---|---|
| Laser power (kW) | 0.32 |
| Scan speed (m/s) | 0.90 |
| Hatch distance (mm) | 0.08 |
| Slice thickness (mm) | 0.03 |
| Beam focus diameter (mm) | 0.08 |
| Scanning strategy | 67° with checkerboard |
| Building direction | Vertical |
| Building substrate plate | 280.0 mm × 280.0 mm × 70.0 mm (L × W × H) |
| S No. | Sample’s Designations | Wall Thickness (mm) |
|---|---|---|
| 1 | A | 1 |
| 2 | B | 2 |
| 3 | C | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akhtar, M.; Samiuddin, M.; Muzamil, M.; Siddiqui, M.A.; Khan, R.; Alsaleh, N.A.; Siddiqui, A.K.; Djuansjah, J.; Majeed, A. Mechanical Behavior of Selective Laser Melting (SLM) Parts with Varying Thicknesses in a Saline Environment under Different Exposure Times. Materials 2024, 17, 1959. https://doi.org/10.3390/ma17091959
Akhtar M, Samiuddin M, Muzamil M, Siddiqui MA, Khan R, Alsaleh NA, Siddiqui AK, Djuansjah J, Majeed A. Mechanical Behavior of Selective Laser Melting (SLM) Parts with Varying Thicknesses in a Saline Environment under Different Exposure Times. Materials. 2024; 17(9):1959. https://doi.org/10.3390/ma17091959
Chicago/Turabian StyleAkhtar, Maaz, Muhammad Samiuddin, Muhammad Muzamil, Muhammad Ali Siddiqui, Rashid Khan, Naser A. Alsaleh, Ali Khursheed Siddiqui, Joy Djuansjah, and Arfan Majeed. 2024. "Mechanical Behavior of Selective Laser Melting (SLM) Parts with Varying Thicknesses in a Saline Environment under Different Exposure Times" Materials 17, no. 9: 1959. https://doi.org/10.3390/ma17091959