1. Introduction
Among the various classifications of composites, carbon fiber-reinforced polymer (CFRP) has garnered considerable attention in aerospace circles owing to its exceptional property of offering a high strength-to-weight ratio [
1]. The substantial weight of engine components in automobiles increases fuel consumption, diminishing efficiency. Consequently, replacing these components with composite materials has been shown to enhance overall performance [
2]. Similarly, weight reductions of 25% have been observed for both commercial and military aircraft structures, respectively. Notably, in the case of the Boeing 777, a prominent passenger aircraft constructed primarily of carbon fiber epoxy, weight savings of 15–20% have been achieved. Components fabricated from composites in the Boeing 777 include flaperons, ailerons, inboard and outboard flaps, landing gear doors, and engine cowlings [
3].
There has been a notable surge in demand for advanced composites with enhanced performance characteristics in recent years. Nano-composites represent a cutting-edge category of materials wherein one or more distinct nanoparticles are incorporated into the matrix material to further augment performance [
4]. Epoxy resin, derived from the interaction of bisphenol A and epichlorohydrin, has served as a primary matrix material for the fabrication of these nano-composites for many years [
5]. Nano-composites comprising epoxy and nanoparticle reinforcements have exhibited exceptional mechanical, thermal, and electrical properties. Key factors such as molecular structure, curing conditions, and the ratio of epoxy resin to curing agent(s) significantly influence their performance. Nanoparticles are characterized by a high surface area, rendering them invaluable across numerous applications [
6]. Inorganic particles such as alumina (Al
2O
3) and silicon carbide (SiC) show high hardness, excellent wear, and temperature resistance, as well as satisfactory chemical inertness, making them extensively utilized in metallurgical components, composite fabrication, and electronic industries [
7,
8].
In a study conducted by Mohanty et al. [
9], it was found that incorporating Al
2O
3 nanoparticles into hybrid carbon and glass fiber-reinforced composites significantly enhanced both tensile strength and modulus. Similarly, Priyadarshi et al. [
10] investigated the mechanical characteristics of Al
2O
3-filled jute epoxy composite under various conditions, revealing notable improvements such as heightened impact strength (1.902 Joules), augmented flexural strength (72.94 MPa), and a maximum hardness reaching 29.9 Vickers hardness number. Additionally, the authors, in their prior work, reported experimental results on the enhancement of mechanical properties at different nano-filler loadings (Al
2O
3 and SiC) in neat CFRP composite compared to hybrid nano-composites. The maximumHighest mechanical properties were observed at 1.75 wt.% filler loading for Al
2O
3 hybrid nano-composites and at 1.25 wt.% filler loading for SiC hybrid nano-composites [
11,
12].
Defects such as fiber pull-out, debonding, microcracking, surface roughness, and delamination occur in the drilled holes after drilling. To determine the extent of drilling-induced damage, researchers have used a wide range of methods, such as digital image processing, optical microscopy, C-scan, X-ray, and laser-based imaging, to scan electron microscopic images. The Taguchi technique and analysis of variance (ANOVA) have been used in experimental studies, including those conducted by Davim and Reis, [
13] to establish a correlation between surface roughness, feed rate, and cutting speed. Tsao et al. [
14] also suggested that the right tool geometry and cutting parameters might decrease surface roughness in CFRP composite drilling. Response surface methodology (RSM) is a straightforward and efficient method for establishing a relationship between output variables and machining parameters [
15]. RSM was utilized by Palanikumar and Davim [
16] to forecast surface roughness in glass fiber-reinforced polymer (GFRP) composite drilling.
Soft computing techniques serve as valuable supplements to conventional statistical methods in the analysis of composite drilling processes. Their utilization in this context aims to tackle the intricate, nonlinear, and ambiguous aspects inherent in process variables. Through soft computing modeling, researchers can rely on a robust approach that consistently yields thorough, accurate, and dependable results. Recently, researchers have been using various soft computing techniques, including response surface methodology (RSM) [
17], random forest technique (RF) [
18], artificial neural network (ANN) [
19], and design of experiments (DOE) [
20]. These methods provide researchers with versatile tools to navigate the complexities of the drilling process in composites.
Given the typically extensive and high-cost nature of experiments required to assess the machinability of metals or materials, an effective approach lies in the utilization of statistically or numerically designed tests, commonly known as design of experiments (DOE). This methodology enables researchers to strategically plan experimental set-ups, evaluate the impact of each process parameter, and ultimately minimize the total number of tests needed to achieve optimal conditions [
21].
Jayabal and Natarajan [
22] conducted a study to investigate the influence of process parameters, including drill diameter, spindle speed, and feed rate, on thrust force, torque, and tool wear during the drilling of coir fiber-reinforced composite materials. Utilizing the Box–Behnken design and genetic algorithm (GA) techniques, the researchers were able to identify the optimal process parameters. Their findings indicated that this approach was effective in forecasting both main and interaction effects and drilling process output variables. Moreover, it facilitated the determination of optimal values for drilling parameters. Therefore, Jayabal and Natarajan concluded that the employed technique demonstrated practicality in optimizing the drilling process. To predict the delamination and surface roughness during the drilling of CFRP composite, Enemuoh et al. [
23] employed a multi-layered perceptron neural network (MLPNN) model. They discovered that the predicted and experimental results for delamination and surface roughness agreed well. Similarly, to optimize the drilling process output variables during the drilling of the Al/SiCp composite, Karthikaya et al. [
24] applied fuzzy logic and genetic algorithm techniques. The experimental data were trained and simulated using fuzzy logic, and the GA model was utilized to optimize the process parameters.
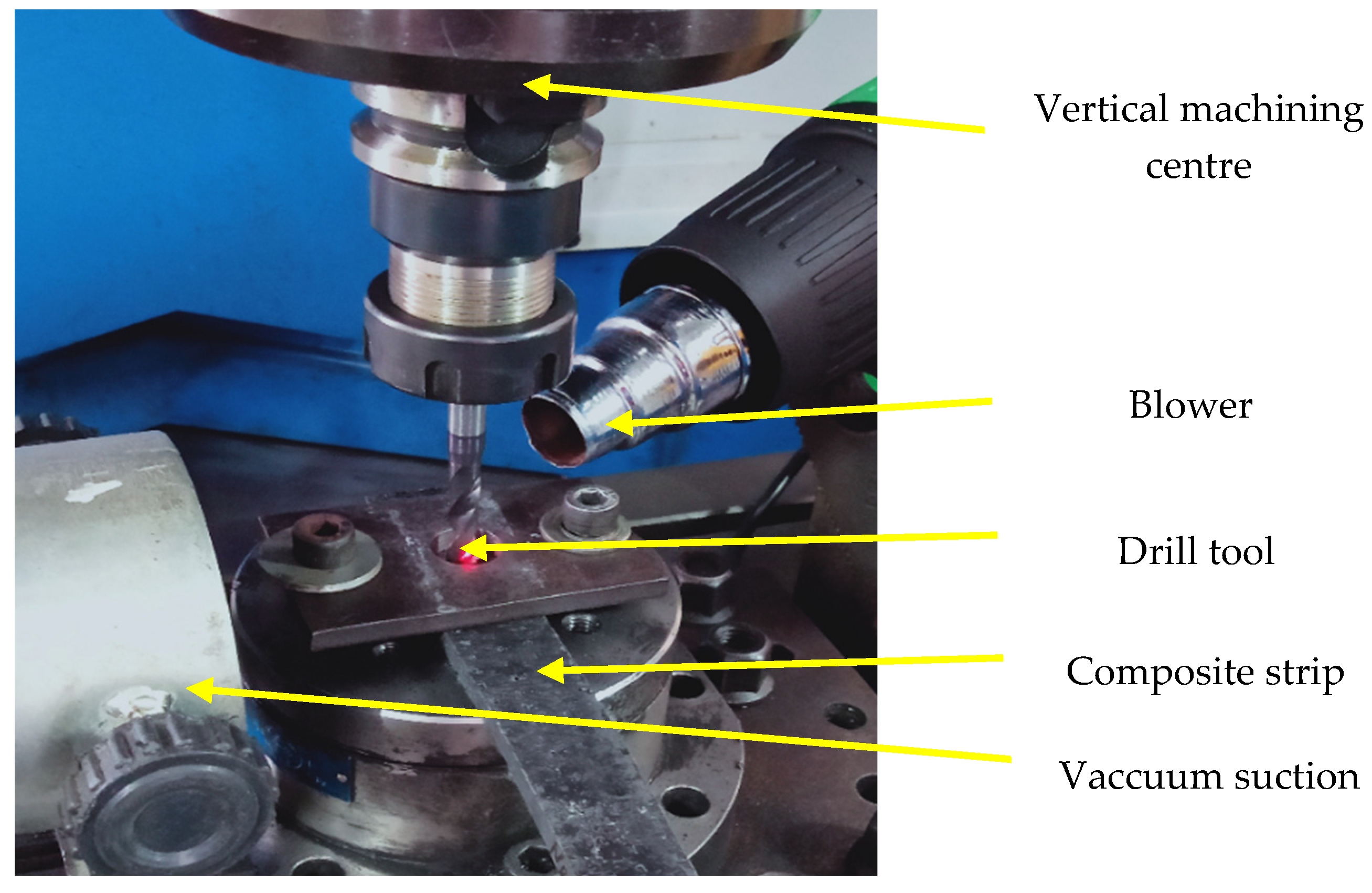
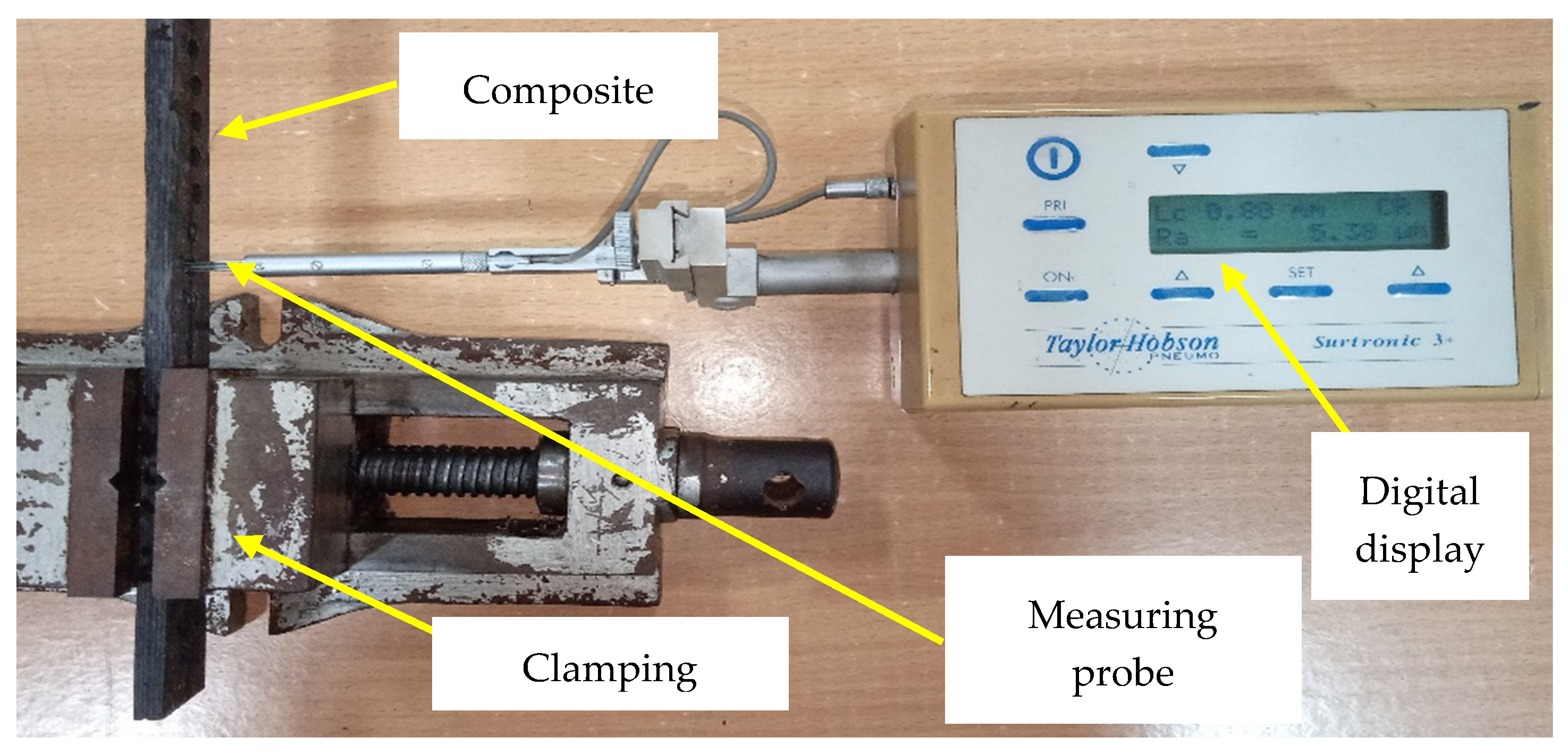
It is evident from the literature that the appropriate machining parameters and tool geometry can lessen drilling-induced damage to CFRP composites. In order to measure the output variable surface roughness (Ra), this study examines the drilling of hybrid nano-composites composed of Al2O3, as well as SiC at different cutting parameters (spindle speed, feed, drill diameter, and drill type). Surface roughness is a crucial factor in machining processes, influencing product quality and performance of composites. Accurate prediction models can aid in optimizing machining parameters for desired surface finish. In this study, along with the experimental and RSM results, two popular machine learning models are implemented—artificial neural network (ANN) and random forest (RF)—for predicting Ra in different materials, like Al2O3, SiC, and neat CFRP composites. The implemented models (ANN, RF) are evaluated based on prediction accuracy, that is, relative error attained for Ra. Later, a comparative analysis is made against the Ra values obtained from response surface methodology (RSM) with ANN and RF. RSM is employed to design experiments with different machine parameters, and main effects plots, contour plots, and optimization plots aregenerated using experimental results.
3. Results and Discussion
It is well known that surface roughness is one of the key parameters that decide the quality of the drilled holes and the cost of production. It largely depends on the kind of material to be drilled, the drill type to be used, and its cutting speed, feed, and the cutting force produced in drilling.
Table 2 represents the regression equations for hybrid nano-composites and the neat CFRP composite for each drill type.
From
Table 3, it is observed that the surface roughness decreases with the addition of nanoparticles. The minimum surface roughness was noted for the Al
2O
3 hybrid nano-composite with an R
a value of 1.598 µm, followed by the SiC hybrid nano-composite with an R
a value being 1.783 µm, respectively. In contrast, the maximum R
a was observed for neat the CFRP composite (2.533 µm). This represents that the nanoparticle acts as a lubricant during the drilling of the composite by reducing the friction occurring at the tool–workpiece interaction. Furthermore, as declared in the previous work of the authors, it is proven that the addition of nanoparticles improves chemical bonding with polymer resin. The chemical bonding energy of oxygen atoms of Al
2O
3 with the hydrogen atoms of polymer chains is greater compared to the carbon atom of SiC combining with hydrogen atoms of polymer chains [
11,
12]. This good bonding between nanoparticles and resin molecules has shown improved mechanical properties of the hybrid nano-composites further indicating improved surface finish observed for hybrid nano-composites compared to the neat CFRP composite, as noted from
Table 3. Also, from
Table 3, the standard deviation values are less than 1, demonstrating that all the datasets are closer to mean values of the data set.
3.1. Analysis of Main Effects Plot
The effect of drilling parameters is represented by the main effects plot for the hybrid nano-composites and the neat CFRP composite, as shown in
Figure 4a–c. It can be observed that all the parameters significantly impact the surface roughness of the hole. For the Al
2O
3 hybrid nano-composite, the surface roughness is observed to be at a minimum for lower spindle speed, moderate feed, and lower drill diameter for step drill (
Figure 4a). Similar results are noticed for the SiC hybrid nano-composite and neat CFRP composites with minimum surface roughness at lower spindle speed, feed, and drill diameter for step drill (
Figure 4b). From the observation made, it is noted that the contribution of spindle speed, drill diameter, and drill type on surface roughness is more as compared to the feed of the drill tool. The surface roughness obtained is lower at a lower spindle speed and drill diameter (
Figure 4c). The results are due to the lower heat generated at a lower spindle speed at the tool–workpiece interface.
3.2. ANOVA Analysis
ANOVA analysis (
Table 4) shows the influence of process parameters on surface roughness.
Table 4 shows that the contribution on surface roughness of drill type is 84.75, 84.70, and 92%, respectively, for the hybrid Al
2O
3 and SiC composites as well as the neat CFRP composite. The next effective parameter having an influence on surface roughness is drill diameter, with a 12.96, 13.10, and 7% contribution, respectively, followed by spindle speed, with a contribution of 1.57, 1.58, and 0.72%, respectively. The contribution of feed on surface roughness is less than 0.2% for all the composites.
3.3. Contour Plot Analysis
Contour plots were created to assess surface roughness for hybrid nano-composites and the neat CFRP composite.
Figure 5a indicates that, in the case of the Al
2O
3 hybrid nano-composites, superior surface finish in drilled holes can be attained by employing a 4 mm drill diameter, spindle speeds below 1750 rpm, and a feed under 0.02 mm/rev. Similarly, for the SiC hybrid nano-composites (
Figure 5b), optimal surface roughness results are achieved with a 4 mm drill diameter, spindle speeds lower than 2000 rpm, and a feed below 0.03 mm/rev. Likewise, for the neat CFRP composite (
Figure 5c), a reduction in surface roughness is observed when maintaining spindle speeds below 2000 rpm, a feed under 0.025 mm/rev, and a 4 mm drill diameter.
3.4. Optimization of Process Parameters
Optimization techniques have greatly influenced the choice of diverse drilling process parameters. Therefore, optimizing these parameters is imperative in the composite drilling process. Through this optimization, researchers have observed enhancements in the quality of drilled holes and prolonged tool life. Optimization plots obtained for Al
2O
3 and SiC hybrid nano-composites as well as the neat CFRP composite are represented in
Figure 6. The optimum cutting conditions for surface roughness are a spindle speed of 1500 rpm, feed of 0.01 mm/rev, drill diameter of 4 mm, and drill type step drill. From the optimization plots, it is observed that the overall desirability index (D) of the surface roughness is 0.9963.
3.5. Confirmation Test
Table 5 represents the confirmation test results, including the experimental and predicted values of the drilling process output variable (surface roughness) of the neat CFRP and hybrid nano-composites. The test was performed using the step, twist, and core drill at the above optimum input process parameters. In the comparison of experimental and predicted values from
Table 5, it is observed that the deviation obtained is less than 3%. The values obtained from the confirmation test also showcase that the experimental values obtained are less than the predicted values.
3.6. Validation Test
To check the adequacy of the developed regression models from RSM, the validation test was performed based on the different sets of input process parameters, as shown in
Table 6, that were not used in performing the experiment earlier but fall within the defined range of experiments. The results obtained from the validation experiment are displayed in
Table 7. The experimental and RSM-predicted values appropriately agree with each other, and the percentage error obtained is also represented.
3.7. Prediction Output
The results obtained from both models (ANN and RF) are presented in
Table 8. These tables include predicted R
a values and the errors associated with each prediction for different machining parameters. By analyzing the results obtained from
Table 8, the table shows predicted surface roughness (R
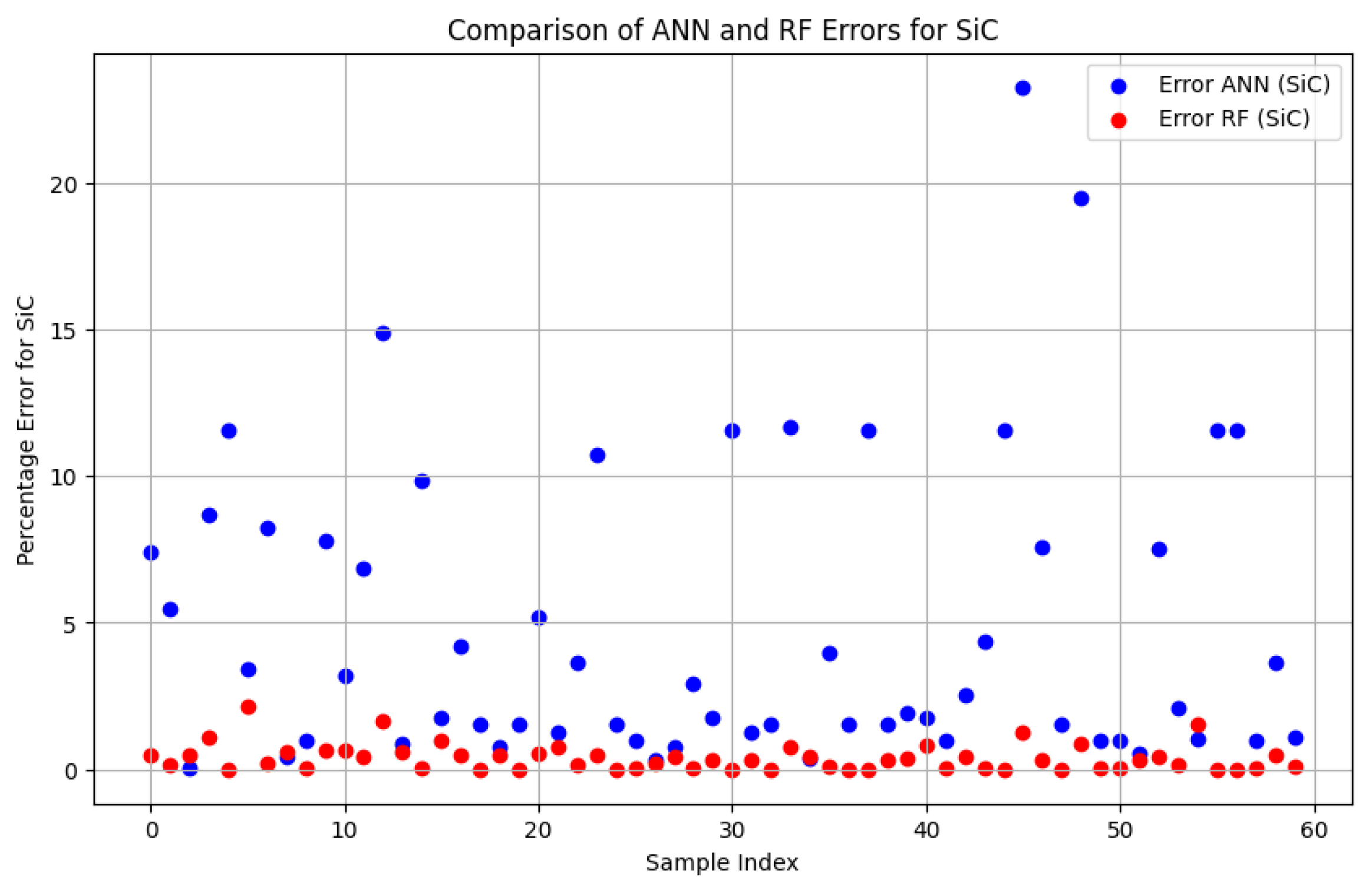
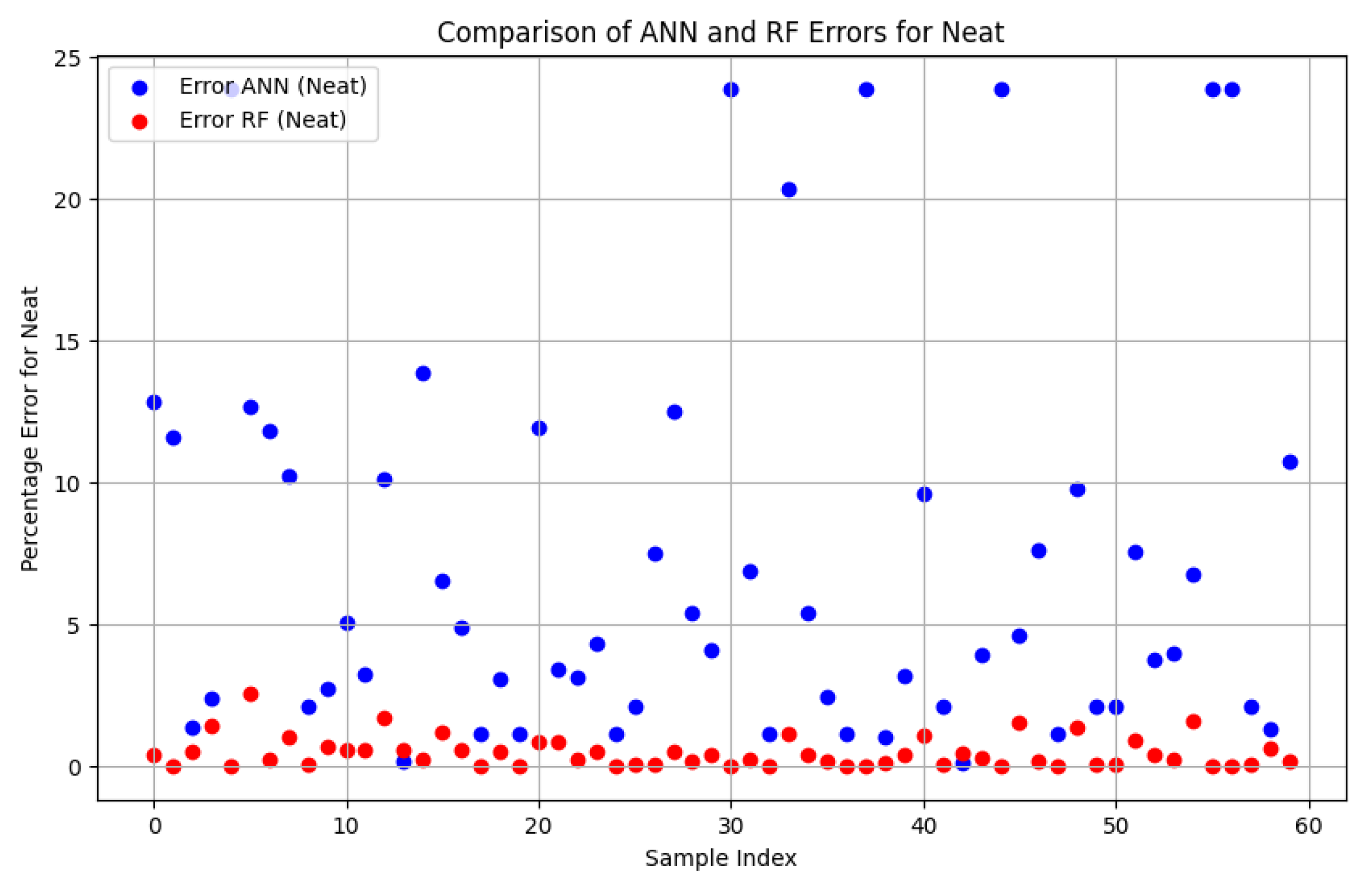
a) values from both the artificial neural network (ANN) and random forest (RF) models across diverse drilling scenarios, revealing commendable overall performance. Both models demonstrate their effectiveness in predicting surface roughness, underscoring their utility in understanding complex relationships between drilling parameters and material characteristics. While variations in prediction errors were observed across different combinations of spindle speed, feed, drill diameter, and drill type, the models generally exhibited robust predictive capabilities. This suggests the viability of ANN and RF models in capturing nuanced patterns and trends in surface roughness outcomes, offering valuable insights for optimizing drilling processes in composite materials. The prediction results that were attained showcase that RF outperforms ANN and RSM.
Figure 7,
Figure 8 and
Figure 9 represent the visual comparison of ANN and RF predictions for Al
2O
3, SiC, and neat CFRP composites. These figures clearly show how well each model performed in predicting surface roughness (R
a) across various conditions. Further, to assess the accuracy of the models,
Figure 10,
Figure 11 and
Figure 12 illustrate the ANN and RF error predictions concerning the RSM-predicted R
a values. This error analysis provides insights into areas where the models may require refinement and highlights potential areas for improvement.
Table 8 also provides an insight into the relative error attained for R
a through the statistical RSM model and machine learning models (ANN and RF). The relative error attained through the implementation of RF is comparatively lower than with ANN and RSM. The reason for the best attainment of results is due to the nature of the support of parallelization (i.e., combining multiple decision trees leads to a reduction of overfitting of the model) and the nature of providing better insights into feature relationships. In this case, ANN is computationally expensive and very sensitive to hypermeters (hyperparameter tuning is challenging).

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}