
High-Density Polyethylene/Carbon Black Composites in Material Extrusion Additive Manufacturing: Conductivity, Thermal, Rheological, and Mechanical Responses


 ,
,  , , , ,
, , , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
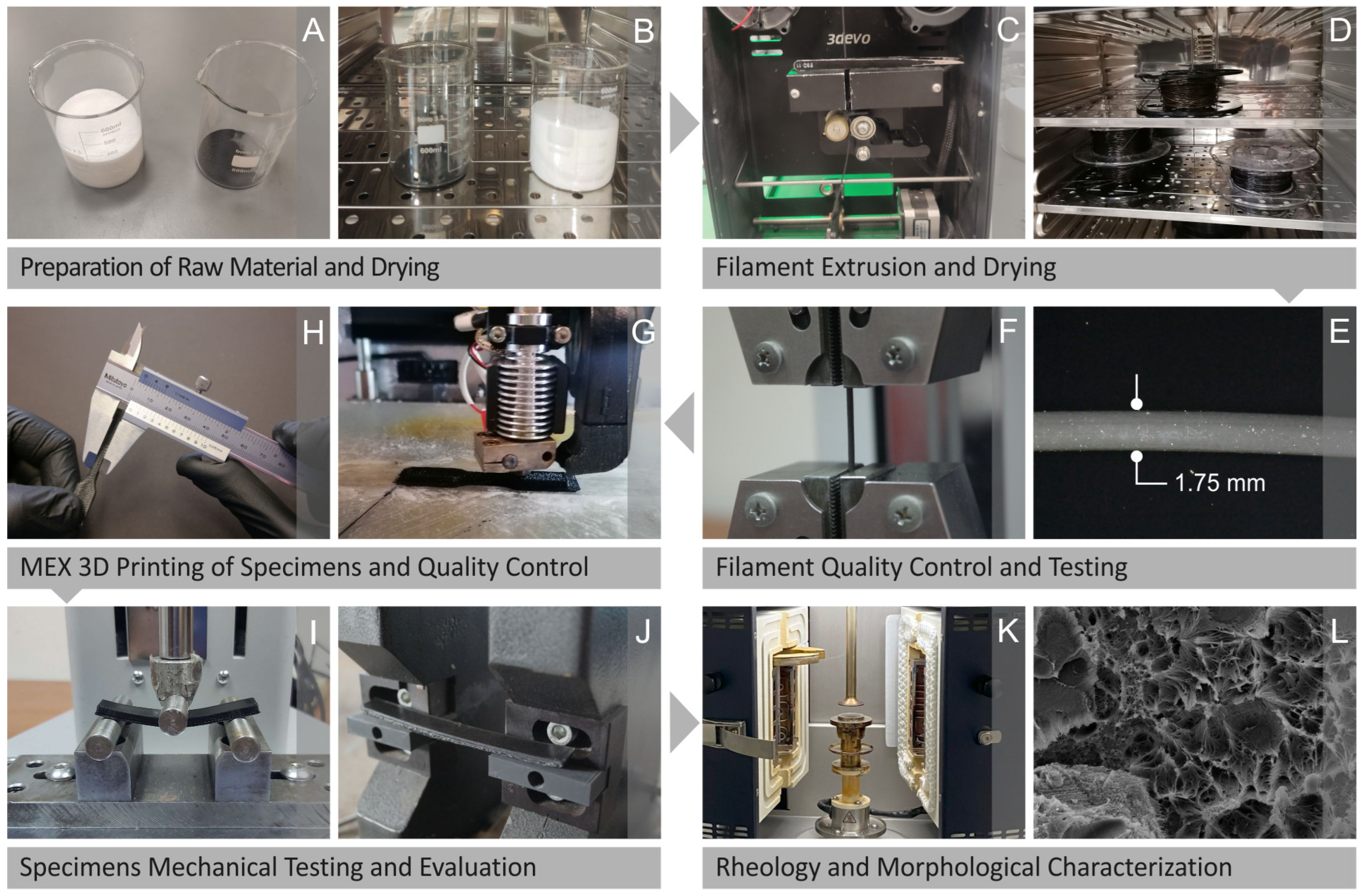
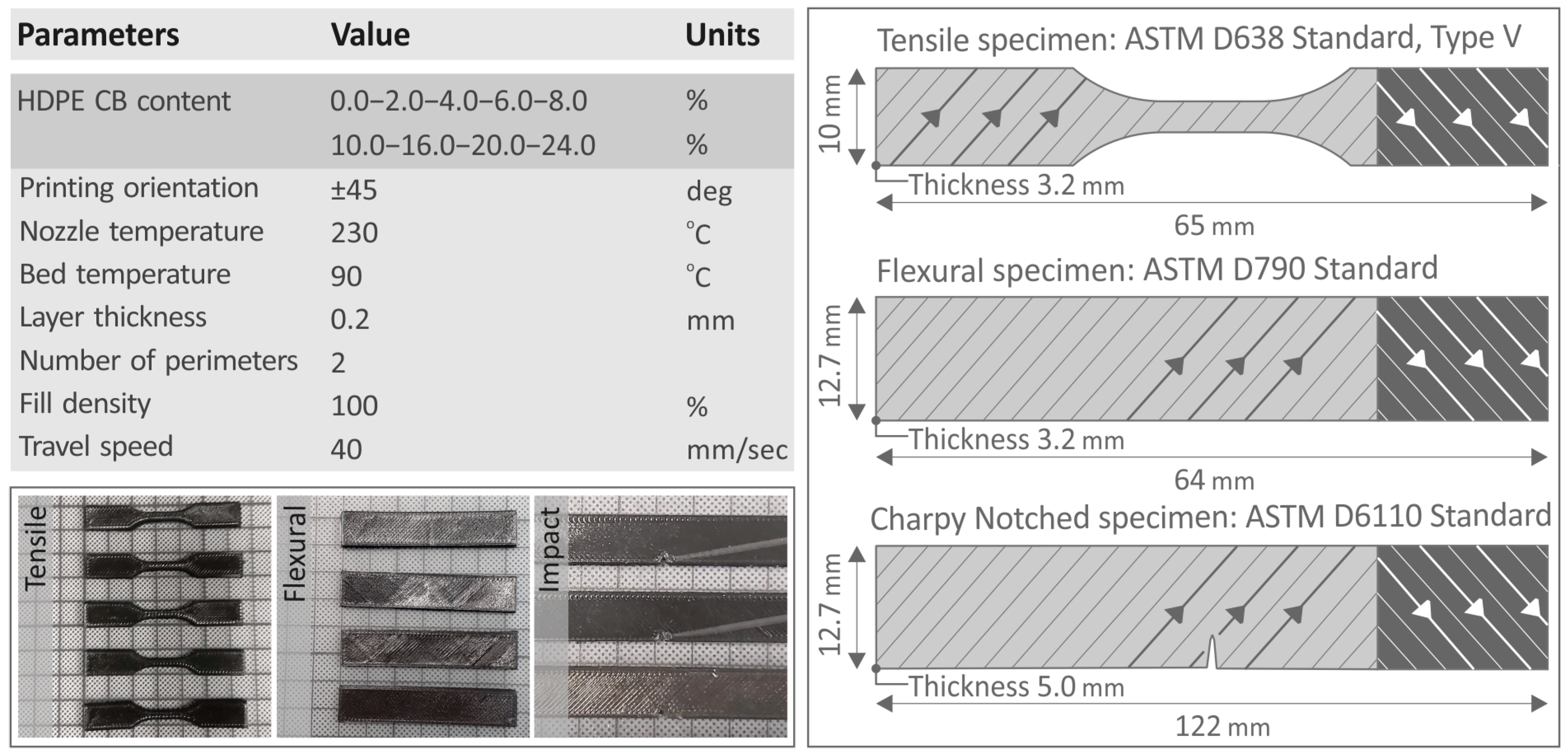
2.2. Fabrication of Filament and Specimens
2.3. Characterization Techniques
3. Results
3.1. Raman Results of HDPE/CB Composites and CB
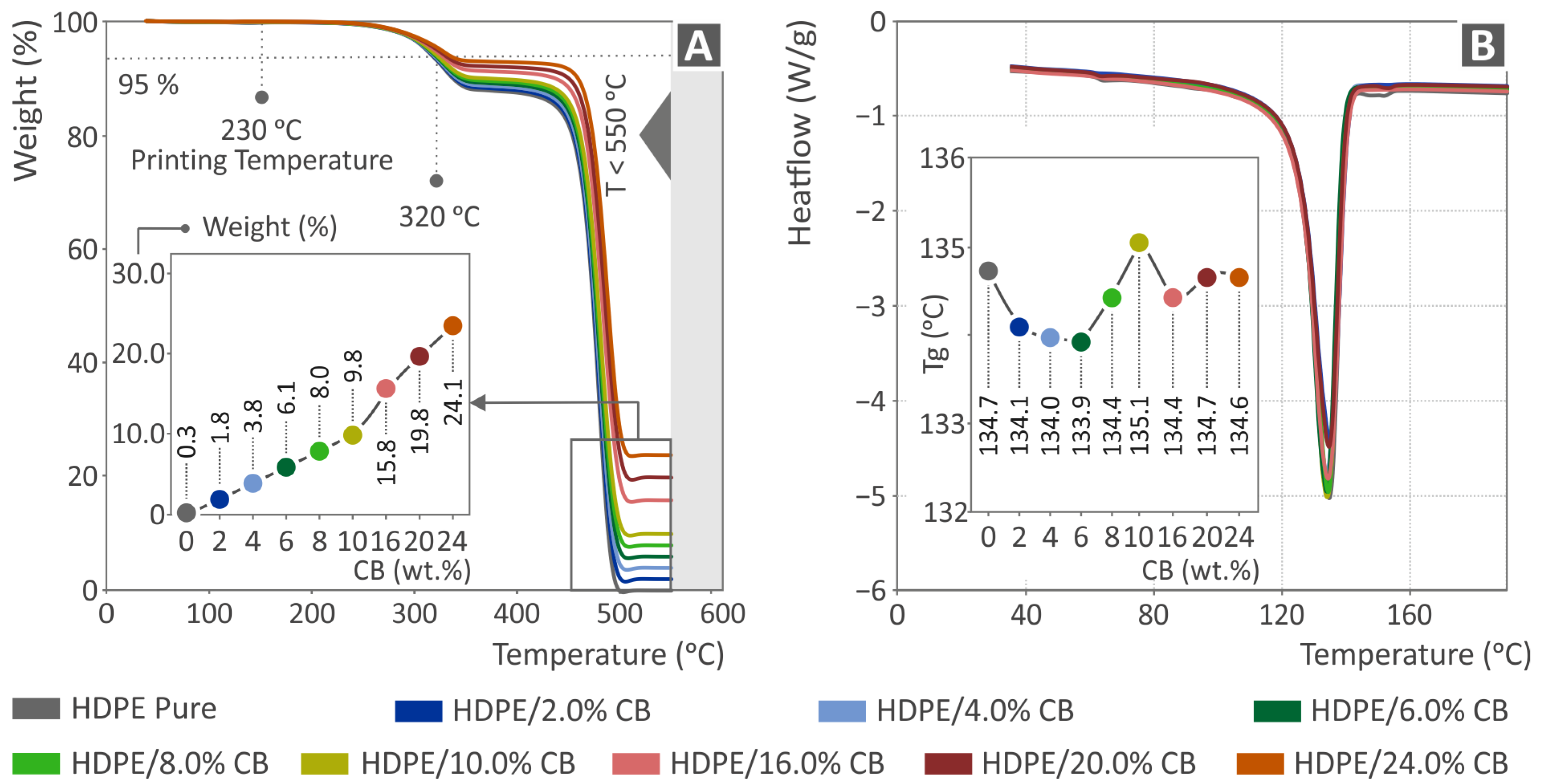
3.2. Thermogravimetric and Differential Scanning Calorimetry Analysis
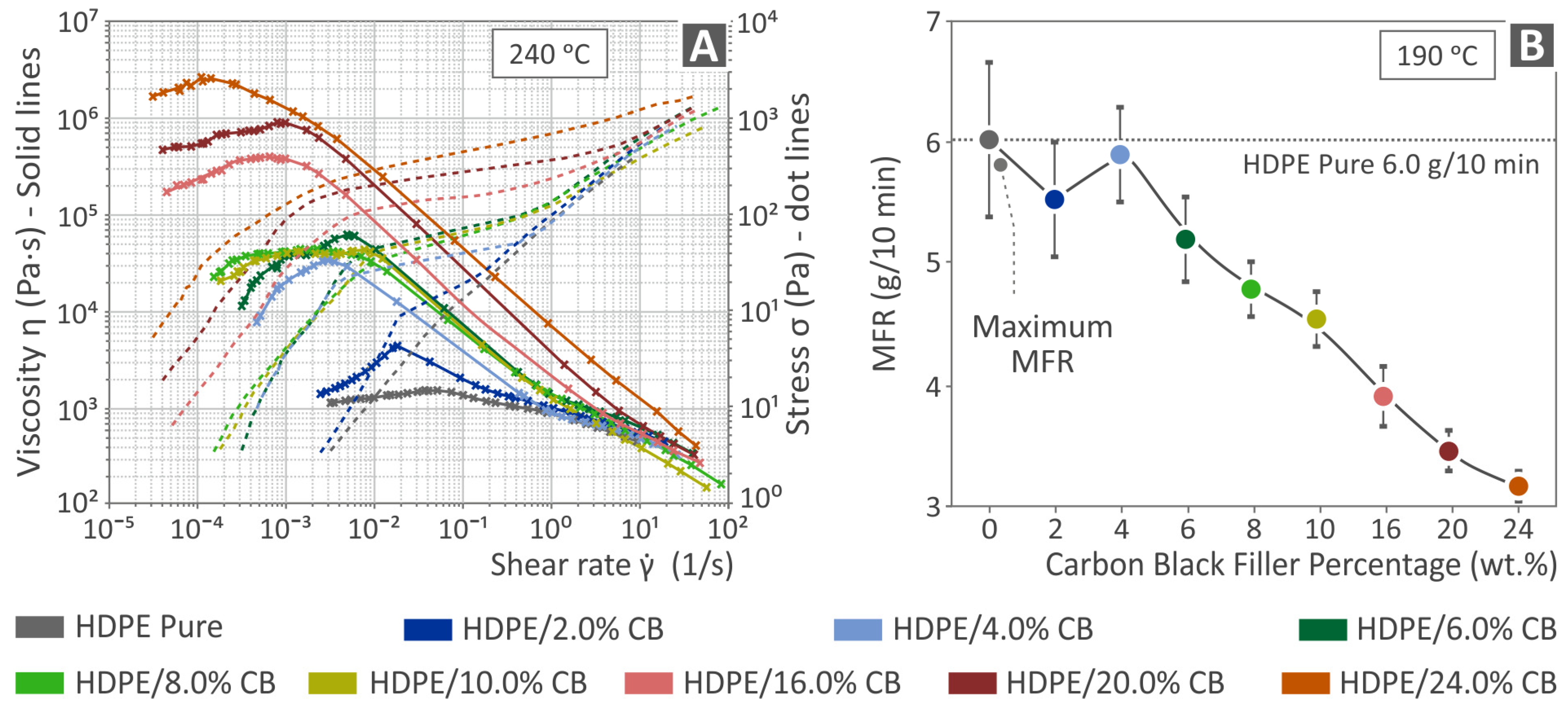
3.3. Viscosity and Melt Flow Rate Analyses
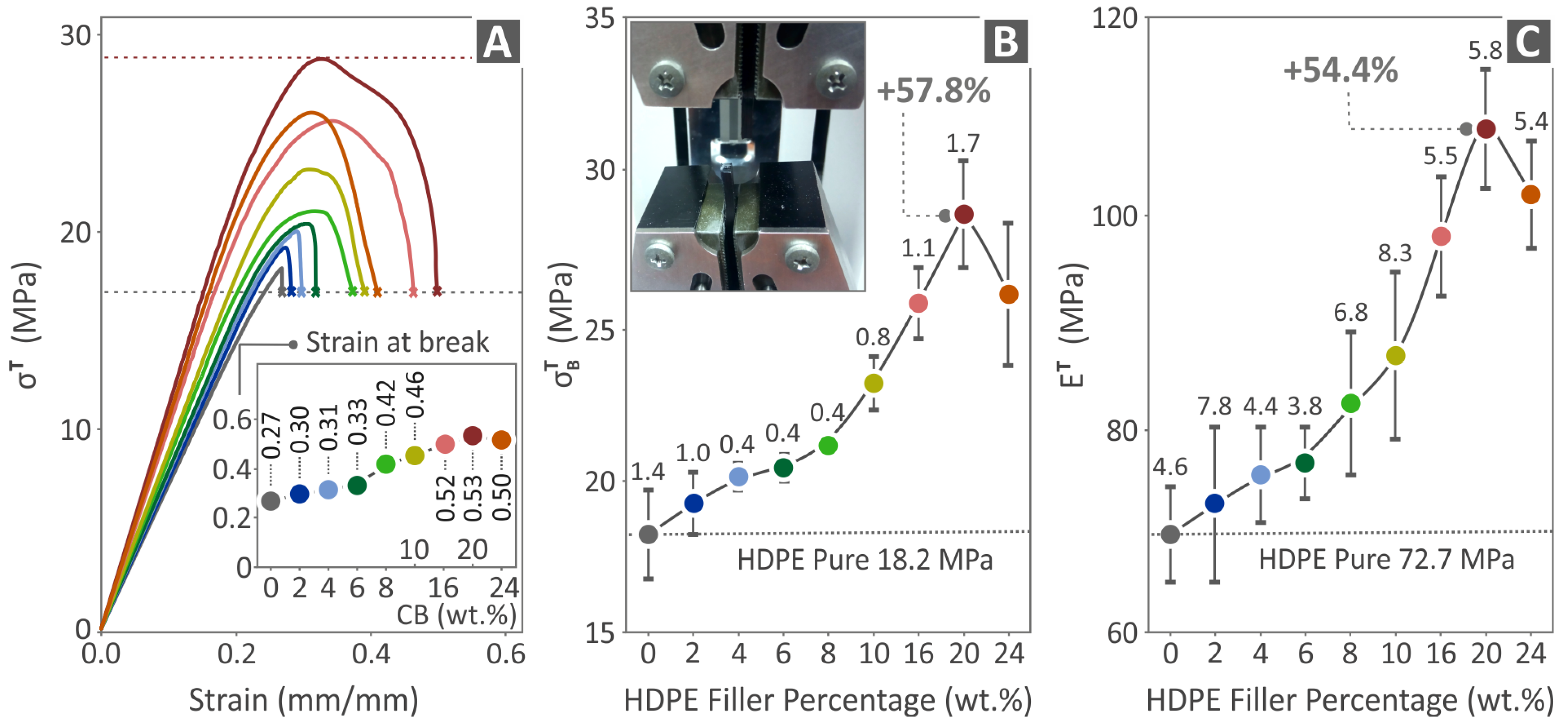
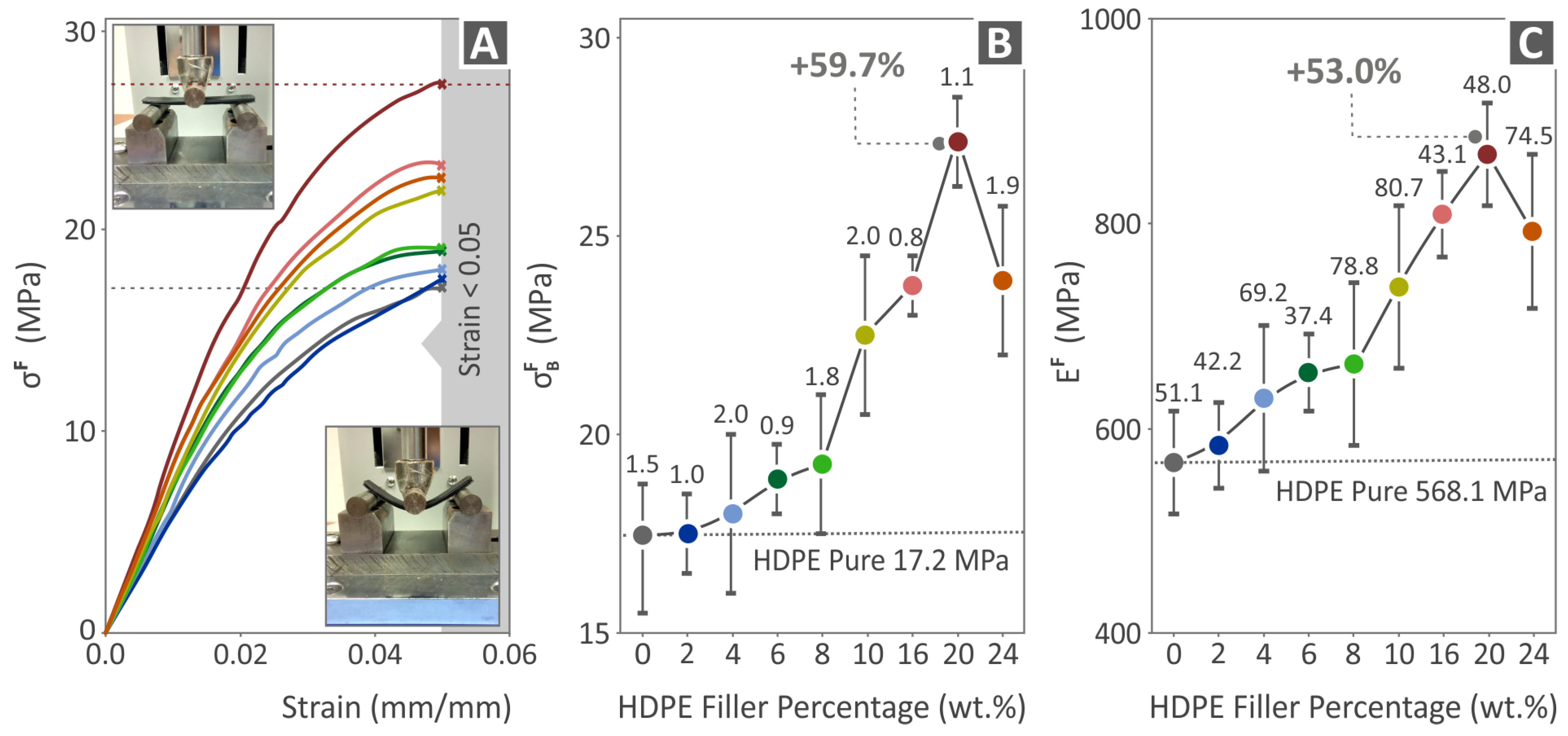
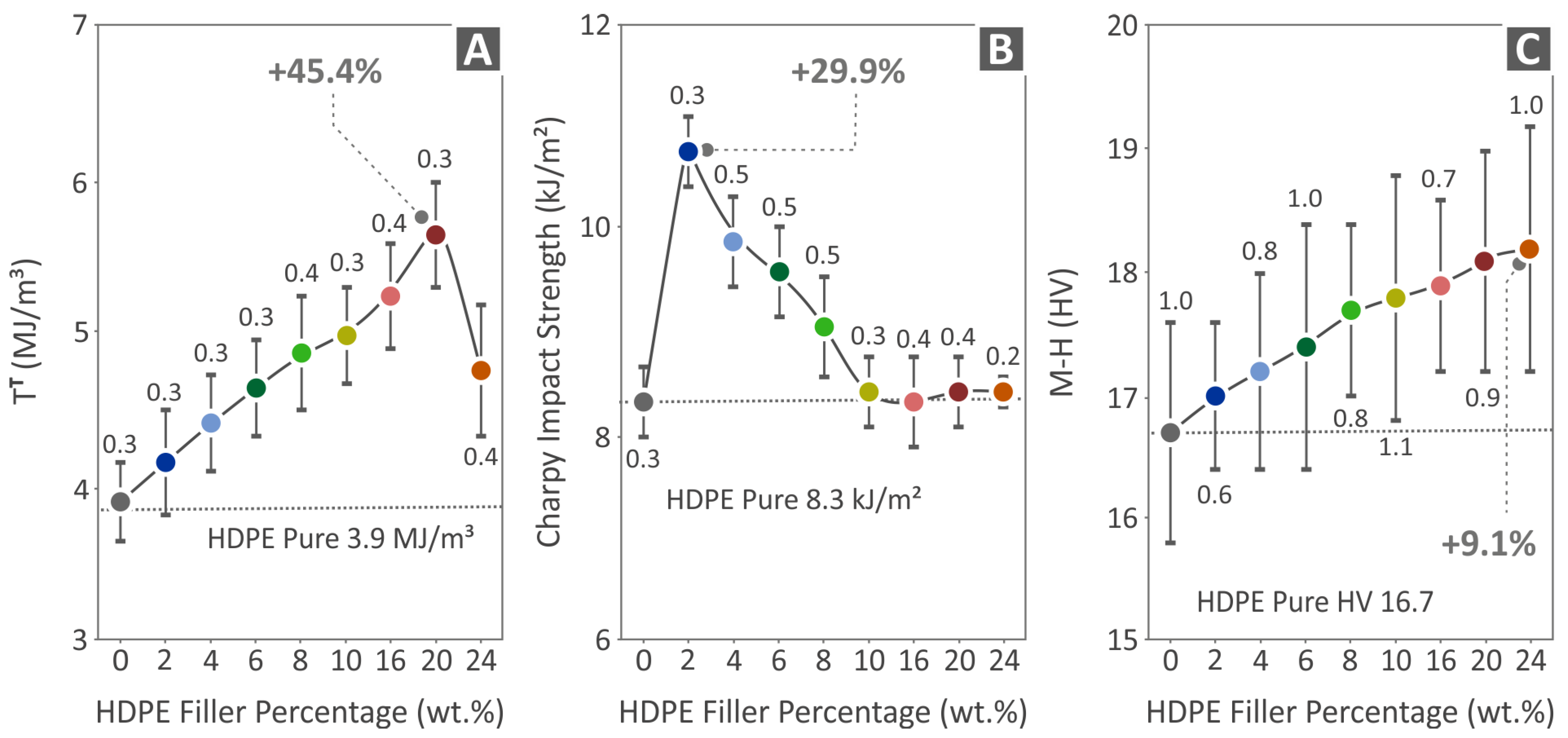
3.4. Mechanical Tests
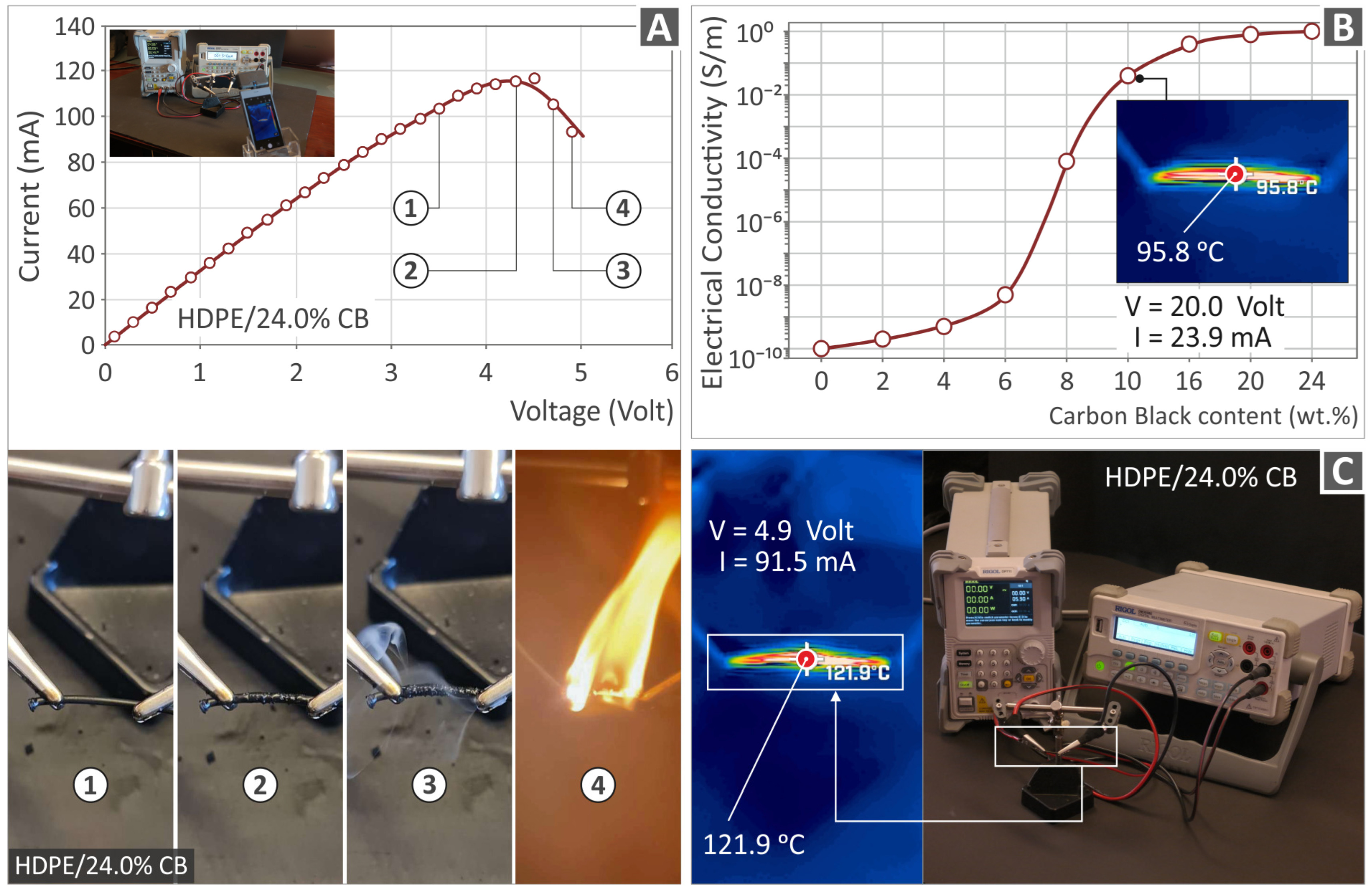
3.5. HDPE/CB Electrical Conductivity Presentation
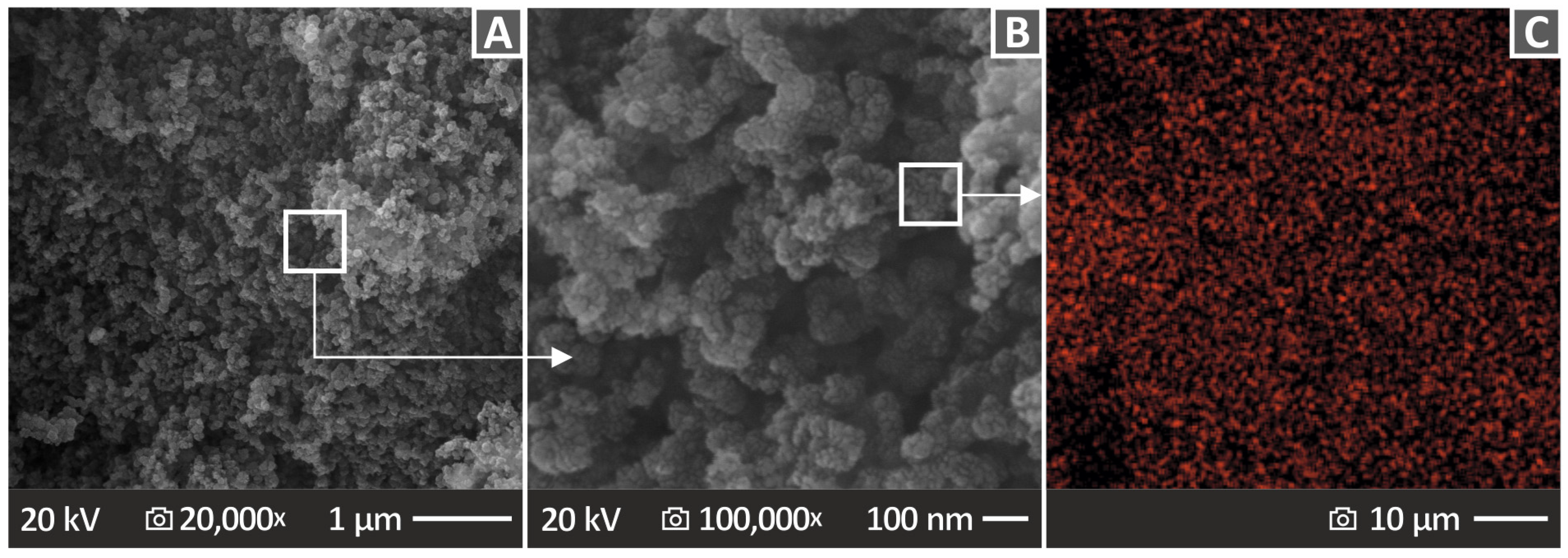
3.6. Analysis of Specimens through Scanning Electron Microscopy
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- McKeown, P.; Jones, M.D. The Chemical Recycling of PLA: A Review. Sustain. Chem. 2020, 1, 1–22. [Google Scholar] [CrossRef]
- Monfared, V.; Ramakrishna, S.; Nasajpour-Esfahani, N.; Toghraie, D.; Hekmatifar, M.; Rahmati, S. Science and Technology of Additive Manufacturing Progress: Processes, Materials, and Applications. Met. Mater. Int. 2023, 29, 3442–3470. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Papadakis, V.; Manousaki, A. MEX 3D Printed HDPE/TiO2 Nanocomposites Physical and Mechanical Properties Investigation. J. Compos. Sci. 2022, 6, 209. [Google Scholar] [CrossRef]
- Hall, S.E.; Regis, J.E.; Renteria, A.; Chavez, L.A.; Delfin, L.; Vargas, S.; Haberman, M.R.; Espalin, D.; Wicker, R.; Lin, Y. Paste Extrusion 3D Printing and Characterization of Lead Zirconate Titanate Piezoelectric Ceramics. Ceram. Int. 2021, 47, 22042–22048. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical Characterization of 3D-Printed Polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Behera, A.; Menezes, P.L. Role of Composite Materials in Automotive Sector: Potential Applications. In Advances in Engine Tribology; Springer: Singapore, 2022; pp. 193–217. [Google Scholar]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent Developments in Polymers/Polymer Nanocomposites for Additive Manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Chuang, K.C.; Grady, J.E.; Draper, R.D.; Patterson, C.; Santelle, T.D. Additive Manufacturing and Characterization of Ultem Polymers and Composites. In Proceedings of the CAMX-The Composites and Advanced Materials Expo, Atlanta, GA, USA, 30 October–2 November 2023. [Google Scholar]
- Mazzei Capote, G.A.; Rudolph, N.M.; Osswald, P.V.; Osswald, T.A. Failure Surface Development for ABS Fused Filament Fabrication Parts. Addit. Manuf. 2019, 28, 169–175. [Google Scholar] [CrossRef]
- Roach, D.J.; Roberts, C.; Wong, J.; Kuang, X.; Kovitz, J.; Zhang, Q.; Spence, T.G.; Qi, H.J. Surface Modification of Fused Filament Fabrication (FFF) 3D Printed Substrates by Inkjet Printing Polyimide for Printed Electronics. Addit. Manuf. 2020, 36, 101544. [Google Scholar] [CrossRef]
- Nordin, N.A.B.; Johar, M.A.B.; Ibrahim, M.H.I.B.; bin Marwah, O.M.F. Advances in High Temperature Materials for Additive Manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2017, 226, 12176. [Google Scholar] [CrossRef]
- Jouni, M.; Djurado, D.; Massardier, V.; Boiteux, G. A Representative and Comprehensive Review of the Electrical and Thermal Properties of Polymer Composites with Carbon Nanotube and Other Nanoparticle Fillers. Polym. Int. 2017, 66, 1237–1251. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kourinou, M.; Velidakis, E.; Mountakis, N.; Fischer-Griffiths, P.E.; Grammatikos, S.; Tzounis, L. Additive Manufacturing of Multifunctional Polylactic Acid (PLA)—Multiwalled Carbon Nanotubes (MWCNTs) Nanocomposites. Nanocomposites 2021, 7, 184–199. [Google Scholar] [CrossRef]
- Kechagias, J.; Chaidas, D.; Vidakis, N.; Salonitis, K.; Vaxevanidis, N.M. Key Parameters Controlling Surface Quality and Dimensional Accuracy: A Critical Review of FFF Process. Mater. Manuf. Process. 2022, 37, 963–984. [Google Scholar] [CrossRef]
- Algarni, M.; Ghazali, S. Comparative Study of the Sensitivity of PLA, ABS, PEEK, and PETG’s Mechanical Properties to FDM Printing Process Parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Pulipaka, A.; Gide, K.M.; Beheshti, A.; Bagheri, Z.S. Effect of 3D Printing Process Parameters on Surface and Mechanical Properties of FFF-Printed PEEK. J. Manuf. Process. 2023, 85, 368–386. [Google Scholar] [CrossRef]
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and Applications of 3D Printing for Novel Materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Papadakis, V.; Moutsopoulou, A. The Impact of Zinc Oxide Micro-Powder Filler on the Physical and Mechanical Response of High-Density Polyethylene Composites in Material Extrusion 3D Printing. J. Compos. Sci. 2022, 6, 315. [Google Scholar] [CrossRef]
- Šafka, J.; Ackermann, M.; Bobek, J.; Seidl, M.; Habr, J.; Bĕhálek, L. Use of Composite Materials for FDM 3D Print Technology. Mater. Sci. Forum 2016, 862, 174–181. [Google Scholar] [CrossRef]
- Blanco, I. The Use of Composite Materials in 3D Printing. J. Compos. Sci. 2020, 4, 42. [Google Scholar] [CrossRef]
- Joshua, J.J.; Venkatanarayanan, P.S.; Singh, D. A Literature Review on Composite Materials Filled with and without Nanoparticles Subjected to High/Low Velocity Impact Loads. Mater. Today Proc. 2020, 33, 4635–4641. [Google Scholar] [CrossRef]
- Chimmikuttanda, S.P.; Naik, A.; Akple, M.S.; Singh, R. Chapter 10—Processing of Hybrid TiO2 Semiconducting Materials and Their Environmental Application. In Advanced Materials for Sustainable Environmental Remediation; Giannakoudakis, D., Meili, L., Anastopoulos, I., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 277–300. ISBN 978-0-323-90485-8. [Google Scholar]
- Saheb, D.N.; Jog, J.P. Natural Fiber Polymer Composites: A Review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Sathishkumar, T.P.; Satheeshkumar, S.; Naveen, J. Glass Fiber-Reinforced Polymer Composites—A Review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Cicala, G.; Tosto, C.; Latteri, A.; La Rosa, A.D.; Blanco, I.; Elsabbagh, A.; Russo, P.; Ziegmann, G. Green Composites Based on Blends of Polypropylene with Liquid Wood Reinforced with Hemp Fibers: Thermomechanical Properties and the Effect of Recycling Cycles. Materials 2017, 10, 998. [Google Scholar] [CrossRef]
- Phadnis, V.A.; Silberschmidt, V.V. 8.14 Composites Under Dynamic Loads at High Velocities. In Comprehensive Composite Materials II; Beaumont, P.W.R., Zweben, C.H., Eds.; Elsevier: Oxford, UK, 2018; pp. 262–285. ISBN 978-0-08-100534-7. [Google Scholar]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Maniadi, A. Mechanical Properties of 3D-Printed ABS with Combinations of Two Fillers: Graphene Nanoplatelets, TiO2, ATO Nanocomposites, and Zinc Oxide Micro (ZnOm). In Recent Advances in Manufacturing Processes and Systems; Dave, H.K., Dixit, U.S., Nedelcu, D., Eds.; Springer Nature Singapore: Singapore, 2022; pp. 635–645. [Google Scholar]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Rimašauskienė, R. Matrix Materials Used in Composites: A Comprehensive Study. Mater. Today Proc. 2020, 21, 1559–1562. [Google Scholar] [CrossRef]
- Patil, B.; Bharath Kumar, B.R.; Bontha, S.; Balla, V.K.; Powar, S.; Hemanth Kumar, V.; Suresha, S.N.; Doddamani, M. Eco-Friendly Lightweight Filament Synthesis and Mechanical Characterization of Additively Manufactured Closed Cell Foams. Compos. Sci. Technol. 2019, 183, 107816. [Google Scholar] [CrossRef]
- Singh, A.K.; Patil, B.; Hoffmann, N.; Saltonstall, B.; Doddamani, M.; Gupta, N. Additive Manufacturing of Syntactic Foams: Part 1: Development, Properties, and Recycling Potential of Filaments. JOM 2018, 70, 303–309. [Google Scholar] [CrossRef]
- Vidakis, N.; Maniadi, A.; Petousis, M.; Vamvakaki, M.; Kenanakis, G.; Koudoumas, E. Mechanical and Electrical Properties Investigation of 3D-Printed Acrylonitrile–Butadiene–Styrene Graphene and Carbon Nanocomposites. J. Mater. Eng. Perform. 2020, 29, 1909–1918. [Google Scholar] [CrossRef]
- Chairi, M.; El Bahaoui, J.; Hanafi, I.; Cabrera, F.M.; Bella, G. Di Composite Materials: A Review of Polymer and Metal Matrix Composites, Their Mechanical Characterization, and Mechanical Properties. In Next Generation Fiber-Reinforced Composites; Li, L., Pereira, A.B., Pereira, A.L., Eds.; IntechOpen: Rijeka, Croatia, 2023; ISBN 978-1-80356-921-5. [Google Scholar]
- Ghoshal, S. Polymer/Carbon Nanotubes (CNT) Nanocomposites Processing Using Additive Manufacturing (Three-Dimensional Printing) Technique: An Overview. Fibers 2017, 5, 40. [Google Scholar] [CrossRef]
- Vidakis, N.; Kalderis, D.; Petousis, M.; Maravelakis, E.; Mountakis, N.; Bolanakis, N.; Papadakis, V. Biochar Filler in MEX and VPP Additive Manufacturing: Characterization and Reinforcement Effects in Polylactic Acid and Standard Grade Resin Matrices. Biochar 2023, 5, 39. [Google Scholar] [CrossRef]
- Harussani, M.M.; Sapuan, S.M.; Nadeem, G.; Rafin, T.; Kirubaanand, W. Recent Applications of Carbon-Based Composites in Defence Industry: A Review. Def. Technol. 2022, 18, 1281–1300. [Google Scholar] [CrossRef]
- Harussani, M.M.; Sapuan, S.M.; Rashid, U.; Khalina, A. Development and Characterization of Polypropylene Waste from Personal Protective Equipment (PPE)-Derived Char-Filled Sugar Palm Starch Biocomposite Briquettes. Polymers 2021, 13, 1707. [Google Scholar] [CrossRef]
- Mohd Nurazzi, N.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Sabaruddin, F.A.; Kamarudin, S.H.; Ahmad, S.; Mahat, A.M.; Lee, C.L.; Aisyah, H.A.; et al. Fabrication, Functionalization, and Application of Carbon Nanotube-Reinforced Polymer Composite: An Overview. Polymers 2021, 13, 1047. [Google Scholar] [CrossRef]
- Zhao, Z.; Yu, W.; He, X.; Chen, X. The Conduction Mechanism of Carbon Black-Filled Poly(Vinylidene Fluoride) Composite. Mater Lett 2003, 57, 3082–3088. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A. Sustainable Additive Manufacturing: Mechanical Response of High-Density Polyethylene over Multiple Recycling Processes. Recycling 2021, 6, 4. [Google Scholar] [CrossRef]
- Yasmin, A.; Daniel, I.M. Mechanical and Thermal Properties of Graphite Platelet/Epoxy Composites. Polymer 2004, 45, 8211–8219. [Google Scholar] [CrossRef]
- Xu, S.; Wen, M.; Li, J.; Guo, S.; Wang, M.; Du, Q.; Shen, J.; Zhang, Y.; Jiang, S. Structure and Properties of Electrically Conducting Composites Consisting of Alternating Layers of Pure Polypropylene and Polypropylene with a Carbon Black Filler. Polymer 2008, 49, 4861–4870. [Google Scholar] [CrossRef]
- Flandin, L.; Hiltner, A.; Baer, E. Interrelationships between Electrical and Mechanical Properties of a Carbon Black-Filled Ethylene–Octene Elastomer. Polymer 2001, 42, 827–838. [Google Scholar] [CrossRef]
- Park, S.-J.; Seo, M.-K.; Nah, C. Influence of Surface Characteristics of Carbon Blacks on Cure and Mechanical Behaviors of Rubber Matrix Compoundings. J. Colloid Interface Sci. 2005, 291, 229–235. [Google Scholar] [CrossRef] [PubMed]
- Park, S.-J.; Kim, H.-C.; Kim, H.-Y. Roles of Work of Adhesion between Carbon Blacks and Thermoplastic Polymers on Electrical Properties of Composites. J. Colloid Interface Sci. 2002, 255, 145–149. [Google Scholar] [CrossRef] [PubMed]
- Kang, S.; Pinault, M.; Pfefferle, L.D.; Elimelech, M. Single-Walled Carbon Nanotubes Exhibit Strong Antimicrobial Activity. Langmuir 2007, 23, 8670–8673. [Google Scholar] [CrossRef] [PubMed]
- Qu, D.; Huang, X.; Li, X.; Wang, H.; Chen, G. Annular Flexible Thermoelectric Devices with Integrated-Module Architecture. npj Flex. Electron. 2020, 4, 1. [Google Scholar] [CrossRef]
- Aslan, S.; Loebick, C.Z.; Kang, S.; Elimelech, M.; Pfefferle, L.D.; Van Tassel, P.R. Antimicrobial Biomaterials Based on Carbon Nanotubes Dispersed in Poly(Lactic-Co-Glycolic Acid). Nanoscale 2010, 2, 1789–1794. [Google Scholar] [CrossRef]
- Zhao, C.; Deng, B.; Chen, G.; Lei, B.; Hua, H.; Peng, H.; Yan, Z. Large-Area Chemical Vapor Deposition-Grown Monolayer Graphene-Wrapped Silver Nanowires for Broad-Spectrum and Robust Antimicrobial Coating. Nano Res. 2016, 9, 963–973. [Google Scholar] [CrossRef]
- Myllymaa, K.; Levon, J.; Tiainen, V.-M.; Myllymaa, S.; Soininen, A.; Korhonen, H.; Kaivosoja, E.; Lappalainen, R.; Konttinen, Y.T. Formation and Retention of Staphylococcal Biofilms on DLC and Its Hybrids Compared to Metals Used as Biomaterials. Colloids Surf. B Biointerfaces 2013, 101, 290–297. [Google Scholar] [CrossRef]
- Robertson, S.N.; Gibson, D.; MacKay, W.G.; Reid, S.; Williams, C.; Birney, R. Investigation of the Antimicrobial Properties of Modified Multilayer Diamond-like Carbon Coatings on 316 Stainless Steel. Surf. Coat. Technol. 2017, 314, 72–78. [Google Scholar] [CrossRef]
- De Guzman, M.R.; Wen, Y.-H.; Du, J.; Yuan, L.; Wu, C.-S.; Hung, W.-S.; Guo, J.-P.; Yao, Y.-L.; Yuan, S.; Wang, R.-Y.; et al. Characterization of Antibacterial Nanocomposites of Polyethylene Terephthalate Filled with Nanosilver-Doped Carbon Black. Polym. Polym. Compos. 2020, 29, 797–806. [Google Scholar] [CrossRef]
- Liu, M.; Horrocks, A.R. Effect of Carbon Black on UV Stability of LLDPE Films under Artificial Weathering Conditions. Polym. Degrad. Stab. 2002, 75, 485–499. [Google Scholar] [CrossRef]
- Parvin, N.; Ullah, M.S.; Mina, M.F.; Gafur, M.A. Structures and Mechanical Properties of Talc and Carbon Black Reinforced High Density Polyethylene Composites: Effects of Organic and Inorganic Fillers. J. Bangladesh Acad. Sci. 2013, 37, 11–20. [Google Scholar] [CrossRef]
- Liang, J.-Z.; Yang, Q.-Q. Resistivity Relaxation Behavior of Carbon Black Filled High-Density Polyethylene Conductive Composites. J. Appl. Polym. Sci. 2013, 129, 1104–1108. [Google Scholar] [CrossRef]
- Liang, J.-Z.; Yang, Q.-Q. Effects of Carbon Black Content and Size on Conductive Properties of Filled High-Density Polyethylene Composites. Adv. Polym. Technol. 2018, 37, 2238–2245. [Google Scholar] [CrossRef]
- Liang, J.-Z. Effects of Heat Treatment on Electrical Conductivity of HDPE/CB Composites. Polym. Test. 2017, 62, 219–224. [Google Scholar] [CrossRef]
- Liang, J.-Z.; Yang, Q.-Q. Effects of Carbon Fiber Content and Size on Electric Conductive Properties of Reinforced High Density Polyethylene Composites. Compos. B Eng. 2017, 114, 457–466. [Google Scholar] [CrossRef]
- Mihai, M.; Stoeffler, K.; Norton, E. Use of Thermal Black as Eco-Filler in Thermoplastic Composites and Hybrids for Injection Molding and 3D Printing Applications. Molecules 2020, 25, 1517. [Google Scholar] [CrossRef] [PubMed]
- Foteinidis, G.; Tsirka, K.; Tzounis, L.; Baltzis, D.; Paipetis, A.S. The Role of Synergies of MWCNTs and Carbon Black in the Enhancement of the Electrical and Mechanical Response of Modified Epoxy Resins. Appl. Sci. 2019, 9, 3757. [Google Scholar] [CrossRef]
- Jayanth, N.; Senthil, P.; Mallikarjuna, B. Experimental Investigation on the Application of FDM 3D Printed Conductive ABS-CB Composite in EMI Shielding. Radiat. Phys. Chem. 2022, 198, 110263. [Google Scholar] [CrossRef]
- Hao, X.; Gai, G.; Yang, Y.; Zhang, Y.; Nan, C. Development of the Conductive Polymer Matrix Composite with Low Concentration of the Conductive Filler. Mater. Chem. Phys. 2008, 109, 15–19. [Google Scholar] [CrossRef]
- Sohi, N.J.S.; Bhadra, S.; Khastgir, D. The Effect of Different Carbon Fillers on the Electrical Conductivity of Ethylene Vinyl Acetate Copolymer-Based Composites and the Applicability of Different Conductivity Models. Carbon 2011, 49, 1349–1361. [Google Scholar] [CrossRef]
- Petousis, M.; Vidakis, N.; Mountakis, N.; Moutsopoulou, A.; Papadakis, V.M.; Maravelakis, E. Emmanouel Maravelakis On the Substantial Mechanical Reinforcement of Polylactic Acid with Titanium Nitride Ceramic Nanofillers in Material Extrusion 3D Printing. Ceram. Int. 2023, 49, 16397–16411. [Google Scholar] [CrossRef]
- ASTM D1238-13; Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer. ASTM International: West Conshohocken, PA, USA, 2013.
- Kumar, N. Comprehensive Physics; Class XII; Laxmi Publications (P) Ltd.: New Delhi, India, 2004; ISBN 8170085926, 9788170085928. [Google Scholar]
- ASTM D638-02a; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM D790-10; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM D6110-04; Standard Test Methods for Determining the Charpy Impact Resistance of Notched Specimens of Plastics. ASTM International: West Conshohocken, PA, USA, 2004.
- ASTM E384-17; Standard Test Method for Microindentation Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- Stuart, B.H. Temperature Studies of Polycarbonate Using Fourier Transform Raman Spectroscopy. Polymer 1996, 36, 341–346. [Google Scholar] [CrossRef]
- Resta, V.; Quarta, G.; Lomascolo, M.; Maruccio, L.; Calcagnile, L. Raman and Photoluminescence Spectroscopy of Polycarbonate Matrices Irradiated with Different Energy 28Si+ Ions. Vacuum 2015, 116, 82–89. [Google Scholar] [CrossRef]
- Zimmerer, C.; Matulaitiene, I.; Niaura, G.; Reuter, U.; Janke, A.; Boldt, R.; Sablinskas, V.; Steiner, G. Nondestructive Characterization of the Polycarbonate—Octadecylamine Interface by Surface Enhanced Raman Spectroscopy. Polym. Test. 2019, 73, 152–158. [Google Scholar] [CrossRef]
- Makarem, M.; Lee, C.M.; Kafle, K.; Huang, S.; Chae, I.; Yang, H.; Kubicki, J.D.; Kim, S.H. Probing Cellulose Structures with Vibrational Spectroscopy. Cellulose 2019, 26, 35–79. [Google Scholar] [CrossRef]
- Liu, X.; Zou, Y.; Li, W.; Cao, G.; Chen, W. Kinetics of Thermo-Oxidative and Thermal Degradation of Poly(d,l-Lactide) (PDLLA) at Processing Temperature. Polym. Degrad. Stab. 2006, 91, 3259–3265. [Google Scholar] [CrossRef]
- Tzounis, L.; Petousis, M.; Liebscher, M.; Grammatikos, S.; Vidakis, N. Three-Dimensional (3D) Conductive Network of CNT-Modified Short Jute Fiber-Reinforced Natural Rubber: Hierarchical CNT-Enabled Thermoelectric and Electrically Conductive Composite Interfaces. Materials 2020, 13, 2668. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Pan, Y.; Zhang, X.; Tan, K. Impedance Spectra of Carbon Black Filled High-density Polyethylene Composites. J. Appl. Polym. Sci. 2005, 98, 1344–1350. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Mountakis, N.; Grammatikos, S.; Tzounis, L. Multi-Functional Medical Grade Polyamide12/Carbon Black Nanocomposites in Material Extrusion 3D Printing. Compos. Struct. 2023, 311, 116788. [Google Scholar] [CrossRef]
- Lei, L.; Yao, Z.; Zhou, J.; Wei, B.; Fan, H. 3D Printing of Carbon Black/Polypropylene Composites with Excellent Microwave Absorption Performance. Compos. Sci. Technol. 2020, 200, 108479. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavenumber (cm−1) | Intensity | Raman Peak Assignment |
| 1064 | Medium | C-O-C stretching [70] |
| 1131 | Medium | C-O-C stretching [71] |
| 1297 | Medium | C-O-C stretching [70] |
| 1418 | Small | CH3 deformation [70] |
| 1441 | Small | CH2 deformation [70,72] |
| 2850 | Major | CH2 symmetric stretching [73] |
| 2884 | Major | C-H antisymmetric stretching [74] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vidakis, N.; Petousis, M.; Michailidis, N.; Mountakis, N.; Argyros, A.; Spiridaki, M.; Moutsopoulou, A.; Papadakis, V.; Charitidis, C. High-Density Polyethylene/Carbon Black Composites in Material Extrusion Additive Manufacturing: Conductivity, Thermal, Rheological, and Mechanical Responses. Polymers 2023, 15, 4717. https://doi.org/10.3390/polym15244717
Vidakis N, Petousis M, Michailidis N, Mountakis N, Argyros A, Spiridaki M, Moutsopoulou A, Papadakis V, Charitidis C. High-Density Polyethylene/Carbon Black Composites in Material Extrusion Additive Manufacturing: Conductivity, Thermal, Rheological, and Mechanical Responses. Polymers. 2023; 15(24):4717. https://doi.org/10.3390/polym15244717
Chicago/Turabian StyleVidakis, Nectarios, Markos Petousis, Nikolaos Michailidis, Nikolaos Mountakis, Apostolos Argyros, Mariza Spiridaki, Amalia Moutsopoulou, Vassilis Papadakis, and Costas Charitidis. 2023. "High-Density Polyethylene/Carbon Black Composites in Material Extrusion Additive Manufacturing: Conductivity, Thermal, Rheological, and Mechanical Responses" Polymers 15, no. 24: 4717. https://doi.org/10.3390/polym15244717
APA StyleVidakis, N., Petousis, M., Michailidis, N., Mountakis, N., Argyros, A., Spiridaki, M., Moutsopoulou, A., Papadakis, V., & Charitidis, C. (2023). High-Density Polyethylene/Carbon Black Composites in Material Extrusion Additive Manufacturing: Conductivity, Thermal, Rheological, and Mechanical Responses. Polymers, 15(24), 4717. https://doi.org/10.3390/polym15244717