
Influence of Different Proportions of the Addition of Electrocoagulated Metal Sludge (EMS) Obtained from Oily Wastewater Treatment on the Properties of Laboratory Bricks


Abstract
:1. Introduction
2. Materials and Methods
2.1. Oily Wastewater of Mineral Origin
2.2. EMS and Clay Samples
2.3. Characterization of Raw Materials
2.4. Production and Characterization of Laboratory Bricks
3. Results and Discussion
3.1. Characterization of Oily Wastewater
3.2. Properties of Raw Materials
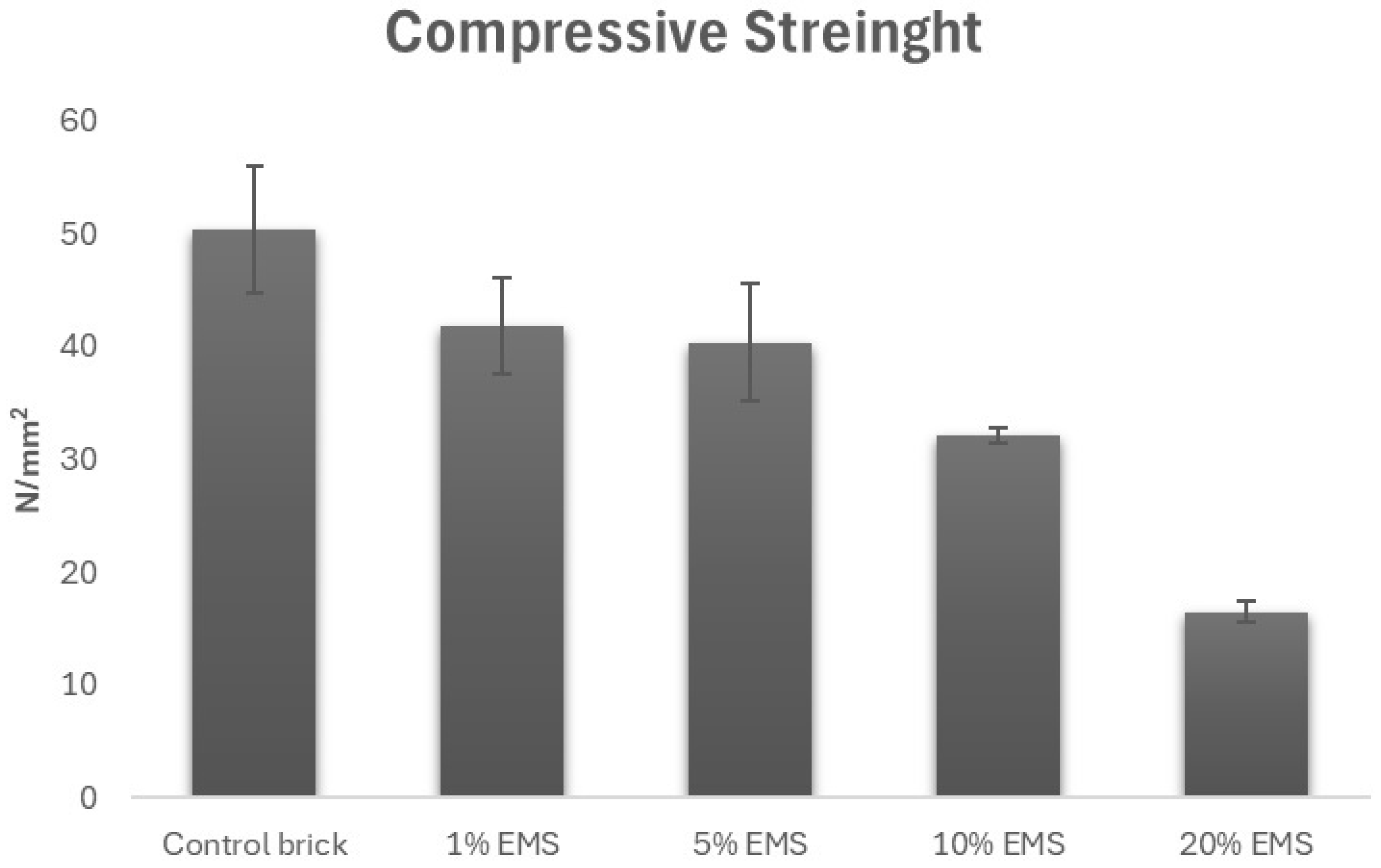
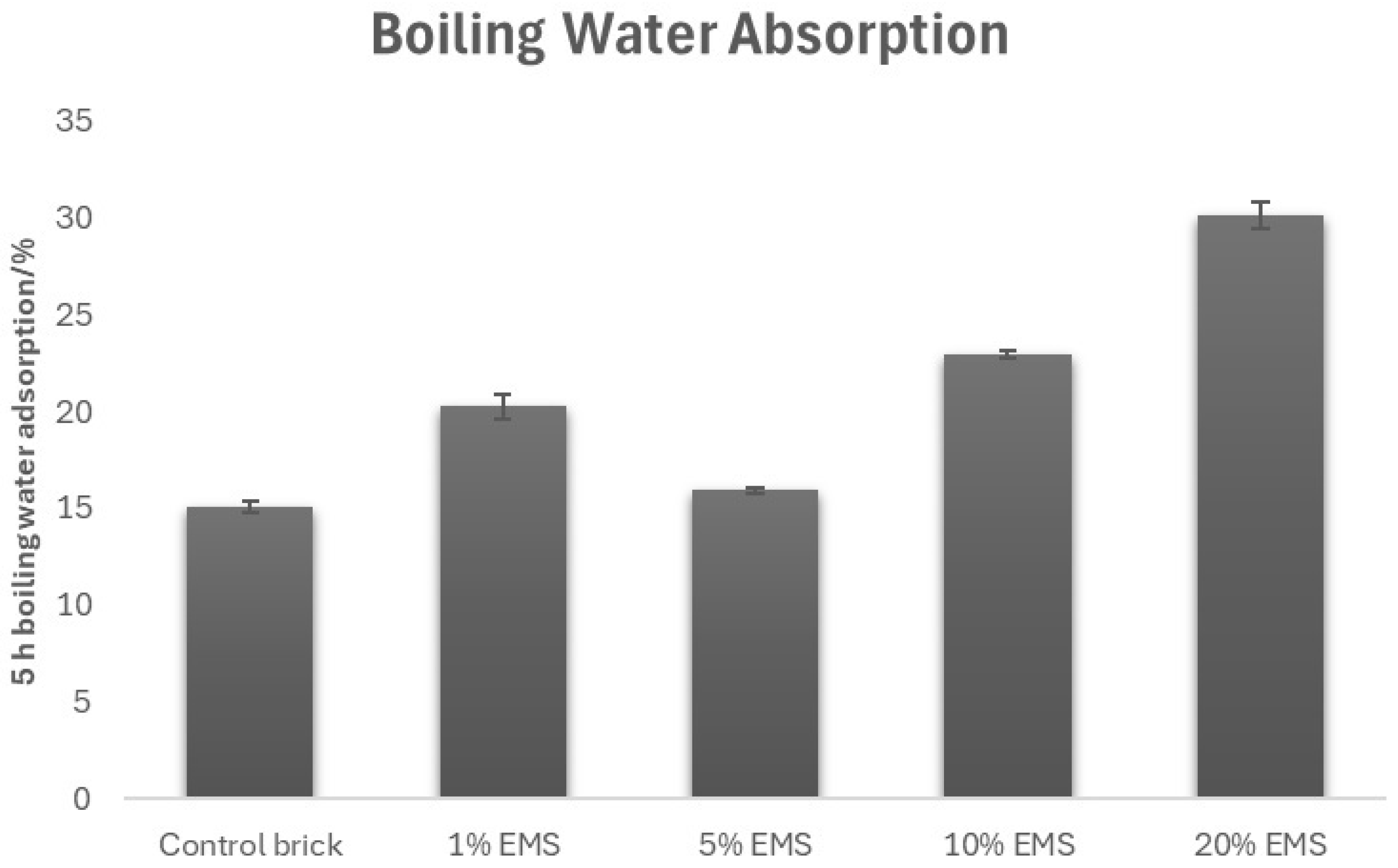
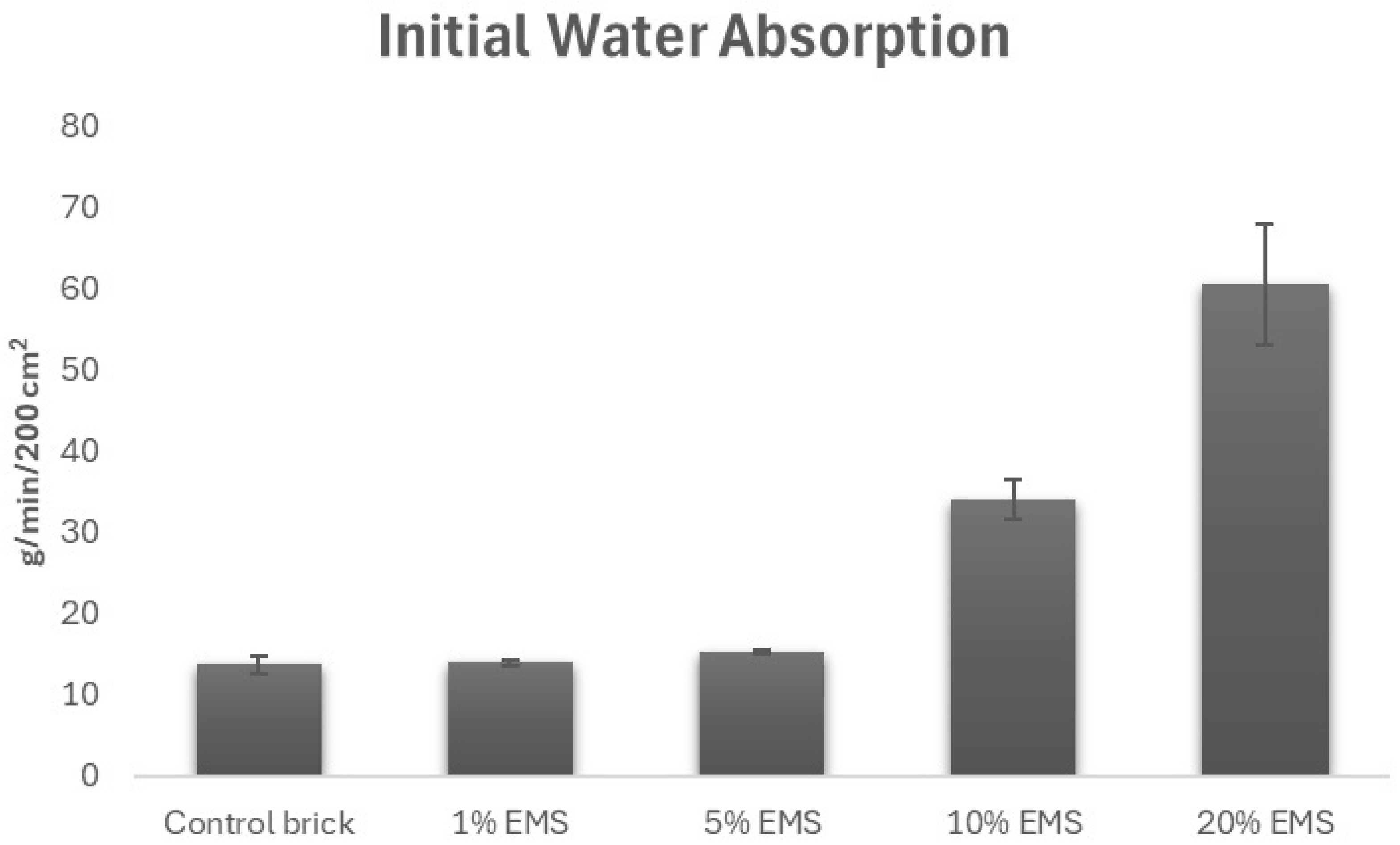
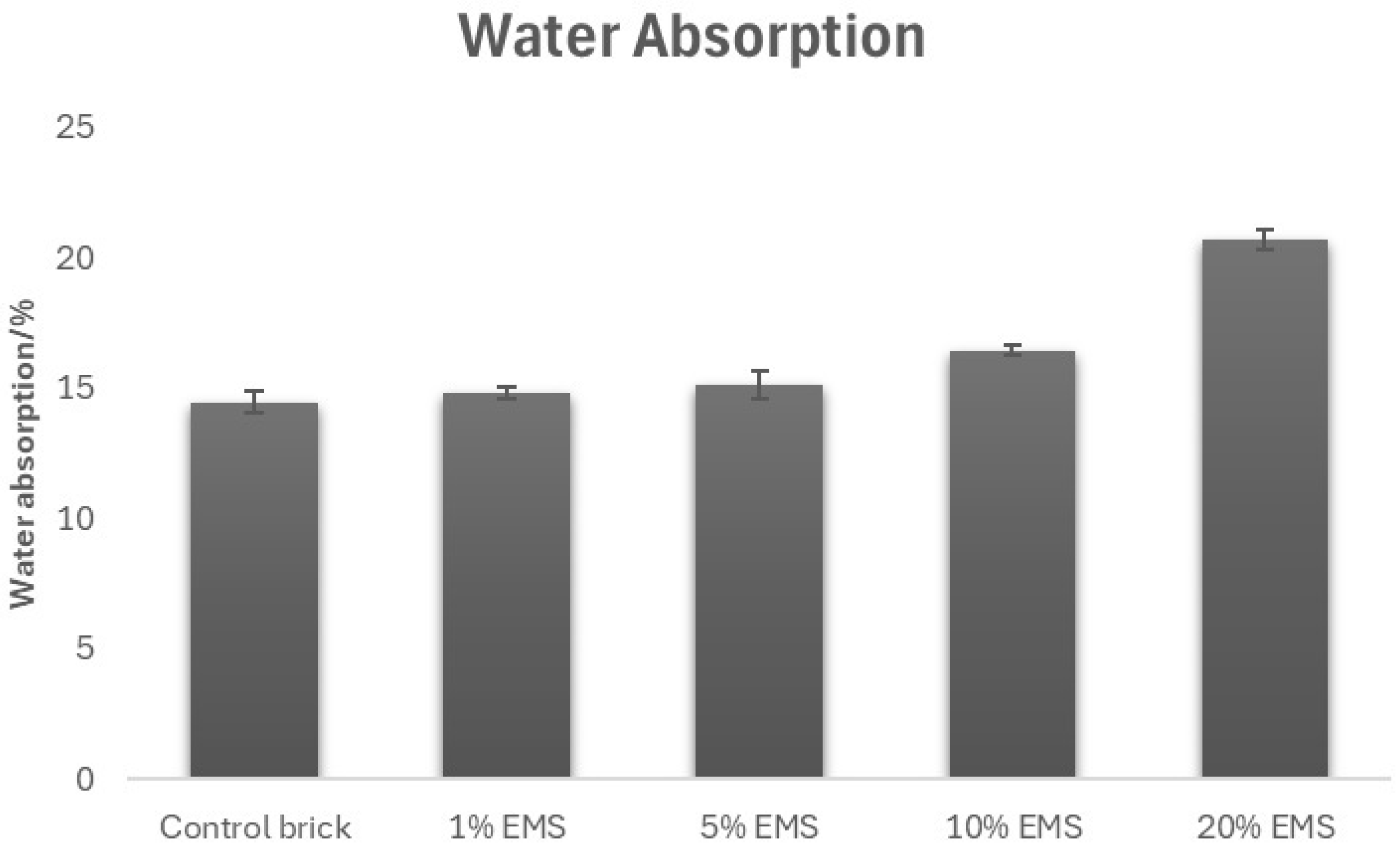
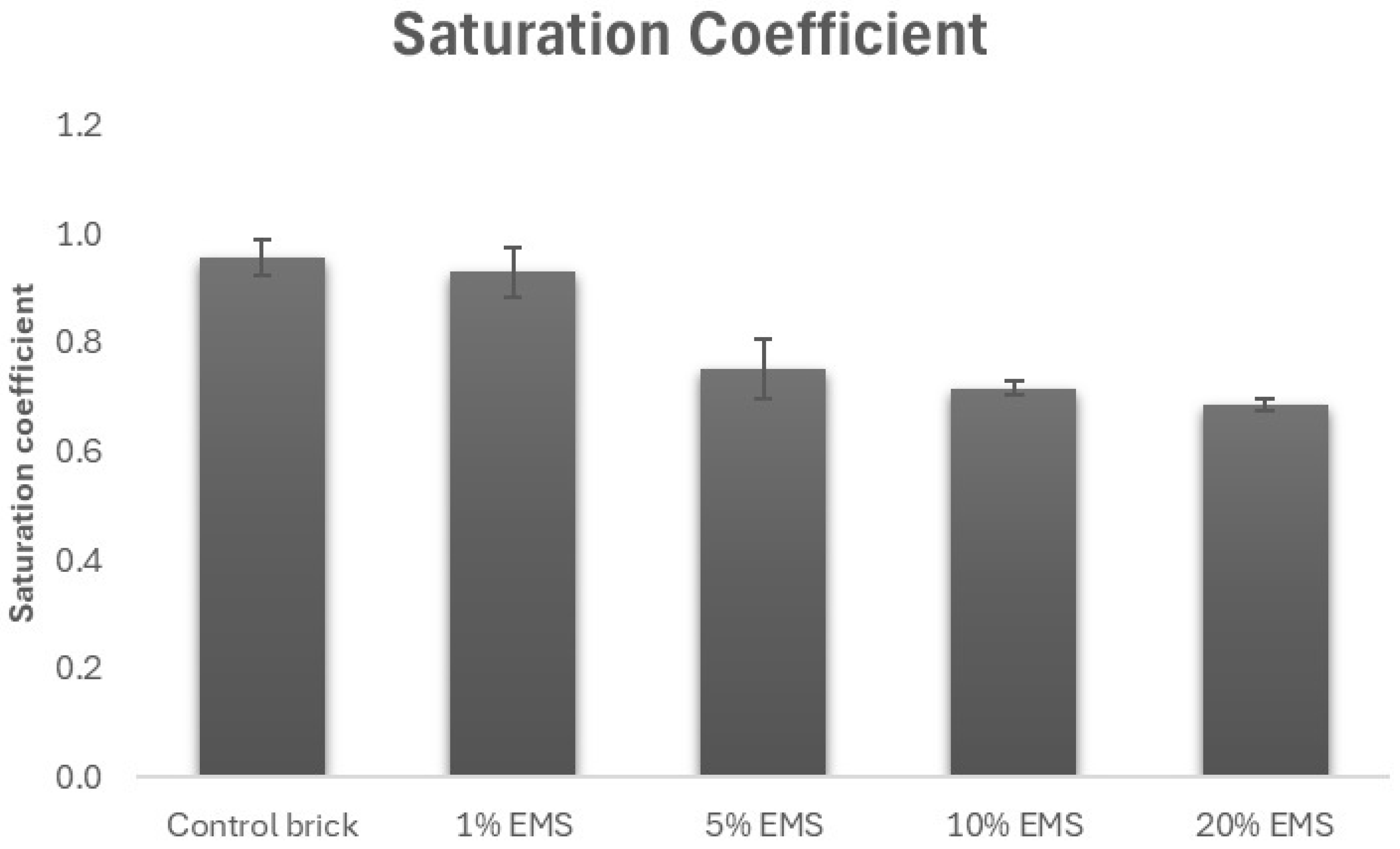
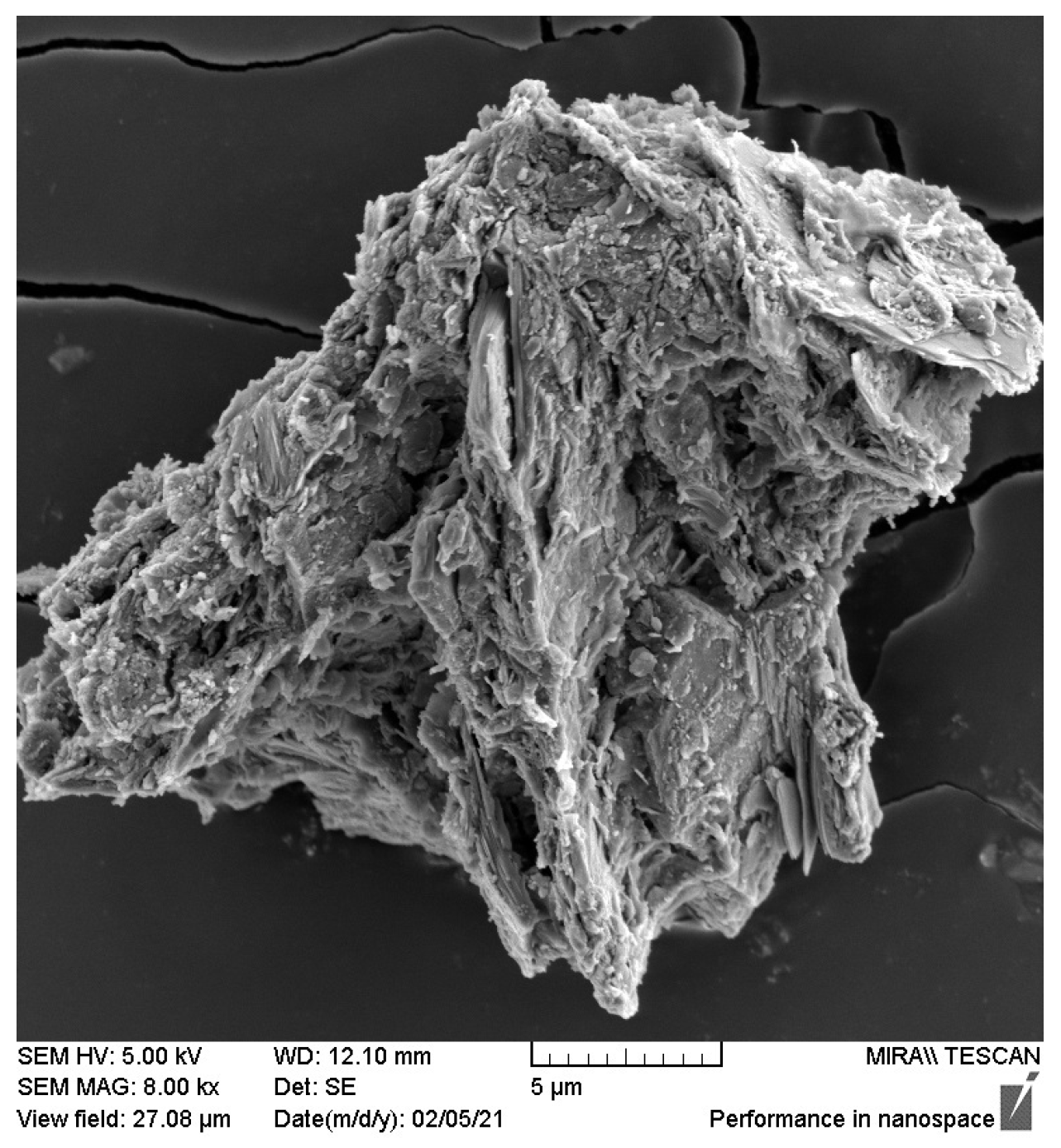
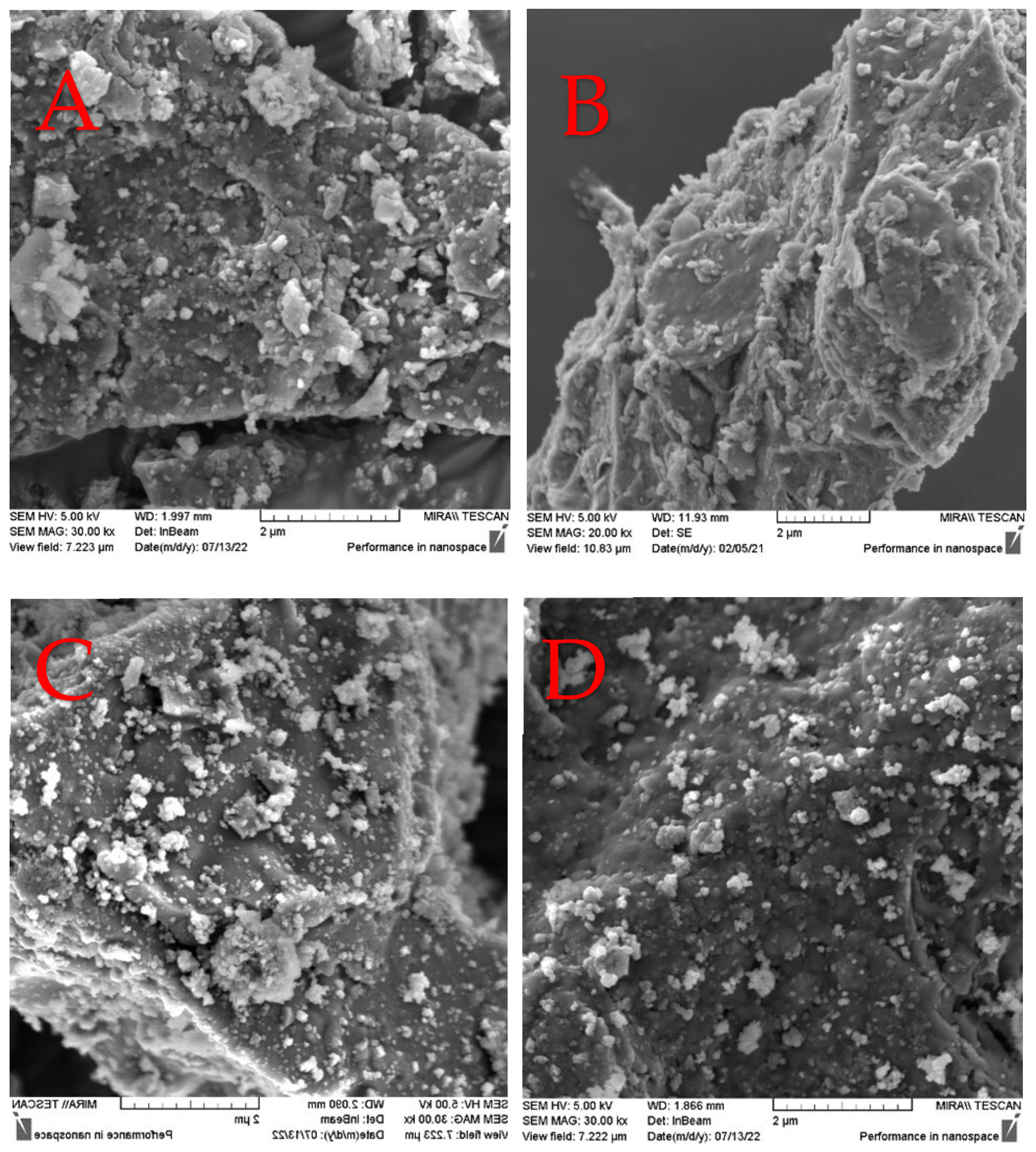
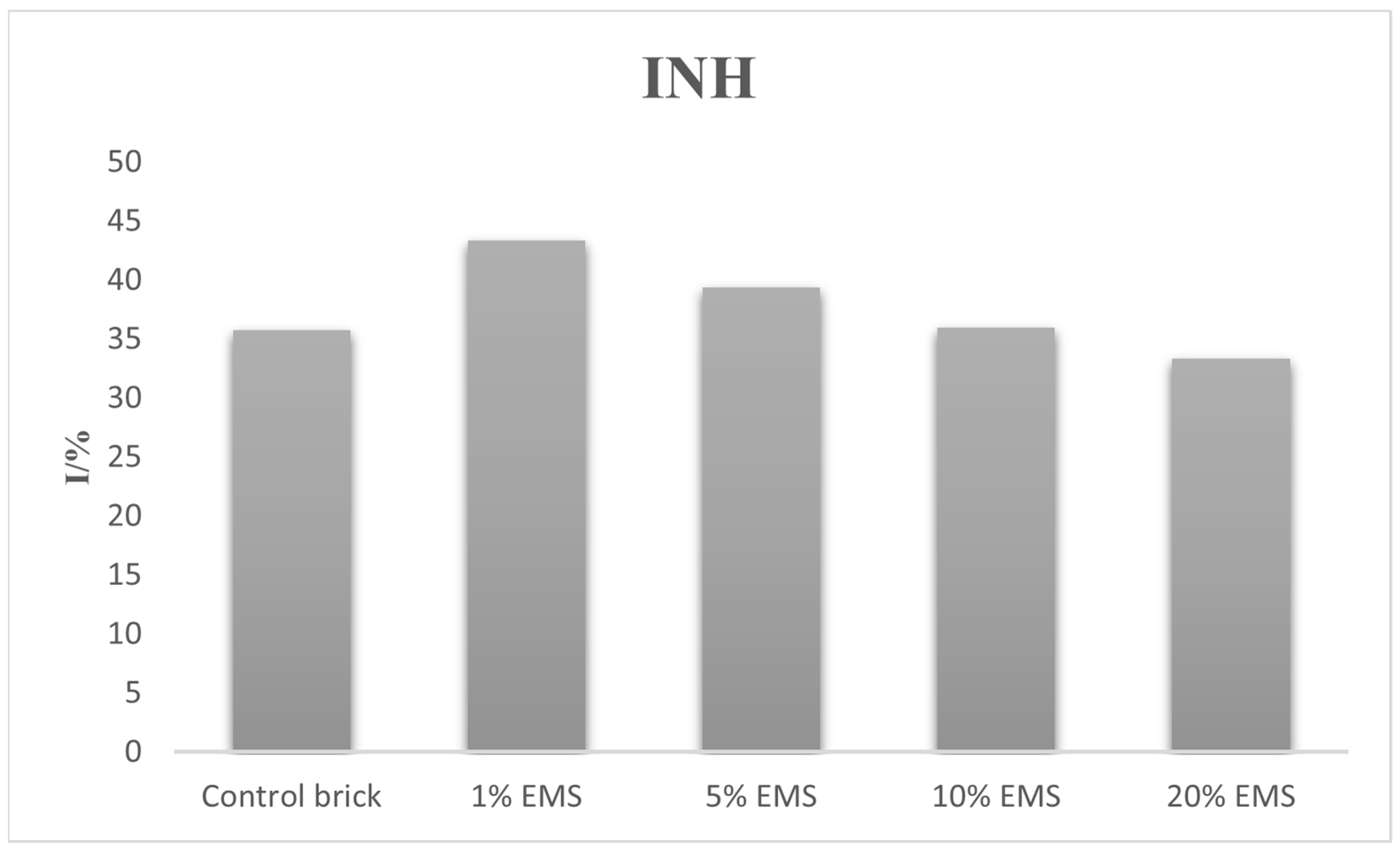
3.3. Quality of Bricks
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Waste and Recycling. Available online: https://ec.europa.eu/environment/waste/index.htm (accessed on 27 August 2021).
- EU. Directive 2008/98/EC. 2008, Directive on waste and repealing certain Directives. Off. J. Eur. Union 2008, 51, 3–30. [Google Scholar]
- Bubalo, A.; Drušković, M.; Hrenović, J. Elektrokemijska dezinfekcija bolničke otpadne vode. Hrvat. Vode 2020, 28, 269–276. [Google Scholar]
- Rajaniemi, K.; Tuomikoski, S.; Lassi, U. Electrocoagulation Sludge Valorization—A Review. Resources 2021, 10, 127. [Google Scholar] [CrossRef]
- Adyel, T.M.; Rahman, S.H.; Zaman, M.M.; Sayem, H.M.; Khan, M.; Gafur, M.A.; Nazrul Islam, S.M. Reuse Feasibility of Electrocoagulated Metal Hydroxide Sludge of Textile Industry in the Manufacturing of Building Blocks. J. Waste Manag. 2013, 2013, 686981. [Google Scholar] [CrossRef]
- Drušković, M.; Vouk, D.; Posavčić, H.; Halkijević, I.; Nađ, K. The application of electrochemical processes in oily wastewater treatment: A review. J. Environ. Sci. Health-Toxic/Hazard. Subst. Environ. Eng. 2021, 56, 1373–1386. [Google Scholar] [CrossRef]
- Kuokkanen, V.; Kuokkanen, T.; Rämö, J.; Lassi, U. Electrocoagulation treatment of peat bog drainage water containing humic substances. Water Res. 2015, 79, 79–87. [Google Scholar] [CrossRef]
- Katal, R.; Pahlavanzadeh, H. Influence of different combinations of aluminum and iron electrode on electrocoagulation efficiency: Application to the treatment of paper mill wastewater. Desalination 2011, 265, 199–205. [Google Scholar] [CrossRef]
- Jawad, S.S.; Abbar Ali, H. Treatment of petroleum refinery wastewater by electrochemical oxidation using graphite anodes. Al-Qadisiyah J. Eng. Sci. 2019, 12, 144–150. [Google Scholar] [CrossRef]
- Karhu, M.; Kuokkanen, V.; Kuokkanen, T.; Rämö, J. Bench scale electrocoagulation studies of bio oil-in-water and synthetic oil-in-water emulsions. Sep. Purif. Technol. 2021, 96, 296–305. [Google Scholar] [CrossRef]
- Drušković, M.; Vouk, D.; Bolanča, T.; Posavčić, H. The Influence of Pretreatment on the Efficiency of Electrochemical Processes in Oily Wastewater Treatment. Water 2022, 14, 2976. [Google Scholar] [CrossRef]
- Posavčić, H.; Halkijevic, I.; Vouk, D.; Drušković, M. Application of Box—Behnken design for circulating flow sono-electrocoagulation for oily wastewater treatment. J. Environ. Sci. Health-Toxic/Hazard Subst. Environ. Eng. 2022, 57, 645–665. [Google Scholar] [CrossRef]
- Ministarstvo Zaštite Okoliša i Energetike. Pravilnik o Graničnim Vrijednostima Emisija Otpadnih Voda (NN 80/13, 43/14, 27/15, 3/16); Ministarstvo Zaštite Okoliša i Energetike: Zagreb, Croatia, 2020.
- Bubalo, A.; Vouk, D.; Maljković, D.; Bolanča, T. Gasification of Sewage Sludge in a Rotary Kiln Reactor—A Case Study with Incorporation of Sewage Sludge Ash in Brick Production. Chem. Biochem. Eng. Q. 2022, 36, 77–87. [Google Scholar] [CrossRef]
- Weng, C.H.; Lin, D.F.; Chiang, P.C. Utilization of sludge as brick materials. Adv. Environ. Res. 2003, 7, 679–685. [Google Scholar] [CrossRef]
- Balasubramanian, J.; Sabumon, P.C.; Lazar, J.U.; Ilangovan, R. Reuse of textile effluent treatment plant sludge in building materials. Waste Manag. 2006, 26, 22–28. [Google Scholar] [CrossRef] [PubMed]
- Sharma, P.; Joshi, H. Utilization of electrocoagulation-treated spent wash sludge in making building blocks. Int. J. Environ. Sci. Technol. 2015, 13, 349–358. [Google Scholar] [CrossRef]
- Hassan, K.M.; Fukushi, K.; Turikuzzaman, K.; Moniruzzaman, S.M. Effects of using arsenic-iron sludge wastes in brick making. Waste Manag. 2014, 34, 1072–1078. [Google Scholar] [CrossRef] [PubMed]
- Khorram, A.G.; Fallah, N.; Nasernejad, B.; Afsham, N.; Esmaelzadeh, M.; Vatanpour, V. Electrochemical-based processed for produced water and oily wastewater treatment: A review. Chemosphere 2023, 338, 139565. [Google Scholar] [CrossRef]
- Hasan, M.A.; Hashem, M.A.; Payel, V. Stabilization of liming sludge in brick production: A way to reduce pollution in tannery. Constr. Build. Mater. 2022, 314, 125702. [Google Scholar] [CrossRef]
- Slimanou, H.; Eliche-Quesada, D.; Kherbache, S.; Bouzidi, N.; Tahakourt, A./K. Harbor Dredged Sediment as raw material in fired clay brick production: Characterization and properties. J. Build. Eng. 2020, 28, 101085. [Google Scholar] [CrossRef]
- HRN EN 772-16:2011; Metode Ispitivanja Zidnih Elemenata—16. Dio: Određivanje Izmjera. Hrvatski Zavod za Norme: Zagreb, Croatia, 2011.
- HRN EN 772-1:2015; Metode Ispitivanja Zidnih Elemenata—1. Dio: Određivanje Tlačne Čvrstoće. Hrvatski Zavod za Norme: Zagreb, Croatia, 2015.
- ASTM C67/C67M; Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile. ASTM: West Conshohocken, PA, USA, 2021.
- HRN EN 772-21:2011; Metode Ispitivanja Zidnih Elemenata—21. Dio: Određivanje Vodoupojnosti Opečnih i Vapnenosilikatnih Zidnih Elemenata Upijanjem Hladne Vode. Hrvatski Zavod za Norme: Zagreb, Croatia, 2011.
- EN 772-7:1998; Methods of Test for Masonry Units—Part 7: Determination of Water Absorption of Clay Masonry Damp Proof Course Units by Boiling in Water. European Standard: Brussels, Belgium, 1998.
- HRN EN ISO 11348-1:2000; Kakvoća Vode—Određivanje Inhibitornog Učinka Vodenih Uzoraka na Emisiju Svjetla Bakterije Vibrio fischeri (Test sa Svjetlećim Bakterijama)—1. Dio: Metoda u Kojoj se Upotrebljavaju Svježe Pripremljene Bakterije. Hrvatski Zavod za Norme: Zagreb, Croatia, 2000.
- Garcia-Segura, S.; Ocon, J.D.; Chong, M.N. Electrochemical oxidation remediation of real wastewater effluents—A review. Proc. Saf. Environ. Prot. 2018, 113, 48–67. [Google Scholar] [CrossRef]
- Rukijkanpanich, J.; Thongchai, N. Burned brick production from residues of quarrying process in Thailand. J. Build. Eng. 2019, 25, 100811. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Abbas, S.; Nehdi, M.L.; Saleem, M.A.; Munir, M.J. Feasibility of using waste glass sludge in production of ecofriendly clay bricks. J. Mater. Civ. Eng. 2017, 29, 04017056. [Google Scholar] [CrossRef]
- Aziz, M.A. Engineering Materials; Hafiz Book Centre: Dhaka, Bangladesh, 1995. [Google Scholar]
- Dondi, M.; Fabbri, B.; Guarini, G. Grain-Size Distribution of Italian Raw Materials for Building Clay Products: A reappraisal of the Winkler diagram. Clay Miner. 1998, 33, 435–442. [Google Scholar] [CrossRef]
- Constantinescu, J.; Constantinescu, D. Particularity of plasticity characteristics of fine glacial materials. Geo-Eco-Marina 2011, 14, 59–66. [Google Scholar] [CrossRef]
- Herek, L.C.S.; Hori, C.E.; Reis, M.H.M.; Diaz Mora, V.; Granhem Tavares, C.R.; Bergamasco, R. Characterization of ceramic bricks incorporated with textile laundry sludge. Cheram. Internat. 2012, 38, 951–959. [Google Scholar] [CrossRef]
- Vračević, M. Doprinos trajnosti zidanih konstrukcija. Ph.D. Thesis, Građevinski i Arhitektonski Fakultet, Sveučilište Josipa Jurja Strossmayera u Osijeku, Osijek, Croatia, 2018. [Google Scholar]
- Arsenović, M.V. Optimizacija i predviđanje kvaliteta materijala, procesa i krajnjih osobina opekarskih proizvoda matematičkim modelovanjem karakterističnih parametara. Ph.D. Thesis, Tehnološko Metalurški Fakultet, Univerzitet u Beogradu, Beograd, Serbia, 2013. [Google Scholar]
- Adyel, T.M.; Rahman, S.H.; Islam, S.M.N.; Sayem, H.M.; Khan, M.; Zaman, M.M. Geo-engineering potentiality of electrocoagulated metal hydroxide sludge (EMHS) from textile industry and EMHS amended soil for using as building material. Int. J. Curr. Res. 2012, 4, 21–25. [Google Scholar]
- Head, K.H. Manual of Soil Laboratory Testing, 2nd ed.; Pentech Press: London, UK, 1992. [Google Scholar]
- Craig, R.F. Soil Mechanics, 4th ed.; Chapman and Hall: London, UK, 1990. [Google Scholar]
- Mitchell, J.K. Fundamentals of Soil Behaviour; John Willey & Sons: New York, NY, USA, 1976. [Google Scholar]
- Montero, M.A.; Jordan, M.M.; Almendro-Candel, M.B.; Sanfeliu, T.; Hernandez-Crespo, M.S. The use of a calcium carbonate residue from the stone industry in manufacturing of ceramic tile bodies. Appl. Clay Sci. 2009, 43, 186–189. [Google Scholar] [CrossRef]
- Pinheiro, B.C.A.; Holanda, J.N.F. Processing of red ceramics incorporated with encapsulated petroleum waste. J. Mater. Process. Technol. 2009, 209, 5606–5610. [Google Scholar] [CrossRef]
- Ihekweme, G.O.; Shondo, J.N.; Orisekeh, K.I.; Kalu-Uka, G.M.; Nwuzor, I.C.; Onwualu, A.P. Characterization of certain Nigerian clay minerals for water treatment and other industrial applications. Heliyon 2020, 6, e03783. [Google Scholar] [CrossRef]
- Bubalo, A.; Vouk, D.; Štirmer, N.; Nađ, K. Use of Sewage Sludge Ash in the Production of Innovative Bricks—An Example of a Circular Economy. Sustainability 2021, 13, 9330. [Google Scholar] [CrossRef]
- Uddin, M.J.; Mirak, M.S.; Ali Mollah, M.J. Electrochemical synthesis and characterization of iron oxyhydroxide. J. Bangladesh Chem. Soc. 2007, 20, 39–45. [Google Scholar]
- Escalera, E.; Antti, M.L.; Odén, M. Thermal treatment and phase formation in kaolinite and illite based clays from tropical regions of Bolivia. Mater. Sci. Eng. 2012, 31, 012017. [Google Scholar] [CrossRef]
- Roy, S.; Adhikari, G.R.; Gupta, R.N. Use of gold mill tailings in making bricks: A feasibility study. Waste Manag. Res. 2007, 25, 475–482. [Google Scholar] [CrossRef] [PubMed]
- ASTM C62-17; Standard Specification for Building Brick (Solid Masonry Units Made From Clay or Shale). ASTM: West Conshohocken, PA, USA, 2017.
- Dai, Z.; Wu, Y.; Hu, L.; Zhang, W.; Mao, L. Evaluating physical-mechanical properties and long periods environmental risk of fired clay bricks incorporated with electroplating sludge. Constr. Build. Mater. 2019, 227, 116716. [Google Scholar] [CrossRef]
- Juel, M.A.I.; Mizan, A.I.; Ahmed Al-Mizan, T.; Ahmed, T. Sustainable use of tannery sludge in brick manufacturing in Bangladesh. Waste Manag. 2017, 60, 259–269. [Google Scholar] [CrossRef]
- Basegio, T.; Berutti, F.; Bernardes, A.; Bergmann, C.P. Environmental and technical aspects of the utilisation of tannery sludge as a raw material for clay products. J. Eur. Ceram. Soc. 2002, 22, 2251–2259. [Google Scholar] [CrossRef]
- Ukwatta, A.; Mohajerani, A.; Eshtiaghi, N.; Setunge, S. Variation in physical and mechanical properties of fired-clay bricks incorporating ETP biosolids. J. Clean. Prod. 2016, 119, 76–85. [Google Scholar] [CrossRef]
- Goel, G.; Kalamdhad, A.S. An investigation on use of paper mill sludge in brick manufacturing. Constr. Build. Mater. 2017, 148, 334–343. [Google Scholar] [CrossRef]
- Eliche-Quesada, D.; Sandalio-Pérez, J.A.; Martínez-Martínez, S.; Pérez-Villarejo, L.; Sanchez-Soto, P.J. Investigation of use of coal fly ash in eco-friendly construction materials: Fired clay bricks and silica-calcareous non fired bricks. Ceram. Int. 2018, 44, 4400–4412. [Google Scholar] [CrossRef]
- Li, X.G.; Lv, Y.; Ma, B.G.; Jian, S.W.; Tan, H.B. Influence of sintering temperature on the characteristics of shale brick containing oil well-derived drilling waste. Environ. Sci. Pollut. Res. 2011, 18, 1617–1622. [Google Scholar] [CrossRef]
- Mensinga, P.; Straube, J.; Schumacher, C. Assessing the freeze-thaw resistance of clay brick for interior insulation retrofit projects. In Proceedings of the Buildings XI, ASHRAE/DOE Conference, Clearwater Beach, FL, USA, 5–9 December 2010. [Google Scholar]
- Raimondo, M.; Dondi, M.; Ceroni, C.; Guarini, G. Durability of Clay Roofing Tiles: Assessing the Reliability of Prediction Models. In Proceedings of the 11DBMC International Conference on Durability of Building Materials and Components, Istanbul, Turkey, 11–14 May 2008. [Google Scholar]
- Trauner, E.J. Sludge ash bricks fired to above and below ash vitrifying temperature. J. Environ. Eng. 1993, 119, 506–519. [Google Scholar] [CrossRef]
- Kadir, A.A.; Mohajerani, A. Recycling cigarette butts in lightweight fired clay bricks. Constr. Mater. 2011, 164, 219–229. [Google Scholar] [CrossRef]
- Kung, J.H. Frost durability of canadian clay bricks. In Proceedings of the 7th International Brick Masonry Conference Melbourne, Melbourne, Australia, 17–20 February 1985. [Google Scholar]
- Kung, J.H. Frost-durability study on Canadian clay bricks. I. Introduction and sampling. Dur. Build. Mat. 1987, 5, 103–110. [Google Scholar]
- Hansen, W.; Kung, J.H. Pore structure and frost durability of clay bricks. Mater. Struct. 1988, 21, 443–447. [Google Scholar] [CrossRef]
- Anderson, M. Encouraging prospects for recycling incinerated sewage sludge ash (ISSA) into clay-based building products. J. Chem. Technol. Biotechnol. 2022, 77, 352–360. [Google Scholar] [CrossRef]
- Cheeseman, C.R.; Sollars, C.J.; McEntee, S. Properties, microstructure and leaching of sintered sewage sludge ash. Resour. Conserv. Recycl. 2003, 40, 13–25. [Google Scholar] [CrossRef]
- Ottosen, L.M.; Bertelsen, I.; Jensen, P.; Kirkelund, G.M. Sewage sludge ash as resource for phosphorous and material for clay brick manufacturing. Constr. Build. Mater. 2020, 249, 118684. [Google Scholar] [CrossRef]
- Riley, C.M. Relation of chemical properties to bloating of clays. J. Am. Ceram. Soc. 2006, 34, 121–128. [Google Scholar] [CrossRef]
- Vieira, C.M.F.; Monteiro, S.N. Incorporation of solid wastes in red ceramics—An updated review. Rev. Mater. 2009, 14, 881–905. [Google Scholar] [CrossRef]
- Miloloža, M.; Kučić Grgić, D.; Bolanča, T.; Ukić, Š.; Cvetnić, M.; Ocelić Bulatović, V.; Dionysiou, D.D.; Kušić, H. Ecotoxicological Assessment of Microplastics in Freshwater Sources—A Review. Water 2021, 13, 56. [Google Scholar] [CrossRef]
- Dunn, A.K. Vibrio fischeri Metabolism: Symbiosis and Beyond. Adv. Microb. Physiol. 2012, 61, 37–68. [Google Scholar] [CrossRef] [PubMed]
- Gagné, F. Toxicity and disruption of quorum sensing in Aliivibrio fisheri by environmental chemicals: Impacts of selected contami-nants and microplastic. J. Xenobiot. 2017, 7, 15–20. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | Brick | ||||
|---|---|---|---|---|---|
| Control | 1% EMS | 5% EMS | 10% EMS | 20% EMS | |
| Clay | 100 | 99 | 95 | 90 | 80 |
| EMS | 0 | 1 | 5 | 10 | 20 |
| H2O | 31 | 33 | 30 | 30 | 37 |
| Parameter | Measurement Unit | Raw Water | Standard Deviation | After Treatment | UPLCRO |
|---|---|---|---|---|---|
| pH | - | 7.4–9.17 | 0.259 | 8.4 | 6.5–9.5 |
| DO | mg/L | 0.3–5.1 | 14.244 | 0.84 | - |
| EC | mS/cm | 1246–7330 | 1314.82 | 2995 | 2.5 |
| TDS | mg/L | 363–3637 | 692.31 | 1420 | - |
| COD | mg/L | 310–2000 | 610.02 | 152 | 700 |
| Total Hydrocarbon | mg/L | 3–143 | 47.38 | 1.16 | 30 |
| TOC | mg/L | 151–456 | 86.52 | 86.2 | - |
| T | °C | 22.8–28.1 | 0.821 | 31.5 | 40 |
| Oxide Content | EMS (wt%) | Clay (wt%) | Standard Clay (wt%) [20,31] |
|---|---|---|---|
| K2O | 0.38 | 2.23 | 0 |
| MgO | 0.28 | 0.63 | 5 |
| Fe2O3 | 13.15 | 5.49 | 8 |
| CaO | 1.37 | 0.72 | 1 |
| Na2O | 1.21 | 1.49 | - |
| SiO2 | 3.57 | 66.52 | 55 |
| Al2O3 | 20.06 | 14.59 | 30 |
| TiO2 | 0.03 | 1.36 | - |
| Total | 40.04 | 93.02 | - |
| Element | Mean ± STD | EMS | Clay |
|---|---|---|---|
| K | ppm | 1.8 × 103 ± 0.03 | 1.96 × 104 ± 0.29 |
| Ca | ppm | 1.62 × 104 ± 0.09 | 2.5 × 103 ± 0.01 |
| Ti | ppm | 1.75 × 102 ± 24.49 | 6.72 × 103 ± 562.29 |
| V | ppm | 1.01 × 101 ± 1.84 | 1.77 × 102 ± 16.55 |
| Cr | ppm | 2.79 × 102 ± 26.77 | 9.05 × 101 ± 9.93 |
| Mn | ppm | 1.31 × 103 ± 61.32 | 3.13 × 102 ± 15.15 |
| Fe | ppm | 7.73 × 107 ± 0.2 | 4.15 × 107 ± 0.11 |
| Ni | ppm | 1.48 × 102 ± 28.62 | 48.9 ± 9.47 |
| Cu | ppm | 8.5 × 101 ± 17.07 | 5.5 × 101 ± 11.17 |
| Zn | ppm | 4.41 × 102 ± 441.3 | 1.12 × 102 ± 5.23 |
| Ga | ppm | 3.33 × 101 ± 7.23 | 2.28 × 101 ± 4.97 |
| As | ppm | 6.4 ± 0.69 | 1.68 × 101 ± 1.78 |
| Br | ppm | 4 ± 0.27 | <0.5 |
| Rb | ppm | 8.3 ± 0.82 | 1.44 × 102 ± 14.06 |
| Sr | ppm | 1.04 × 102 ± 55.76 | 9.7 × 101 ± 52.3 |
| Y | ppm | 4.3 ± 0.31 | 1.07 × 102 ± 5.41 |
| Zr | ppm | 6.3 × 101 ± 3.68 | 6.32 × 102 ± 32.4 |
| Pb | ppm | 9.3 ± 1.9 | 3.16 × 101 ± 6.26 |
| Th | ppm | <0.89 | 1.74 × 101 ± 1.363 |
| Element | Mean ± STD | Control | 1% EMS | 5% EMS | 10% EMS | 20% EMS |
|---|---|---|---|---|---|---|
| K | ppm | 1.95 × 104 ± 0.28 | 1.81 × 104 ±0.26 | 1.72 × 104 ± 0.25 | 1.65 × 104 ± 0.24 | 1.39 × 104 ± 0.20 |
| Ca | ppm | 0.28 × 104 ± 0.02 | 2.58 × 103 ± 147 | 0.29 × 104 ± 0.02 | 2.75 × 103 ± 156 | 3.59 × 103 ± 206 |
| Ti | ppm | 6.31 × 103 ± 528 | 6.21 × 103 ± 520 | 6.02 × 103 ± 504 | 5.56 × 103 ± 466 | 5.19 × 103 ± 436 |
| V | ppm | 1.69 × 102 ± 16.0 | 1.47 × 102 ± 14 | 1.55 × 102 ± 14.4 | 1.4 × 102 ± 13 | 1.52 × 102 ± 14 |
| Cr | ppm | 1.26 × 102 ± 13.4 | 1.85 × 102 ± 18 | 1.16 × 102 ± 11.7 | 6.54 × 102 ± 64 | 1.39 × 103 ± 135 |
| Mn | ppm | 4.36 × 102 ± 21 | 3.76 × 102 ± 18 | 4.80 × 102 ± 23 | 6.61 × 102 ± 32 | 1.10 × 103 ± 53 |
| Fe | ppm | 4.38 × 104 ± 0.11 | 4.52 × 104 ± 0.11 | 4.98 × 104 ± 0.13 | 6.66 ± 0.17 | 9.72 ± 0.25 |
| Ni | ppm | 4.66 × 101 ± 9.0 | 4.73 × 101 ± 9.1 | 6.49 × 101 ± 12.5 | 1.46 × 102 ± 27.8 | 2.09 × 102 ± 39.9 |
| Cu | ppm | 4.0 × 101 ± 8 | 2.95 × 101 ± 5.9 | 3.3 × 101 ± 7 | 3.64 × 101 ± 7.3 | 3.7 × 101 ± 7.5 |
| Zn | ppm | 1.02 × 102 ± 4.8 | 8.83 × 101 ± 4.1 | 1.06 × 102 ± 4.9 | 1.52 × 102 ± 6.9 | 2.14 × 102 ± 9.8 |
| Ga | ppm | 2.14 × 101 ± 4.7 | 2.17 × 101 ± 4.7 | 1.94 × 101 ± 4.2 | 2.23 × 101 ± 4.8 | 1.18 × 101 ± 4.0 |
| As | ppm | 2.23 × 101 ± 2.4 | 1.78 × 101 ± 1.9 | 1.84 × 101 ± 2.0 | 1.62 × 101 ± 1.7 | 1.20 × 101 ± 1.3 |
| Rb | ppm | 1.41 × 102 ± 13.7 | 1.33 × 102 ± 13.0 | 1.28 × 102 ± 12.4 | 1.11 × 102 ± 10.8 | 8.65 × 101 ± 8.4 |
| Sr | ppm | 9.2 × 101 ± 49 | 8.6 × 101 ± 46 | 8.2 × 101 ± 44 | 7.4 × 101 ± 40 | 6.0 × 101 ± 32 |
| Y | ppm | 9.72 × 101 ± 4.9 | 8.78 × 101 ± 4.4 | 9.08 × 101 ± 4.6 | 8.09 × 101 ± 4.1 | 6.43 × 101 ± 3.2 |
| Zr | ppm | 5.25 × 102 ± 27 | 4 × 102 ± 20 | 4.87 × 102 ± 25 | 3.42 × 102 ± 17 | 3.05 × 102 ± 16 |
| Pb | ppm | 3.92 × 101 ± 7.8 | 3.06 × 101 ± 6.0 | 3.01 × 101 ± 6.0 | 3.27 × 101 ± 6.5 | 2.24 × 101 ± 4.4 |
| Th | ppm | 1.49 × 101 ± 1.23 | 1.81 × 101 ± 1.5 | 1.71 × 101 ± 1.40 | 1.75 × 101 ± 1.4 | 1.44 × 101 ± 1.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Drušković, M.; Vouk, D.; Kučić Grgić, D.; Šiljeg, M. Influence of Different Proportions of the Addition of Electrocoagulated Metal Sludge (EMS) Obtained from Oily Wastewater Treatment on the Properties of Laboratory Bricks. Sustainability 2024, 16, 4139. https://doi.org/10.3390/su16104139
Drušković M, Vouk D, Kučić Grgić D, Šiljeg M. Influence of Different Proportions of the Addition of Electrocoagulated Metal Sludge (EMS) Obtained from Oily Wastewater Treatment on the Properties of Laboratory Bricks. Sustainability. 2024; 16(10):4139. https://doi.org/10.3390/su16104139
Chicago/Turabian StyleDrušković, Morana, Dražen Vouk, Dajana Kučić Grgić, and Mario Šiljeg. 2024. "Influence of Different Proportions of the Addition of Electrocoagulated Metal Sludge (EMS) Obtained from Oily Wastewater Treatment on the Properties of Laboratory Bricks" Sustainability 16, no. 10: 4139. https://doi.org/10.3390/su16104139