

Experimental Verification of Geometric Changes Caused by the Release of Residual Stresses for Large-Scale Welded Frames
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Process of Vibratory Stress Relief of Welded Frames
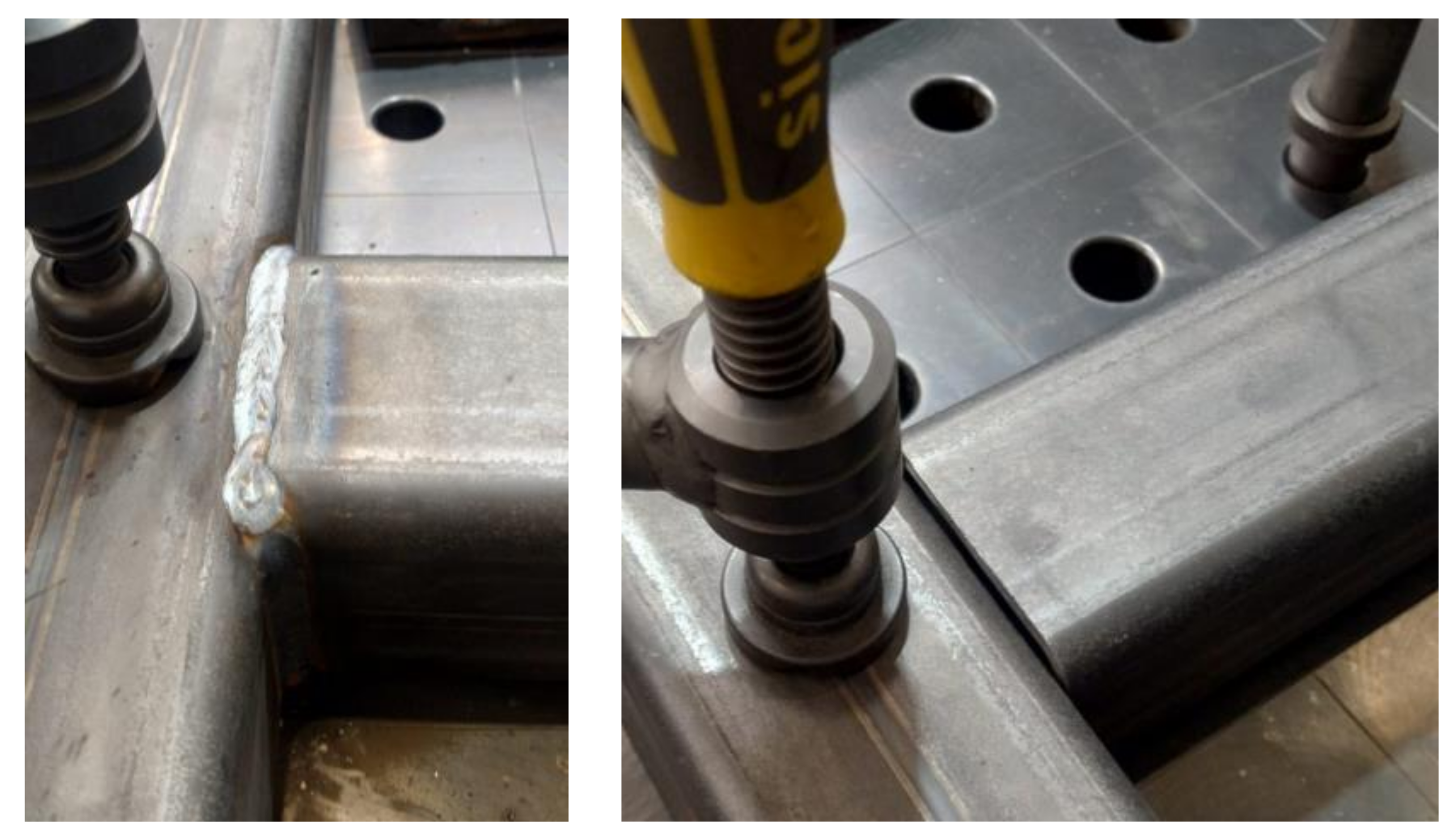
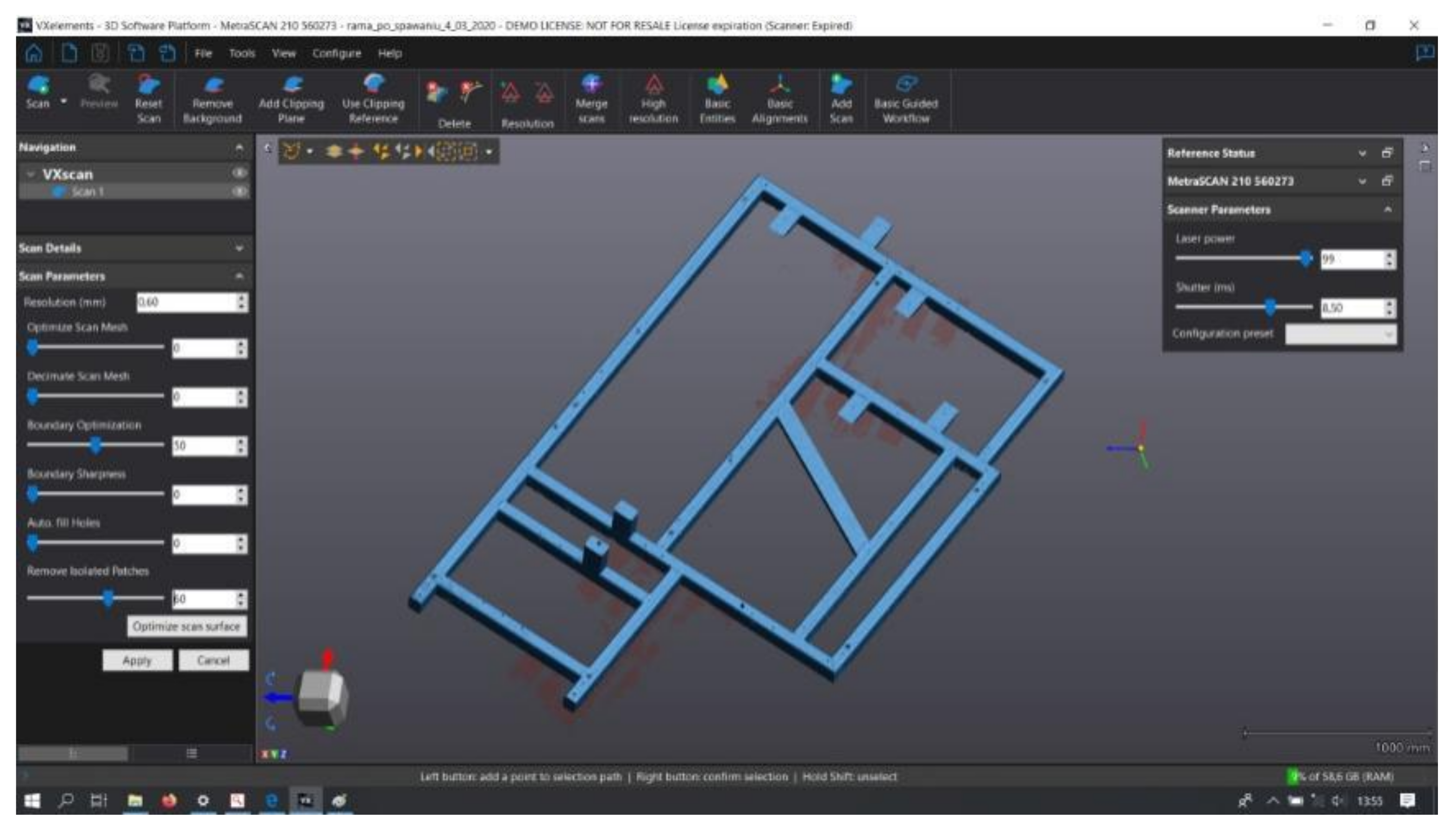
2.2. Analysis of Geometric Features Using Spatial Photogrammetry
- Scanning of a welded steel frame (frame No. 1)—measurement immediately after welding.
- Scanning of a welded steel frame (frame No. 1)—measurement after free relaxation.
- Scanning of a welded steel frame (frame No. 2)—measurement before vibratory stress relief (measurement immediately after welding).
- Scanning of a welded steel frame (frame No. 2)—measurement after vibratory stress relief.
- Measurement of temperature distribution at the characteristic points of the tested frames during the measurement.
3. Results and Discussion
3.1. Analyses of the Obtained Results
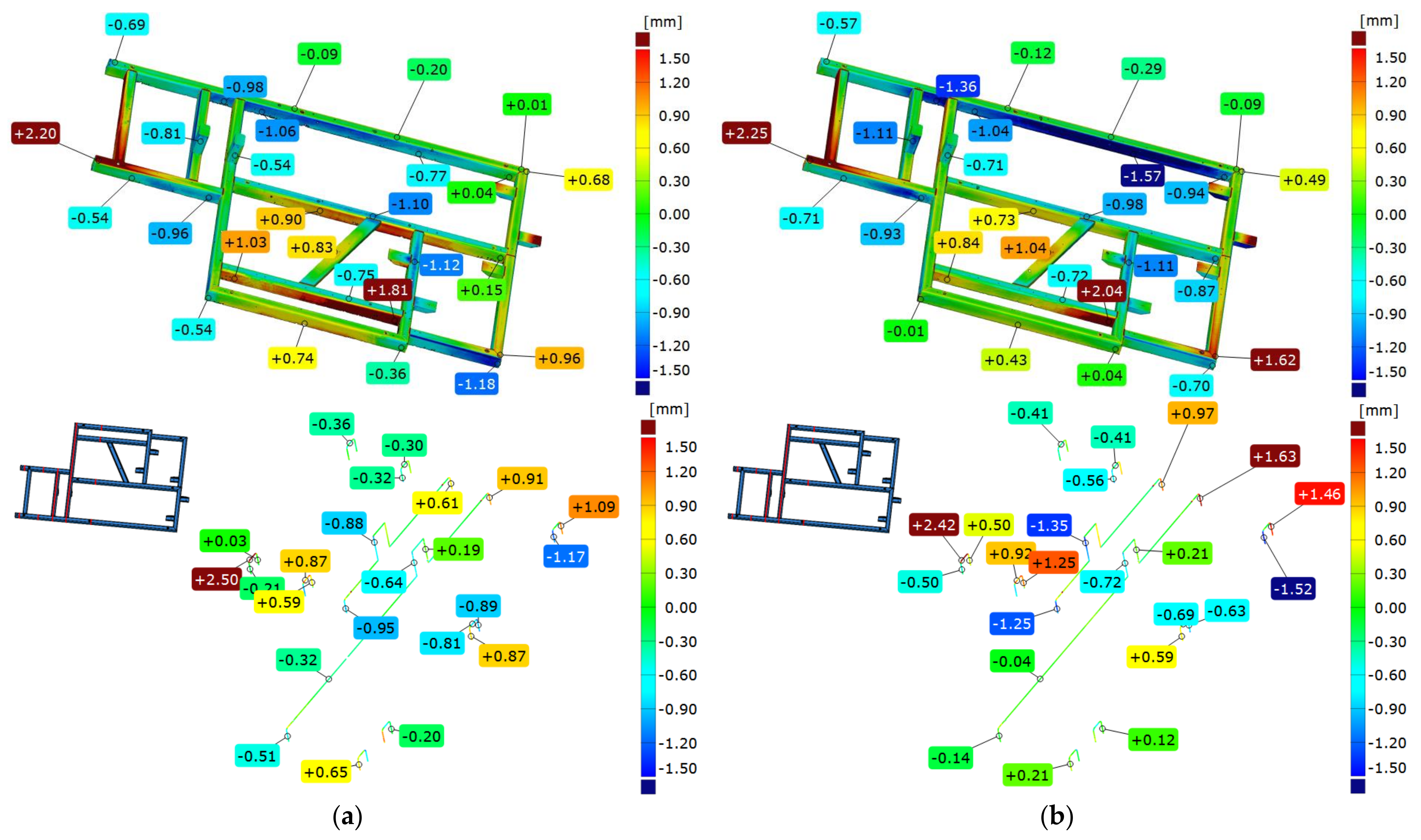
3.2. Comparison of the Geometry of Frame 1 Immediately after Welding with the CAD Model
3.3. Comparison of Frame 1’s Geometry after Free Relaxation with the CAD Model
3.4. Comparison of the Geometry of Frame 1 Immediately after Welding and after Free Relaxation
3.5. Comparison of Frame 2’s Geometry Immediately after Welding with the CAD Model
3.6. Comparison of Frame 2’s Geometry after Vibratory Stress Relief with the CAD Model
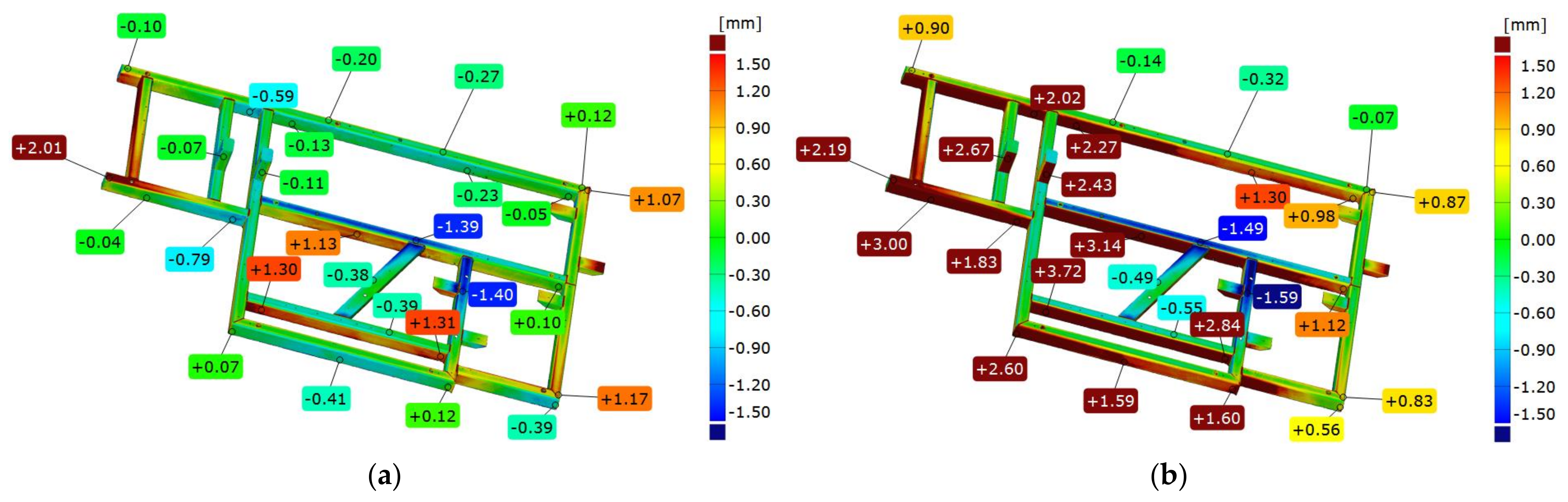
3.7. Comparison of Frame 2’s Geometry Immediately after Welding and after Vibratory Stress Relief
3.8. Analysis of the Geometric Features of a Welded Frame (Frame 3) for Different Support Methods
4. Conclusions
- The comparative analysis of the geometric deviations of the frames after free relaxation and vibration relaxation led to confirmation of the assumption that the dimensions of the frame subjected to vibration relaxation deviate more from the nominal dimensions than those of the second case.
- However, it was noted that frame subjected to vibratory stress relief did not undergo further deformation, which is a desirable outcome compared to the random dimensional changes observed in frames undergoing free relaxation. These random changes can generate problems during assembly with other components, particularly with regard to the proper fit of mounting holes.
- The metrological analysis evaluating changes in the geometry of the frames supported by fifteen variants of steel frame support highlighted the consistent nature of deviations across different support strategies, affirming the appropriate selection of structural elements to ensure frame stiffness.
- The range of deformations across of the longest beam was 50% higher than on the corresponding area on the frames after free relaxation, which suggests that the process of free relaxation should be carried out for longer to release all accumulated stresses and finish the deformation of the frame. However, it is not certain that an extension of the free relaxation time would maintain this deformation trend.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, S.; Gao, H.; Zhang, Y.; Wu, Q.; Gao, Z.; Zhou, X. Review on residual stresses in metal additive manufacturing: Formation mechanisms, parameter dependencies, prediction and control approaches. J. Mater. Res. Technol. 2022, 17, 2950–2974. [Google Scholar] [CrossRef]
- Masubuchi, K. Residual Stresses and Distortion in Weldments: A Review of the Present State-of-the-Art. In Residual Stress and Stress Relaxation. Sagamore Army Materials Research Conference Proceedings; Springer: Boston, MA, USA, 1982; pp. 49–59. [Google Scholar]
- Jing, S.; Zhang, Y.; Ke, S. The numerical simulation for effect of vibratory stress relief on titanium alloy Ti-6Al-4V fatigue life. In Theory, Methodology, Tools and Applications for Modeling and Simulation of Complex Systems; Zhang, L., Song, X., Wu, Y., Eds.; AsiaSim 2016, SCS AutumnSim 2016. Communications in Computer and Information Science; Springer: Singapore, 2016; Volume 645, pp. 530–539. [Google Scholar]
- Romano, S.; Brückner-Foit, A.; Brando, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue properties of AlSi10Mg obtained by additive manufacturing: Defect-based modelling and prediction of fatigue strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]
- Wang, C.; Jiang, C.; Fei, C.; Zhao, Y.; Zhu, K.; Chai, Z. Effect of shot peening on the residual stresses and microstructure of tungsten cemented carbide. Mater. Des. 2016, 95, 159–164. [Google Scholar] [CrossRef]
- Dong, P.; Song, S.; Zhang, K. Analysis of residual stress relief mechanisms in post-weld heat treatment. Int. J. Press. Vessel. Pip. 2014, 122, 6–14. [Google Scholar] [CrossRef]
- Jang, J.; Son, D.; Lee, Y.-H.; Choi, Y.; Kwon, D. Assessing welding residual stress in A335 P12 steel welds before and after stress-relaxation annealing through instrumented indentation technique. Scr. Mater. 2003, 48, 743–748. [Google Scholar] [CrossRef]
- Shalvandi, M.; Hojjat, Y.; Abdullah, A.; Asadi, H. Influence of ultrasonic stress relief on stainless steel 316 specimens: A comparison with thermal stress relief. Mater. Des. 2013, 46, 713–723. [Google Scholar] [CrossRef]
- Cozzolino, L.D.; Coules, H.E.; Colegrove, P.A.; Wen, S. Investigation of post-weld rolling methods to reduce residual stress and distortion. J. Mater. Process. Technol. 2017, 247, 243–256. [Google Scholar] [CrossRef]
- Kai-Xin, L.; Jin-Xiang, Z.; Kai, Z.; Xiao-Jie, L.; Kai, Z. Mechanism of Explosive Technique on Relieving Welding Residual Stresses. Chin. Phys. Lett. 2005, 22, 744–746. [Google Scholar] [CrossRef]
- Lin, Q.; Chen, J.; Chen, H. Possibility of Inducing Compressive Residual Stresses in Welded Joints of SS400 Steels. J. Mater. Sci. Technol. 2001, 17, 661–663. [Google Scholar]
- McGoldrick, R.T.; Saunders, H.E. Some experiments in stress relieving castings and welded structures by vibration. J. Am. Soc. Nav. Eng. 1943, 55, 589–609. [Google Scholar] [CrossRef]
- Chen, S.-G.; Zhang, Y.-D.; Wu, Q.; Gao, H.-J.; Yan, D.-Y. Residual Stress Relief for 2219 Aluminum Alloy Weldments: A Comparative Study on Three Stress Relief Methods. Metals 2019, 9, 419. [Google Scholar] [CrossRef]
- Dawson, R.; Moffat, D.G. Vibratory Stress Relief: A Fundamental Study of Its Effectiveness. J. Eng. Mater. Technol. 1980, 102, 169–176. [Google Scholar] [CrossRef]
- Hassan, A.H. Fundamentals of Vibratory Stress Relief. Asian J. Appl. Sci. 2014, 7, 317–324. [Google Scholar] [CrossRef]
- Patil, M.S.; Wayakole, R.R.; Sarode, K.D. Vibratory residual stress relief in manufacturing-a review. Int. J. Eng. Sci. Res. Technol. 2017, 6, 609–613. [Google Scholar] [CrossRef]
- Raza Baqar, S.A.; Jain, Y.R.; Khanna, P. Vibratory Stress Relief Techniques: A Review of Present Trends and Future Prospects. Int. J. Emerg. Technol. Adv. Eng. 2014, 4, 141–144. [Google Scholar]
- Shaikh, S.N. Vibratory Residual Stress Relieving-A Review. J. Mech. Civ. Eng. 2016, 3, 1–4. [Google Scholar] [CrossRef]
- Jurčius, A.; Valiulis, A.V.; Černašėjus, O. Influence of Vibratory Stress Relief on Residual Stresses in Bridge Structural Members Weldments. Balt. J. Road Bridge Eng. 2011, 6, 243–248. [Google Scholar] [CrossRef]
- Walker, C.A.; Waddell, A.J.; Johnston, D.J. Vibratory Stress Relief—An Investigation of the Underlying Processes. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 1995, 209, 51–58. [Google Scholar] [CrossRef]
- Rao, D.; Chen, L. Vibratory Stress Relief in manufacturing the Rails of Maglev system. J. Manuf. Sci. Eng. 2004, 126, 388–391. [Google Scholar] [CrossRef]
- Munsi, A.S.M.Y.; Waddell, A.J.; Walker, C.A. The influence of vibratory stress relief on the fatigue life of welds: A comparison with thermal stress relief. Strain. Int. J. Exp. Mech. 2001, 37, 141–149. [Google Scholar] [CrossRef]
- Krolczyk, J.; Pihan, G.; Legutko, S. Application of optical scanning system to determine the machining allowances. MATEC Web Conf. 2017, 112, 01002. [Google Scholar] [CrossRef]
- Swojak, N.; Wieczorowski, M.; Jakubowicz, M. Assessment of selected metrological properties of laser triangulation sensors. Measurement 2021, 176, 109190. [Google Scholar] [CrossRef]
- Hocken, R.J.; Pereira, P.H. Coordinate Measuring Machines and Systems, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Harding, K. Handbook of Optical Dimensional Metrology; CRP Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Luhmann, T.; Robson, S.; Kyle, S.; Harley, I. Close Range Photogrammetry: Principles, Techniques and Applications; Whittles Publishing: Dunbeath, Scotland, 2006. [Google Scholar]
- Rękas, A.; Kaczmarek, T.; Wieczorowski, M.; Gapiński, B.; Jakubowicz, M.; Grochalski, K.; Kucharski, D.; Marciniak-Podsadna, L. Analysis of Tool Geometry for the Stamping Process of Large-Size Car Body Components Using a 3D Optical Measurement System. Materials 2021, 14, 7608. [Google Scholar] [CrossRef]
- Kiraci, E.; Attridge, A.; Williams, M.A. The Use of Laser Scanning Technology to Improve the Design Process. Appl. Mech. Mater. 2011, 110–116, 4118–4122. [Google Scholar] [CrossRef]
- Kuş, A. Implementation of 3D Optical Scanning Technology for Automotive Applications. Sensors 2009, 9, 1967–1979. [Google Scholar] [CrossRef]
- Liu, T.; Burner, A.W.; Jones, T.W.; Barrows, D.A. Photogrammetric techniques for aerospace applications. Prog. Aerosp. Sci. 2012, 54, 1–58. [Google Scholar] [CrossRef]
- Gahleitner, R.; Niel, K.S.; Frank, S. Optical measurement system for characterizing plastic surfaces. Image Process. Mach. Vis. Appl. 2008, 6813, 68130T. [Google Scholar] [CrossRef]
- Wieczorowski, M.; Gapiński, B.; Grzelka, M.; Szostak, M.; Szymański, M. The use of photogrammetry in improving quality of workpieces after an injection molding process. Polymers 2018, 63, 134–144. [Google Scholar] [CrossRef]
- Catalucci, S.; Senin, N.; Sims-Waterhouse, D.; Ziegelmeier, S.; Piano, S.; Leach, R. Measurement of complex freeform additively manufactured parts by structured light and photogrammetry. Measurement 2020, 164, 108081. [Google Scholar] [CrossRef]
- Kroma, A.; Mendak, M.; Jakubowicz, M.; Gapiński, B.; Popielarski, P. Non-Contact Multiscale Analysis of a DPP 3D-Printed Injection Die for Investment Casting. Materials 2021, 14, 6758. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M.; Goyal, A.; Khanam, T. Redesign of Car Body by Reverse Engineering Technique using Steinbichler 3D Scanner and Projet 3D Printer. J. Ind. Integr. Manag. 2022, 7, 171–182. [Google Scholar] [CrossRef]
- Wieczorowski, M.; Yago, I.P.; Alejandro, P.D.; Gapiński, B.; Budzik, G.; Diering, M. Comparison of Measurements Realized on Computed Tomograph and Optical Scanners for Elements Manufactured by Wire Arc Additive Manufacturing. In Advances in Manufacturing III. Manufacturing 2022. Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2022; pp. 127–141. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. Industrial perspectives of 3D scanning: Features, roles and it’s analytical applications. Sens. Int. 2021, 2, 100114. [Google Scholar] [CrossRef]
- Wang, J.; Tao, B.; Gong, Z.; Yu, S.; Yin, Z. A Mobile Robotic Measurement System for Large-scale Complex Components Based on Optical Scanning and Visual Tracking. Robot. Comput. Integr. Manuf. 2021, 67, 102010. [Google Scholar] [CrossRef]
- Gapiński, B.; Wieczorowski, M.; Marciniak-Podsadna, L.; Swojak, N.; Mendak, M.; Kucharski, D.; Szelewski, M.; Krawczyk, A. Use of White Light and Laser 3D Scanners for Measurement of Mesoscale Surface Asperities. In Advances in Manufacturing II. MANUFACTURING 2019. Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2019; pp. 239–256. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sequence | Rotational Speed [rpm] | Frequency [Hz] | Time [min] | Centrifugal Force [kN] | Direction of Response |
|---|---|---|---|---|---|
| 1 | 1896.0 | 31.60 | 7.0 | 0.29803 | z |
| 2 | 3057.6 | 50.96 | 6.5 | 0.77507 | y |
| 3 | 4836.0 | 80.60 | 6.0 | 1.93888 | z |
| 4 | 6298.8 | 104.98 | 4.0 | 3.28923 | y |
| 5 | 7781.4 | 129.69 | 3.5 | 5.01989 | y |
| 6 | 8511.6 | 141.86 | 4.0 | 6.00622 | z |
| 7 | 8699.4 | 144.99 | 5.5 | 6.27419 | z |
| Option | Alignment | Max [mm] | Min [mm] | Range [mm] | Flatness [mm] |
|---|---|---|---|---|---|
| 1 | Best-fit | 0.31 | −0.21 | 0.52 | 1.19 |
| 3-2-1 | 0.05 | −0.41 | 0.46 | ||
| 2 | Best-fit | 0.23 | −0.26 | 0.49 | 1.18 |
| 3-2-1 | 0.02 | −0.44 | 0.46 | ||
| 3 | Best-fit | 0.30 | −0.22 | 0.52 | 1.04 |
| 3-2-1 | 0.03 | −0.40 | 0.43 | ||
| 4 | Best-fit | 0.30 | −0.21 | 0.51 | 1.44 |
| 3-2-1 | 0.04 | −0.43 | 0.47 | ||
| 5 | Best-fit | 0.30 | −0.20 | 0.50 | 1.18 |
| 3-2-1 | 0.05 | −0.40 | 0.45 | ||
| 6 | Best-fit | 0.27 | −0.19 | 0.46 | 1.11 |
| 3-2-1 | 0.03 | −0.37 | 0.40 | ||
| 7 | Best-fit | 0.30 | −0.22 | 0.52 | 1.15 |
| 3-2-1 | 0.06 | −0.39 | 0.45 | ||
| 8 | Best-fit | 0.31 | −0.20 | 0.51 | 1.25 |
| 3-2-1 | 0.07 | −0.40 | 0.47 | ||
| 9 | Best-fit | 0.30 | −0.24 | 0.54 | 1.47 |
| 3-2-1 | 0.04 | −0.44 | 0.48 | ||
| 10 | Best-fit | 0.31 | −0.24 | 0.55 | 1.41 |
| 3-2-1 | 0.06 | −0.39 | 0.45 | ||
| 11 | Best-fit | 0.35 | −0.20 | 0.55 | 1.14 |
| 3-2-1 | 0.06 | −0.43 | 0.49 | ||
| 12 | Best-fit | 0.33 | −0.19 | 0.52 | 1.32 |
| 3-2-1 | 0.07 | −0.37 | 0.44 | ||
| 13 | Best-fit | 0.31 | −0.18 | 0.49 | 1.47 |
| 3-2-1 | 0.02 | −0.40 | 0.42 | ||
| 14 | Best-fit | 0.20 | −0.20 | 0.40 | 1.22 |
| 3-2-1 | 0.06 | −0.42 | 0.48 | ||
| 15 | Best-fit | 0.31 | −0.17 | 0.48 | 1.24 |
| 3-2-1 | 0.03 | −0.37 | 0.40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wieczorowski, M.; Jakubowicz, M.; Marciniak-Podsadna, L.; Gapiński, B.; Barczewski, R.; Jakubek, B.; Rogiewicz, F.; Jermak, C.; Khan, R. Experimental Verification of Geometric Changes Caused by the Release of Residual Stresses for Large-Scale Welded Frames. Materials 2024, 17, 2389. https://doi.org/10.3390/ma17102389
Wieczorowski M, Jakubowicz M, Marciniak-Podsadna L, Gapiński B, Barczewski R, Jakubek B, Rogiewicz F, Jermak C, Khan R. Experimental Verification of Geometric Changes Caused by the Release of Residual Stresses for Large-Scale Welded Frames. Materials. 2024; 17(10):2389. https://doi.org/10.3390/ma17102389
Chicago/Turabian StyleWieczorowski, Michał, Michał Jakubowicz, Lidia Marciniak-Podsadna, Bartosz Gapiński, Roman Barczewski, Bartosz Jakubek, Filip Rogiewicz, Czesław Jermak, and Rehan Khan. 2024. "Experimental Verification of Geometric Changes Caused by the Release of Residual Stresses for Large-Scale Welded Frames" Materials 17, no. 10: 2389. https://doi.org/10.3390/ma17102389