
The Microstructure, Mechanical, and Friction-Wear Properties of Boron Carbide-Based Composites with TiB2 and SiC Formed In Situ by Reactive Spark Plasma Sintering



Abstract
1. Introduction
2. Experimental Procedure
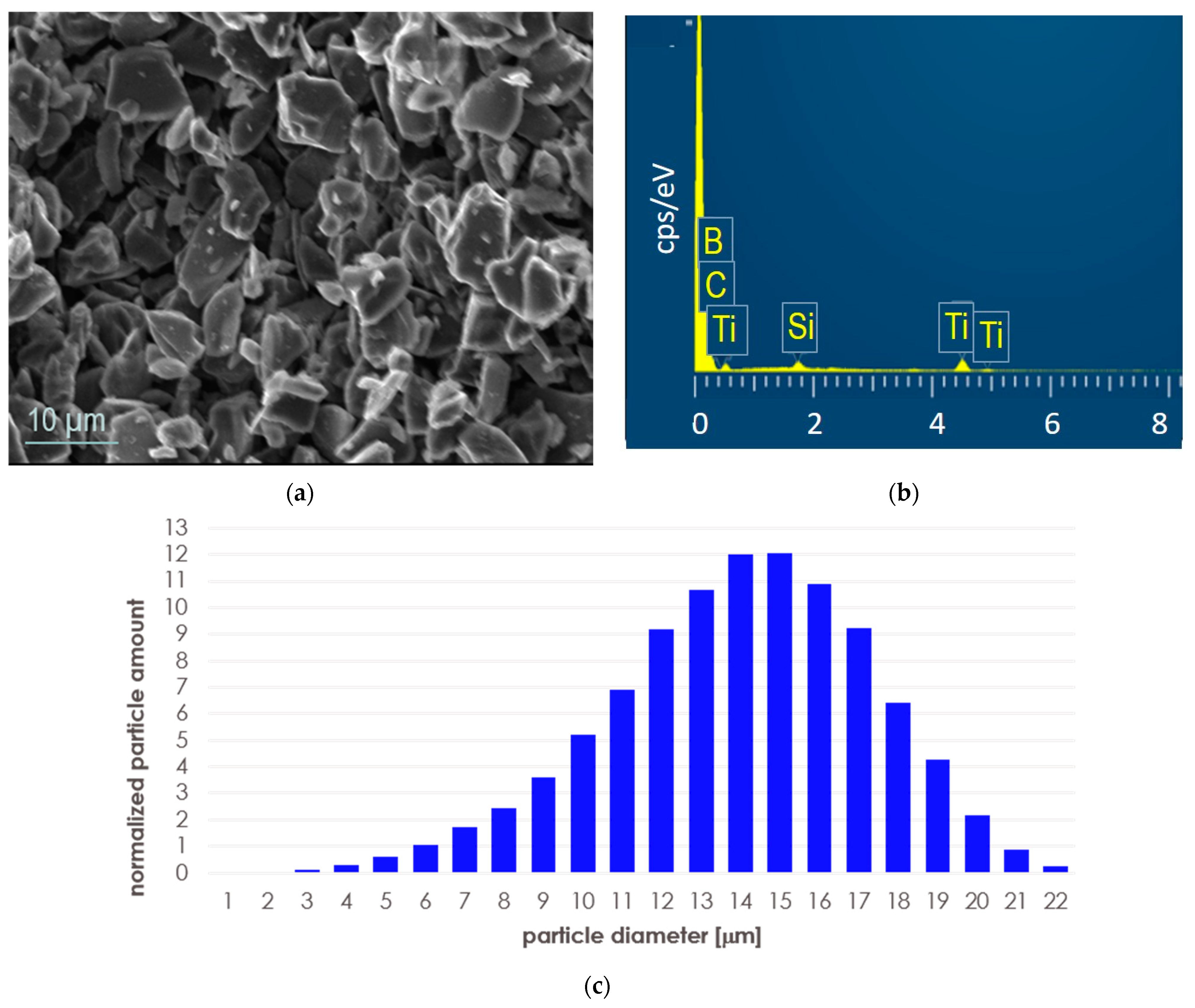
2.1. Initial Powders and Powder Homogenization
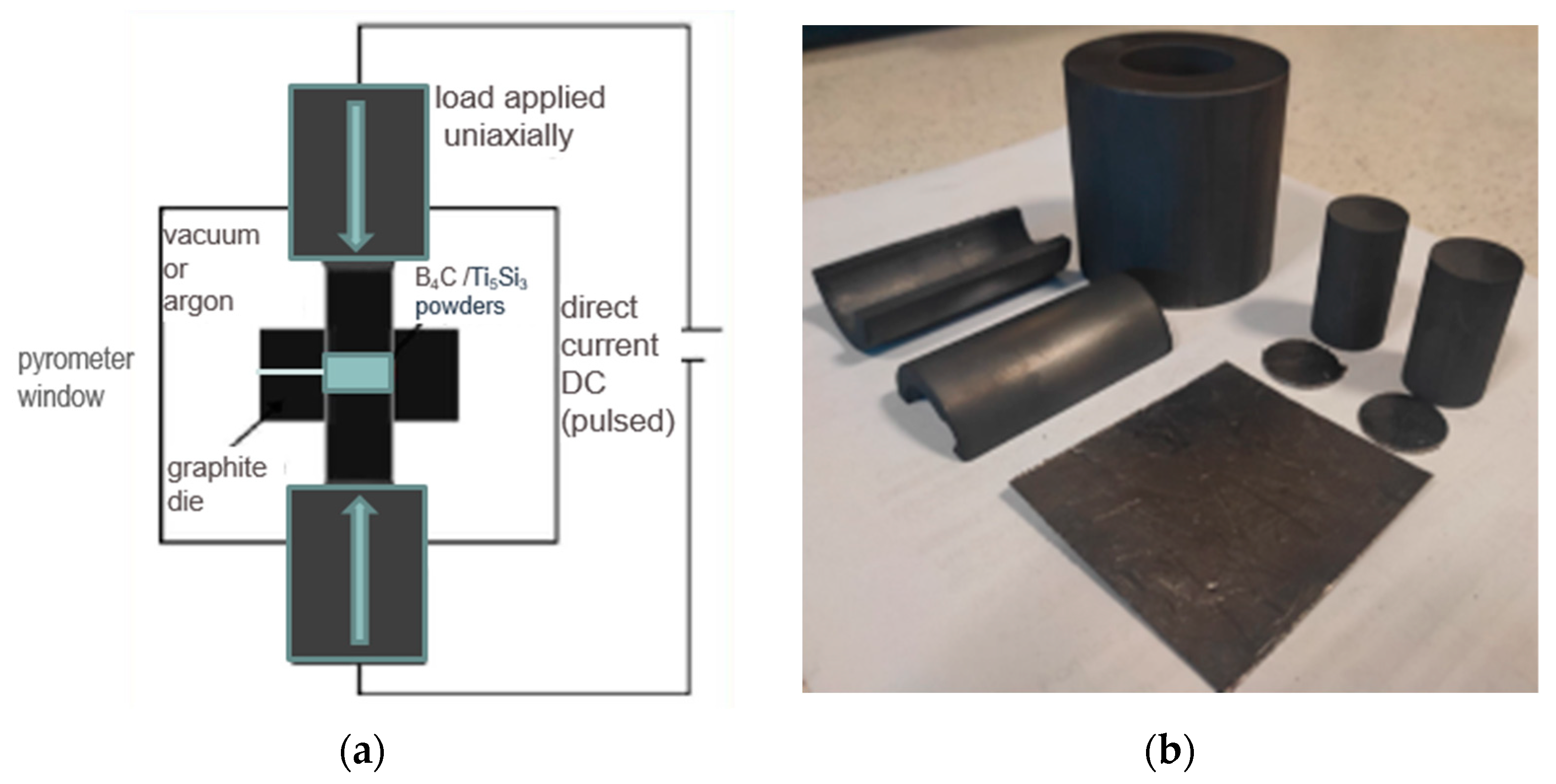
2.2. Spark Plasma Sintering
2.3. Materials Characterization
- VL—volume of worn material (disc specimen) [m3] optically measured;
- Fn—load applied [N];
- L—sliding distance [m].
3. Results and Discussion
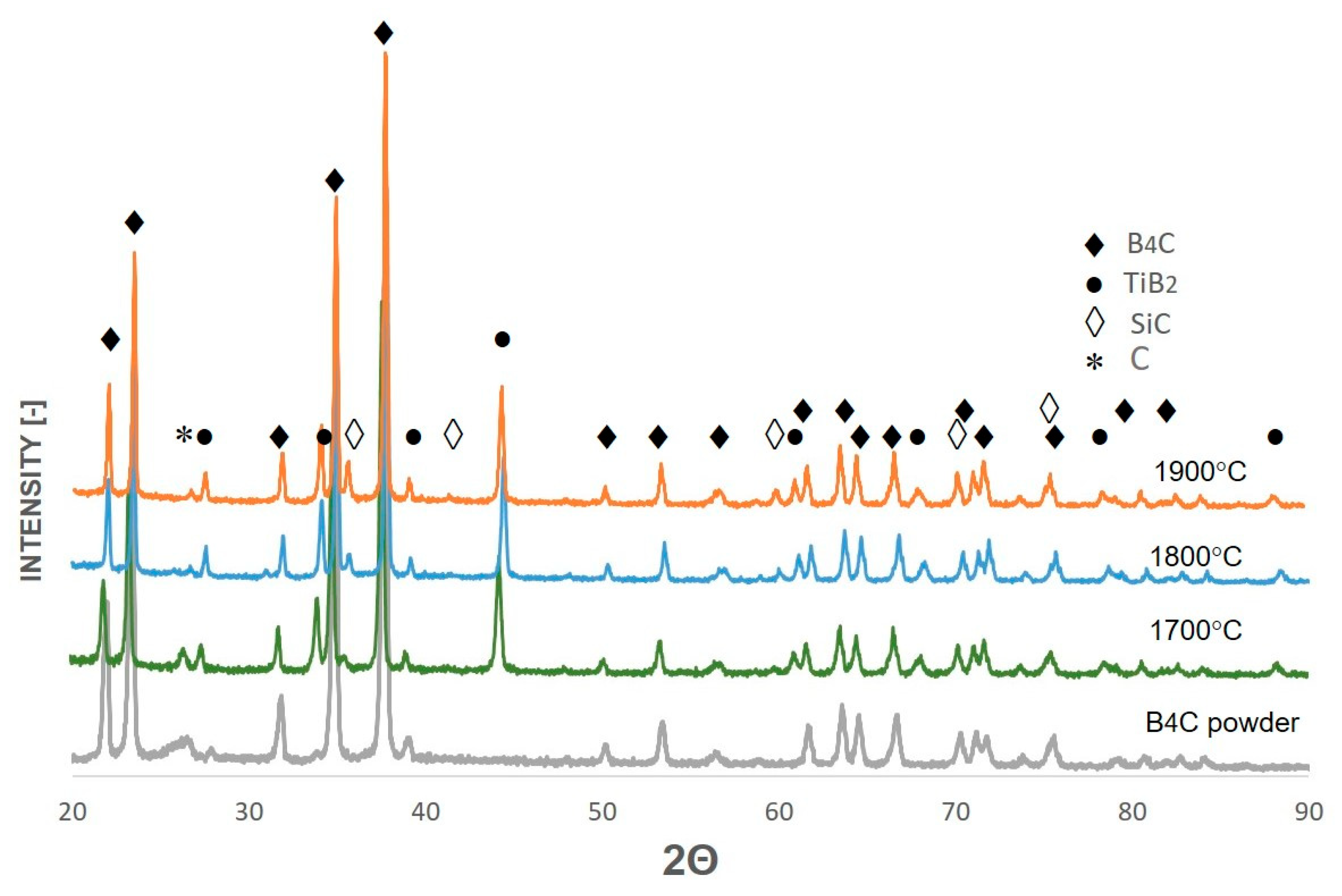
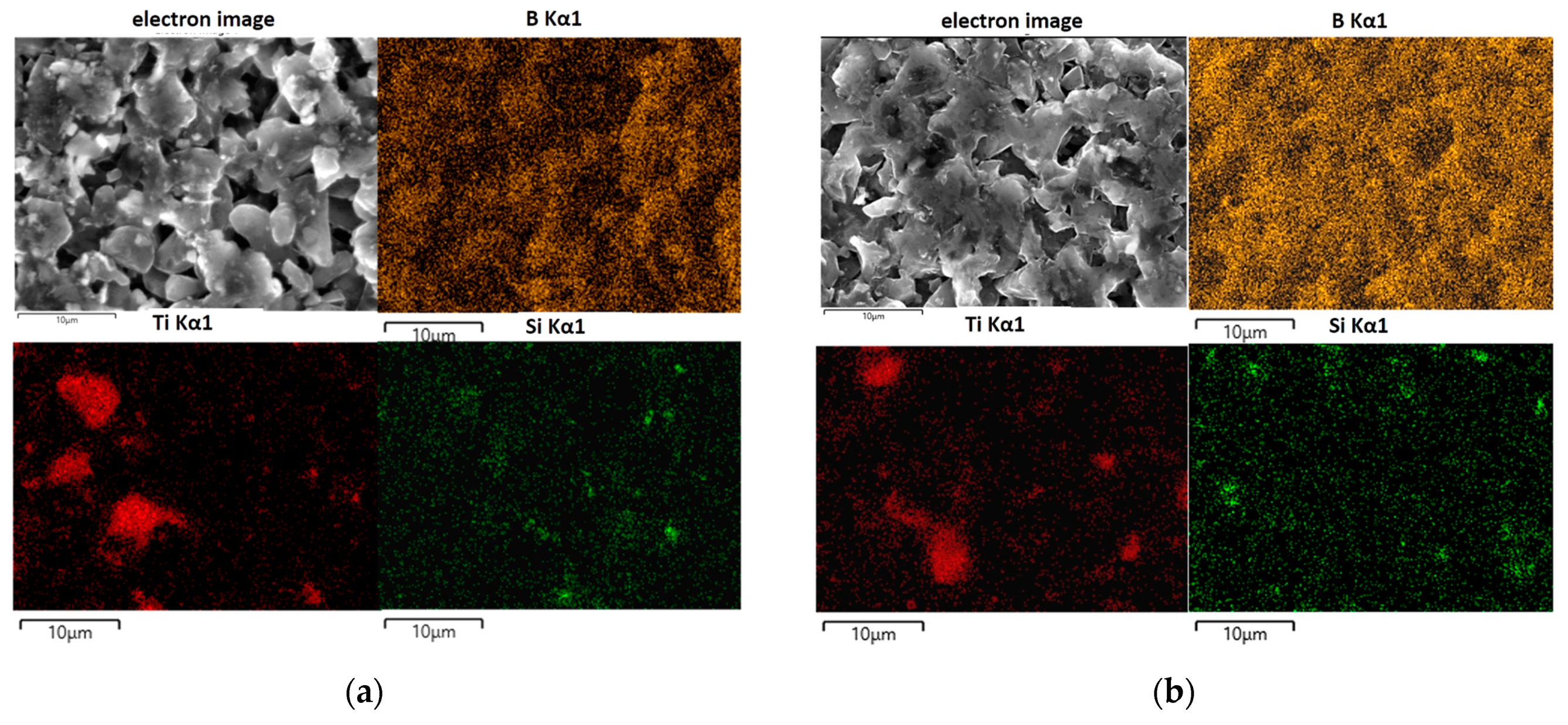
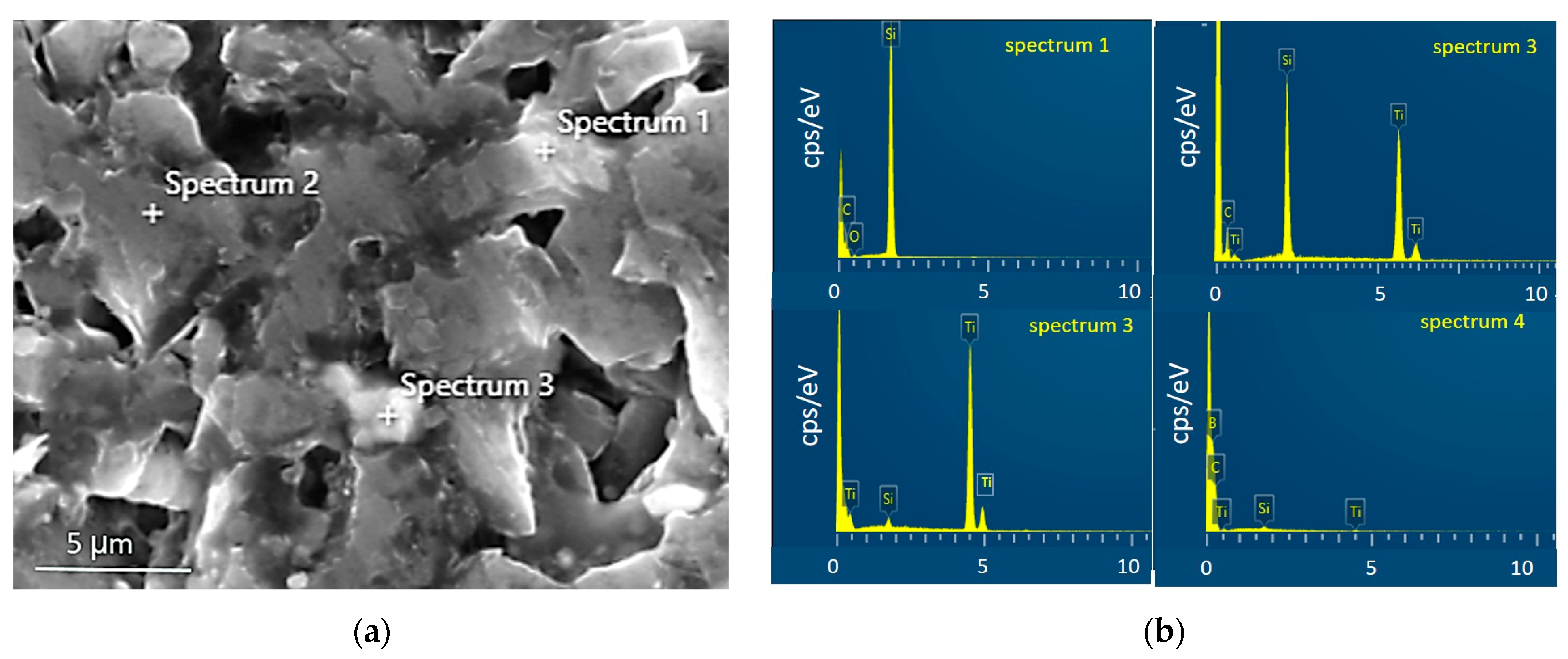
3.1. Microstructure
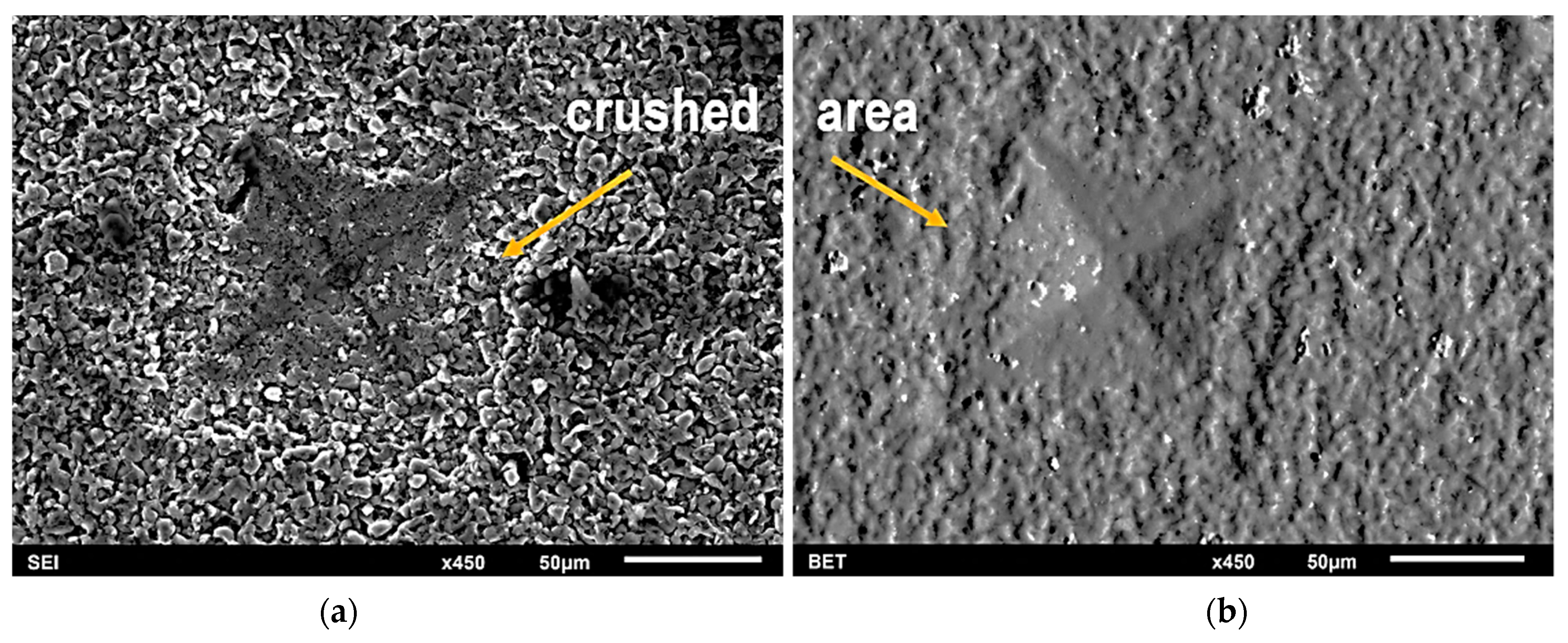
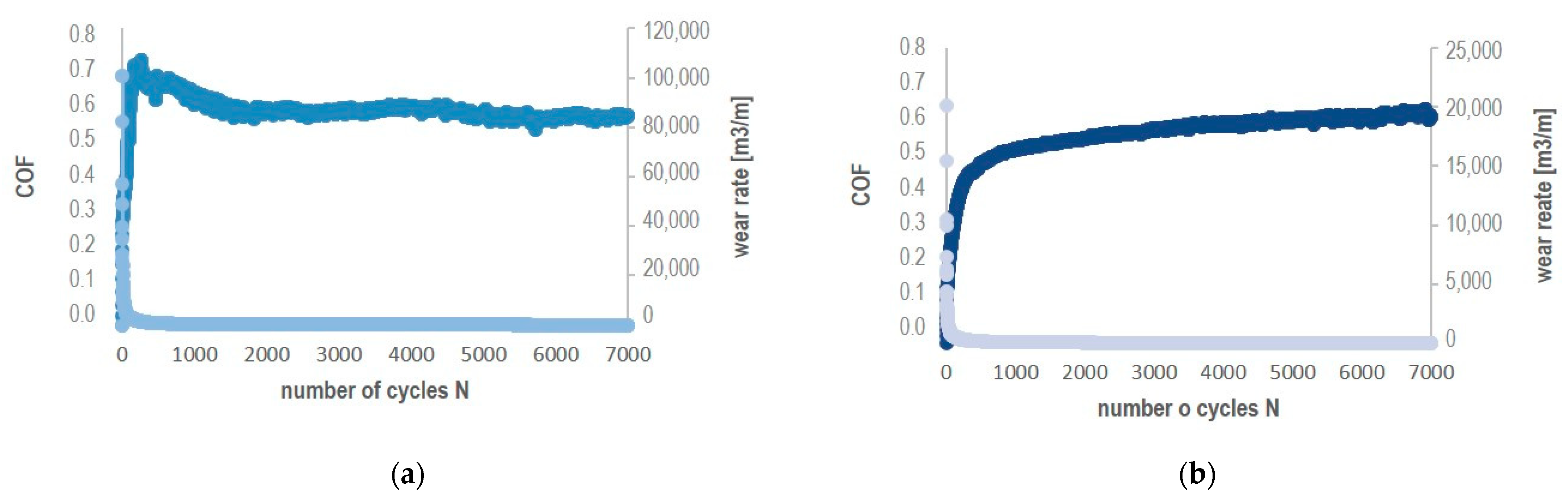
3.2. Hardness and Resistance to Wear
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thevenot, F. Boron carbide—A comprehensive review. J. Eur. Ceram. Soc. 1990, 6, 205–225. [Google Scholar] [CrossRef]
- Thevenot, F. A review on boron carbide. Key Eng. Mater. 1991, 56–57, 59–88. [Google Scholar] [CrossRef]
- Chen, M.W.; McCauley, J.W.; LaSalvia, J.C.; Hemker, K.J. Microstructural characterization of commercial hot-pressed boron carbide ceramics. J. Am. Ceram. Soc. 2005, 88, 1935–1942. [Google Scholar] [CrossRef]
- Chen, M.W.; McCauley, J.W.; Hemker, K.J. Shock-induced localized amorphization in boron-carbide. Science 2003, 299, 1563–1566. [Google Scholar] [CrossRef]
- Levin, L.; Frange, N.; Dariel, M.P. A novel approach for the preparation of B4C-based cermets. Int. J. Refract. Met. Hard Mater. 2000, 18, 131–135. [Google Scholar] [CrossRef]
- Lee, H.; Speyer, R.F. Presureless sintering of boron carbide. J. Am. Ceram. Soc. 2003, 86, 1468–1473. [Google Scholar] [CrossRef]
- Celli, M.; Grazzi, F.; Zoppi, M. A new ceramic material for shielding pulsed neutron scattering instruments. Nucl.Instrum. Methods Phys. Res. A 2006, 565, 861–863. [Google Scholar] [CrossRef]
- Emin, D.; Aselage, T.L. A proposed boron-carbide-based solid-state neutron detector. J. Appl. Phys. 2005, 97, 013529. [Google Scholar] [CrossRef]
- Wróblewska, A.; Szermer-Olearnik, B.; Pajtasz-Piasecka, E. Boron-rich nanoparticles as potential carriers in boron-neutron capture therapy. Postępy Hig. I Med. Doświadczalnej 2021, 75, 122–132. [Google Scholar] [CrossRef]
- Ye, F.; Hou, Z.; Zhang, H.; Liu, L. Densification and mechanical properties of spark plasma sintered B4C with Si as a sintering aid. J. Am. Ceram. Soc. 2010, 93, 2956–2959. [Google Scholar] [CrossRef]
- Wen, Q.; Tan, Y.; Zhong, Z.; Zhang, H. High toughness and electrical discharge machinable B4C-TiB2-SiC composites fabricated at low sintering temperature. Mat. Sci. Eng. A. 2017, 701, 338–343. [Google Scholar] [CrossRef]
- Huang, H. In situ reactive hot press sintering and mechanical properties of Al2O3-TiB2- B4C composites. J. Mater. Sci. 2015, 51, 3481–3489. [Google Scholar] [CrossRef]
- White, R.M.; Dickey, E.C. Mechanical properties and deformation mechanisms of B4C-TiB2 eutectic composites. J. Eur. Ceram. Soc. 2014, 34, 2043–2050. [Google Scholar] [CrossRef]
- Ojalvo, C.; Guiberteau, F.; Ortiz, A.L. Fabricating toughened super-hard B4C composites at lower temperature by transient liquid-phase assisted spark plasma sintering with MoSi2 additives. J. Eur. Ceram. Soc. 2019, 39, 2862–2873. [Google Scholar] [CrossRef]
- Kuri, A.S.; Subramanian, C.; Sonber, J.K.; Murthy, T.S.R.C. Synthesis and consolidation of boron carbide: A review. Int. Mater. Rev. 2010, 55, 4–40. [Google Scholar]
- Ji, W.W.; Todd, R.I.; Wang, W.; Wang, H. Transient liquid phase spark plasma sintering of B4C-based ceramics using Ti-Al intermetallics as sintering aid. J. Eur. Ceram. Soc. 2016, 36, 2419–2426. [Google Scholar] [CrossRef]
- Ojalvo, C.; Zamora, V.; Moreno, R.; Guiberteau, F.; Ortiz, A.L. Transient liquid-phase assisted spark plasma sintering and dry sliding wear of B4C ceramics fabricated from B4C nanopowders. J. Eur. Ceram. Soc. 2020, 41, 1869–1877. [Google Scholar] [CrossRef]
- Song, Q.; Zhang, Z.H.; Hu, Z.Y. Microstructure and mechanical properties of super-hard B4C ceramic fabricated by spark plasma sintering with (Ti3SiC2+Si) as sintering aid. Ceram. Int. 2019, 45, 8790–8797. [Google Scholar] [CrossRef]
- Xiong, Y.; Du, X.; Xiang, M.; Wang, H. Densification mechanisms during reactive hot pressing of B4C-ZrO2 mixtures. J. Eur Ceram. Soc. 2018, 38, 4167–4172. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Z.; Wen, R.; Wang, G. Comparisons of the densification. microstructure and mechanical properties of boron carbide sintered by hot pressing and spark plasma sintering. Ceram. Int. 2018, 44, 2615–2619. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Z.; Sun, Y.; Xiang, M. Preparation. microstructure and toughening mechanisms of superhard ultrafine-grained boron carbide ceramics with outstanding fracture toughness. J. Alloys Comp. 2018, 762, 125–132. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Q.; Zhang, B.; Zhang, H.; Jin, Y.; Zhong, Z. Microstructure and mechanical behaviour of transient liquid phase spark plasma sintered B4C–SiC–TiB2 composites from a B4C–TiSi2 system. Ceram. Int. 2021, 47, 10665–10671. [Google Scholar] [CrossRef]
- Kozień, D.; Czekaj, I.; Gancarz, P.; Ziąbka, M.; Wieczorek, W.; Pasiut, K.; Zientara, D.; Pędzich, Z. Ceramic Matrix Composites Obtained by the Reactive Sintering of Boron Carbide with Intermetallic Compounds from the Ti-Si System. Materials 2022, 15, 8657. [Google Scholar] [CrossRef] [PubMed]
- ISO 20808:2016; Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Determination of Friction and Wear Characteristics of Monolithic Ceramics by Ball-on-Disc Method. International Organization for Standardization: Geneva, Switzerland, 2016.
- Uygun, B.; Goler, G.; Onuralp, Y. Production and Characterization of Boron Carbide--Titanium Diboride Ceramics by Spark Plasma Sintering Method. Adv. Sci. Tech. 2010, 63, 68–73. [Google Scholar] [CrossRef]
- Ekbom, L.B.; Amundin, C. Microstructural evaluation of sintered boron carbides with different compositions. In Proceedings of the 11th International Conference on Science of Ceramics, Stenungsund, Sweden, 14–17 June 1981; Carlsson, R., Karlsson, S., Eds.; Swedish Ceram. Soc.: Gothenburg, Sweden, 1981; p. 237. [Google Scholar]
- Domnich, V.; Reynaud, S.; Haber, R.A.; Chhowalla, M. Boron Carbide: Structure. Properties. and Stability under Stress. J. Am. Ceram. Soc. 2011, 94, 3605–3628. [Google Scholar] [CrossRef]
- Ge, D.; Domnich, V.; Juliano, T.T.; Stach, E.A.; Gogotsi, Y. Structural Damage in Boron Carbide Under Contact Loading. Acta Mater. 2004, 52, 3921–3927. [Google Scholar] [CrossRef]
- Domnich, V.; Gogotsi, Y.; Trenary, M.; Tanaka, T. Nanoindentation and Raman Spectroscopy Studies of Boron Carbide Single Crystals. Appl. Phys. Lett. 2002, 81, 3783–3785. [Google Scholar] [CrossRef]
- Chen, M.; McCauley, J.W. Mechanical Scratching Induced Phase Transitions and Reactions of Boron Carbide. J. Appl. Phys. 2006, 100, 123517. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| μm | |||
|---|---|---|---|
| 25%D | 50%D | 75%D | |
| Mean Value | 4.923 | 6.464 | 8.342 |
| Std Dev. | 0.042 | 0.059 | 0.104 |
| SPS Temp/Time | ρ Theor. [%] | Phase Composition of Composite [wt.%] | |||
|---|---|---|---|---|---|
| B13C2 | TiB2 | SiC | C | ||
| 1700 °C/10 min | 76.5 ± 9.1 | 98 | 1 | 0.6 | trace |
| 1800 °C/10 min | 81.5 ± 7.2 | 96 | 2.7 | 0.63 | trace |
| 1900 °C/10 min | 85.2 ± 8.7 | 96 | 2.8 | 0.6 | trace |
| ICCD (card code) | 01-071-0108 | 04-010-8469 | 73-1665 | 04-015-2432 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Twardowska, A.; Kowalski, M. The Microstructure, Mechanical, and Friction-Wear Properties of Boron Carbide-Based Composites with TiB2 and SiC Formed In Situ by Reactive Spark Plasma Sintering. Materials 2024, 17, 2379. https://doi.org/10.3390/ma17102379
Twardowska A, Kowalski M. The Microstructure, Mechanical, and Friction-Wear Properties of Boron Carbide-Based Composites with TiB2 and SiC Formed In Situ by Reactive Spark Plasma Sintering. Materials. 2024; 17(10):2379. https://doi.org/10.3390/ma17102379
Chicago/Turabian StyleTwardowska, Agnieszka, and Marcin Kowalski. 2024. "The Microstructure, Mechanical, and Friction-Wear Properties of Boron Carbide-Based Composites with TiB2 and SiC Formed In Situ by Reactive Spark Plasma Sintering" Materials 17, no. 10: 2379. https://doi.org/10.3390/ma17102379
APA StyleTwardowska, A., & Kowalski, M. (2024). The Microstructure, Mechanical, and Friction-Wear Properties of Boron Carbide-Based Composites with TiB2 and SiC Formed In Situ by Reactive Spark Plasma Sintering. Materials, 17(10), 2379. https://doi.org/10.3390/ma17102379