

Effect of “ColdArc” WAAM Regime and Arc Torch Weaving on Microstructure and Properties of As-Built and Subtransus Quenched Ti-6Al-4V
 , , , , ,
, , , , ,
Abstract
:1. Introduction
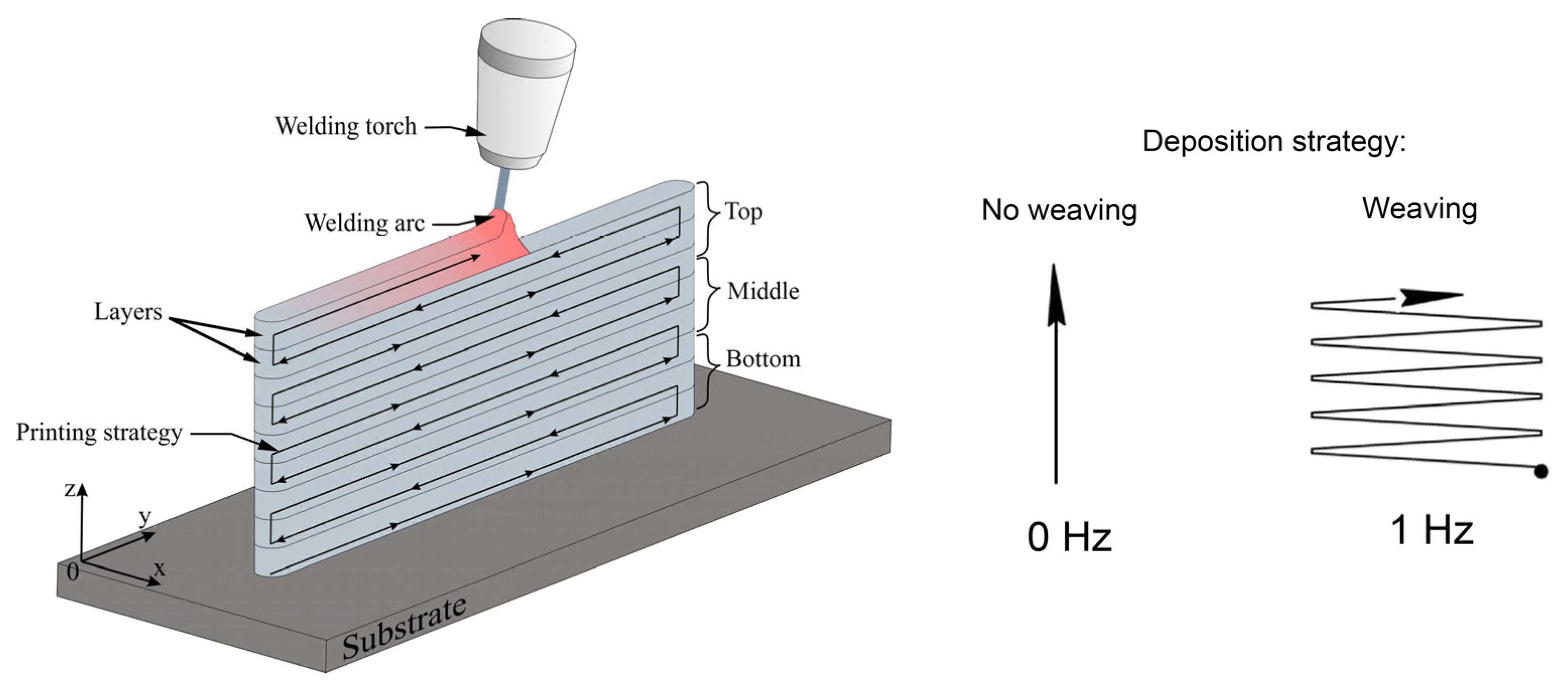
2. Materials and Methods
3. Results
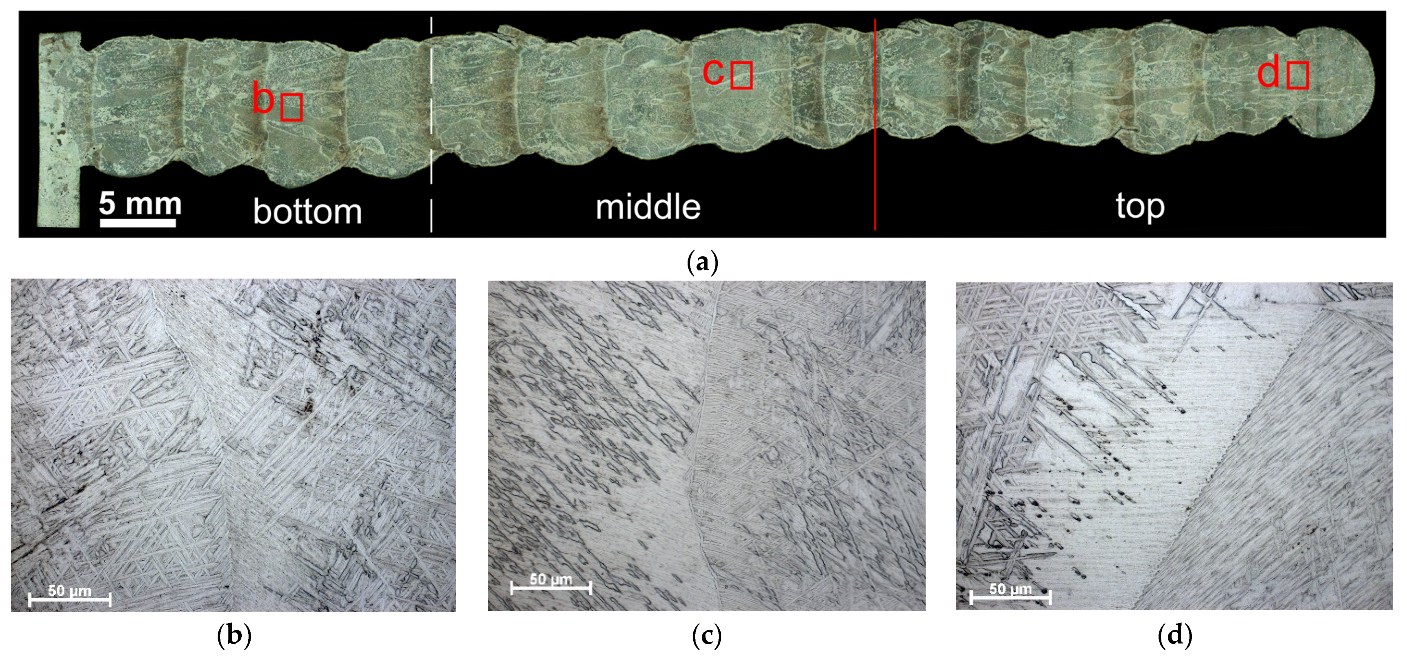
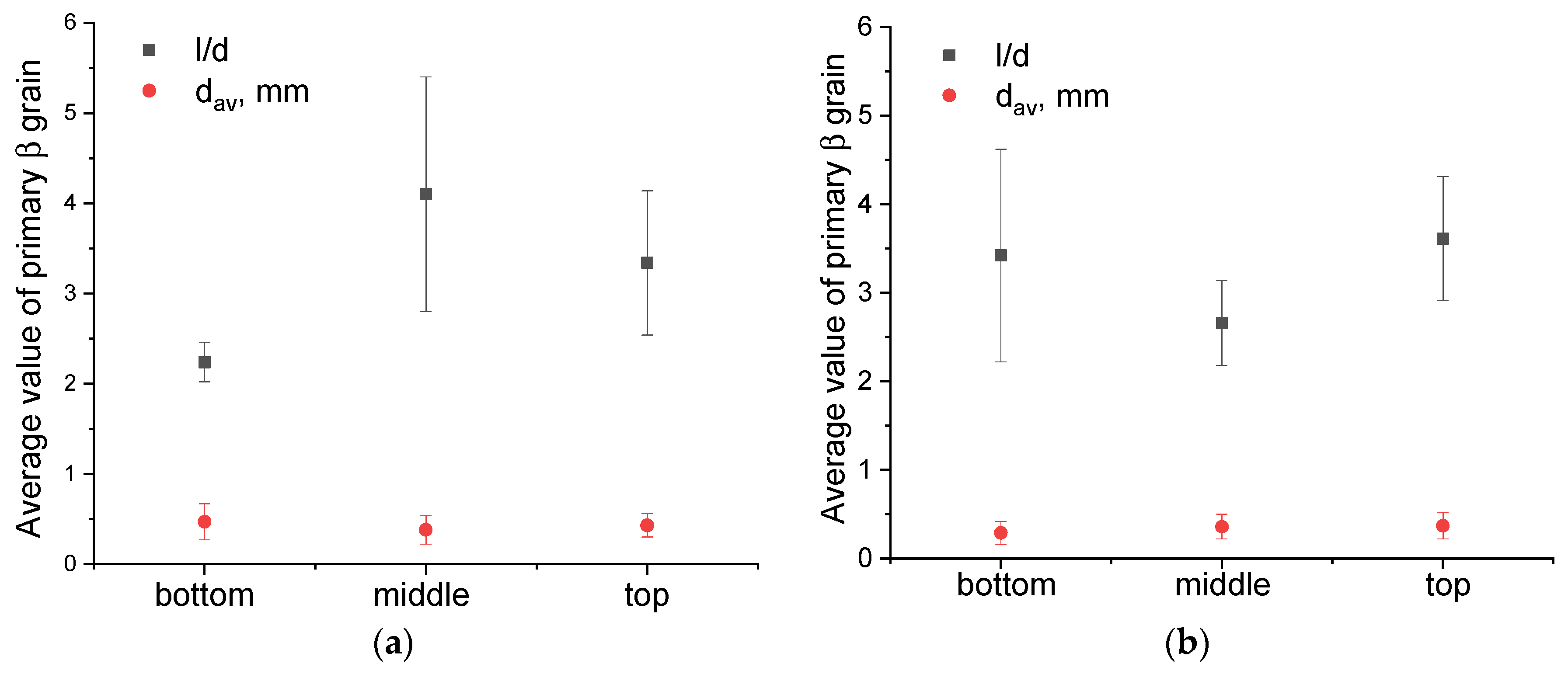
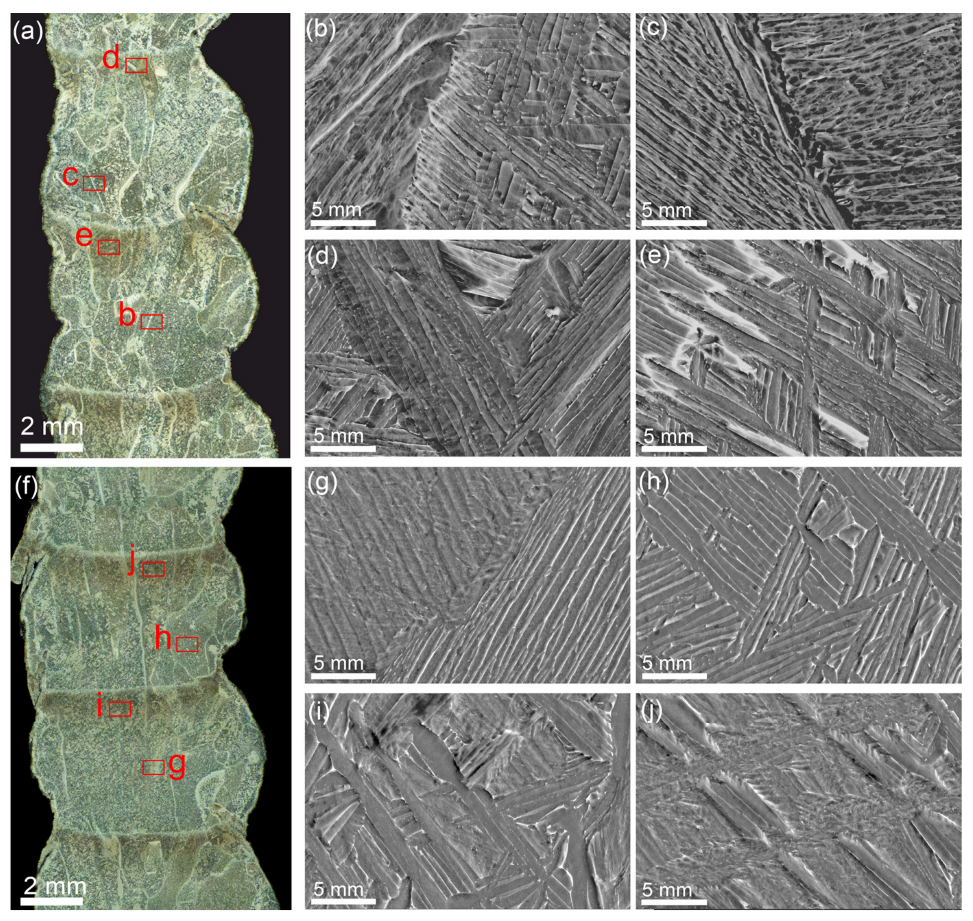
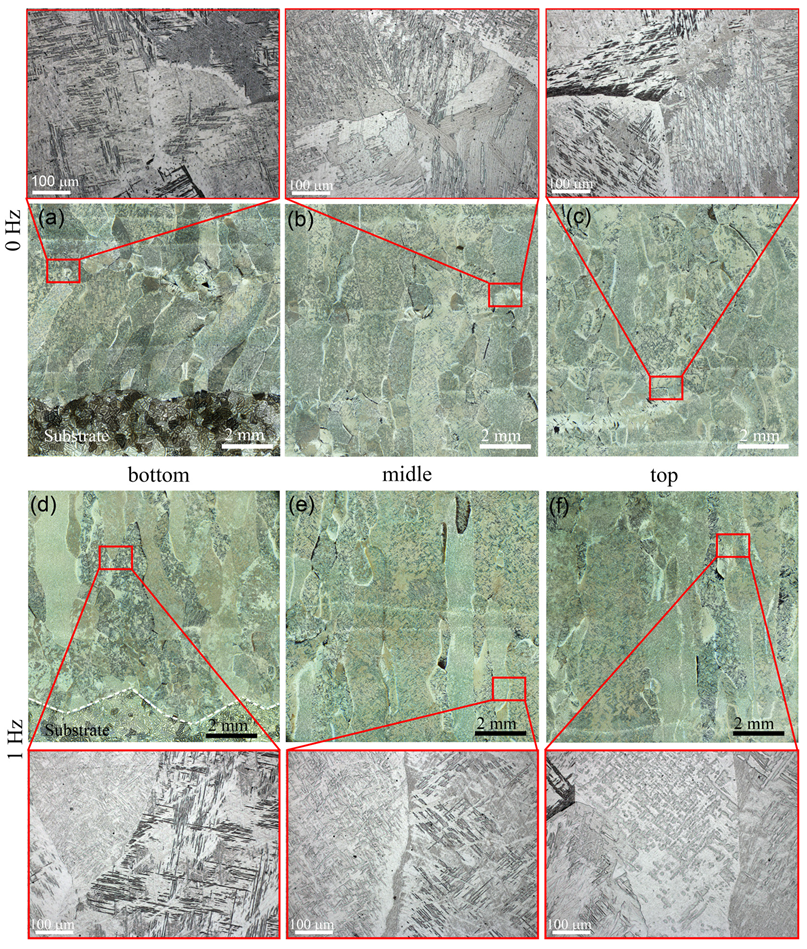
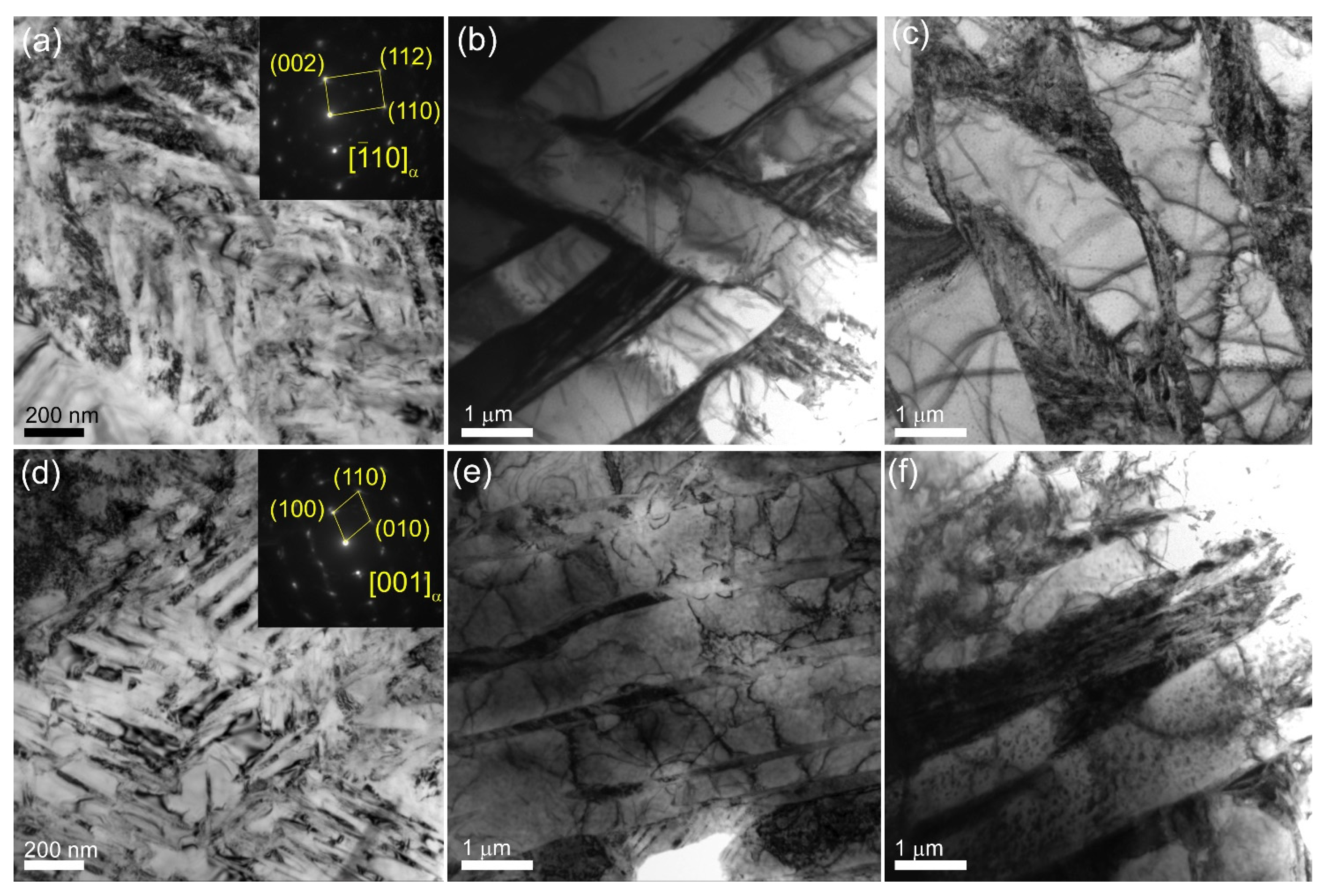
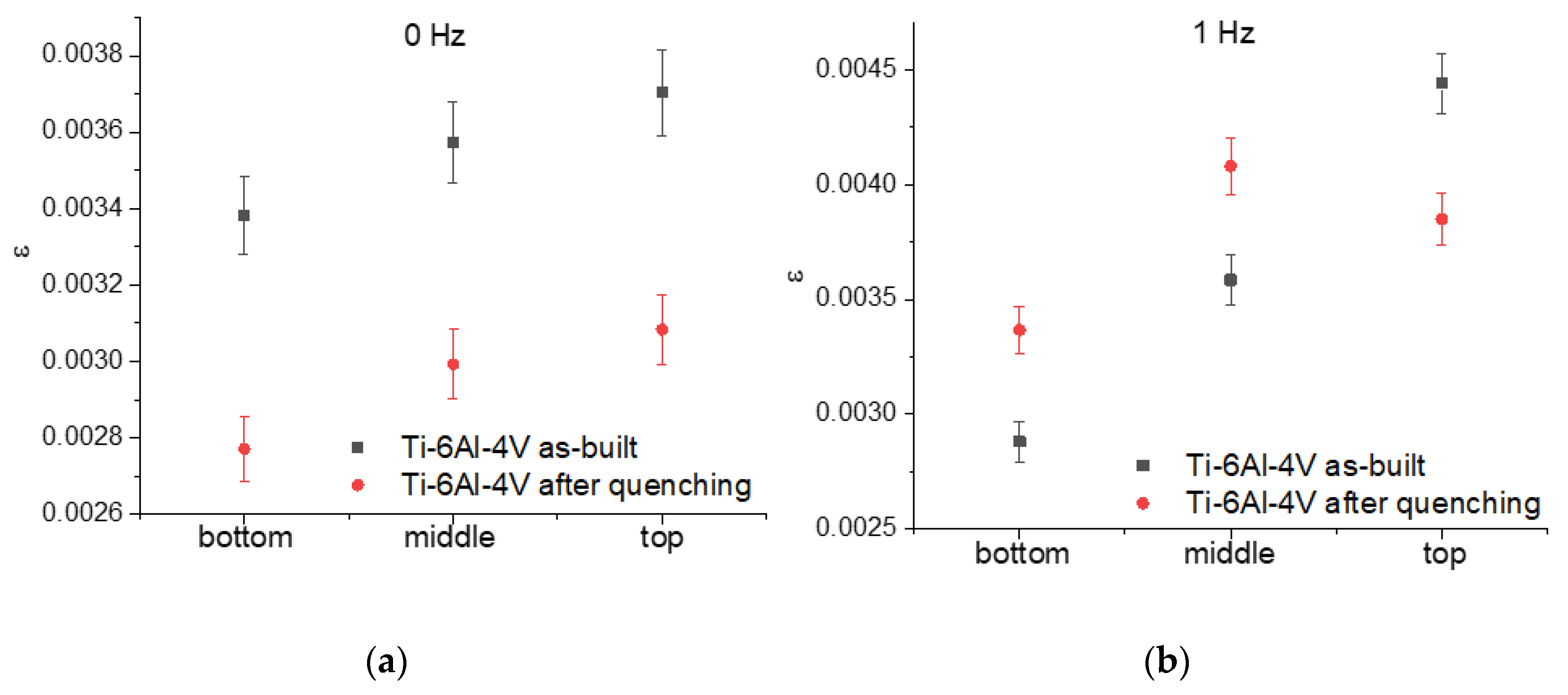
3.1. Macro-, Microstructure, and Phase Composition of the WAAM Ti-6Al-4V Samples
3.2. The Influence of Heat Treatment on the Structural-Phase State of the “coldArc” WAAM Ti-6Al-4V Samples
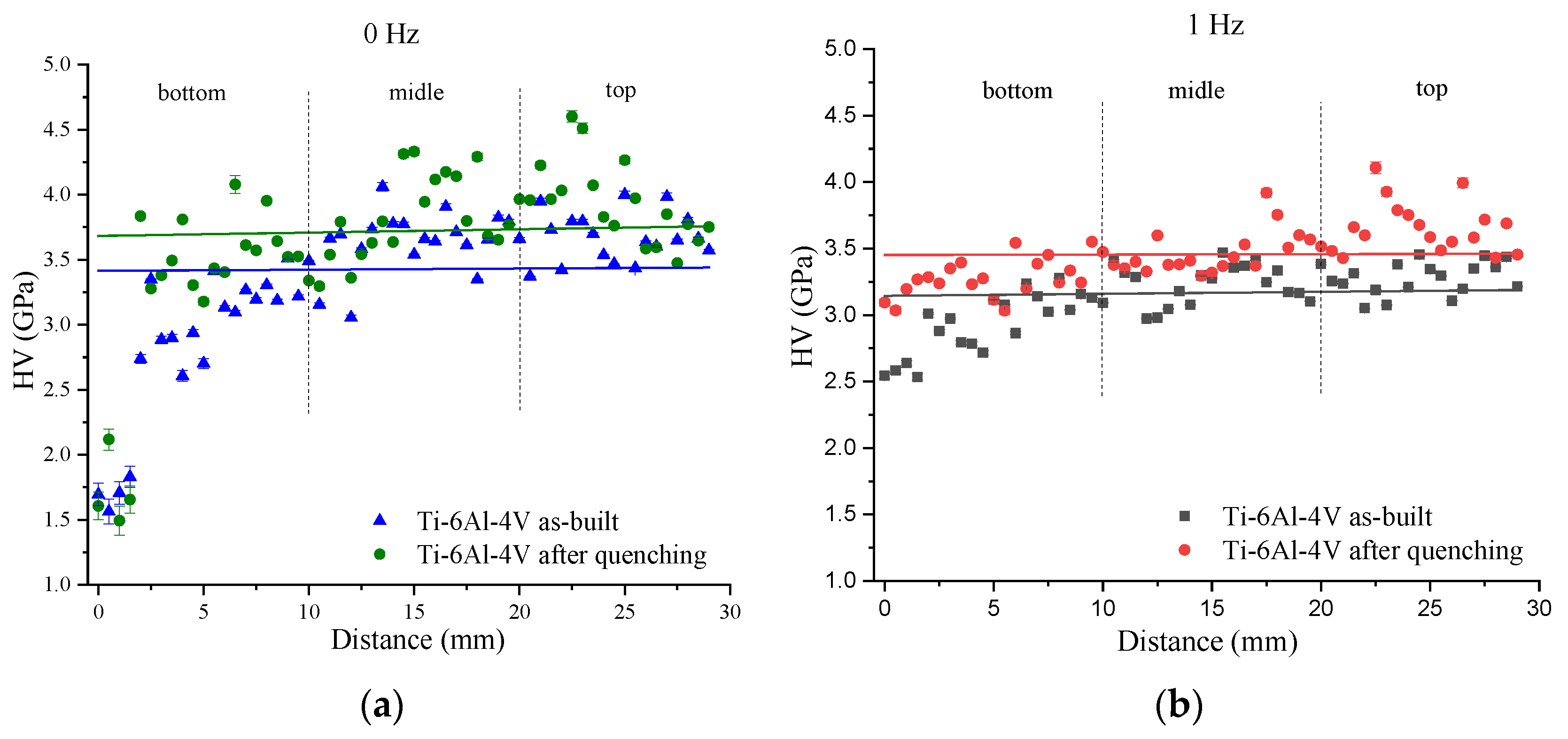
3.3. Microhardness
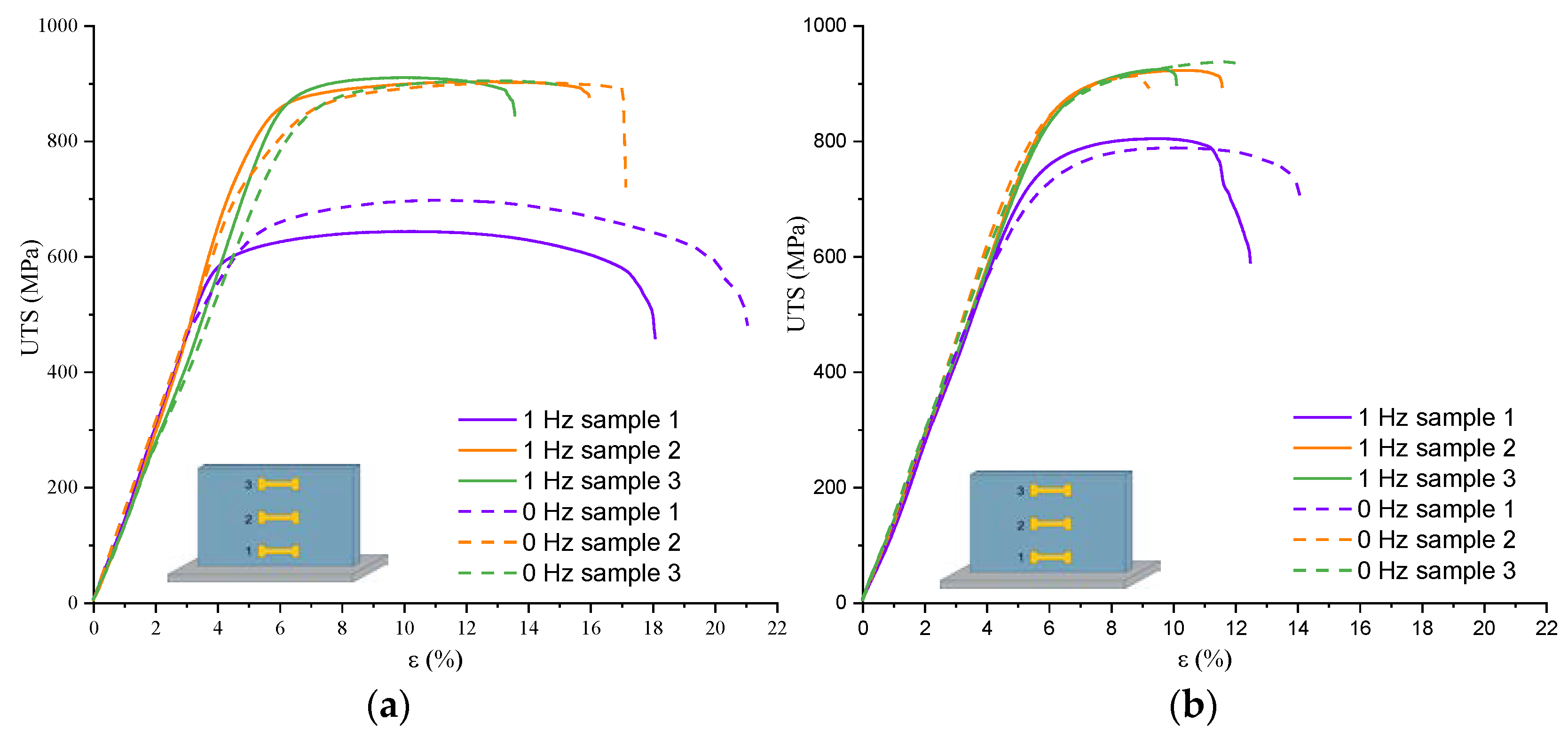
3.4. Mechanical Strength
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lin, Z.; Song, K.; Yu, X. A Review on Wire and Arc Additive Manufacturing of Titanium Alloy. J. Manuf. Process 2021, 70, 24–45. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Soro, N.; Kent, D.; Dargusch, M.S. Additive manufacturing of low-cost porous titanium-based composites for biomedical applications: Advantages, challenges and opinion for future development. J. Alloys Compd. 2020, 827, 154263. [Google Scholar] [CrossRef]
- Froes, F.H.S.; Gungor, M.N.; Ashraf Imam, M. Cost-affordable titanium: The component fabrication perspective. JOM 2007, 59, 28–31. [Google Scholar] [CrossRef]
- Donoghue, J.; Antonysamy, A.A.; Martina, F.; Colegrove, P.A.; Williams, S.W.; Prangnell, P.B. The effectiveness of combining rolling deformation with Wire–Arc Additive Manufacture on β-grain refinement and texture modification in Ti–6Al–4V. Mater. Charact. 2016, 114, 103–114. [Google Scholar] [CrossRef]
- Syed, A.K.; Zhang, X.; Caballero, A.; Shamir, M.; Williams, S. Influence of deposition strategies on tensile and fatigue properties in a wire + arc additive manufactured Ti-6Al-4V. Int. J. Fatigue. 2021, 149, 106268. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Coules, H.E.; Fairman, J.; Martina, F.; Kashoob, T.; Mamash, H.; Cozzolino, L.D. Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling. J. Mater. Process. Technol. 2013, 213, 1782–1791. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Rush, M. Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 2011, 57, 597–603. [Google Scholar] [CrossRef]
- Razorenov, S.V.; Garkushin, G.V.; Savinykh, A.S.; Klimova-Korsmik, O.G.; Shalnova, S.A.; Gushchina, M.O. Dynamic Strength of VT6 Titanium Alloy Manufactured by Laser Metal Deposition. Phys. Mesomech. 2022, 25, 26–32. [Google Scholar] [CrossRef]
- Wu, X.; Liang, J.; Mei, J.; Mitchell, C.; Goodwin, P.S.; Voice, W. Microstructures of laser-deposited Ti–6Al–4V. Mater. Des. 2004, 25, 137–144. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti–6Al–4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef]
- Kolubaev, E.A.; Rubtsov, V.E.; Chumaevsky, A.V.; Astafurova, E.G. Micro-, Meso- and Macrostructural Design of Bulk Metallic and Polymetallic Materials by Wire-Feed Electron-Beam Additive Manufacturing. Phys. Mesomech. 2022, 25, 479–491. [Google Scholar] [CrossRef]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The Origin of Microstructural Diversity, Texture, and Mechanical Properties in Electron Beam Melted Ti-6Al-4V. Metall. Mater. Trans. A 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
- Antonysamy, A.A.; Meyer, J.; Prangnell, P.B. Effect of build geometry on the β-grain structure and texture in additive manufacture of Ti6Al4V by selective electron beam melting. Mater. Charact. 2013, 84, 153–168. [Google Scholar] [CrossRef]
- Kalashnikov, K.N.; Chumaevskii, A.V.; Kalashnikova, T.A.; Osipovich, K.S.; Kolubaev, E.A. Defect Formation in Titanium Alloy during Non-stationary Process of Local Metallurgy. Russ. Phys. J. 2020, 63, 962–967. [Google Scholar] [CrossRef]
- Zykova, A.; Panfilov, A.; Vorontsov, A.; Shmakov, V.; Savchenko, N.; Gurianov, D.; Gusarenko, A.; Utyaganova, V.; Krasnoveikin, V.; Tarasov, S. Microstructural and phase evolution of Ti6Al4V in electron beam wire additive manufacturing and on the subtransus quenching and normalization. Mat. Sci. Eng. A 2024, 898, 146384. [Google Scholar] [CrossRef]
- Åkerfeldt, P.; Colliander, M.H.; Pederson, R.; Antti, M.-L. Electron backscatter diffraction characterization of fatigue crack growth in laser metal wire deposited Ti-6Al-4V. Mater. Charact. 2018, 135, 245–256. [Google Scholar] [CrossRef]
- Bruschi, S.; Bertolini, R.; Ghiotti, A. Coupling machining and heat treatment to enhance the wear behaviour of an Additive Manufactured Ti6Al4V titanium alloy. Tribol. Int. 2017, 116, 58–68. [Google Scholar] [CrossRef]
- Li, R.; Xiong, J.; Lei, Y. Investigation on thermal stress evolution induced by wire and arc additive manufacturing for circular thin-walled parts. J. Manuf. Process. 2019, 40, 59–67. [Google Scholar] [CrossRef]
- Ma, G.; Zhao, G.; Li, Z.; Yang, M.; Xiao, W. Optimization strategies for robotic additive and subtractive manufacturing of large and high thin-walled aluminum structures. Int. J. Adv. Manuf. Technol. 2019, 101, 1275–1292. [Google Scholar] [CrossRef]
- He, T.; Yu, S.; Runzhen, Y.; Bo, Z. Oscillating wire arc additive manufacture of rocket motor bimetallic conical shell. Int. J. Adv. Manuf. Technol. 2022, 119, 6601–6612. [Google Scholar] [CrossRef]
- Bultman, J.; Saldana, C. Effects of weave path parameters on the geometry of wire arc additive manufactured features. Int. J. Adv. Manuf. Technol. 2023, 124, 2563–2577. [Google Scholar] [CrossRef]
- Ni, M.; Zhou, Y.; Hu, Z.; Qin, X.; Xiong, X.; Ji, F. Forming optimization for WAAM with weaving deposition on curved surfaces. Int. J. Mech. Sci. 2023, 252, 108366. [Google Scholar] [CrossRef]
- Gnyusov, S.F.; Degterev, A.S.; Tarasov, S.Y. The effect of plasma torch weaving on microstructural evolution in multiplepass plasma-transferred arc Fe-Cr-V-Mo-C coating. Surf. Coat. Technol. 2018, 344, 75–84. [Google Scholar] [CrossRef]
- Zhou, Y.; Qin, G.; Li, L.; Lu, X.; Jing, R.; Xing, X.; Yang, Q. Formability, microstructure and mechanical properties of Ti-6Al-4V deposited by wire and arc additive manufacturing with different deposition paths. Mater. Sci. Eng. A 2020, 772, 138654. [Google Scholar] [CrossRef]
- Farabi, E.; Klein, T.; Schnall, M.; Primig, S. Effects of high deposition rate during cold metal transfer additive manufacturing on microstructure and properties of Ti-6Al-4V. Addit. Manuf. 2023, 71, 103592. [Google Scholar] [CrossRef]
- Zykova, A.P.; Nikolaeva, A.V.; Vorontsov, A.V.; Chumaevskii, A.V.; Nikonov, S.Y.; Moskvichev, E.N.; Gurianov, D.A.; Savchenko, N.L.; Kolubaev E., A.; Tarasov, S.Y. Effect of Copper Content on Grain Structure Evolution in Additively Manufactured Ti-6Al-4V Alloy. Phys. Mesomech. 2023, 26, 107–125. [Google Scholar] [CrossRef]
- Kennedy, J.R.; Davis, A.E.; Caballero, A.E.; Pickering, E.J.; Prangnell, P.B. β grain refinement during solidification of Ti-6Al-4V in Wire-Arc Additive Manufacturing (WAAM). IOP Conf. Ser. Mater. Sci. Eng. 2023, 1274, 012005. [Google Scholar] [CrossRef]
- Wang, J.; Lin, X.; Wang, M.; Li, J.; Wang, C.; Huang, W. Effects of subtransus heat treatments on microstructure features and mechanical properties of wire and arc additive manufactured Ti–6Al–4V alloy. Mater. Sci. Eng. A 2020, 776, 139020. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Nicastro, L.; Kent, D.; Chen, Y.; Dargusch, M.S. Optimising the mechanical properties of Ti-6Al-4V components produced by wire + arc additive manufacturing with post-process heat treatments. J. Alloys Compd. 2018, 753, 247–255. [Google Scholar] [CrossRef]
- Artaza, T.; Suárez, A.; Veiga, F.; Braceras, I.; Tabernero, I.; Larrañaga, O.; Lamikiz, A. Wire arc additive manufacturing Ti6Al4V aeronautical parts using plasma arc welding: Analysis of heat-treatment processes in different atmospheres. J. Mater. Res. Technol. 2020, 9, 15454–15466. [Google Scholar] [CrossRef]
- Gou, J.; Wang, Z.; Hu, S.; Shen, J.; Tian, Y.; Zhao, G.; Chen, Y. Effects of ultrasonic peening treatment in three directions on grain refinement and anisotropy of cold metal transfer additive manufactured Ti-6Al-4V thin wall structure. J. Manuf. Process. 2020, 54, 148–157. [Google Scholar] [CrossRef]
- Yang, Y.; Jin, X.; Liu, C.; Xiao, M.; Lu, J.; Fan, H.; Ma, S. Residual Stress, Mechanical Properties, and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Wire and Arc Additive Manufacturing. Metals 2018, 8, 934. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Fei, Z. The effects of forced interpass cooling on the material properties of wire arc additively manufactured Ti6Al4V alloy. J. Mater. Process. Technol. 2018, 258, 97–105. [Google Scholar] [CrossRef]
- Ding, D.; Wu, B.; Pan, Z.; Qui, Z.; Li, H. Wire arc additive manufacturing of Ti6AL4V using active interpass cooling. Mater. Manuf. Process. 2020, 35, 845–851. [Google Scholar] [CrossRef]
- Gou, J.; Shen, J.; Hu, S.; Tian, Y.; Liang, Y. Microstructure and mechanical properties of as-built and heat-treated Ti-6Al-4V alloy prepared by cold metal transfer additive manufacturing. J. Manuf. Process. 2019, 42, 41–50. [Google Scholar] [CrossRef]
- Al Zamzami, I.; Davison, B.; Susmel, L. Nominal and local stress quantities to design aluminium-to-steel thin welded joints against fatigue. Int. J. Fatigue. 2019, 123, 279–295. [Google Scholar] [CrossRef]
- Biester, K.; Lammers, M.; Hermsdorf, J.; Kaierle, S. Influence of the laser position in laser-assisted WAAM process on weld bead shape and surface properties. Procedia CIRP 2022, 111, 190–195. [Google Scholar] [CrossRef]
- Zhou, S.; Xie, H.; Ni, J.; Yang, G.; Qin, L.; Guo, X. Metal transfer behavior during CMT-based Wire Arc Additive Manufacturing of Ti-6Al-4V alloy. J. Manuf. Process. 2022, 82, 159–173. [Google Scholar] [CrossRef]
- Goecke, S.F. Low Energy Arc Joining Process for Material Sensitive to Heat: Report—EWM Mündersbach, Germany, 2005; pp. 1–5. Available online: https://studyres.com/doc/5825671/low-energy-arc-joining-process-for-materials-sensitive-to...# (accessed on 10 May 2024).
- Gorelik, S.S.; Rastorguev, L.N.; Skakov, Y.A. X-ray and Electron-Optical Analysis; Metallurgy: Moscow, Russia, 1970; 366p. [Google Scholar]
- Brandl, E.; Schoberth, A.; Leyens, C. Morphology, microstructure, and hardness of titanium (Ti-6Al-4V) blocks deposited by wire-feed additive layer manufacturing (ALM). Mater. Sci. Eng. A. 2012, 532, 295–307. [Google Scholar] [CrossRef]
- Wu, X.; Sharman, R.; Mei, J.; Voice, W. Direct laser fabrication and microstructure of a burn-resistant Ti alloy. Mater. Des. 2002, 23, 239–247. [Google Scholar] [CrossRef]
- Gäumann, M.; Bezençon, C.; Canalis, P.; Kurz, W. Single-crystal laser deposition of superalloys: Processing–microstructure maps. Acta Mater. 2001, 49, 1051–1062. [Google Scholar] [CrossRef]
- Rosli, N.A.; Alkahari, M.R.; bin Abdollah, M.F.; Maidin, S.; Ramli, F.R.; Herawan, S.G. Review on effect of heat input for wire arc additive manufacturing process. J. Mater. Res. Technol. 2021, 11, 2127–2145. [Google Scholar] [CrossRef]
- Ou, W.; Knapp, G.L.; Mukherjee, T.; Wei, Y.; DebRoy, T. An improved heat transfer and fluid flow model of wire-arc additive manufacturing. Int. J. Heat Mass Transf. 2021, 167, 120835. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Shen, C.; Li, H.; Pan, Z. Effect of interpass temperature on in-situ alloying and additive manufacturing of titanium aluminides using gas tungsten arc welding. Addit. Manuf. 2015, 8, 71–77. [Google Scholar] [CrossRef]
- Ahn, D.-G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf. Technol. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Ke, W.C.; Oliveira, J.P.; Cong, B.Q.; Ao, S.S.; Qi, Z.W.; Peng, B.; Zeng, Z. Multi-layer deposition mechanism in ultra high-frequency pulsed wire arc additive manufacturing (WAAM) of NiTi shape memory alloys. Addit. Manuf. 2022, 50, 102513. [Google Scholar] [CrossRef]
- Hirata, Y. Pulsed arc welding. Weld. Int. 2003, 17, 98–115. [Google Scholar] [CrossRef]
- Lin, J.J.; Lv, Y.H.; Liu, Y.X.; Xu, B.S.; Sun, Z.; Li, Z.G.; Wu, Y.X. Microstructural evolution and mechanical properties of Ti-6Al-4V wall deposited by pulsed plasma arc additive manufacturing. Mater. Des. 2016, 102, 30–40. [Google Scholar] [CrossRef]
- Sequeira Almeida, P.M.; Williams, S. Innovative process model of Ti-6Al-4V additive layer manufacturing using cold metal transfer (CMT). In Proceedings of the 21st Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Virtual, 2–4 August 2021; pp. 25–36. [Google Scholar]
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin/Heidelberg, Germany, 2013; 379p, Available online: https://books.google.ru/books?id=wBXsCAAAQBAJ (accessed on 10 May 2024).
- Tiley, J.; Searles, T.; Lee, E.; Kar, S.; Banerjee, R.; Russ, J.C.; Fraser, H.L. Quantification of microstructural features in α/β titanium alloys. Mater. Sci. Eng. A 2004, 372, 191–198. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Magnitude |
|---|---|
| Mean arc current, A | 120 |
| Mean arc voltage, V | 14.5 |
| Torch speed, m/min | 0.25 |
| Wire feed rate, m/min | 3.2 |
| Shielding gas flow rate, l/min | 15 |
| Interpass idle time, s | 10 |
| Layer Deposition Strategy | Zone | Element, wt.% | ||
|---|---|---|---|---|
| Ti | Al | V | ||
| No weaving (Ti-6Al-4V-0) | Bottom | Bal. | 3.50 ± 0.57 | 3.04 ± 0.15 |
| Middle | Bal. | 3.82 ± 0.60 | 3.09 ± 0.15 | |
| Top | Bal. | 4.01 ± 0.62 | 3.23 ± 0.15 | |
| Weaving (Ti-6Al-4V-1) | Bottom | Bal. | 3.67 ± 0.56 | 2.94 ± 0.15 |
| Middle | Bal. | 4.06 ± 0.56 | 3.03 ± 0.15 | |
| Top | Bal. | 4.27 ± 0.63 | 3.12 ± 0.15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zykova, A.; Savchenko, N.; Nikolaeva, A.; Panfilov, A.; Vorontsov, A.; Semenchuk, V.; Gurianov, D.; Kolubaev, E.; Tarasov, S. Effect of “ColdArc” WAAM Regime and Arc Torch Weaving on Microstructure and Properties of As-Built and Subtransus Quenched Ti-6Al-4V. Materials 2024, 17, 2325. https://doi.org/10.3390/ma17102325
Zykova A, Savchenko N, Nikolaeva A, Panfilov A, Vorontsov A, Semenchuk V, Gurianov D, Kolubaev E, Tarasov S. Effect of “ColdArc” WAAM Regime and Arc Torch Weaving on Microstructure and Properties of As-Built and Subtransus Quenched Ti-6Al-4V. Materials. 2024; 17(10):2325. https://doi.org/10.3390/ma17102325
Chicago/Turabian StyleZykova, Anna, Nikolai Savchenko, Aleksandra Nikolaeva, Aleksander Panfilov, Andrey Vorontsov, Vyacheslav Semenchuk, Denis Gurianov, Evgeny Kolubaev, and Sergei Tarasov. 2024. "Effect of “ColdArc” WAAM Regime and Arc Torch Weaving on Microstructure and Properties of As-Built and Subtransus Quenched Ti-6Al-4V" Materials 17, no. 10: 2325. https://doi.org/10.3390/ma17102325