


The Use of Ground Coal Bottom Ash/Slag as a Cement Replacement for Sustainable Concrete Infrastructure

Abstract
1. Introduction
2. Materials and Methods
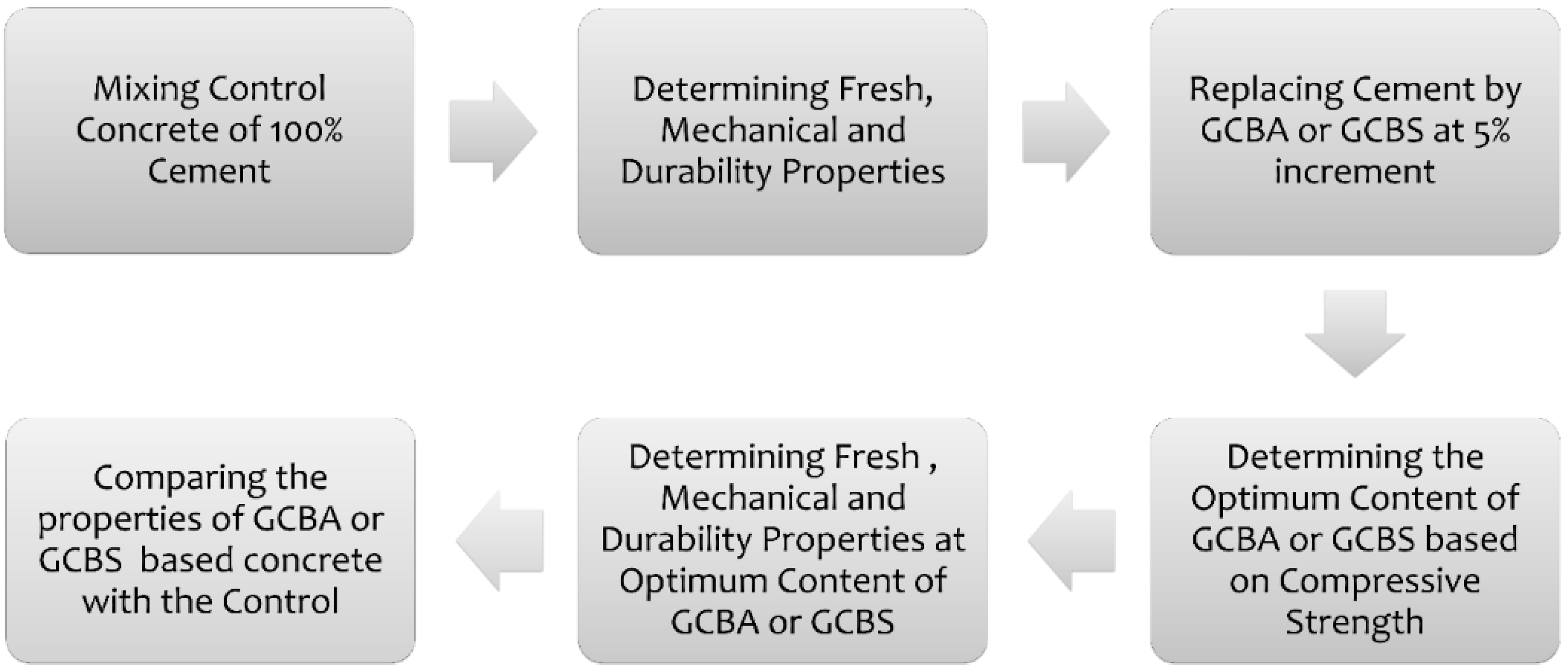
2.1. Experimental Plan
2.2. Material
2.2.1. Fine and Coarse Aggregate, CBA, and CBS
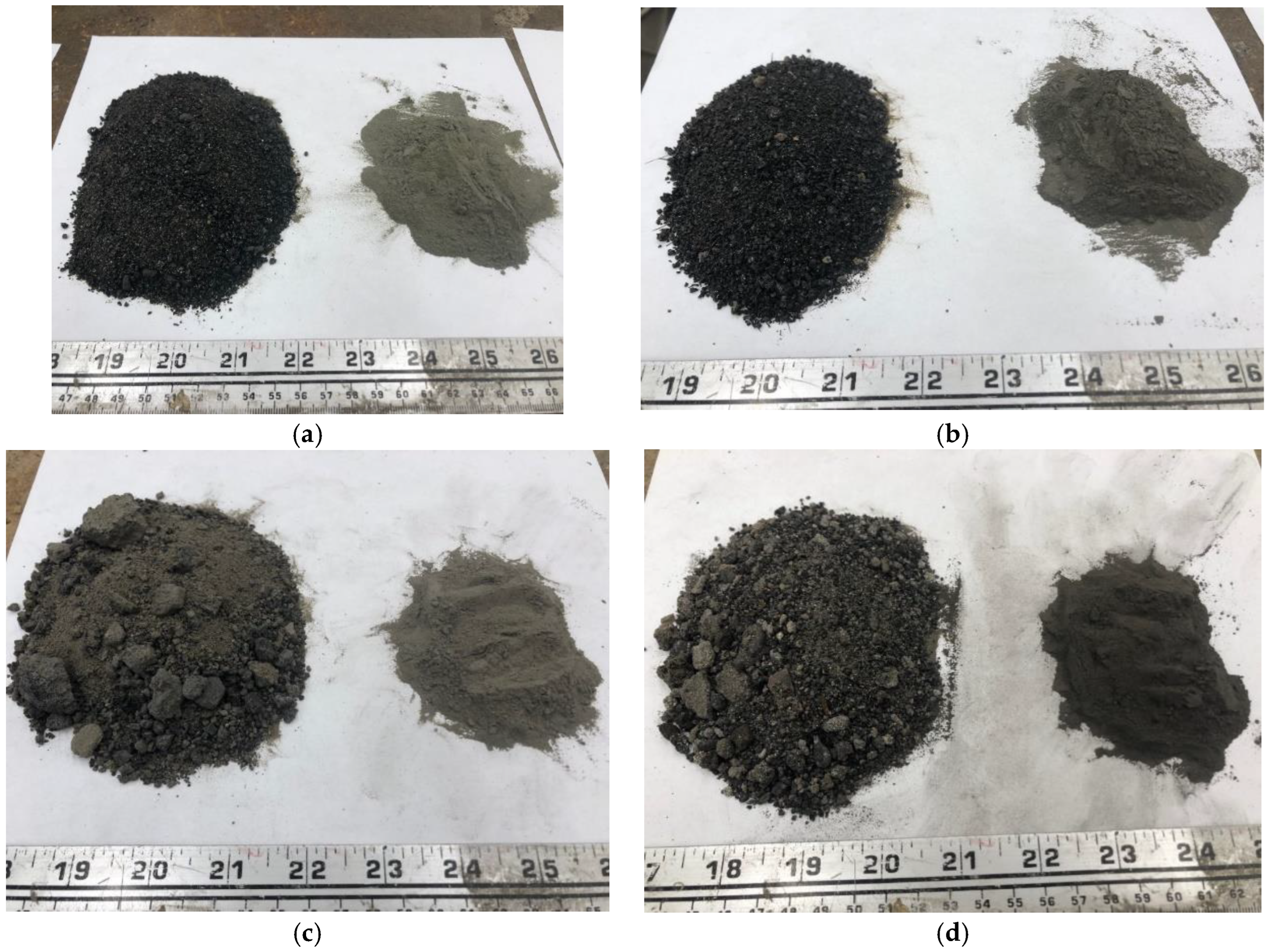
2.2.2. GCBA and GCBS
2.2.3. Nanoclay
2.3. Mix Design
2.3.1. Mortar Mix Design
2.3.2. Mix Design of Concrete and Mixing
2.4. Testing
2.4.1. Mortar Flow and Compressive Strength
2.4.2. Fresh Properties of Concrete
2.4.3. Mechanical Properties of Concrete
2.4.4. Durability Properties of Concrete by Rapid Chloride Permeability Test (RCPT)
3. Results and Discussions
3.1. Mortar
3.1.1. Flow, Water Requirement, and Strength Activity Index (SAI)
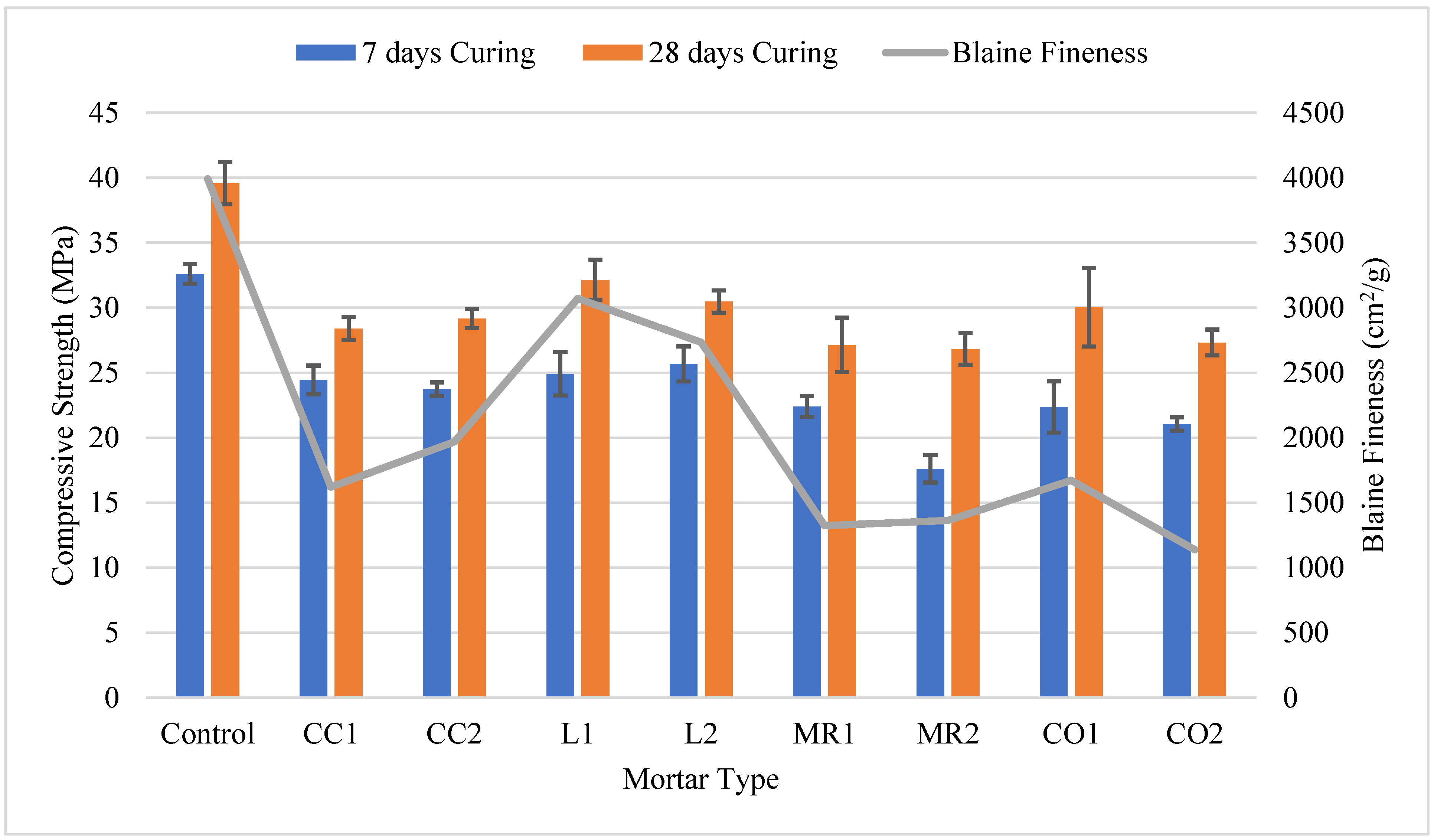
3.1.2. Mortar Compressive Strength
3.2. Concrete
3.2.1. Optimum GCBA and GCBS Content
3.2.2. Fresh Properties of the Mixes Based on Optimum GCBA and GCBS
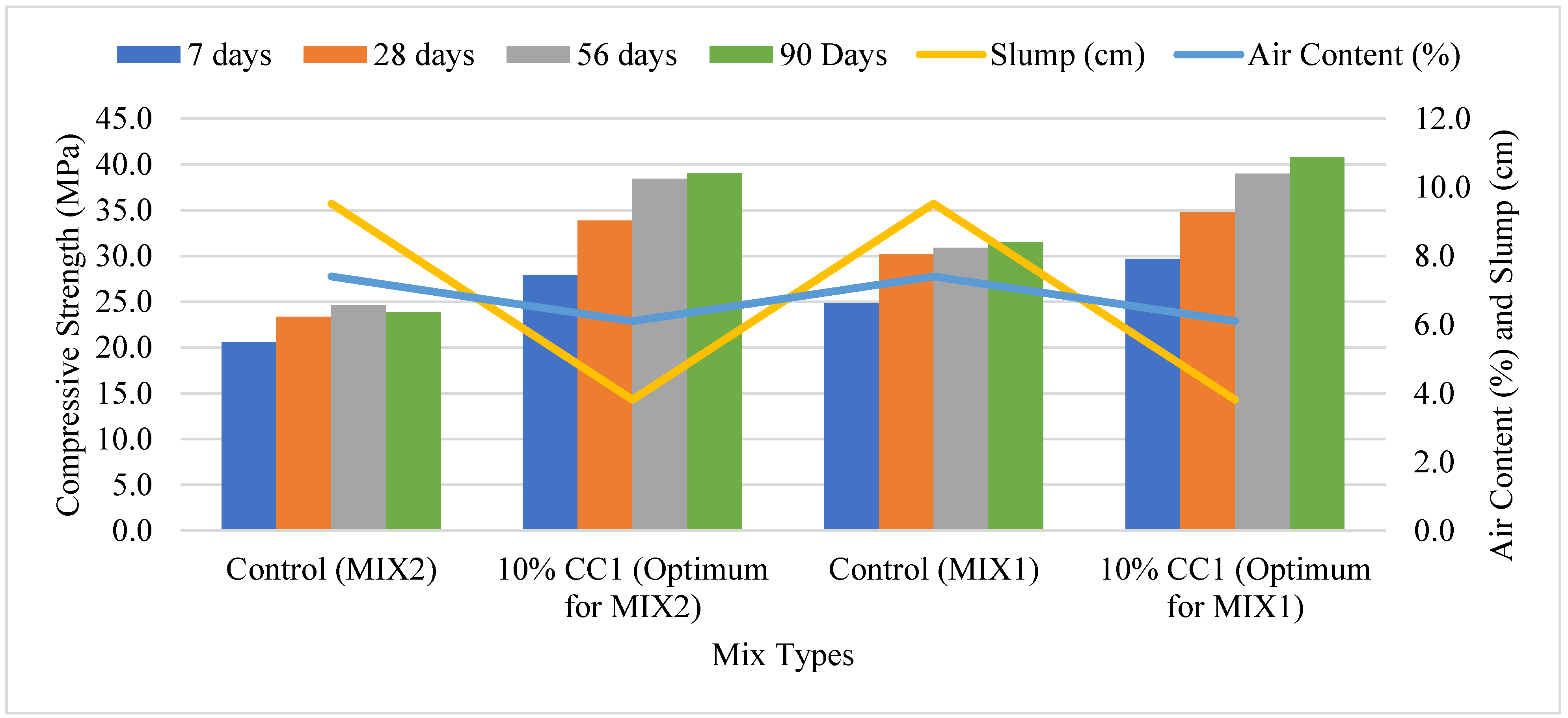
3.2.3. Compressive Strength Comparison Based on Optimum GCBA and GCBS
3.2.4. Comparison of Splitting Tensile Strength Based on Optimum GCBA and GCBS
3.2.5. Comparison of Flexural Strength Based on Optimum GCBA and GCBS
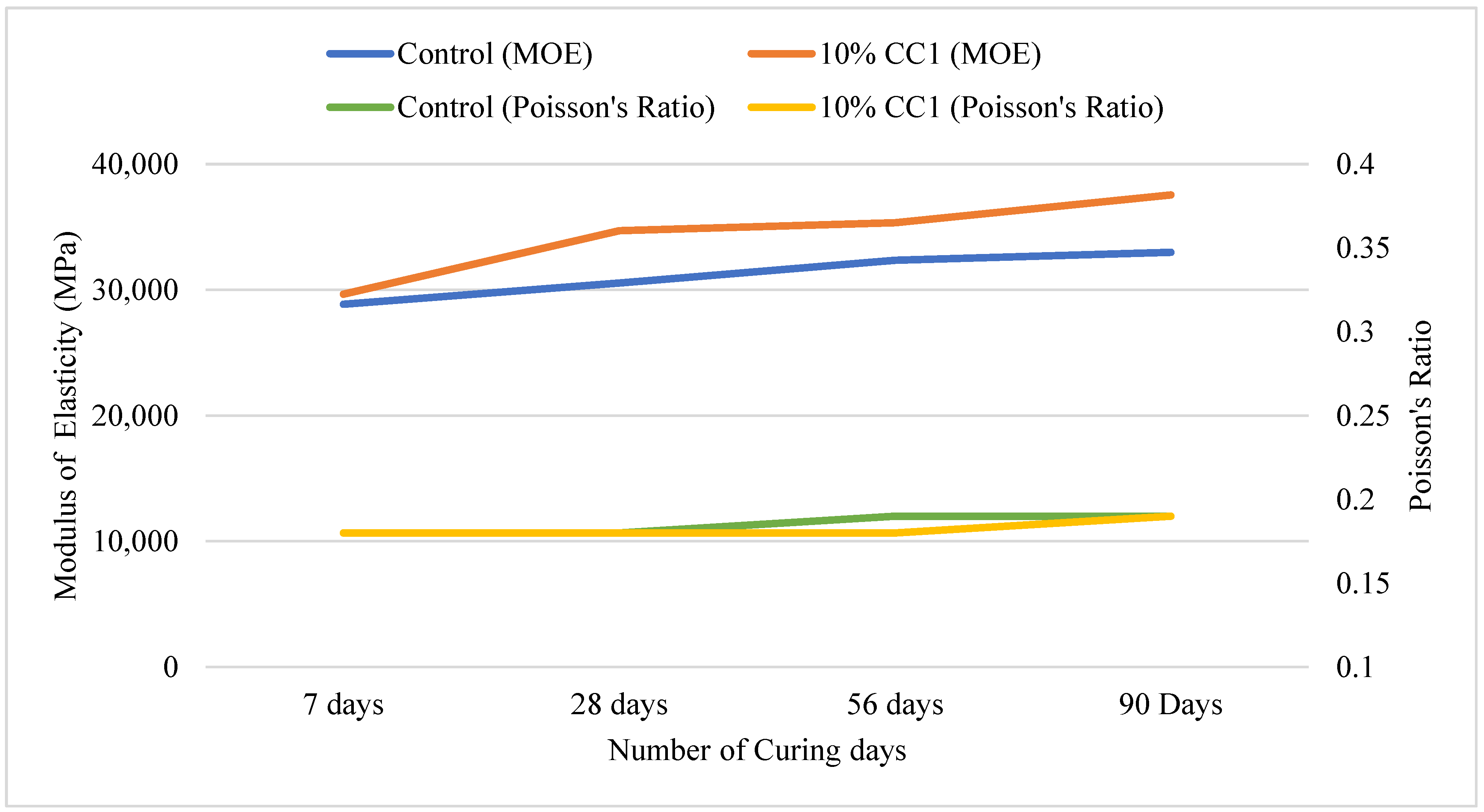
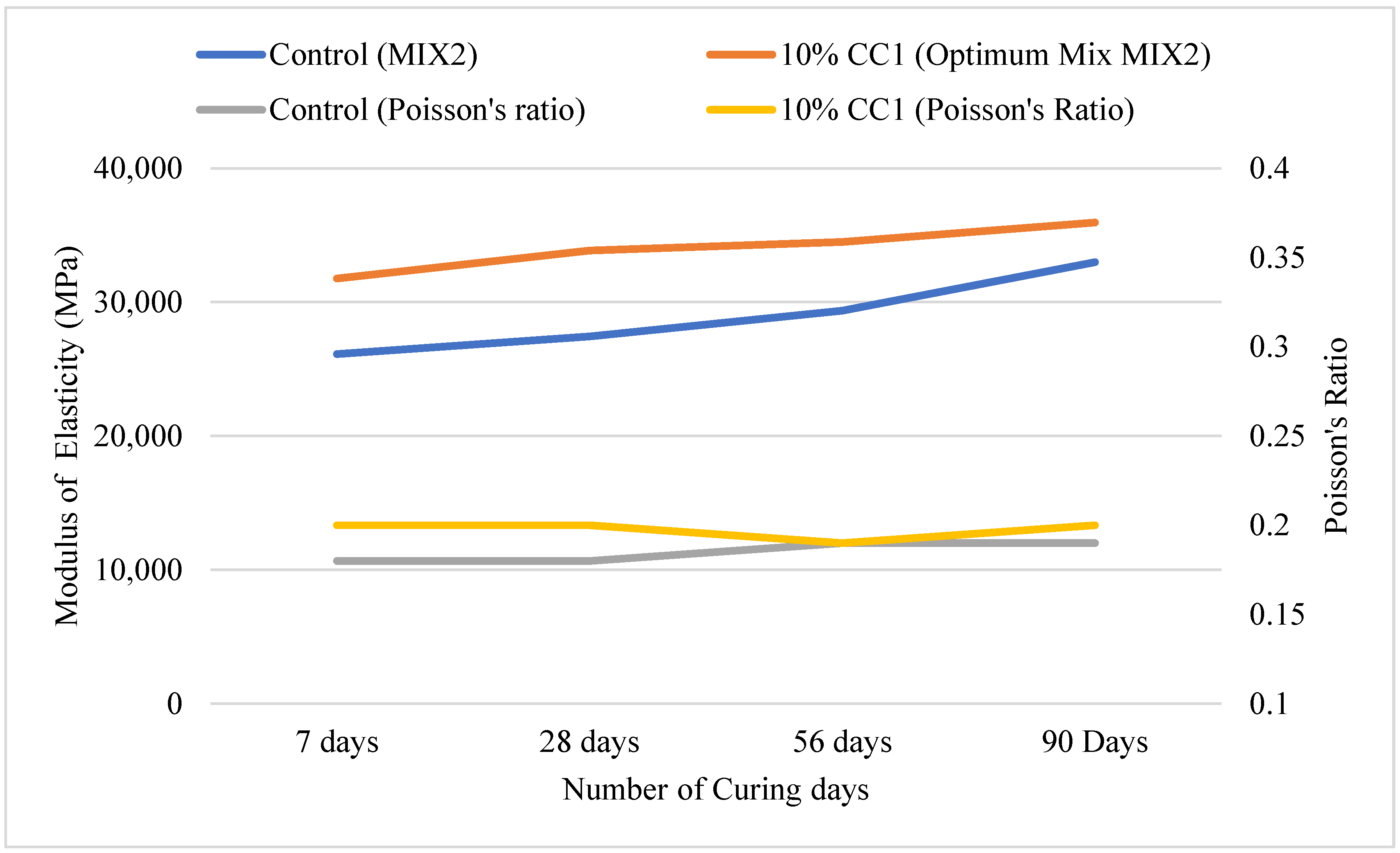
3.2.6. MOE and Poisson’s Ratio Based on Optimum GCBA and GCBS
3.2.7. Comparison of RCPT Test Results for Durability Based on Optimum GCBA and GCBS
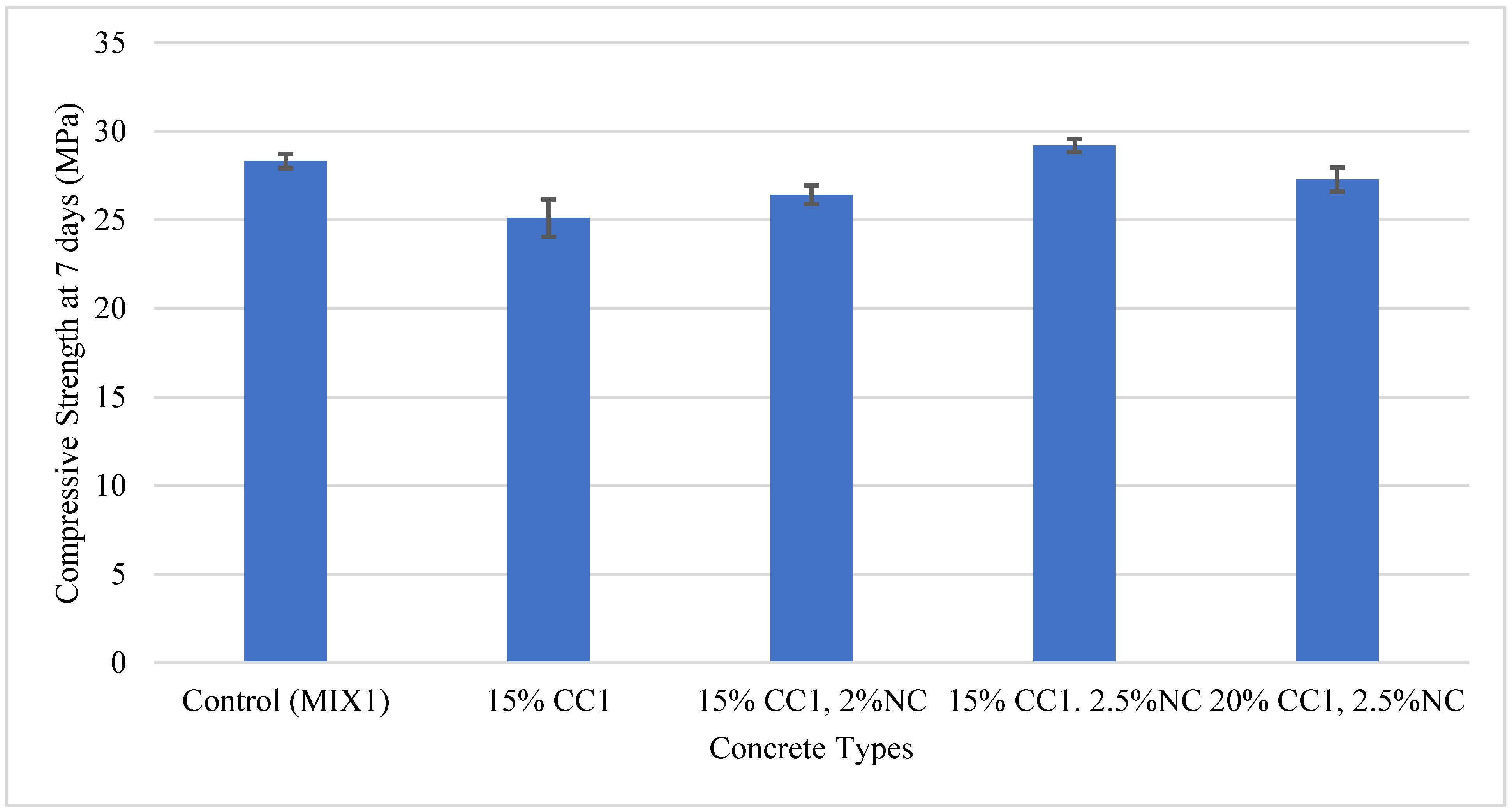
3.2.8. Optimum Content of Nanoclay with Coal Creek GCBA (CC1)
4. Conclusions and Recommendations
- Mortar and concrete compressive strength depend on the fineness of the GCBA and GCBS. Finer GCBA and GCBS result in a higher compressive strength due to increased pozzolanic reactions;
- GCBS has a lower LOI than GCBA. A high LOI indicates an increase in water demand in the mix;
- Based on compressive strength, the optimum content of GCBA in concrete is 10% and 5% GCBS, which indicates that GCBA has more potential for replacing cement in concrete than GCBS;
- Coal Creek Station GCBA-based concrete had better compressive strength and MOE at the optimum mix of 10%; however, there was no significant increase in tensile strength and flexural strength, which could be due to the weak bonding of the GCBA, and cement paste with the aggregates;
- GCBA-based concrete was more resistant to chloride penetration;
- Nanoclay increased the concrete’s early compressive strength. Adding 2.5% nanoclay increased the optimum content of the Coal Creek GCBA from 10% to 15%.
- GCBA or GCBS fineness should meet the specifications in ASTM C618 to obtain better results;
- Using fiber in GCBA-based concrete must be studied because the flexural strength was lower than in cement concrete.
5. Future Works
- Comparing the freeze and thaw durability of the GCBA-based concrete to the control;
- Comparing the SAM number of the fresh concrete to the spacing factor of the hardened concrete to determine durability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Neville, A.M.; Brooks, J.J. Concrete Technology. Revised Edition; Pearson Education Canada: Toronto, ON, Canada, 1987. [Google Scholar]
- Cheah, C.B.; Liew, J.J.; Kevin, K.L.P.; Siddique, R.; Tangchirapat, W. Influence of Milling Parameters on the Properties of Ground Coal Bottom Ash and Its Blended Cement. Constr. Build. Mater. 2023, 363, 129745. [Google Scholar] [CrossRef]
- Mangi, S.; Ibrahim, M.H.; Jamaluddin, N.; Arshad, M.; Putra Jaya, R. Effects of Ground Coal Bottom Ash on the Properties of Concrete. J. Eng. Sci. Technol. 2019, 14, 338–350. [Google Scholar]
- Bheel, N.; Ali, M.O.A.; Liu, Y.; Tafsirojjaman, T.; Awoyera, P.; Sor, N.H.; Bendezu Romero, L.M. Utilization of Corn Cob Ash as Fine Aggregate and Ground Granulated Blast Furnace Slag as Cementitious Material in Concrete. Buildings 2021, 11, 422. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.; Valencia-Saavedra, W.; Mejía de Gutiérrez, R. Reuse of Powders and Recycled Aggregates from Mixed Construction and Demolition Waste in Alkali-Activated Materials and Precast Concrete Units. Sustainability 2022, 14, 9685. [Google Scholar] [CrossRef]
- Ali, T.; Buller, A.S.; Abro, F.u.R.; Ahmed, Z.; Shabbir, S.; Lashari, A.R.; Hussain, G. Investigation on Mechanical and Durability Properties of Concrete Mixed with Silica Fume as Cementitious Material and Coal Bottom Ash as Fine Aggregate Replacement Material. Buildings 2022, 12, 44. [Google Scholar] [CrossRef]
- Dvorkin, L.; Marchuk, V.; Mróz, K.; Maroszek, M.; Hager, I. Energy-Efficient Mixtures Suitable for 3D Technologies. Appl. Sci. 2024, 14, 3038. [Google Scholar] [CrossRef]
- Golewski, G.L. Concrete Composites Based on Quaternary Blended Cements with a Reduced Width of Initial Microcracks. Appl. Sci. 2023, 13, 7338. [Google Scholar] [CrossRef]
- Xiao, R.; Huang, B.; Zhou, H.; Ma, Y.; Jiang, X. A State-of-the-Art Review of Crushed Urban Waste Glass Used in OPC and AAMs (Geopolymer): Progress and Challenges. Clean. Mater. 2022, 4, 100083. [Google Scholar] [CrossRef]
- Chesner, W.H.; Collins, R.J.; MacKay, M.H.; Emery, J. User Guidelines for Waste and By-Product Materials in Pavement Construction; FHWA-RD-97-148; FHWA: Washington, DC, USA, 2016. [Google Scholar]
- Arun, N.R.; Singh, P.; Gupta, S. Utilisation of Ground Bottom Ash in Concrete. Mater. Today Proc. 2020, 32, 663–669. [Google Scholar] [CrossRef]
- Argiz, C.; Moragues, A.; Menéndez, E. Use of Ground Coal Bottom Ash as Cement Constituent in Concretes Exposed to Chloride Environments. J. Clean. Prod. 2018, 170, 25–33. [Google Scholar] [CrossRef]
- Kim, H.-K. Utilization of Sieved and Ground Coal Bottom Ash Powders as a Coarse Binder in High-Strength Mortar to Improve Workability. Constr. Build. Mater. 2015, 91, 57–64. [Google Scholar] [CrossRef]
- Abbas, S.; Arshad, U.; Abbass, W.; Nehdi, M.L.; Ahmed, A. Recycling Untreated Coal Bottom Ash with Added Value for Mitigating Alkali-Silica Reaction in Concrete: A Sustainable Approach. Sustainability 2020, 12, 10631. [Google Scholar] [CrossRef]
- Mukhtar, A.; Qazi, A.U.; Khan, Q.S.; Munir, M.J.; Kazmi, S.M.S.; Hameed, A. Feasibility of Using Coal Ash for the Production of Sustainable Bricks. Sustainability 2022, 14, 6692. [Google Scholar] [CrossRef]
- Ganesan, H.; Sachdeva, A.; Petrounias, P.; Lampropoulou, P.; Sharma, P.K.; Kumar, A. Impact of Fine Slag Aggregates on the Final Durability of Coal Bottom Ash to Produce Sustainable Concrete. Sustainability 2023, 15, 6076. [Google Scholar] [CrossRef]
- Chuang, C.-W.; Chen, T.-A.; Huang, R. Effect of Finely Ground Coal Bottom Ash as Replacement for Portland Cement on the Properties of Ordinary Concrete. Appl. Sci. 2023, 13, 13212. [Google Scholar] [CrossRef]
- Abdulmatin, A.; Tangchirapat, W.; Jaturapitakkul, C. An Investigation of Bottom Ash as a Pozzolanic Material. Constr. Build. Mater. 2018, 186, 155–162. [Google Scholar] [CrossRef]
- Kosmatka, S.H.; Wilson, M.L. Design and Control of Concrete Mixtures, 16th ed.; Portland Cement Association: Skokie, IL, USA, 2016. [Google Scholar]
- Production & Use Reports; ACAA. 2021. Available online: https://acaa-usa.org/publications/production-use-reports/ (accessed on 26 January 2023).
- Kim, H.K.; Lee, H.K. Use of Power Plant Bottom Ash as Fine and Coarse Aggregates in High-Strength Concrete. Constr. Build. Mater. 2011, 25, 1115–1122. [Google Scholar] [CrossRef]
- Khan, R.A.; Ganesh, A. The Effect of Coal Bottom Ash (CBA) on Mechanical and Durability Characteristics of Concrete. J. Build. Mater. Struct. 2016, 3, 31–42. [Google Scholar] [CrossRef]
- Kumari, K.; Preetha, R.; Ramachandran, D.; Vishwakarma, V.; George, R.P.; Sundaramurthy, C.; Kamachi Mudali, U.; Sivathanu Pillai, C. Nanoparticles for Enhancing Mechanical Properties of Fly Ash Concrete. Mater. Today Proc. 2016, 3, 2387–2393. [Google Scholar] [CrossRef]
- Gedafa, D.S.; Tolliver, S. Investigating the Use of Fly Ash and Nanomaterials for Sustainable Concrete Infrastructure. Int. J. Eng. Res. Technol. 2016, 5, 173–177. [Google Scholar]
- Cheriaf, M.; Rocha, J.C.; Péra, J. Pozzolanic Properties of Pulverized Coal Combustion Bottom Ash. Cem. Concr. Res. 1999, 29, 1387–1391. [Google Scholar] [CrossRef]
- Jaturapitakkul, C.; Cheerarot, R. Development of Bottom Ash as Pozzolanic Material. J. Mater. Civ. Eng. 2003, 15, 48–53. [Google Scholar] [CrossRef]
- Mangi, S.A.; Wan Ibrahim, M.H.; Jamaluddin, N.; Arshad, M.F.; Shahidan, S. Performances of Concrete Containing Coal Bottom Ash with Different Fineness as a Supplementary Cementitious Material Exposed to Seawater. Eng. Sci. Technol. Int. J. 2019, 22, 929–938. [Google Scholar] [CrossRef]
- Goel, G.; Sachdeva, P.; Chaudhary, A.K.; Singh, Y. The Use of Nanomaterials in Concrete: A Review. Mater. Today Proc. 2022, 69, 365–371. [Google Scholar] [CrossRef]
- Selvasofia, S.D.; Sarojini, E.; Moulica, G.; Thomas, S.; Tharani, M.; PT, S.; Manoj Kumar, P. Study on the Mechanical Properties of the Nanoconcrete Using Nano-TiO2 and Nanoclay. Mater. Today Proc. 2021, 50, 1319–1325. [Google Scholar] [CrossRef]
- Poudel, S. Determining the Optimum Ground Coal Bottom Ash Content for Sustainable Concrete Infrastructure. Master’s Thesis, University of North Dakota, Grand Forks, ND, USA, 2023; p. 58202. [Google Scholar]
- Shaikh, F.U.A.; Supit, S.W.M.; Sarker, P.K. A Study on the Effect of Nano Silica on Compressive Strength of High Volume Fly Ash Mortars and Concretes. Mater. Des. 2014, 60, 433–442. [Google Scholar] [CrossRef]
- AASHTO T 84-13; Standard Method of Test for Specific Gravity and Absorption of Fine Aggregate. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2013.
- AASHTO T 85-14; Standard Method of Test for Specific Gravity and Absorption of Coarse Aggregate. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2018.
- ASTM C136/C136M-19; Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C40/C40M-20; Standard Test Method for Organic Impurities in Fine Aggregates for Concrete. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C204/C204-18; Standard Test Method for Fineness of Hydraulic Cement by Air-Permeability Apparatus. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C188-17; Standard Test Method Density of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C311/C311M-18; Standard Test Methods for Sampling and Testing Coal Ash or Natural Pozzolans for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2018.
- Vandenberghe, R.E.; de Resende, V.G.; da Costa, G.M.; De Grave, E. Study of Loss-on-Ignition Anomalies Found in Ashes from Combustion of Iron-Rich Coal. Fuel 2010, 89, 2405–2410. [Google Scholar] [CrossRef]
- Zhang, Y.; Schlangen, E.; Çopuroğlu, O. Effect of Slags of Different Origins and the Role of Sulfur in Slag on the Hydration Characteristics of Cement-Slag Systems. Constr. Build. Mater. 2022, 316, 125266. [Google Scholar] [CrossRef]
- ASTM C618-19; Standard Specification for Coal Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- Allujami, H.M.; Abdulkareem, M.; Jassam, T.M.; Al-Mansob, R.A.; Ng, J.L.; Ibrahim, A. Nanomaterials in Recycled Aggregates Concrete Applications: Mechanical Properties and Durability. A Review. Cogent Eng. 2022, 9, 2122885. [Google Scholar] [CrossRef]
- AASHTO R 39M/R 39-19; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2019.
- ASTM C109/C109M-21; Standard Method of Test for Compressive Strength of Hydraulic Cement Mortar (Using 50-mm or 2-in. Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C1437-20; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C305-20; Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic Consistency. ASTM International: West Conshohocken, PA, USA, 2020.
- AASHTO TP 118-17; Standard Method of Test for Characterization of the Air-Void System of Freshly Mixed Concrete by the Sequential Pressure Method. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2017.
- ASTM C143/C143M-20; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C138/C138M-17; Standard Test Method for Density (Unit Weight), Yield, and Air Content (Gravimetric) of Concrete. ASTM International: West Conshohocken, PA, USA, 2017.
- AASHTO T 22M/T 22-20; Standard Method of Test for Compressive Strength of Cylindrical Concrete Specimens. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2020.
- AASHTO TP 198-15; Standard Method of Test for Splitting Tensile Strength of Cylindrical Concrete Specimens. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2019.
- ASTM C469/C469M-14; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International: West Conshohocken, PA, USA, 2014.
- AASHTO T 97M/T 97-18; Standard Method of Test for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2018.
- AASHTO TP 23-18; Standard Practice for Making and Curing Concrete Test Specimens in the Field. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2018.
- ASTM C1202/C1202-19; Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration. ASTM International: West Conshohocken, PA, USA, 2019.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Bulk Specific Gravity | Bulk SSD Specific Gravity | Absorption (%) | Fineness Modulus | ||
|---|---|---|---|---|---|---|
| Strata Corporation | Fine Aggregate | Lab | 2.62 | 2.641 | 0.36 | 2.85 |
| Supplier | 2.668 | 2.678 | 0.36 | 2.86 | ||
| Coarse Aggregate | Lab | 2.605 | 2.634 | 0.91 | - | |
| Supplier | 2.660 | 2.690 | 0.91 | - | ||
| Kost Materials | Fine Aggregate | Lab | 2.651 | 2.65 | 0.38 | 2.74 |
| Supplier | 2.668 | 2.678 | 0.36 | 2.86 | ||
| Coarse Aggregate | Lab | 2.64 | 2.688 | 0.86 | - | |
| Supplier | 2.693 | 2.709 | Not Received | - | ||
| CBA | Coal Creek | Lab | 2.23 | 2.26 | 2.31 | 2.55 |
| Supplier | NA | NA | NA | NA | ||
| Leland Olds | Lab | 2.11 | 2.17 | 5.53 | 2.93 | |
| Supplier | NA | NA | NA | NA | ||
| CBS | MR Young | Lab | 2.23 | 2.26 | 2.31 | 2.55 |
| Supplier | NA | NA | NA | NA | ||
| Coyote | Lab | 2.11 | 2.17 | 5.53 | 2.93 | |
| Supplier | NA | NA | NA | NA | ||
| Cement | GCBA (Coal Creek) | GCBA (Leland Olds) | GCBS (MR Young) | GCBS (Coyote) | |||||
|---|---|---|---|---|---|---|---|---|---|
| CC1 | CC2 | L1 | L2 | MR1 | MR2 | CO1 | CO2 | ||
| Physical Properties | |||||||||
| Sieve No. 325 Fineness (% retained) | 2.3 | 46.8 | 48.9 | 32.9 | 37.2 | 45.9 | 52.4 | 33.8 | 62.1 |
| Blaine Fineness (cm2/g) | 3992 | 1621 | 1970 | 3072 | 2735 | 1322 | 1364 | 1672 | 1138 |
| Specific Gravity | 3.104 | 2.665 | 2.674 | 2.556 | 2.632 | 2.717 | 2.753 | 2.904 | 2.899 |
| Chemical Properties | |||||||||
| SiO2 (%) | 19.8 | 51.87 | 36.61 | 47.9 | 35.96 | ||||
| Al2O3 (%) | 4.3 | 13.98 | 13.34 | 14.87 | 13.97 | ||||
| Fe2O3 (%) | 3.1 | 7.2 | 14.54 | 12.55 | 15.01 | ||||
| Sum of Oxides (SiO2, Al2O3, Fe2O3) | 27.2 | 73.06 | 64.5 | 75.32 | 64.95 | ||||
| Cao (%) | 64 | 15.05 | 20.06 | 12.34 | 18.8 | ||||
| MgO (%) | 2.5 | 4.63 | 6.26 | 4.48 | 5.35 | ||||
| SO3 (%) | 3.3 | 0.66 | 2.66 | 0.21 | 0.31 | ||||
| LOI (%) | 1.5 | 1.5 | 9.8 | −1.4 | −0.5 | ||||
| Moisture Content (%) | 0.5 | 0.3 | 1.5 | 0.1 | 0.1 | ||||
| Class of Fly Ash (ASTM C618) | NA | F | C | F | C | ||||
| Mortar Mix Type | Cement (g) | Graded Standard Sand (g) | CC1 (g) | CC2 (g) | L1 (g) | L2 (g) | MR1 (g) | MR2 (g) | CO1 (g) | CO2 (g) | Water (mL) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Control | 500 | 1375 | - | - | - | - | - | - | - | - | 242 |
| CC1 | 400 | 1375 | 100 | - | - | - | - | - | - | - | Water required for flow ±5 of the control mixture |
| CC2 | 400 | 1375 | - | 100 | - | - | - | - | - | - | |
| L1 | 400 | 1375 | - | - | 100 | - | - | - | - | - | |
| L2 | 400 | 1375 | - | - | - | 100 | - | - | - | - | |
| MR1 | 400 | 1375 | - | - | - | - | 100 | - | - | - | |
| MR2 | 400 | 1375 | - | - | - | - | - | 100 | - | - | |
| CO1 | 400 | 1375 | - | - | - | - | - | - | 100 | - | |
| CO2 | 400 | 1375 | - | - | - | - | - | - | - | 100 |
| Material (kg/m3) | Control | 5% GCBA/GCBS | 10% GCBA/GCBS | 15% GCBA/GCBS | 2% NC, 15% GCBA | 2.5% NC, 15% GCBA | 2.5% NC, 20% GCBA | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mix Design | MIX1 | MIX2 | MIX1 | MIX2 | MIX1 | MIX2 | MIX1 | MIX2 | MIX1 | MIX1 | MIX1 |
| Cement | 334.6 | 367.2 | 318 | 348.8 | 301.3 | 330.4 | 284.1 | 312.06 | 277.49 | 275.81 | 259.32 |
| Coal Creek (GCBA) | - | - | 16.61 | 18.39 | 33.22 | 36.78 | 50.43 | 55.17 | 50.43 | 50.43 | 66.92 |
| Leland (GCBA) | - | - | 16.61 | 18.39 | 33.22 | 36.78 | 50.43 | 55.17 | - | - | - |
| Minnkota (GCBS) | - | - | 16.61 | 18.39 | 33.22 | 36.78 | 50.43 | 55.17 | - | - | - |
| Coyote (GCBS) | - | - | 16.61 | 18.39 | 33.22 | 36.78 | 50.43 | 55.17 | - | - | - |
| Nanoclay (NC) | - | - | - | - | - | - | - | - | 6.69 | 8.37 | 8.37 |
| Coarse Aggregate #1 | 972.9 | 1132.5 | 972.9 | 1132.5 | 972.9 | 1132.5 | 972.9 | 1132.5 | 972.97 | 972.97 | 972.97 |
| Coarse Aggregate #2 | 74.1 | - | 74.16 | - | 74.16 | - | 74.16 | - | 74.16 | 74.16 | 74.16 |
| Fine Aggregate | 818.7 | 582.6 | 818.7 | 582.6 | 818.7 | 582.6 | 818.7 | 582.6 | 818.7 | 818.7 | 818.7 |
| Water | 150.6 | 154.2 | 150.6 | 154.2 | 150.6 | 154.2 | 150.6 | 154.2 | 150.7 | 150.7 | 150.7 |
| Air Content (mL/m3) | 115 | 239 | 115 | 239 | 115 | 239 | 115 | 239 | 115 | 115 | 115 |
| W/C | 0.45 | 0.42 | 0.45 | 0.42 | 0.45 | 0.42 | 0.45 | 0.42 | 0.45 | 0.45 | 0.45 |
| Sample | Water (mL) | Flow | Average Compressive Strength (MPa) | Strength Activity Index (%) | Water Requirement (%) | ||
|---|---|---|---|---|---|---|---|
| 7-Day | 28-Day | 7-Day | 28-Day | ||||
| Control | 242 | 93 | 32.61 | 39.59 | 100 | 100 | 100.0 |
| CC1 | 240 | 91 | 24.45 | 28.40 | 75 | 71.8 | 99.2 |
| CC2 | 240 | 91 | 23.75 | 29.18 | 72.8 | 73.7 | 99.2 |
| L1 | 250 | 92 | 24.92 | 32.16 | 76.4 | 81.2 | 103.3 |
| L2 | 250 | 91 | 25.69 | 30.48 | 78.8 | 77 | 103.3 |
| MR1 | 242 | 94 | 22.40 | 27.14 | 68.7 | 68.6 | 100 |
| MR2 | 242 | 98 | 17.61 | 26.83 | 54 | 67.8 | 100 |
| CO1 | 242 | 98 | 22.38 | 30.05 | 68.6 | 75.9 | 100 |
| CO2 | 242 | 96 | 21.06 | 27.33 | 64.6 | 69 | 100 |
| Slump (mm) | Air Content (%) | Unit Weight (kg/m3) | |
|---|---|---|---|
| Control (MIX1) | 95 | 7.4 | 2300 |
| 10% CC1 (Optimum for MIX1) | 40 | 6.1 | 2332 |
| Control (MIX2) | 95 | 8.1 | 2281 |
| 10% CC1 (Optimum for MIX2) | 40 | 6.7 | 2319 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Poudel, S.; Menda, S.; Useldinger-Hoefs, J.; Guteta, L.E.; Dockter, B.; Gedafa, D.S. The Use of Ground Coal Bottom Ash/Slag as a Cement Replacement for Sustainable Concrete Infrastructure. Materials 2024, 17, 2316. https://doi.org/10.3390/ma17102316
Poudel S, Menda S, Useldinger-Hoefs J, Guteta LE, Dockter B, Gedafa DS. The Use of Ground Coal Bottom Ash/Slag as a Cement Replacement for Sustainable Concrete Infrastructure. Materials. 2024; 17(10):2316. https://doi.org/10.3390/ma17102316
Chicago/Turabian StylePoudel, Sandip, Samrawit Menda, Joe Useldinger-Hoefs, Lidya E. Guteta, Bruce Dockter, and Daba S. Gedafa. 2024. "The Use of Ground Coal Bottom Ash/Slag as a Cement Replacement for Sustainable Concrete Infrastructure" Materials 17, no. 10: 2316. https://doi.org/10.3390/ma17102316
APA StylePoudel, S., Menda, S., Useldinger-Hoefs, J., Guteta, L. E., Dockter, B., & Gedafa, D. S. (2024). The Use of Ground Coal Bottom Ash/Slag as a Cement Replacement for Sustainable Concrete Infrastructure. Materials, 17(10), 2316. https://doi.org/10.3390/ma17102316