1. Introduction
Approximately 94% of roadway pavements in the United States are constructed using asphalt mixes [
1,
2]. Asphalt binders used in asphalt mixes are generally obtained from the crude oil refining process. This process is unsustainable and detrimental to the environment because significant amounts of carbon dioxide and other pollutants are released into the atmosphere [
3]. The International Renewable Energy Agency (IRENA) [
4] has claimed that this prevailing challenge necessitates a global energy transformation aimed at ceasing the production of fossil fuels by the year 2050 [
5]. With increased focus on renewable energy, the availability of fossil fuel-based asphalt binders will become an issue. Consequently, the costs of asphalt materials are expected to rise significantly. Therefore, the pavement industry is searching for viable alternatives to partially or totally replace fossil fuel-based asphalt binders. If sustainable binders can be found, such materials would have less of an environmental impact [
6].
Several renewable alternatives to replace fossil fuel-based asphalt binders have been proposed by different researchers. Many of these alternatives include by-products from various industrial processes, everyday waste, and resources that are readily available in nature, such as microalgae, swine manure, waste wood, resin, and vegetable oils [
7,
8,
9,
10]. These bio-based alternatives offer both environmental and economic benefits by reducing landfilling requirements and promoting a sustainable circular economy [
11]. In this context, utilizing lignin as a partial replacement for a fossil fuel-based binder presents a promising and environmentally conscious solution.
The use of lignin in asphalt pavements was first introduced in Europe at the beginning of the 1990s [
5]. However, this topic gained significant interest in the pavement community in the last decade, due to the growing demand for renewable solutions. Lignin is recognized as the second most abundant form of biomass (plant) material present on Earth [
1]. It is produced from various plant species, such as wood bark, pulp, hemp, jute, cotton, flax, and straw. It is a polymeric molecule characterized by a network of spatial structures and a chemical composition rich in reactive nucleophilic phenolic and alcoholic hydroxyl groups [
12]. Approximately 50 million tons of lignin are generated annually worldwide as by-products of the pulp and paper industry, with production expected to grow further in the future [
12]. However, only a small amount of lignin is currently recovered and being used in material applications [
13].
Lignin from wood and black liquor from wood pulp and paper processing has been studied as an asphalt binder addition, but lignin from secondary agricultural biomass, such as rice husks, has only rarely been studied [
14]. Rice husks represent an abundant and renewable source of lignin. Globally, 150 million tons of rice husk are generated annually, which can be used to produce lignin for pavement applications [
15]. However, the feasibility of producing lignin from rice husks and its effects on the performance of asphalt mixtures need to be investigated.
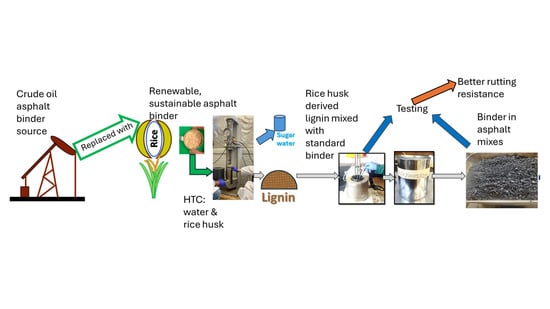
The present study focused on investigating the feasibility of using lignin derived from the hydrothermal carbonization (HTC) of local agricultural waste, i.e., rice husks, to be a partial replacement for asphalt binder. Other biomass have been used in this type of work, but they are not secondary agricultural wastes that are already gathered at food production processing facilities. Also, HTC lignin from rice husks has not been previously used in asphalt binders where performances of actual mixes were tested, making this study novel. The specific objectives of the present study were to:
Evaluate the effects of the addition of rice husk-derived lignin on the properties of asphalt binder. A series of rheological assessments were performed to evaluate the high- and low-temperature properties, storage stability, and phase separation of the lignin-modified binder.
Find the performance of two asphalt mixes produced with lignin-modified binders. The resistance to rutting, fatigue cracking, and moisture-induced damage of two asphalt mixes produced with a lignin-modified binder were investigated.
Lignocellulose biomass is fractionated into cellulose, hemicellulose, and lignin compounds [
16]. The processes involve three major steps: pretreatment, extraction, and purification [
17]. Each of these processes involves a series of sub-steps for the production of lignin. HTC is a thermochemical process that turns biomass into a solid, coal-like product with a higher calorific value and more carbon, known as hydrochar. This process involves exposing the biomass to temperatures that are generally between 180 °C and 250 °C, facilitating the hydrolysis and decomposition of cellulose and hemicellulose elements. Previous studies have reported that hydrochar exhibits a superior heating value and elevated carbon content in comparison to biomass feedstock [
18]. Dinjus et al. [
19] reported that the HTC treatment only broke down the non-lignin components of the biomass, while the original structure of the lignin was mostly preserved. This finding likely resulted from the complex composition of lignin. Lignin units are interconnected through several ether and carbon–carbon linkages, with the β-O-4 ether bond being the predominant connection in plant materials. The β-O-4 linkage constitutes roughly 48 to 60% of the total interunit connections in native type lignin [
20,
21]. In a recent study, hydrochar derived from corn stalks was added to asphalt binder, using the wet process [
22]. The interaction between the hydrochar and binder fractions was identified by chemical analysis, leading to low compatibility but satisfactory anti-aging properties. In another study, Walters et al. found that the inclusion of hydrochar, obtained through a filtration process following the production of bio-binder, could enhance both rheological properties and the aging resistance of asphalt [
23]. Several researchers concluded that the miscibility of asphalt binder and biomass-derived lignin depends on the particle size, amount of biomass added, and the reaction temperature during the HTC process [
24,
25].
Several studies show that the integration of lignin within asphalt may enhance its performance characteristics [
26,
27], while simultaneously improving environmental sustainability through diminished dependence on fossil fuel-derived materials [
28]. Rheological properties, such as high- and low-temperature properties, fatigue cracking, aging, and moisture-induced damage resistance of lignin-modified binders, were evaluated by several researchers [
26,
27,
28,
29,
30]. Nahar et al. evaluated the effect of partial replacement of asphalt binder with unmodified and chemically modified lignin. It was found that the addition of lignin caused stiffening of the binder. The modified binder showed improvement in high-temperature properties and introduced greater flexibility into the low-temperature performance.
Ghabchi [
27] evaluated the effect of three different lignin types on the rheological properties of the asphalt binder and its adhesion to different aggregates. The study reported that different lignin types have significantly different effects on the rheological, aging, and adhesion properties of the binder. Wu et al. [
31] reported that the soda lignin addition significantly improved the rutting resistance and also fatigue performance of asphalt binder. A study conducted by Xu et al. [
32] found that the addition of 5% lignin caused a large reduction in fatigue life.
The aging performance of lignin-modified binders was investigated by Batista et al. [
33]. Their results indicated that the integration of lignin could improve the aging resistance of asphalt binders because of the low carbonyl index. Xu et al. performed the Bending Beam Rheometer (BBR) test and found that the addition of lignin from wood slightly worsened the low-temperature properties of asphalt binder [
32]. One of the recent studies demonstrated that lignin significantly improved the moisture resistance properties of asphaltic materials. This improvement is related to modifications in the surface morphology and adhesive characteristics of the asphalt binder upon its modification with lignin [
28].
Storage stability is generally viewed as a major hindrance to the promotion of lignin-modified binders. According to several studies, the compatibility of lignin and asphalt binder might be challenging and can result in phase separation and lower effectiveness [
34,
35]. This phenomenon is especially pronounced in instances where lignin remains chemically unchanged or when the molecular interactions are inadequately optimized [
34,
35]. Wu et al. [
31] performed a separation analysis of lignin-modified binders and found that the lignin concentration was significantly different between the top and bottom parts. Pérez et al. [
36] reported that the addition of 40% lignin, derived during the production of hardboard panels, resulted in a modified binder that was not suitable for storage.
Most current research has primarily focused on evaluating the properties of modified binders, while relatively few studies have concentrated on the performance of asphalt mixes. Arafat et al. evaluated the rutting, cracking, and moisture-induced damage resistance of an asphalt mix prepared with 6% lignin-modified binder, where the lignin was extracted with deep eutectic solvents. Improved rutting resistance was reported from the lignin-modified asphalt mix, without reducing moisture-induced damage resistance [
1]. Zahedi et al. stated that the presence of lignin increased stability, reduced flow, and improved the rutting resistance. The fatigue life of the asphalt mix was found to be positively affected by adding 3 to 6% of lignin to the asphalt mix. However, increasing the amount of lignin lowered the fatigue life of the asphalt mix [
37]. Pérez et al. conducted the repeated load axial test to find the resistance to rutting. The asphalt mixes prepared with 20% of industrial waste gave lower rutting than the control mix. Fatemi et al. evaluated the durability of asphalt mixes containing calcium lignosulfonate (CLS) powder as a binder modifier. The results suggested that the asphalt mixes became stiff due to the combination of CLS and binder, which greatly improved the rutting resistance of the asphalt mixes [
38]. Gaudenzi et al. [
39] reported that the presence of lignin did not compromise the bond strength between the binder and the aggregate. However, the fatigue cracking resistance was reduced with the addition of lignin.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}