
Quality Control of Slot-Die Coated Aluminum Oxide Layers for Battery Applications Using Hyperspectral Imaging

Abstract
:
1. Introduction
2. Methods
2.1. Slot-Die Coating
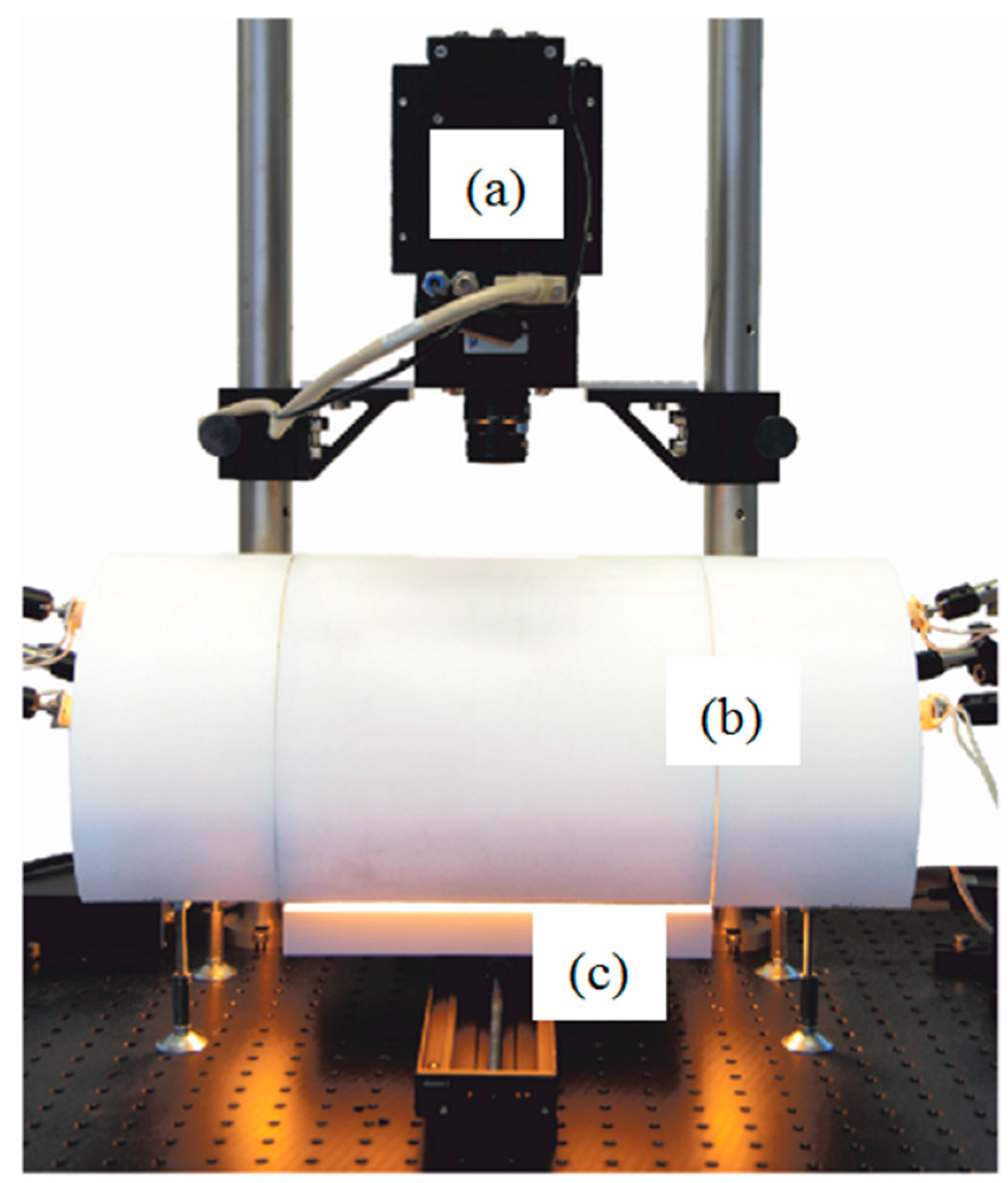
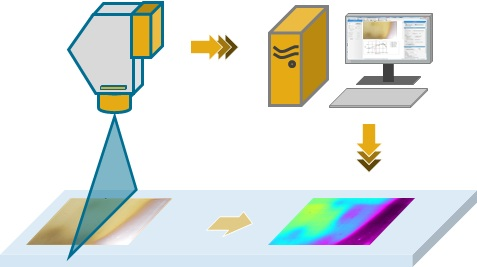
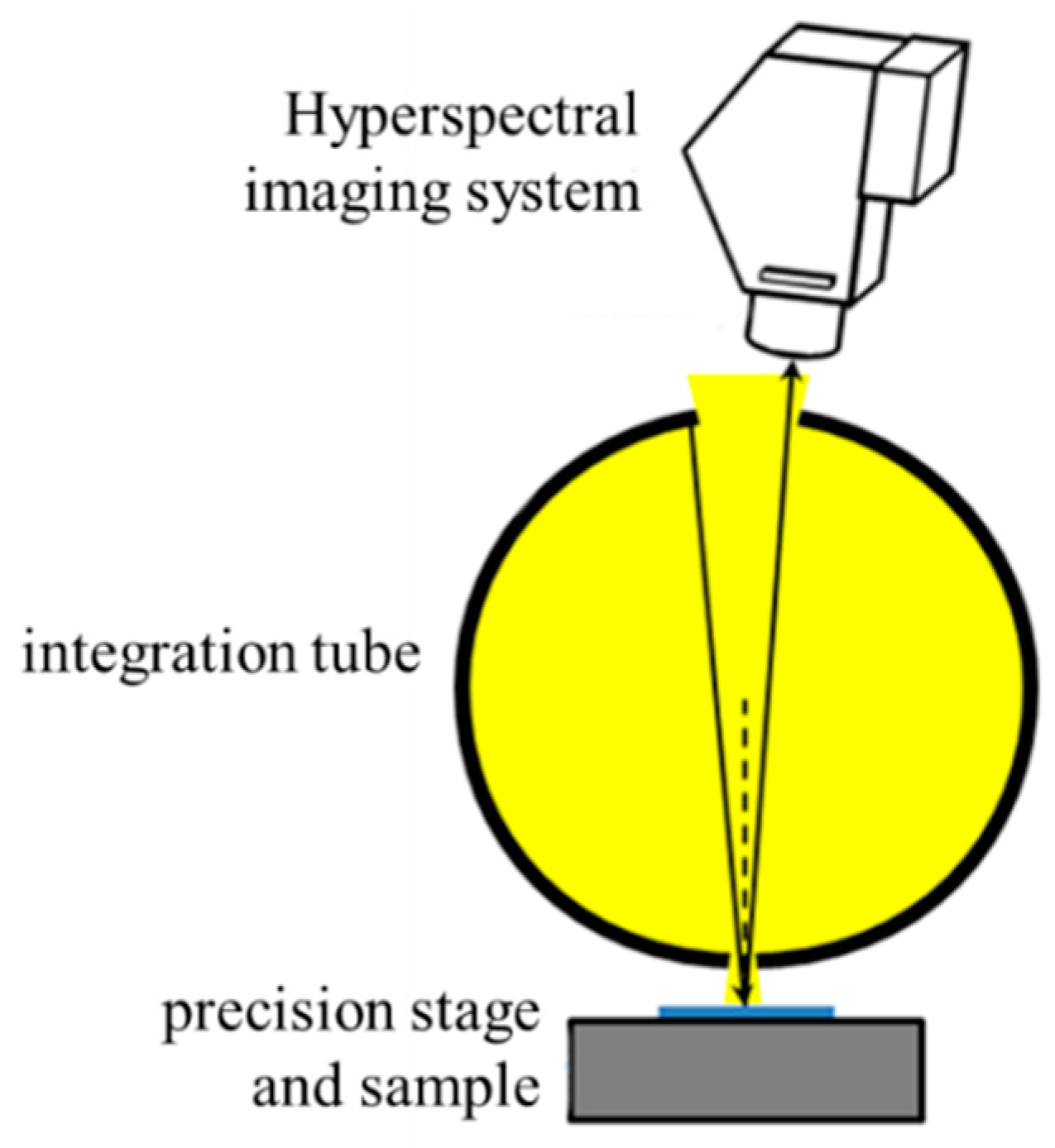
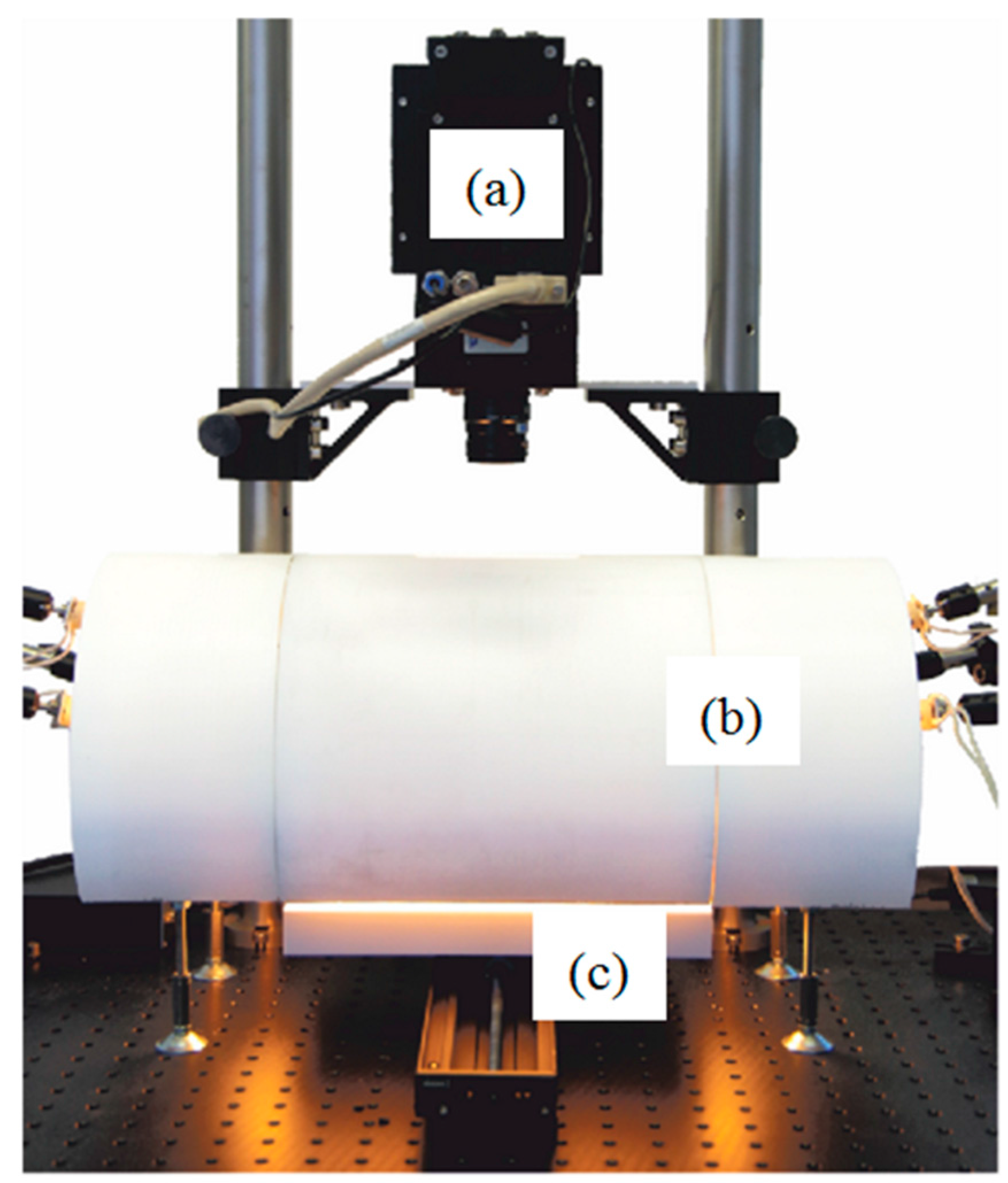
2.2. Measurement Setup and Data Pre-Treatment
2.3. Spectroscopic Ellipsometry
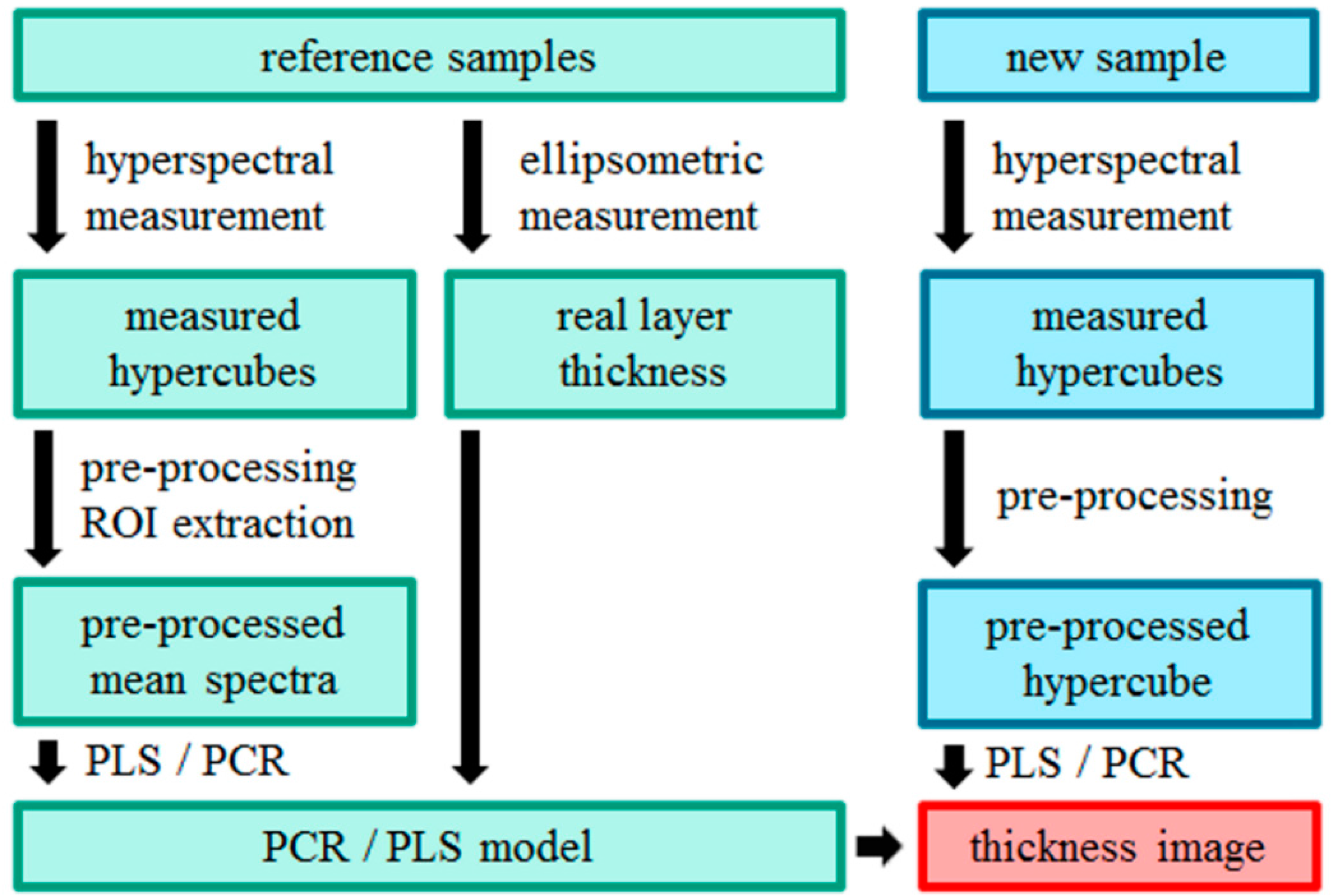
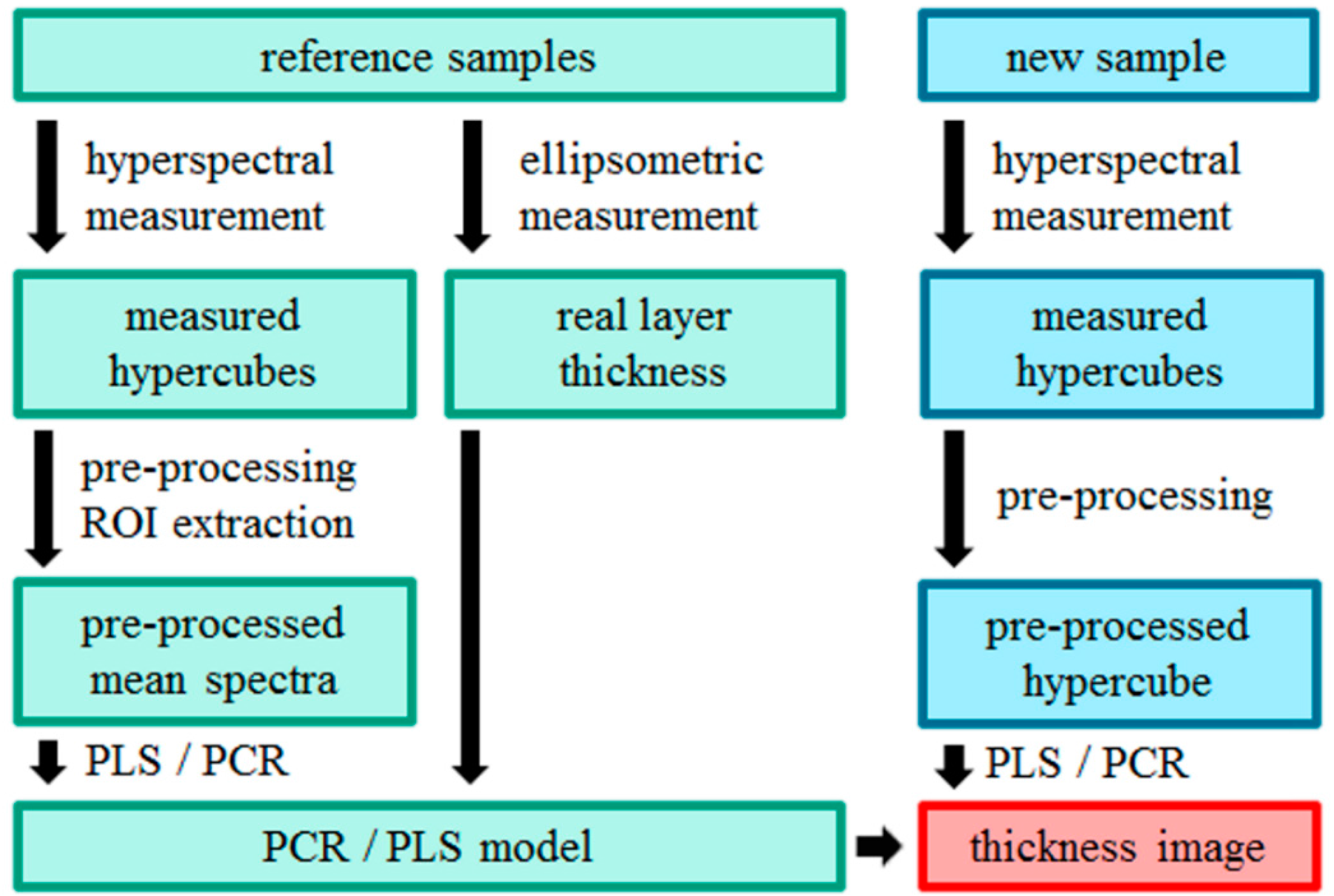
2.4. Data Analysis Methods
Principal Component Analysis (PCA)
3. Results
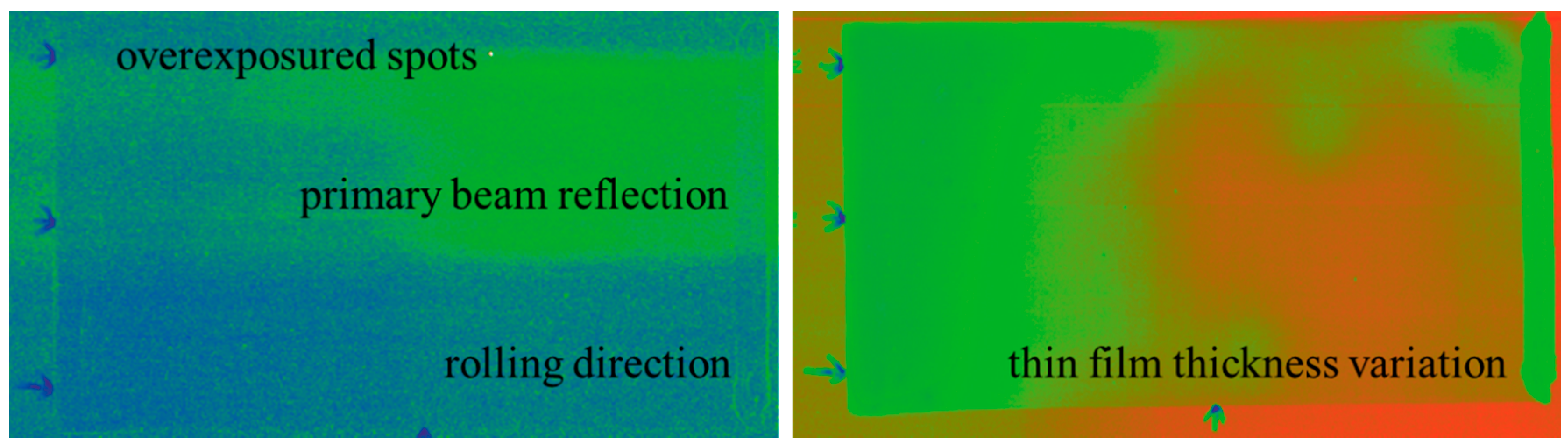
3.1. Hyperspectral Imaging of Thin Films
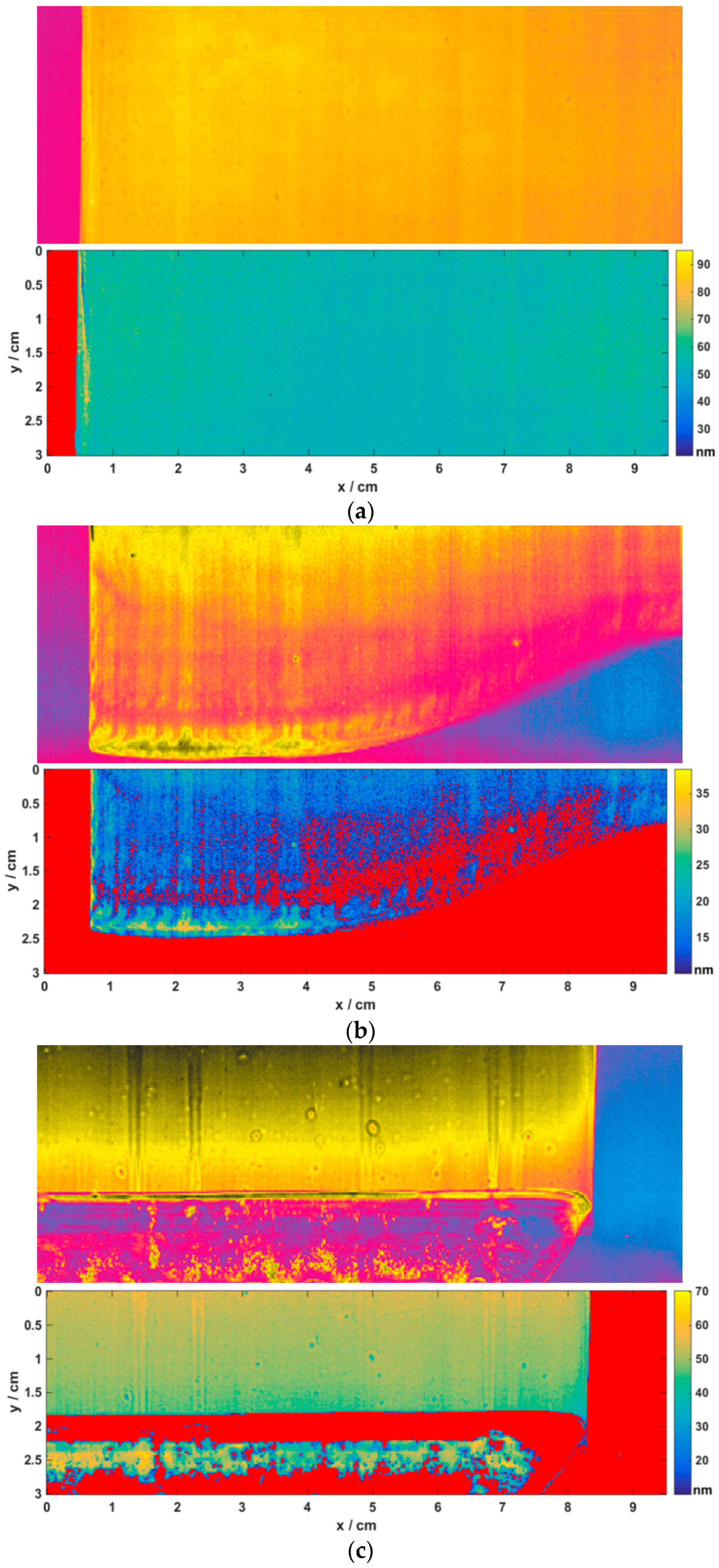
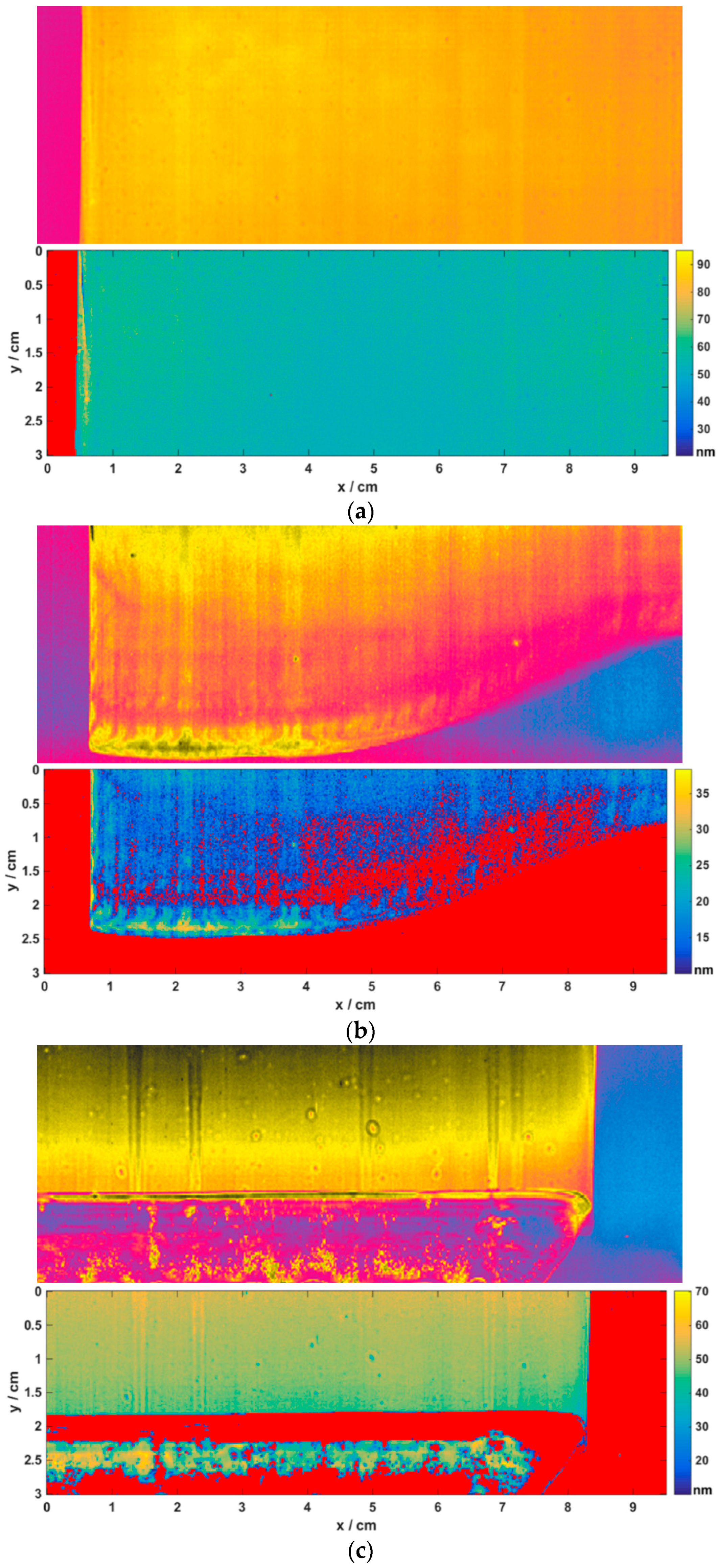
3.2. HSI of Al2O3 Coated Stainless-Steel Foils
3.2.1. Multivariate Data Analysis
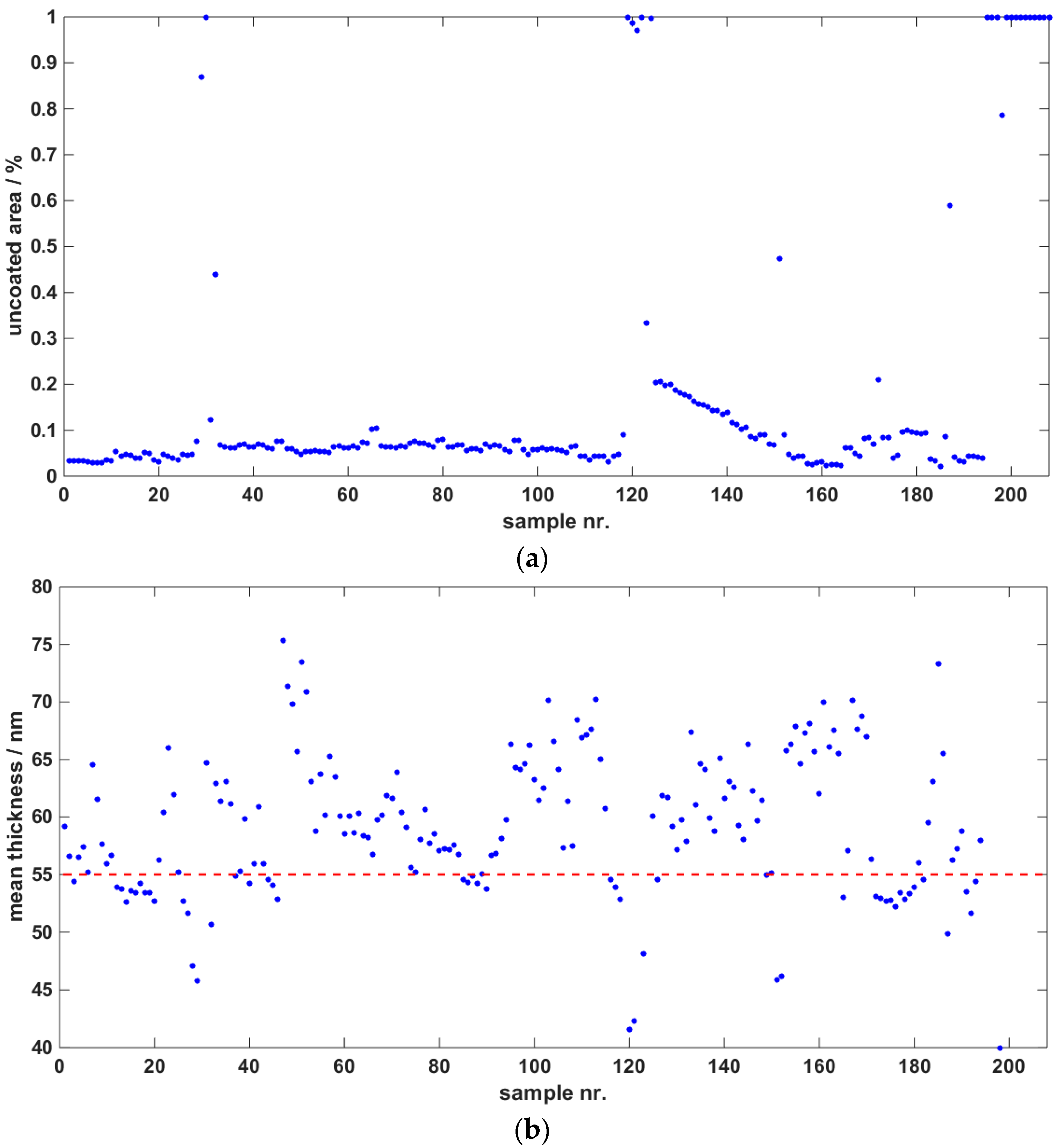
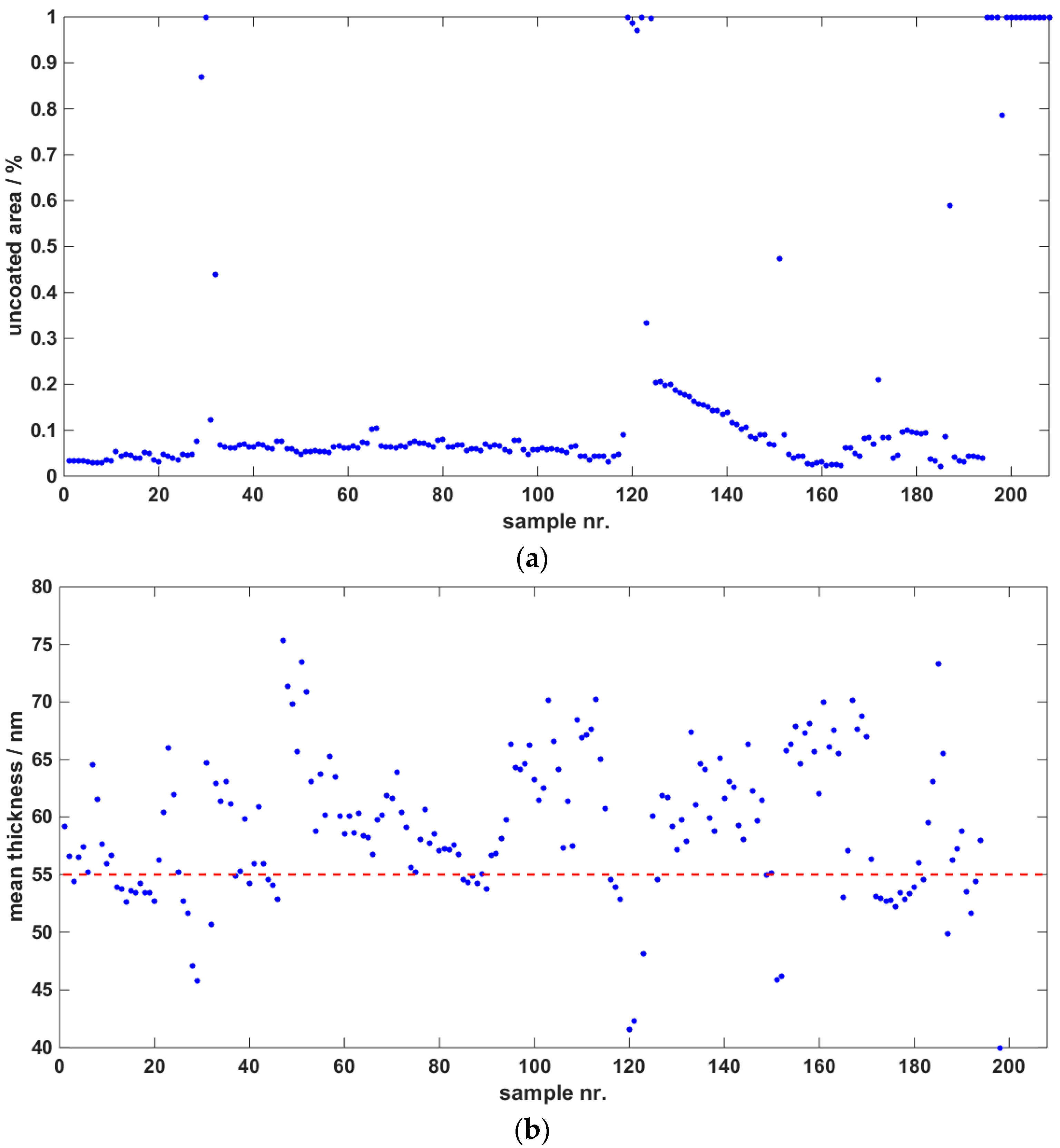
3.2.2. Quality Control Parameter
4. Conclusions and Outlook
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Liu, J.J.; Bharati, M.H.; Dunn, K.G.; MacGregor, J.F. Automatic masking in multivariate image analysis using support vector machines. Chemom. Intell. Lab. Syst. 2005, 79, 42–54. [Google Scholar] [CrossRef]
- Liu, J.J.; MacGregor, J.F.; Duchesne, C.; Bartolacci, G. Flotation froth monitoring using multiresolutional multivariate image analysis. Miner. Eng. 2005, 18, 65–76. [Google Scholar] [CrossRef]
- Solomon, J.; Rock, B. Imaging spectrometry for earth remote sensing. Science 1985, 228, 1147–1152. [Google Scholar]
- Uno, Y.; Prasher, S.; Lacroix, R.; Goel, P.; Karimi, Y.; Viau, A.; Patel, R. Artificial neural networks to predict corn yield from Compact Airborne Spectrographic Imager data. Comput. Electron. Agric. 2005, 47, 149–161. [Google Scholar] [CrossRef]
- Li, Q.; He, X.; Wang, Y.; Liu, H.; Xu, D.; Guo, F. Review of spectral imaging technology in biomedical engineering: Achievements and challenges. J. Biomed. Opt. 2013, 18, 100901. [Google Scholar] [CrossRef] [PubMed]
- Gowen, A.; O’Donnell, C.; Cullen, P.; Downey, G.; Frias, J. Hyperspectral imaging—An emerging process analytical tool for food quality and safety control. Trends Food Sci. Tecnol. 2007, 18, 590–598. [Google Scholar] [CrossRef]
- Hugger, S.; Fuchs, F.; Jarvis, J.; Yang, Q.K.; Rattunde, M.; Ostendorf, R.; Wagner, J. Quantum Cascade Laser based active hyperspectral imaging for standoff detection of chemicals on surfaces. Proc. SPIE 2016, 9755. [Google Scholar] [CrossRef]
- Lohner, T.; Serenyi, M.; Petrik, P. Characterization of sputtered aluminum oxide films using spectroscopic ellipsometry. Int. J. New. Hor. Phys. 2015, 2, 1–4. [Google Scholar]
- Grählert, W.; Wollmann, P.; Gruber, F. Anordnung zur Bestimmung von Eigenschaften und/oder Parametern einer Probe und/oder mindestens einer auf oder an einer Oberfläche einer Probe ausgebildeten Schicht. Patent WO2015197555 A1, DE Patent DE 10 2014 009 372 A1, 23 June 2014. [Google Scholar]
- Piwko, M.; Althues, H.; Schumm, B.; Kaskel, S. Confocal microscopy for process monitoring and wide-area height determination of vertically-aligned carbon nanotube forests. Coatings 2015, 5, 477–487. [Google Scholar] [CrossRef]
- Fujiwara, H. Spectroscopic Ellipsometry: Principles and Applications; John Wiley & Sons: New York, NY, USA, 2007. [Google Scholar]
- Kessler, W. Multivariate Datenanalyse: Für die Pharma, Bio-und Prozessanalytik; John Wiley & Sons: New York, NY, USA, 2007. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exit Slit Position (Left to Right) | 2 cm | 8 cm | 15 cm | 22 cm | 28 cm |
|---|---|---|---|---|---|
| Power Supply Level | Intensity Levels | ||||
| 3 V | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 |
| 8 V | 7.4 | 7.4 | 7.2 | 7.2 | 7.5 |
| 12 V | 29.1 | 28.1 | 28.0 | 28.0 | 29.0 |
| Parameter | Thickness (nm) | An | Bn | Cn | Ak | Bk | Ck |
|---|---|---|---|---|---|---|---|
| -- | 52.4–66.2 | 1.5827 | 0.0191 | −0.0013 | 0.1359 | 0.3828 | 400 |
| Model | No. of Latent Variables | R2C | RMSEC | R2CV | RMSECV |
|---|---|---|---|---|---|
| PLS | 4 | 0.996 | 1.5 | 0.979 | 3.6 |
| PCR | 4 | 0.992 | 2.0 | 0.978 | 3.7 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gruber, F.; Wollmann, P.; Schumm, B.; Grählert, W.; Kaskel, S. Quality Control of Slot-Die Coated Aluminum Oxide Layers for Battery Applications Using Hyperspectral Imaging. J. Imaging 2016, 2, 12. https://doi.org/10.3390/jimaging2020012
Gruber F, Wollmann P, Schumm B, Grählert W, Kaskel S. Quality Control of Slot-Die Coated Aluminum Oxide Layers for Battery Applications Using Hyperspectral Imaging. Journal of Imaging. 2016; 2(2):12. https://doi.org/10.3390/jimaging2020012
Chicago/Turabian StyleGruber, Florian, Philipp Wollmann, Benjamin Schumm, Wulf Grählert, and Stefan Kaskel. 2016. "Quality Control of Slot-Die Coated Aluminum Oxide Layers for Battery Applications Using Hyperspectral Imaging" Journal of Imaging 2, no. 2: 12. https://doi.org/10.3390/jimaging2020012