Aqueous and Enzymatic Extraction of Oil and Protein from Almond Cake: A Comparative Study
by
 ,
,
Thaiza S. P. Souza
1,2,
Fernanda F. G. Dias
1,
Maria G. B. Koblitz
2 and
Juliana M. L. N. de M. Bell
1,3,*
1
Department of Food Science and Technology, University of California, One Shields Avenue, Davis, CA 95616, USA
2
Food and Nutrition Graduate Program, Federal University of the State of Rio de Janeiro, Rio de Janeiro, RJ 22290-240, Brazil
3
Department of Biological and Agricultural Engineering, University of California, One Shields Avenue, Davis, CA 95616, USA
*
Author to whom correspondence should be addressed.
Processes 2019, 7(7), 472; https://doi.org/10.3390/pr7070472
Submission received: 3 June 2019
/
Revised: 12 July 2019
/
Accepted: 18 July 2019
/
Published: 22 July 2019
(This article belongs to the Section Food Process Engineering)
Abstract
:The almond cake is a protein- and oil-rich by-product of the mechanical expression of almond oil that has the potential to be used as a source of valuable proteins and lipids for food applications. The objectives of this study were to evaluate the individual and combined effects of solids-to-liquid ratio (SLR), reaction time, and enzyme use on oil and protein extraction yields from almond cake. A central composite rotatable design was employed to maximize the overall extractability and distribution of extracted components among the fractions generated by the aqueous (AEP) and enzyme-assisted aqueous extraction process (EAEP). Simultaneous extraction of oil and protein by the AEP was favored by the use of low SLR (1:12.82) and longer reaction times (2 h), where extraction yields of 48.2% and 70% were achieved, respectively. Increased use of enzyme (0.85%) in the EAEP resulted in higher oil (50%) and protein (75%) extraction yields in a shorter reaction time (1 h), compared with the AEP at the same reaction time (41.6% oil and 70% protein extraction). Overall, extraction conditions that favored oil and protein extraction also favored oil yield in the cream and protein yield in the skim. However, increased oil yield in the skim was observed at conditions where higher oil extraction was achieved. In addition to improving oil and protein extractability, the use of enzyme during the extraction resulted in the production of skim fractions with smaller and more soluble peptides at low pH (5.0), highlighting possible uses of the EAEP skim in food applications involving acidic pH. The implications of the use of enzyme during the extraction regarding the de-emulsification of the EAEP cream warrant further investigation.

1. Introduction
Adequately feeding an increasing world population, which is expected to reach 10 billion by 2050, has become a pressing issue for governments, policymakers, and agriculture stakeholders. Providing adequate quantities of sustainable and nutritional protein sources will likely require the combination of animal and plant-based proteins sources [1], which highlights the importance and need of identifying alternative sources of proteins (i.e., agricultural streams and food by-products) to increase the supply and diversity of proteins for human consumption.
Tree nuts are considered a valuable source of lipids and high-quality protein that can be used as food or animal feed [2]. Almonds are a great example of a highly nutritious food which, in addition to being a source of lipids (53–56%) and proteins (16–22%), also contains several health promoting compounds such as tocopherols and antioxidants [3,4,5]. The lipid fraction in almonds, which is composed predominantly of mono- (65%) and polyunsaturated (25%) fatty acids, has been associated with reduced risk factors for some conditions such as diabetes, obesity, and cardiovascular disease [6]. Almond proteins are mainly composed of a storage protein known as amandin, representing approximately 70% of the total soluble proteins in almonds. Amandin is a 14S globulin composed of different polypeptides [7,8] and has been recognized by human serum immunoglobulin E (IgE) from patients with almond allergy [8,9]. In that view, as required by the Food Allergen Labelling and Consumer Protection Act [10], the addition of any protein from a major food allergen, such as almonds, should be described in the food packaging label to help allergic consumers to identify and avoid such food products.
Current protein extraction methods are usually preceded by lipid extraction, which can be accomplished by using screw pressing or solvents such as hexane [11,12]. While the use of screw pressing leads to the production of specialty oils, extraction yields are not as high (70–90%) as the yields obtained by the solvent extraction method (usually >95%) [13,14,15]. Mechanical pressing of almond oil generates a protein-rich cake that might contain a significant amount of residual oil, the quantity of which depends on the treatments to which the sample was previously subjected to (i.e., heat treatments) and mechanical pressing conditions employed (temperature, rotation speed, moisture content). Although protein cakes/meals are primarily used as animal feed [16], the development of efficient and environmentally friendly strategies to extract the residual oil and protein from the almond cake can lead to the production of high-quality protein and lipid fractions that can be used for subsequent food applications.
Aqueous (AEP) and enzyme-assisted aqueous extraction processes (EAEP) are environmentally friendly strategies that enable the simultaneous extraction of oil, protein, and carbohydrate from many oil-bearing materials without the use of flammable and neurotoxic hexane [17,18]. This green extraction strategy relies on the use of upstream mechanical treatments to improve the release of intracellular components (i.e., grinding, flaking, extruding), water, and possible use of enzymes to further improve the release of intracellular compounds [18,19,20]. The use of proteases alone or in combination with carbohydrases (e.g., cellulases and hemicellulases) has been commonly employed to improve extraction yields [18,21,22]. In the case of oil-bearing materials with high protein content, proteases are generally required to maximize extractability. Proteases catalyze the hydrolysis of polypeptide chain bonds thus releasing more soluble peptides into the aqueous medium. The disruption of the protein network in which the oil bodies are embedded, as well as the hydrolysis of the oil body membrane (oleosin), has shown to improve the simultaneous release of oil and protein [23,24,25].
The fractions generated by this process (skim—protein-rich, cream—oil-rich, insoluble—fiber-rich, and free oil) can be further converted into food, animal feed, or fuel [18]. The challenges involved in the AEP/EAEP are primarily related to achieving high extraction yields, translating high extractability into high recovery yields, and minimizing the amount of water used in the process [26]. To address these challenges, research has been conducted to evaluate the use of mechanical treatments and enzymes to increase overall extractability [27,28], the use of chemical and enzymatic de-emulsification strategies to release the oil entrapped in the cream fraction [13,28], and the use of counter-current extraction strategies to minimize the amount of water used in the process [29]. However, reducing the oil content in the skim fraction remains a challenge. Till date, there are no methods to further remove the oil from the skim fraction, which might affect the protein functionality [30].
While this environmentally friendly strategy has been evaluated for many food matrices such as soybeans [13,18,31], peanuts [32,33,34], olive [35,36], apricot [37], and corn [38,39], its application to simultaneously extract oil and protein from almond cake is yet to be evaluated. To the best of our knowledge, there are no reports describing the effects of extraction conditions on the simultaneous extraction of oil and protein from the almond cake produced by mechanical pressing.
Because oil and protein extractability are strongly affected by extraction conditions (i.e., amount and type of enzyme, reaction time, temperature, and solids-to-liquid ratio) [22,40], understanding the extraction mechanisms involved is key to the development of optimized extraction strategies that will enable the utilization of several plant-based protein and oil matrices. The overall goal of this study is to evaluate how processing variables influence the overall extractability of oil and protein from the almond cake as well as their distribution among the fractions generated by the aqueous (AEP) and enzyme-assisted aqueous extraction process (EAEP). The specific objectives of this work were to: (i) Evaluate the effects of solids-to-liquid ratio and reaction time on oil and protein extractability in the AEP of almond cake; (ii) identify the ideal combination of solids-to-liquid ratio, amount of enzyme, and reaction time for increased extractability of oil and protein in the EAEP of almond cake; and (iii) to determine the effects of optimized extraction conditions on the solubility and electrophoretic peptide profile of the AEP and EAEP skim proteins. In order to identify the best combination of processing variables, a central composite rotatable design (two independent variables, three repetitions in the central point, and four axial points) was used for the AEP and EAEP.
2. Materials and Methods
2.1. Almond Cake
Almond cake was kindly provided by Blue Diamond Growers (Sacramento, CA, USA). Approximately 44 kg of whole natural Butte almonds were mechanically pressed using a M70 Oil Press (Ag Oil Press, Eau Claire, WI, USA). Mechanical expression was performed at 73–80 °C and 22–24 rpm. The press cake was subsequently crushed using a blender (Oster Sunbeam Products, Boca Raton, FL, USA) to produce a more homogeneous starting material for the extraction. The almond cake contained 16.25 ± 0.79% oil, 37.20 ± 0.72% protein, and 9.04 ± 0.18% moisture (see Section 2.3).
2.2. Effects of Processing Variables on Oil and Protein Extractability from Almond Cake and Partitioning of Extracted Compounds
The individual and combined effects of solids-to-liquid ratio and the reaction time were investigated in the aqueous extraction process (AEP) of almond cake. For the enzyme-assisted aqueous extraction process (EAEP), solids-to-liquid ratio and amount of enzyme were evaluated. A central composite rotatable design (CCRD) with two independent variables, three repetitions in the central point and four axial points was used to gain a better understanding of the extraction mechanisms of oil and protein from the almond cake and to identify the optimum conditions for increased extractability and better distribution of extracted compounds (i.e., less oil in the skim fraction) in the AEP and EAEP. Variable levels used in the experimental design were selected based on preliminary tests performed by our group (data not shown) and on enzyme specifications. Central points are the average of levels −1 and +1, and axial points were determined by interpolation (α = ±1.41). Coded and real values of independent variables and their corresponding dependent variables are shown in Table 1 and Table 2.
2.2.1. Aqueous Extraction Process (AEP) of Almond Cake: Processing Optimization and Validation
The effects of reaction time (0.29 to 3.46 h) and solids-to-liquid ratio (1:7.18 to 1:12.82) on oil and protein extraction yields in the AEP were evaluated according to the coded levels (−α, −1, 0, +1, +α) (Table 1). Approximately 50 g of almond cake was dispersed into water to achieve solids-to-liquid ratios from 1:7.18 to 1:12.82, as described in Table 1. Extractions were performed at pH 9.0, 50 °C, at reaction times varying from 0.29 to 3.46 h under constant stirring at 120 rpm. Temperature was selected based on the literature and on the manufacturer’s recommendation for the enzyme used in the EAEP experiments. The selection of the reaction pH was based on preliminary data (not shown). After the extraction, the slurry was centrifuged at 3000g for 30 min at 25 °C to remove the insoluble fraction, which was immediately frozen at −20 °C, from the liquid fraction. The liquid fraction was placed in a separatory funnel and allowed to settle overnight at 4 °C. After overnight settling, the liquid fraction was separated into skim (protein- and carbohydrate-rich fraction), cream (oil-rich fraction), and free oil. Insoluble, skim, cream, and free oil fractions were stored at −20 °C for subsequent analysis.
In addition to total oil and protein extraction yields, which represent all oil and protein extracted from the almond cake, the distribution of the extracted oil and protein in the skim, cream, or free oil fraction was determined. Total oil extraction yield (TOE), oil distribution in the fractions (free oil yield, oil yield in the cream, oil yield in the skim, oil yield in the insoluble), total protein extraction yield (TPE), and protein distribution in the fractions (protein yield in the cream, protein yield in the skim, and protein yield in the insoluble) were determined according to Equations (1)–(4), respectively:
where fraction* corresponds to free oil, cream, skim, or insoluble.
All fractions were evaluated regarding oil, protein, and solids content. Optimum extraction conditions identified by the CCRD were validated in triplicate. Approximately 50 g of the skim fraction obtained under optimum extraction conditions (experimental validation) were freeze-dried on a benchtop freeze dryer VirTis-BenchTop™ “K” Series (SP-Scientific, Gardiner, NY, USA) and stored at −20 °C for subsequent solubility tests.
2.2.2. Enzyme-Assisted Aqueous Extraction Process (EAEP) of Almond Cake: Processing Optimization and Validation
FoodPro Alkaline Protease, a commercial bacterial alkaline endoprotease from Bacillus licheniformis with pH activity from 8.0 to 10.5, temperature from 45 to 75 °C, and enzyme activity of 580,000–650,000 DU/g (Genencor Division of Danisco, Rochester, NY, USA), was used in the EAEP of almond cake. Enzyme selection was based on preliminary data (not shown). The individual and combined effects of solids-to-liquid ratio (1:7.18 to 1:12.82) and amount of enzyme (0.15 to 0.85%) on oil and protein extraction yields in the EAEP were evaluated according to experimental conditions described in Table 2. Extractions were performed by dispersing 50 g of almond cake into water to achieve solids-to-liquid ratio ranging from 1:7.18 to 1:12.82. The slurry was adjusted to pH 9.0 before adding 0.15 to 0.85% of enzyme (weight/weight of almond cake) and extractions were performed at 50 °C under constant stirring at 120 rpm. Extraction kinetic evaluations were performed at 1 and 2 h for each experimental condition described in Table 2. After the extraction, the slurry was centrifuged at 3000g for 30 min at 25 °C to remove the insoluble fraction from the liquid fraction. The liquid fraction was placed in a separatory funnel and allowed to settle overnight at 4 °C. After overnight settling, the liquid fraction was separated into skim (protein- and carbohydrate-rich fraction), cream (oil-rich fraction), and free oil. Insoluble, skim, cream, and free oil fractions were stored at −20 °C for subsequent analysis. Total oil and protein extraction yield and the distribution of the extracted oil and protein in the fractions (free oil, cream, skim, and insoluble) were determined according to the equations described in the AEP (Equations (1)–(4)).
All fractions were evaluated regarding oil, protein, and solids content. Optimum extraction conditions identified by the CCRD were validated in triplicate. Approximately 50 g of the skim fraction obtained under optimum extraction conditions (experimental validation) were freeze-dried on a benchtop freeze dryer VirTis-BenchTop™ “K” Series (SP-Scientific, Gardiner, NY, USA) and stored at −20 °C for subsequent solubility tests.
2.3. Lipid, Protein, and Solids Recoveries
Cream, skim, insoluble, and starting material (almond cake) were analyzed regarding dry matter, oil, and protein contents. Dry matter content was measured by weighing after drying the samples in a vacuum oven (AOCS method 925.09) [41]. Oil content was determined by using the Monjonnier acid hydrolysis (AOCS method 989.05) [41], and protein content by using the Dumas method and a conversion factor of 5.18 (Vario MAX cube, Elementar Analysensysteme GmbH, Langenselbold, Germany). Extraction yields of oil, protein, and solids were expressed as percentages relative to their initial amounts in the almond cake as described in the AEP and EAEP Section 2.2.1 and Section 2.2.2. All analyses were conducted in duplicate and a mass balance was provided for all extracted compounds.
2.4. Degree of Hydrolysis
The degree of hydrolysis (DH) of AEP and EAEP skim fractions was determined by the o-phthaldialdehyde (OPA) method as described by Nielsen et al. [42]. Briefly, 400 µL of skim was added to 3 mL of OPA reagent. The mixture was vortexed and allowed to stand for 2 min at room temperature before measuring the absorbance at 340 nm. A 0.9516 meqv/L L-serine solution was used as standard. A blank solution was prepared with distilled water instead of sample and used as the reaction control. Protein quantification was determined by the Dumas method (conversion factor of 5.18) and the DH was determined as described in Equation (5):
where h is the number of hydrolyzed bonds and htot is the total number of peptide bonds per protein equivalent (7.58 for almond protein [43]). The number of hydrolyzed bonds (h) was determined as described in Equation (6):
where α and β values were 1.0 and 0.4, respectively [42,43].
2.5. Low Molecular Weight (MW) Polypeptide Profile Characterization of AEP and EAEP Skim Proteins by SDS-PAGE
SDS-PAGE was used to determine the low MW protein profile of AEP and EAEP skims produced under optimum extraction conditions as described by Laemmli [44]. Skim fractions were mixed with (1:1, v/v) Laemmli solution (2x Laemmli Sample Buffer, BioRad, Hercules, CA, USA, composed by 4% SDS, 20% glycerol, 10% 2-mercaptoethanol, 0.004% bromphenol blue and 0.125 M Tris HCl, pH approx. 6.8), vortexed, and placed in a water bath (95 °C, 5 min). A Tris-HCl buffer (25 mM Tris, 192 mM glycine, 0.1% SDS, pH 8.3) was used as the running buffer. Electrophoretic separation of proteins was performed by loading 30 μg of protein/well onto a precast 12% acrylamide gel (CriterionTM TGX Precast Gels, Bio Rad, Hercules, CA, USA). Electrophoretic separation was carried out at 200 V at room temperature for 1 h. A low MW range SDS-PAGE standard (14.4–97.4 kDa) (Bio Rad, Hercules, CA, USA) was used as a standard. Relative quantification and polypeptide distribution were performed using a Gel DocTM EZ Imager system and Image Lab software (Bio-Rad, Hercules, CA, USA).
2.6. Effects of AEP and EAEP Processing Variables on Skim Protein Solubility
Protein solubility of the AEP and EAEP freeze-dried skim fractions obtained under optimum extraction conditions was determined as described by Rickert et al. [45] with few modifications. A total of 10 mL of a 1% (w/v) skim solution was placed in a 30 mL beaker and the pH of the protein solution was adjusted to 5.0 and 9.0 by adding 1 M HCl or 1 M NaOH solution. Protein dispersions were stirred for 1 h at room temperature and then centrifuged at 10,000g at 20 °C for 10 min. The protein content of the supernatant was measured using the Biuret method, with bovine serum albumin as a standard (R2 = 0.997). The total protein content was measured after solubilizing the samples in a 1 M NaOH solution [46]. All samples were analyzed in triplicate. The solubility (%) was determined as follows (Equation (7)):
2.7. Statistical Analysis
Data were analyzed by the Protimiza Experiment Design Software (http://experimentaldesign.protimiza.com.br). The significance of the regression models was assessed by the coefficient of determination R2 and the F test (analysis of variance or ANOVA) at p < 0.05. Optimum extraction conditions suggested by the models for increased oil and protein extraction were further validated in triplicate. Replicates of each measurement were analyzed by ANOVA with generalized linear models from the SAS system (version 9.4, SAS Institute Inc., Cary, NC, USA). Multiple comparisons of least-square means were made by Tukey’s adjustment with the level of significance set at p < 0.05. Statistical significance differences were denoted by different letters, with the letter “a” being assigned to the highest value.
3. Results and Discussion
3.1. Aqueous Extraction Process of Almond Cake: Process Optimization and Validation
Processing variables such as solids-to-liquid ratio (SLR), particle size, pH, reaction time, and temperature have a remarkable effect on the oil and protein extractability [19,22]. The effects of reaction time (0.29 to 3.47 h) and SLR (1:7.18 to 1:12.82) on the total oil extraction (TOE) and distribution of the extracted oil in the fractions generated by the AEP (free oil, cream, and skim) are shown in Figure 1. TOE varied from 34 (experiment #7—1:10 SLR, 0.29 h) to 53% (experiment #4—1:8 SLR, 3.0 h), with reaction time having a significant impact on TOE. Multiple regression analysis of the data presented in Figure 1 indicates that total oil extraction (TOE) was favored by longer reaction times (X2) (YTOE = 44.70 + 5.16 X2), with the predictive model being statistically significant at p < 0.05 (Fcal (19.1) > Ftab (1,9) (5.12) and R2 = 68%). Because oil extraction in the AEP is based on the dissolution of soluble components (i.e., proteins, carbohydrates) in the aqueous medium [47], prolonged incubation times might enhance the dissolution of soluble compounds thus favoring the release of the oil from the original structure [19].
In addition to having high TOE, the distribution of the extracted oil among the fractions is of great importance to maximize the overall recovery of the extracted oil. Since there are no methods available to recover the oil in the skim fraction, having higher free oil yield, or alternatively, shifting more oil from the skim to the cream fraction is desirable [26]. It is worth mentioning the need for subsequent development of de-emulsification strategies to recover the oil entrapped in the cream emulsion [48,49], which is beyond the scope of this work.
Free oil yield (FOY) varied from 0.65% (experiment #7—1:10 SLR, 0.29 h) to 2.4% (experiment #11, 1:10 SLR, 1.88 h), being influenced by reaction time (X2) but not by SLR (X1), within the range evaluated. The regression equation of second order (YFOY = 1.81 − 0.51 X22) (significant at p < 0.05, Fcal (7.0) > Ftab (1,9) (5.12), and R2 = 44%) indicates that higher free oil yield can be achieved at a reaction time of 1.88 h (central point), with a decrease in free oil yield being observed at shorter or longer extraction time. As for the amount of oil in the cream (OYC), yields from 14.68 (experiment #2—1:8 SLR, 0.75 h) to 30.12% (experiment #4) were observed in the experimental runs (Figure 1). Higher oil in the cream was favored by longer reaction time (X2), as described by the regression model YOYC = 22.13 + 3.24 X2, which was statistically significant at p < 0.05 (Fcal (6.0) > Ftab (1,9) (5.12) and R2 = 40.0%).
Although the oil content in the skim was not significantly affected by reaction time and SLR in the range evaluated, the lowest oil yield in the skim (13.9%) was observed at the shortest reaction time (0.29 h), corresponding to the lowest TOE observed (33.7%). Although not statistically significant at p < 0.05, undesirable higher oil yields in the skim were observed for experimental conditions where higher TOE was observed, usually at longer reaction times. Overall, longer reaction time (3.46 h) favored TOE and higher oil yield in the cream fraction, which we attribute to higher solubilization and diffusion of proteins into the aqueous medium, which would in turn help with the release of the oil [50].
The effects of reaction time (0.29 to 3.46 h) and SLR (1:7.18 to 1:12.82) on total protein extraction (TPE) and distribution of the extracted protein in the cream and skim are shown in Figure 1. TPE varied from 58.6 (experiment #—1:10 SLR, 0.29 h) to 71.2% (experiment #1—1:12 SLR, 0.75 h), being favored by the use of low SLR (X1) (YTPE = 64.46 − 3.41 X1), statistically significant at p < 0.05 (Fcal (10.1) > Ftab (1,9) (5.12) and R2 = 53%). Nearly all extracted protein was present in the skim fraction as evidenced by the protein yield in the skim (PYS). PYS varied from 57.8% (experiment #7) to 71.2% (experiment #1), being also favored by the use of low SLR (X1) (YPYS = 63.88 − 3.50 X1). The regression model was statistically significant at p < 0.05 (Fcal (11.0) > Ftab (1,9) (5.12) and R2 = 55%). Overall, low protein yields (0.39 to 1.06%) were observed in the cream fraction, not being significantly affected by the processing variables within the range evaluated. The higher protein extractability observed at low SLR is likely the result of increased protein solubilization and subsequent diffusion into the aqueous medium, which is favored by the higher gradient concentration between solutes and the aqueous medium when low SLR is used. At lower SLR, reduced viscosity of the extraction medium should be expected, thus favoring protein diffusion to the aqueous medium [50]. Our results are in agreement with several reports in the literature [19,29,51], which observed an overall reduction in protein extractability in the AEP and EAEP when a higher SLR was attempted.
The identification of processing conditions that favor the simultaneous extraction of oil and protein and, when possible, the distribution of extracted compounds among the fractions is a key step to improve the overall process feasibility. Our results indicate that TOE and oil yield in the cream are favored by a longer reaction time (3.46 h) at any SLR within the range evaluated, and that TPE and protein yield in the skim are favored by the use of low SLR at any reaction time within the range evaluated. In order to maximize the simultaneous extraction of both oil and protein, validation experiments were performed using the lowest SLR evaluated (1:12.82) at three reaction times (1, 2, and 3 h). This experimental condition was performed in triplicate to test the adequacy of the predictive models. Extractions were performed at pH 9.0 °C and 50 °C under constant stirring at 120 rpm.
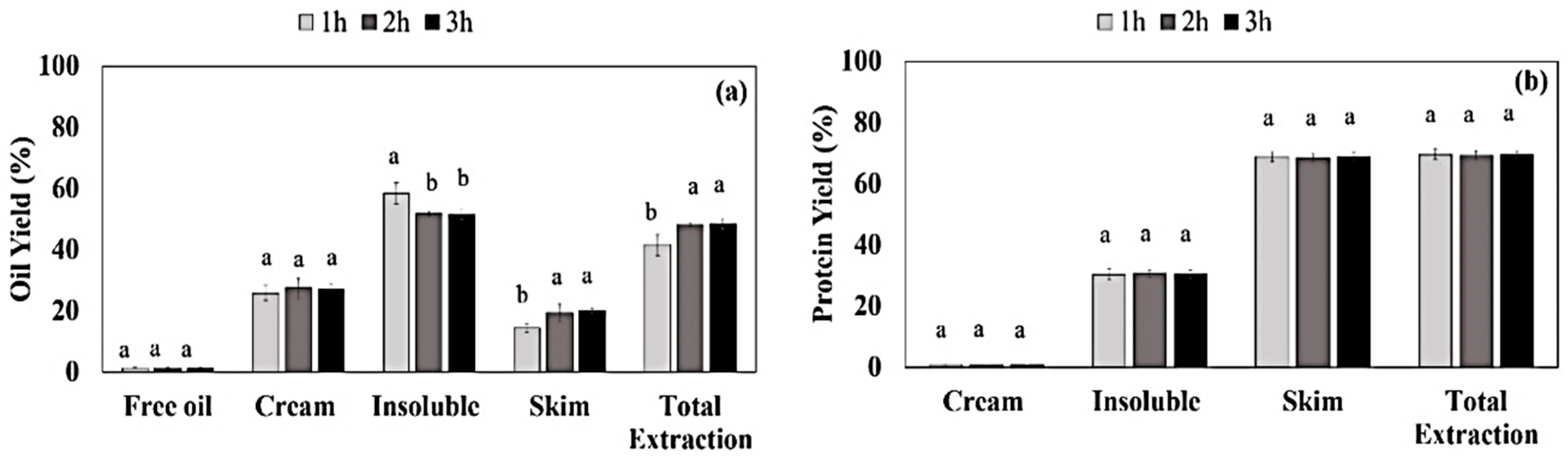
Total extraction yields and distribution of extracted oil and protein in all phases generated by the AEP are shown in Figure 2.
Experimental validation of the AEP conditions suggested by the CCRD shows that total oil extraction (TOE) significantly increased from 41.6 to 48.2% (statistically significant at p < 0.05) when reaction time increased from 1 to 2 h, with no increment in oil extraction being observed from 2 to 3 h (Figure 2a). TOE of 48.2% is in close agreement with the predicted value of 45.5% at 2 h. Overall, no significant increment was observed in free oil yield (~1.3%) and oil yield in the cream (25.8–27.5%) from 1 to 3 h, corroborating with the predicted values of 1.80% for free oil yield and 22% for oil in the cream at 2 h. However, higher oil yield in the skim (14.5% to 19.4–20%) was observed when reaction time increased from 1 to 3 h (statistically significant at p < 0.05), being in close agreement with the trend observed in the CCRD where higher oil yield in the skim was achieved for conditions where higher TOE was observed.
TPE of 69.6% was achieved at 1 h, being in agreement with the predicted value of 69.3%. No increment in protein extractability was observed when reaction time increased from 1 to 3 h (not statistically different), which is in agreement with the regression model. As observed in the CCRD, nearly all extracted protein (~68.9%) is present in the skim fraction, with the cream having less than 1% of the almond protein. Our results demonstrate that the use of low SLR (1:12.82) and reaction time of 2 h will suffice to maximize the extraction of both oil and protein at pH 9.0 and 50 °C. At these conditions, 70% of protein and 48% of oil can be extracted from the almond cake. The comparison of the results herein with the literature is challenging since there are no reports for the simultaneous extraction of oil and protein from the almond cake resulting from the mechanical expression of almond oil. For example, oil extraction yields from 79 to 86% have been reported for the AEP of almond flour under optimum extraction conditions [40,41,42,43]. However, differences in the starting material used in both studies (theirs being full fat almond flour and ours partially defatted almond cake produced by mechanical pressing) must be carefully considered. Protein extraction yields from 77 to 82% were reported by Esteban et al. [52] when using defatted almond meal produced by solvent extraction and carrying out the extraction under high alkaline conditions (pH 10–13.9) and very low SLR (1:1000 wt:vol). It is worth mentioning that, in addition to differences in the starting material used in both studies (theirs being solvent defatted cake and ours being partially defatted almond cake produced by mechanical pressing), the use of strong caustic solutions and high water usage can lead to protein degradation and high volume of effluent, respectively.
3.2. Enzyme-Assisted Aqueous Extraction Process of Almond Cake: Processing Optimization
Enzymatic hydrolysis has shown to improve oil and protein extraction yields from many oil-bearing materials, the extent of which depending on the type and amount of enzyme used as well as on the mechanical and thermal treatments to which the sample was previously subject to [19,27,53,54,55,56]. In order to evaluate the effectiveness of using proteases during the extraction, a CCDR was employed to evaluate the individual and simultaneous effects of SLR (1:12.82 to 1:7.18) and amount of enzyme (Alkaline protease, AP) (0.15–0.85%) on oil and protein extractability. Extraction kinetics were evaluated at 1 and 2 h for each experimental condition are described in Table 2.
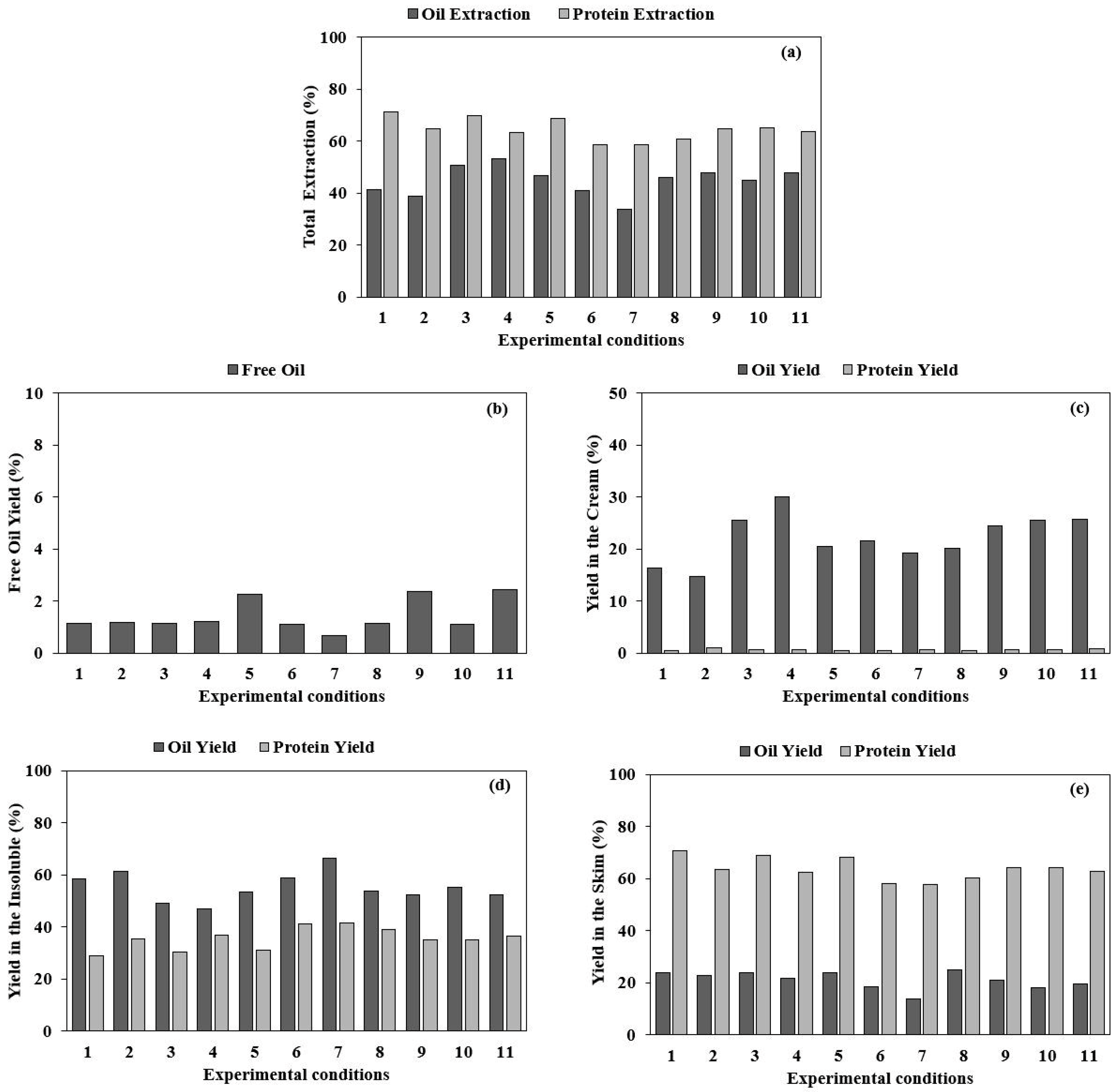
Oil extraction and partitioning of extracted oil among the fractions are shown in Figure 3. Highest TOE of 55.49% (experiment #5—0.50% enzyme (wt/wt) and 1:12.82 SLR) and 55.04% (experiment #1—0.25% of enzyme (wt/wt) and 1:12 SLR) were observed at 1 and 2 h, respectively. In general, TOE was favored by the use of low SLR and a low amount of enzyme, the latter being dependent on the reaction time (Figure 3). At 1 h, TOE was favored by the use of low SLR (variable X1), not being affected by the amount of enzyme used (YTOE 1 h = 39.91 − 6.35 X1 + 2.71 X12). The regression model was statistically significant at p < 0.05 (Fcal (72.6) > Ftab (2,8) (4.46) and R2 = 94%). However, at 2 h, TOE was favored by the use of low SLR (X1) and low amount of enzyme (X2) (YTOE 2 h = 46.17 − 3.81 X1 − 2.63 X2, statistically significant at p < 0.05 with Fcal (9.5) > Ftab (2,8) (4.46) and R2 = 70.3%). The use of higher amount of enzyme and longer reaction time (2 h vs. 1 h) may have promoted extensive proteolysis and emulsion formation, which can hinder the fractionation of the extracted compounds thus reducing overall oil recovery [19,48]. Although the mechanisms involved in the extraction of oil and protein are rather different [34], in general, conditions that favor oil extraction also favor protein extraction. Our results are in agreement with the ones reported by Ndlela et al. and de Moura et al. [26,40] where oil extraction was favored by the use of low SLR for the EAEP of extruded flaked soybeans. Increased oil extractability at low SLR is likely the result of increased protein solubilization which in turn facilitates the release of the oil from the almond cake into the aqueous medium.
Our results indicate that under optimum extraction conditions (1:12.82 SLR and 0.15% of enzyme), high oil extraction yields can be achieved at 1 h (53%) instead of 2 h (55%). At a reaction time of 1 h, free oil yield (FOY) was favored by the use of low SLR (X1) and higher amount of enzyme (X2) (YFOY 1h = 2.39 − 0.61 X1 + 0.75 X2, statistically significant at p < 0.05 with Fcal (7.2) > Ftab (2,8) (4.46) and R2 = 64.4%), conditions that will also favor TOE at 1 h. At reaction time of 2 h, free oil yield (FOY) was favored by the use of higher amount of enzyme (X2) (YFOY 2h = 2.74 + 1.15 X2, statistically significant at p < 0.05 with Fcal (17.8) > Ftab (1,9) (5.12) and R2 = 66.5%). However, those conditions did not favor the TOE at 2 h. In addition, increasing reaction time from 1 to 2 h did not result in higher TOE.
In case high free oil yields are not possible, which is commonly the case for most oil-bearing materials, shifting the extracted oil to the cream fraction becomes necessary to reduce the residual oil in the skim [57,58]. Multiple regression analysis of the data in Figure 3 indicates that higher oil yield in the cream (OYC) was favored by the use of low SLR (1:12.82, X1) and intermediate enzyme concentration (0.5%, X2) (YOYC 1 h = 28.99 − 2.55 X1 − 1.15X12 − 1.74 X22, statistically significant at p < 0.05 with Fcal (15.9) > Ftab(3,7) (4.35) and R2 = 87.2%) at 1 h. Similar trend was observed at 2 h, where the use of low SLR (1:12.82, X1) and low enzyme concentration (0.15%, X2) (YOYC 2 h = 24.34 − 2.27X1 − 2.05X2 + 3.08 X22, statistically significant at p < 0.05 with Fcal (6.9) > Ftab (3,7) (4.35) and R2 = 74.6%) was shown to favor OYC. Overall, processing conditions favoring higher oil yield in the cream at 1 h (low SLR and intermediate amount of enzyme) can also be exploited to achieve higher TOE at 1 h. It is worth mentioning that strategies to de-emulsify the cream, thus releasing the entrapped oil for subsequent applications, warrant further investigation.
Because any residual oil in the skim fraction (OYS) can significantly affect its functionality [31], reducing the oil content in the skim is desirable to maximize its utilization in subsequent food applications. The use of higher SLR (>1:10, X1) and higher enzyme concentration (>0.4%, X2) (YOYS 1 h = 8.21 − 3.20 X1 + 3.82 X12 − 1.51 X2 + 2.21 X22, statistically significant at p < 0.05 with Fcal (18.6) > Ftab (4,6) (4.53) and R2 = 92.55%) was shown to reduce overall oil yield in the skim at 1 h but not at 2 h. However, those conditions do not favor TOE, which is favored by low SLR and low amount of enzyme. These results are in agreement with the ones obtained in the AEP experiments, where higher oil extraction was accompanied by the production of a skim fraction with higher oil content. Considering that oil and protein extraction are usually favored by similar processing conditions, the higher oil content in the skim obtained in processing conditions where high oil extraction is observed can be related to increased protein solubilization and/or hydrolysis. Because increased protein solubilization and hydrolysis might favor emulsion formation, the shifting of the skim oil to the cream or to the free oil fraction can be reduced at those conditions. In summary, higher TOE yields higher oil in the cream and intermediate amount of free oil can be obtained by the use of low SLR (1:12.82) and intermediate enzyme concentration (0.50% wt/wt) at 1 h.
Protein extraction and its distribution among the fractions are show in Figure 3. Highest TPE yields were achieved in experiments #3 (70.1%—1:12 SLR, 0.75% enzyme (wt/wt)) and #8 (69.6%—1:10 SLR, 0.85% enzyme (wt/wt)) at 1 h and experiments #5 (74.5%—1:12.82 SLR, 0.50% enzyme (wt/wt)) and #3 (73.1%—1:12 SLR, 0.75% enzyme (wt/wt)) at 2 h (Figure 3). TPE was favored by the use of low SLR (1:12.82, X1) and higher amount of enzyme (0.85%, X2), regardless of the extraction time. As indicated by the predictive models obtained at 1 h (YTPE 1 h = 64.8 − 3.43X1 + 1.90X2, statistically significant at p < 0.05 with Fcal (21.6) >Ftab(2,8) (4.46) and R2 = 84.4%) and 2 h (YTPE 2 h = 67.43 − 5.55 X1 + 1.80 X2, statistically significant at p < 0.05 with Fcal (79.5) > Ftab(2,8) (4.46) and R2 = 95.2%), TPE yields of 72.3% and 77.7% can be achieved under optimum extraction conditions, respectively.
Since most extracted protein is present in the skim fraction, the use of low SLR (1:12.82, X1) and higher amount of enzyme (0.85%, X2) resulted in higher protein content in the skim (protein yield in the skim, PYS), regardless of the extraction time. According to the predictive models obtained at 1 h (YPYS 1 h = 62.93 − 3.49X1 + 1.85X2 + 1.38X22, statistically significant at p < 0.05 with Fcal (24.6) > Ftab (3,7) (4.35) and R2 = 91.3%) and 2 h (YPYS 2 h = 66.58 − 5.57X1 + 1.75X2, statistically significant at p < 0.05 with Fcal (123.3) > Ftab (2,8) (4.46) R2 = 98.1%), protein yields in the skim of 73.2% and 75.0% can be achieved under optimum extraction conditions, respectively. Reduced protein content in the cream (protein yield in the cream, PYC), which would result in higher protein content in the skim at same protein extractability, can be achieved at same conditions that will favor TPE (12.82 SLR and 0.85% of enzyme). While this effect was statistically significant at 1 h (YPYC 1h = 1.25 − 0.26X12 − 0.28X22, statistically significant at p < 0.05 with Fcal (7.3) > Ftab (2,8) (4.46) and R2 = 64.6%), the same was not observed at 2 h. Overall, higher TPE and higher protein yield in the skim can be achieved with the use of low SLR (1:12.82) and high amount of enzyme (0.85% wt/wt), regardless of the extraction time. No increase in TPE was observed when reaction time increased from 1 to 2 h. Our results are in agreement with the ones in the literature [24,30,55,59] where increased protein extractability has been attributed to the breakdown of proteins into more soluble peptides by the action of proteases.
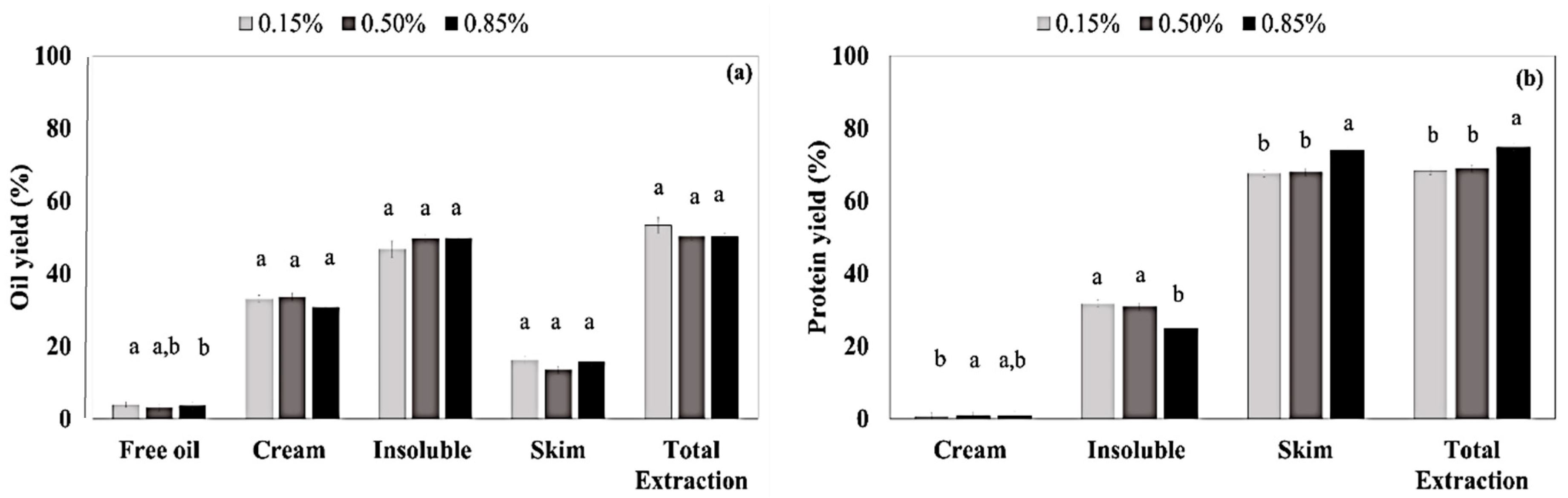
Our results indicate that the use of a low SLR (1:12.82) and higher amount of enzyme (0.85% wt/wt) can be used to increase both oil and protein extraction at shorter reaction times (i.e., 1 h). To further confirm the benefits of working with higher enzyme concentration, which was shown to increase protein extractability but can also reduce TOE at longer reaction times, experimental validation was performed using SLR of 1:12.82 and three enzyme concentrations (0.15%, 0.5%, 0.85%, wt/wt). Extractions were performed at pH 9.0, 50 °C, under constant agitation at 120 rpm for 1 h. Each experimental condition was validated in triplicate to verify the adequacy of the predictive models. Oil and protein extraction yield as well as their distribution among the fractions, under extraction conditions suggested by the predictive models, are presented in Figure 4a,b. TOE of 50.6% was achieved during the validation experiment, being in agreement with the predicted value of 52.4% (1 h, 0.5% of enzyme, 1:12.8 SLR) (Figure 4a). As suggested by the predictive model, increasing the amount of enzyme from 0.15 to 0.85 indeed resulted in a very small reduction in TOE (53% vs. 50%), although not statistically significant. Increasing the amount of enzyme from 0.15 to 0.85% significantly increased the protein extraction from 68.3 to 74.9%, which is in agreement with the predicted value of 72.3% (Figure 4b). Based on these results, SLR of 1:12.82 and 0.85% enzyme can be used to maximize the overall extractability of oil (50%) and protein (75%) from the almond cake. As described in the AEP section, the comparison of our results with the literature is challenging due to the lack of studies reporting oil and protein extraction yields from partially defatted almond cake produced by mechanical pressing. For example, while oil extraction yields ranging from 75–78% have been reported for the EAEP of full-fat almond flour [12,53], no protein extraction yields were reported for both studies. Because of the difference in the starting material used (full fat almond flour vs. partially defatted almond cake), a direct comparison of the results from both studies is difficult.
3.3. Effects of Extraction Conditions on the MW Polypeptide Profile and Solubility of AEP and EAEP Skims
During protein hydrolysis, the breakdown of peptide bonds results in increased concentration of primary amines, which corresponds to an increase in the degree of hydrolysis (DH) [60]. Because the DH often has a significant impact on the functional properties of the protein [61], understanding the effects of extraction conditions (i.e., AEP vs. EAEP) on the DH and protein functionality becomes necessary to further identify the possible industrial applications for the extracted protein.
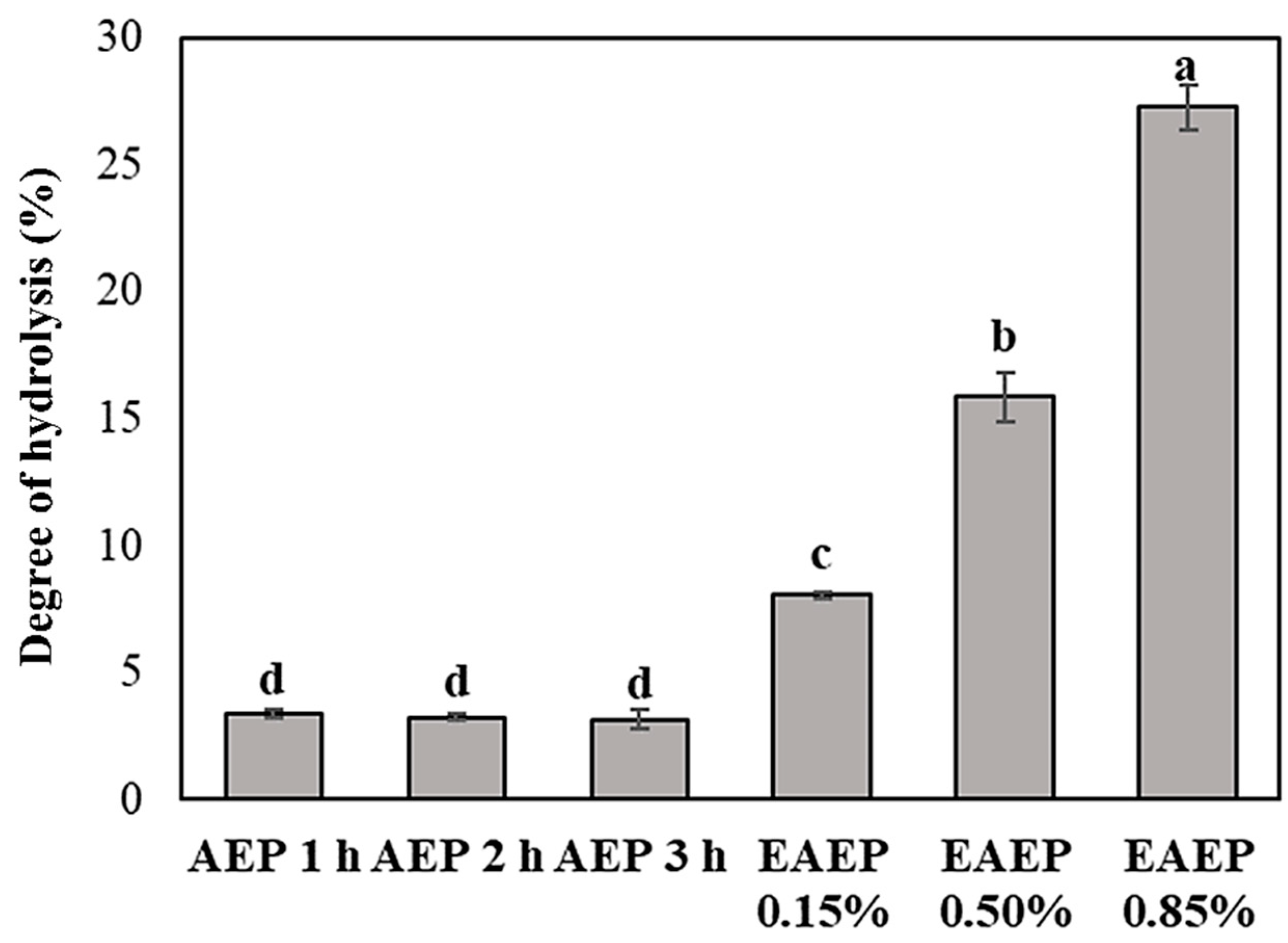
The effects of the extraction conditions evaluated during the experimental validation of the AEP and EAEP on the DH and MW profile of AEP and EAEP skim proteins are shown in Figure 5 and Figure 6. As expected, no changes in the DH of AEP skim proteins were observed (~3%) when reaction time increased from 1 to 3 h. However, increasing the amount of enzyme from 0.15 to 0.85% resulted in a statistically significant increase in the DH of EAEP skim proteins (8% vs. 27%) (Figure 5). Our results are in agreement with the literature where the use of a higher amount of enzyme, until a certain extent, resulted in higher DH [48,60].
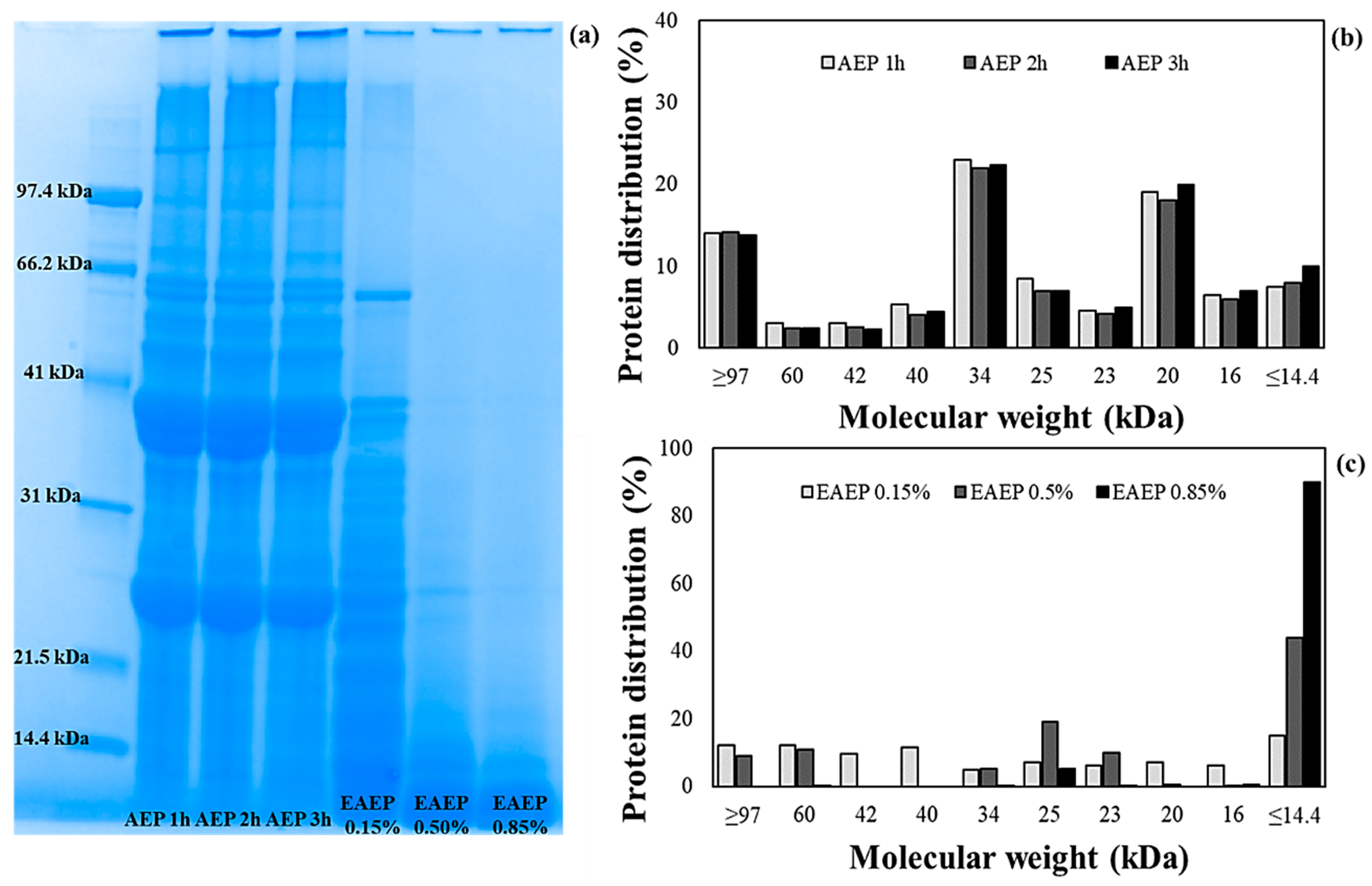
The DH values described in Figure 5 are in agreement with the SDS-PAGE peptide profile of AEP and EAEP skim proteins (Figure 6). While no statistically significant difference was observed for the DH of the AEP skim at 1 h, 2 h, and 3 h (Figure 5), an increasing DH (statistically significant at p < 0.05) was observed when the amount of enzyme used in the EAEP increased from 0.15 to 0.85%. Similar electrophoretic profile was observed for AEP skim proteins, regardless of the extraction time, being in agreement with the constant DH of these samples. AEP skim proteins are mainly composed of proteins and polypeptides bigger than 97 kDa (~14%) and two polypeptide fragments (39 kDa (~23%, α-subunit) and 24 kDa (~19%, β-subunit)) which likely correspond to the subunits of amandin, the major protein accounting for 65–70% of extractable almond protein [8] (Figure 6b). Our results are in agreement with the ones reported by Wolf and Sathe [5] and Derbyshire et al. [62], which demonstrated that amandin (62 to 66 kDa subunits) can be converted into acidic (20 kDa) and basic (40 kDa) polypeptides in the presence of mercaptoethanol. Garcia-Mas et al. [63] also reported the presence of two storage polypeptides with 61.0 kDa (prunin-1) and 55.9 kDa (prunin- 2) in almond. These two bands are also present in the AEP skims (5–9%), however, they were completely hydrolyzed in the EAEP skim (0–3%).
The EAEP skim protein profile distribution (Figure 6c) reflected the increase in protein hydrolysis as enzyme concentration increased from 0.15 to 0.85%. The use of 0.85% of enzyme (optimum extraction condition for increased protein extraction) resulted in significant reduction of most polypeptides when compared with the AEP skim and EAEP conditions with reduced amount of enzyme. The use of 0.85% of protease resulted in nearly complete hydrolysis of amandin, with EAEP skim proteins having more than 90% of peptides with MW < 14.4 kD.
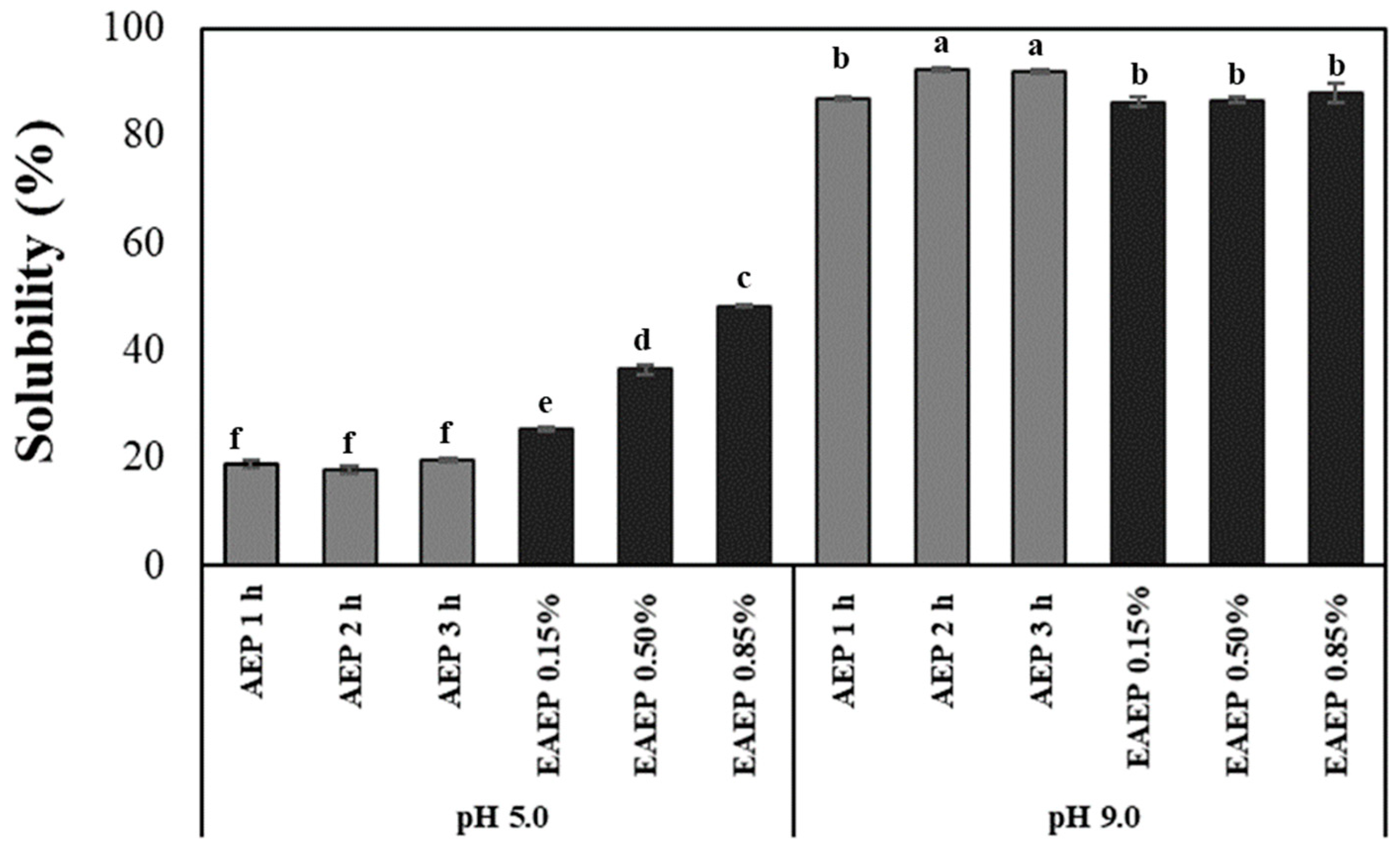
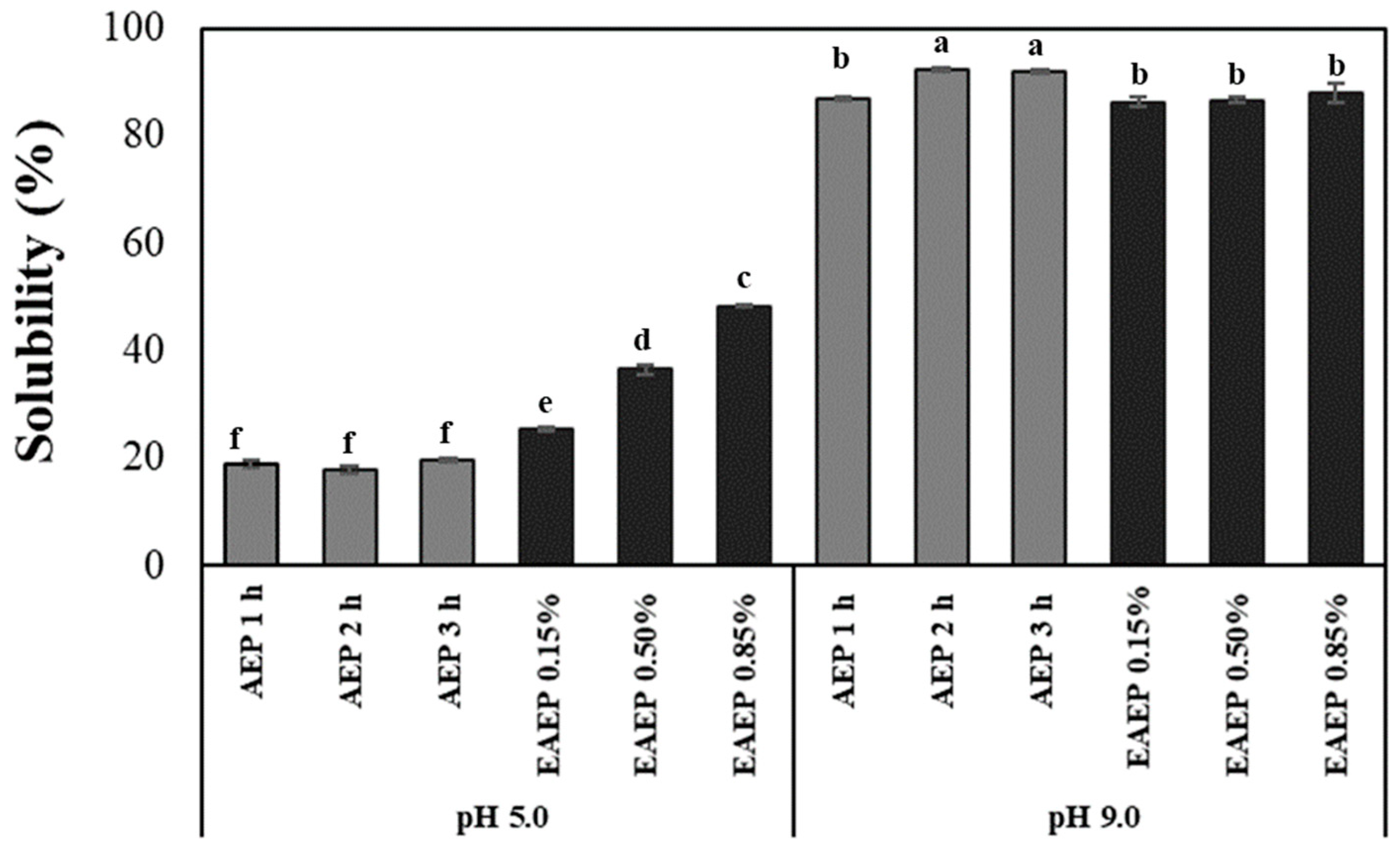
Because extraction conditions can significantly affect protein functionality [31], we have determined the effects the extraction conditions evaluated during the experimental validation of AEP and EAEP on the solubility of the AEP and EAEP skim proteins. With the goal of identifying possible applications for the extracted protein, skim protein solubility was assessed at an acidic pH (5.0, ~isoelectric point for almond protein, [8]) and alkaline pH (9.0, extraction pH) (Figure 7 At pH 5.0, EAEP skim proteins had a significantly higher solubility than AEP skim proteins). EAEP skim protein solubility at pH 5.0 increased from 25.5 to 48.2% (statistically significant at p < 0.05) as enzyme concentration increased from 0.15 to 0.85%, compared with ~19% for the AEP skim protein. Higher solubility for the EAEP skim protein is likely related to the enzymatic release of smaller and more soluble peptides [31,61,64]. As shown in the SDS-PAGE gel, nearly complete hydrolysis of amandin, an insoluble protein under acidic pH [5] was observed in the EAEP skim. The hydrolysis of amandin into smaller peptides can explain the higher solubility of the EAEP skim at acidic pH compared with the AEP skim. Our results are in agreement with the literature where the use of enzyme resulted in the production of proteins with higher solubility at lower pH [31,60,61]. This behavior, however, was not observed at pH 9.0, where almond solubility is generally favored [65]. AEP and EAEP skim protein solubilities were very similar at pH 9.0, with minimum increments in solubility being observed with increased reaction time for the AEP (87%-1 h to 92%-3 h) and increased amount of enzyme for the EAEP (86% using 0.15% of enzyme to 91% using 0.85% of enzyme). AEP and EAEP skim solubilities were higher at pH 9.0 than pH 5.0 (statistically significant at p < 0.05).
Our results are in agreement with the ones reported by Amirshaghaghi et al. [65] which reported reduced solubility of almond proteins at acidic pH (3.2–7.5% at pH 4.0) when compared to alkaline pH (85.3–87.8% at pH 10). Higher protein solubility values observed in our study (AEP–17.9% at pH 5.0 and 92.3% at pH 9.0 at 2 h and EAEP–48.2% at pH 5.0 and 91.2% at pH 9.0 with 0.85% of enzyme) when compared with the ones reported by Amirshaghaghi et al. [65] can be attributed to the differences in the starting material used in both studies (defatted almond flour in their study and partially defatted almond from mechanical pressing in ours) and extraction conditions used. Overall, our results highlight that the use of enzyme during the extraction results in the production of skim proteins with increased solubility at acidic pH, which can benefit the development of formulations at low pH values.
4. Conclusions
This study demonstrates that oil and protein extractability from almond cake can be significantly improved by careful optimization of key extraction parameters such as SLR, reaction time, and amount of enzyme. While protein extraction was favored by the use of low SLR in the AEP, oil extraction was dependent on reaction time only. Approximately 48% of oil and 70% of protein were extracted under optimized conditions (1:12.82 SLR, 2 h, pH 9.0, and 50 °C) for the AEP. The use of enzyme during the extraction resulted in increased extraction rate and yields. For the EAEP, the use of low SLR (1:12.8) and 0.85% of enzyme enabled the extraction of 50% of oil and 75% of protein in 1 h, compared with 41.6% of oil and 69.6% of protein for the AEP at same reaction time. While selected processing conditions improved the oil and protein extractability, as well as the amount of oil in the cream, the same benefit was not observed for the oil content in the skim. Regardless of the extraction approach used (AEP or EAEP), increased oil content in the skim was observed for conditions where higher oil extraction was achieved. Nevertheless, in addition to improving overall extractability, the use of enzyme resulted in the production of skim fractions with higher protein solubility at low pH (5.0) when compared with the AEP skim (48% vs. 18%). At alkaline pH (9.0), higher solubility was observed for both AEP and EAEP skims (~90%). The higher concentration of soluble hydrolyzed peptides in the EAEP skim can enable its use for specific food or feed applications involving acidic pH.
Author Contributions
Conceptualization—J.M.L.N.de M.B.; methodology—T.S.P.S. and F.F.G.D.; formal analysis—T.S.P.S. and F.F.G.D.; investigation—T.S.P.S. and F.F.G.D.; writing—T.S.P.S. and F.F.G.D., M.G.B.K., J.M.L.N.de M.B.; validation—T.S.P.S. and F.F.G.D.; supervision—J.M.L.N.de M.B.; project administration—J.M.L.N.de M.B.; funding acquisition—J.M.L.N.de M.B.
Funding
This research was supported by the Center for Advanced Processing and Packaging Studies (CAPPS).
Acknowledgments
This research was partially supported by a student fellowship under the Coordination for the Improvement of Higher Education Personnel Program (CAPES) in Brazil.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Nadathur, S.R.; Wanasundara, J.P.D.; Scanlin, L. Proteins in the diet. In Sustainable Protein Sources; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–19. ISBN 978-0-12-802778-3. [Google Scholar]
- Rodrigues, I.M.; Coelho, J.F.J.; Carvalho, M.G.V.S. Isolation and valorisation of vegetable proteins from oilseed plants: Methods, limitations and potential. J. Food Eng. 2012, 109, 337–346. [Google Scholar] [CrossRef]
- Sathe, S.K. Solubilization, electrophoretic characterization and in vitro digestibility of almond (Prunus amygdalus) proteins. J. Food Biochem. 1992, 16, 249–264. [Google Scholar] [CrossRef]
- Yada, S.; Lapsley, K.; Huang, G. A review of composition studies of cultivated almonds: Macronutrients and micronutrients. J. Food Compos. Anal. 2011, 24, 469–480. [Google Scholar] [CrossRef]
- Wolf, W.J.; Sathe, S.K. Ultracentrifugal and polyacrylamide gel electrophoretic studies of extractability and stability of almond meal proteins. J. Sci. Food Agric. 1998, 78, 511–521. [Google Scholar] [CrossRef]
- Grundy, M.M.-L.; Lapsley, K.; Ellis, P.R. A review of the impact of processing on nutrient bioaccessibility and digestion of almonds. Int. J. Food Sci. Technol. 2016, 51, 1937–1946. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mandalari, G.; Rigby, N.M.; Bisignano, C.; Lo Curto, R.B.; Mulholland, F.; Su, M.; Venkatachalam, M.; Robotham, J.M.; Willison, L.N.; Lapsley, K. Effect of food matrix and processing on release of almond protein during simulated digestion. LWT Food Sci. Technol. 2014, 59, 439–447. [Google Scholar] [CrossRef]
- Sathe, S.K.; Wolf, W.J.; Roux, K.H.; Teuber, S.S.; Venkatachalam, M.; Sze-Tao, K.W.C. Biochemical Characterization of Amandin, the Major Storage Protein in Almond (Prunus dulcis L.). J. Agric. Food Chem. 2002, 50, 4333–4341. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Zhang, J.; Sheng, W.; Wang, S.; Fu, T.-J. Effects of heat and high-pressure treatments on the solubility and immunoreactivity of almond proteins. Food Chem. 2016, 199, 856–861. [Google Scholar] [CrossRef]
- Thompson, T.; Kane, R.R.; Hager, M.H. Food Allergen Labeling and Consumer Protection Act of 2004 in Effect. J. Am. Diet. Assoc. 2006, 106, 1742–1744. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Smith, K.H.; Stevens, G.W. The use of environmentally sustainable bio-derived solvents in solvent extraction applications—A review. Chin. J. Chem. Eng. 2016, 24, 215–220. [Google Scholar] [CrossRef]
- Moura, J.M.L.N.; Hernández-Ledesma, B.; de Almeida, N.M.; Hsieh, C.-C.; de Lumen, B.O.; Johnson, L.A. Lunasin and Bowman-Birk Protease Inhibitor Concentrations of Protein Extracts from Enzyme-Assisted Aqueous Extraction of Soybeans. J. Agric. Food Chem. 2011, 59, 6940–6946. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, J.; Johnson, L.A.; Jung, S. Demulsification of oil-rich emulsion from enzyme-assisted aqueous extraction of extruded soybean flakes. Bioresour. Technol. 2009, 100, 527–533. [Google Scholar] [CrossRef] [PubMed]
- Karaman, S.; Karasu, S.; Tornuk, F.; Toker, O.S.; Geçgel, Ü.; Sagdic, O.; Ozcan, N.; Gül, O. Recovery Potential of Cold Press Byproducts Obtained from the Edible Oil Industry: Physicochemical, Bioactive, and Antimicrobial Properties. J. Agric. Food Chem. 2015, 63, 2305–2313. [Google Scholar] [CrossRef] [PubMed]
- Gong, Y.; Pegg, R.B. Tree nut oils. In Specialty Oils Fats Food Nutrition; Elsevier: Amsterdam, The Netherlands, 2015; pp. 65–86. ISBN 978-1-78242-376-8. [Google Scholar]
- Pojić, M.; Mišan, A.; Tiwari, B. Eco-innovative technologies for extraction of proteins for human consumption from renewable protein sources of plant origin. Trends Food Sci. Technol. 2018, 75, 93–104. [Google Scholar] [CrossRef]
- Balvardi, M.; Rezaei, K.; Mendiola, J.A.; Ibáñez, E. Optimization of the Aqueous Enzymatic Extraction of Oil from Iranian Wild Almond. J. Am. Oil Chem. Soc. 2015, 92, 985–992. [Google Scholar] [CrossRef]
- De Moura, J.M.L.N.; Campbell, K.; de Almeida, N.M.; Glatz, C.E.; Johnson, L.A. Protein Extraction and Membrane Recovery in Enzyme-Assisted Aqueous Extraction Processing of Soybeans. J. Am. Oil Chem. Soc. 2011, 88, 877–889. [Google Scholar] [CrossRef]
- Rosenthal, A.; Pyle, D.L.; Niranjan, K. Aqueous and enzymatic processes for edible oil extraction. Enzym. Microb. Technol. 1996, 19, 402–420. [Google Scholar] [CrossRef]
- O’Brien, R.D.; Farr, W.E.; Wan, P.J. Introduction to Fats Oils Technology, 2nd ed.; AOCS Press: Champaign, IL, USA, 2000. [Google Scholar]
- Liu, J.; Gasmalla, M.A.A.; Li, P.; Yang, R. Enzyme-assisted extraction processing from oilseeds: Principle, processing and application. Innov. Food Sci. Emerg. Technol. 2016, 35, 184–193. [Google Scholar] [CrossRef]
- Campbell, K.A.; Glatz, C.E.; Johnson, L.A.; Jung, S.; de Moura, J.M.N.; Kapchie, V.; Murphy, P. Advances in Aqueous Extraction Processing of Soybeans. J. Am. Oil Chem. Soc. 2011, 88, 449–465. [Google Scholar] [CrossRef]
- Casas, M.P.; Domínguez González, H. Enzyme-assisted aqueous extraction processes. In Water Extraction of Bioactive Compounds; Elsevier: Amsterdam, The Netherlands, 2017; pp. 333–368. ISBN 978-0-12-809380-1. [Google Scholar]
- Rosenthal, A.; Pyle, D.L.; Niranjan, K.; Gilmour, S.; Trinca, L. Combined effect of operational variables and enzyme activity on aqueous enzymatic extraction of oil and protein from soybean. Enzym. Microb. Technol. 2001, 28, 499–509. [Google Scholar] [CrossRef]
- Yoon, S.H.; Kim, I.H.; Kim, S.H.; Kwon, T.W. Effects of Enzyme Treatments and Ultrasonification on Extraction Yields of Lipids and Protein from Soybean by Aqueous Process. Korean J. Food Sci. Technol. 1991, 23, 673–676. [Google Scholar]
- De Moura, J.M.L.N.; de Almeida, N.M.; Johnson, L.A. Scale-up of Enzyme-Assisted Aqueous Extraction Processing of Soybeans. J. Am. Oil Chem. Soc. 2009, 86, 809–815. [Google Scholar] [CrossRef]
- Freitas, S.P.; Hartman, L.; Couri, S.; Jablonka, F.H.; de Carvalho, C.W.P. The combined application of extrusion and enzymatic technology for extraction of soybean oil. Fett Lipid 1997, 99, 333–337. [Google Scholar] [CrossRef]
- Jung, S. Aqueous extraction of oil and protein from soybean and lupin: A comparative study. J. Food Process. Preserv. 2009, 33, 547–559. [Google Scholar] [CrossRef]
- De Moura, J.M.L.N.; Johnson, L.A. Two-Stage Countercurrent Enzyme-Assisted Aqueous Extraction Processing of Oil and Protein from Soybeans. J. Am. Oil Chem. Soc. 2009, 86, 283–289. [Google Scholar] [CrossRef]
- Kapchie, V.N.; Wei, D.; Hauck, C.; Murphy, P.A. Enzyme-Assisted Aqueous Extraction of Oleosomes from Soybeans (Glycine max). J. Agric. Food Chem. 2008, 56, 1766–1771. [Google Scholar] [CrossRef]
- De Almeida, N.M.; de Moura Bell, J.M.L.N.; Johnson, L.A. Properties of Soy Protein Produced by Countercurrent, Two-Stage, Enzyme-Assisted Aqueous Extraction. J. Am. Oil Chem. Soc. 2014, 91, 1077–1085. [Google Scholar] [CrossRef]
- Jiang, L.; Hua, D.; Wang, Z.; Xu, S. Aqueous enzymatic extraction of peanut oil and protein hydrolysates. Food Bioprod. Process. 2010, 88, 233–238. [Google Scholar] [CrossRef]
- Li, P.; Zhang, W.; Han, X.; Liu, J.; Liu, Y.; Gasmalla, M.A.A.; Yang, R. Demulsification of oil-rich emulsion and characterization of protein hydrolysates from peanut cream emulsion of aqueous extraction processing. J. Food Eng. 2017, 204, 64–72. [Google Scholar] [CrossRef]
- Sharma, A.; Khare, S.K.; Gupta, M.N. Enzyme-assisted aqueous extraction of peanut oil. J. Am. Oil Chem. Soc. 2002, 79, 215–218. [Google Scholar] [CrossRef]
- Aliakbarian, B.; De Faveri, D.; Converti, A.; Perego, P. Optimisation of olive oil extraction by means of enzyme processing aids using response surface methodology. Biochem. Eng. J. 2008, 42, 34–40. [Google Scholar] [CrossRef]
- Najafian, L.; Ghodsvali, A.; Haddad Khodaparast, M.H.; Diosady, L.L. Aqueous extraction of virgin olive oil using industrial enzymes. Food Res. Int. 2009, 42, 171–175. [Google Scholar] [CrossRef]
- Bisht, T.S.; Sharma, S.K.; Sati, R.C.; Rao, V.K.; Yadav, V.K.; Dixit, A.K.; Sharma, A.K.; Chopra, C.S. Improvement of efficiency of oil extraction from wild apricot kernels by using enzymes. J. Food Sci. Technol. 2015, 52, 1543–1551. [Google Scholar] [CrossRef] [PubMed]
- Moreau, R.A.; Dickey, L.C.; Johnston, D.B.; Hicks, K.B. A Process for the Aqueous Enzymatic Extraction of Corn Oil from Dry Milled Corn Germ and Enzymatic Wet Milled Corn Germ (E-Germ). J. Am. Oil Chem. Soc. 2009, 86, 469–474. [Google Scholar] [CrossRef]
- Moreau, R.A.; Johnston, D.B.; Powell, M.J.; Hicks, K.B. A comparison of commercial enzymes for the aqueous enzymatic extraction of corn oil from corn germ. J. Am. Oil Chem. Soc. 2004, 81, 1071–1075. [Google Scholar] [CrossRef]
- Ndlela, S.C.; de Moura, J.M.L.N.; Olson, N.K.; Johnson, L.A. Aqueous Extraction of Oil and Protein from Soybeans with Subcritical Water. J. Am. Oil Chem. Soc. 2012, 89, 1145–1153. [Google Scholar] [CrossRef]
- AOAC. Official Methods Analysis, 15th ed.; AOAC: Washington, DC, USA, 1990. [Google Scholar]
- Nielsen, P.M.; Petersen, D.; Dambmann, C. Improved Method for Determining Food Protein Degree of Hydrolysis. J. Food Sci. 2001, 66, 642–646. [Google Scholar] [CrossRef]
- Liu, R.-L.; Ge, X.-L.; Gao, X.-Y.; Zhan, H.-Y.; Shi, T.; Su, N.; Zhang, Z.-Q. Two angiotensin-converting enzyme-inhibitory peptides from almond protein and the protective action on vascular endothelial function. Food Funct. 2016, 7, 3733–3739. [Google Scholar] [CrossRef]
- Laemmli, U.K. Cleavage of structural proteins during the assembly of the head of bacteriophage T4. Nature 1970, 227, 680–685. [Google Scholar] [CrossRef]
- Rickert, D.A.; Johnson, L.A.; Murphy, P.A. Functional Properties of Improved Glycinin and β-Conglycinin Fractions. Food Chem. Toxicol. 2004, 69, 303–311. [Google Scholar]
- Morr, C.V.; German, B.; Kinsella, J.E.; Regenstein, J.M.; Buren, J.P.V.; Kilara, A.; Lewis, B.A.; Mangino, M.E. A Collaborative Study to Develop a Standardized Food Protein Solubility Procedure. J. Food Sci. 1985, 50, 1715–1718. [Google Scholar] [CrossRef]
- Johnson, L.A.; Lusas, E.W. Comparison of alternative solvents for oils extraction. J. Am. Oil Chem. Soc. 1983, 60, 229–242. [Google Scholar] [CrossRef]
- De Moura, J.M.L.N.; Maurer, D.; Jung, S.; Johnson, L.A. Integrated Countercurrent Two-Stage Extraction and Cream Demulsification in Enzyme-Assisted Aqueous Extraction of Soybeans. J. Am. Oil Chem. Soc. 2011, 88, 1045–1051. [Google Scholar] [CrossRef]
- Yao, L.; Jung, S. 31P NMR Phospholipid Profiling of Soybean Emulsion Recovered from Aqueous Extraction. J. Agric. Food Chem. 2010, 58, 4866–4872. [Google Scholar] [CrossRef] [PubMed]
- Campbell, K.A.; Glatz, C.E. Mechanisms of aqueous extraction of soybean oil. J. Agric. Food Chem. 2009, 57, 10904–10912. [Google Scholar] [CrossRef] [PubMed]
- Rosenthal, A.; Pyle, D.L.; Niranjan, K. Simultaneous Aqueous Extraction of Oil and Protein from Soybean: Mechanisms for Process Design. Food Bioprod. Process. 1998, 76, 224–230. [Google Scholar] [CrossRef]
- Esteban, R.M.; López-Andréu, F.J.; Carpena, O. Protein extractability of almond (Prunus amygdalus, batsch) seed. J. Sci. Food Agric. 1985, 36, 485–490. [Google Scholar] [CrossRef]
- Chodar Moghadas, H.; Rezaei, K. Laboratory-Scale Optimization of Roasting Conditions Followed by Aqueous Extraction of Oil from Wild Almond. J. Am. Oil Chem. Soc. 2017, 94, 867–876. [Google Scholar] [CrossRef]
- Ghorbanzadeh, R.; Rezaei, K. Optimization of an Aqueous Extraction Process for Pomegranate Seed Oil. J. Am. Oil Chem. Soc. 2017, 94, 1491–1501. [Google Scholar] [CrossRef]
- De Moura, J.M.L.N.; Campbell, K.; Mahfuz, A.; Jung, S.; Glatz, C.E.; Johnson, L. Enzyme-Assisted Aqueous Extraction of Oil and Protein from Soybeans and Cream De-emulsification. J. Am. Oil Chem. Soc. 2008, 85, 985–995. [Google Scholar] [CrossRef]
- Yusoff, M.M.; Gordon, M.H.; Niranjan, K. Aqueous enzyme assisted oil extraction from oilseeds and emulsion de-emulsifying methods: A review. Trends Food Sci. Technol. 2015, 41, 60–82. [Google Scholar] [CrossRef]
- De Moura Bell, J.M.L.N.; Maurer, D.; Yao, L.; Wang, T.; Jung, S.; Johnson, L.A. Characteristics of Oil and Skim in Enzyme-Assisted Aqueous Extraction of Soybeans. J. Am. Oil Chem. Soc. 2013, 90, 1079–1088. [Google Scholar] [CrossRef]
- Chandrasekaran, M. (Ed.) Enzymes Food Beverage Processing; CRC Press: Boca Raton, FL, USA, 2016; ISBN 978-1-4822-2128-2. [Google Scholar]
- Lamsal, B.P.; Johnson, L.A. Separating Oil from Aqueous Extraction Fractions of Soybean. J. Am. Oil Chem. Soc. 2007, 84, 785–792. [Google Scholar] [CrossRef]
- Sari, Y.W.; Bruins, M.E.; Sanders, J.P.M. Enzyme assisted protein extraction from rapeseed, soybean, and microalgae meals. Ind. Crops Prod. 2013, 43, 78–83. [Google Scholar] [CrossRef]
- Jamdar, S.N.; Rajalakshmi, V.; Pednekar, M.D.; Juan, F.; Yardi, V.; Sharma, A. Influence of degree of hydrolysis on functional properties, antioxidant activity and ACE inhibitory activity of peanut protein hydrolysate. Food Chem. 2010, 121, 178–184. [Google Scholar] [CrossRef]
- Derbyshire, E.; Wright, D.J.; Boulter, D. Legumin and vicilin, storage proteins of legume seeds. Phytochemistry 1976, 15, 3–24. [Google Scholar] [CrossRef]
- Garcia-Mas, J.; Messeguer, R.; Arús, P.; Puigdomènech, P. Molecular characterization of cDNAs corresponding to genes expressed during almond (Prunus amygdalus Batsch) seed development. Plant Mol. Biol. 1995, 27, 205–210. [Google Scholar] [CrossRef] [PubMed]
- Wouters, A.G.B.; Rombouts, I.; Fierens, E.; Brijs, K.; Delcour, J.A. Relevance of the Functional Properties of Enzymatic Plant Protein Hydrolysates in Food Systems. Compr. Rev. Food Sci. Food Saf. 2016, 15, 786–800. [Google Scholar] [CrossRef]
- Amirshaghaghi, Z.; Rezaei, K.; Habibi Rezaei, M. Characterization and functional properties of protein isolates from wild almond. J. Food Meas. Charact. 2017, 11, 1725–1733. [Google Scholar] [CrossRef]
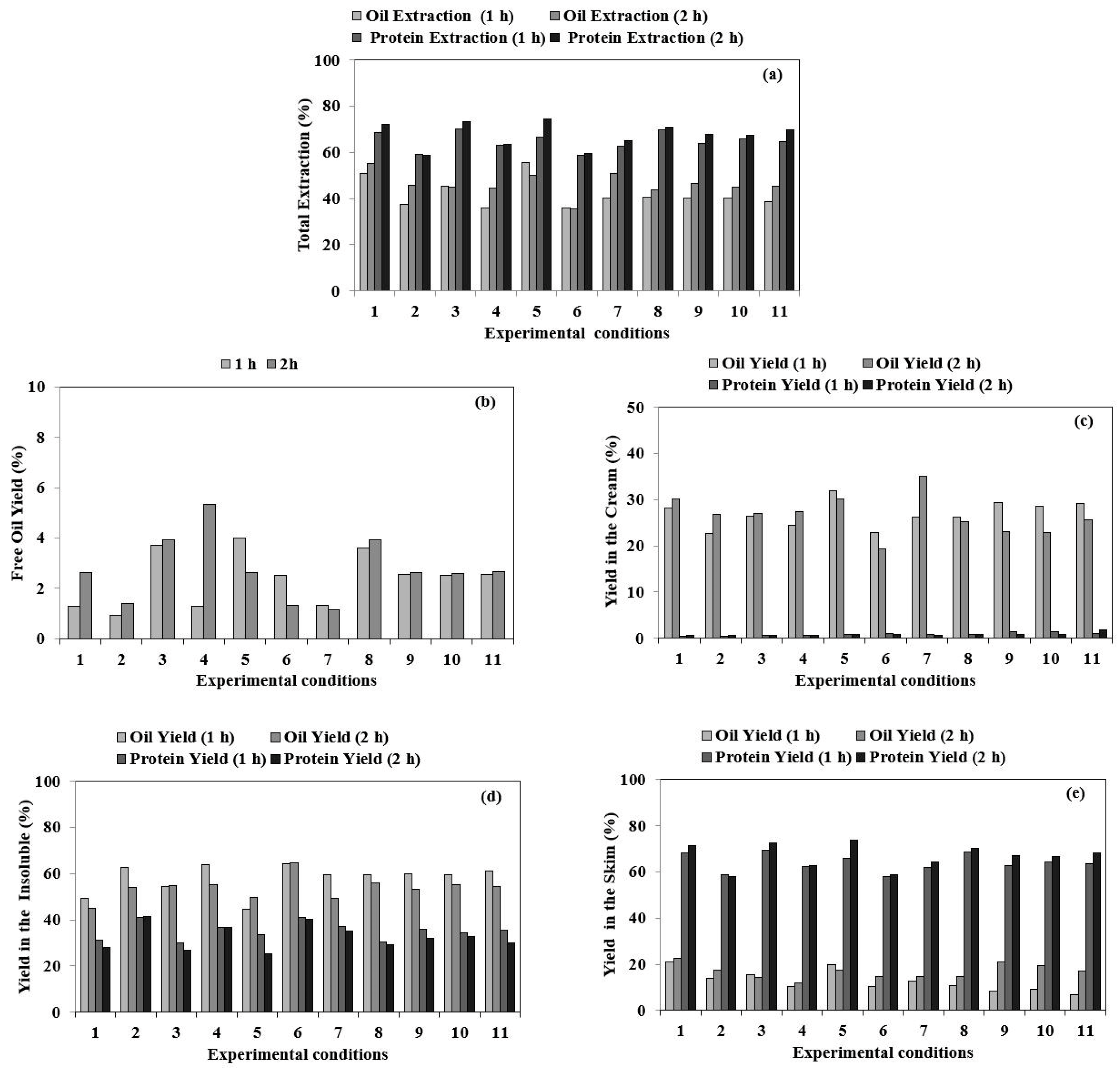
Figure 1.
Effects of solids-to-liquid ratio (SLR) and reaction time on extraction yields and distribution of oil and protein among the fractions generated by the AEP: (a) Total oil and protein extraction yields (%); (b) free oil yield (%); (c) oil and protein yield in the cream (%); (d) oil and protein yield in the insoluble (%); (e) oil and protein yield in the skim (%). Experimental conditions: 1 (1:12 SLR, 0.75 h); 2 (1:8 SLR, 0.75 h); 3 (1:12 SLR, 3.0 h); 4 (1:8 SLR, 3.0 h); 5 (1:12.82 SLR, 1.88 h); 6 (1:7.18 SLR, 1.88 h); 7 (1:10 SLR, 0.29 h); 8 (1:10 SLR, 3.46 h); 9, 10, and 11 (1:10 SLR, 1.88 h) (central points).
Figure 1.
Effects of solids-to-liquid ratio (SLR) and reaction time on extraction yields and distribution of oil and protein among the fractions generated by the AEP: (a) Total oil and protein extraction yields (%); (b) free oil yield (%); (c) oil and protein yield in the cream (%); (d) oil and protein yield in the insoluble (%); (e) oil and protein yield in the skim (%). Experimental conditions: 1 (1:12 SLR, 0.75 h); 2 (1:8 SLR, 0.75 h); 3 (1:12 SLR, 3.0 h); 4 (1:8 SLR, 3.0 h); 5 (1:12.82 SLR, 1.88 h); 6 (1:7.18 SLR, 1.88 h); 7 (1:10 SLR, 0.29 h); 8 (1:10 SLR, 3.46 h); 9, 10, and 11 (1:10 SLR, 1.88 h) (central points).
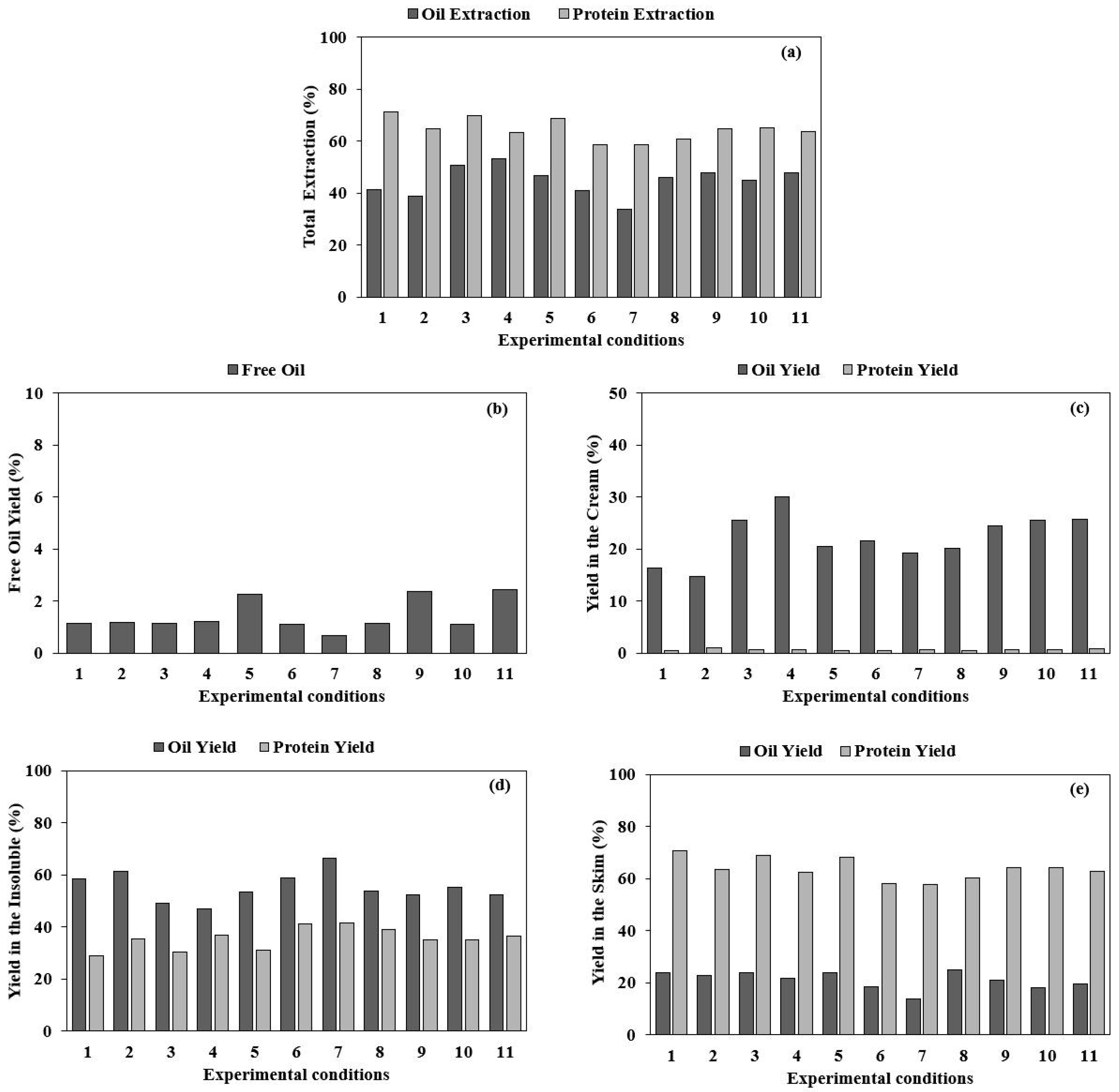
Figure 2.
Experimental validation of the AEP conditions (1:12.82 SLR at 1, 2, and 3 h): (a) oil and (b) protein extraction yields for the AEP of almond cake. Means within the same fraction with different letters are statistically different at p < 0.05.
Figure 2.
Experimental validation of the AEP conditions (1:12.82 SLR at 1, 2, and 3 h): (a) oil and (b) protein extraction yields for the AEP of almond cake. Means within the same fraction with different letters are statistically different at p < 0.05.
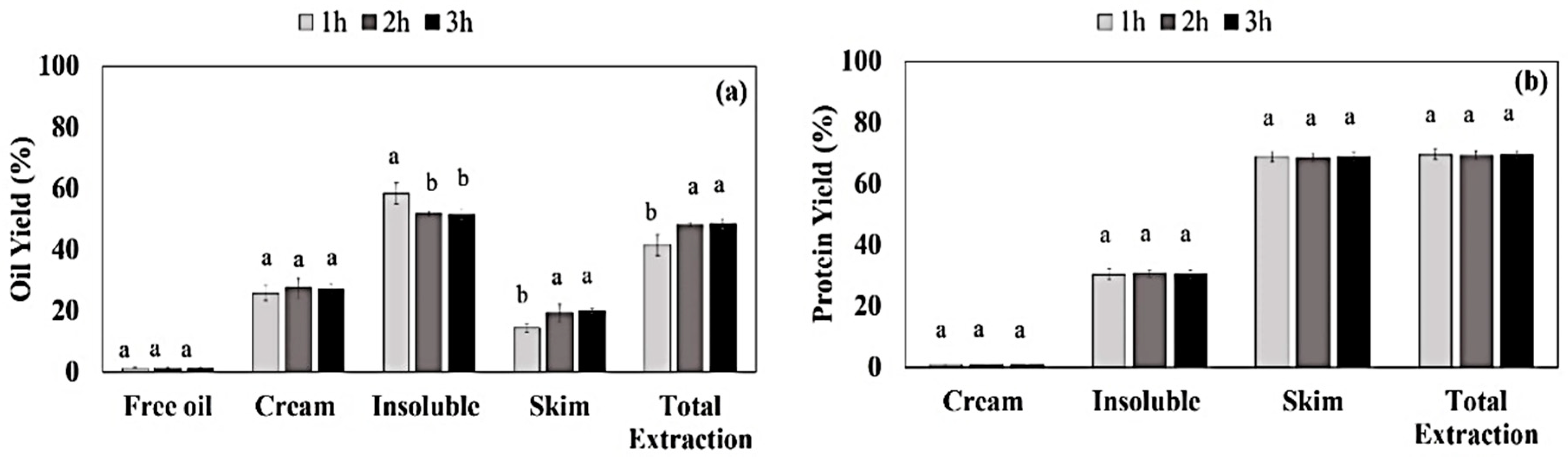
Figure 3.
Effects of solids-to-liquid ratio (SLR) and amount of enzyme on extraction yields and distribution of oil and protein among the fractions generated by the EAEP at 1 and 2 h: (a) Total oil and protein extraction yields (%); (b) free oil yield (%); (c) oil and protein yield in the cream (%); (d) oil and protein yield in the insoluble (%); (e) oil and protein yield in the skim (%). Experimental conditions: 1 (1:12 SLR and 0.25% enzyme (wt/wt*)); 2 (1:8 SLR, 0.25% enzyme (wt/wt)); 3 (1:12 SLR, 0.75% enzyme (wt/wt)); 4 (1:8 SLR, 0.75% enzyme (wt/wt)); 5 (1:12.82 SLR, 0.50% enzyme (wt/wt)); 6 (1:7.18 SLR, 0.50% enzyme (wt/wt)); 7 (1:10 SLR, 0.15% enzyme (wt/wt)); 8 (1:10 SLR, 0.85% enzyme (wt/wt)); 9, 10, and 11 (1:10 SLR, 0.50% enzyme (wt/wt). *(wt/wt, weight of enzyme/weight of almond cake).
Figure 3.
Effects of solids-to-liquid ratio (SLR) and amount of enzyme on extraction yields and distribution of oil and protein among the fractions generated by the EAEP at 1 and 2 h: (a) Total oil and protein extraction yields (%); (b) free oil yield (%); (c) oil and protein yield in the cream (%); (d) oil and protein yield in the insoluble (%); (e) oil and protein yield in the skim (%). Experimental conditions: 1 (1:12 SLR and 0.25% enzyme (wt/wt*)); 2 (1:8 SLR, 0.25% enzyme (wt/wt)); 3 (1:12 SLR, 0.75% enzyme (wt/wt)); 4 (1:8 SLR, 0.75% enzyme (wt/wt)); 5 (1:12.82 SLR, 0.50% enzyme (wt/wt)); 6 (1:7.18 SLR, 0.50% enzyme (wt/wt)); 7 (1:10 SLR, 0.15% enzyme (wt/wt)); 8 (1:10 SLR, 0.85% enzyme (wt/wt)); 9, 10, and 11 (1:10 SLR, 0.50% enzyme (wt/wt). *(wt/wt, weight of enzyme/weight of almond cake).

Figure 4.
Experimental validation of the EAEP conditions (1:12.82 SLR and 0.15%, 0.50%, and 0.85% enzyme (wt/wt of almond cake): oil (a) and protein (b) extraction yields. Means within the same fraction with different letters are statistically different at p < 0.05.
Figure 4.
Experimental validation of the EAEP conditions (1:12.82 SLR and 0.15%, 0.50%, and 0.85% enzyme (wt/wt of almond cake): oil (a) and protein (b) extraction yields. Means within the same fraction with different letters are statistically different at p < 0.05.
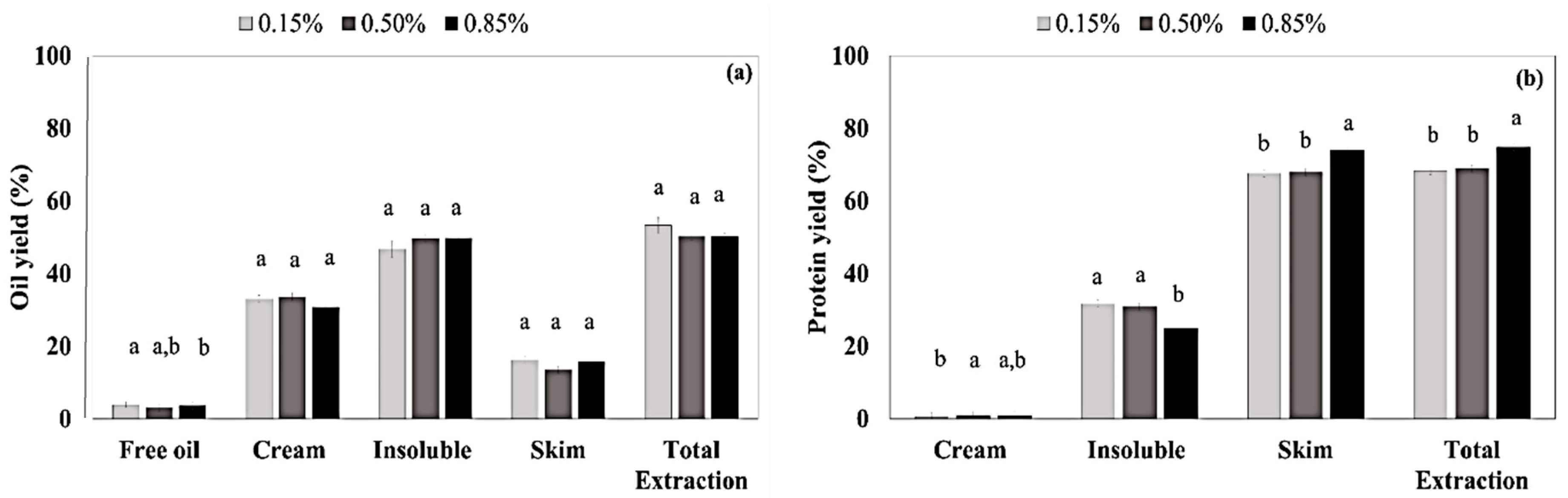
Figure 5.
Effects of extraction conditions evaluated during the experimental validation of the AEP and EAEP on the degree of hydrolysis (%) of AEP and EAEP skim proteins. Data were analyzed by one-way ANOVA followed by Tukey’s post-hoc test. Different letters indicate significant difference between the samples at p < 0.05.
Figure 5.
Effects of extraction conditions evaluated during the experimental validation of the AEP and EAEP on the degree of hydrolysis (%) of AEP and EAEP skim proteins. Data were analyzed by one-way ANOVA followed by Tukey’s post-hoc test. Different letters indicate significant difference between the samples at p < 0.05.
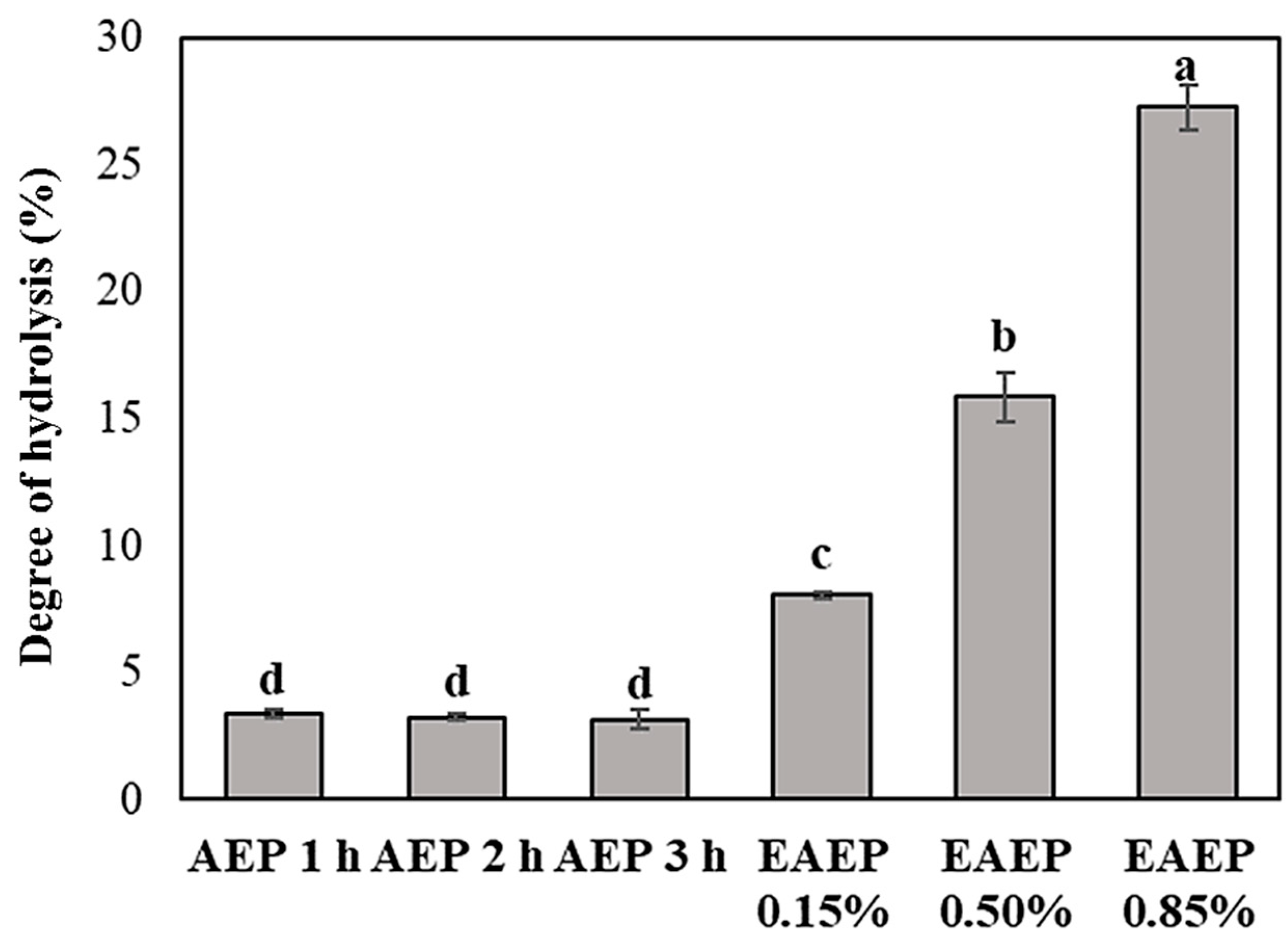
Figure 6.
SDS-PAGE protein profile (a) and molecular weight distribution of AEP (b) and EAEP (c) skim peptides.
Figure 6.
SDS-PAGE protein profile (a) and molecular weight distribution of AEP (b) and EAEP (c) skim peptides.
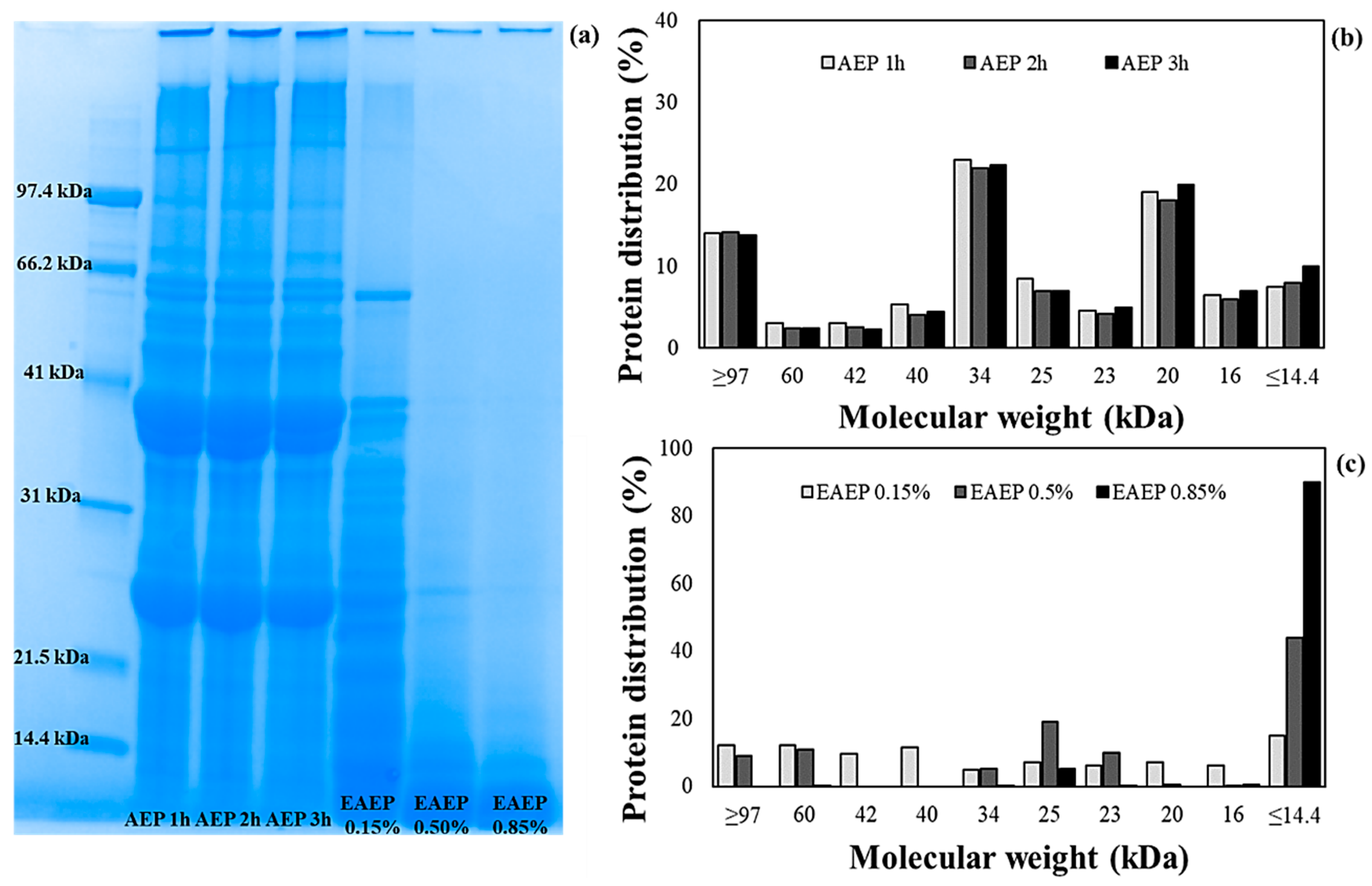
Figure 7.
Effects of extraction conditions evaluated during the experimental validation of the AEP and EAEP on the solubility of AEP and EAEP skim proteins at acidic and alkaline pH. Data were analyzed by a two-way ANOVA followed by Tukey’s post-hoc test. Different letters indicate significant difference between samples at p < 0.05.
Figure 7.
Effects of extraction conditions evaluated during the experimental validation of the AEP and EAEP on the solubility of AEP and EAEP skim proteins at acidic and alkaline pH. Data were analyzed by a two-way ANOVA followed by Tukey’s post-hoc test. Different letters indicate significant difference between samples at p < 0.05.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Variables and levels evaluated in the optimization of oil and protein extraction in the aqueous extraction process (AEP) of almond cake.
Table 1.
Variables and levels evaluated in the optimization of oil and protein extraction in the aqueous extraction process (AEP) of almond cake.
| Experiment | Solids-to-Liquid Ratio (X1) | Reaction Time (h) (X2) | ||
|---|---|---|---|---|
| Coded Value | Real Value | Coded Value | Real Value | |
| 1 | −1 | 1:12 | −1 | 0.75 |
| 2 | +1 | 1:8 | −1 | 0.75 |
| 3 | −1 | 1:12 | 1 | 3.00 |
| 4 | 1 | 1:8 | 1 | 3.00 |
| 5 | −1.41 | 1:12.82 | 0 | 1.88 |
| 6 | 1.41 | 1:7.18 | 0 | 1.88 |
| 7 | 0 | 1:10 | −1.41 | 0.29 |
| 8 | 0 | 1:10 | +1.41 | 3.46 |
| 9 | 0 | 1:10 | 0 | 1.88 |
| 10 | 0 | 1:10 | 0 | 1.88 |
| 11 | 0 | 1:10 | 0 | 1.88 |
Table 2.
Variables and levels evaluated in the optimization of oil and protein extraction in the enzyme-assisted aqueous extraction process (EAEP) of almond cake.
Table 2.
Variables and levels evaluated in the optimization of oil and protein extraction in the enzyme-assisted aqueous extraction process (EAEP) of almond cake.
| Experiment | Solids-to-Liquid Ratio (X1) | Enzyme (%) (wt/wt *) (X2) | ||
|---|---|---|---|---|
| Coded Value | Real Value | Coded Value | Real Value | |
| 1 | −1 | 1:12 | −1 | 0.25 |
| 2 | +1 | 1:8 | −1 | 0.25 |
| 3 | −1 | 1:12 | 1 | 0.75 |
| 4 | 1 | 1:8 | 1 | 0.75 |
| 5 | −1.41 | 1:12.82 | 0 | 0.50 |
| 6 | 1.41 | 1:7.18 | 0 | 0.50 |
| 7 | 0 | 1:10 | −1.41 | 0.15 |
| 8 | 0 | 1:10 | +1.41 | 0.85 |
| 9 | 0 | 1:10 | 0 | 0.50 |
| 10 | 0 | 1:10 | 0 | 0.50 |
| 11 | 0 | 1:10 | 0 | 0.50 |
* weight of enzyme/weight of almond cake.
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Souza, T.S.P.; Dias, F.F.G.; Koblitz, M.G.B.; M. L. N. de M. Bell, J. Aqueous and Enzymatic Extraction of Oil and Protein from Almond Cake: A Comparative Study. Processes 2019, 7, 472. https://doi.org/10.3390/pr7070472
AMA Style
Souza TSP, Dias FFG, Koblitz MGB, M. L. N. de M. Bell J. Aqueous and Enzymatic Extraction of Oil and Protein from Almond Cake: A Comparative Study. Processes. 2019; 7(7):472. https://doi.org/10.3390/pr7070472
Chicago/Turabian StyleSouza, Thaiza S. P., Fernanda F. G. Dias, Maria G. B. Koblitz, and Juliana M. L. N. de M. Bell. 2019. "Aqueous and Enzymatic Extraction of Oil and Protein from Almond Cake: A Comparative Study" Processes 7, no. 7: 472. https://doi.org/10.3390/pr7070472
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.