
The Role of Anode Manufacturing Processes in Net Carbon Consumption †

Process Control & Improvement, Carbon and Port, Emirates Global Aluminium (EGA), Al Taweelah, UAE
*
Author to whom correspondence should be addressed.
†
Contents of this paper also appeared in the Proceedings of 33rd International Committee for Study of Bauxite, Alumina & Alumimium (ICSOBA) conference 2015, Dubai, UAE, 29 November–1 December 2015.
Metals 2016, 6(6), 128; https://doi.org/10.3390/met6060128
Submission received: 4 February 2016
/
Revised: 14 April 2016
/
Accepted: 25 April 2016
/
Published: 27 May 2016
(This article belongs to the Special Issue Selected Papers from the International Committee for Study of Bauxite, Alumina&Aluminium 2015)
Abstract
:Carbon anodes are consumed in electrolysis cells during aluminum production. Carbon consumption in pre-bake anode cells is 400–450 kg C/t Al, considerably higher than the theoretical consumption of 334 kg C/t Al. This excess carbon consumption is partly due to the anode manufacturing processes. Net carbon consumption over the last three years at Emirates Aluminium (EMAL, also known as Emirates Global Aluminium (EGA) Al Taweelah) was analyzed with respect to anode manufacturing processes/parameters. The analysis indicates a relationship between net carbon consumption and many manufacturing processes, including anode desulfurization during anode baking. Anode desulfurization appears to increase the reaction surface area, thereby helping the Boudouard reaction between carbon and carbon dioxide in the electrolysis zone, as well as reducing the presence of sulfur which could inhibit this reaction. This paper presents correlations noted between anode manufacturing parameters and baked anode properties, and their impact on the net carbon consumption in electrolytic pots. Anode reactivities affect the carbon consumption in the pots during the electrolysis of alumina. Pitch content in anodes, impurities in anodes, and anode desulfurization during baking were studied to find their influence on anode reactivities. The understanding gained through this analysis helped reduce net carbon consumption by adjusting manufacturing processes. For an aluminum smelter producing one million tonnes of aluminum per year, the annual savings could be as much as US $0.45 million for every kg reduction in net carbon consumption.
1. Introduction
Carbon anodes are consumed in Hall–Héroult electrolysis cells during aluminum production. The carbon anode consumption rate is expressed as “net carbon consumption” (NCC) and is a frequently used parameter for evaluating anode performance in reduction cells. NCC in prebake anode cells is in the range of 400–450 kg C/t Al. This includes the consumption for basic electro-chemical reaction as well as additional consumption due to current efficiency loss, secondary reactions with air, anode gases, and other processes. In every smelter carbon plant, efforts are made to adjust anode manufacturing processes to sustain anode quality despite changing the raw material quality. Pot operational parameters and practices are also optimized to minimize excess carbon consumption so as to reduce any negative impact on metal production cost. For example, the quality of calcined petroleum coke is variable, and sulfur content and metallic impurities are increasing. Use of different quality cokes impacts anode quality, which in turn affects anode performance and consumption in reduction cells.
Several papers have been published on the influence of anode properties and pot operation parameters on NCC [1,2,3]. Other papers analyze specific anode properties as well as the influence of coke properties and of coke calcination on anode properties [4,5,6,7,8,9,10,11,12,13,14].
In this paper, an analysis of three-and-a-half years of data from EMAL (EGA Al Taweelah, UAE) is presented. The analysis shows how anode properties are influenced by anode manufacturing processes—and the ultimate impact on NCC.
2. Anode Consumption
Overall anode consumption is the sum of the following:
- electrochemical formation of carbon dioxide,
- electrochemical formation of carbon monoxide,
- carboxy (Boudouard) reaction,
- air burn, and
- dusting as a consequence of preferential oxidation.
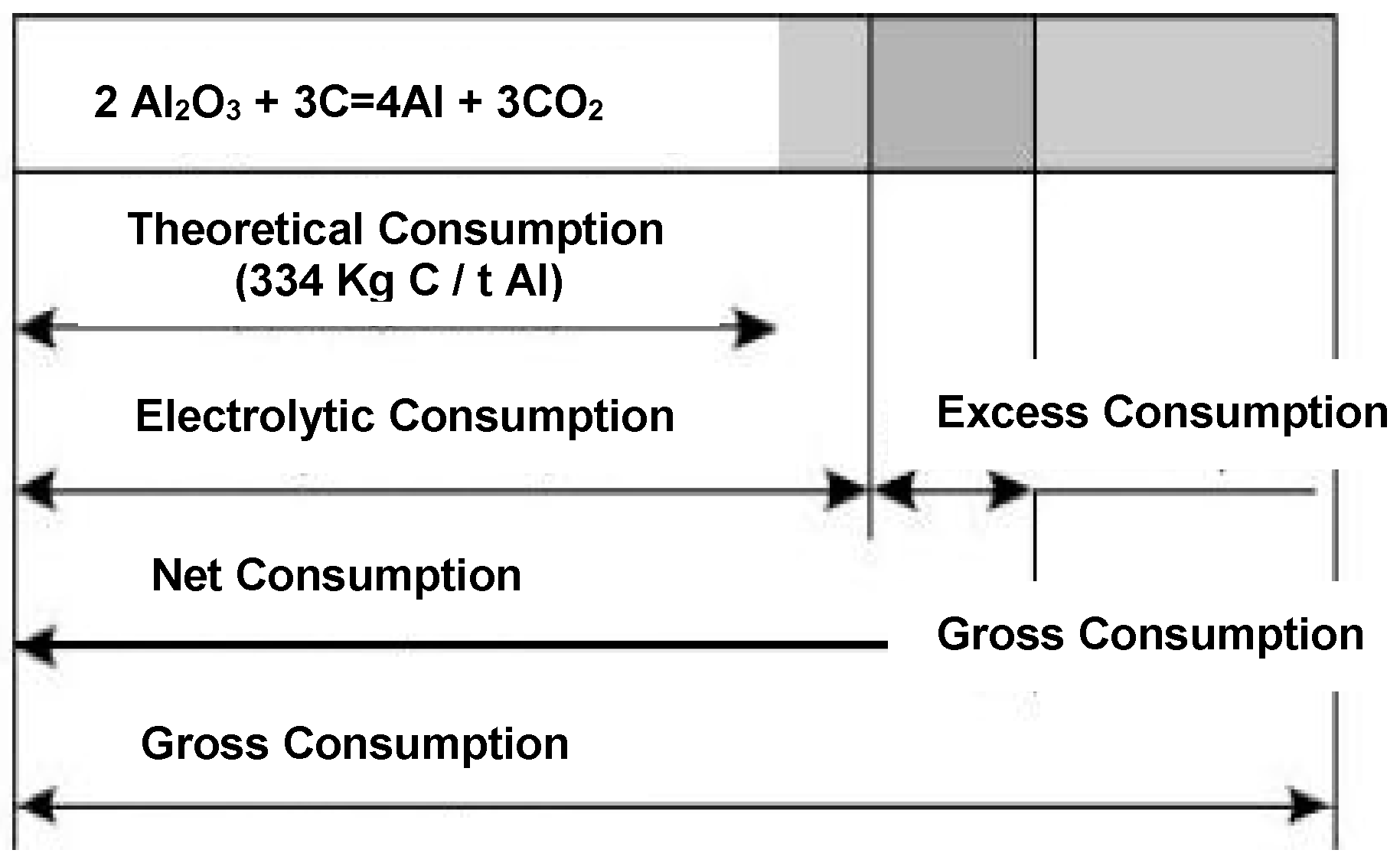
Theoretical carbon consumption is a result of the electrolytic reduction of alumina to aluminum according to Equation (1), which is for 100% current efficiency.
2Al2O3 + 3C => 4Al + 3CO2
Electrolytic carbon consumption also takes into account current efficiency loss due to reoxidation of some of the aluminum metal produced, as represented by Equation (2).
2Al + 3CO2 => Al2O3 + 3CO
Due to reoxidation of some of the aluminum metal that has already been produced by electrolysis, the mass of carbon monoxide generated due to this chemical reaction is 7.1% of the total mass of CO2 generated during electrolytic production of aluminum metal.
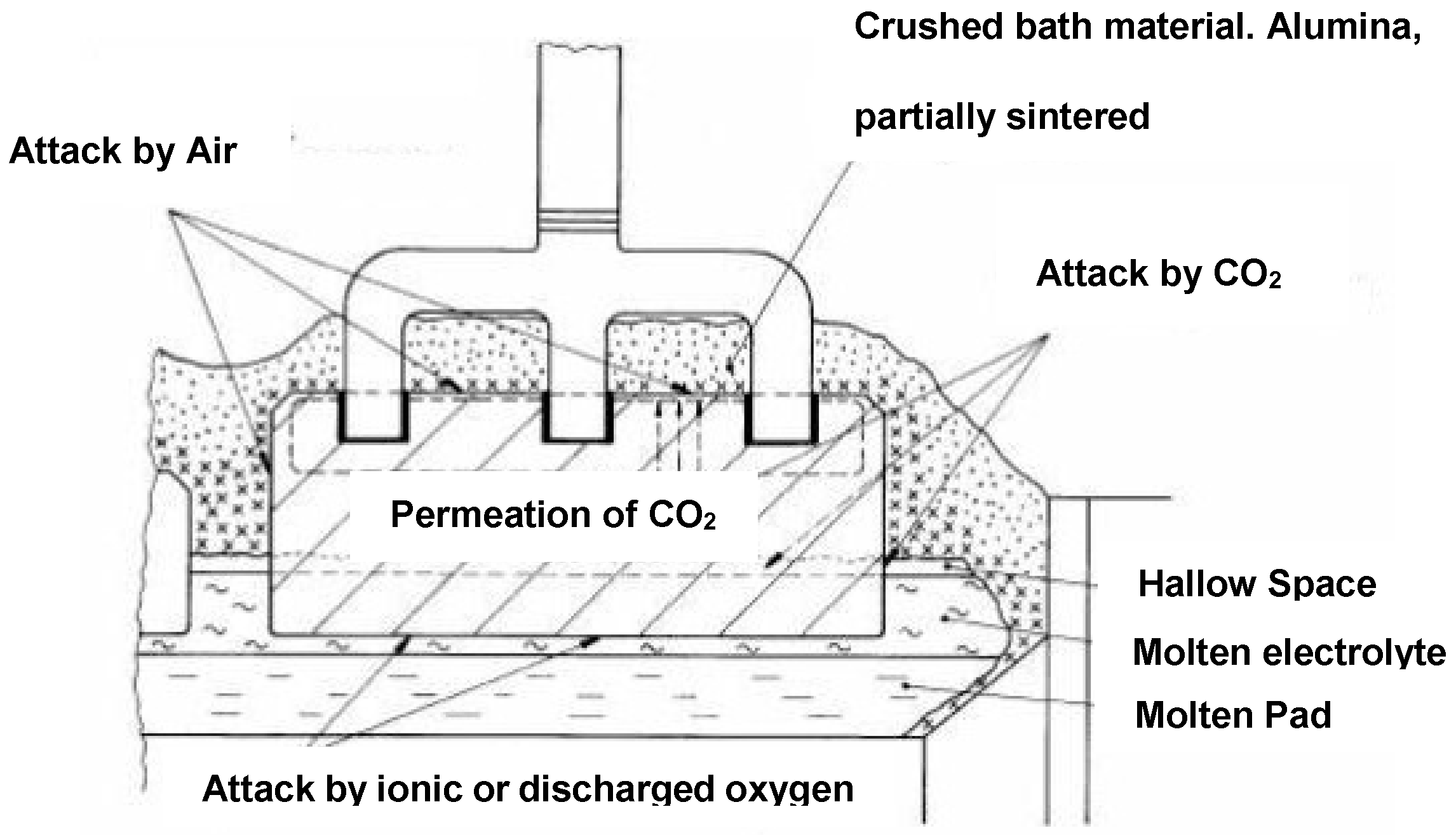
Excess carbon consumption is due to carboxy reaction, anode air burn, and dusting. Carboxy or Boudouard reaction is the reaction of primary CO2 gas with the anode carbon according to Equation (3):
CO2 + C => 2CO
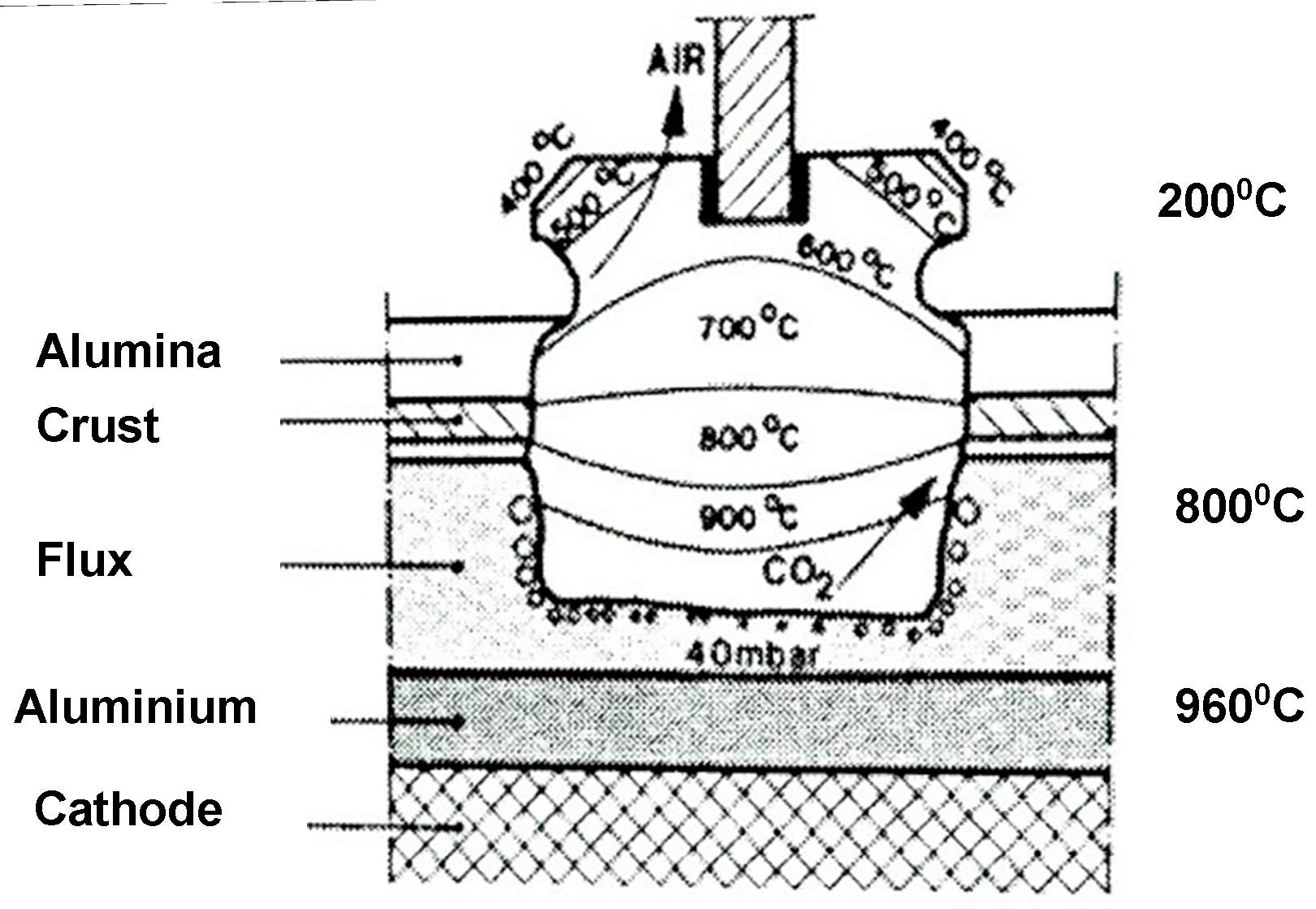
This reaction is favorable above 930 °C. There is a gas bubble layer underneath the carbon anode bottom surface. Because of hydrostatic pressure of about 3 to 4 kPa of the gas bubble layer [3], CO2 diffuses through the anode and then reacts at the chemically active surface, thereby generating CO.
Air burn relates to the attack on exposed carbon surfaces above the electrolyte level by atmospheric oxygen as per Equation (4). This results in a significant loss of carbon during anode life, especially during the initial period after anode sets in the pot. The impact depends on pot design, anode setting pattern, and the method of anode covering or protection with crushed bath-alumina mix.
C + O2 => CO2
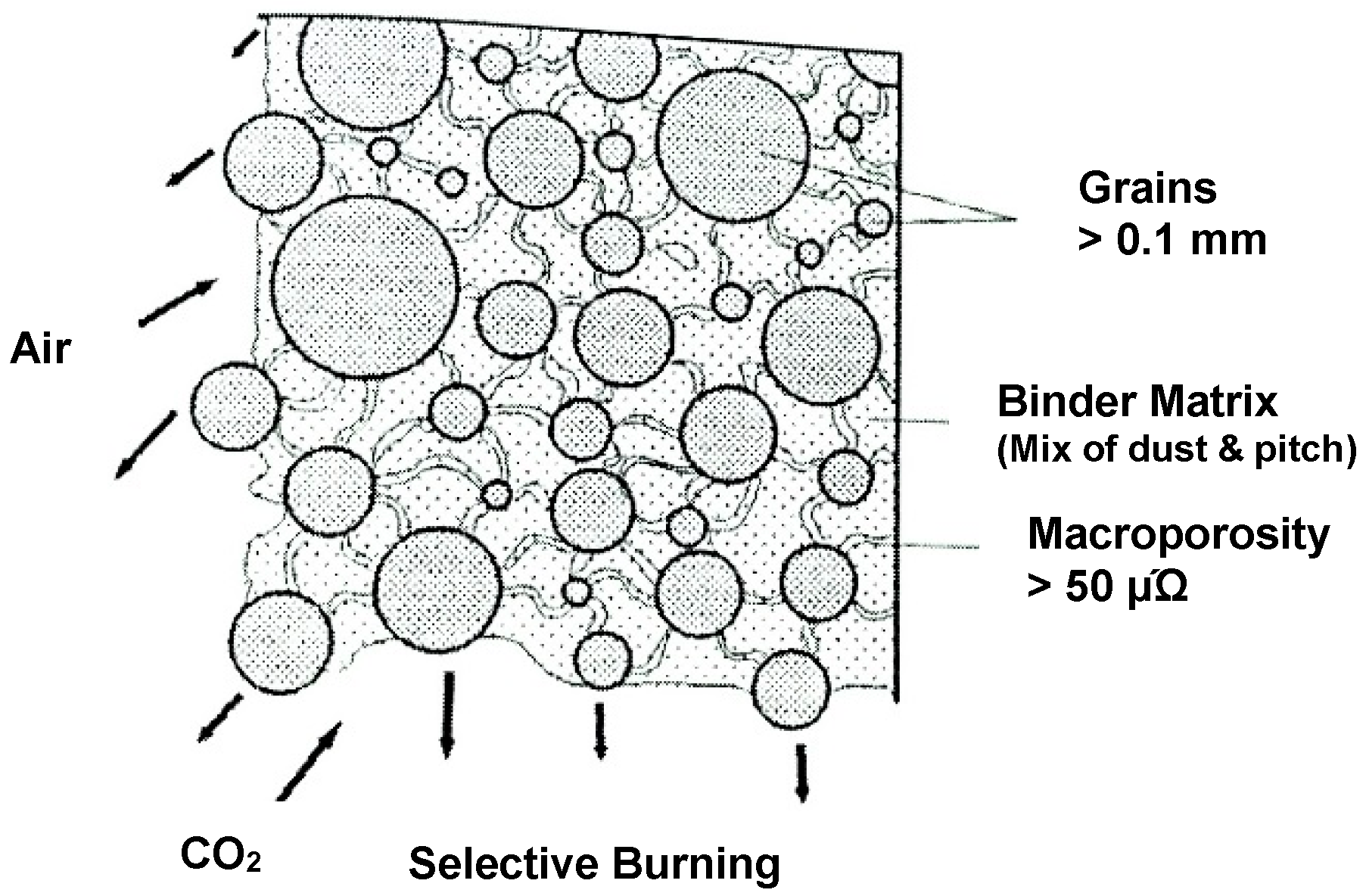
Dusting refers to the loss of carbon due to selective oxidation of binder coke. Selective oxidation occurs either due to less than required pitch, an under-baking of anodes, or a combination of both factors.
3. Plant Parameters
The EMAL smelter, located at Al Taweelah in Abu Dhabi, United Arab Emirates, has an installed capacity of 1.35 million tonnes of aluminum per year. The smelter has 1200 electrolytic cells, of which 756 DX Technology cells operate at 388 kA and 444 DX+ Technology cells operate at 455 kA. The electrolytic cells use prebake carbon anodes, manufactured in two captive carbon plants. The paste plants, baking kilns, and rodding plants operate the latest state-of-the-art technologies for green anode manufacturing, baking green anodes, rodding baked anodes, and processing butts. The characteristics of the cokes used and the process parameters of manufacturing green and baked anodes are given in Table 2 and Table 3.
The study is based on data from the EMAL smelter over a three-and-half year period of operations (January 2012 to July 2015). Process data from the paste plant and baking kiln was used, along with the laboratory analysis of raw materials and baked anode core samples.
4. Findings
4.1. Pitch Addition
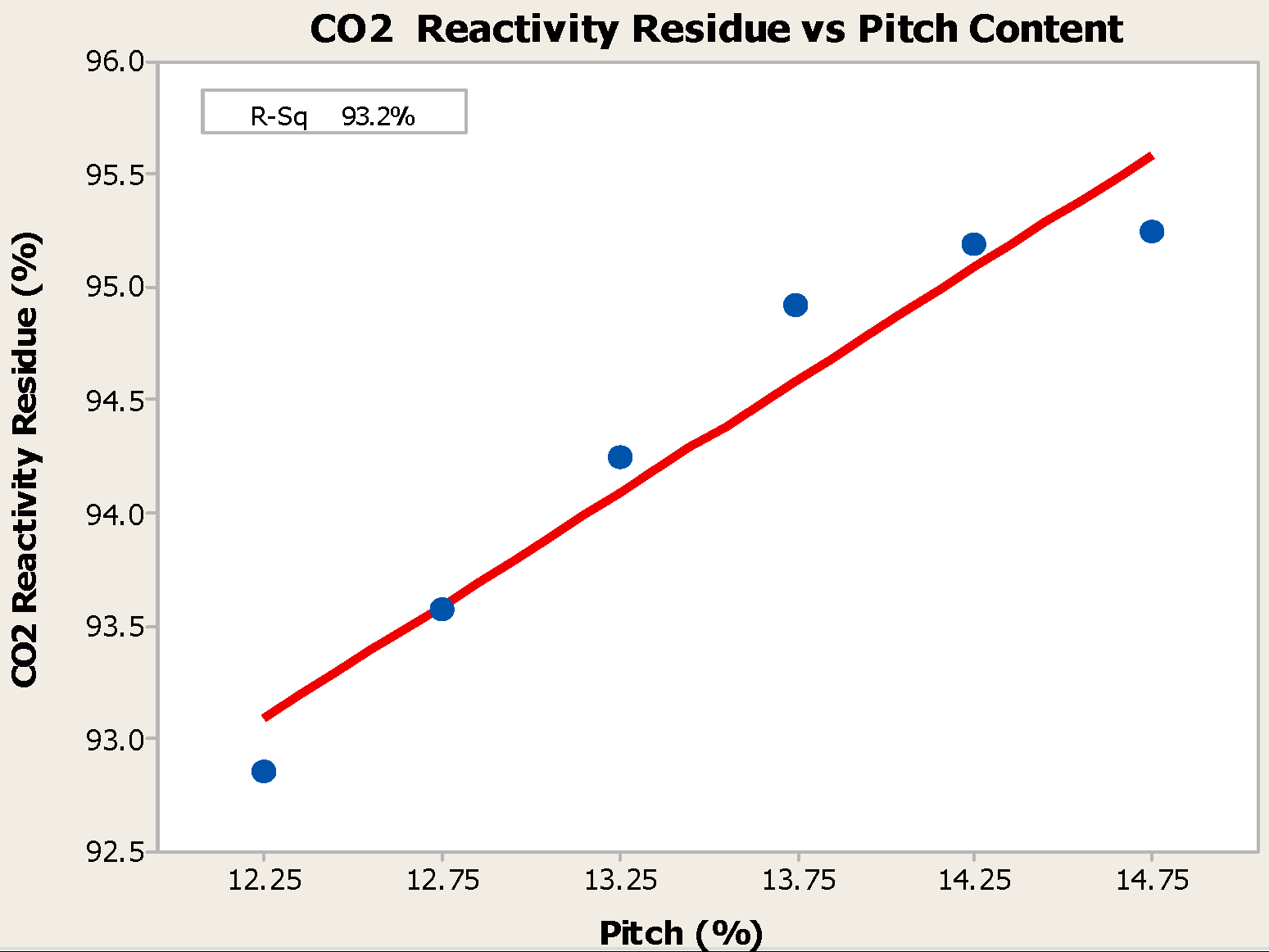
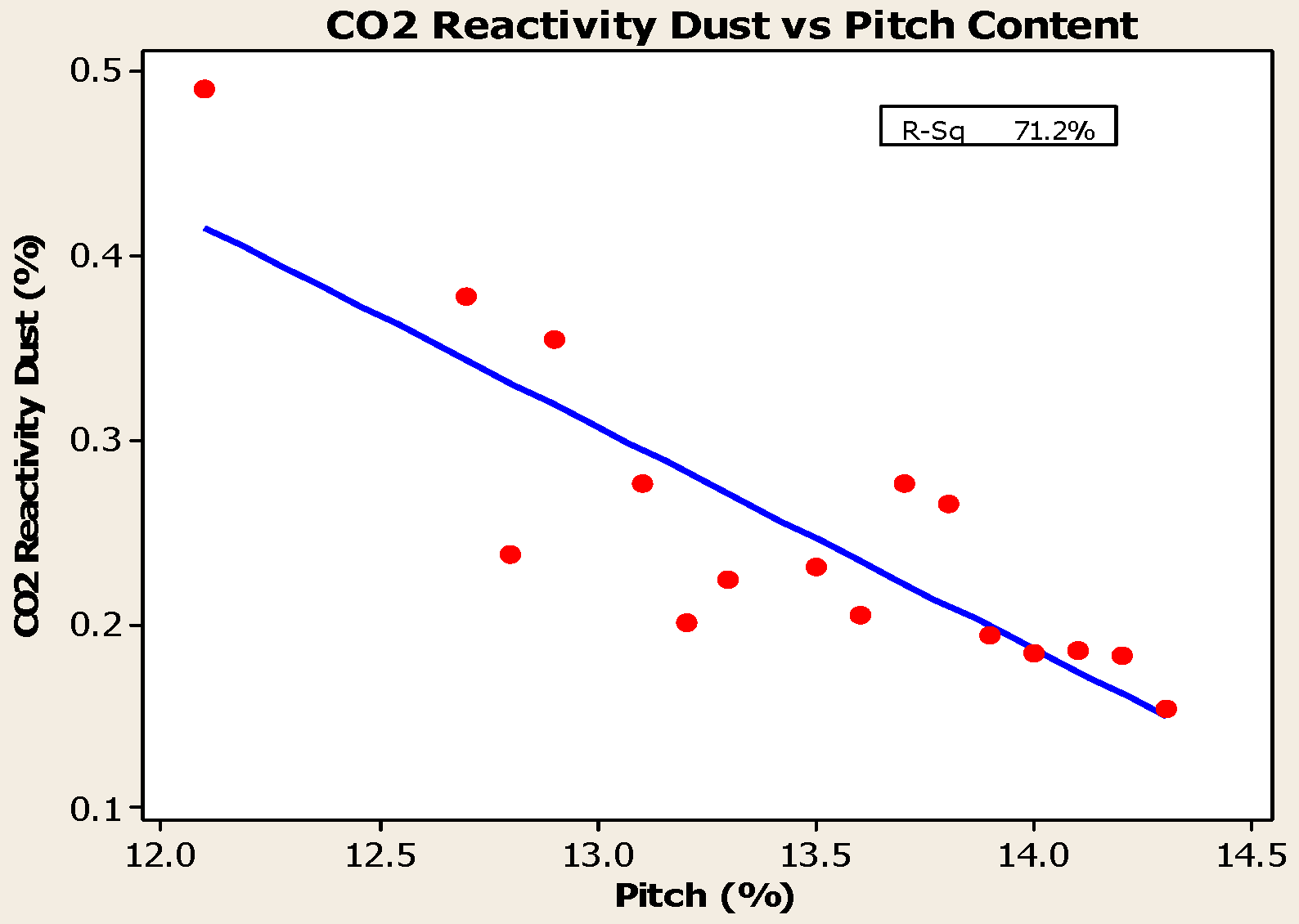
The study shows that, with increases in pitch addition, the baked anode CO2 reactivity residue (CRR) increased (Figure 5), while CO2 reactivity dust (CRD) reduced (Figure 6).
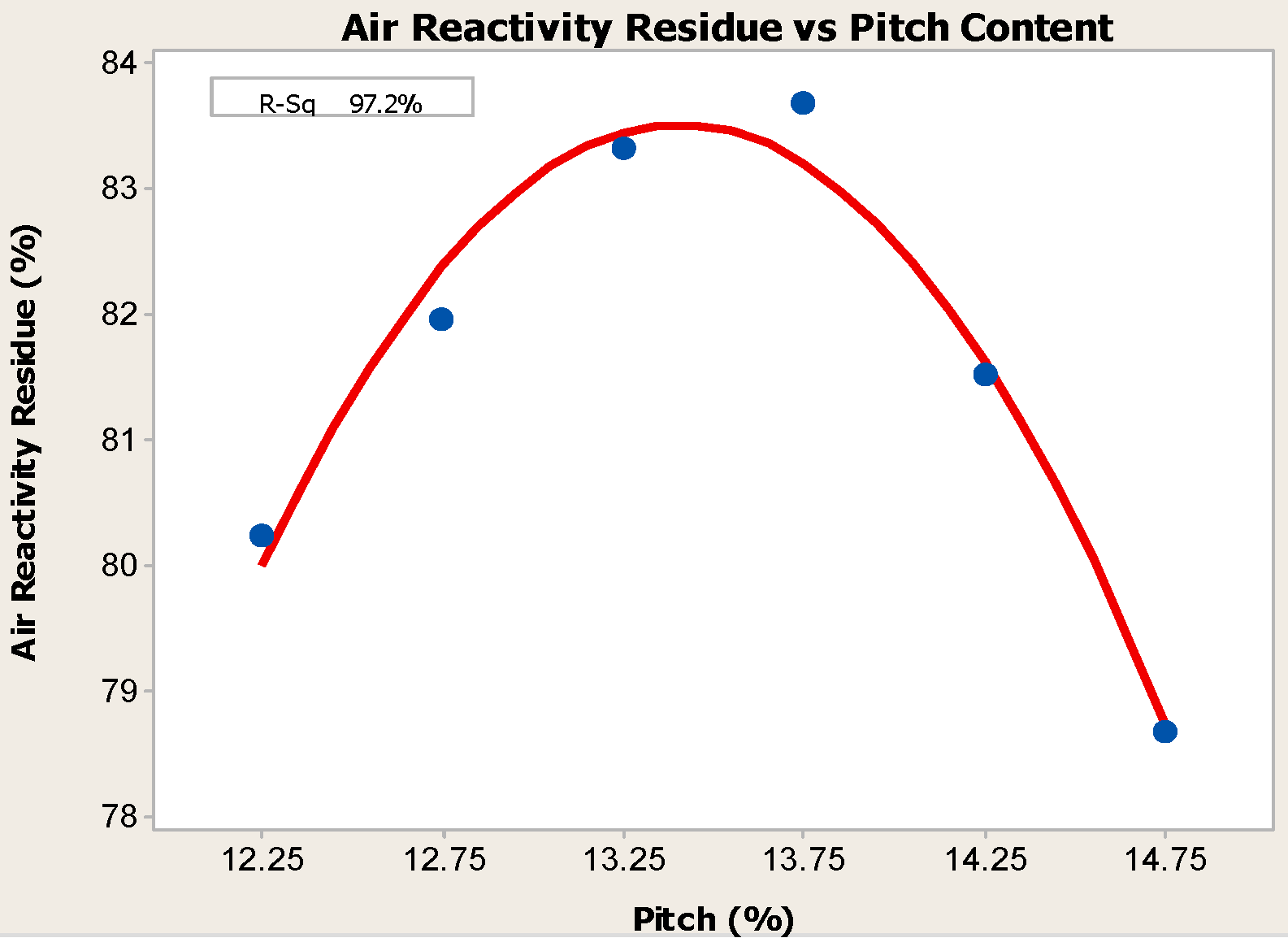
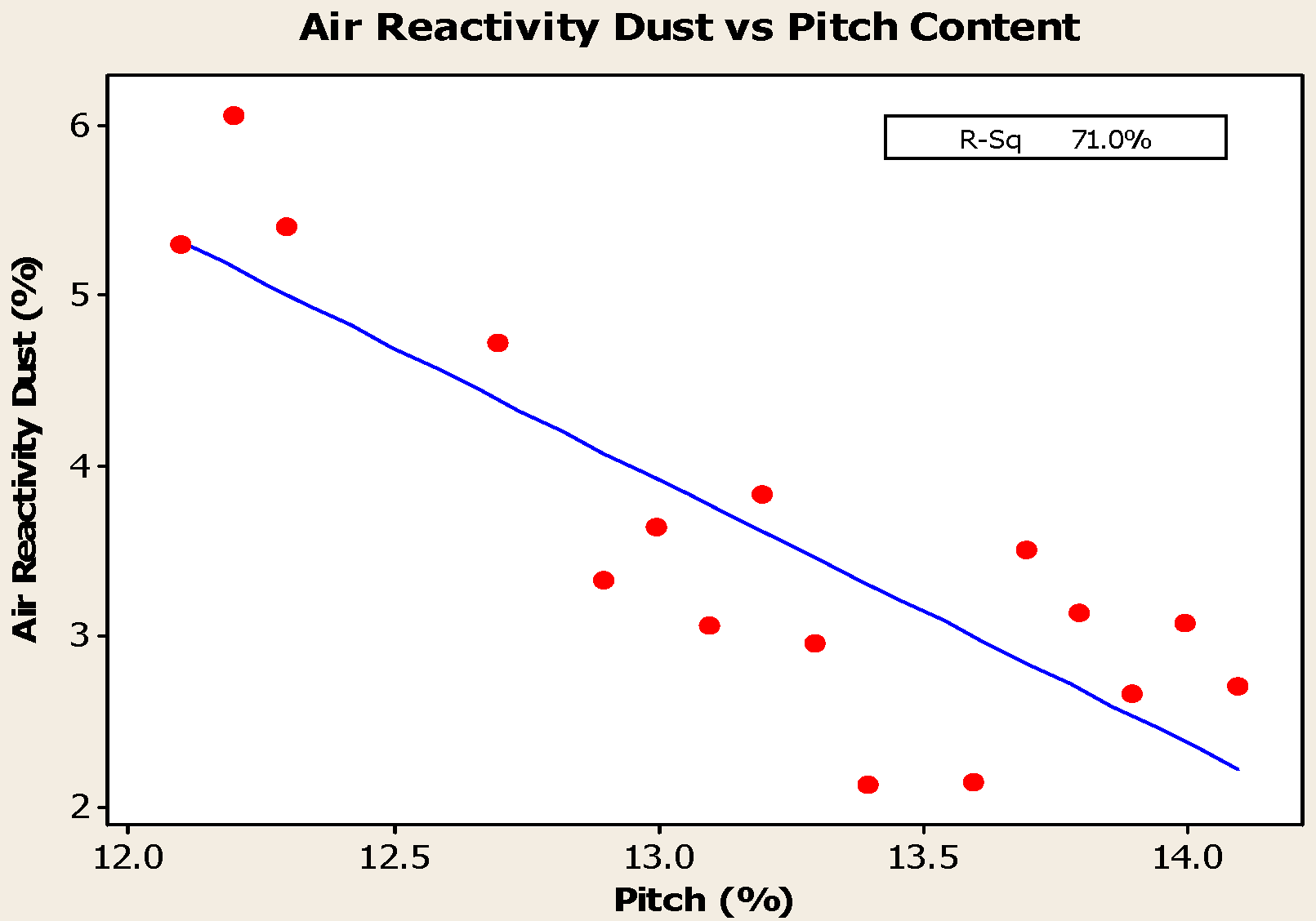
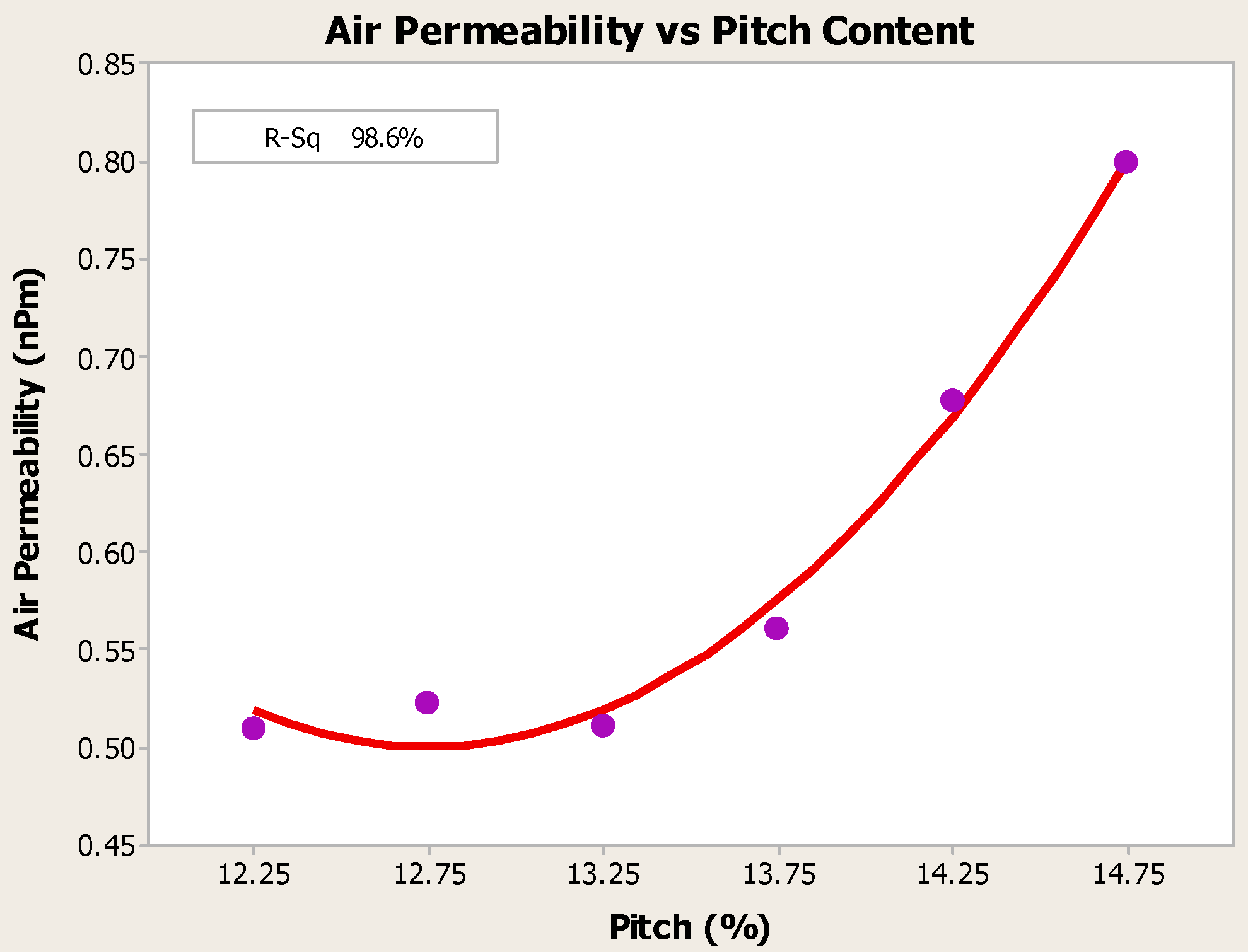
The baked anode air reactivity residue increased (Figure 7) with increased pitch; however, it decreased after 13.5% pitch. Air reactivity dust reduced (Figure 8) with an addition of pitch. The permeability of baked anodes first decreased to a certain level of pitch addition and increased exponentially thereafter (Figure 9).
4.2. Impurities
4.3. Desulfurization of Anodes
5. Discussion
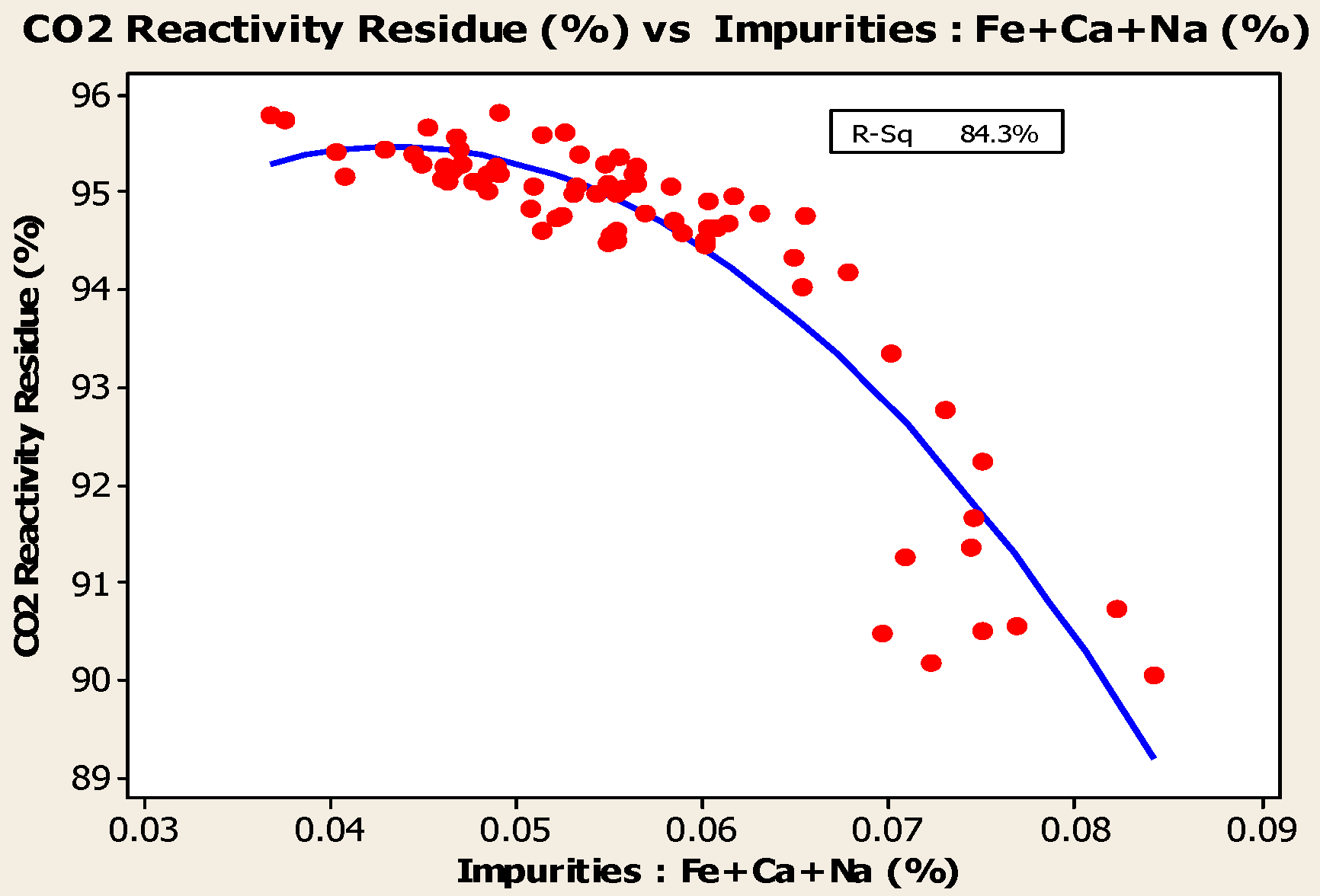
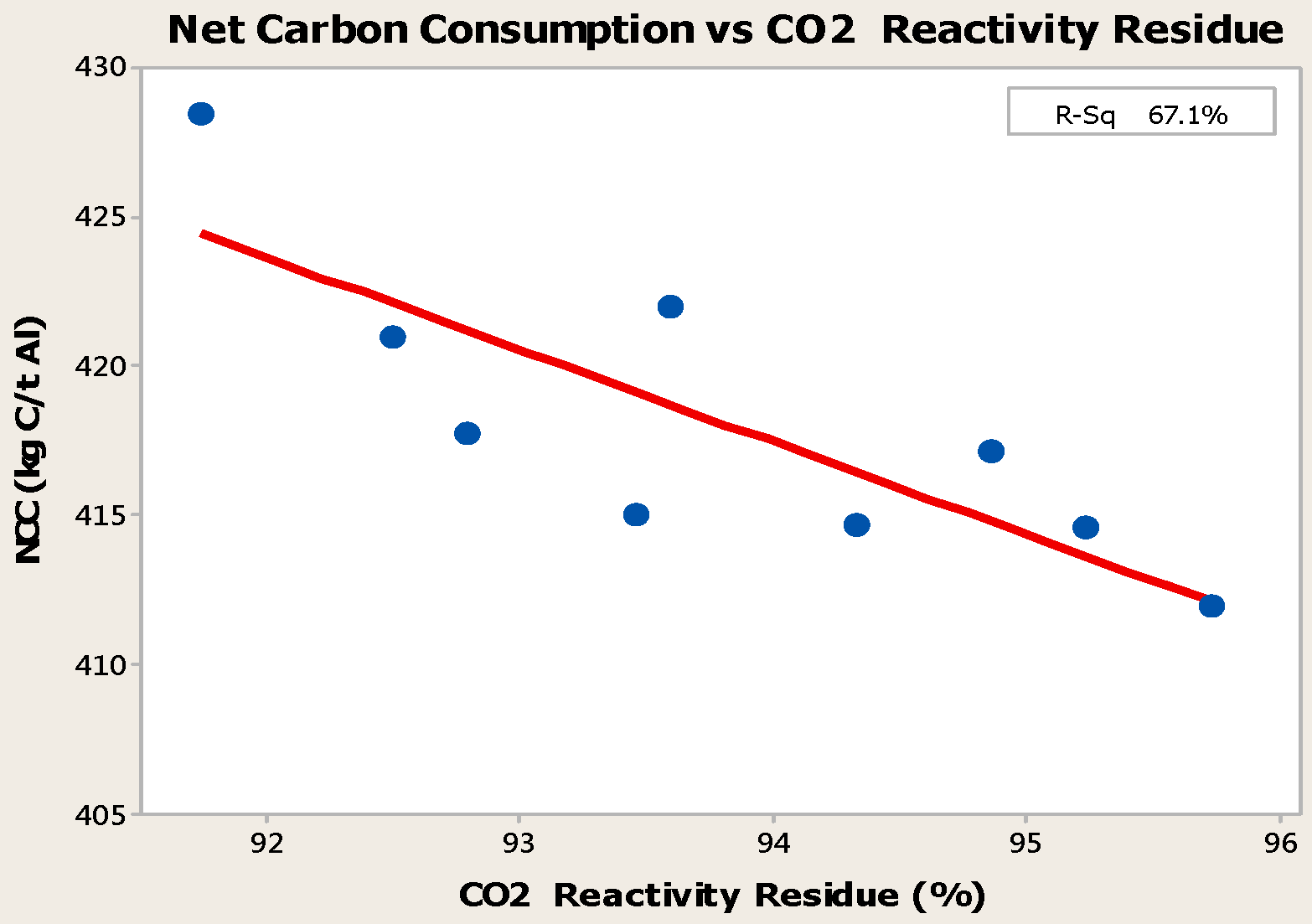
CO2 reactivity residue is the result of reactivities of the base coke and filler pitch coke phases. At adequate baking levels, pitch coke reactivity becomes a controlling factor. With increasing pitch, there is more pitch coke that has lower metallic impurity content and that is therefore less reactive. Due to a better filling of coke pores by the binder (mix of pitch and ultra-fines), there is a gradual decrease in air permeability and the reactive surface area of anodes. A lower reactive surface area and lower metallic impurities reduce anode reactivity and help reduce carbon consumption in the pots. Higher CO2 reactivity residue at higher pitch levels could be explained due to better bridging effects between coke particles by the higher quantity of pure pitch coke [4]. Not only is the anode reactivity reduced, but CO2 reactivity dust is also reduced. This prevents carbon dusting in the pots. Figure 16 shows the relationship between CO2 reactivity residue and net carbon consumption.
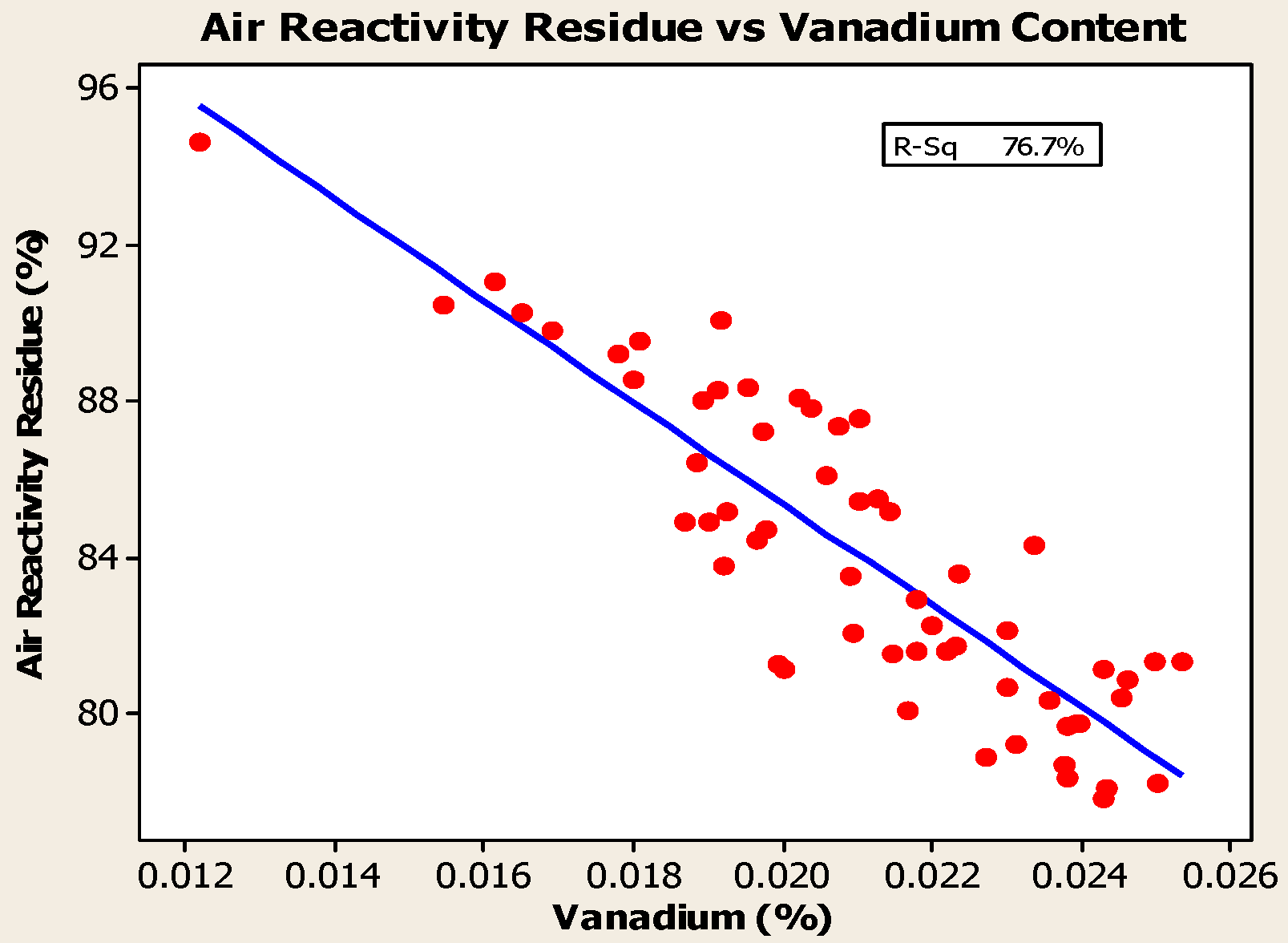
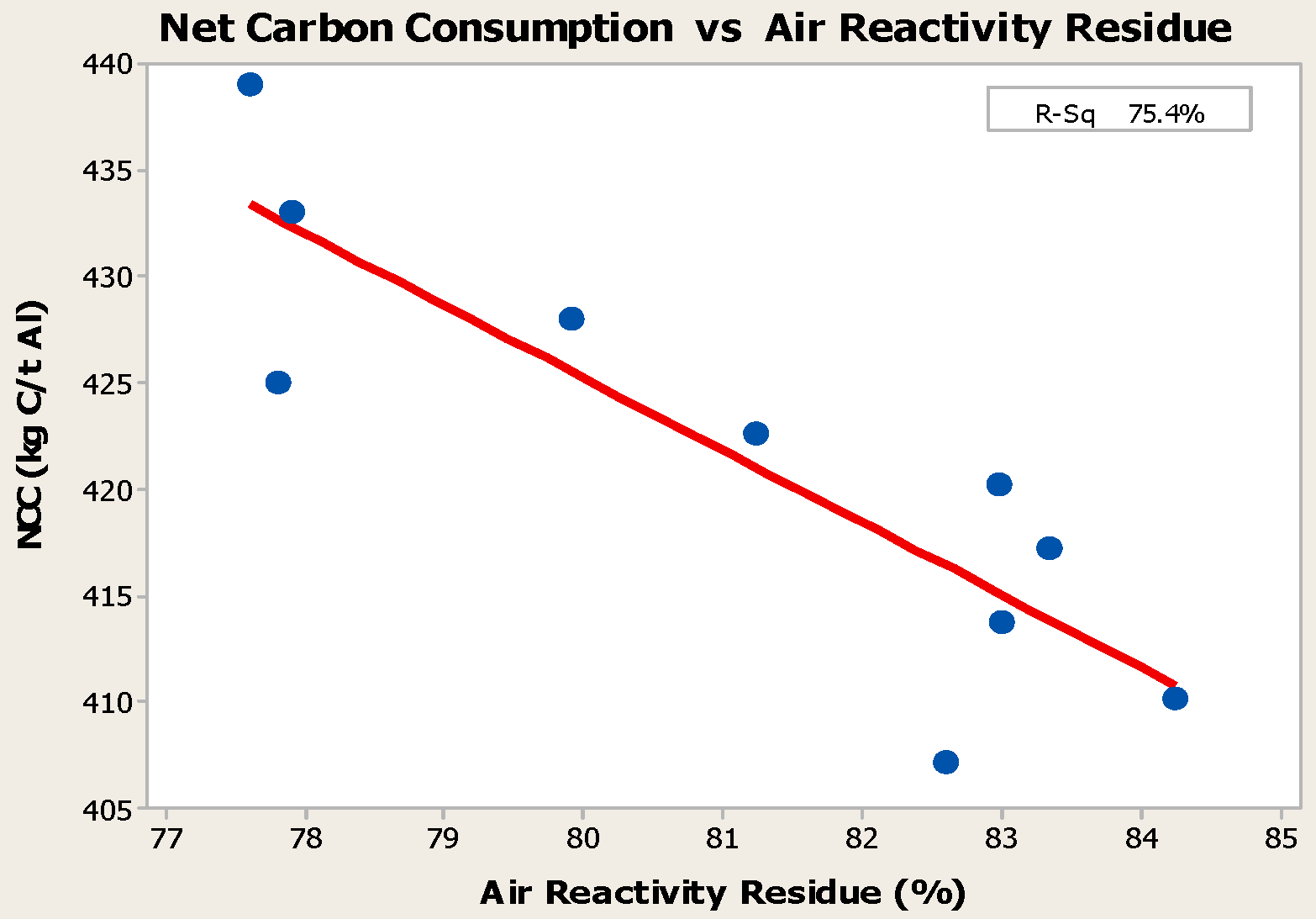
Metallic impurities such as sodium, calcium, iron, and vanadium are found to have a catalytic effect on the reaction between carbon and oxygen above 450 °C and an adverse impact on air reactivity [9]. The temperature of the exposed surface of the anode (i.e., above the electrolyte) increases over the anode’s life in the pot; the carbon begins to react with oxygen, the reaction rate increasing with greater temperature and higher impurity levels. It is thought that metallic impurities in anodes act as catalysts and encourage the burning of carbon. A decrease in air reactivity residue, which indicates an increase in reactivity towards air, increases net carbon consumption (Figure 17).
The pitch coke bridges, holding coarse particles together, are consumed preferentially if the anodes have not been baked to the optimum level, or if the pitch addition to the anode is insufficient [14,15,16]. The coarser particles detach themselves and fall into the bath. This impacts the electrolyte resistance and pot temperature, leading to a drop in current efficiency and an increase in carbon consumption. It is necessary to bake anodes sufficiently such that the real density of the anode is equal to or higher than the real density of the calcined petroleum coke (CPC). This ensures that the reactivity of the pitch coke is equal to the reactivity of the base coke, so that preferential oxidation of the pitch coke does not occur in the pots.
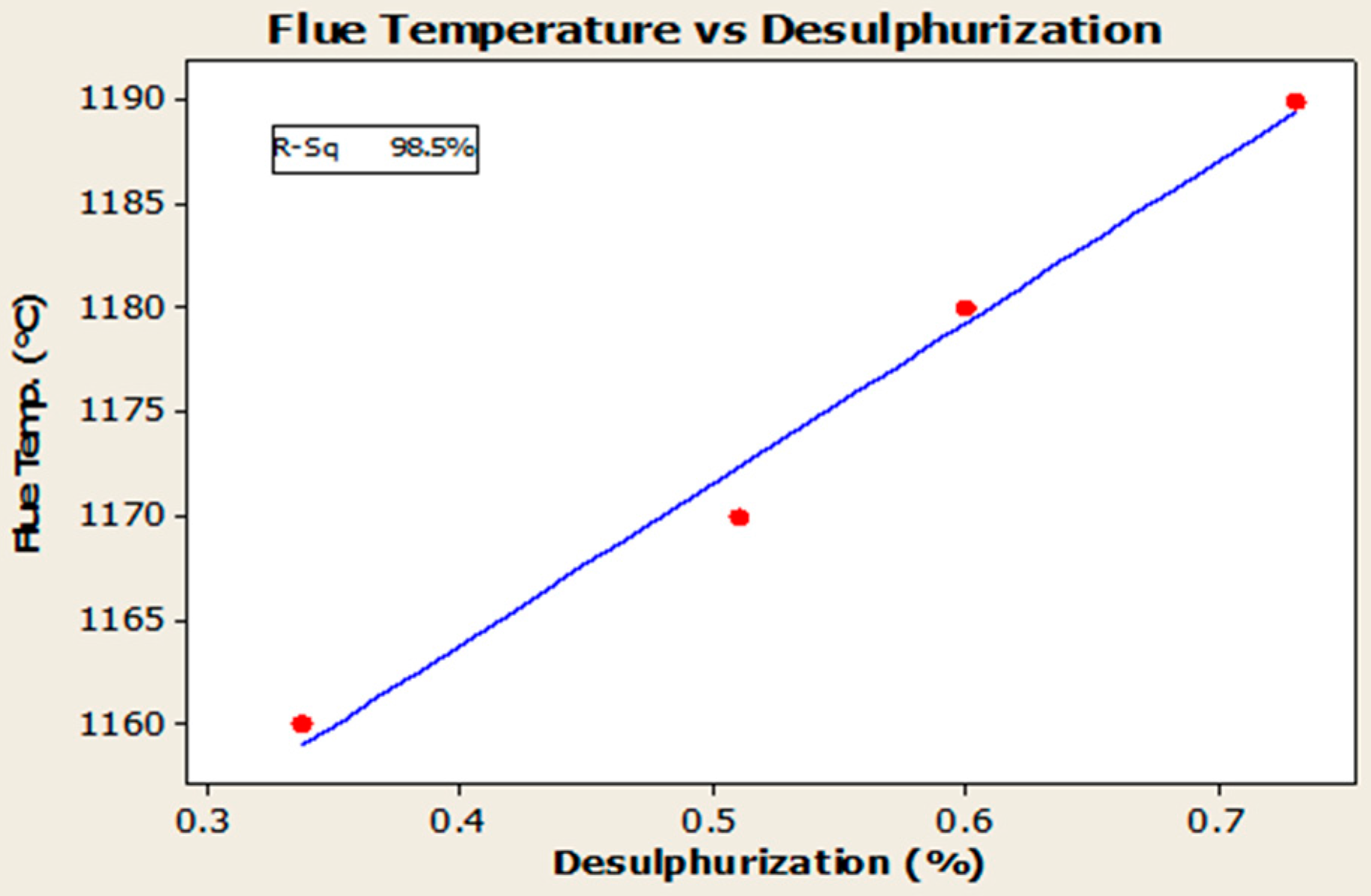
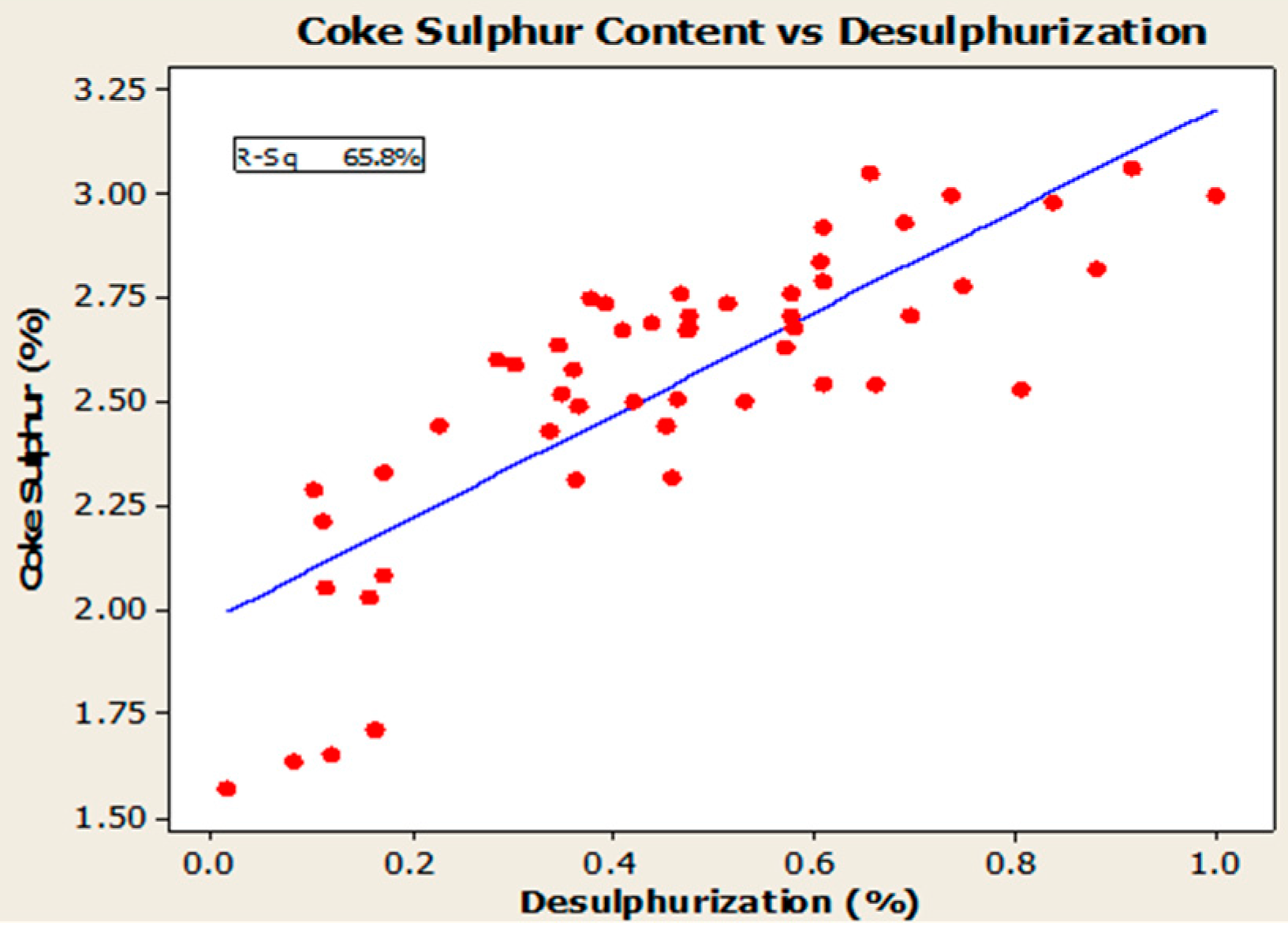
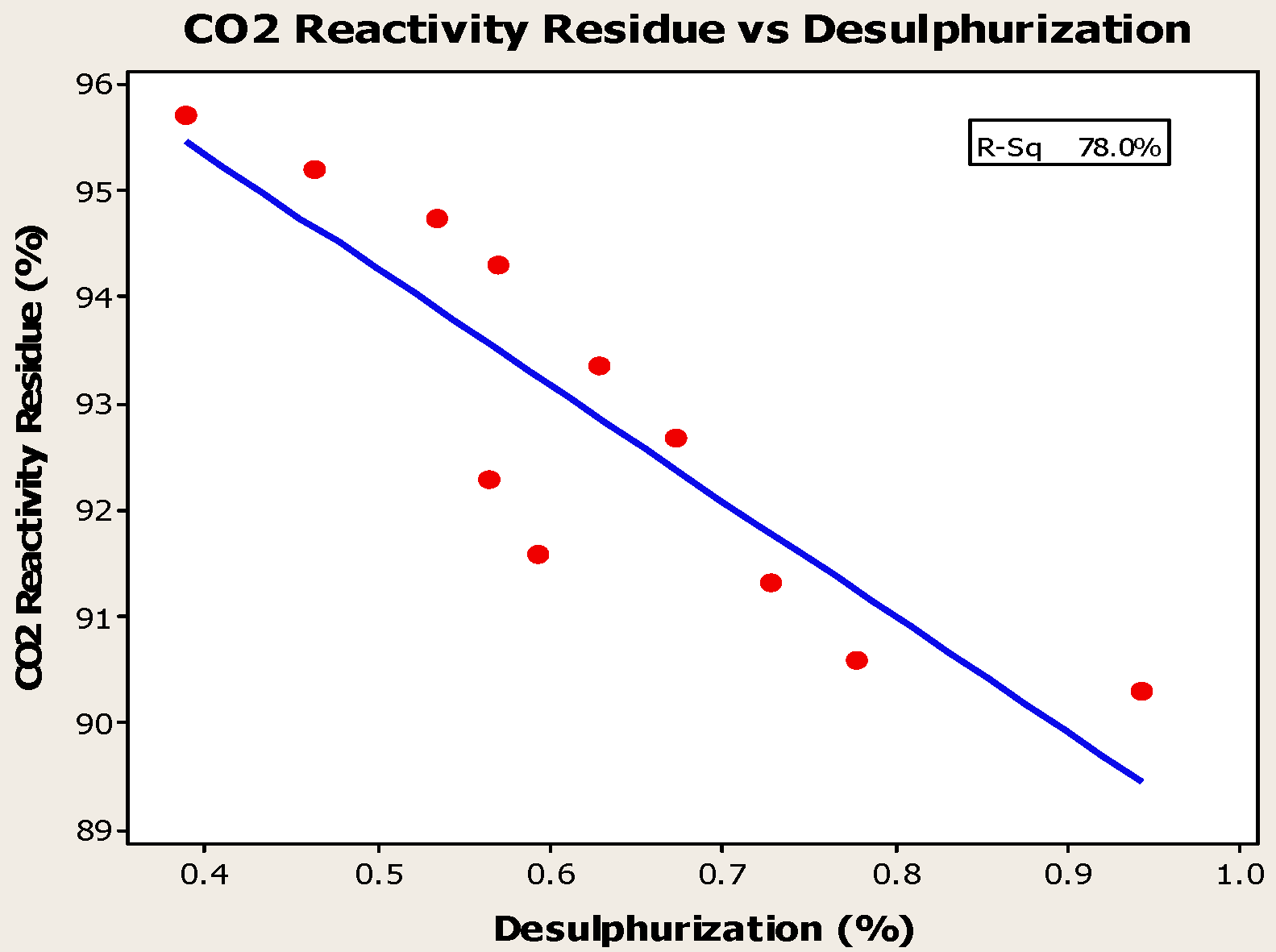
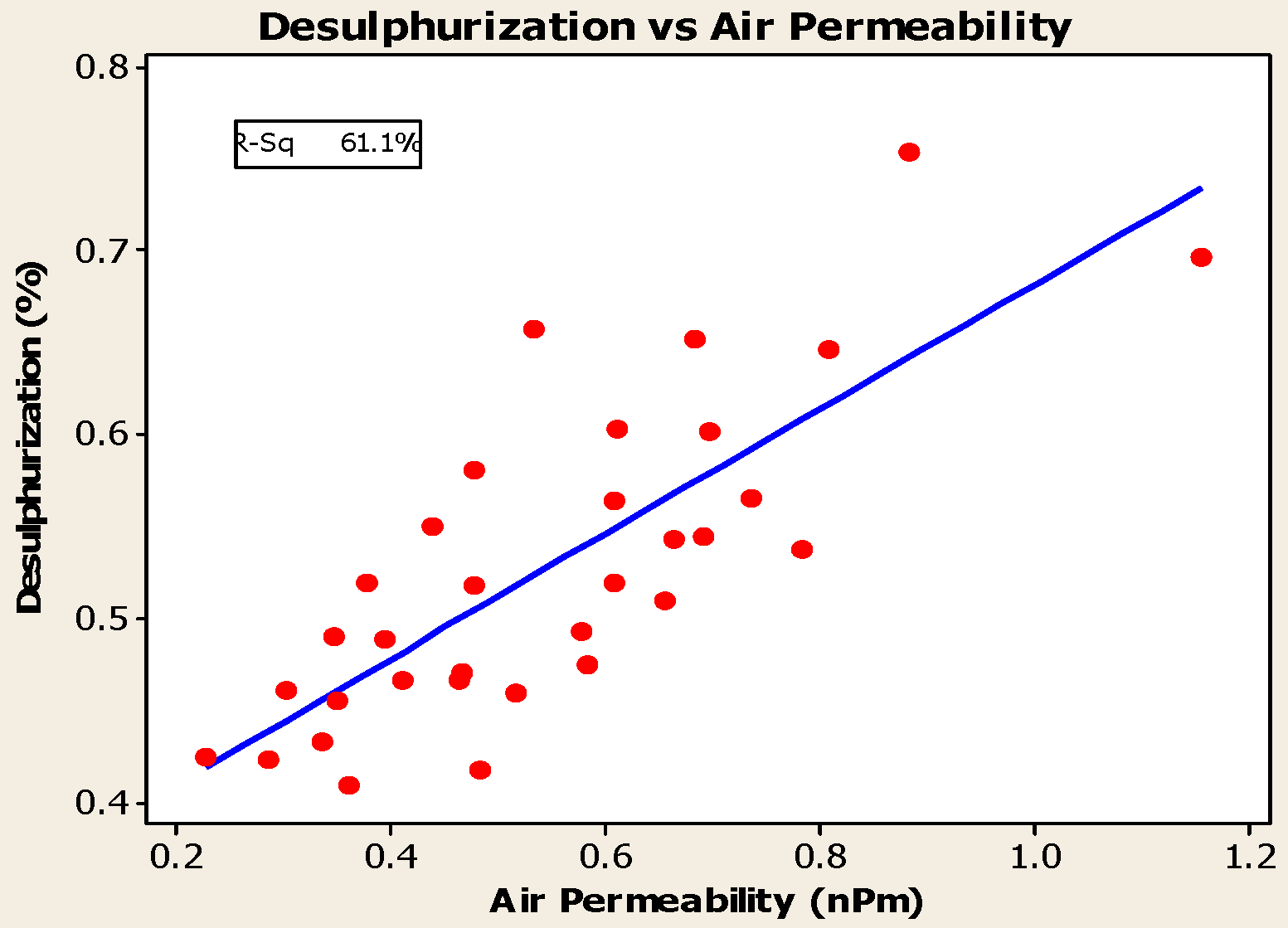
During the baking of green anodes, some sulfur is released from the anodes. This process, known as the desulfurization of anodes, is dependent on the peak flue gas temperature and the soaking time of the baking cycle. The sulfur is released mainly from the CPC. Coke is produced nowadays by processing more sour crudes, which have higher sulfur content and higher content of metallic impurities. During the calcination of green coke, there is some coke desulfurization as well as destabilization of the bonds between carbon and sulfur atoms. The degree of coke desulfurization and destabilization of carbon to sulfur bonds depends on the calcination temperature and the residence time of the coke inside the calciner kiln. The sensitive, destabilized bonds between carbon and sulfur in calcined petroleum coke are prone to break during the anode baking process, thus leading to further desulfurization of the anodes. The higher the sulfur content in the coke, the higher the degree of desulfurization. The increase in the chemically reactive surface area of the anodes, coupled with the absence of inhibiting sulfur atoms (due to anode desulfurization), decreases the CO2 reactivity of the anodes. Anode desulfurization increases the permeability of anodes. These changes in the anode properties, and the hydrostatic pressure of the gas layer at the anode bottom surface in the pots, encourage percolation of CO2 in the anodes to react with carbon to produce carbon monoxide. The Boudouard reaction is favored at the pot operating temperatures of 960 °C. The sulfur itself could act as an inhibitor to this secondary reaction; however, due to desulfurization, the secondary reaction is favored.
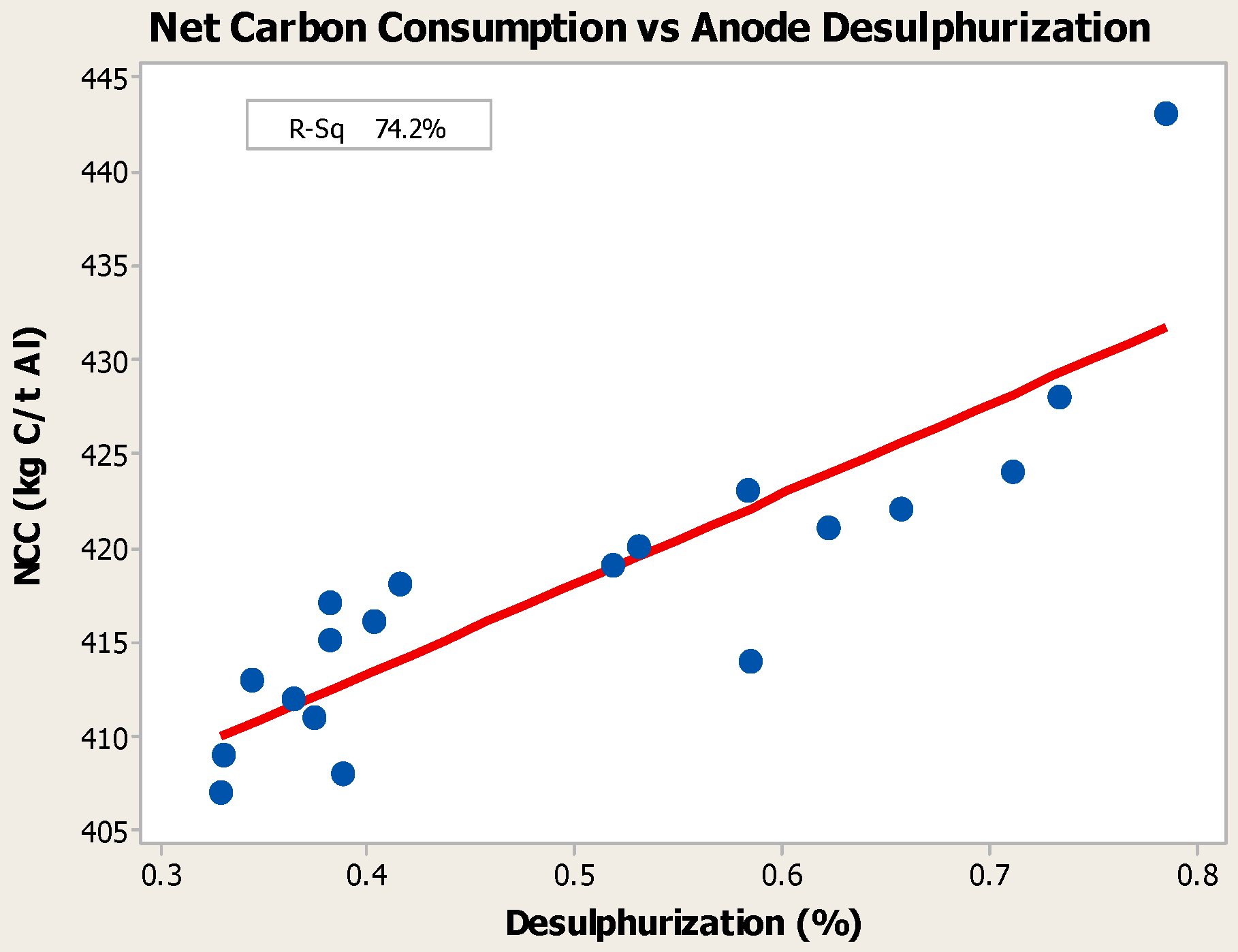
The NCC is found to increase with increasing desulfurization (Figure 18).
The baking level of anodes, which depends on maximum flue temperature and the soaking time of the baking cycle, should be optimized such that anode desulfurization is as low as possible. However, care needs to be taken to ensure that the pitch coke reactivity is almost equal to the reactivity of the main coke.
The use of high real density cokes necessitates the baking of anodes at high temperatures. Because of the high baking temperatures and high sulfur content in the cokes, there is anode desulfurization which in turn results in the degradation of the anode performance in the pots. Anode desulfurization can be avoided by baking anodes at temperatures where anode desulfurization is about to begin. The resultant pitch coke reactivity will be low, but high enough to be equal to that of the low real density cokes. Therefore, to prevent preferential oxidation of the pitch coke and to increase the pitch coke reactivity equal to the main coke reactivity, the use of the low real density cokes as the base cokes could be an option [15,16,17]. Green coke, calcined at lower temperatures, yields low real density calcined cokes with reduced desulfurization and low instability of carbon to sulfur bonds. Anodes made with low real density calcined cokes are likely to desulfurize to a lesser extent during baking. Anodes that have not been desulfurized, and with reactivities of both coke phases being nearly the same, would have reduced secondary carbon consumption in the pots and therefore lower net carbon consumption.
6. Conclusions
- Anodes with higher pitch content have higher CO2 reactivity residue and lower CO2 reactivity dust, both of which are favorable in reducing net carbon consumption.
- Anodes with higher metallic impurity content have lower CO2 reactivity residue and higher CO2 reactivity dust, which increase net carbon consumption.
- Higher baking temperatures favor desulfurization of anodes. Desulfurization of anodes lowers CO2 reactivity residue while increasing air permeability, thereby resulting in increased net carbon consumption.
- Pitch addition, impurity content, and desulfurization need to be optimized by adjusting anode manufacturing parameters to reduce net carbon consumption.
It appears logical to use low real density coke to make anodes, because these anodes could be baked at temperatures such that there is no desulfurization, yet the reactivities of base coke and pitch coke are almost equal. This could result in lowering the net carbon consumption.
Author Contributions
Primary author collected the data and made detailed analysis and interpretations. Primary author had extensive discussions with the associate author as well as staff of pot rooms to validate the analysis and interpretation of the findings with real life anode performance in the pots.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Rhedey, P. A Review of Factors Affecting Carbon Anode Consumption in the Electrolytic Production of Aluminum. In Light Metals; TMS: Warrendale, PA, USA, 1971; pp. 385–408. [Google Scholar]
- Fisher, W.K.; Keller, F.; Perruchoud, R.C. Interdependence between Anode Net Consumption and Pot Design, Pot Operating Parameters and Anode Properties. In Light Metals; TMS: Warrendale, PA, USA, 1991; pp. 681–686. [Google Scholar]
- Sadler, B.A.; Algie, S.H. A Porosimetric Study of Sub-Surface Carboxy Oxidation in Anodes. In Light Metals; TMS: Warrendale, PA, USA, 1991. [Google Scholar]
- Jones, S.S.; Hildebrandt, R.D. Anode Carbon Reactivity. In Light Metals; TMS: Warrendale, PA, USA, 1974; pp. 901–932. [Google Scholar]
- Jones, S.S.; Hildebrand, R.D.; Hedlund, M.C. Influence of High-Sulphur Cokes on Anode Performance. In Light Metals; TMS: Warrendale, PA, USA, 1979; pp. 553–574. [Google Scholar]
- Belitskus, D.; Danka, D. A Comprehensive Determination of Effects of Calcined Petroleum Coke Properties. In Light Metals; TMS: Warrendale, PA, USA, 1989; pp. 429–439. [Google Scholar]
- Coste, B.; Schneider, J.P. Influence of Coke Real Density on Anode Reactivity Consequence on anode Baking. In Light Metals; TMS: Warrendale, PA, USA, 1994; pp. 583–591. [Google Scholar]
- Dreyer, C. Anode Reactivity: Influence of the Baking Process. In Light Metals; TMS: Warrendale, PA, USA, 1989; pp. 595–602. [Google Scholar]
- Rolle, J.G.; Hoang, Y.K. Studies of the Impact of Vanadium and Sodium on the Air Reactivity of Coke and Anodes. In Light Metals; TMS: Warrendale, PA, USA, 1995; pp. 741–745. [Google Scholar]
- Ken Ries, F.V.; Smith, M. Anode Desulfurization in Baking. In Light Metals; TMS: Warrendale, PA, USA, 1995; pp. 691–700. [Google Scholar]
- Dreyer, C.; Samanos, B.; Vogt, F. Coke Calcination Levels and Aluminum Anode Quality. In Light Metals; TMS: Warrendale, PA, USA, 1996; pp. 535–542. [Google Scholar]
- Edwards, L.C.; Neyrey, K.J.; Lossius, L. Coke and Anode Desulfurization. In Light Metals; TMS: Warrendale, PA, USA, 2007; pp. 895–900. [Google Scholar]
- Abbas, H.; Khaji, K.; Sulaiman, D. Desulphurization Control during Baking: Its Impact on Anode Performance and Operational Cost—ALBA’s Experience. In Light Metals; TMS: Warrendale, PA, USA, 2010; pp. 1011–1014. [Google Scholar]
- Khaji, K.; Qassemi, M.A. Factors Influencing Baked Anode Properties. In Light Metals; TMS: Warrendale, PA, USA, 2015; pp. 1135–1141. [Google Scholar]
- Samanos, B.; Dreyer, C. Impact of Coke Calcination Level and Baking Temperature on Anode Properties. In Light Metals; TMS: Warrendale, PA, USA, 2001; pp. 681–688. [Google Scholar]
- Lhuissier, J.; Bezamanifary, L.; Gendre, M.; Chollier, M. Use of Under Calcined Coke for the Production of Low Reactivity Anodes. In Light Metals; TMS: Warrendale, PA, USA, 2009. [Google Scholar]
- Sulaiman, D.; Garg, R. Use of Under Calcined Coke to Produce Baked Anodes for Aluminium Reduction Lines. In Light Metals; TMS: Warrendale, PA, USA, 2012; pp. 1147–1151. [Google Scholar]
Figure 1.
Reactions in the pot.
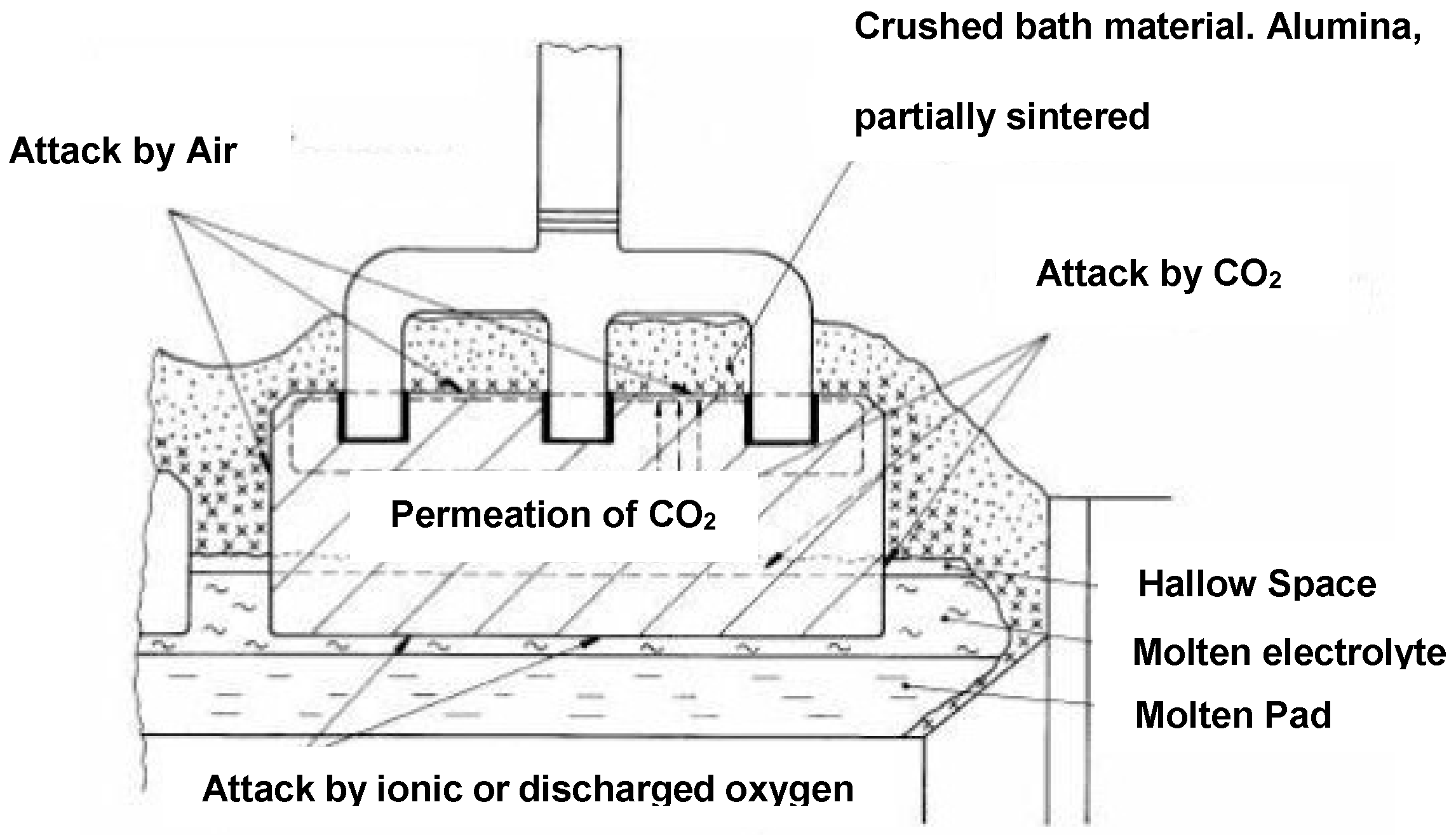
Figure 2.
Anode consumption in the pot.

Figure 3.
Selective oxidation of pitch coke.
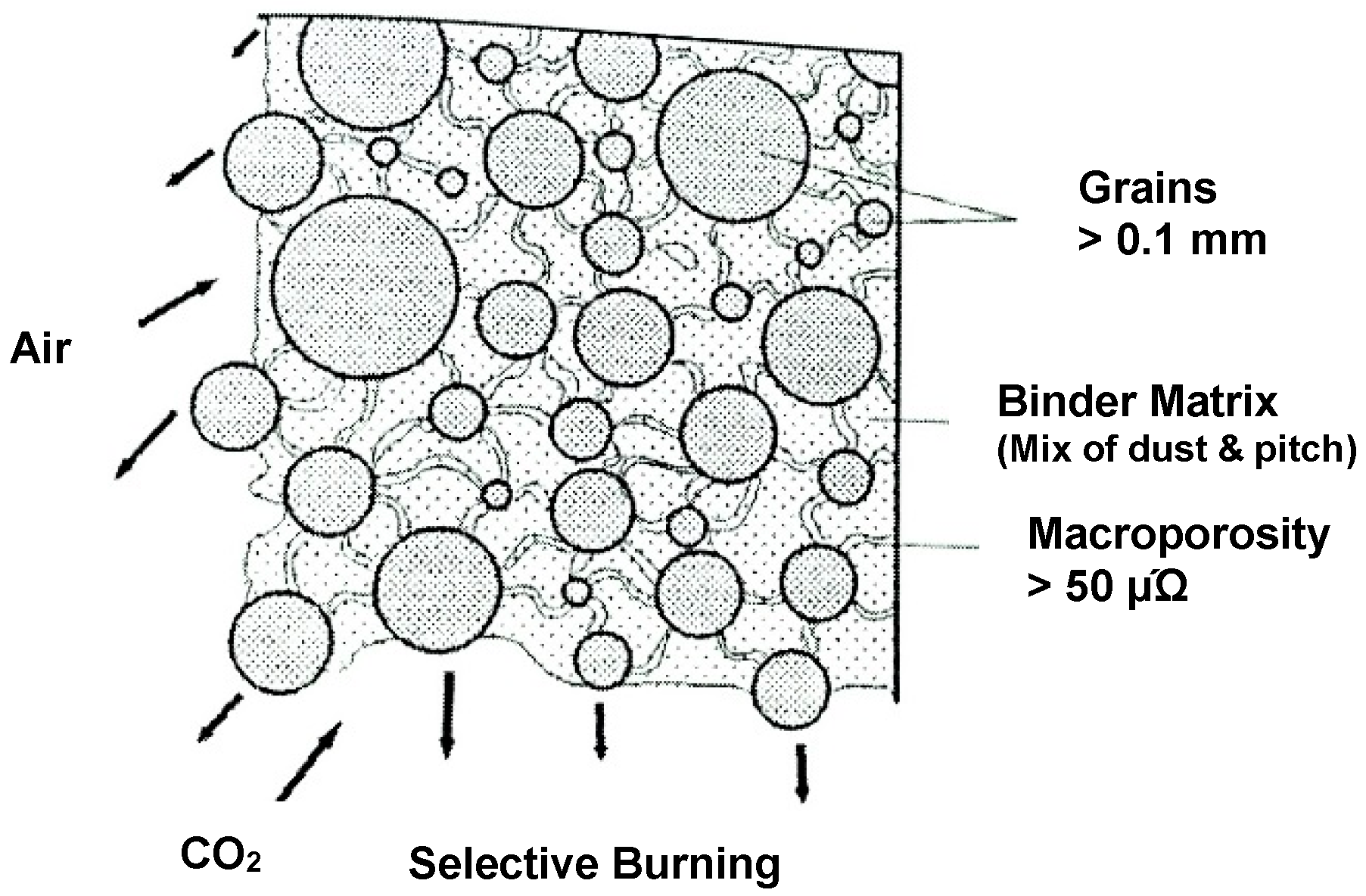
Figure 4.
Carbon consumption.

Figure 5.
CO2 reactivity residue vs. pitch.
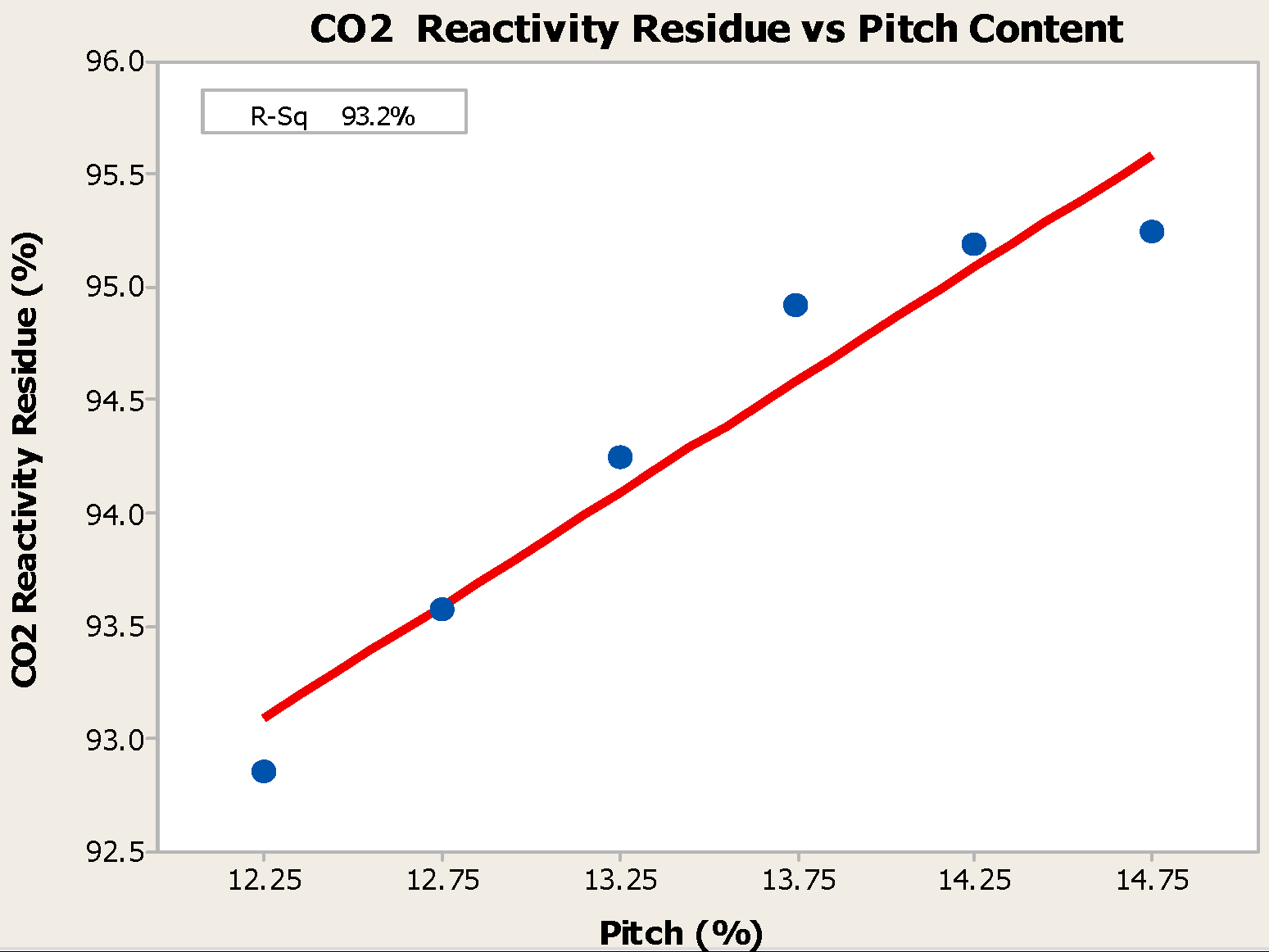
Figure 6.
CO2 reactivity dust vs. pitch.

Figure 7.
Air reactivity residue (RR) vs. pitch content.
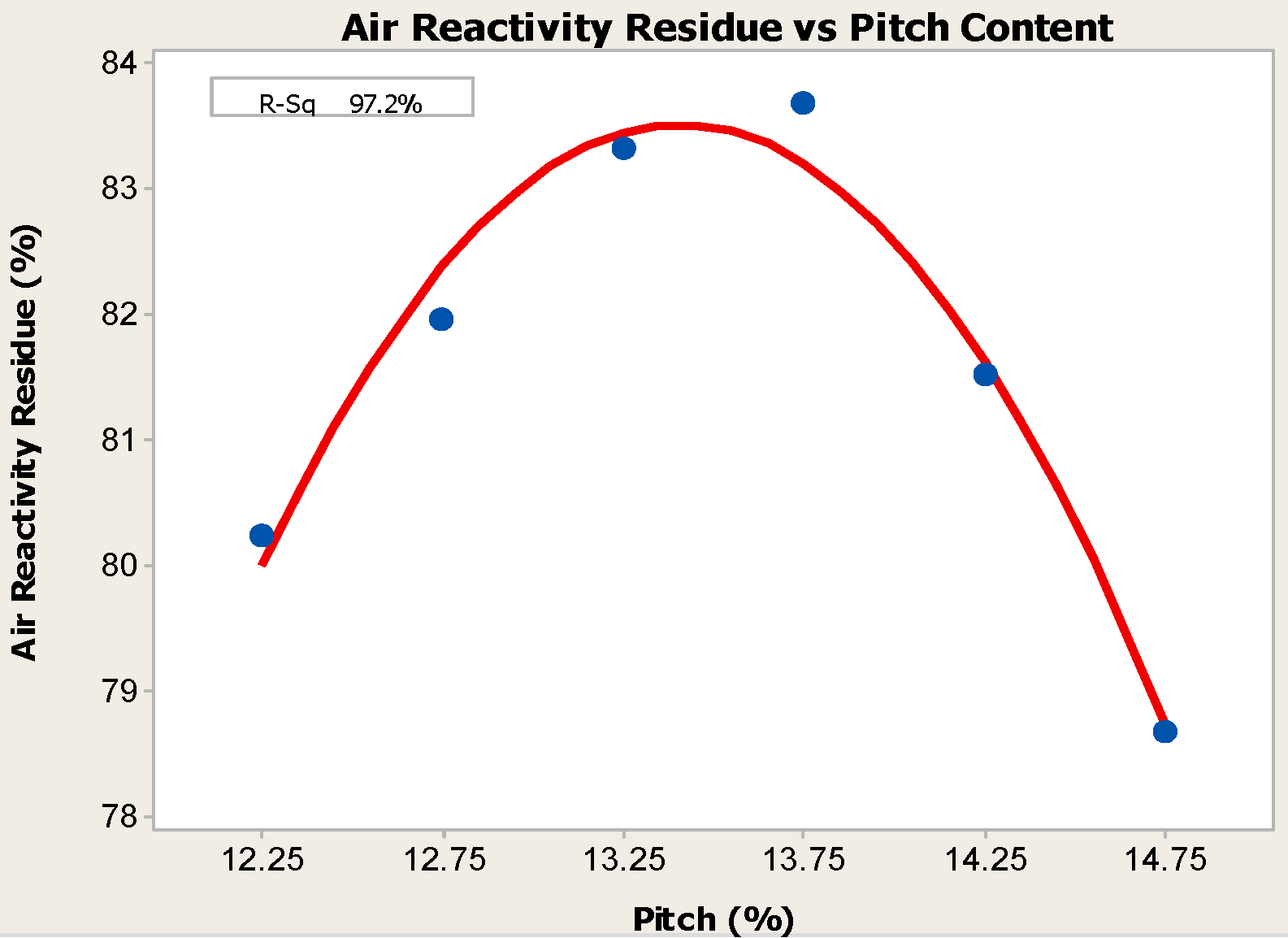
Figure 8.
Air reactivity dust (RD) vs. pitch content.
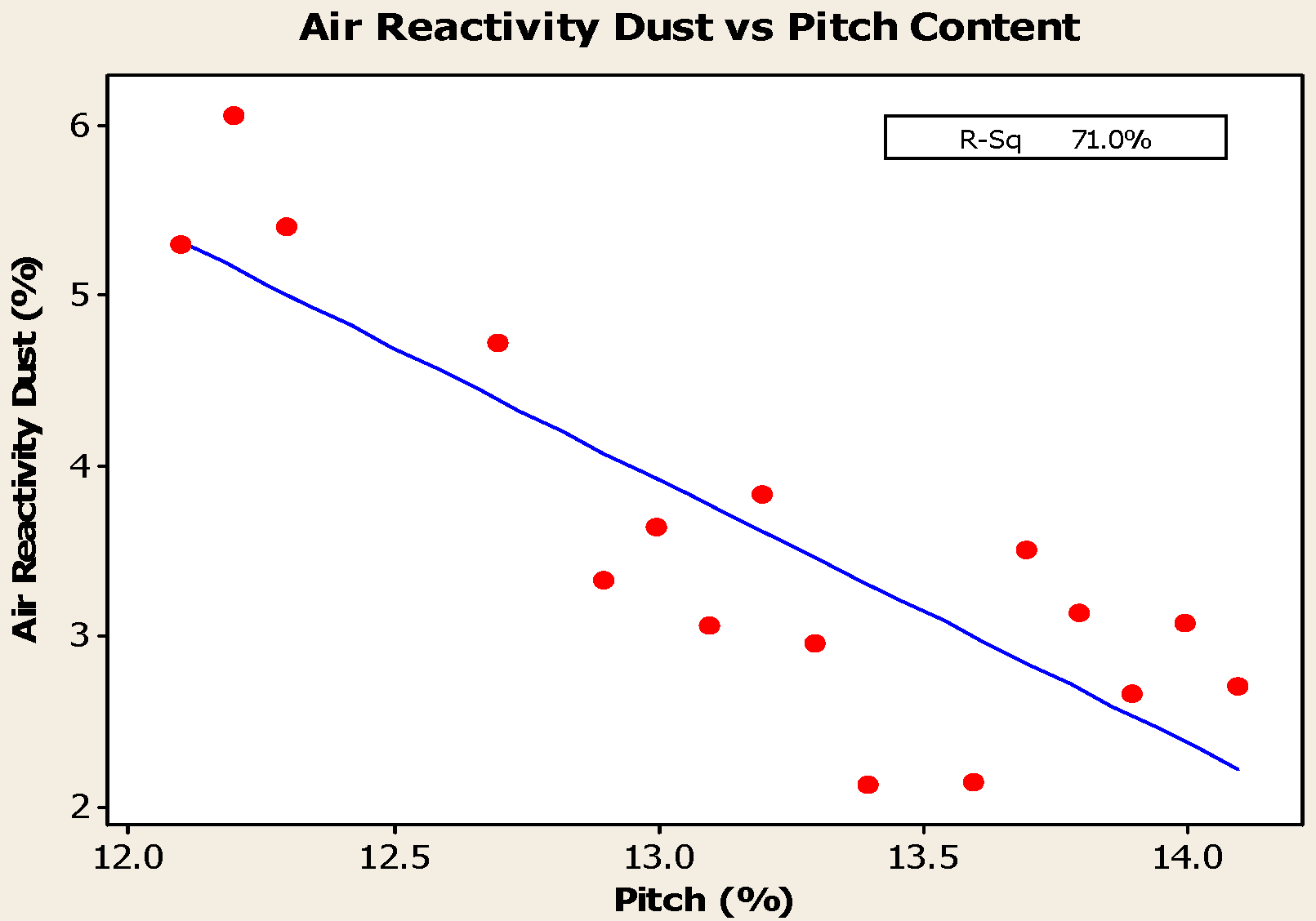
Figure 9.
Air permeability vs. pitch content.
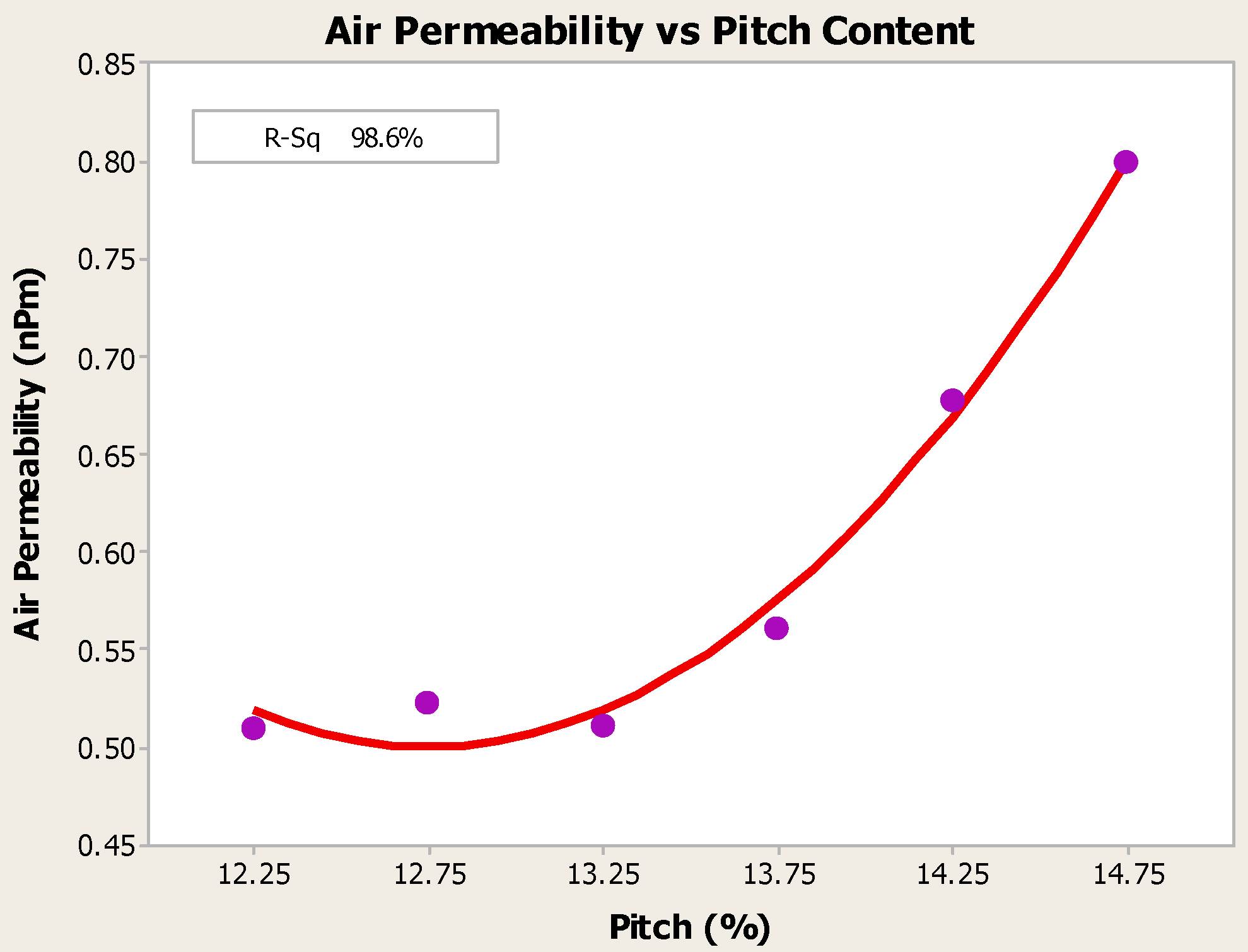
Figure 10.
CO2 RR vs. impurities.

Figure 11.
Air RR vs. vanadium.
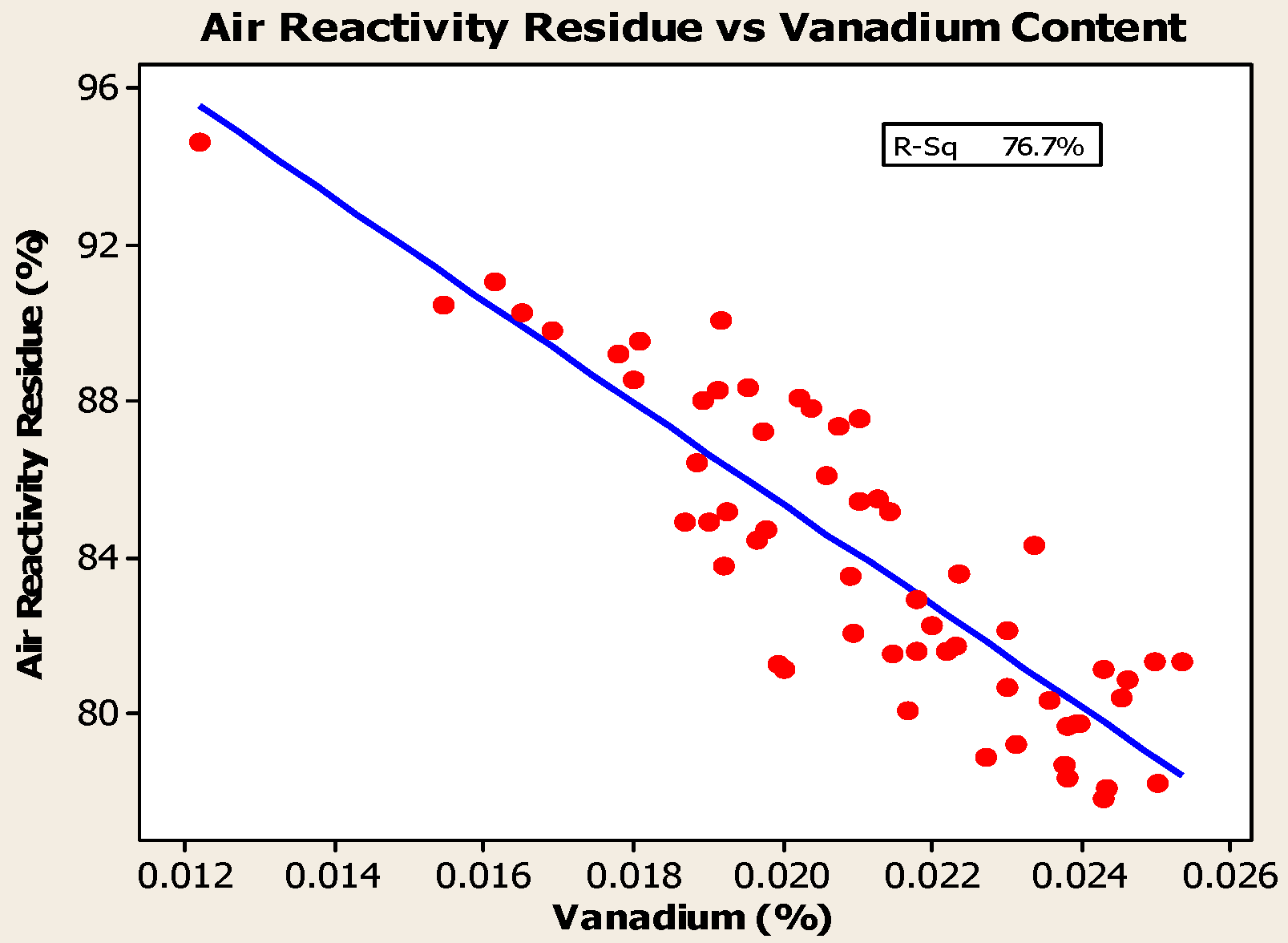
Figure 12.
Flue temp. vs. desulfurization.
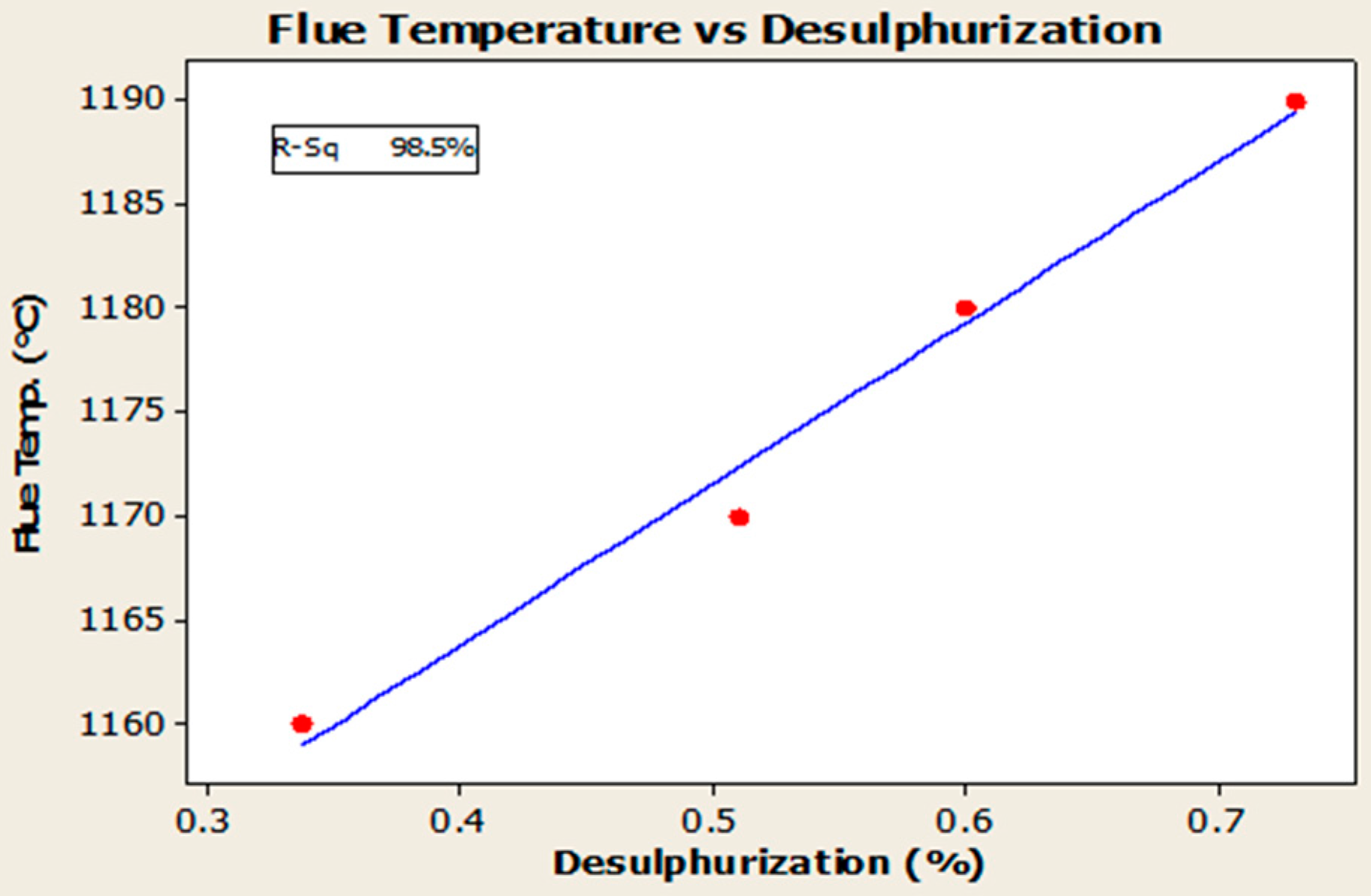
Figure 13.
Coke S vs. desulfurization.
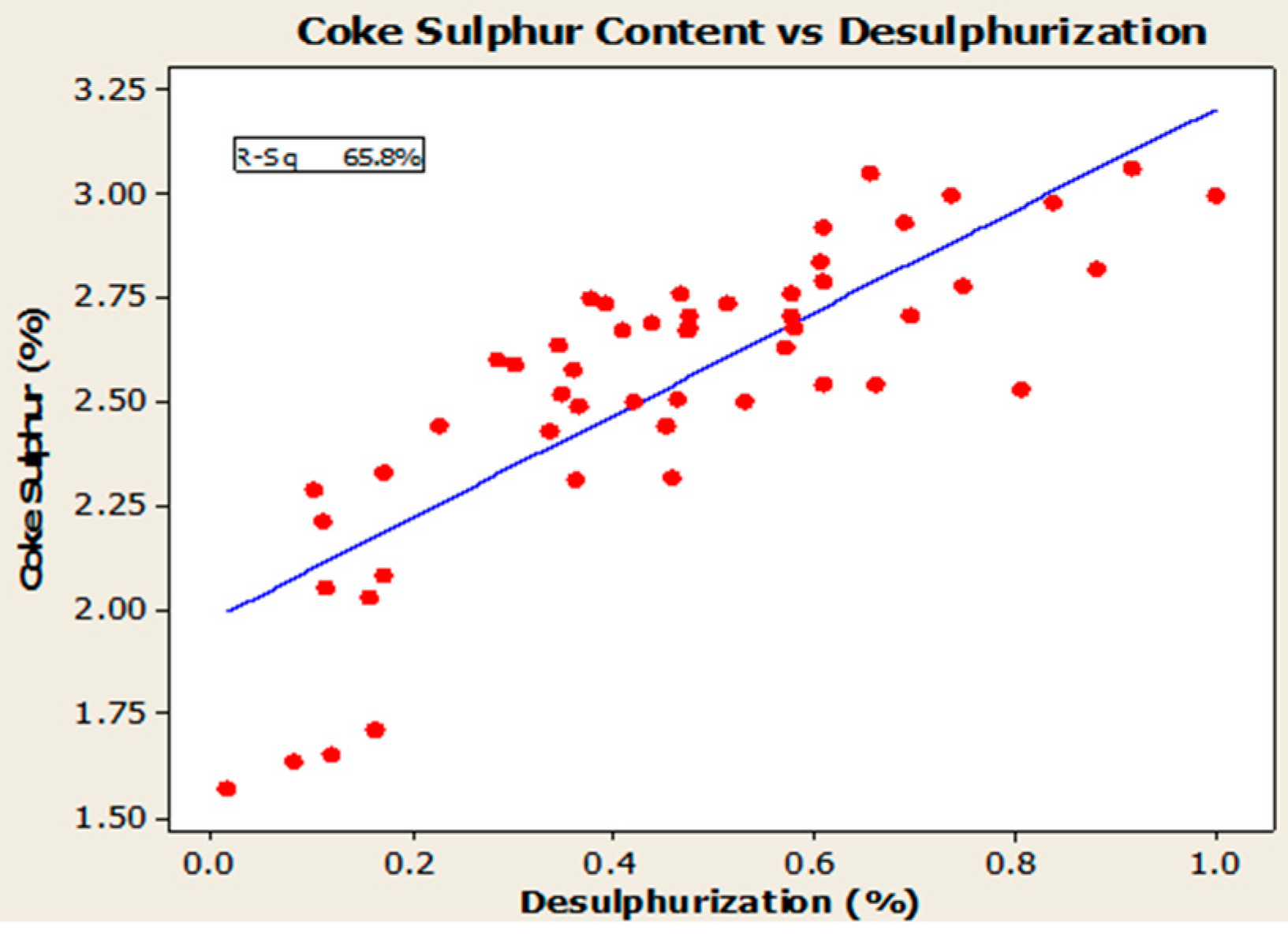
Figure 14.
CO2 RR vs. desulfurization.

Figure 15.
Desulfurization vs. permeability.
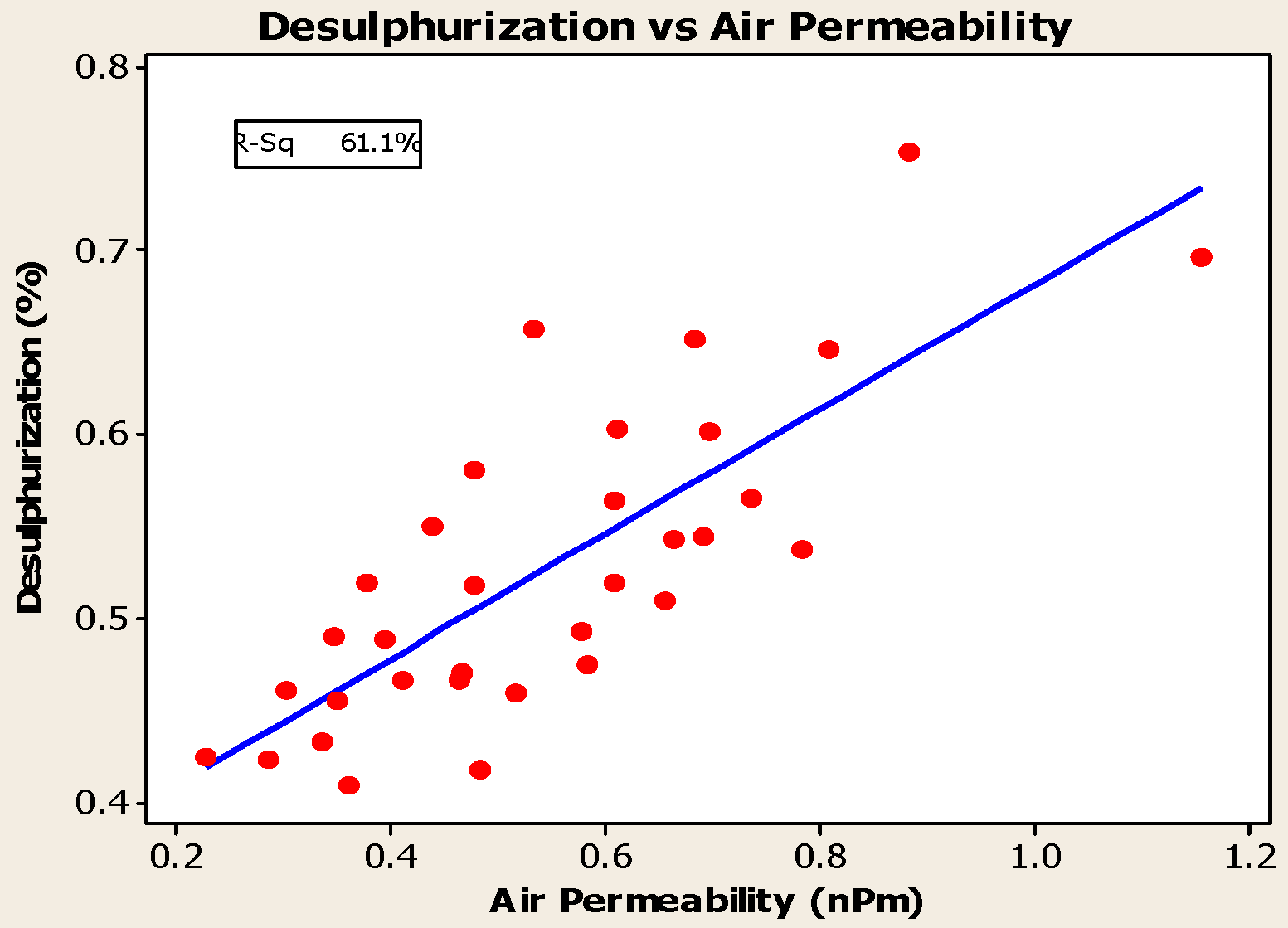
Figure 16.
Net carbon consumption (NCC) vs. CO2 RR.

Figure 17.
NCC vs. air RR.
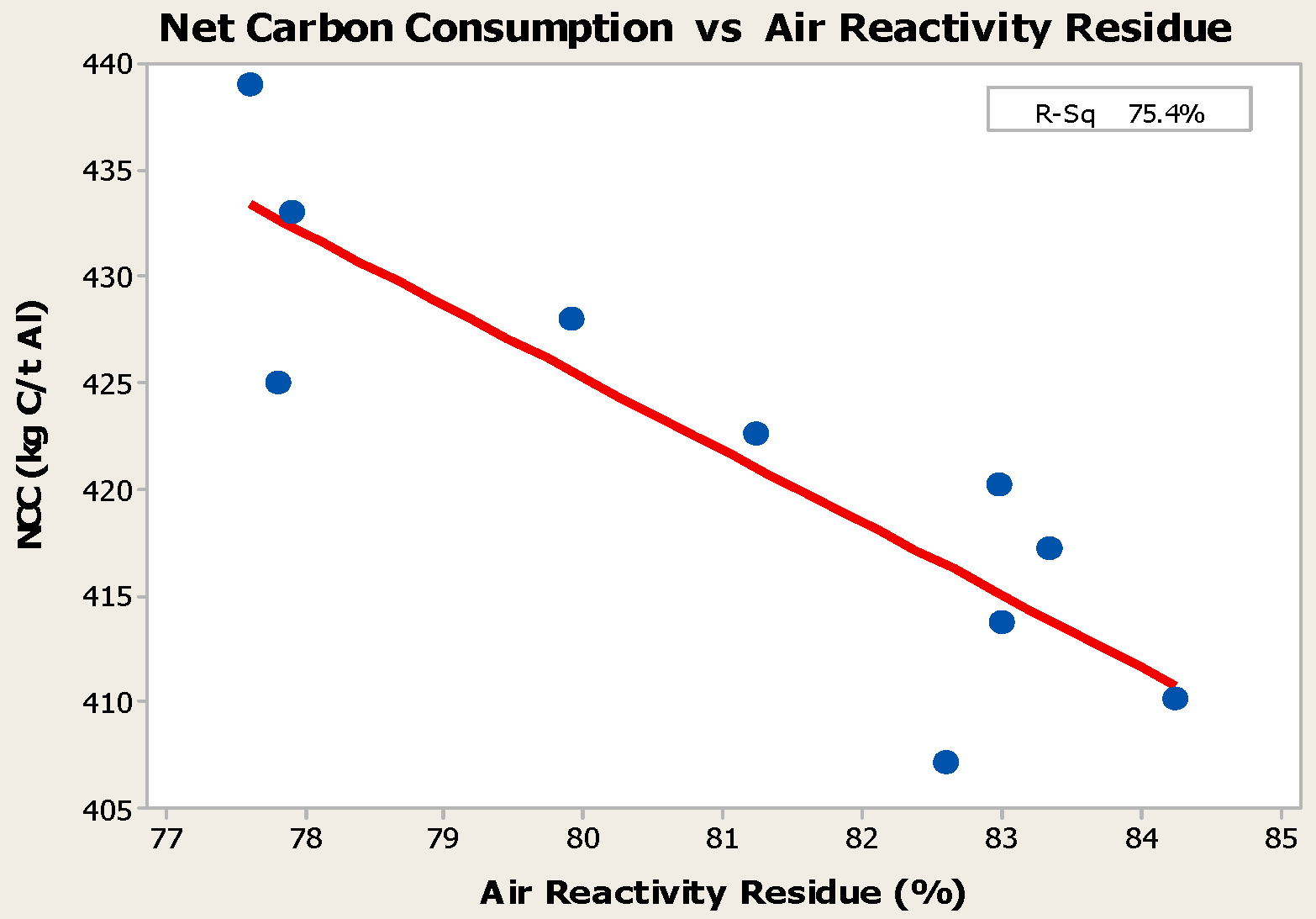
Figure 18.
NCC vs. anode desulfurization.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanism | Anode Consumption, Mass % Prebaked Cells |
|---|---|
| Basic reaction: 2Al2O3 + 3C = 4Al + 3CO2 | 66–76 |
| Excess consumption: C + O2 = CO2 and 2C + O2 = 2CO | 8–15 |
| Boudouard reaction: CO2 + C = 2CO | 5–6 |
| Unreacted dust | 0.3 |
| Re-oxidation of metal | 7–8 |
| Pyrolysis and vaporisation | 0.2 |
| Sulphur, metal impurities and carbon loss by butts return | 3.5–4.5 |
| Net carbon consumption [kg C/t Al] | 400–450 |
Table 2.
Typical characteristics of calcined petroleum cokes (CPCs) used at the Emirates Aluminium (EMAL) smelter.
| Analysis | Unit | Coke A | Coke B | Coke C |
|---|---|---|---|---|
| Average | Average | Average | ||
| Fe | % | 0.014 | 0.007 | 0.002 |
| Si | % | 0.014 | 0.001 | 0.003 |
| S | % | 2.57 | 1.05 | 2.83 |
| V | % | 0.024 | 0.005 | 0.019 |
| Ni | % | 0.022 | 0.008 | 0.009 |
| Ca | % | 0.013 | 0.001 | 0.001 |
| Na | % | 0.006 | 0.004 | 0.002 |
| Ash | % | 0.19 | 0.05 | 0.08 |
| Moisture | % | 0.06 | 0.08 | 0.08 |
| Real density | g/cm³ | 2.081 | 2.072 | 2.079 |
| Vibrated bulk density (VBD) | g/cm³ | 0.938 | 0.925 | 0.864 |
| Volatile matter (VM) | % | 0.40 | 0.44 | 0.42 |
| Hard grove index (HGI) | no | 31.5 | 36.0 | 31.8 |
| +4 Mesh | % | 36.3 | 27.4 | 35.3 |
| −20 Mesh | % | 24.6 | 26.1 | 22.9 |
| CO2 reactivity | % | 12.2 | 7.0 | 2.7 |
| Air reactivity | %/min | 0.29 | 0.07 | 0.07 |
| Electrical resistivity | μΩ·m | 464.4 | 441.5 | 492.8 |
| Lc | nm | 3.09 | 2.88 | 3.05 |
| Calciner type | Shaft | Rotary | Rotary |
| Parameter | Unit | Value |
|---|---|---|
| Dry aggregate GSR | No. | 3.5 to 4.5 |
| Pitch content | % | 12.5 to 14.5 |
| Mixer energy | kWh/t paste | 7.5 |
| Vibro-compaction time | s | 45 to 55 |
| Top tool pressure | kPa | 250 to 450 |
| Vacuum | kPa | 2 to 3 |
| Baking temperature | °C | 1160 to1190 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Khaji, K.; Al Qassemi, M. The Role of Anode Manufacturing Processes in Net Carbon Consumption. Metals 2016, 6, 128. https://doi.org/10.3390/met6060128
AMA Style
Khaji K, Al Qassemi M. The Role of Anode Manufacturing Processes in Net Carbon Consumption. Metals. 2016; 6(6):128. https://doi.org/10.3390/met6060128
Chicago/Turabian StyleKhaji, Khalil, and Mohammed Al Qassemi. 2016. "The Role of Anode Manufacturing Processes in Net Carbon Consumption" Metals 6, no. 6: 128. https://doi.org/10.3390/met6060128
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.