



A Contribution to the Analysis of the Effects of Pulsed Current in GTAW Welding of 1-mm-Thick AISI 304 Sheets
Abstract
1. Introduction
2. The Rectangular Pulsed Current and the Correlation between Pulse Frequency and Welding Speed
3. Experimental Procedure
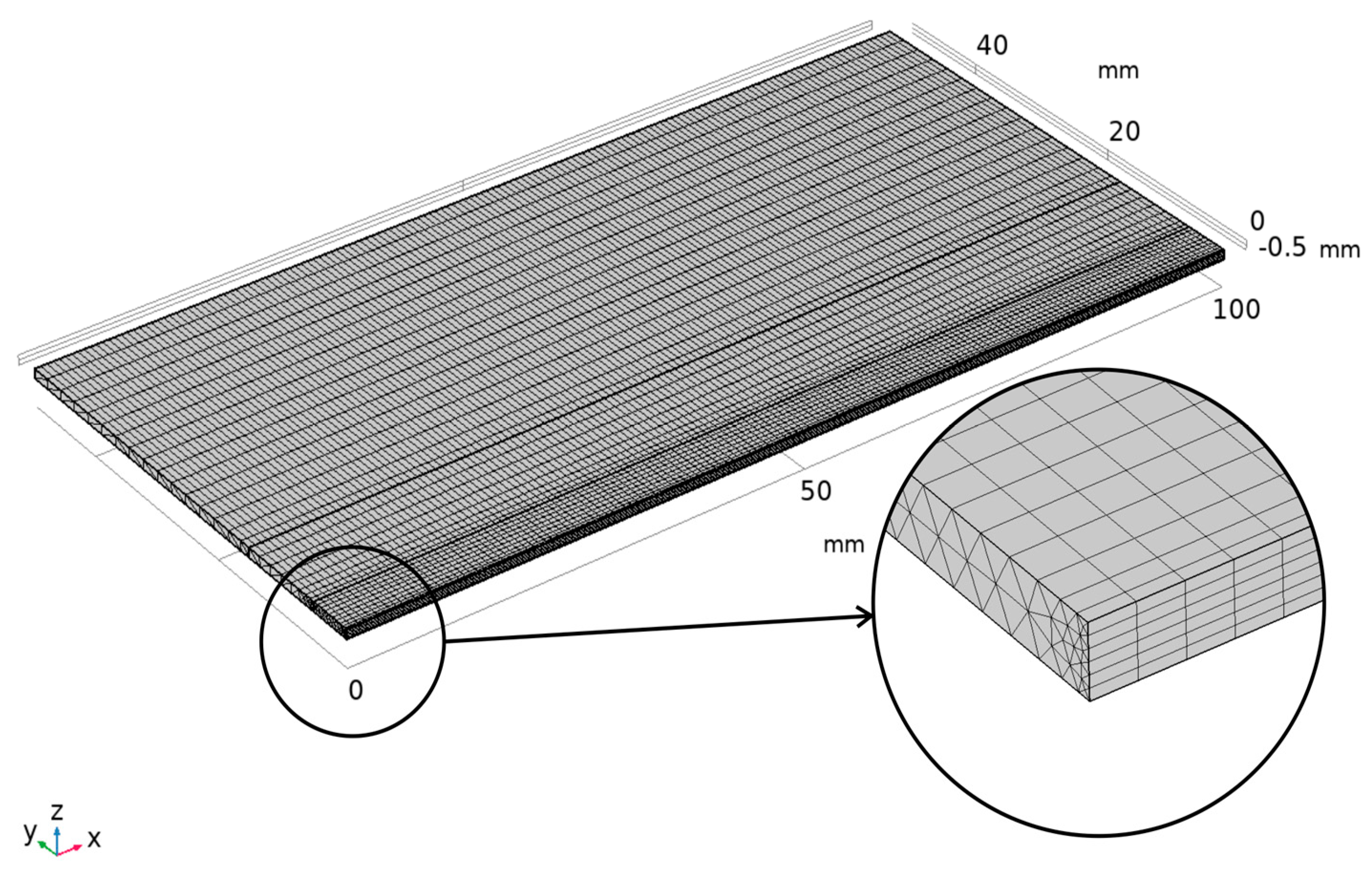
Methodology of the Thermal Simulation and Equation Step
4. Results and Discussion
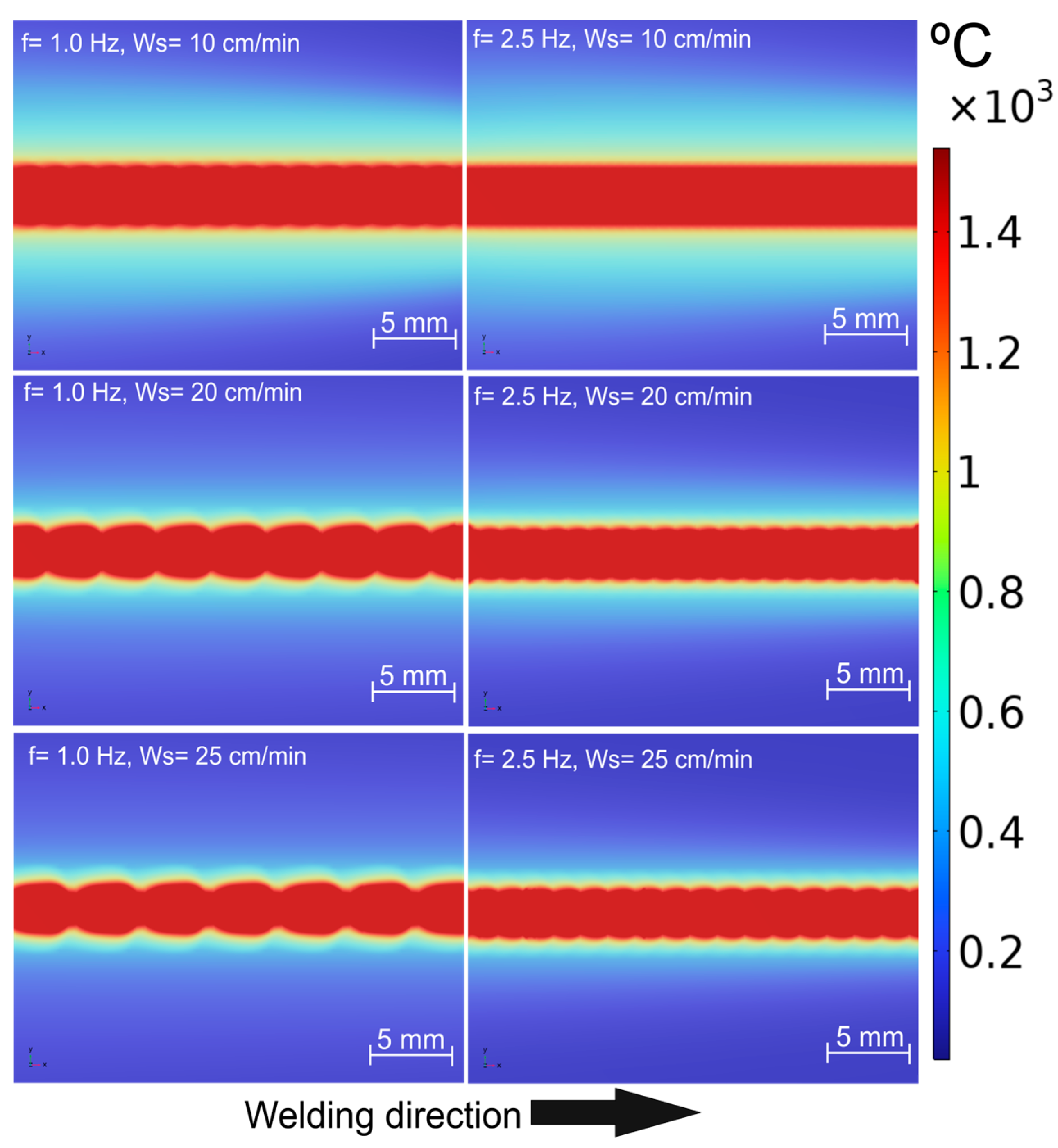
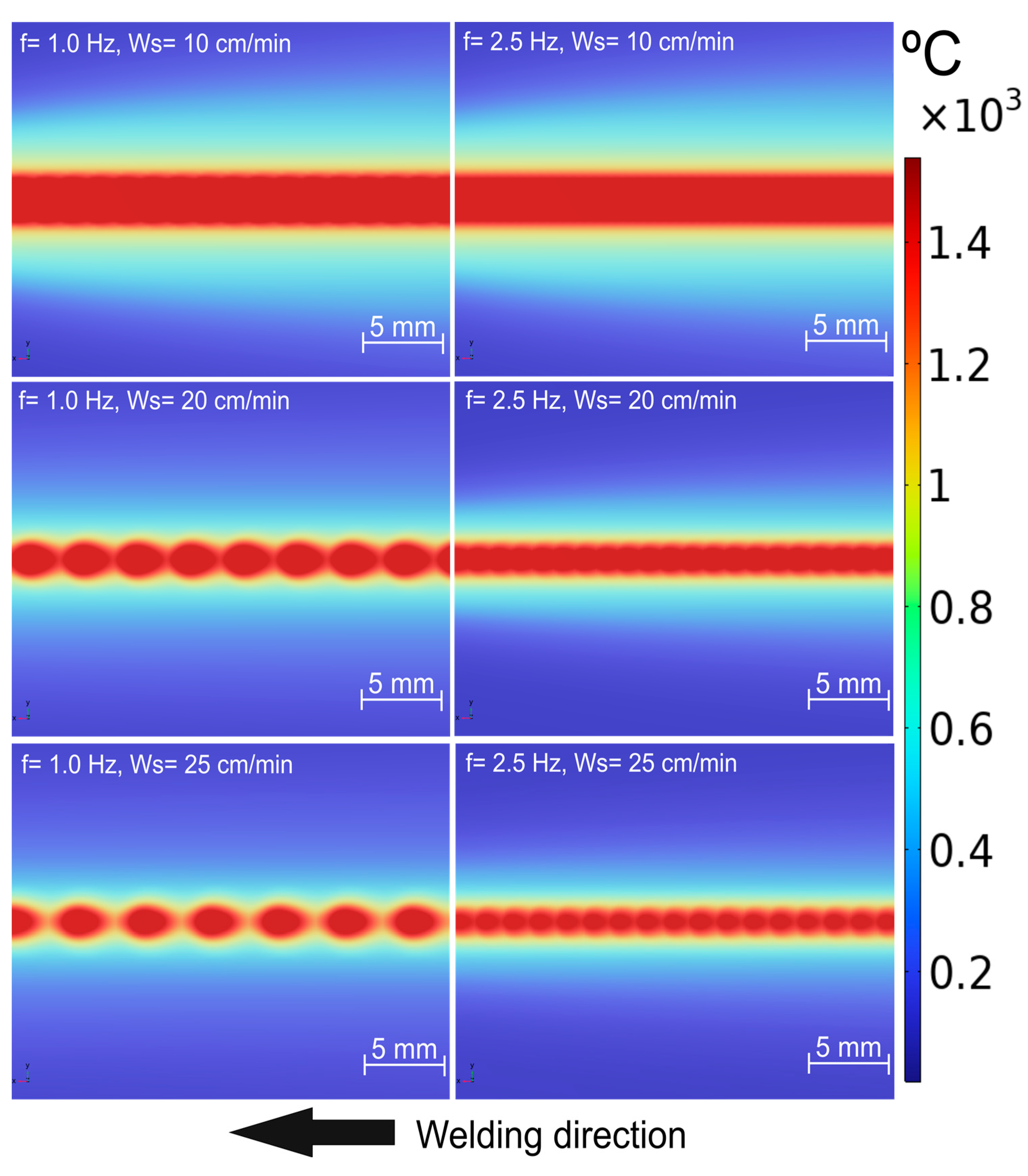
Analysis of the Correlation between Pulse Frequency and Welding Speed through Thermal Simulation
5. Conclusions
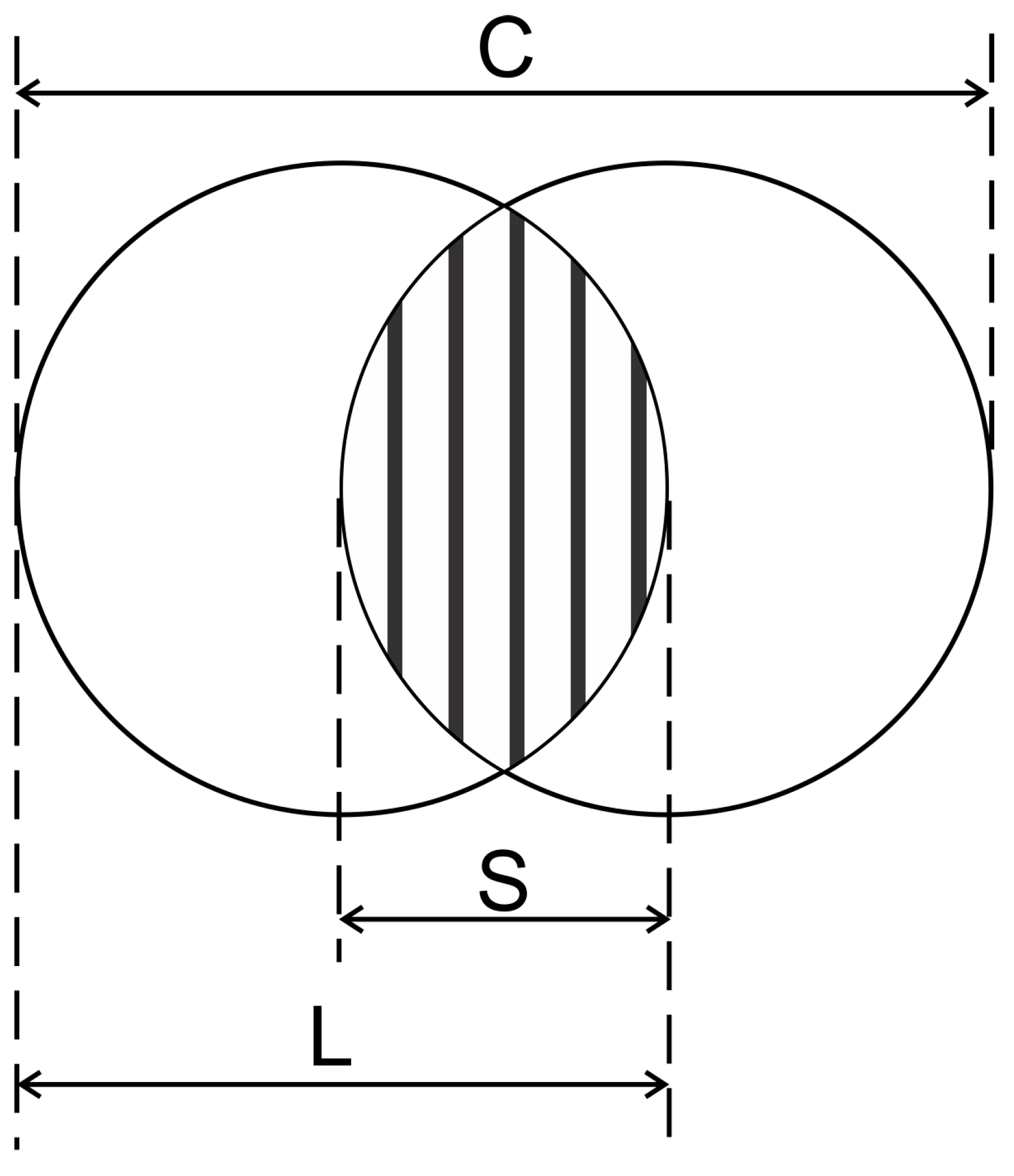
- It is shown that there should be a close correlation between the period of the pulsed wave with the welding speed for a real thermal pulsation and a determined overlap between the molten zone obtained in each current pulse.
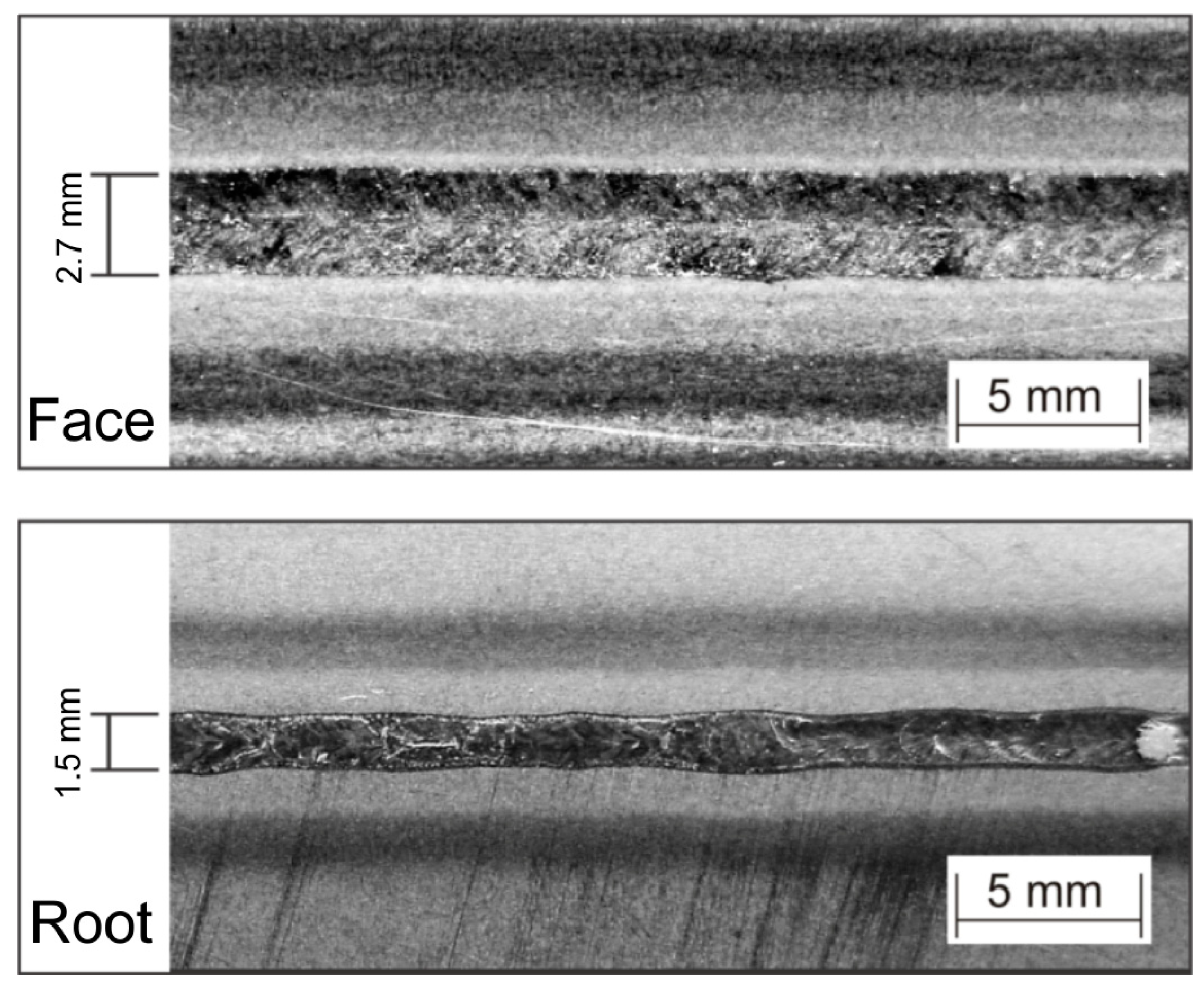
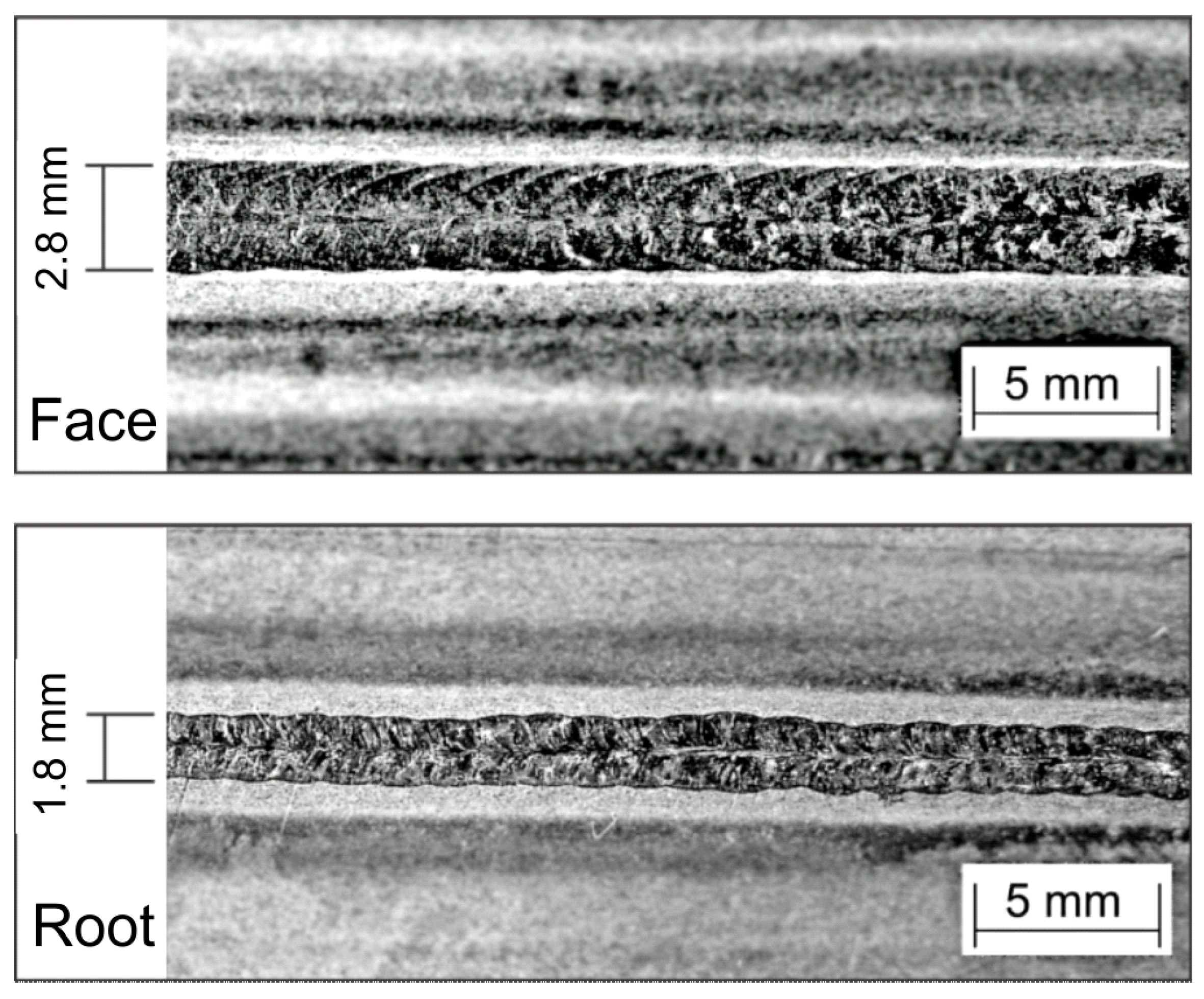
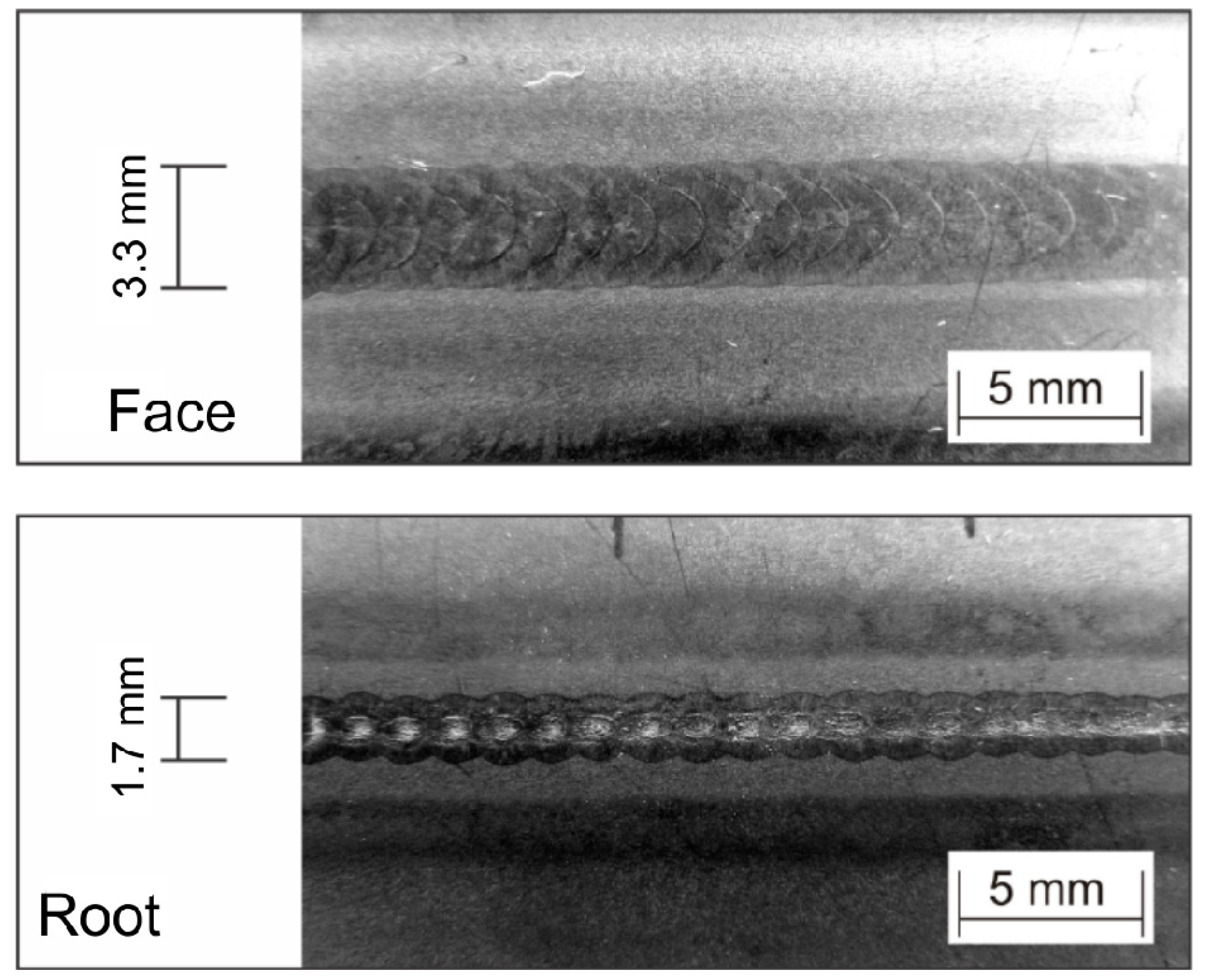
- It was demonstrated experimentally and by numerical simulation that the overlap of the molten pool in each current pulse is different when comparing the face and root of the weld bead.
- In a sheet with a thickness of 1.0 mm, this difference is clearly observed, which suggests that this is a growing effect as the thickness of the piece increases. This characteristic correlates with the fact that as the pulsation frequency increases, the form factor decreases (FW increases and RW decreases). This contradicts what is commonly spread in the literature; that pulsed current, in a generic way, improves the weld profile and produces deeper penetration. Further studies are planned to be carried out addressing thicker plates and high-strength carbons steels, in order to verify the effect of the low frequency pulsation on the mechanical resistance of the materials.
- The experiments also demonstrated that the effect of generating an equiaxed solidification microstructure only occurs effectively for low pulsation frequencies and, consequently, low welding speeds.
- Through thermal modeling, it was possible to didactically verify the behavior of the molten zone and the overlap in each current pulse for different frequencies and welding speeds. A pulsation frequency of 1 Hz allows a maximum welding speed of 3.3 mm/s (20 cm/min), while a frequency of 2.5 Hz allows a maximum value of 4.1 mm/s (25 cm/min), generating a lack of overlap of the molten zone in the root of the weld from these values.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Welding Handbook—Welding Processes, Part 1, 9th ed.; American Welding Society: Miami, FL, USA, 2004; Volume 2.
- Kou, S.; Le, Y. Nucleation Mechanism and Grain Refining of Weld Metal. Weld. J. 1986, 65, 305–320. Available online: https://app.aws.org/wj/supplement/WJ_1986_12_s305.pdf (accessed on 20 April 2023).
- Kumar, B.M.D.; Manikandan, M. Effect of continuous and pulsed current techniques on wire-arc additive manufacturing of a nick-el-based superalloy. Mater. Lett. 2023, 338, 134080. [Google Scholar] [CrossRef]
- Killing, U. Empfehlungen zur Schweißparameterauswahl: Vollmechanisiertes WIG-Impulorbitalschweißen Der Praktiker. In Der Praktiker—DasMagazin für Schweißtechnik und Mehr; DVS: Düsseldorf, Germany, 2019. [Google Scholar]
- Dutra, J.C. Ciência e Tecnologia da Soldagem a Arco Voltaico dos Fundamentos às Modernas Técnicas. Alfa Centauri. 2023. Available online: https://labsolda.ufsc.br/noticias/1033-lancamento-do-livro-ciencia-e-tecnologia-da-soldagem-a-arco-voltaico-dos-fundamentos-as-modernas-tecnicas (accessed on 5 June 2023).
- Riffel, K.C.; Silva, R.H.G.; Haupt, W.; Silva, L.E.; Dalpiaz, G. Effect of dynamic wire in the GTAW process: Microstructure and corrosion resistance. J. Mat. Proc. Tech. 2020, 285, 116578. [Google Scholar] [CrossRef]
- Riffel, K.C.; Silva, R.H.G.; Pompermeyer, M.O.; Dalpiaz, G. Effect of dynamic wire in the GTAW process. J. Mat. Proc. Tech. 2019, 269, 91–101. [Google Scholar] [CrossRef]
- Wang, H.; Hu, S.; Shen, J.; Li, D.; Lu, J. Effect of duty cycle on microstructure and mechanical properties of pulsed GTAW lap joint of Invar. J. Mat. Proc. Tech. 2017, 243, 481–488. [Google Scholar] [CrossRef]
- Cunha, T.V.; Bohórquez, C.E.N. Effects of current pulsation at ultra-high frequency on physical aspects of the arc and its implications in the weld bead morphology in the GTAW process. Weld World 2021, 65, 251–261. [Google Scholar] [CrossRef]
- Santos, F.J.; Dutra, G.B.; Cunha, T.V. Microstructural and mechanical evaluation of a dissimilar joining between SAE 1020 and AISI 304 steel obtained via ultra-high-frequency-pulsed GTAW. J. Braz. Soc. Mec. Sci. Eng. 2019, 41, 26. [Google Scholar] [CrossRef]
- Widyianto, A.; Baskoro, A.S.; Kiswanto, G. Effect of Pulse Currents on Weld Geometry and Angular Distortion in Pulsed GTAW of 304 Stainless Steel Butt Joint. J. Automot. Mech. Eng. 2020, 17, 7687–7694. [Google Scholar] [CrossRef]
- Tabrizi, T.R.; Sabzi, M.; Anijdan, S.H.M.; Eivani, A.R.; Park, N.; Jafarian, H.R. Comparing the effect of continuous and pulsed current in the GTAW process of AISI 316L stainless steel welded joint: Microstructural evolution, phase equilibrium, mechanical properties and fracture mode. J. Mat. Res. Tech. 2021, 15, 199–212. [Google Scholar] [CrossRef]
- Arivarasua, M.; Kasinatha, D.R.; Natarajana, A. Effect of Continuous and Pulsed Current on the Metallurgical and Mechanical Properties of Gas Tungsten Arc Welded AISI 4340 Aeronautical and AISI 304 L Austenitic Stainless Steel Dissimilar Joints. Mat. Res. 2015, 18, 59–77. [Google Scholar] [CrossRef]
- Sivakumar, N.; Sanjay Gandhi, B.; Senthil Kumar, K.; Arulmurugan, B. Effect of constant current and pulsed current gas tungsten arc welding process on microstructure and mechanical properties of superalloy 59 joints. Mater. Res. Express 2022, 9, 046525. [Google Scholar] [CrossRef]
- Balasubramanian, V.; Ravisankar, V.; Reddy, G.M. Effect of pulsed current welding on mechanical properties of high strength aluminum alloy. Int. J. Adv. Manuf. Technol. 2008, 36, 254–262. [Google Scholar] [CrossRef]
- Yang, M.; Qi, B.; Cong, B.; Liu, F.; Yang, Z. Effect of pulse frequency on microstructure and properties of Ti-6Al-4V by ultrahigh-frequency pulse gas tungsten arc welding. Int. J. Manuf. Technol. 2013, 68, 19–31. [Google Scholar] [CrossRef]
- Reddy, G.M.; Gokhale, A.A.; Rao, K.P. Effect of the ratio of peak and background current durations on the fusion zone microstructure of pulsed current gas tungsten arc welded Al-Li alloy. J. Mat. Sci. Let. 2002, 21, 1623–1625. [Google Scholar] [CrossRef]
- Kumar Senthil, T.; Balasubramanian, V.; Sanavillah, M.Y. Influences of pulsed current tungsten inert gas welding parameters on the tensile properties of AA 6061 aluminum alloy. Mat. Des. 2007, 28, 2080–2092. [Google Scholar] [CrossRef]
- Yousefieh, M.; Shamanian, M.; Saatchi, A. Optimization of the pulsed current gas tungsten arc welding (PCGTAW) parameters for corrosion resistance of super duplex stainless steel (UNS S32760) welds using the Taguchi method. J. Alloy. Comp. 2011, 509, 782–788. [Google Scholar] [CrossRef]
- Du, J.; Zhao, G.; Wei, Z. Effects of Welding Speed and Pulse Frequency on Surface Depression in Variable Polarity Gas Tungsten Arc Welding of Aluminum Alloy. Metals 2019, 9, 114. [Google Scholar] [CrossRef]
- Egerland, S.; Zimmer, J.; Brunmaier, R.; Nussbaumer, R.; Posch, G.; Rutzinger, B. Advanced Gas Tungsten Arc Weld Surfacing Current Status and Application. Soldag. Inspeção 2015, 20, 300–314. [Google Scholar] [CrossRef]
- Silva, R.H.G.; Riffel, K.C.; Carvalho, L.P.; Kejelin, N.Z. Double-Sided welding as an alternative for joining internally clad pipes. J. Pipeline Sys. Eng. Prac. 2020, 11, 04020012. [Google Scholar] [CrossRef]
- IMC Welding. Multiprocess Welding Power Source Digiplus A7. Available online: https://www.imc-soldagem.com.br/pt-br/equipamentos/fontes-de-soldagem/multiprocesso/linha-digiplus-a7 (accessed on 5 May 2023).
- SPS (Welding and Processes Solutions). Tartílope V4. Available online: https://www.sps-soldagem.com.br/tartilope_v4.php (accessed on 5 May 2023).
- Goldak, J.; Chakravarti, A.; Bibby, M. A New Finite Element Model for Welding Heat Sources. Metal. Trans. B 1984, 15B, 299–305. Available online: https://link.springer.com/content/pdf/10.1007/BF02667333.pdf?pdf=button (accessed on 11 April 2023). [CrossRef]
- Fuerschbach, P.W.; Knorovsky, G.A. A Study of Melting Efficiency in Plasma Arc and Gas Tungsten Arc Welding. Weld. J. 1991, 11, 287–298. Available online: https://app.aws.org/wj/supplement/WJ_1991_11_s287.pdf (accessed on 11 April 2023).
- Incropera, F.P.; Dewitt, D.P.; Bergman, T.L.; Lavine, A.S. Fundamentals of Heat and Mass Transfer, 8th ed.; John Wiley: Hoboken, NJ, USA, 2017; ISBN 978-1-119-38291-1. [Google Scholar]
- Abu-Aesh, M.; Taha, M.; El-Sabbagh, A.S.; Dorn, L. Hot-cracking susceptibility of fully austenitic stainless steel using pulsed-current gas tungsten arc-welding process. Eng. Rep. 2021, 3, e12308. [Google Scholar] [CrossRef]
- Masumoto, I.; Shinoda, T.; Ueno, Y. Effect of Pulse Welding Current on Solidification Cracking in Austenitic Stainless Steel Weld Metal. Quart. J. Jap. Weld. Soc. 1989, 7, 245–249. Available online: https://www.jstage.jst.go.jp/article/qjjws1983/7/2/7_2_245/_pdf/-char/en (accessed on 5 May 2023). [CrossRef][Green Version]
- Souza, D.; Vilhalba, L.B.; Passos, T.A.; Moura, E.A.M.; Costa, H.L.; Osorio, A.G. Corrosion Resistance of Thermal-pulsed Inconel 625 MIG/MAG Weld Overlays. Surf. Topogr. Metrol. Prop. 2021, 9, 025036. [Google Scholar] [CrossRef]
- Gu, Y.; Lu, N.; Xu, Y.; Shi, Y.; Zhang, G.; Sun, Q. Microstructure Characteristics of Q345R-Steel Welded Joints and their Corrosion Behavior in a Hydrofluoric Acid Environment. J. Nuc. Mat. 2023, 574, 154214. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | 20 | 100 | 300 | 400 | 600 | 800 | 1000 | 1500 |
|---|---|---|---|---|---|---|---|---|
| Thermal conductivity (W/m·K) | 14.4 | 15.1 | 15.9 | 17.5 | 20.8 | 23.4 | 25.7 | 35.2 |
| Specific heat (J/kg·K) | 430.9 | 472.9 | 490.9 | 503.5 | 552.4 | 594.5 | 613.2 | 870.4 |
| Density (kg/m3) | 8010 | 7931 | 7892 | 7840 | 7755 | 7667 | 7609 | 7579 |
| Thermal conductivity (kair) (W/m·K) | 0.025 |
| Specific heat (Cp_air) (J/kg·K) | 1006 |
| Density (ρair) (kg/m3) | 1.23 |
| Dynamic viscosity (μair) (Pa·s) | 1.83 × 10−5 |
| Thermal expansion coefficient (αp) (1/K) | 3.43 × 10−3 |
| Gravidade (m/s2) | 9.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dutra, J.C.; Riffel, K.C.; Silva, R.H.G.e.; Ramirez, A.J. A Contribution to the Analysis of the Effects of Pulsed Current in GTAW Welding of 1-mm-Thick AISI 304 Sheets. Metals 2023, 13, 1387. https://doi.org/10.3390/met13081387
Dutra JC, Riffel KC, Silva RHGe, Ramirez AJ. A Contribution to the Analysis of the Effects of Pulsed Current in GTAW Welding of 1-mm-Thick AISI 304 Sheets. Metals. 2023; 13(8):1387. https://doi.org/10.3390/met13081387
Chicago/Turabian StyleDutra, Jair Carlos, Kaue Correa Riffel, Regis Henrique Gonçalves e Silva, and Antonio Jose Ramirez. 2023. "A Contribution to the Analysis of the Effects of Pulsed Current in GTAW Welding of 1-mm-Thick AISI 304 Sheets" Metals 13, no. 8: 1387. https://doi.org/10.3390/met13081387
APA StyleDutra, J. C., Riffel, K. C., Silva, R. H. G. e., & Ramirez, A. J. (2023). A Contribution to the Analysis of the Effects of Pulsed Current in GTAW Welding of 1-mm-Thick AISI 304 Sheets. Metals, 13(8), 1387. https://doi.org/10.3390/met13081387