
Microstructures and Mechanical Properties of A356 Alloy and A6061 Alloy through Rheo, Upsetting, Thixo, Forming Process, and T6 Heat Treatment

School of Mechanical Engineering, Kyungnam University, 7 Kyungnamdaehak-ro, Masanhappo-gu, Changwon-si 51767, Republic of Korea
Metals 2022, 12(12), 2051; https://doi.org/10.3390/met12122051
Submission received: 4 November 2022
/
Revised: 22 November 2022
/
Accepted: 27 November 2022
/
Published: 29 November 2022
(This article belongs to the Special Issue Advances in Semi-solid Forming)
Abstract
:The thixo process has the benefit of producing a semi-solid material in which fine primary α-Al grains are uniformly distributed. However, it also has the disadvantage of a costly raw material billet. In this study, a semi-solid slurry was prepared from the rheo process by cooling and electromagnetic stirring, and then a billet for the thixo process was manufactured through an upsetting process with semi-solid slurry. Then, the billet was reheated (thixo process) to make a semi-solid state, and then a final sample was manufactured through a forming process. In both A356 and A6061 materials, the equivalent diameter of the primary α-Al grains became smaller and the roundness became close to one throughout rheo, upsetting, thixo, and forming processes. Due to the refinement and spheroidizing effect of the primary α-Al grains, the tensile strength was improved by each process, and the elongation was slightly decreased. However, after T6 heat treatment, the tensile strength of A356 was decreased, but the elongation was greatly improved. In the case of A6061, on the other hand, the tensile strength was significantly improved, and its elongation decreased after T6 heat treatment.
1. Introduction
In a semi-solid material, a solid phase and a liquid phase coexist. Viscosity is higher in the semi-solid state than the liquid state due to the inclusion of solid particles. Therefore, in the forming process using the semi-solid material, the metal flow can be made into a laminar flow. Accordingly, there are advantages of semi-solid material by laminar flow and various other advantages [1,2,3,4,5,6]. To manufacture the semi-solid materials, there is a thixo method and a rheo method. The thixo method reheats a solid material to a semi-solid state, and the rheo method cools liquid material into a semi-solid state. The semi-solid material manufactured by the thixo method produces fine primary α-Al grains and has high mechanical properties due to the uniform distribution of primary α-Al grains. However, the cost of the cold-formed billet, which is the raw material, is high, and the time required to reheat the billet is long [7,8,9]. On the other hand, in the rheo method, the price of the ingot, the raw material, is low, and the process time is short because the semi-solid material is made only by cooling in air. Nonetheless, during the rheo process, stirring or vibration is applied to control the irregular growth of primary α-Al grains during the cooling process, because in this process, it is possible that material may be stuck, gas or foreign substances may be introduced, and primary α-Al grains may be unevenly distributed [10,11,12].
The primary α-Al grains of the semi-solid material produced by either the thixo or rheo method are small and close to a globular shape. It has been reported in several studies that the mechanical properties of the formed product can be improved if the primary α-Al grains can be uniformly distributed in the forming process using the semi-solid material [13,14,15]. In spite of such efforts, some of the shortcomings of the two manufacturing methods of semi-solid materials are not easily resolved.
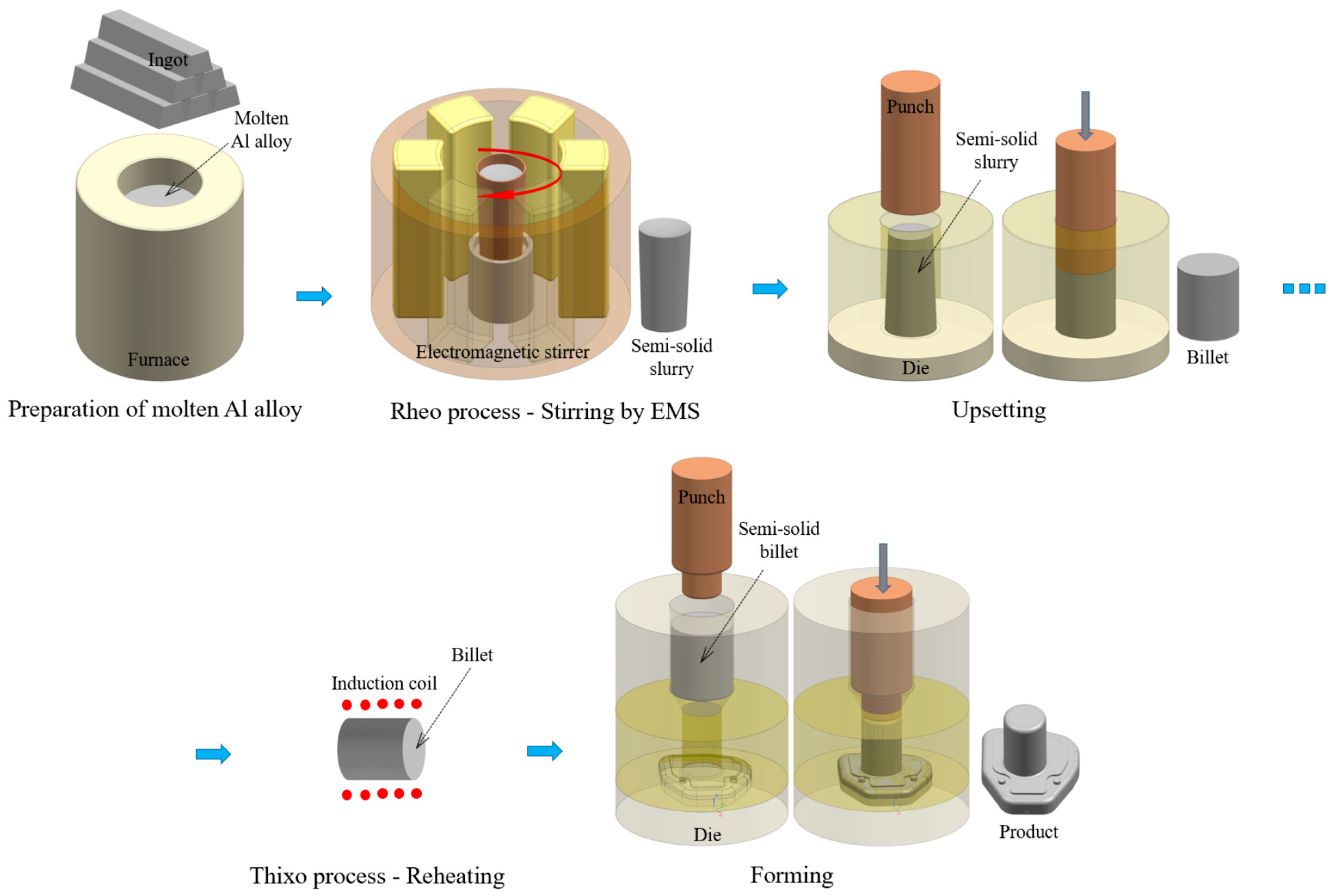
In this study, in order to reduce the cost of the expensive billet used in the thixo process, the rheo process and the upsetting process were applied to produce a billet for the thixo process. The billet meant for the thixo process was reheated to a semi-solid state, and then transformed into final sample shape through a forming process. In the rheo process, an aluminum ingot is melted in an electric furnace to make it a liquid state, and a semi-solid slurry with controlled grains is made using an electromagnetic stirrer. The upsetting process compresses the semi-solid slurry to produce a billet for thixo. The thixo process reheats the manufactured billet to make it semi-solid again. Finally, in the forming process, the semi-solid billet is injected into the forming mold to transform it into the final sample shape.
The equivalent diameter and roundness of the primary α-Al grains were analyzed through the microstructure of the sample produced in each process. In addition, a tensile test was performed to investigate mechanical properties. T6 heat treatment was also given on the final sample.
2. Experimental Method
2.1. Manufacturing Methods
A356 alloy and A6061 alloy were selected for the experiment. Table 1 shows the chemical compositions of A356 alloy and A6061 alloy. The major components of the two alloys were aluminum, magnesium and silicon. The aluminum content of A356 alloy was more than 93.6%, and magnesium and silicon were contained at 7.08% and 0.35%, respectively. Meanwhile, the aluminum contents of alloy A6061 was more than 97.6%, and magnesium and silicon were also contained at 1.0% and 0.68%, respectively. The liquidus and solidus temperatures of the alloy A356 were 617 °C and 547 °C, and for the alloy A6061, these were 666 °C and 592 °C, respectively. The temperatures of A356 alloy and A6061 alloy for 50% solid fraction were 583.8 °C and 648.3 °C, respectively.
Figure 1 shows the manufacturing process for final sample by making a billet in a semi-solid state. An aluminum ingot was placed into an electric furnace to make it liquid. The liquid aluminum was then poured into the container, and it was stirred in the electromagnetic stirrer (EMS). Stirring was stopped when it became a semi-solid state. After injecting the semi-solid slurry into the upsetting mold, the billet for thixo was manufactured through compression. The billet was placed into an induction coil and reheated to a semi-solid state. The semi-solid billet was placed into a forming mold and pressed with a punch to produce a final sample.
2.1.1. Rheo Process and Upsetting Process
During the process of cooling liquid aluminum to a semi-solid state, primary α-Al grains grow irregularly and form a dendrite structure. Therefore, electromagnetic stirring was applied to control the irregular growth of primary α-Al grains (controlling the crystal grain). The stirring device used in the experiment was a horizontal electromagnetic stirrer (380 V, 60 Hz). When an electric current was applied, an electric field was formed in the horizontal circumferential direction, and the molten aluminum rotated by the Lorentz force. The magnetic flux density for a stirring current of 60 A was 680 G. In the electromagnetic stirring process, a container for molten aluminum is required. The container was made of austenitic stainless steel, which is a non-magnetic material that is not affected by electromagnetic force. The container was tapered in the longitudinal direction, and the inner diameter of the upper part was Ø 63.8 mm, the inner diameter of the lower part was Ø 54.1 mm and the length was 138 mm.
The cavity of the upsetting mold had a diameter of 72 mm and a height of 140 mm. The inside of the mold cavity was coated with silicon spray releases. The temperature of the mold was maintained at 300–320 °C.
The process of making a thixo billet with controlled grains by applying the rheo process (cooling, electromagnetic stirring) and upsetting process is as follows. The ingot was put in an electric furnace and heated to 730 °C to make it liquid. Argon gas was injected into the molten aluminum alloy to perform bubbling. The molten aluminum alloy was filled to the height of 125 mm in the stirring container, and then it was moved to the electromagnetic stirrer. A thermocouple was inserted into the container to measure the real-time temperature. Stirring started at a temperature 5 °C higher than the liquidus temperature, and stirring was stopped when it was cooled to a temperature at which the solid fraction became 50%. The semi-solid slurry was removed from the electromagnetic stirrer and quickly injected into the upsetting mold cavity. The punch was descended to compress the semi-solid slurry to a height of 82 mm. Table 2 shows the experimental conditions applied to the rheo process and the upsetting process.
2.1.2. Thixo Process and Forming Process
The temperature of the manufactured billet after the upsetting process became below the solidus temperature. The billet was reheated using induction heating equipment. This was 80 kW horizontal induction heating equipment and was equipped with a digital control system that could collect real-time data. The heating rate was set at 90 °C/min. The temperature of the billet was below the solidus temperature, and since it became solid, a thermocouple could not be inserted into the center. Thus, the thermocouple was contacted to the surface of the billet. Through a preliminary experiment, it was learned that the temperature difference between the center and the surface of the billet was less than 5 °C.
The forming mold had a diameter of 73 mm at the inlet to which the billet was inserted. The diameter of the forming cavity into which the billet was pushed by the punch was 46 mm. The mold cavity was coated with graphite lubricant. The temperature of the mold was maintained at 250 °C.
The process of reheating the billet to a semi-solid state by applying an induction heating device is as follows. After moving the billet manufactured through the rheo process and the upsetting process to the induction equipment, the thermocouple was made to contact to the surface and heating was started. If the surface temperature of the billet was 5 °C or more than the temperature when 50% of the solid fraction was achieved, the power was adjusted to maintain the isothermal for 30 s. The billet with a solid fraction of 50% was taken out from the heating device and injected into the cavity of the forming die. The billet was pressed with a load of 407.1 kN (100 MPa) while the punch was descended at a speed of 100 mm/s, and the pressure was maintained for 5 s.
2.2. Analysis of Microstructures and Mechanical Properties
In order to analyze the microstructures and mechanical properties of the samples produced in each step in Figure 1, the samples produced in each experimental step were immediately cooled in water. For microstructure observation, specimens were mounted and polished by cutting the specimen at the center of the sample. An etching solution was prepared by diluting 5 mL of HNO3, 3 mL of HCl, and 2 mL of HF in 190 mL of H2O, and the specimen was placed into the etching solution and left for 30 s.
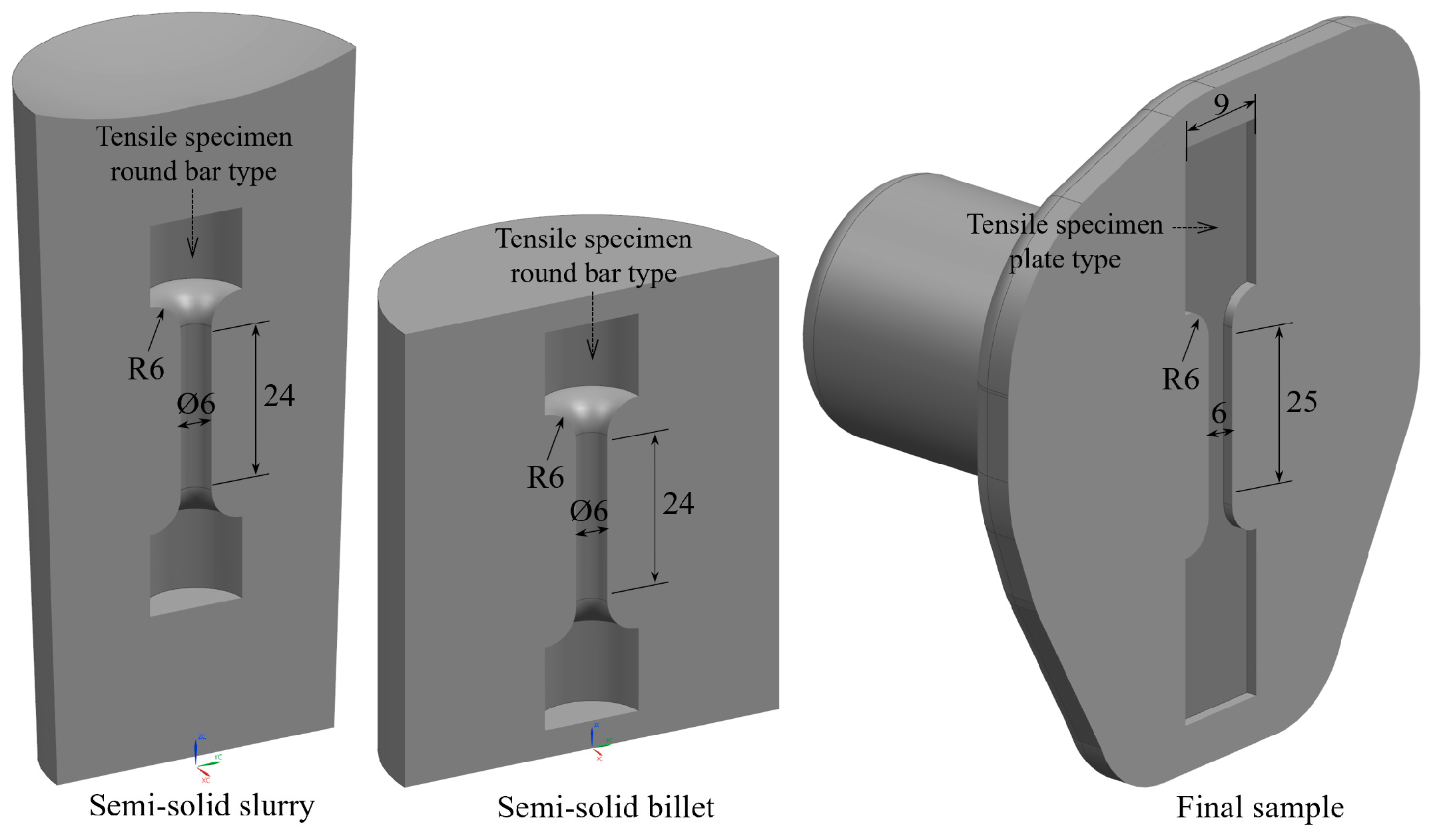
A tensile test was performed from samples produced by the rheo process, thixo process, and forming process. Dimension of tensile specimens and location machined in samples are shown in Figure 2. Tensile specimens were prepared according to subsize spec of ASTM E 8M. The tensile specimens from the rheo process and the thixo process were round bar types with a gage length of 25 mm and a diameter of 6 mm. The tensile specimen for forming process was a plate type with a gage length of 25 mm, width of 6 mm, and thickness of 3 mm. 25 t MTS equipment was used, and the strain rate was set at 1 mm/min. Tensile tests were performed five times on the samples manufactured in each process. The average value is indicated on the graph, and the maximum and minimum values are expressed using error bars.
T6 heat treatment was performed on the solid solution at 520 °C for 4 h, followed by water cooling, and aging treatment was performed at 180 °C for 7 h.
Using the image analysis function in the microstructure image, the mean equivalent diameter and roundness of the primary α-Al grains were confirmed. When the roundness was closer to one, the circle was more perfect, and the larger the roundness value, the more irregular the primary α-Al grains were.
3. Experimental Results
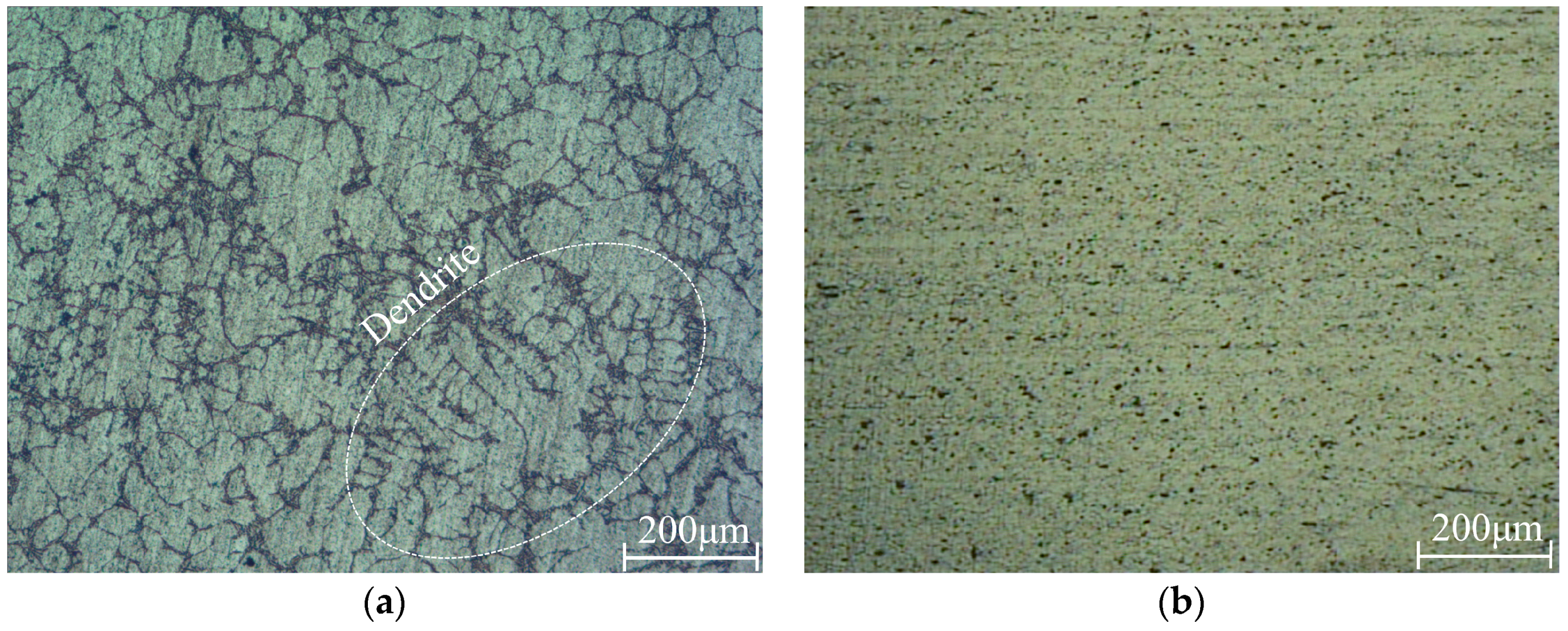
The microstructures of the A356 alloy ingot and A6061 alloy ingot used in the experiment was analyzed. Figure 3 shows the microstructures of A356 alloy ingot and A6061 alloy ingot. A356 in Figure 3a had a dendritic microstructure in which irregular primary α-Al grains were distributed, and A6061 in Figure 3b had a microstructure in which the boundary between liquid phase and primary α-Al grains was unclear. Both are microstructures which are also formed by the conventional casting process.
3.1. Rheo Process and Upsetting Process
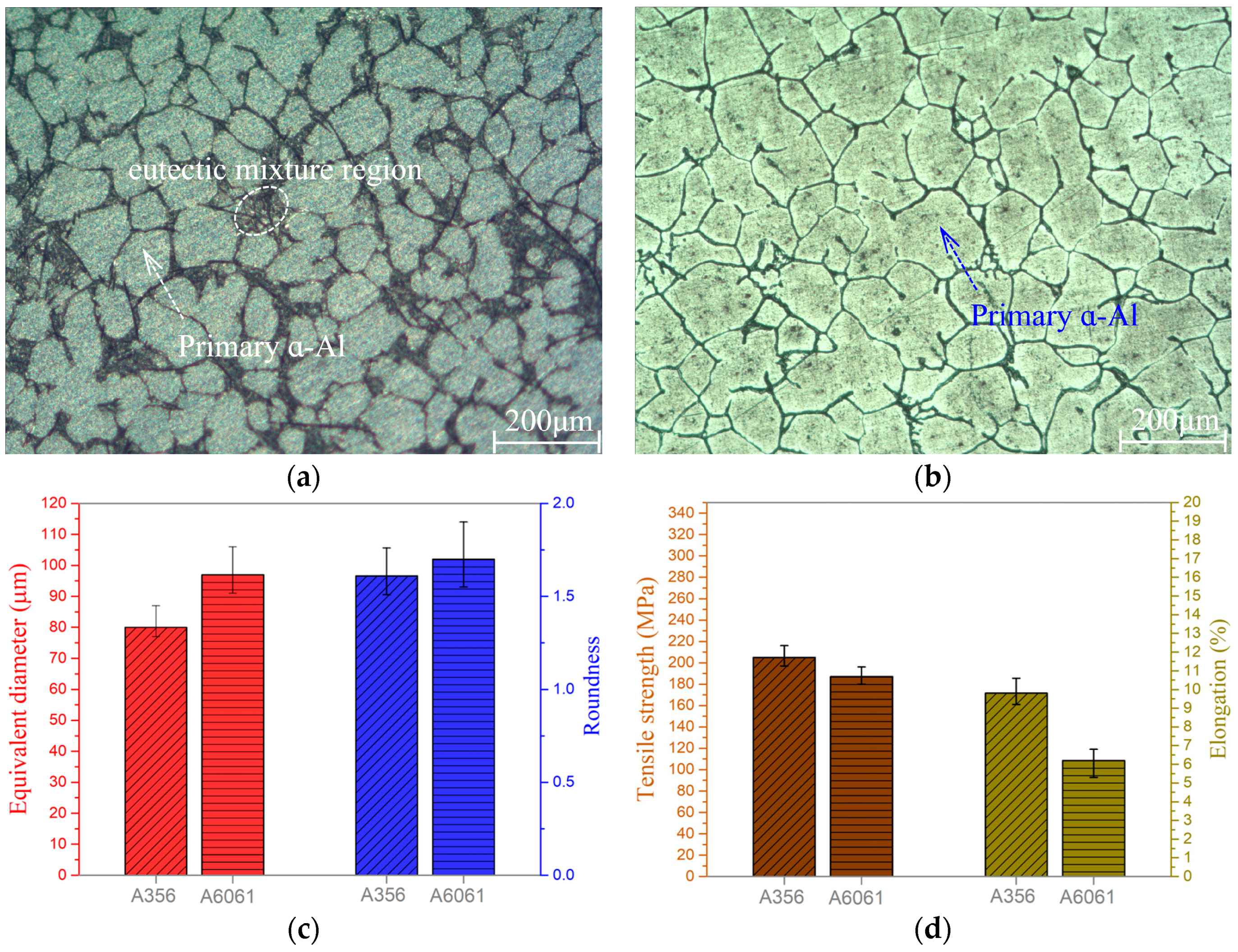
Figure 4 shows the microstructures of the semi-solid slurry prepared through cooling and electromagnetic stirring. It shows a big difference compared to the microstructures in Figure 3. In the case of A356 in Figure 4a, the semi-solid slurry to which stirring was applied had fine and globular primary α-Al grains and rosette-shaped particles. The boundary between the primary α-Al grains in A6061, as shown in Figure 4b, became clearer, and showed a microstructure composed of round primary α-Al grains. This might be due to the movement of the particles by stirring. The stirring caused the particles to move without staying in one place. Therefore, the overlapping phenomenon between particles due to diffusion was reduced, and irregular shape growth was restricted. The aluminum content of A6061 was more than 97.6%, and it was 93.6% in A356. Therefore, A6061 had a higher proportion of primary α-Al grains than A356, and the spacing between primary α-Al grains was narrower.
From the microstructures, it can be confirmed that A356 had a smaller primary α-Al grains size than A6061 and was close to a circular shape. Figure 4c is a graph of the primary α-Al grains’ diameter and roundness of the semi-solid slurry prepared through electromagnetic stirring. The equivalent diameter and roundness of A356 were 80 μm and 1.61, and 97 μm and 1.70 for A6061, respectively. The quantitatively measured value also showed that A356 had a smaller primary α-Al grain size than A6061, and the roundness value was closer to one. Figure 4d is a graph of the tensile strength and elongation of the semi-solid slurry prepared through electromagnetic stirring. The tensile strength and elongation of A356 were 205 MPa and 9.8%, and 187 MPa and 6.2% for A6061, respectively. A356 had a higher tensile strength, by 18 MPa, and higher elongation, by 3.6%, than A6061.
3.2. Thixo Process and Forming Process
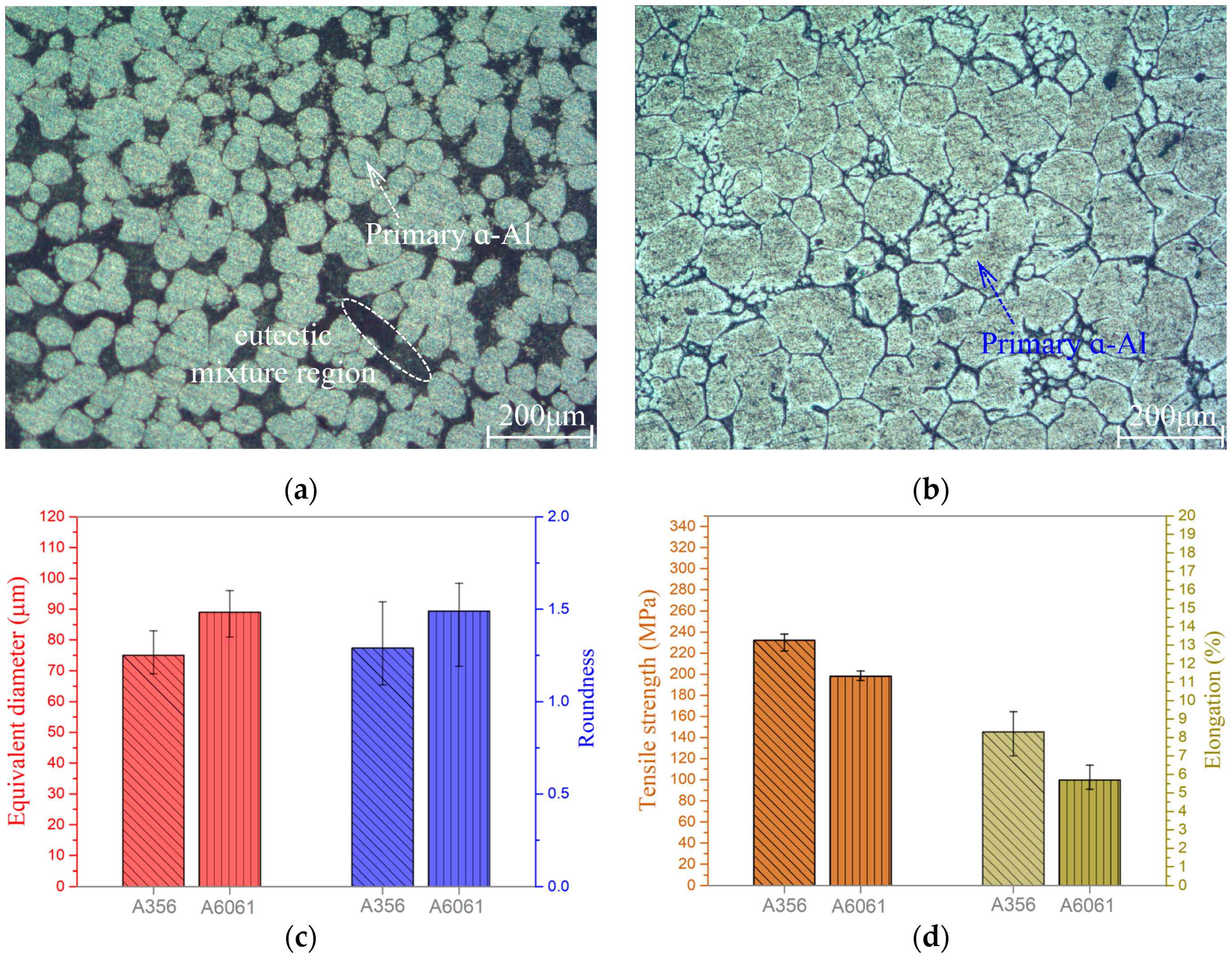
Figure 6 shows the microstructures of the billet in a semi-solid state through reheating after the rheo process and upsetting process. Recrystallization was progressed during the reheating process. Compared with Figure 5, the aggregated primary α-Al grains were re-separated, and the spacing between primary α-Al grains was widened again. The primary α-Al grains, which were deformed to a round shape through upsetting, became more circular. Figure 6c is a graph of the primary α-Al grains’ diameter and roundness of the billet, which became semi-solid through reheating after the rheo process and upsetting process. The equivalent diameter and roundness of A356 were 75 μm and 1.29, and 89 μm and 1.49 for A6061, respectively. At this stage, A356 had smaller primary α-Al grains than A6061, and the roundness value was close to one. Compared with the value of the electromagnetic-stirred semi-solid slurry in Figure 4c, in both A356 and A6061, the equivalent diameter of the primary α-Al grains decreased, and the roundness value also decreased. In A356, the equivalent diameter and roundness of primary α-Al grains were reduced by 5 μm and 0.32, and in A6061, these were decreased by 8 μm and 0.21, respectively. Figure 6d is a graph of the tensile strength and elongation of the billet, which was in a semi-solid state through reheating after the rheo process and upsetting process. The tensile strength and elongation of A356 were 232 MPa and 8.3%, and these were 198 MPa and 5.7% for A6061, respectively. Additionally, at this stage A356 had a slightly higher tensile strength and elongation than A6061. A356 had higher tensile strength by 34 MPa and elongation by 2.6% than A6061. Compared with the values of the electromagnetic-stirred semi-solid slurry in Figure 4d, both A356 and A6061 increased in tensile strength and decreased in elongation. The tensile strength of A356 increased by 27 MPa, and the elongation decreased by 1.5%. The tensile strength of A6061 increased by 11 MPa, and the elongation decreased by 0.5%.
Figure 7 shows the formed final samples manufactured by applying the billet in a semi-solid state after the rheo process, upsetting, and reheating processes, to the forming process. Both A356 and A6061 showed no defects in appearance.
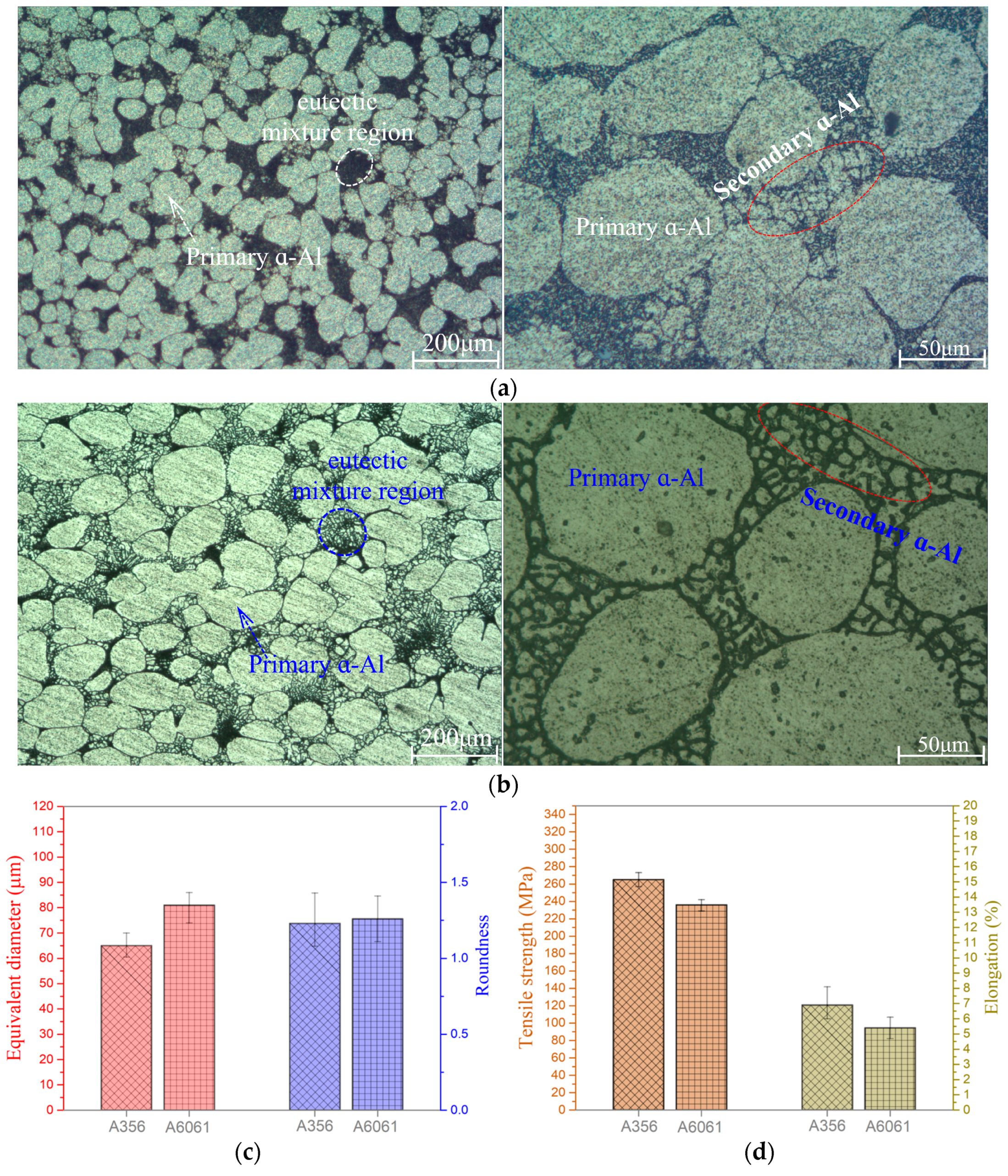
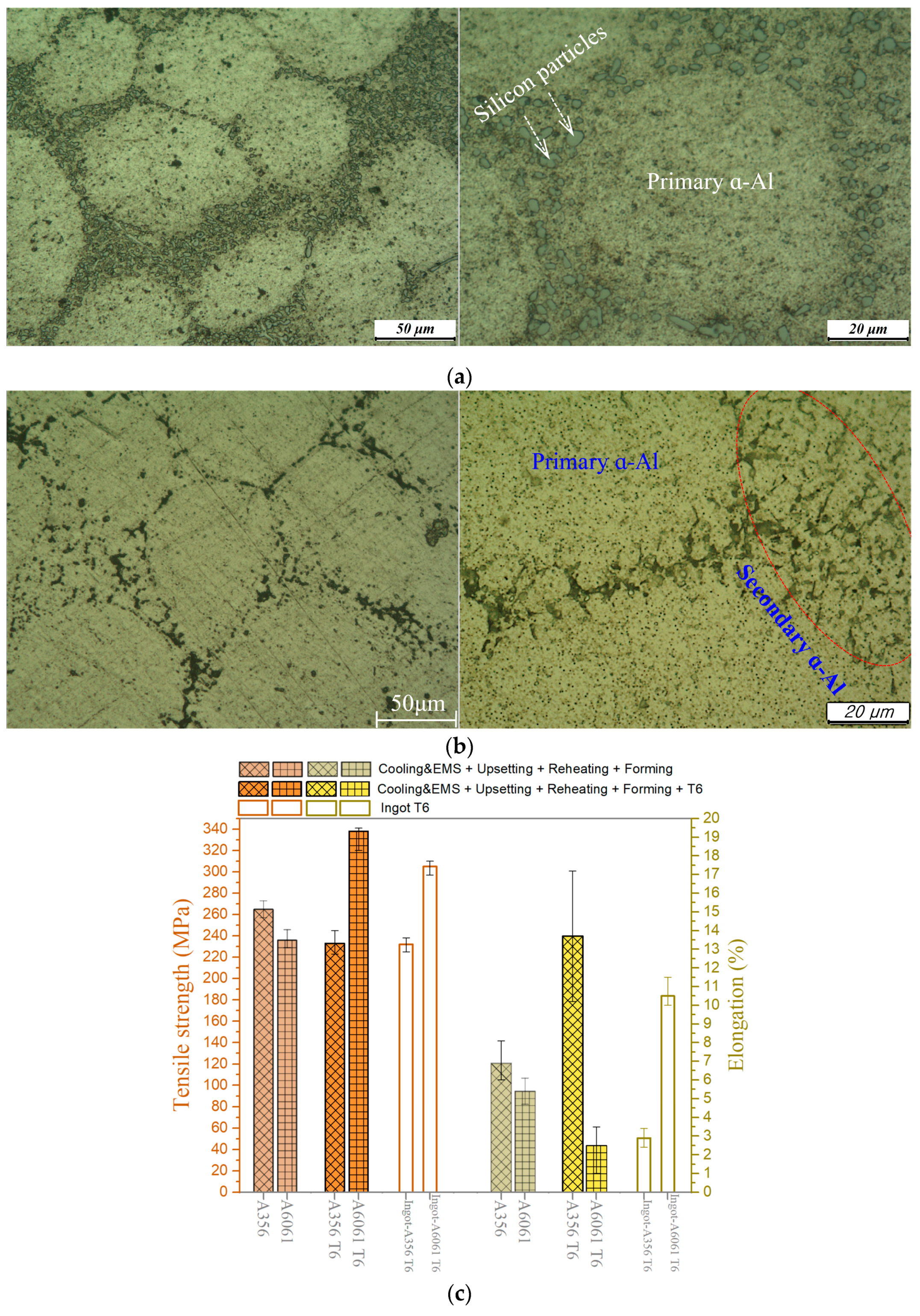
Figure 8 shows the microstructures of the final sample. A prominent point in the microstructures of the final sample was that fine secondary α-Al particles were formed between the primary α-Al grains. As can be seen from the higher magnification images of Figure 8a,b, numerous fine secondary α-Al particles were presented in the solidified liquid matrix. Secondary α-Al particles did not exist in the microstructures of the semi-solid billet in Figure 6a,b. This means that the secondary α-Al particles were generated in the forming process. When the semi-solid billet was injected into the cavity of the forming mold, the liquid phase in the semi-solid billet was rapidly solidified. At this time, numerous nuclei were generated, and these nuclei grew into the secondary α-Al particles [16,17]. Figure 8c is a graph of the primary α-Al grain’s diameter and roundness, analyzed from the microstructures of the final sample. The equivalent diameter and roundness of A356 were 65 μm and 1.23, and these were 81 μm and 1.26 for A6061, respectively. Additionally, at this stage A356 had smaller primary α-Al grains than A6061, and the roundness value was closer to one. Compared with the value of the semi-solid billet in Figure 6c, both A356 and A6061 had decreased primary α-Al grain diameter, and the roundness value was closer to one. In A356, the equivalent diameter and roundness of primary α-Al grains were reduced by 10 μm and 0.06. In A6061, the values decreased by 8 μm and 0.23, respectively. Figure 8d is a graph of the tensile strength and elongation of the final sample. The tensile strength and elongation of A356 were 265 MPa and 6.9%, and 226 MPa and 5.4% for A6061, respectively. At this stage, A356 also had slightly higher tensile strength and elongation than A6061. A356 had higher tensile strength by 29 MPa and elongation by 1.5% than A6061. Compared with the values of the semi-solid billet in Figure 6d, both A356 and A6061 had increased tensile strengths and decreased elongations. The tensile strength of A356 increased by 32 MPa, and the elongation decreased by 1.4%. The tensile strength of A6061 was increased by 28 MPa, and the elongation decreased by 0.3%.
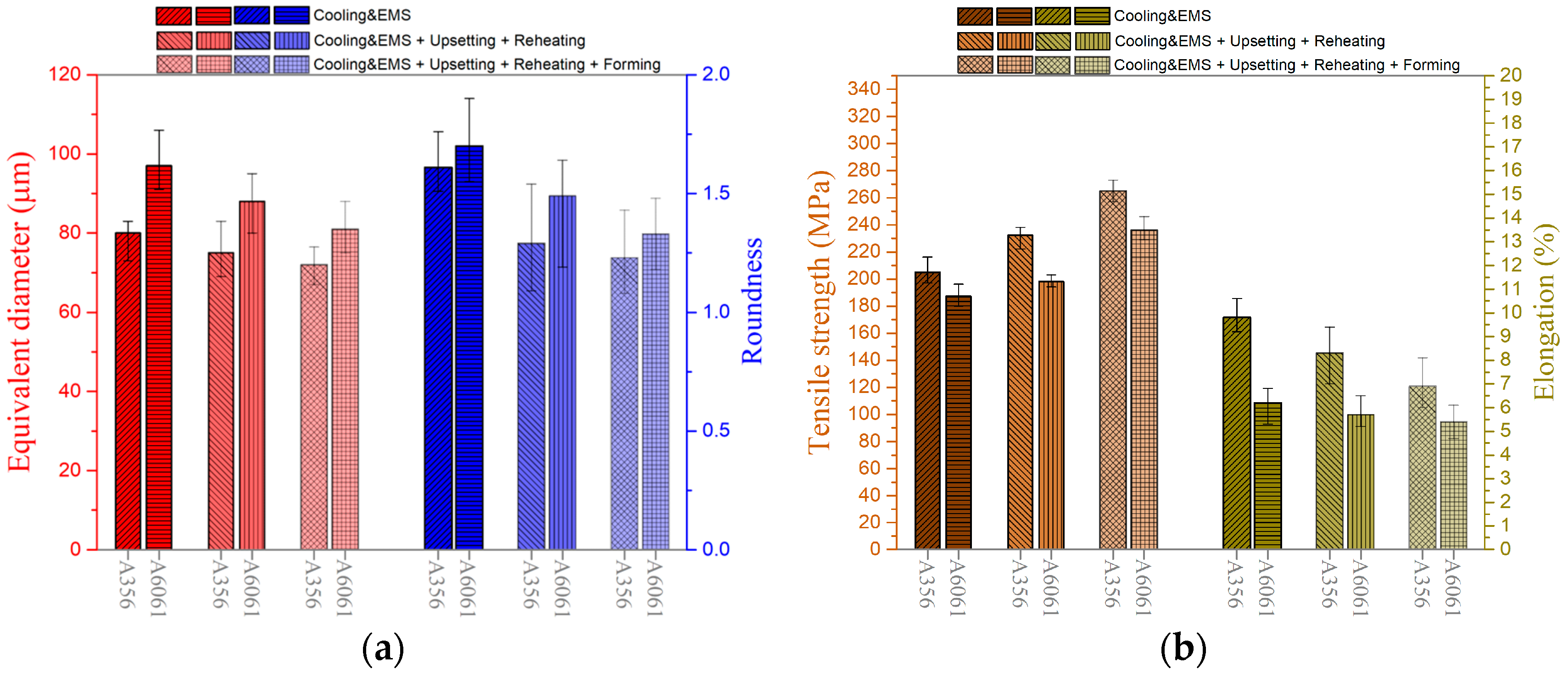
The graphs of the equivalent diameters and roundness of three samples for a semi-solid slurry by rheo process (cooling and electromagnetic stirring), a semi-solid billet by thixo process (reheating) after rheo process and upsetting, and a final sample by forming process are shown in Figure 9a. The graphs of tensile strength and elongation values are presented in Figure 9b. For both A356 and A6061, as the process was added, the equivalent diameter of the primary α-Al grains decreased, and the roundness approached one. In the semi-solid slurry of A356, the equivalent diameter of the primary α-Al grains was reduced by 15 μm through upsetting, reheating, and forming processes, and the roundness decreased by 0.38. The equivalent diameter and roundness of the semi-solid slurry of A6061 was reduced by 16 μm and 0.44, respectively, through the same process. The semi-solid slurry of A356 improved its tensile strength by 60 MPa through upsetting, reheating, and forming processes, and its elongation was reduced by 2.9%. The semi-solid slurry of A6061 improved the tensile strength by 49 MPa and the elongation decreased by 0.8% through the same process. Tensile strength was improved by the refinement and spheroidization effect of primary α-Al grains. However, the elongation was somewhat decreased as the strength was improved.
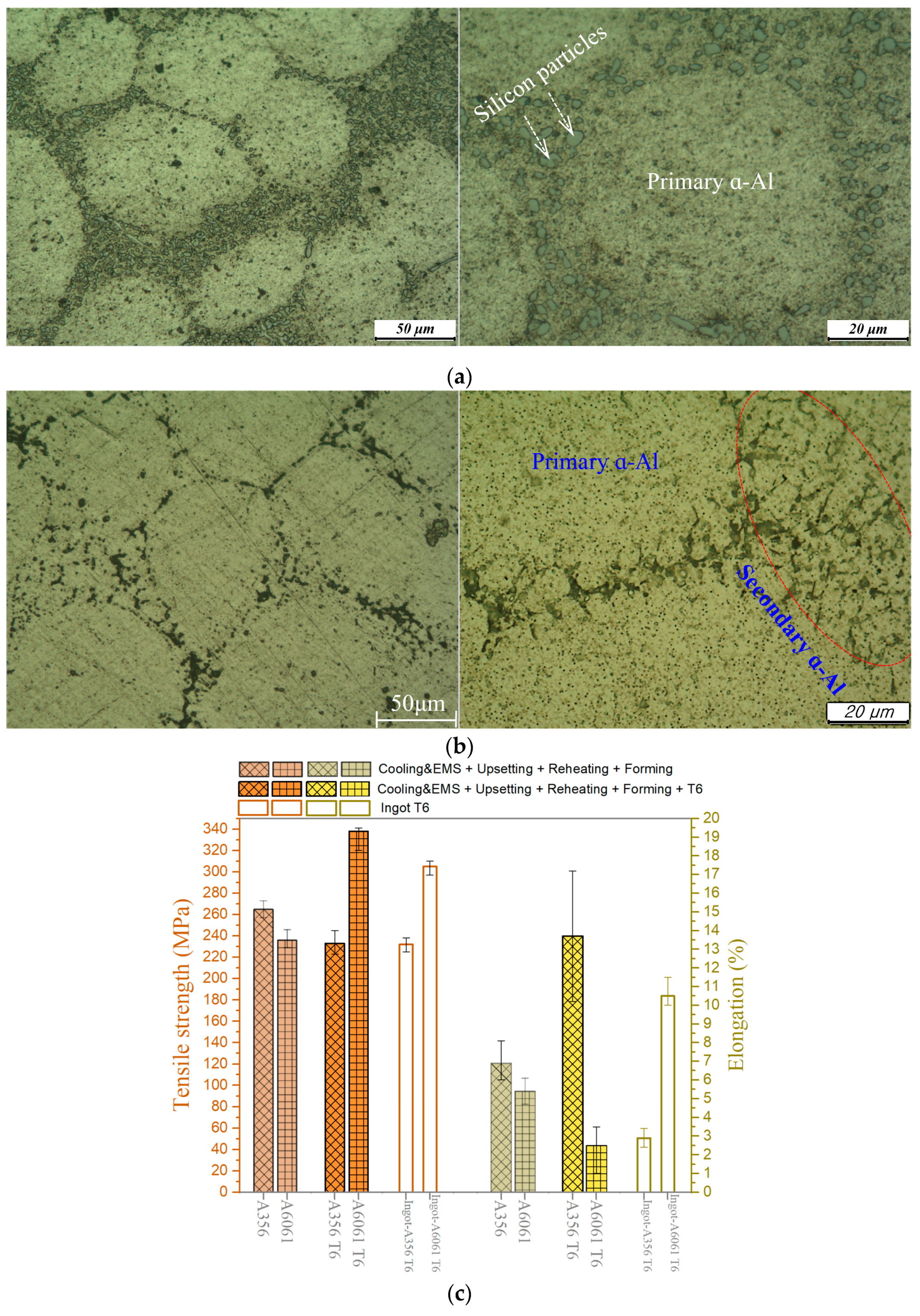
After T6 heat treatment on the formed final sample, the microstructures were analyzed, and a tensile test was performed. Figure 10a,b show the microstructures of the A356 final sample subjected to T6 heat treatment and the A6061 final sample subjected to T6 heat treatment, respectively. The T6 heat-treated microstructures show a clear difference from the microstructures of Figure 8a,b. In T6, heat treated A356, fine and globular eutectic silicon particles were confirmed between the primary α-Al grains. In T6 heat-treated A6061, secondary α-Al particles grew and bonded with primary α-Al grains, and precipitates were formed around the primary α-Al grains. Figure 10c is a graph of tensile strength and elongation before T6 heat treatment and after T6 heat treatment. For comparison, the mechanical properties of the original aluminum ingot after T6 heat treatment are also included in the graph. The tensile strength of T6 heat treated A356 was 233 MPa, and the elongation was 13.7%. The tensile strength of T6 heat-treated A6061 was 338 MPa and the elongation was 2.5%. The tensile strength of A356 was reduced by 32 MPa by T6 heat treatment, but the elongation was improved by 6.8%. This was because during solid solution treatment, angular and fine branched eutectic silicon flakes were deformed into fine and globular eutectic silicon particles due to a quick cooling during rapid cooling, resulting in increased ductility [11,18]. During aging, though there was an improvement in strength due to strong precipitation of Mg2Si, the influence of the shape change of silicon was even greater; therefore, the strength was decreased and the ductility was significantly increased. Contrary to A356, the tensile strength of A6061 was improved by 102 MPa by T6 heat treatment, while elongation decreased by 2.9%. During the solid solution treatment, the interface was strengthened as the primary α-Al grains and secondary α-Al particles were combined, and during aging treatment, the strength was improved by the Mg2Si precipitate acting as an obstacle against dislocation movement.
4. Conclusions
In this study, a billet for thixo was manufactured through the rheo process (cooling and electromagnetic stirring) and upsetting. The billet was made into a semi-solid state by applying a thixo process (reheating), and then transformed into a final sample shape through a forming process. The results obtained in each experimental stage are as follows.
- (1)
- Dendrite structure was dominant in A356 ingot, and it was changed to fine and globular microstructure through cooling and electromagnetic stirring process. A356 semi-solid slurry had an equivalent diameter and roundness of primary α-Al grains, of 80 μm and 1.61, respectively. Tensile strength and elongation were 205 MPa and 9.8%, respectively. After the upsetting, reheating, and forming processes, the equivalent diameter of the primary α-Al grains was reduced by 15 μm, and the roundness was 1.23, close to a spherical shape. The tensile strength was improved by 60 MPa and the elongation decreased by 2.9% due to the refinement and spheroidization effect of the primary α-Al grains. After T6 heat treatment, the tensile strength decreased by 32 MPa, but the elongation was improved by 6.8%.
- (2)
- A6061 ingot was a structure in which grain boundaries were not clear. The boundaries of primary α-Al grains became clear through cooling and electromagnetic stirring. The A6061 semi-solid slurry had an equivalent diameter and roundness of the primary α-Al grains, of 97 μm and 1.70, respectively. The tensile strength and elongation were 187 MPa and 6.2%, respectively. After the upsetting, reheating, and forming processes, the equivalent diameter of the primary α-Al grains decreased by 16 μm and became 81 μm, and the roundness was 1.26, close to a spherical shape. The tensile strength was improved by 49 MPa, and the elongation was decreased by 0.8%. After T6 heat treatment, the elongation decreased by 2.9%, but the tensile strength showed a fairly large increase of 102 MPa.
- (3)
- In the rheo process, upsetting process, thixo process, and forming process, A356 had a higher tensile strength than A6061. However, after T6 heat treatment, the tensile strength of A6061 was significantly increased, after which it became higher than that of A356.
Funding
This work was supported by Kyungnam University Foundation Grant, 2021.
Data Availability Statement
All datasets associated with this research are available upon request to the corresponding author.
Conflicts of Interest
The author declares no conflict of interest.
References
- Flemings, M.C.; Riek, R.G.; Young, K.P. Rheocasting. Mater. Sci. Eng. 1976, 25, 103–117. [Google Scholar] [CrossRef]
- Fan, Z. Semisolid metal processing. Int. Mater. Rev. 2002, 47, 49–84. [Google Scholar] [CrossRef]
- Kirkwood, D.H. Semisolid metal processing. Int. Mater. Rev. 1994, 39, 173–189. [Google Scholar] [CrossRef]
- Atkinson, H.K. Modelling the semisolid processing of metallic alloys. Prog. Mater. Sci. 2005, 50, 341–412. [Google Scholar] [CrossRef] [Green Version]
- Hirt, G.; Cremer, R.; Winkelmann, A.; Witulski, T.; Zillgen, M. Semi Solid Forming of Aluminium Alloys by Direct Forging and Lateral Extrusion. J. Mater. Process. Technol. 1994, 45, 359–364. [Google Scholar] [CrossRef]
- Kim, N.S.; Kang, C.G. An investigation of characteristics considering the effect of viscosity variation in the thixoforming process. J. Mater. Process. Technol. 2000, 103, 237–246. [Google Scholar] [CrossRef]
- Freitas, E.; Ferrante, M.; Ruckert, C.T.; Filho, W.B. Thixocasting of an A356 alloy: Fluidity, porosity distribution and thermo mechanical fatigue behavior. Mater. Sci. Eng. A 2008, 479, 171–180. [Google Scholar] [CrossRef]
- Youn, S.W.; Kang, C.G.; Seo, P.K. Mechanical characteristics evaluation of hollow shape part with metal matrix composites fabricated by thixoforging process. J. Mater. Process. Technol. 2002, 130–131, 574–580. [Google Scholar] [CrossRef]
- Lee, S.J.; Oh, S.I. Thixoforming characteristics of thermo-mechanically treated AA 6061 alloy for suspension parts of electric vehicles. J. Mater. Process. Technol. 2002, 130–131, 587–593. [Google Scholar] [CrossRef]
- Patel, J.B.; Liu, Y.Q.; Shao, G.; Fan, Z. Rheo-processing of an alloy specifically designed for semi-solid metal processing based on the Al–Mg–Si system. Mater. Sci. Eng. A 2008, 476, 341–349. [Google Scholar] [CrossRef]
- Fan, Z.; Fang, X.; Ji, S. Microstructure and mechanical properties of rheo-diecast (RDC) aluminium alloys. Mater. Sci. Eng. A 2005, 412, 298–306. [Google Scholar] [CrossRef]
- Canyook, R.; Wannasin, J.; Wisuthmethangkul, S.; Flemings, M.C. Characterization of the microstructure evolution of a semi-solid metal slurry during the early stages. Acta Mater. 2012, 60, 3501–3510. [Google Scholar] [CrossRef]
- Seo, P.K.; Youn, S.W.; Kang, C.G. The effect of test specimen size and strain-rate on liquid segregation in deformation behavior of mushy state material. J. Mater. Process. Technol. 2002, 130–131, 551–557. [Google Scholar] [CrossRef]
- Giraud, E.; Suery, M.; Coret, M. Mechanical Behavior of AA6061 Aluminum in the Semisolid State Obtained by Partial Melting and Partial Solidification Metall. Mater. Trans. A 2010, 41, 2257–2268. [Google Scholar] [CrossRef] [Green Version]
- Jin, C.K. Microstructure of Semi-Solid Billets Produced by Electromagnetic Stirring and Behavior of Primary Particles during the Indirect Forming Process. Metals 2018, 8, 271. [Google Scholar] [CrossRef] [Green Version]
- Hitchcock, M.; Wang, Y.; Fan, Z. Secondary solidification behaviour of the Al–Si–Mg alloy prepared by the rheo-diecasting process. Acta Mater. 2008, 55, 1589–1598. [Google Scholar] [CrossRef]
- Bolouri, A.; Jang, C.H.; Kang, C.G. Thixoforming A356 Aluminum Bipolar Plates at High Solid Fractions. Metall. Mater. Trans. B 2014, 45, 363–371. [Google Scholar] [CrossRef]
- Park, C.; Kim, S.S.; Kwon, Y.N.; Lee, Y.S.; Lee, J.H. Mechanical and corrosion properties of rheocast and low-pressure cast A356-T6 alloy. Mater. Sci. Eng. A 2005, 391, 86–94. [Google Scholar] [CrossRef]
Figure 1.
Manufacturing process for final sample using semi-solid billet fabricated by rheo process, upsetting and thixo processes.
Figure 1.
Manufacturing process for final sample using semi-solid billet fabricated by rheo process, upsetting and thixo processes.

Figure 2.
Dimension of tensile specimens and location machined in samples.
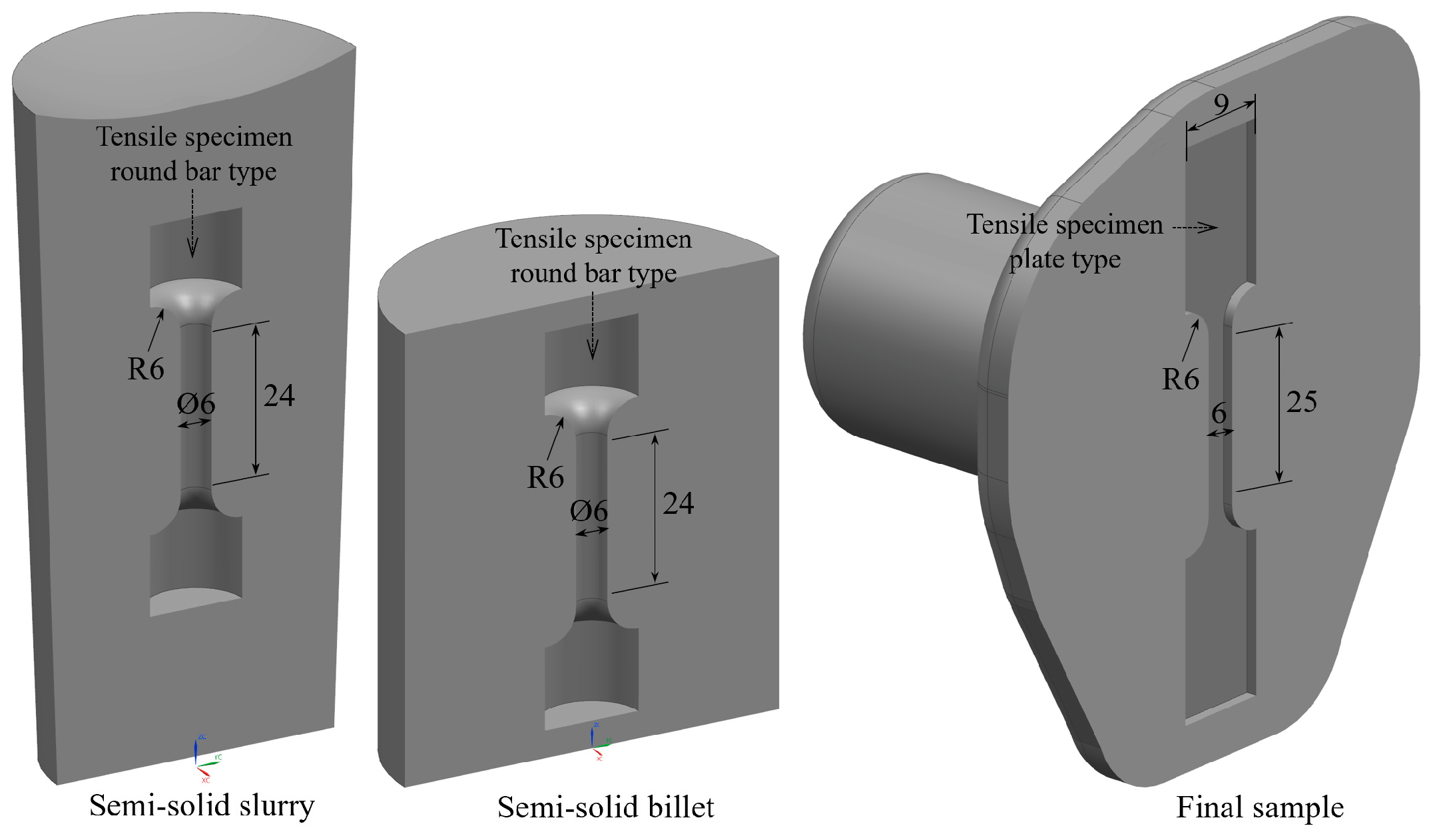
Figure 3.
Microstructures of ingot: (a) A356; (b) A6061.
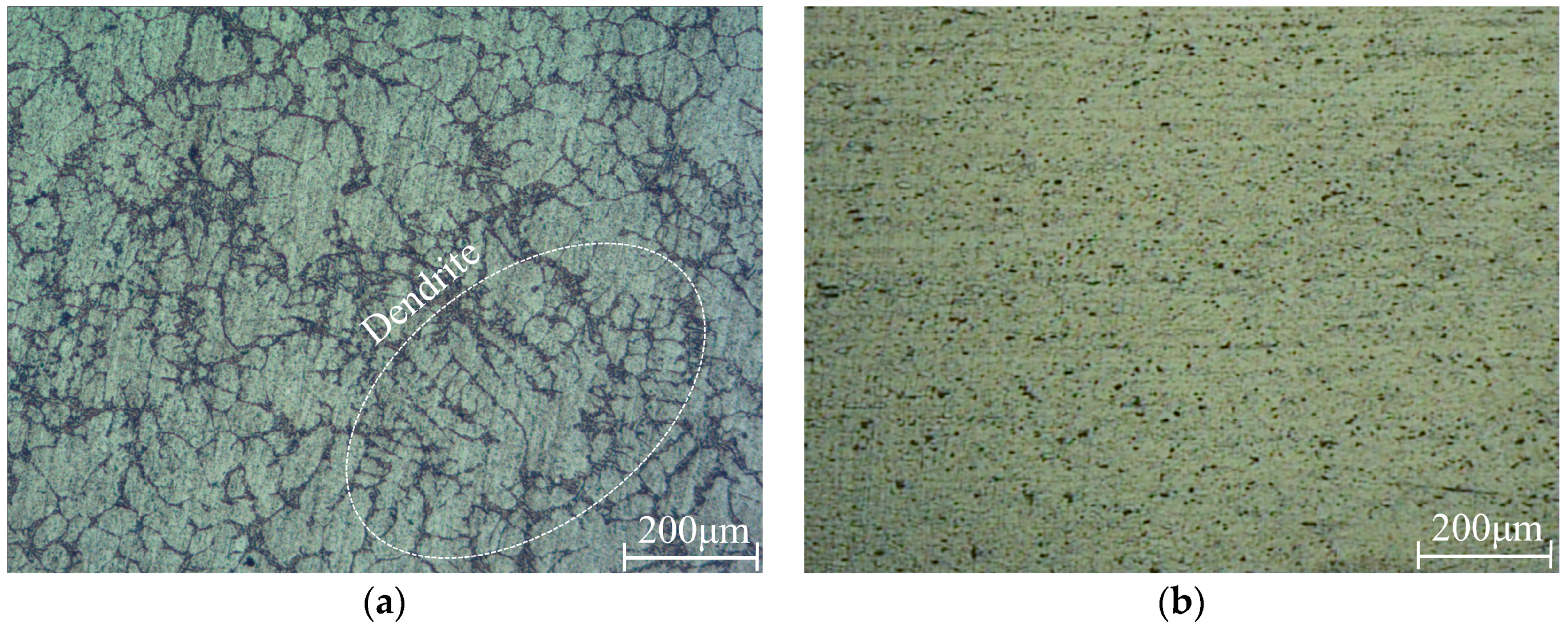
Figure 4.
Semi-solid slurry made by rheo process (cooling and EMS): (a) A356 microstructures; (b) A6061 microstructures; (c) equivalent diameter and roundness of primary α-Al grains; (d) tensile strength and elongation.
Figure 4.
Semi-solid slurry made by rheo process (cooling and EMS): (a) A356 microstructures; (b) A6061 microstructures; (c) equivalent diameter and roundness of primary α-Al grains; (d) tensile strength and elongation.
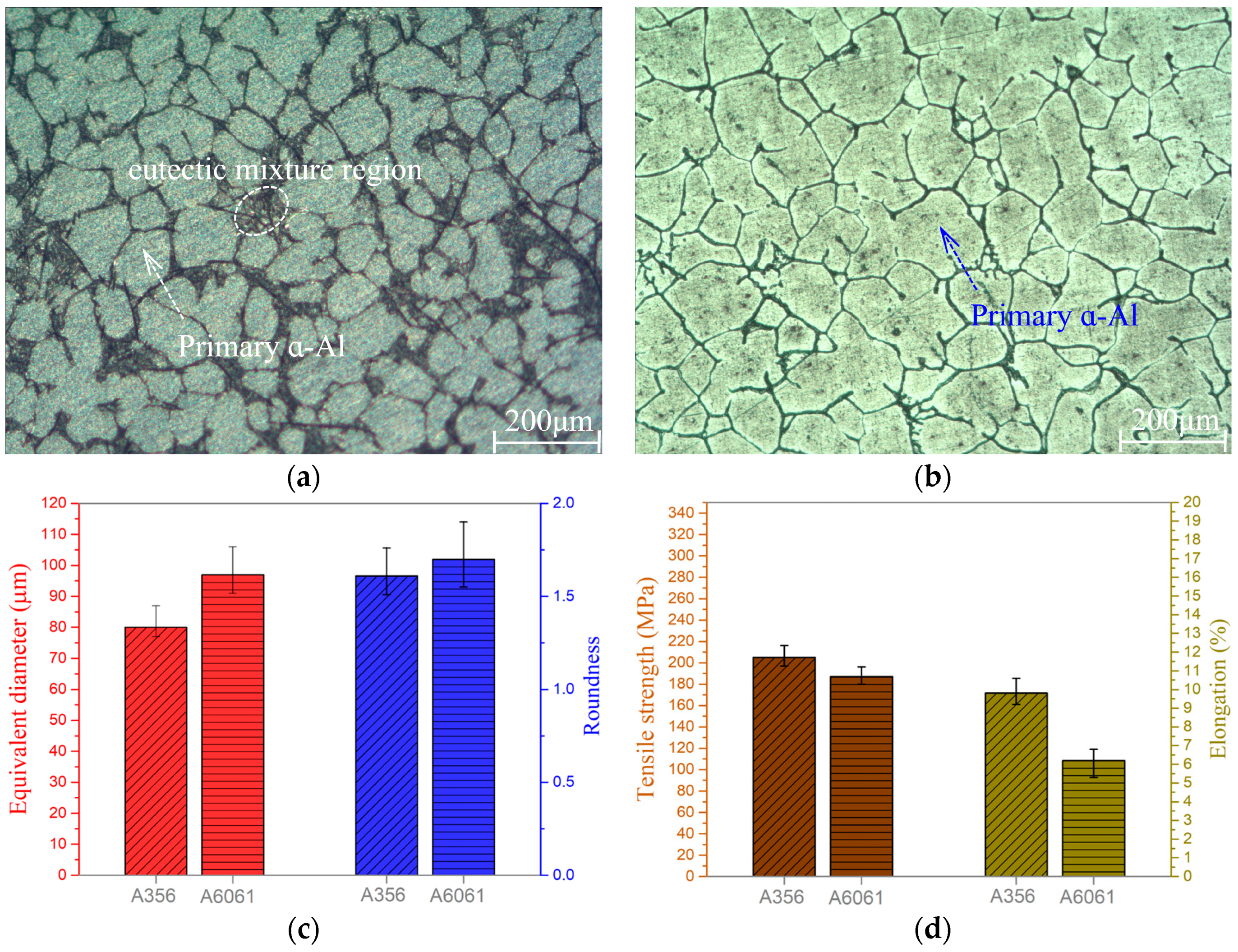
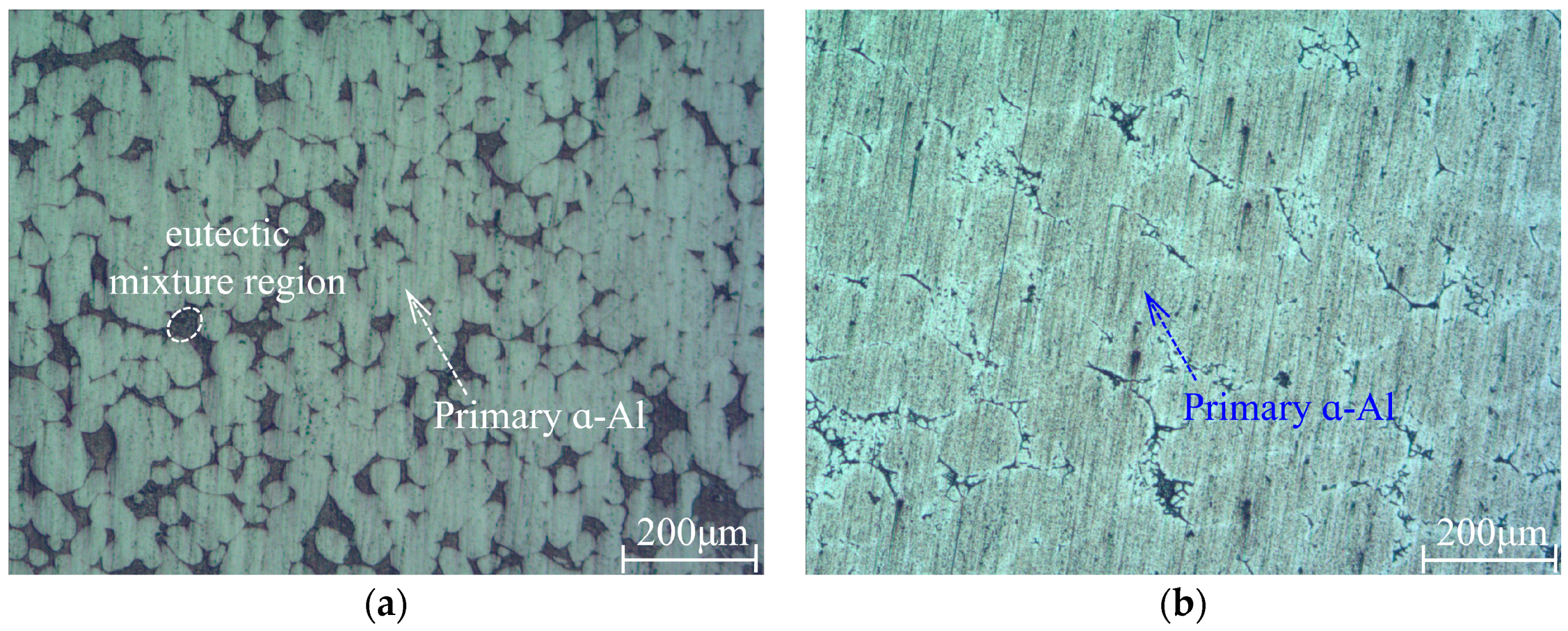
Figure 5.
Microstructures made by upsetting with semi-solid slurry: (a) A356; (b) A6061.
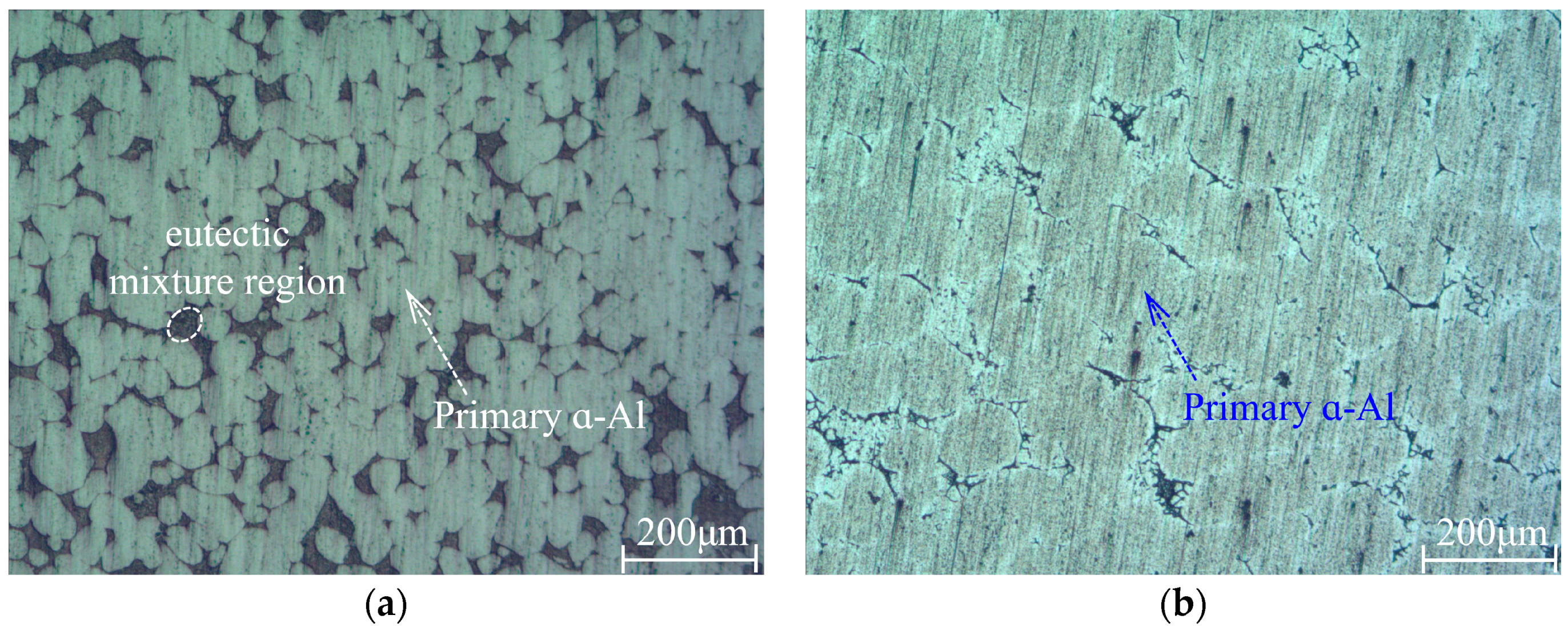
Figure 6.
Semi-solid billet by thixo process (reheating) after rheo process and upsetting: (a) A356 microstructures; (b) A6061 microstructures; (c) equivalent diameter and roundness of primary α-Al grains; (d) tensile strength and elongation.
Figure 6.
Semi-solid billet by thixo process (reheating) after rheo process and upsetting: (a) A356 microstructures; (b) A6061 microstructures; (c) equivalent diameter and roundness of primary α-Al grains; (d) tensile strength and elongation.
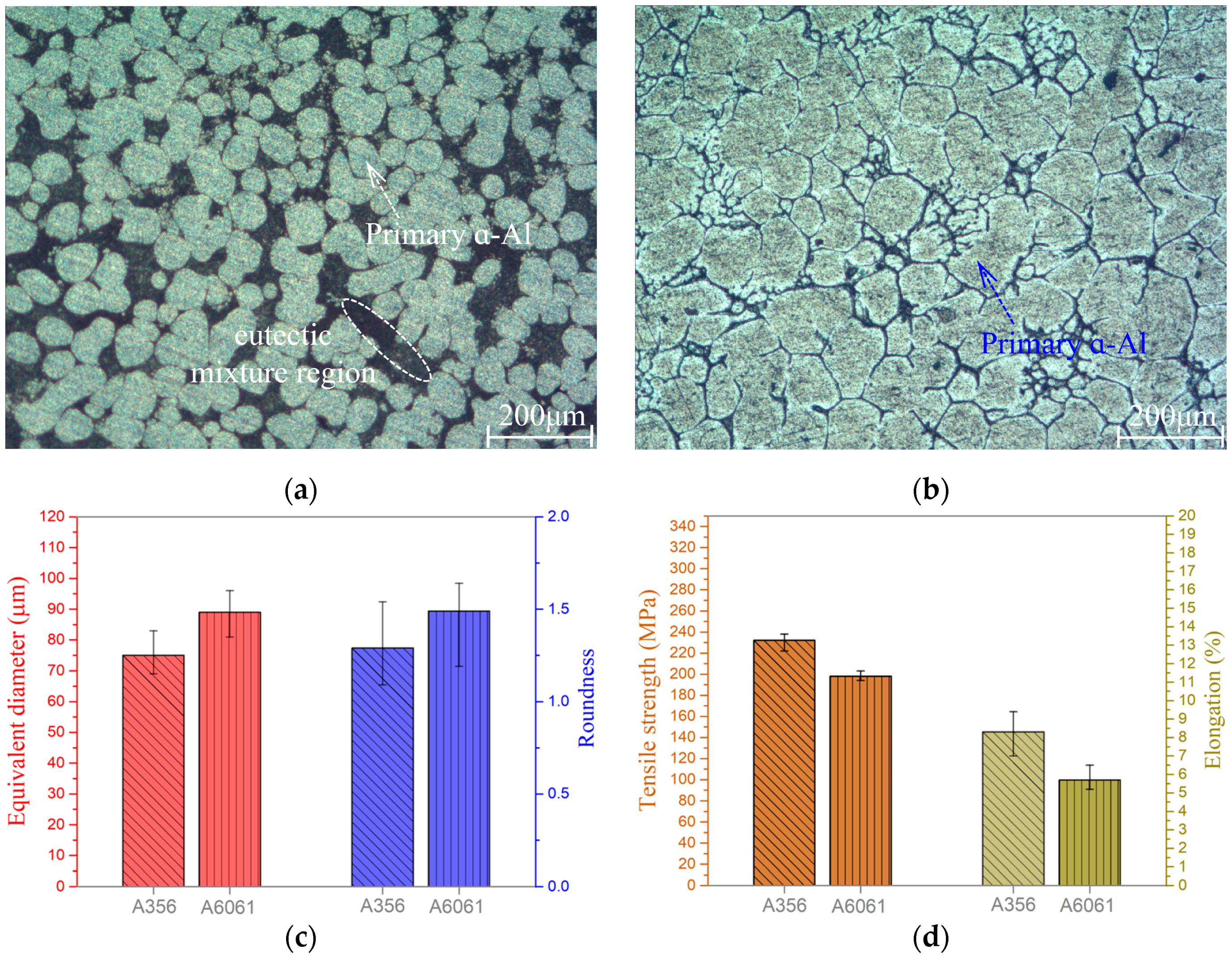
Figure 7.
Appearance of final samples by forming process using semi-solid billets: (a) A356; (b) A6061.
Figure 7.
Appearance of final samples by forming process using semi-solid billets: (a) A356; (b) A6061.
Figure 8.
Final samples by forming process using semi-solid billets: (a) A356 microstructures; (b) A6061 microstructures; (c) equivalent diameter and roundness of primary α-Al grains; (d) tensile strength and elongation.
Figure 8.
Final samples by forming process using semi-solid billets: (a) A356 microstructures; (b) A6061 microstructures; (c) equivalent diameter and roundness of primary α-Al grains; (d) tensile strength and elongation.
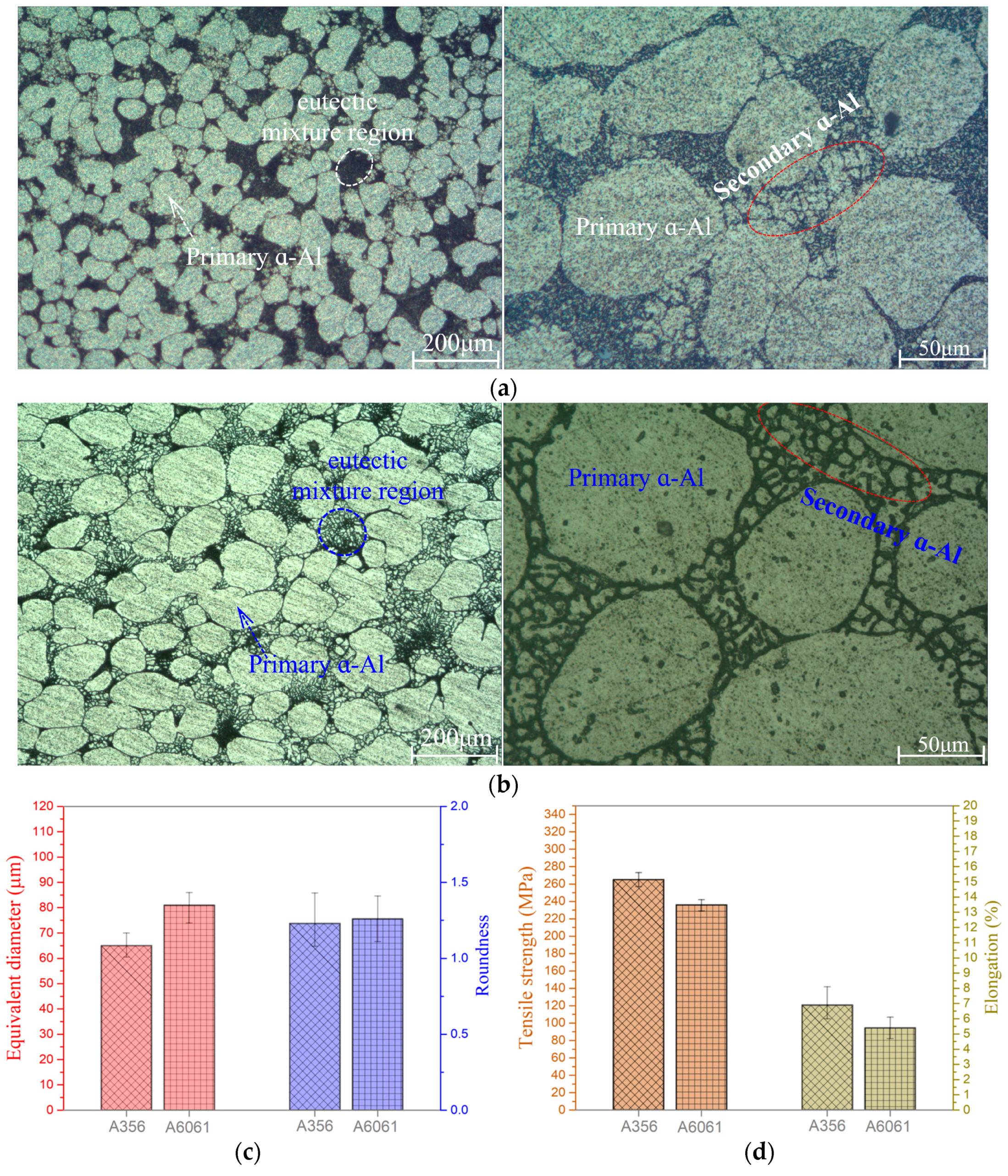
Figure 9.
Comparison of characteristic according to process: (a) equivalent diameter and roundness of primary α-Al grains; (b) tensile strength and elongation.
Figure 9.
Comparison of characteristic according to process: (a) equivalent diameter and roundness of primary α-Al grains; (b) tensile strength and elongation.

Figure 10.
Comparison of characteristic between before T6 and after T6: (a) A356 Microstructures; (b) A6061 Microstructures; (c) Tensile strength and elongation.
Figure 10.
Comparison of characteristic between before T6 and after T6: (a) A356 Microstructures; (b) A6061 Microstructures; (c) Tensile strength and elongation.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of A356 alloy and A6061 alloy.
| Heading | Si | Mg | Cu | Ti | Fe | Cr | Ni | Mn | Zn | Pb | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A356 | 7.08 | 0.35 | - | 0.17 | 0.08 | - | 0.07 | 0.01 | 0.01 | 0.01 | Bal. |
| A6061 | 0.68 | 1.0 | 0.23 | - | 0.2 | 0.2 | - | 0.05 | - | - | Bal. |
Table 2.
Experiment conditions of rheo process.
| EMS Stirring Current | Start Temperature °C | Finish Temperature °C | Solid Fraction % | Volume of Semi-Solid Billet | |||
|---|---|---|---|---|---|---|---|
| 60 A | A356 | A6061 | A356 | A6061 | A356 | A6061 | 333,860 mm3 |
| 622 | 671 | 583.8 | 648.3 | 50 | 50 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Jin, C.K. Microstructures and Mechanical Properties of A356 Alloy and A6061 Alloy through Rheo, Upsetting, Thixo, Forming Process, and T6 Heat Treatment. Metals 2022, 12, 2051. https://doi.org/10.3390/met12122051
AMA Style
Jin CK. Microstructures and Mechanical Properties of A356 Alloy and A6061 Alloy through Rheo, Upsetting, Thixo, Forming Process, and T6 Heat Treatment. Metals. 2022; 12(12):2051. https://doi.org/10.3390/met12122051
Chicago/Turabian StyleJin, Chul Kyu. 2022. "Microstructures and Mechanical Properties of A356 Alloy and A6061 Alloy through Rheo, Upsetting, Thixo, Forming Process, and T6 Heat Treatment" Metals 12, no. 12: 2051. https://doi.org/10.3390/met12122051
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.