
A Comparative Investigation of Conventional and Hammering-Assisted Incremental Sheet Forming Processes for AA1050 H14 Sheets

 ,
,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Deformation Methods and Methodology
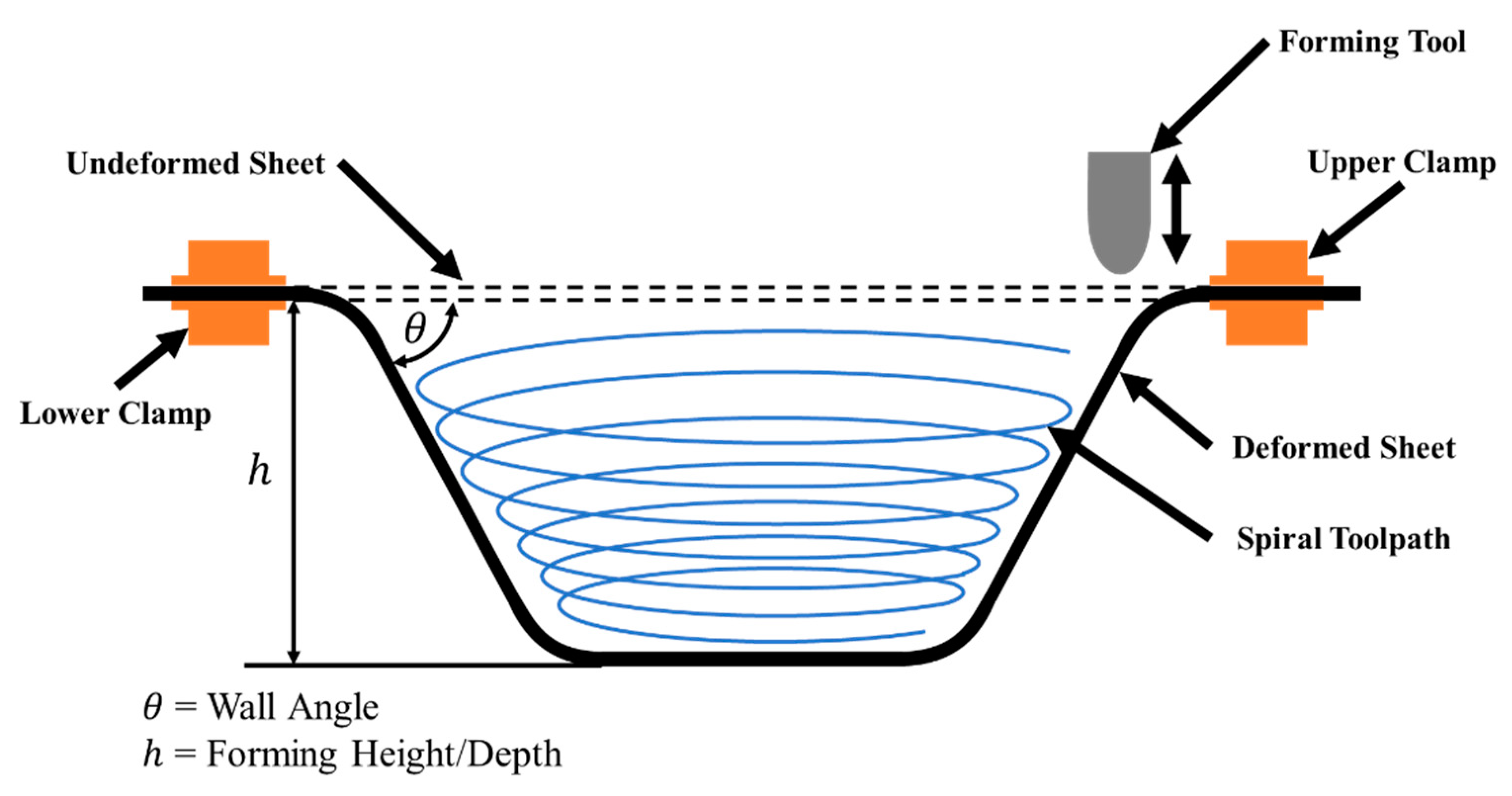
2.1. Deformation Behaviour
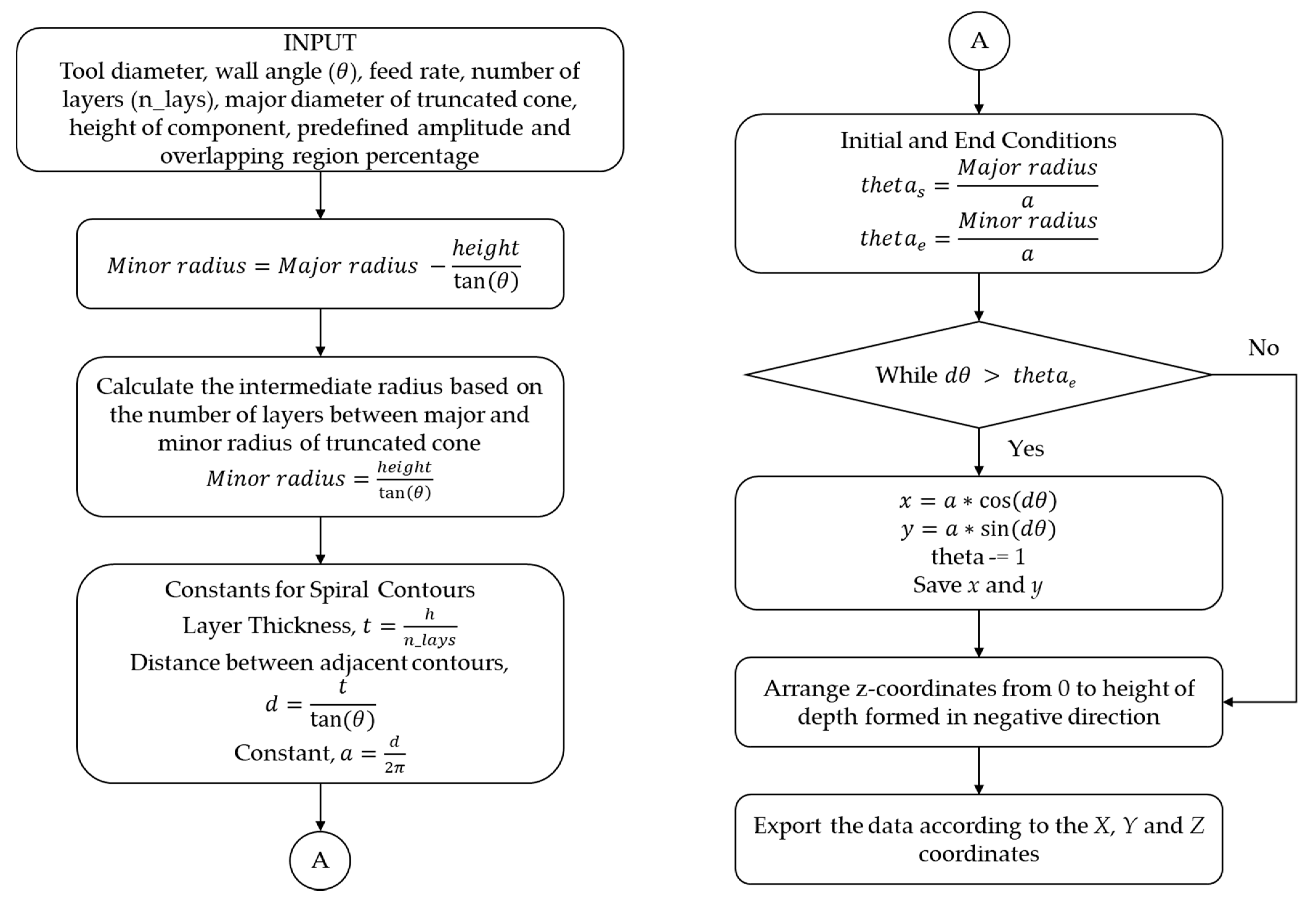
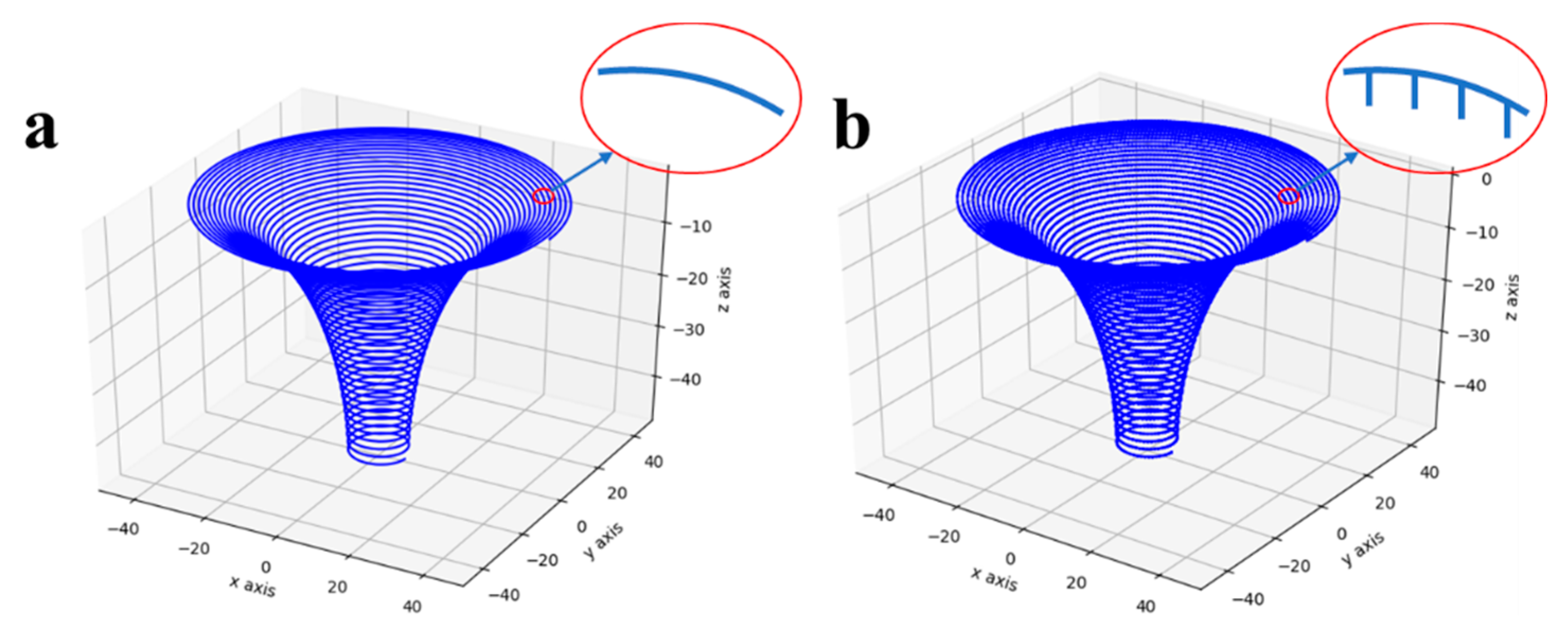
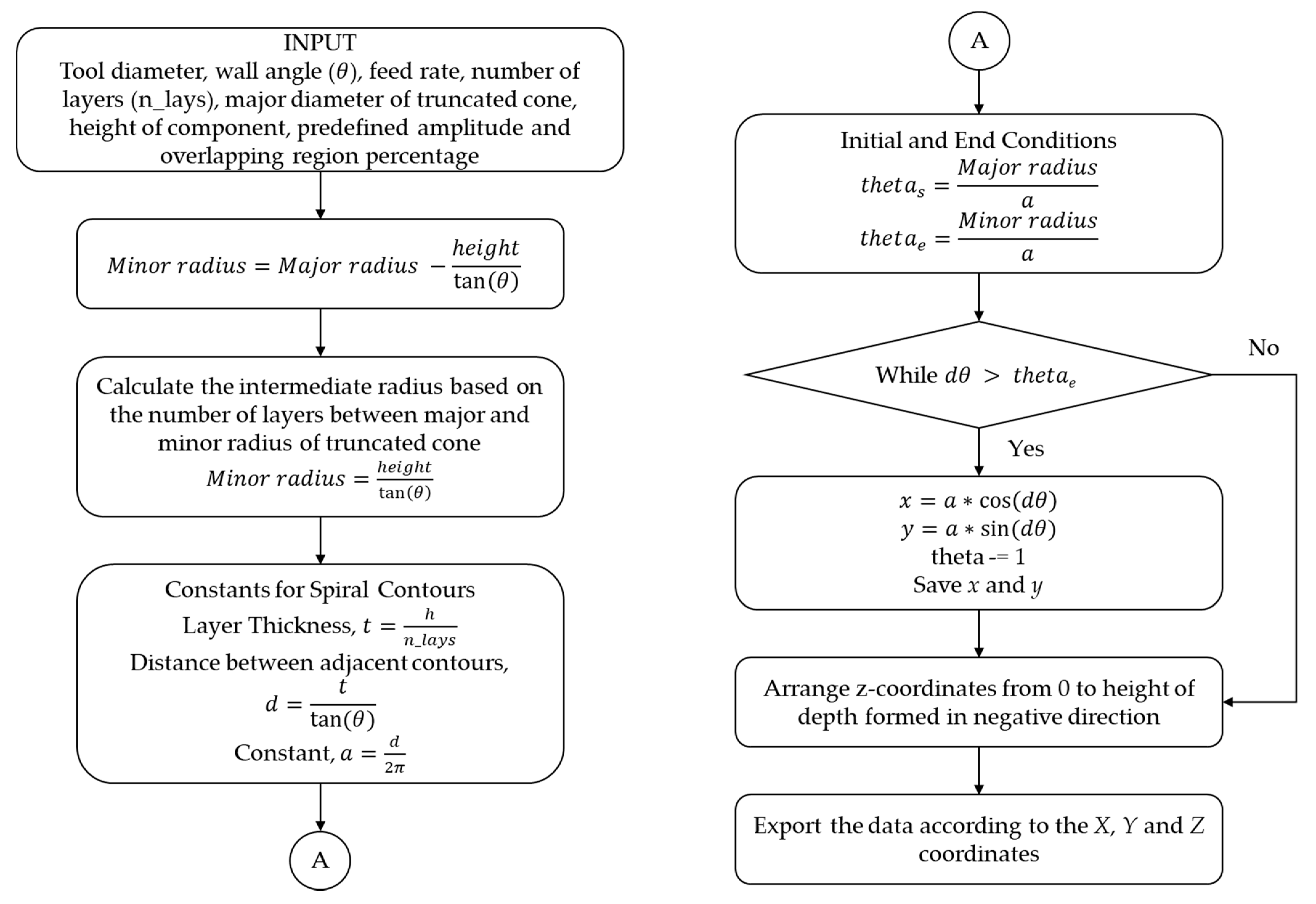
2.2. Methodology
3. Numerical Simulation and Experimental Work
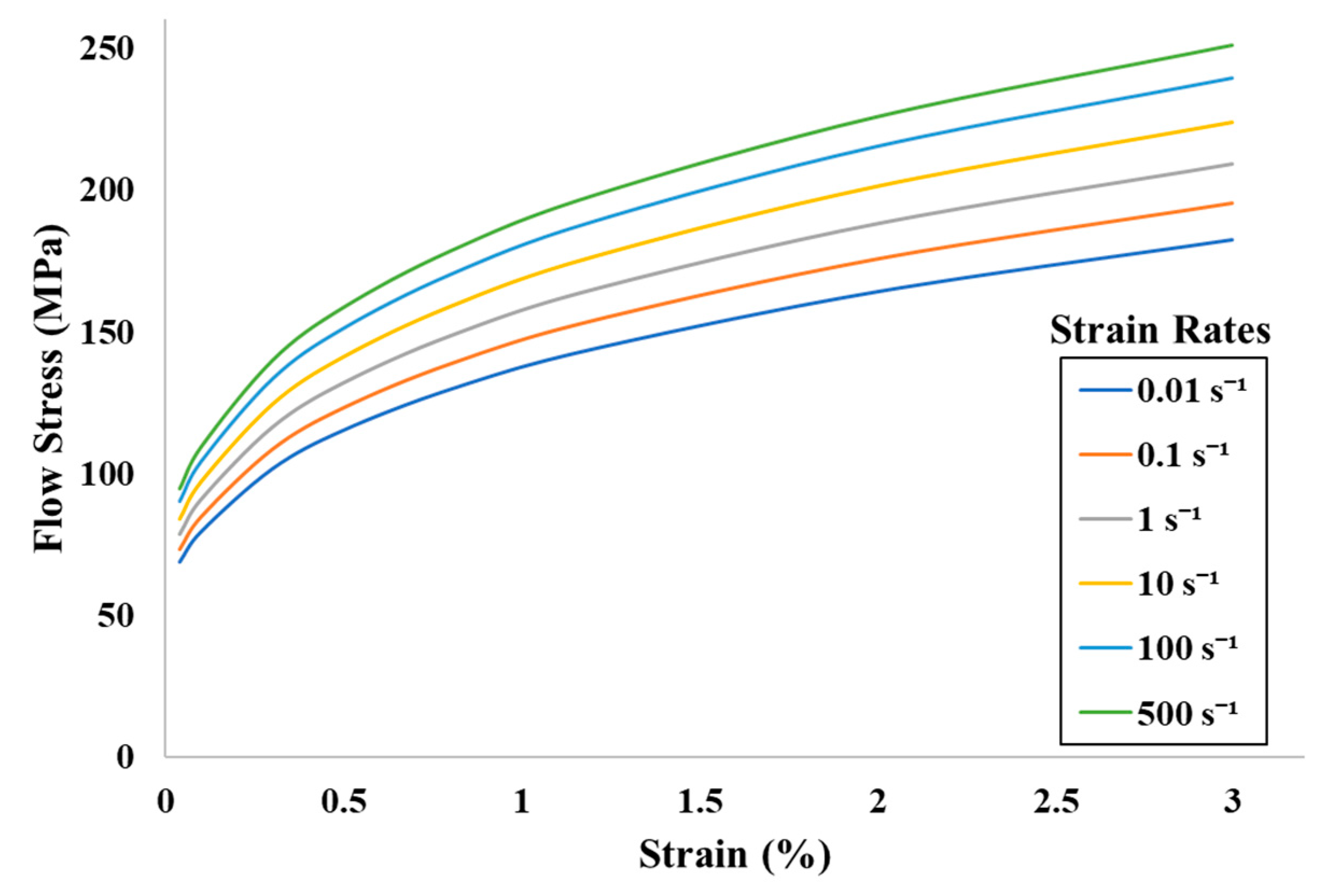
3.1. Material Properties
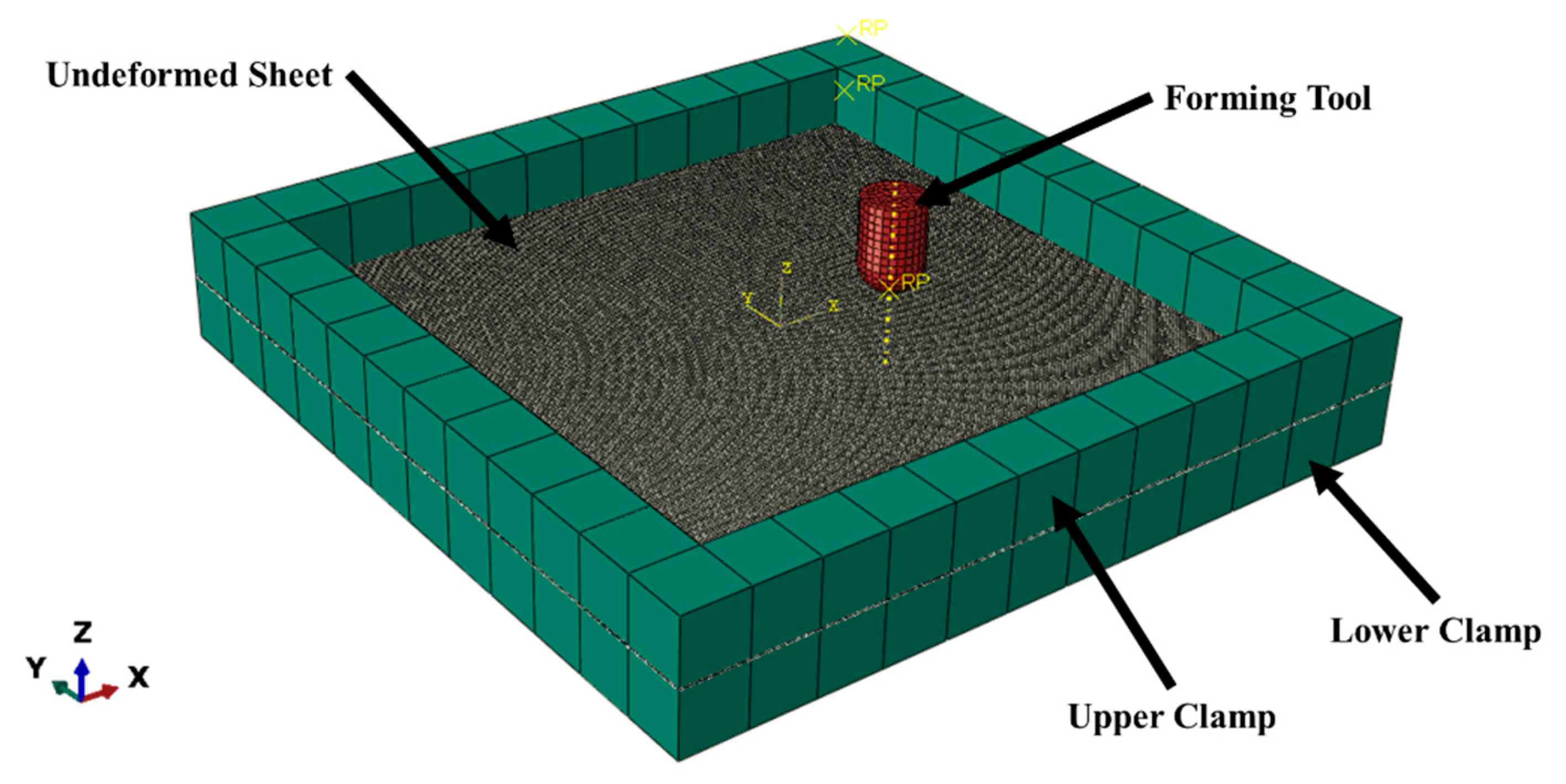
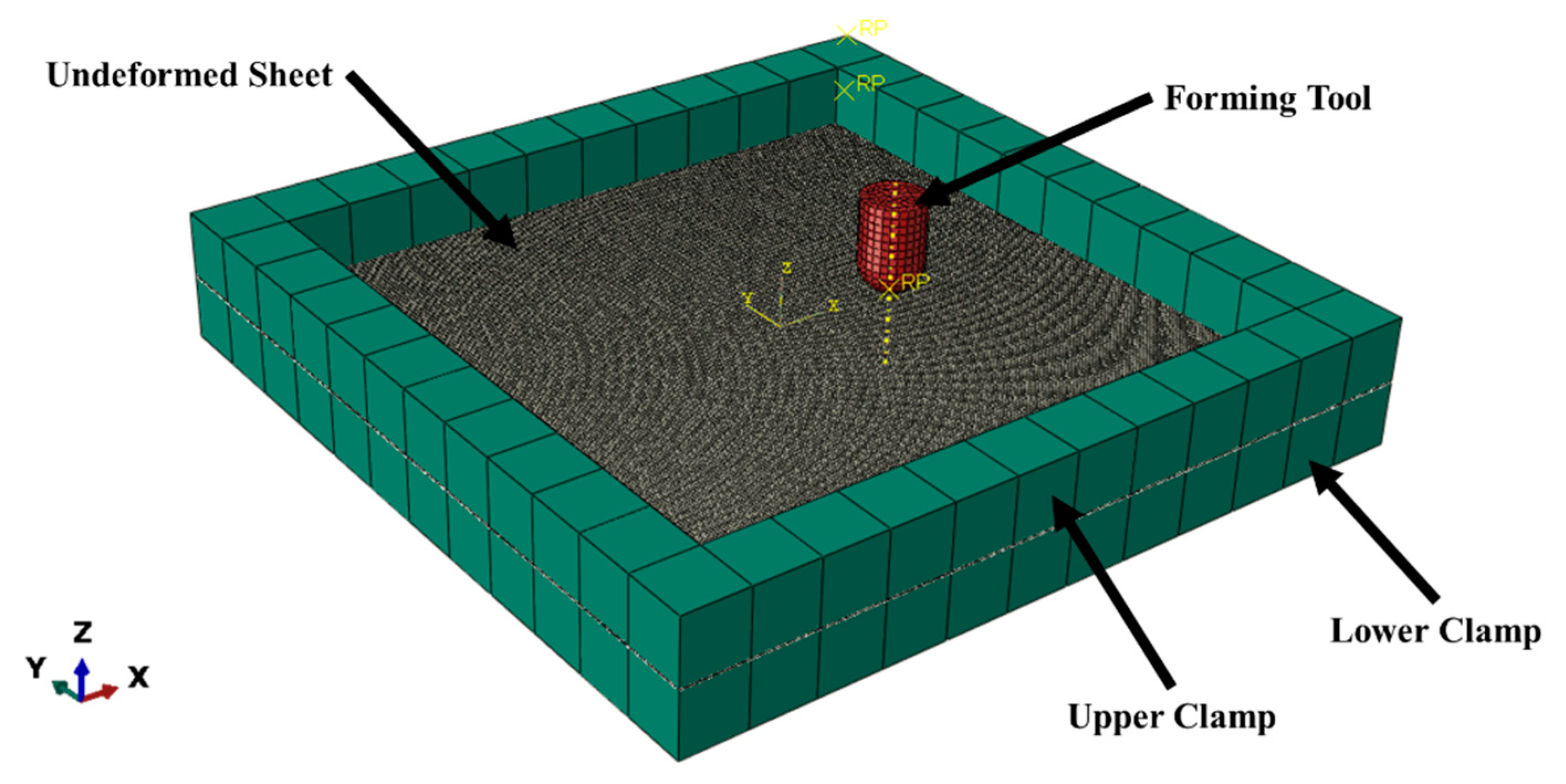
3.2. Numerical Simulation
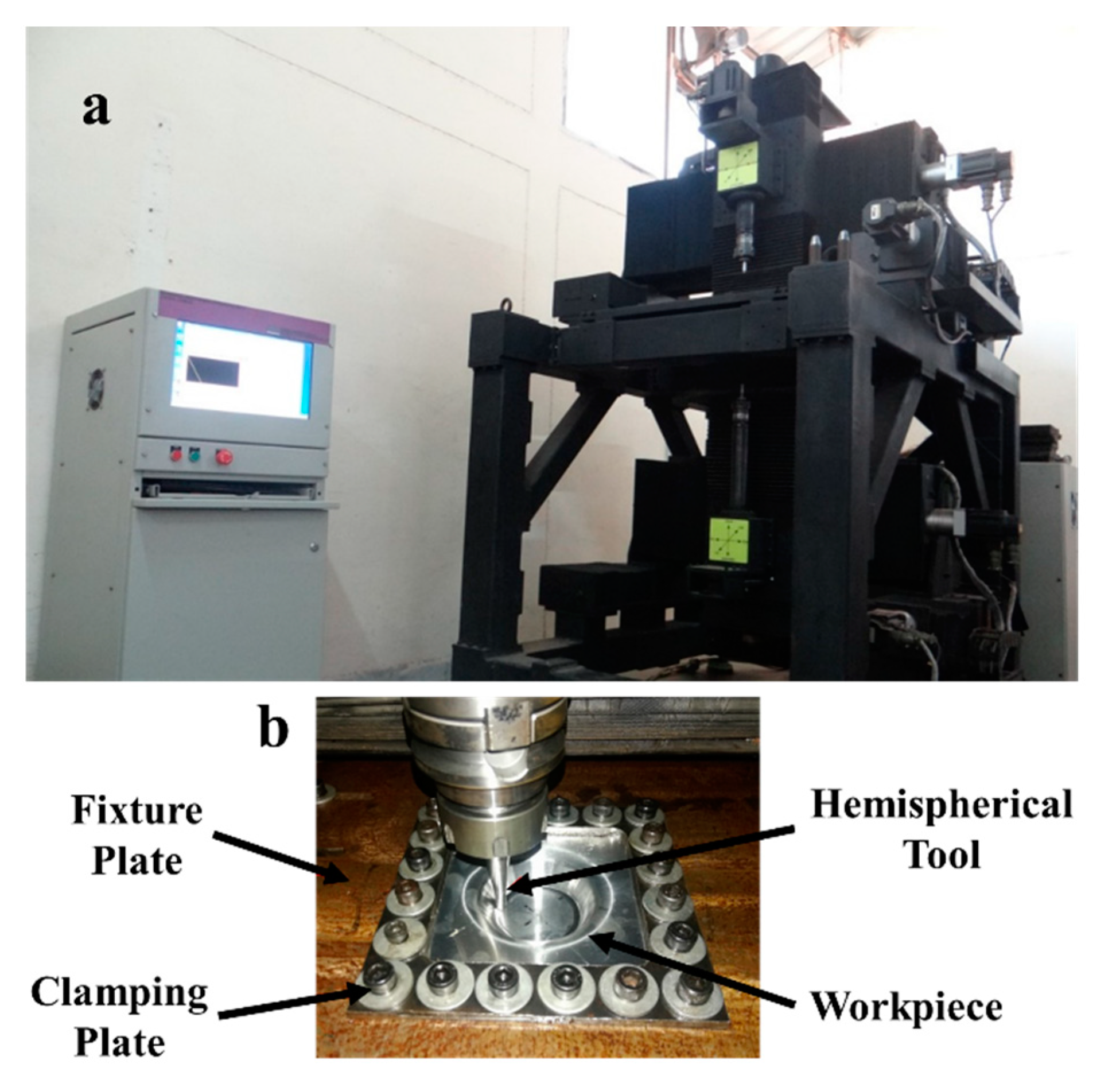
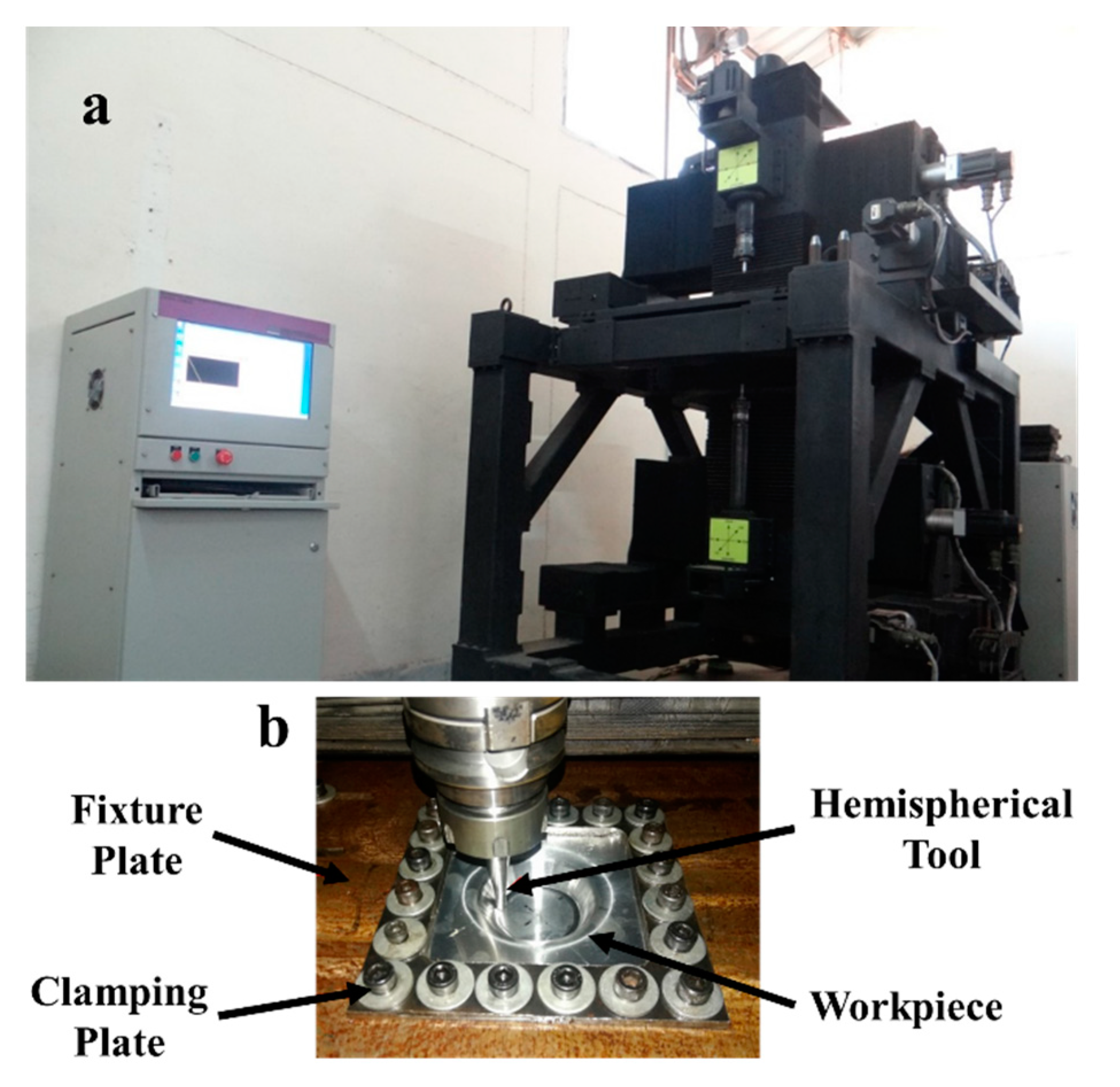
3.3. Experimental Setup
4. Results and Discussions
4.1. Results Based on VWATC Test Geometry
4.2. Results Based on the CWATC Test Geometry
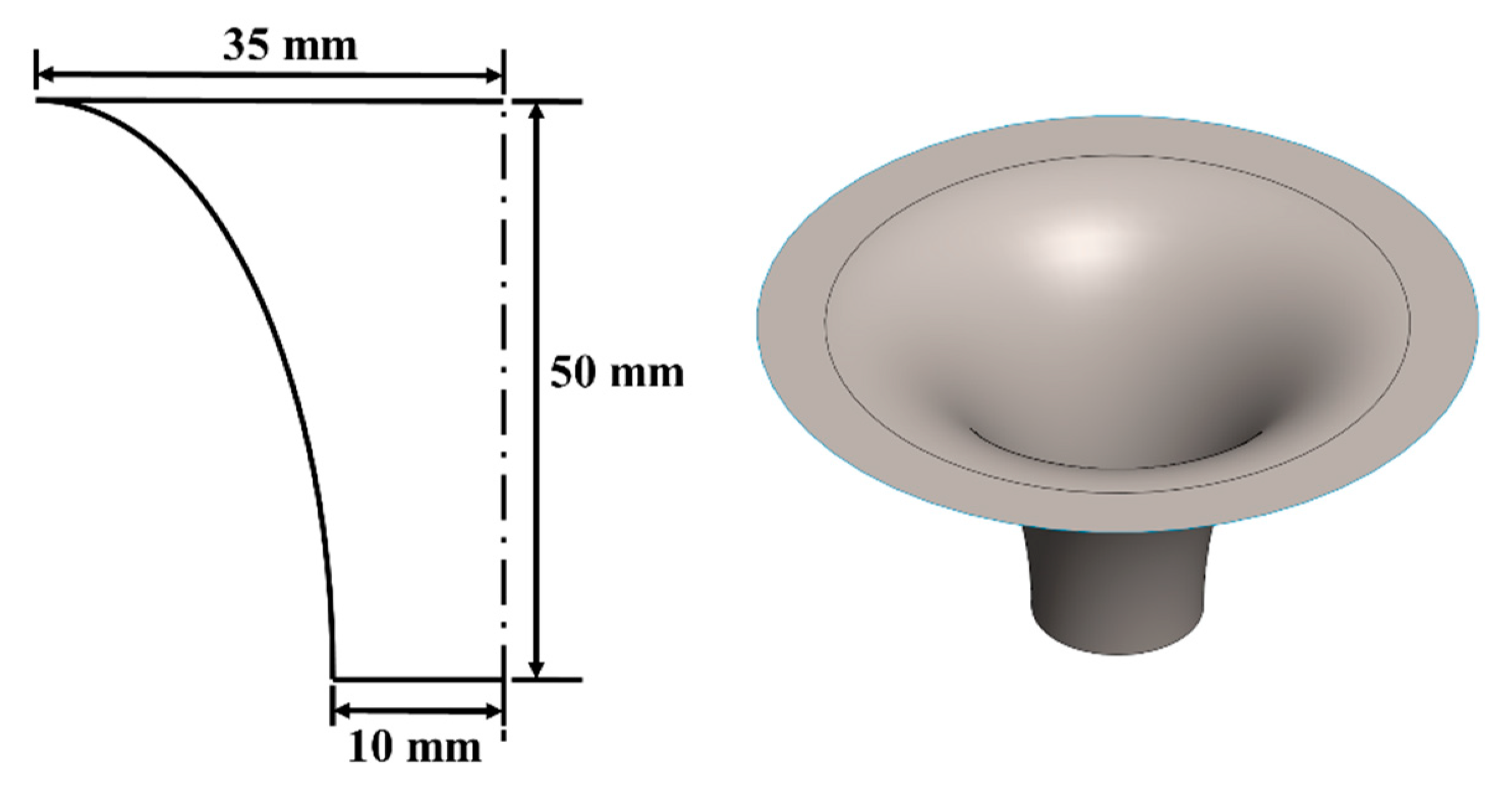
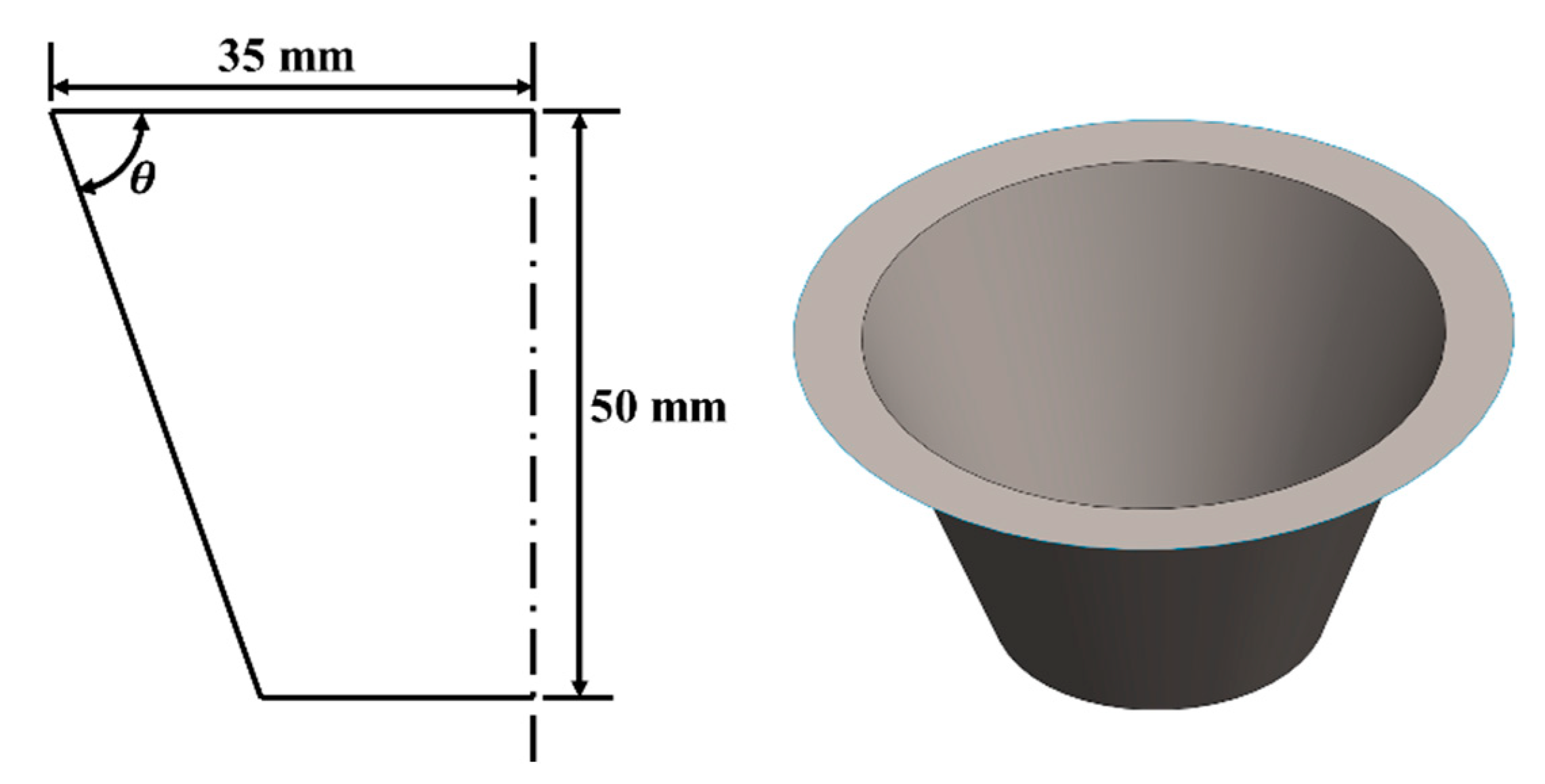
4.2.1. Geometrical Parameters
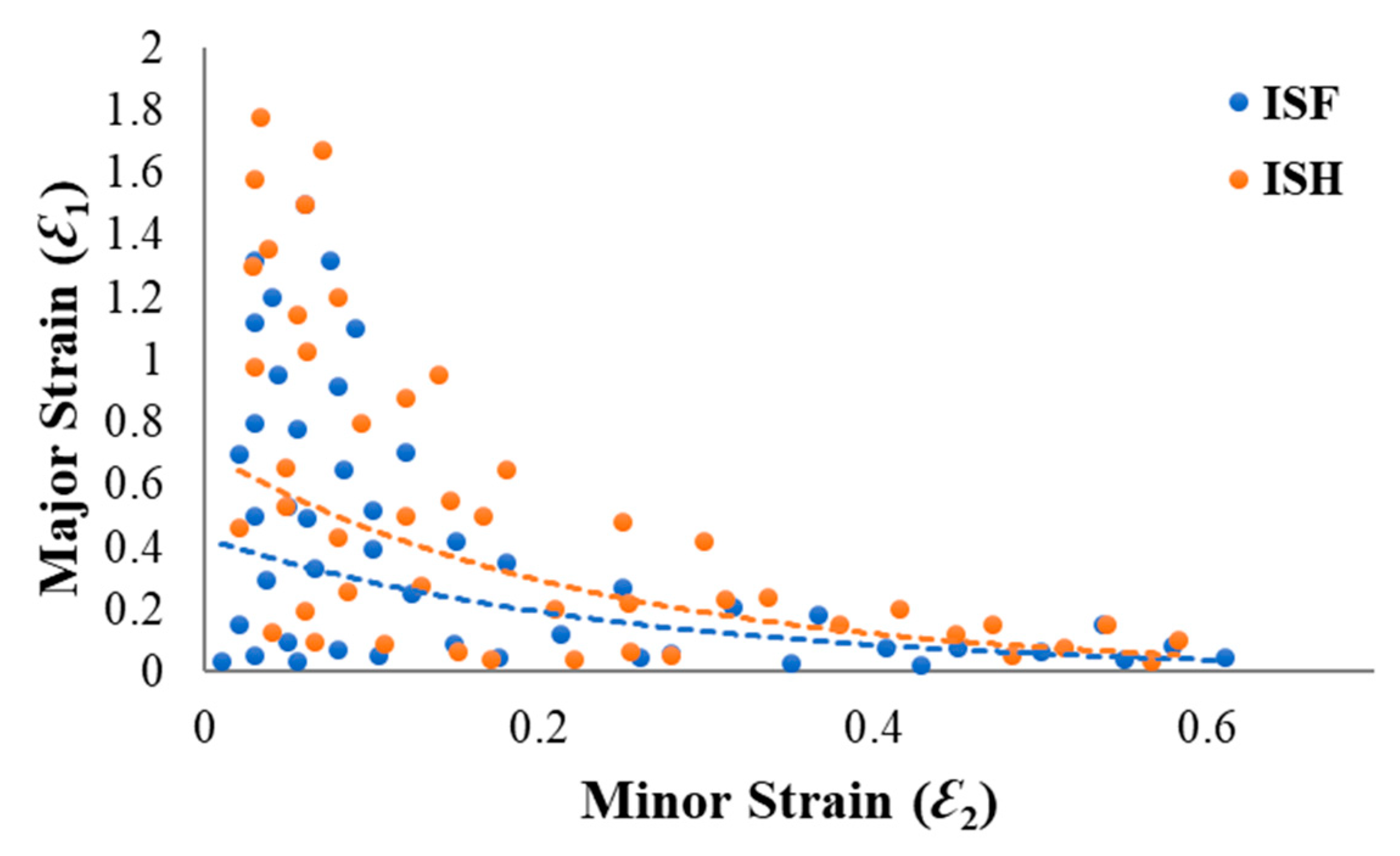
4.2.2. Forming Limit Diagram
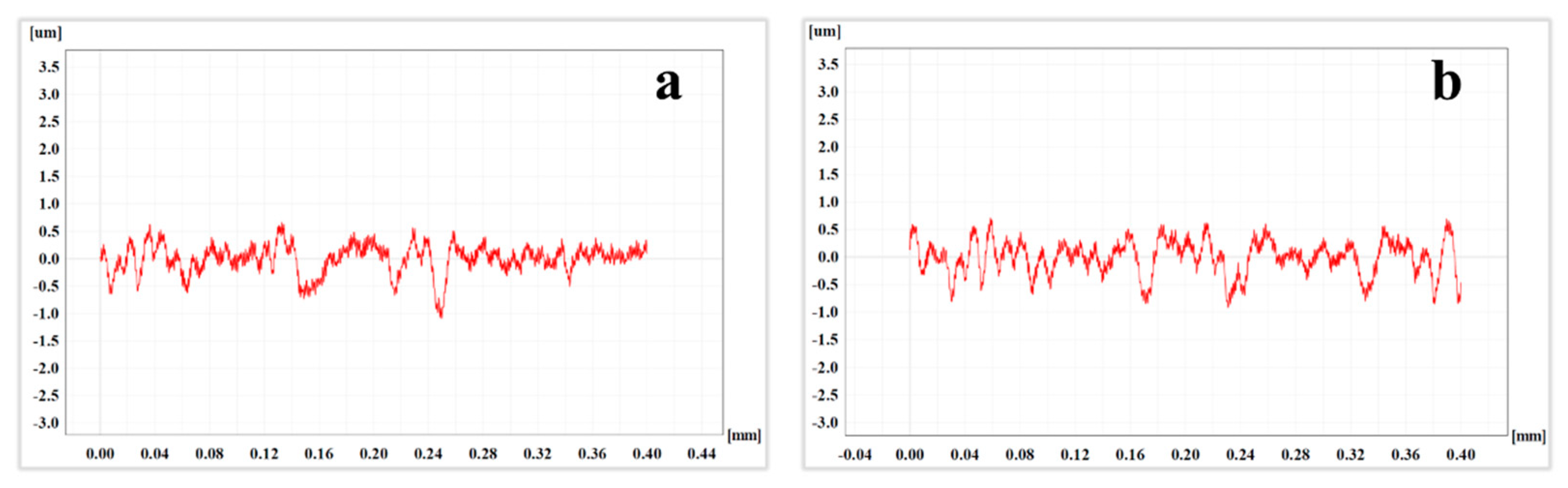
4.2.3. Surface Roughness
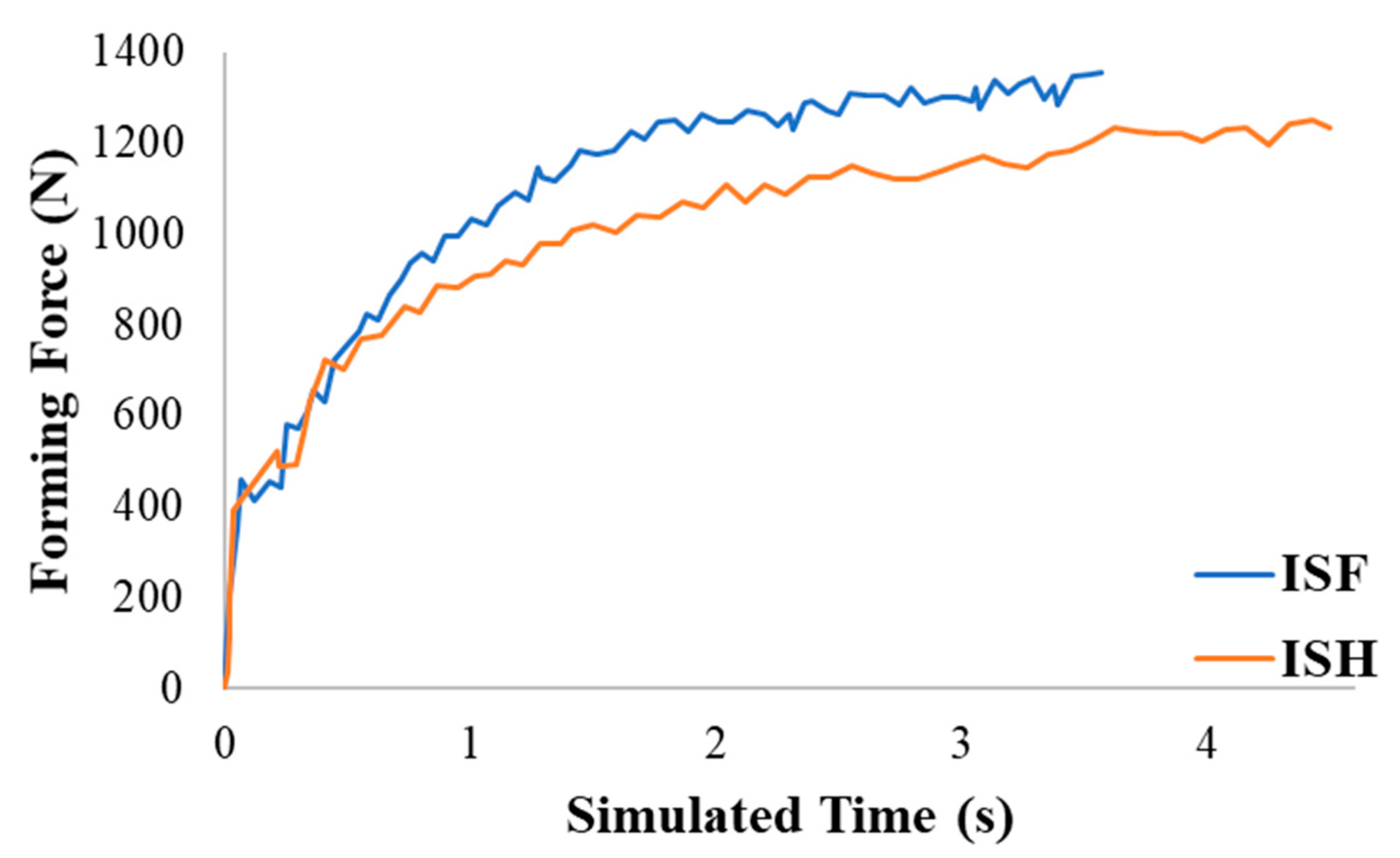
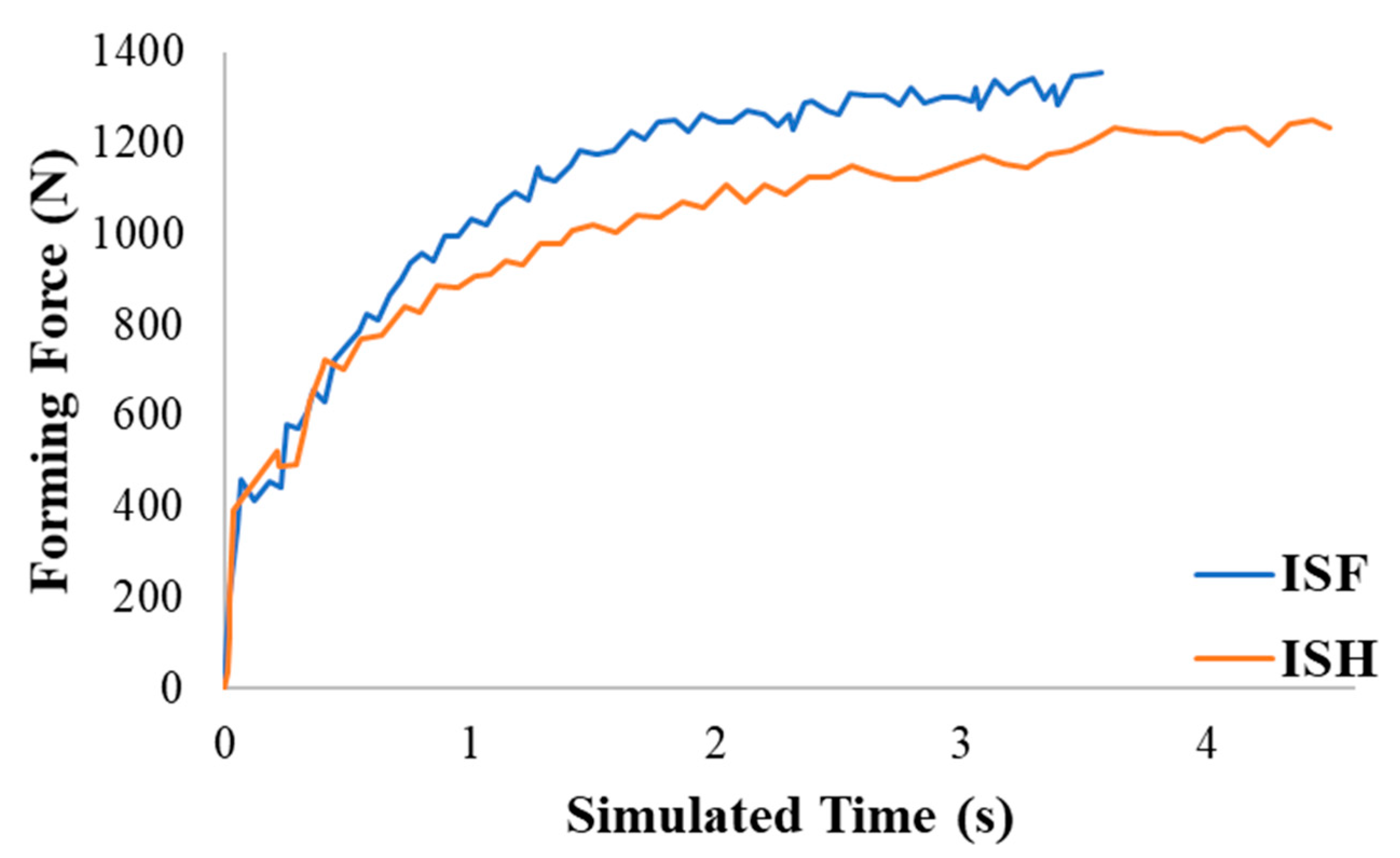
4.2.4. Forming Forces
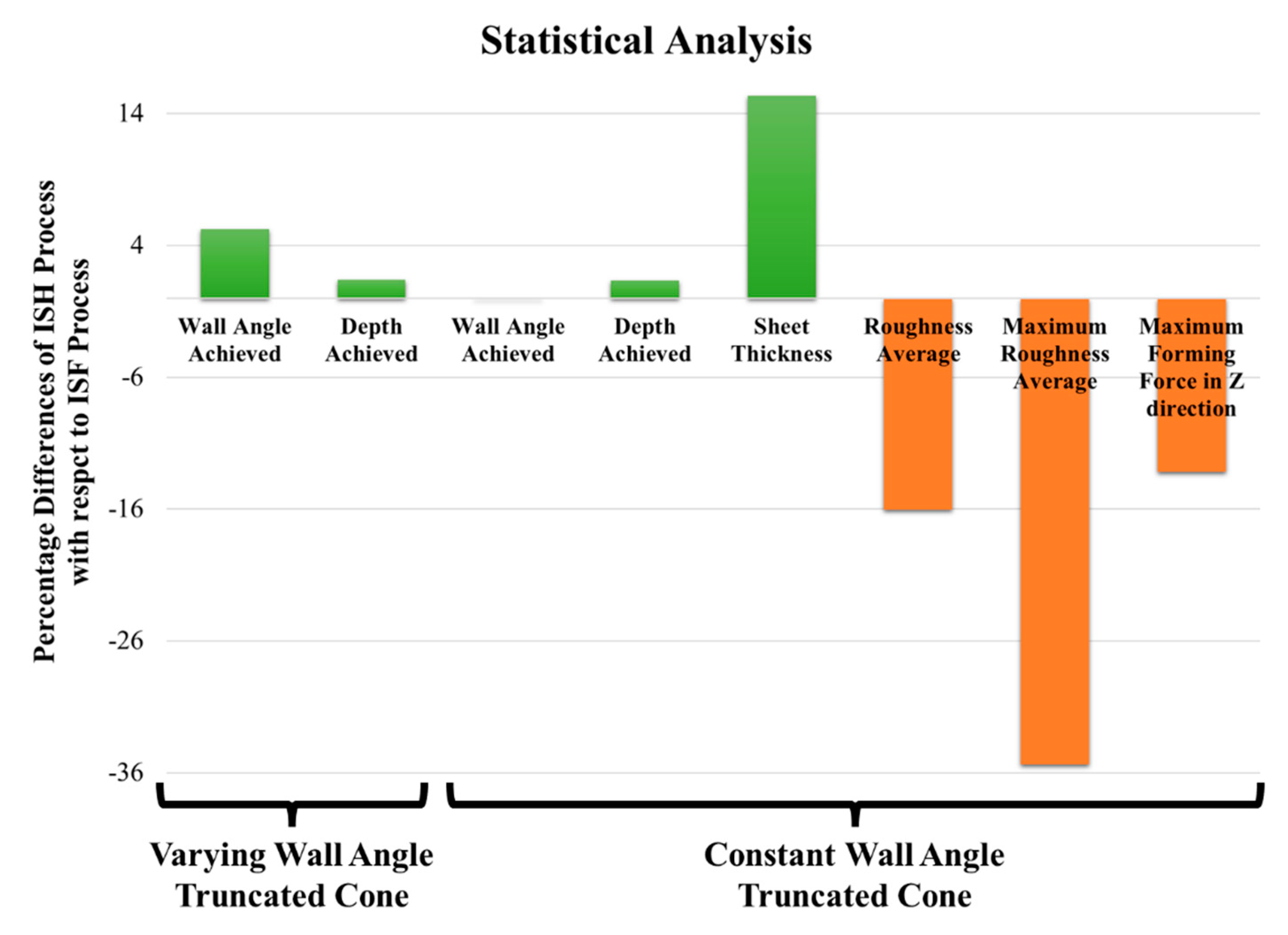
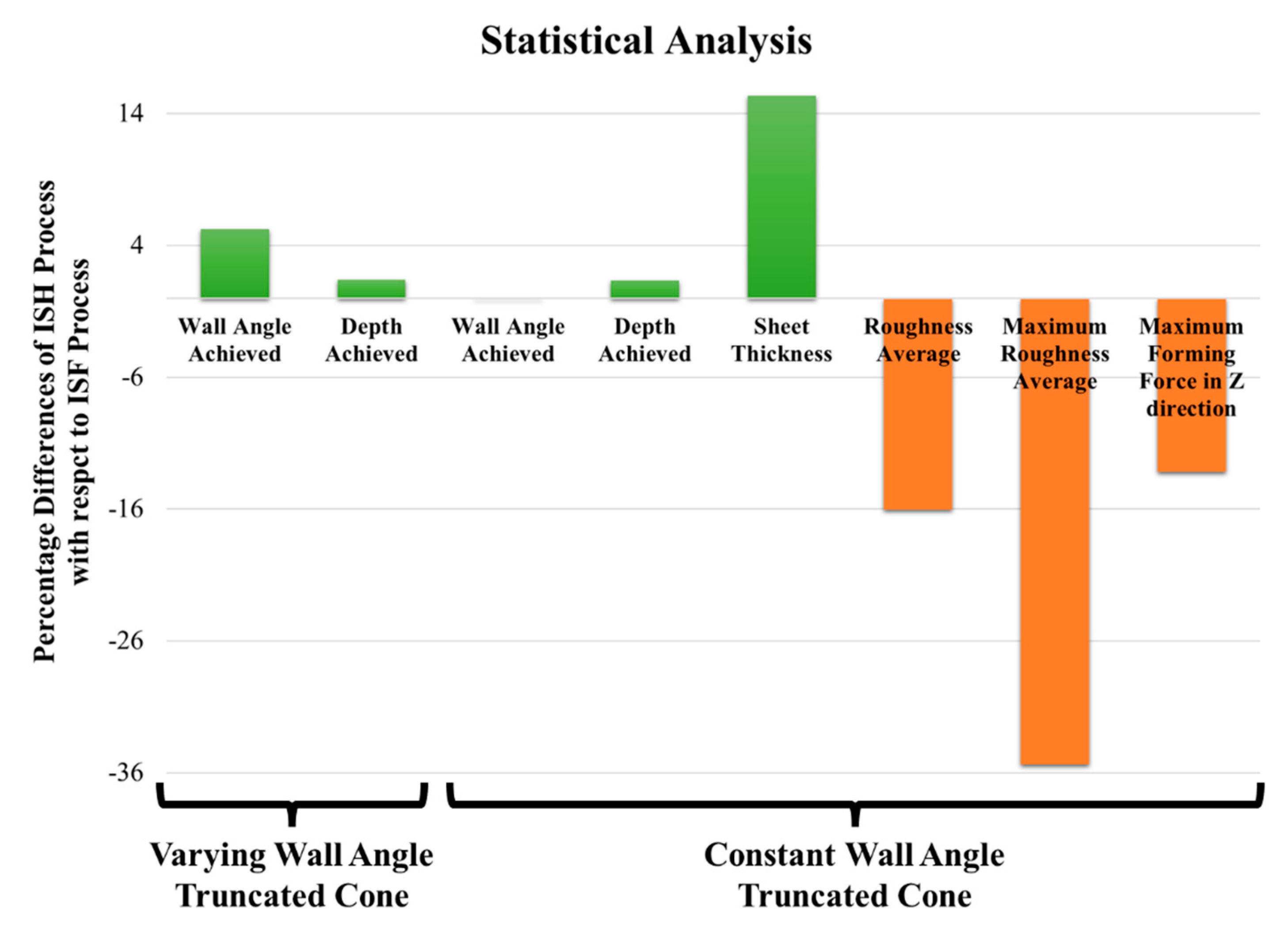
4.3. Statistical Analysis
5. Conclusions
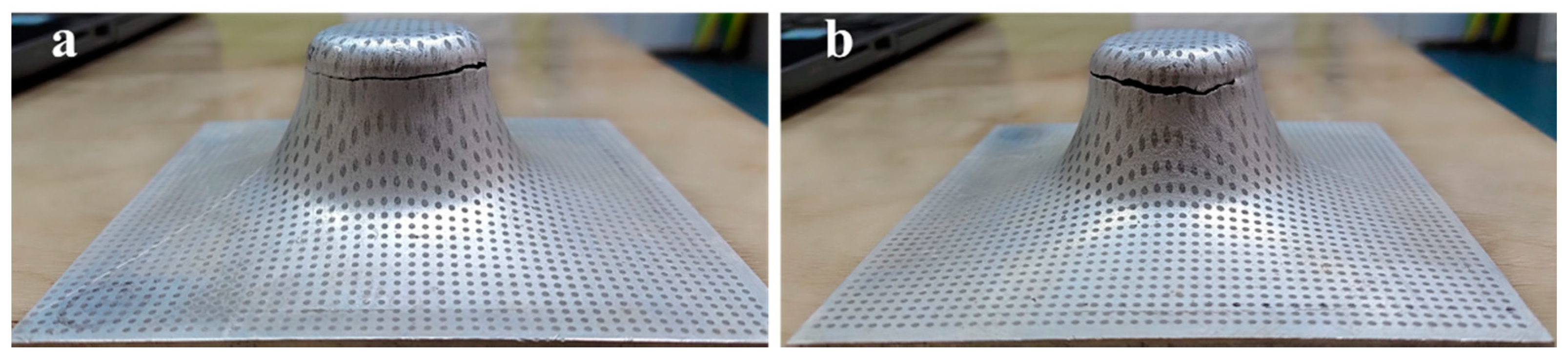
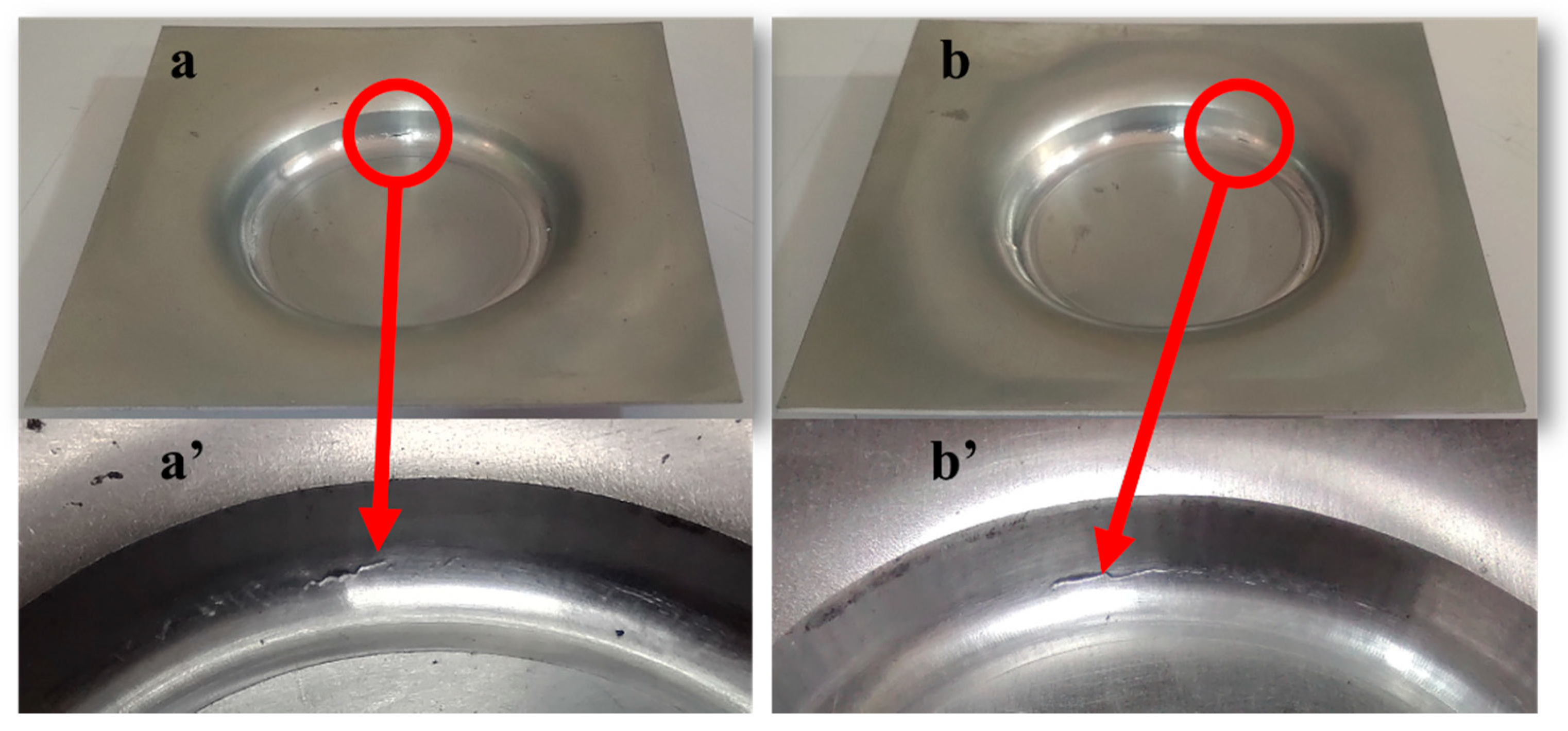
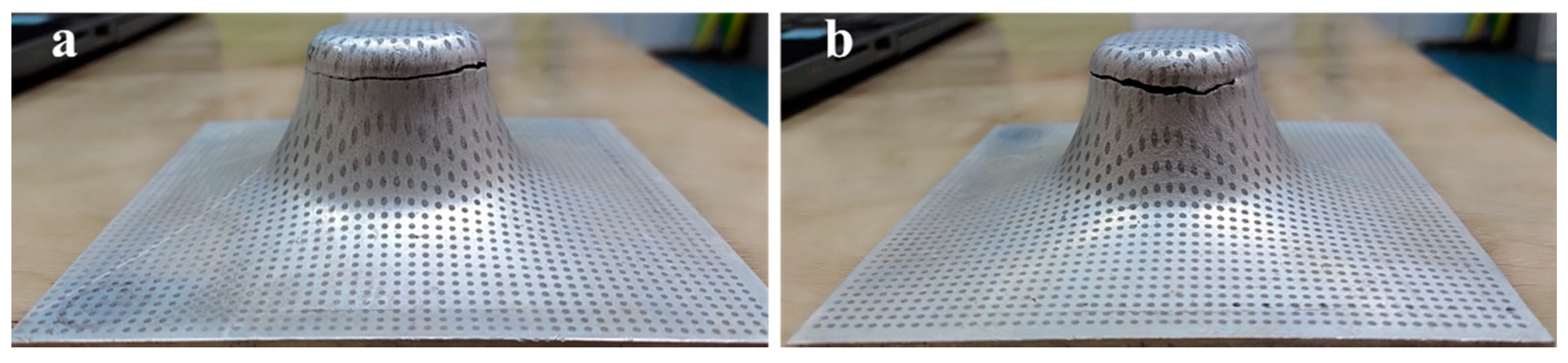
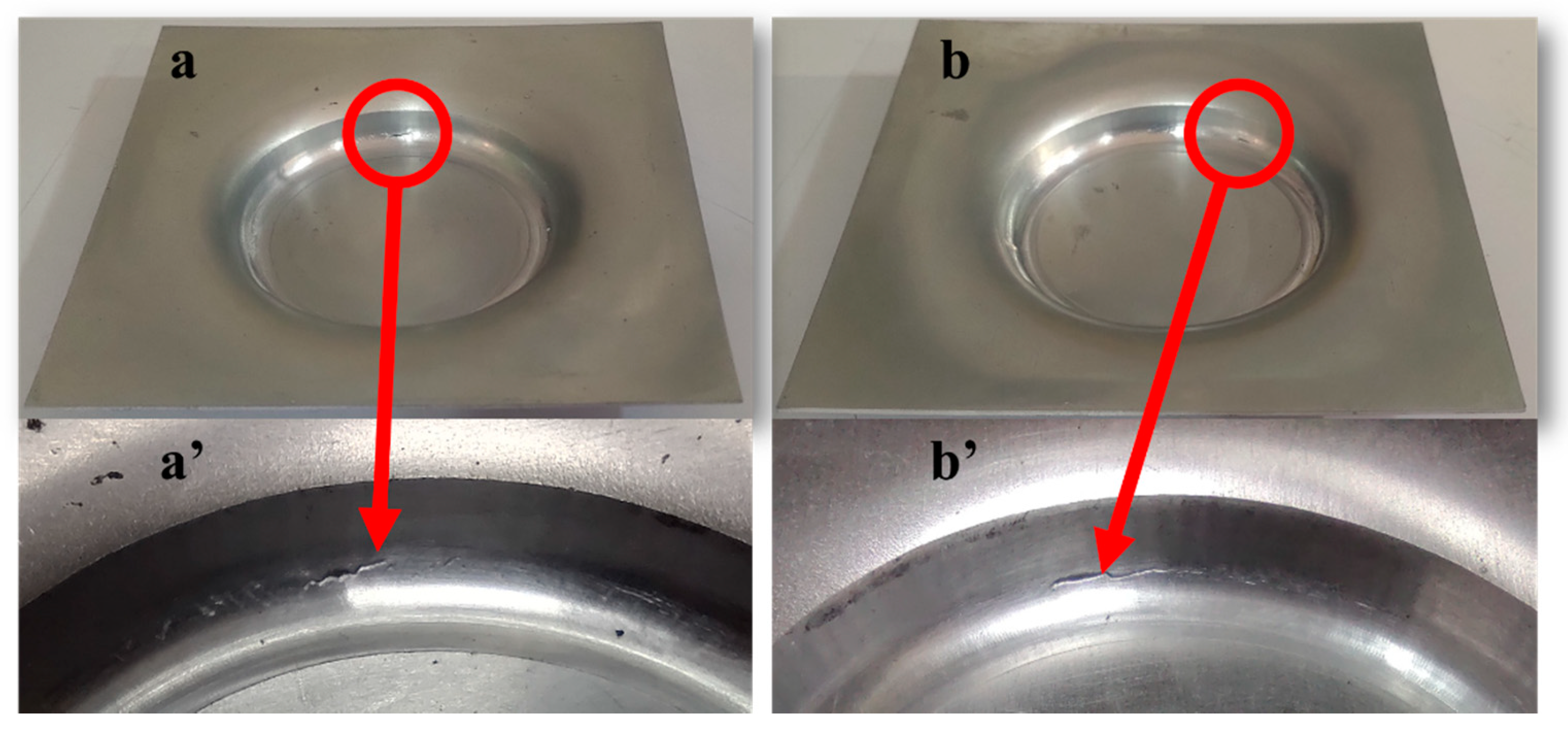
- The ISH process is an attempt to combine the effect of shot peening with the incremental sheet forming process. It would possibly result in the prevention of microcrack propagation because of the application of compressive forces which can delay the fracture initiation. The obtained results showcase that the fracture depth and wall angle achieved are more in the case of the ISH process compared to that in the ISF process.
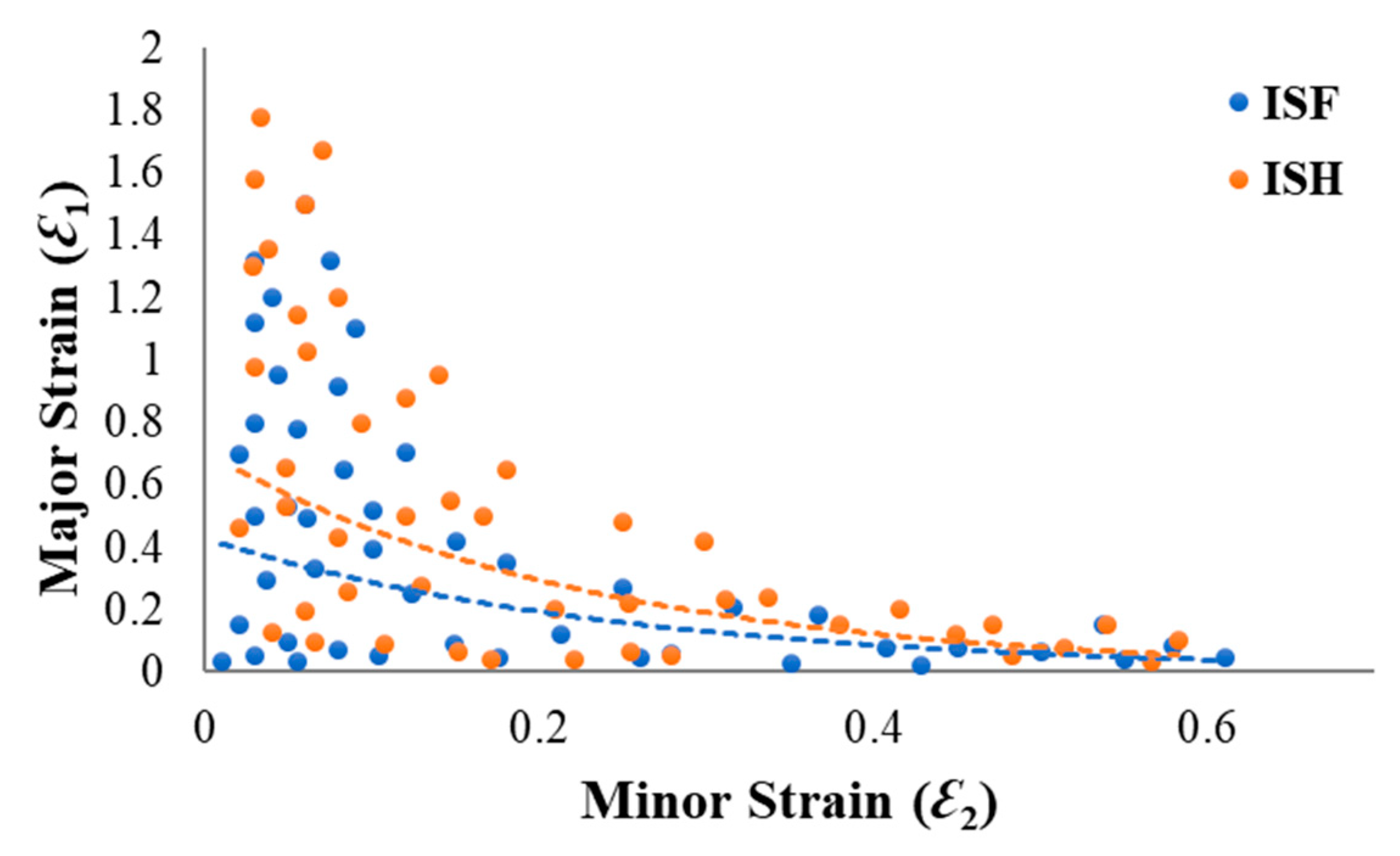
- The comparison of both the processes through the strain values shows the higher formability associated with the ISH process compared to the ISF process. Further, it was also noticed that the conical objects are subjected to the plane strain condition.
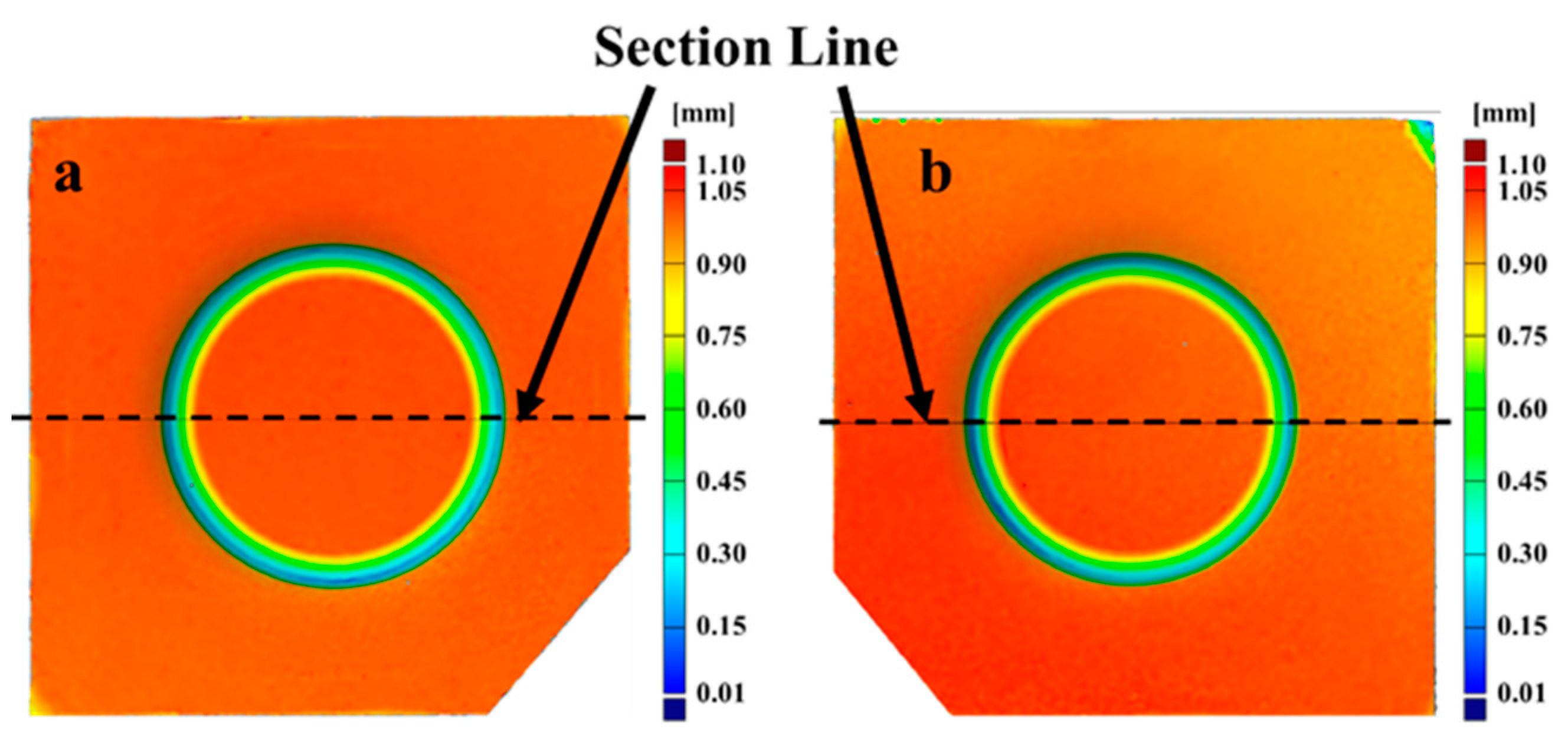
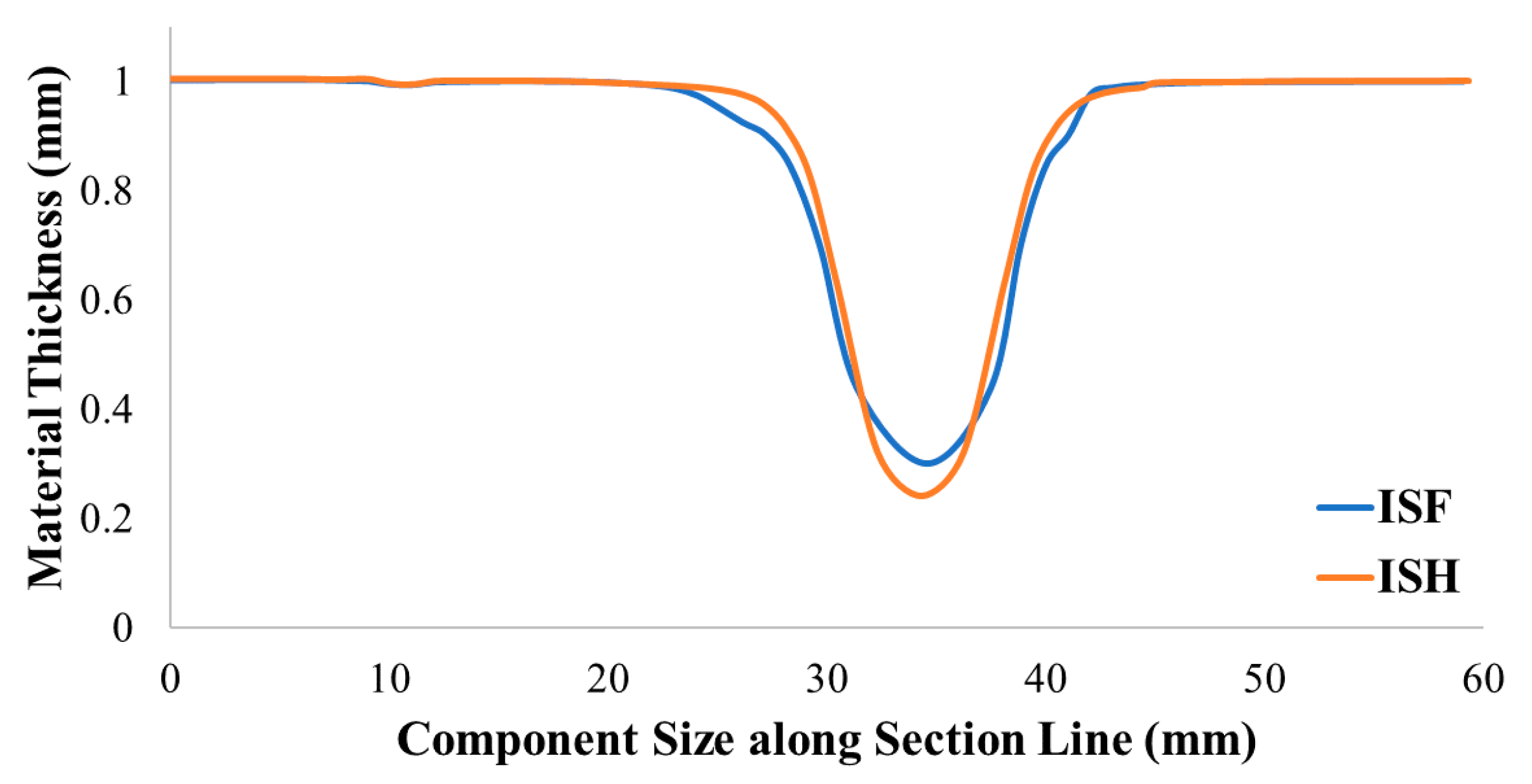
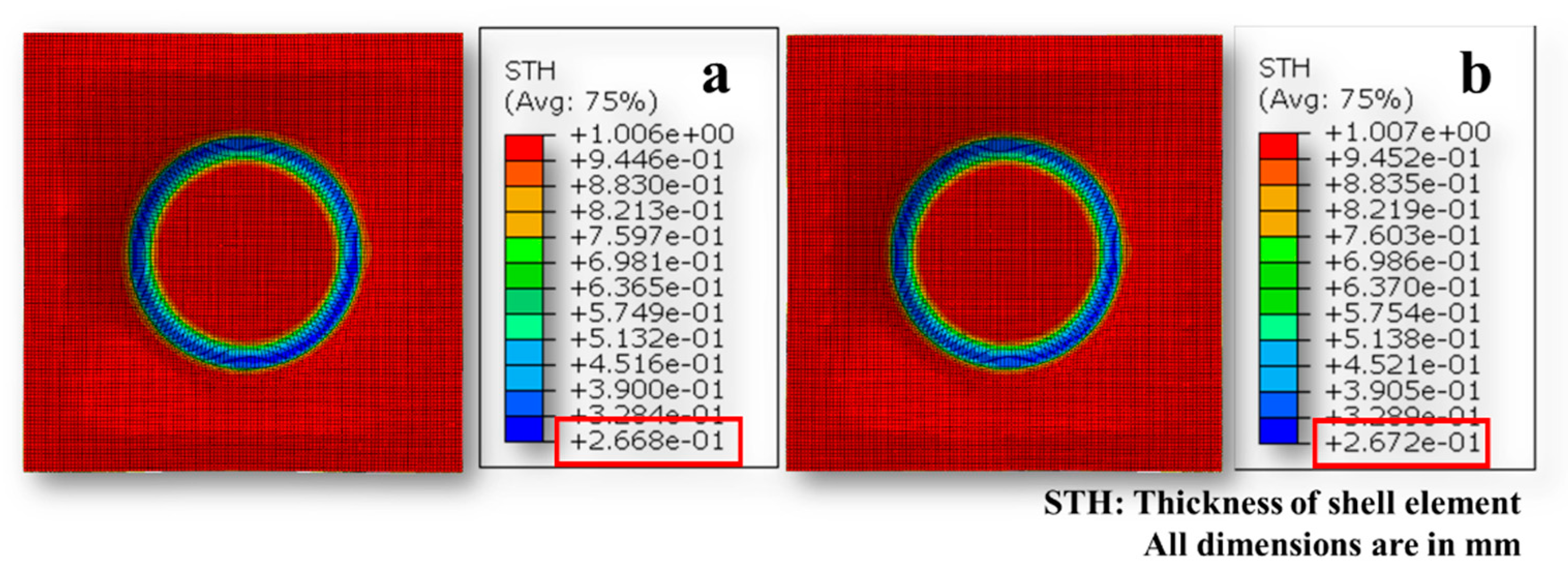
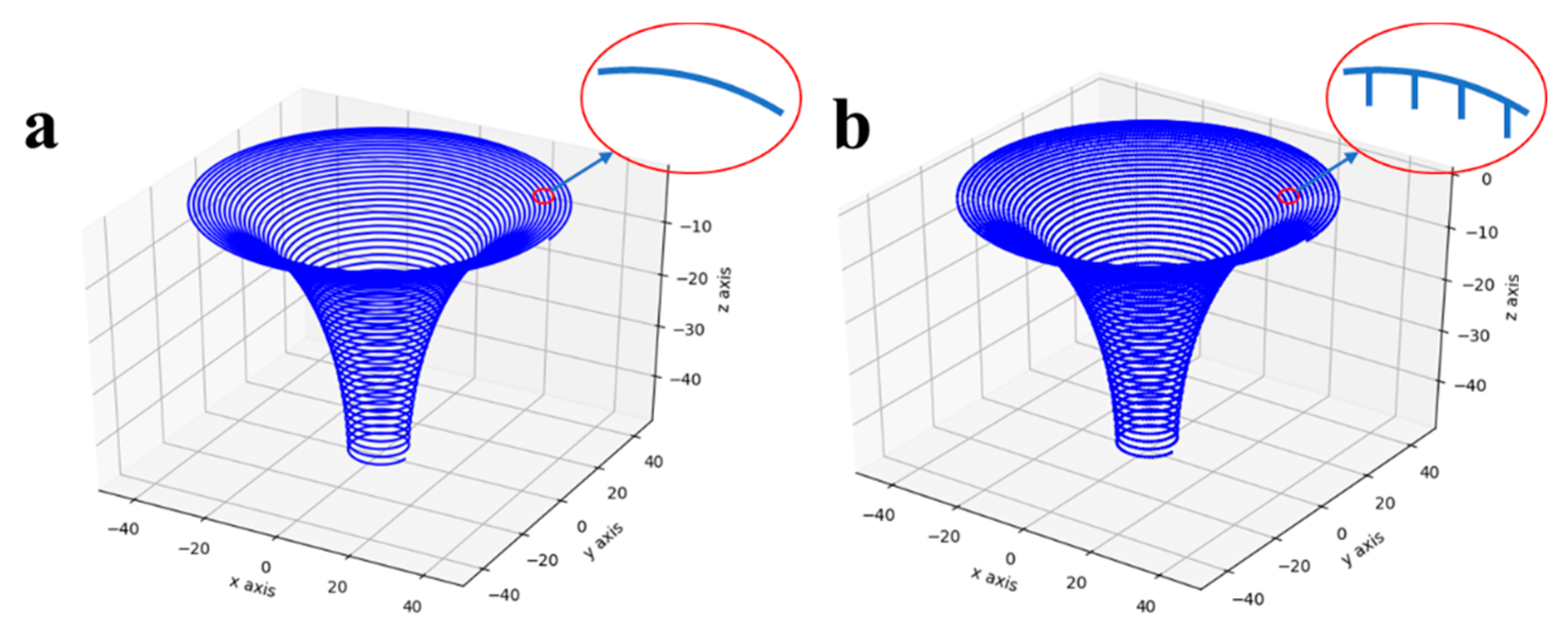
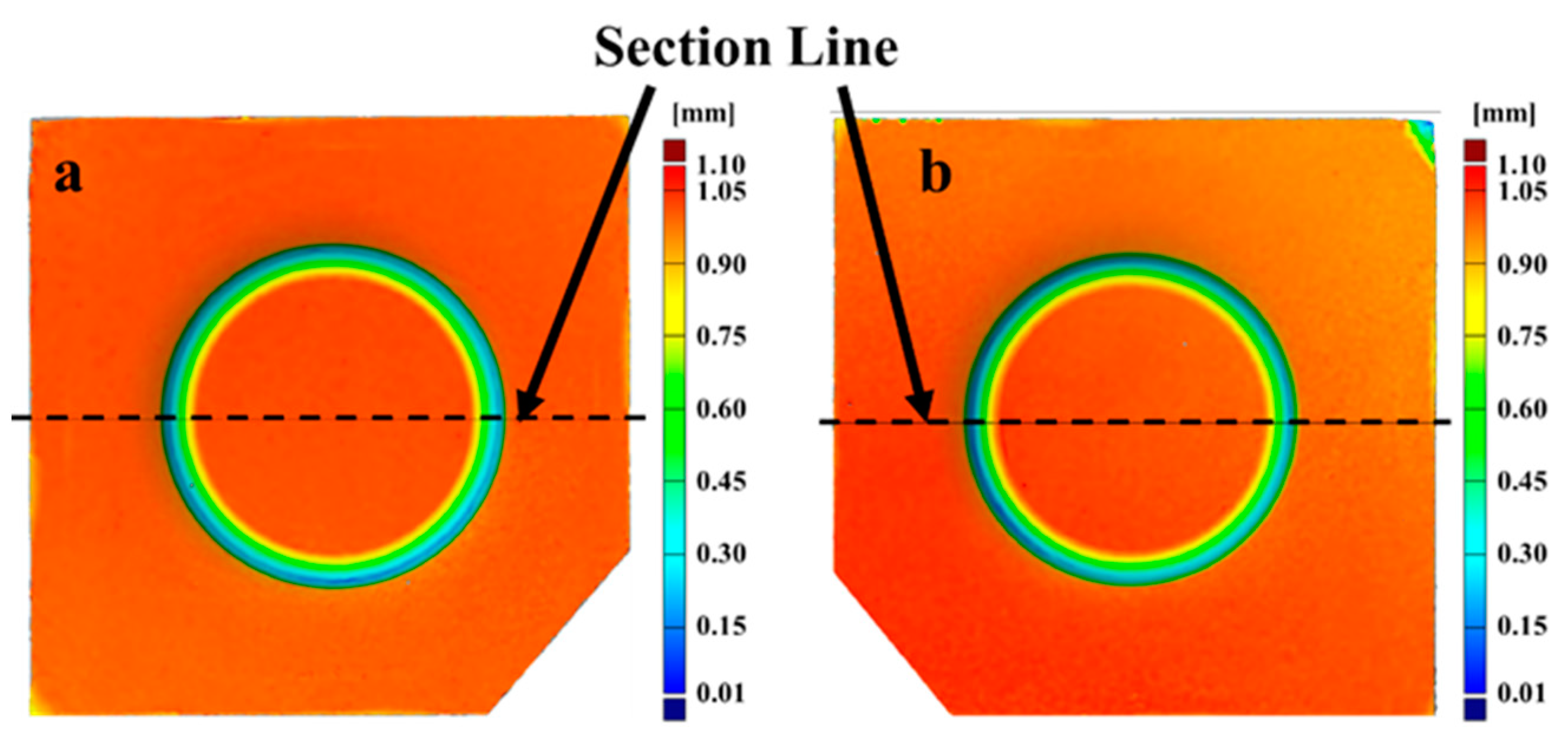
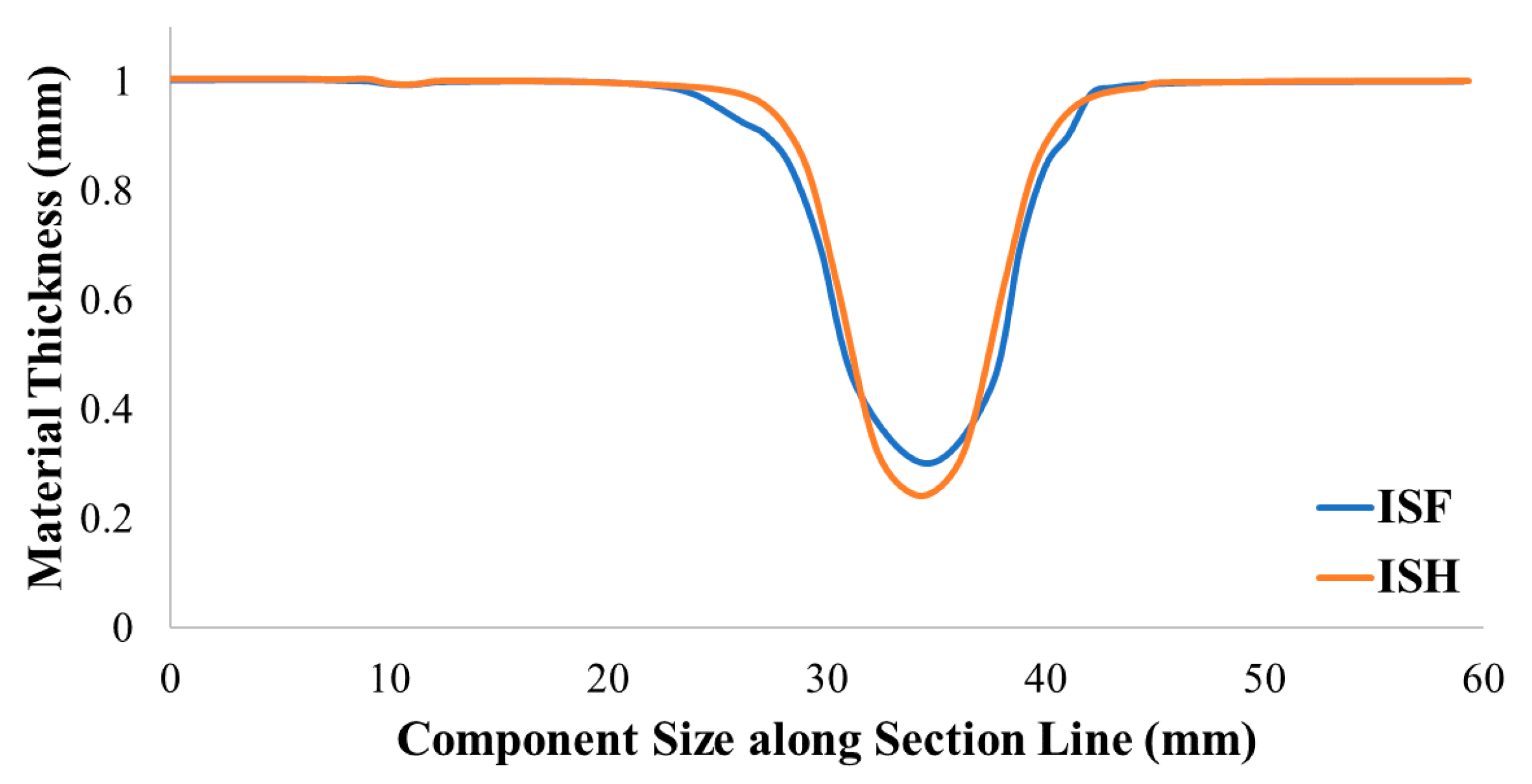
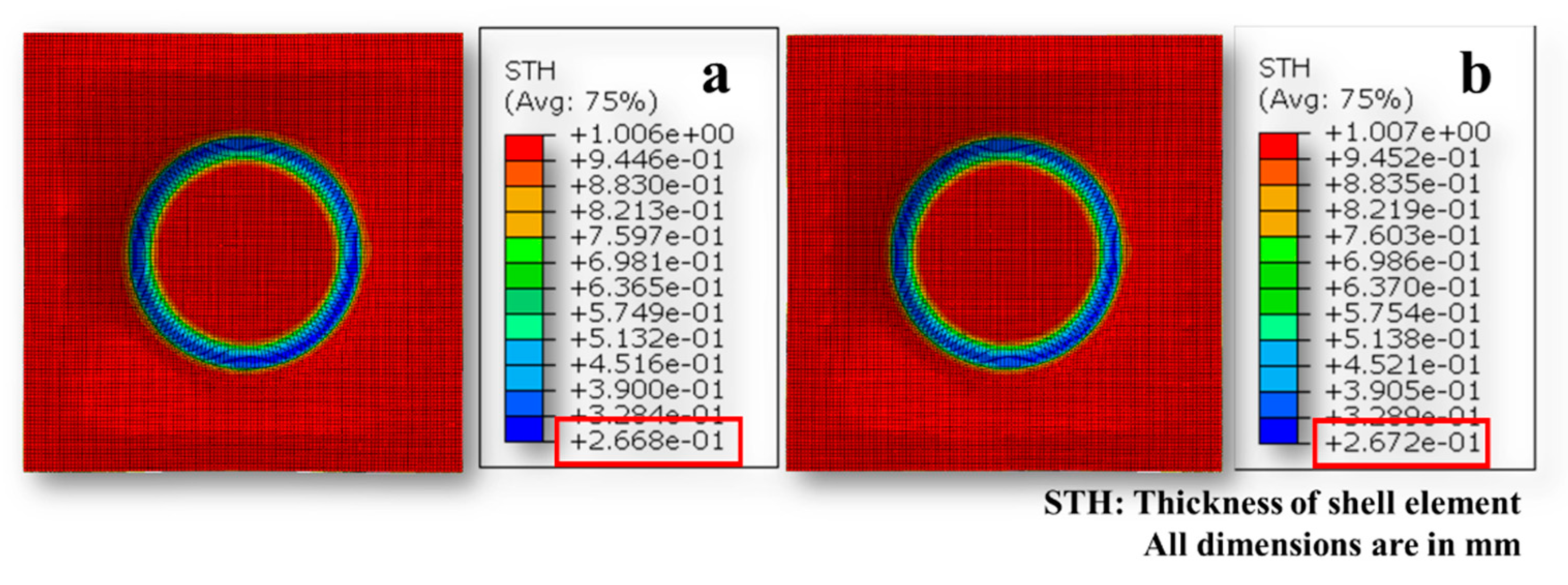
- In ISF, the deformation mode of a material is a combination of bending, stretching, and shearing. Material deformation in ISH is dominated by direct bending and stretching which limits the reduction in workpiece thickness drastically. As a result of this, the ISH process exhibits a more uniform material thickness distribution as compared to the ISF process.
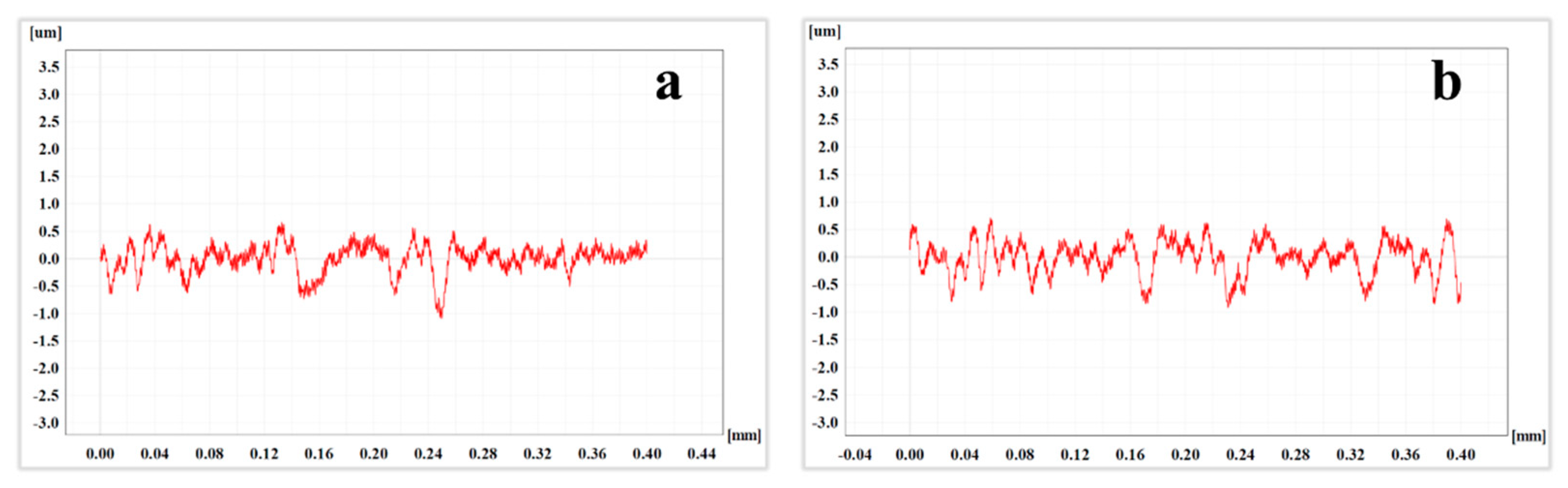
- The component formed through the ISH process reports better surface quality than the components formed through the ISF process.
- The reduced forming forces were attained while incorporating the hammering in the incremental sheet forming process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Amino, M.; Mizoguchi, M.; Terauchi, Y.; Maki, T. Current status of “Dieless” Amino’s incremental forming. Procedia Eng. 2014, 81, 54–62. [Google Scholar] [CrossRef] [Green Version]
- Park, J.J.; Kim, Y.H. Fundamental studies on the incremental sheet metal forming technique. J. Mater. Process. Technol. 2003, 140, 447–453. [Google Scholar] [CrossRef]
- Shrivastava, P.; Tandon, P. Microstructure and texture based analysis of forming behavior and deformation mechanism of AA1050 sheet during Single Point Incremental Forming. J. Mater. Process. Technol. 2019, 266, 292–310. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric single point incremental forming of sheet metal. CIRP Ann. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Gupta, P.; Jeswiet, J. Manufacture of an aerospace component by single point incremental forming. Procedia Manuf. 2019, 29, 112–119. [Google Scholar] [CrossRef]
- Kang, D.M.; Manabe, K.I. Improvement on the Formability of Magnesium Alloy Sheet by Heating and Cooling Method. J. Korea Soc. Power Syst. Eng. 2005, 9, 66–70. [Google Scholar]
- Martins, P.A.F.; Bay, N.; Skjoedt, M.; Silva, M.B. Theory of single point incremental forming. CIRP Ann. 2008, 57, 247–252. [Google Scholar] [CrossRef]
- Meier, H.; Smukala, V.; Dewald, O.; Zhang, J. Two point incremental forming with two moving forming tools. Key Eng. Mater. 2007, 344, 599–605. [Google Scholar] [CrossRef]
- Silva, M.B.; Martins, P.A.F. Two-point incremental forming with partial die: Theory and experimentation. J. Mater. Eng. Perform. 2013, 22, 1018–1027. [Google Scholar] [CrossRef]
- Liu, Z. Heat-assisted incremental sheet forming: A state-of-the-art review. Int. J. Adv. Manuf. Technol. 2018, 98, 2987–3003. [Google Scholar] [CrossRef]
- Amini, S.; Gollo, A.H.; Paktinat, H. An investigation of conventional and ultrasonic-assisted incremental forming of annealed AA1050 sheet. Int. J. Adv. Manuf. Technol. 2017, 90, 1569–1578. [Google Scholar] [CrossRef]
- Vihtonen, L.; Puzik, A.; Katajarinne, T. Comparing two robot assisted incremental forming methods: Incremental forming by pressing and incremental hammering. Int. J. Mater. Form. 2008, 1, 1207–1210. [Google Scholar] [CrossRef]
- Luo, Y.; He, K.; Du, R. A new sheet metal forming system based on the incremental Punching, part 1: Modeling and simulation. Int. J. Adv. Manuf. Technol. 2010, 51, 481–491. [Google Scholar] [CrossRef]
- Luo, Y.; He, K.; Du, R. A new sheet metal forming system based on incremental punching, part 2: Machine building and experiment results. Int. J. Adv. Manuf. Technol. 2010, 51, 493–506. [Google Scholar] [CrossRef]
- Wang, J.; Wang, X.; Wang, Y.; Wang, M. Effects of Forming Parameters on Fatigue Life in Incremental Sheet Punching. Materials 2021, 14, 2308. [Google Scholar] [CrossRef] [PubMed]
- Asgari, A.; Sedighi, M.; Riahi, M. Investigation of dimensional accuracy in incremental sheet metal hammering process: A parametric study. Mech. Ind. 2015, 16, 308. [Google Scholar] [CrossRef]
- Bagheri, S.; Guagliano, M. Review of shot peening processes to obtain nanocrystalline surfaces in metal alloys. Surf. Eng. 2009, 25, 3–14. [Google Scholar] [CrossRef]
- Schubnell, J.; Eichheimer, C.; Ernould, C.; Maciolek, A.; Rebelo-Kornmeier, J.; Farajian, M. The influence of coverage for high frequency mechanical impact treatment of different steel grades. J. Mater. Process. Technol. 2020, 277, 116437. [Google Scholar] [CrossRef]
- Hussain, G.; Gao, L. A novel method to test the thinning limits of sheet metals in negative incremental forming. Int. J. Mach. Tools Manuf. 2007, 47, 419–435. [Google Scholar] [CrossRef]
- Akin, J.E. Finite Element Analysis Concepts: Via SolidWorks; World Scienfic: Hackensack, NJ, USA, 2010. [Google Scholar]
- Chung, W.; Kim, B.; Lee, S.; Ryu, H.; Joun, M. Finite element simulation of plate or sheet metal forming processes using tetrahedral MINI-elements. J. Mech. Sci. Technol. 2014, 28, 237–243. [Google Scholar] [CrossRef]
- Li, K.P.; Carden, W.P.; Wagoner, R.H. Simulation of springback. Int. J. Mech. Sci. 2002, 44, 103–122. [Google Scholar] [CrossRef]
- Han, F.; Mo, J.H. Numerical simulation and experimental investigation of incremental sheet forming process. J. Cent. South Univ. Technol. 2008, 15, 581–587. [Google Scholar] [CrossRef]
- Zaydes, S.A. New surface plastic deformation techniques in the manufacture of machine parts. Vestnik Magnitogorskogo Gosudarstvennogo Tekhnicheskogo Universiteta im. G.I. Nosova [Vestnik of Nosov Magnitogorsk State Technical University] 2018, 16, 129–139. [Google Scholar] [CrossRef]
- Belevskiy, L.S.; Belevskaya, I.V.; Efimova, Y.Y. Study of the process of surface cold working with punching blocks. Vestnik Magnitogorskogo Gosudarstvennogo Tekhnicheskogo Universiteta im. G.I. Nosova [Vestnik of Nosov Magnitogorsk State Technical University] 2016, 14, 63–68. [Google Scholar] [CrossRef]
- Mohammadi, A.; Vanhove, H.; Van Bael, A.; Duflou, J.R. Towards accuracy improvement in single point incremental forming of shallow parts formed under laser assisted conditions. Int. J. Mater. Form. 2016, 9, 339–351. [Google Scholar] [CrossRef]
- Jackson, K.; Allwood, J. The mechanics of incremental sheet forming. J. Mater. Process. Technol. 2009, 209, 1158–1174. [Google Scholar] [CrossRef] [Green Version]
- Lu, B.; Fang, Y.; Xu, D.K.; Chen, J.; Ou, H.; Moser, N.H.; Cao, J. Mechanism investigation of friction-related effects in single point incremental forming using a developed oblique roller-ball tool. Int. J. Mach. Tools Manuf. 2014, 85, 14–29. [Google Scholar] [CrossRef]
- Kumar, P.; Tandon, P. Process capabilities of commercially pure titanium grade 2 formed through warm incremental sheet forming. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, in press. [Google Scholar] [CrossRef]
- Said, L.B.; Mars, J.; Wali, M.; Dammak, F. Numerical prediction of the ductile damage in single point incremental forming process. Int. J. Mech. Sci. 2017, 131, 546–558. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Property | Value |
|---|---|---|
| 1 | Young’s modulus | 71,000 MPa |
| 2 | Poisson’s ratio | 0.33 |
| 3 | Density | 2700 kg/m3 |
| Process | Depth Achieved | Wall Angle Achieved |
|---|---|---|
| ISF | 30.71 mm | 78.19° |
| ISH | 32.31 mm | 79.29° |
| Process | Depth Achieved | Wall Angle Achieved |
|---|---|---|
| ISF | 13.62 mm | 73.62° |
| ISH | 13.80 mm | 73.59° |
| Process | Average Roughness (Ra, μm) | Maximum Average Roughness (Ramax, μm) | Mean Roughness Depth (Rz, μm) |
|---|---|---|---|
| ISF | 0.2860 | 0.4492 | 0.867–1.3316 |
| ISH | 0.2401 | 0.2903 | 1.0839–1.4974 |
| Process | ISF | ISH |
|---|---|---|
| Forces in X-direction | 1031 N | 861 N |
| Forces in Y-direction | 913 N | 803 N |
| Forces in Z-direction | 1350 N | 1225 N |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shahare, H.Y.; Dubey, A.K.; Kumar, P.; Yu, H.; Pesin, A.; Pustovoytov, D.; Tandon, P. A Comparative Investigation of Conventional and Hammering-Assisted Incremental Sheet Forming Processes for AA1050 H14 Sheets. Metals 2021, 11, 1862. https://doi.org/10.3390/met11111862
Shahare HY, Dubey AK, Kumar P, Yu H, Pesin A, Pustovoytov D, Tandon P. A Comparative Investigation of Conventional and Hammering-Assisted Incremental Sheet Forming Processes for AA1050 H14 Sheets. Metals. 2021; 11(11):1862. https://doi.org/10.3390/met11111862
Chicago/Turabian StyleShahare, Harshal Y., Abhay Kumar Dubey, Pavan Kumar, Hailiang Yu, Alexander Pesin, Denis Pustovoytov, and Puneet Tandon. 2021. "A Comparative Investigation of Conventional and Hammering-Assisted Incremental Sheet Forming Processes for AA1050 H14 Sheets" Metals 11, no. 11: 1862. https://doi.org/10.3390/met11111862