
Microstructure Evolution and Solidification Behavior of a Novel Semi-Solid Alloy Slurry Prepared by Vibrating Contraction Inclined Plate

Abstract
:1. Introduction
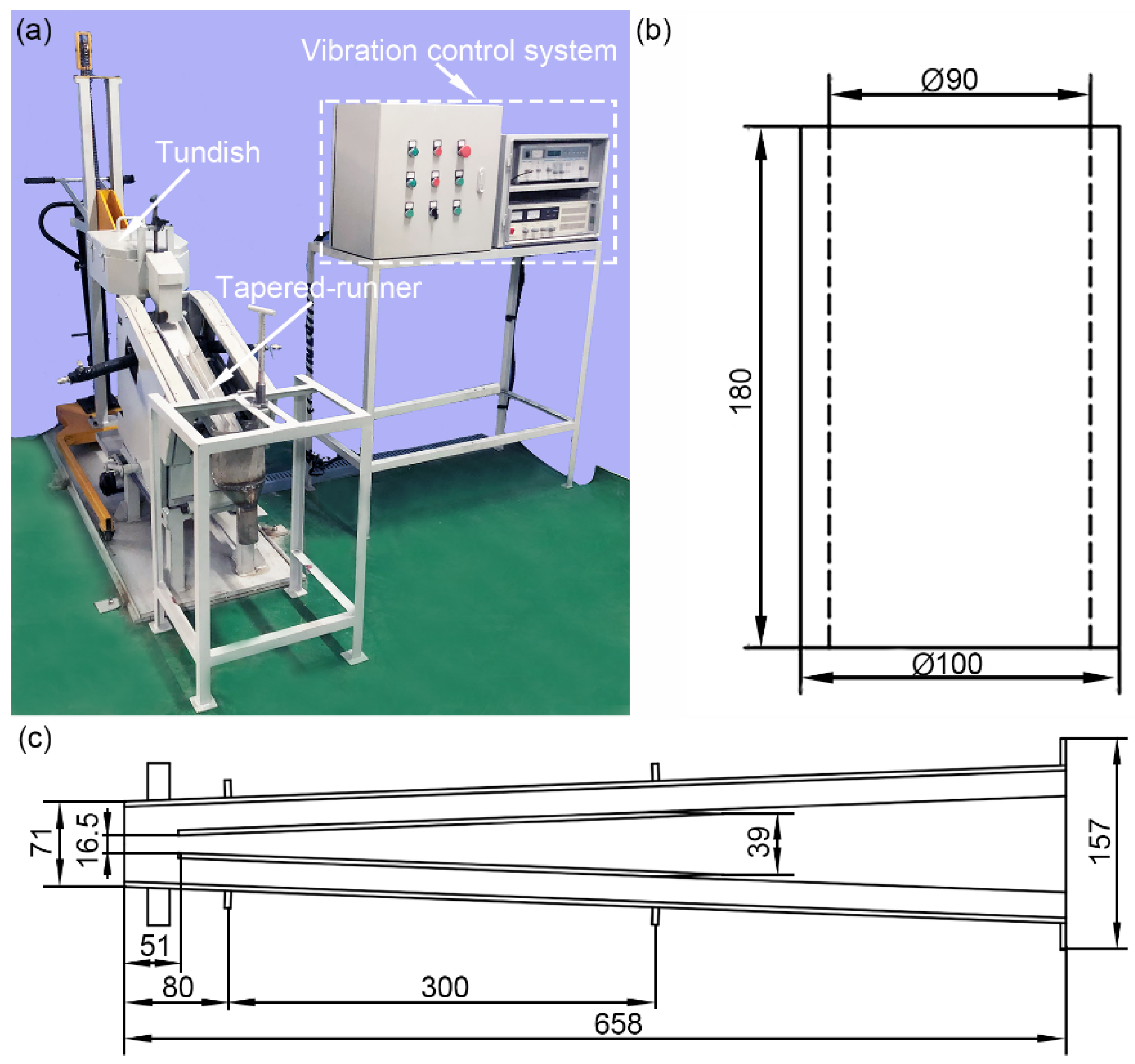
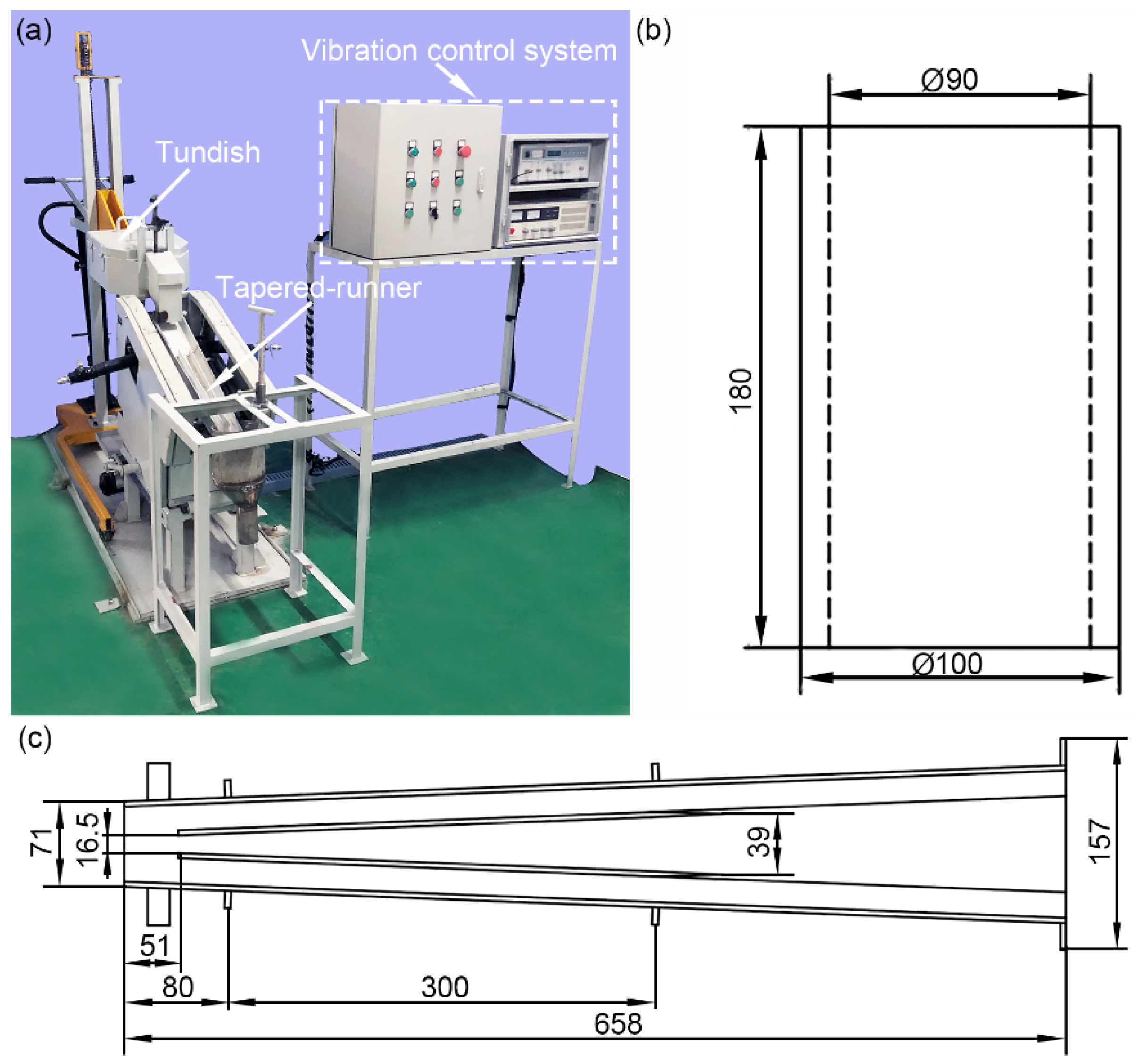
2. Materials and Methods
3. Results
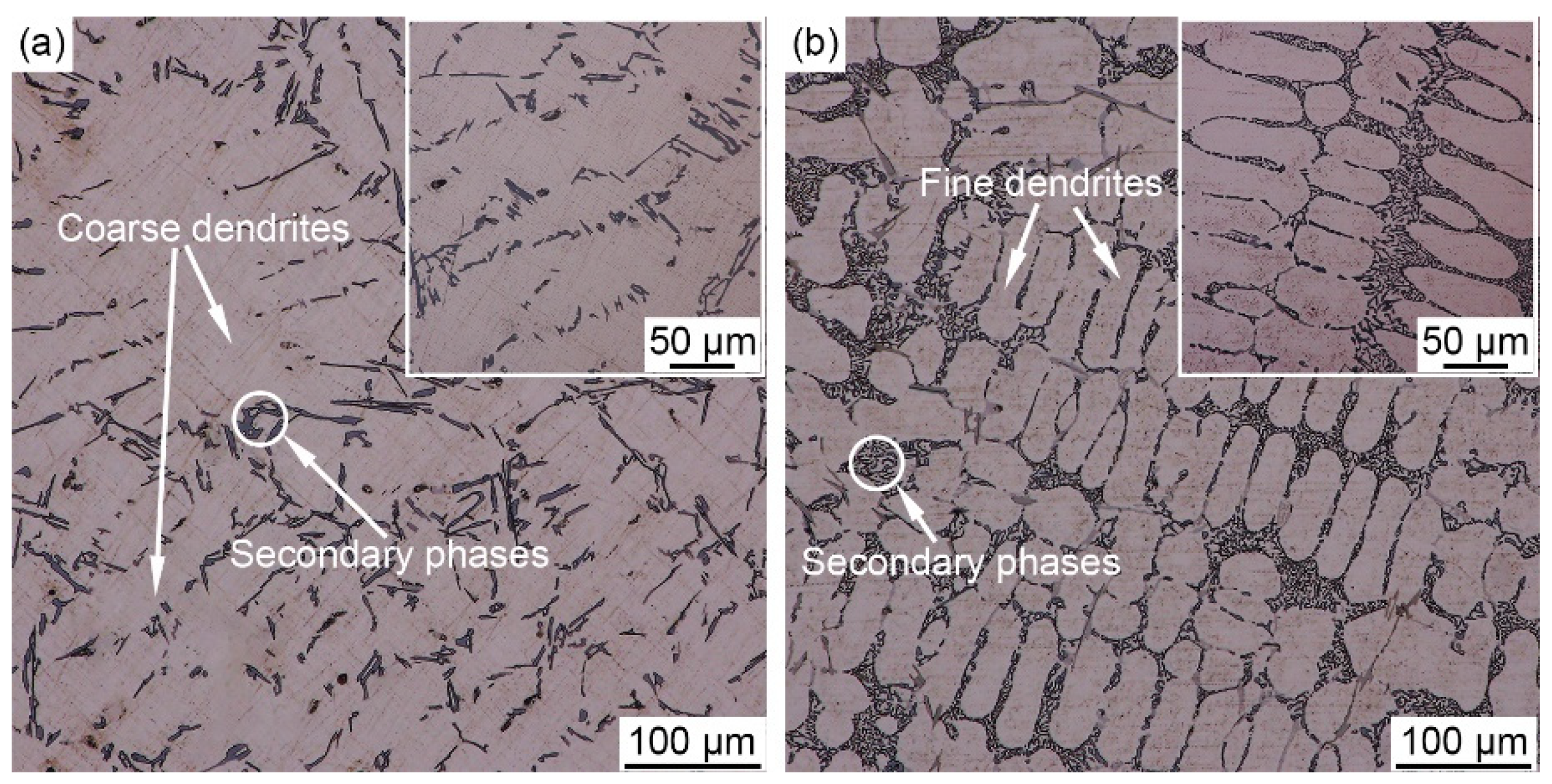
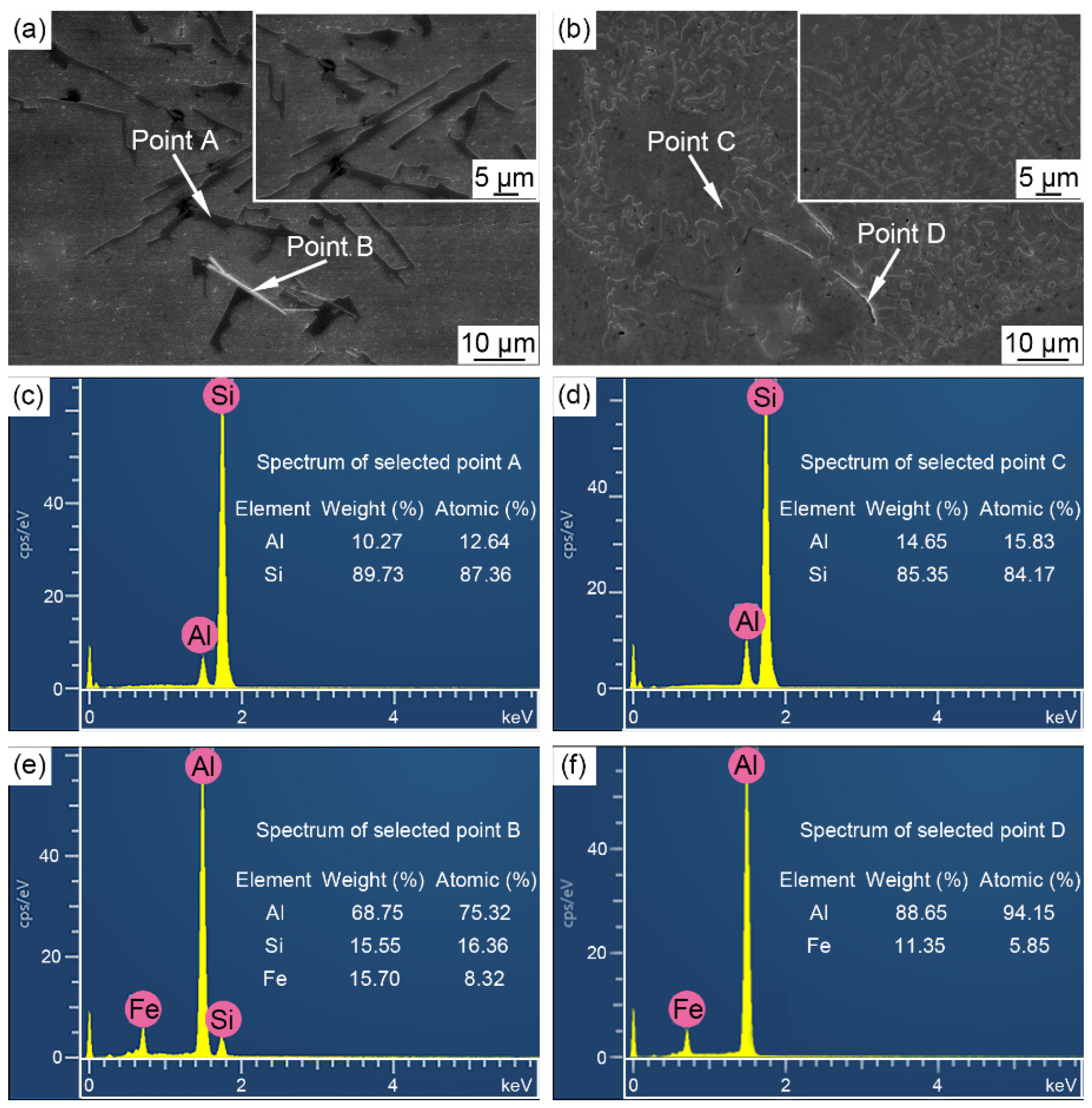
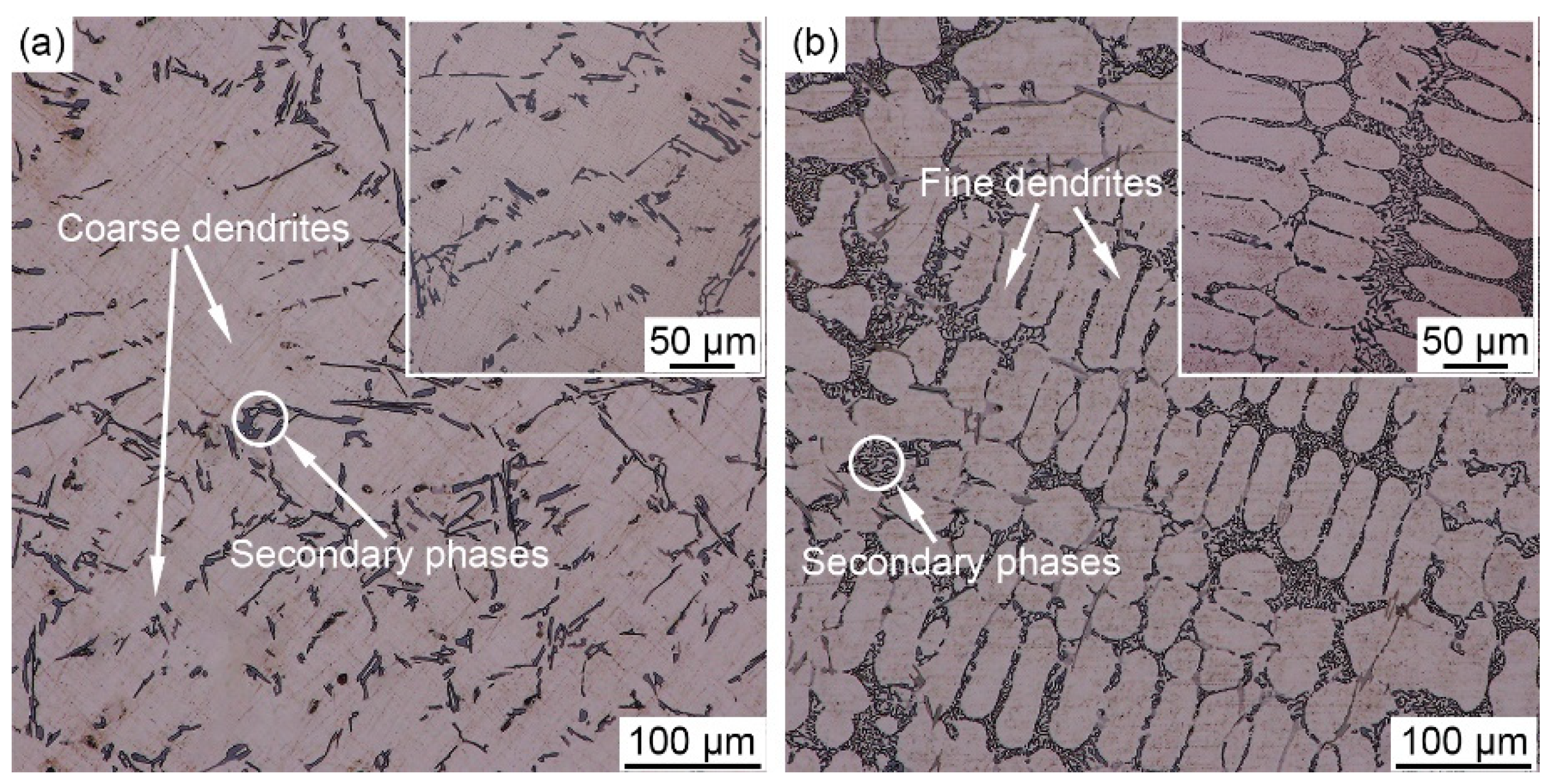
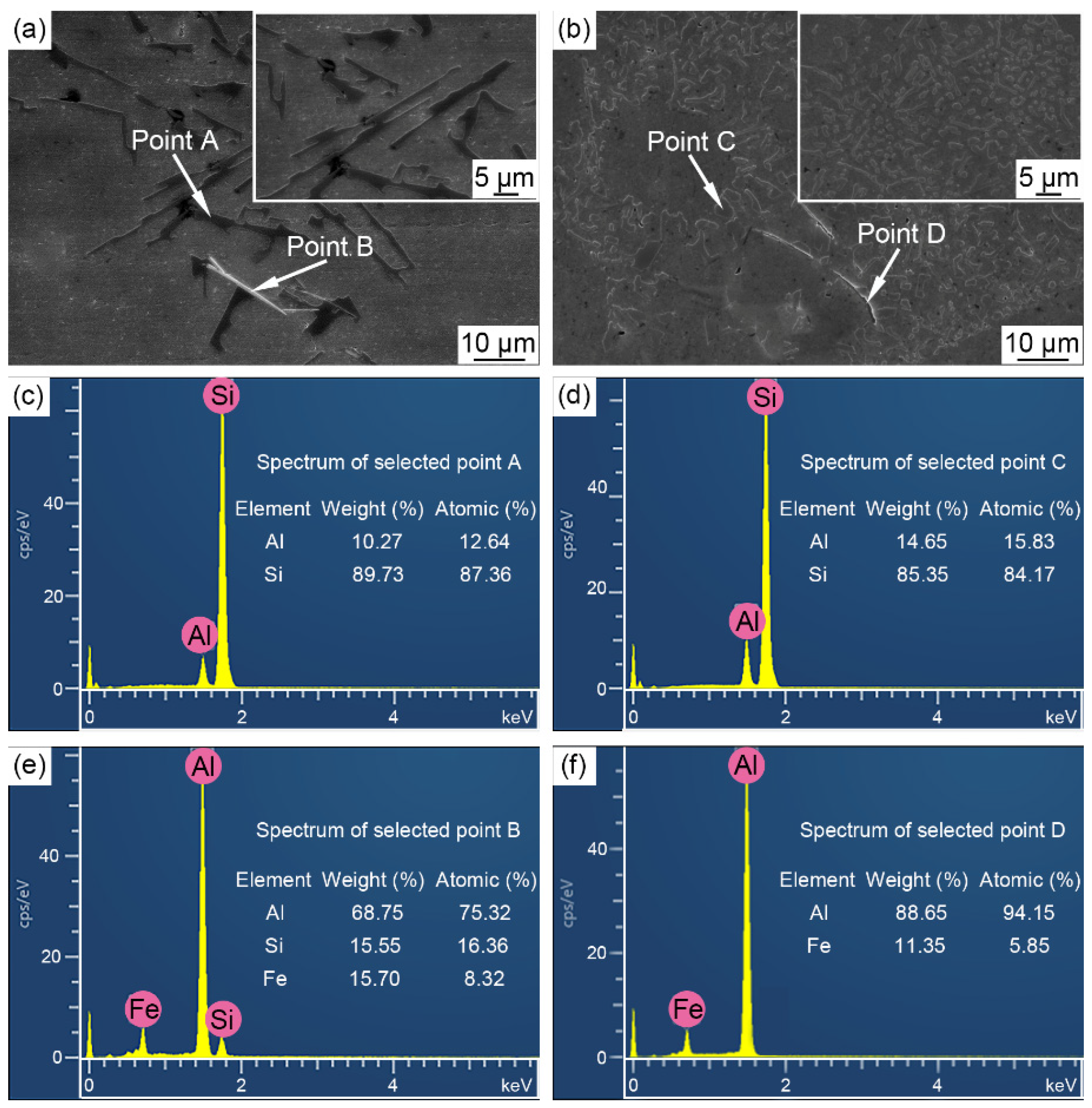
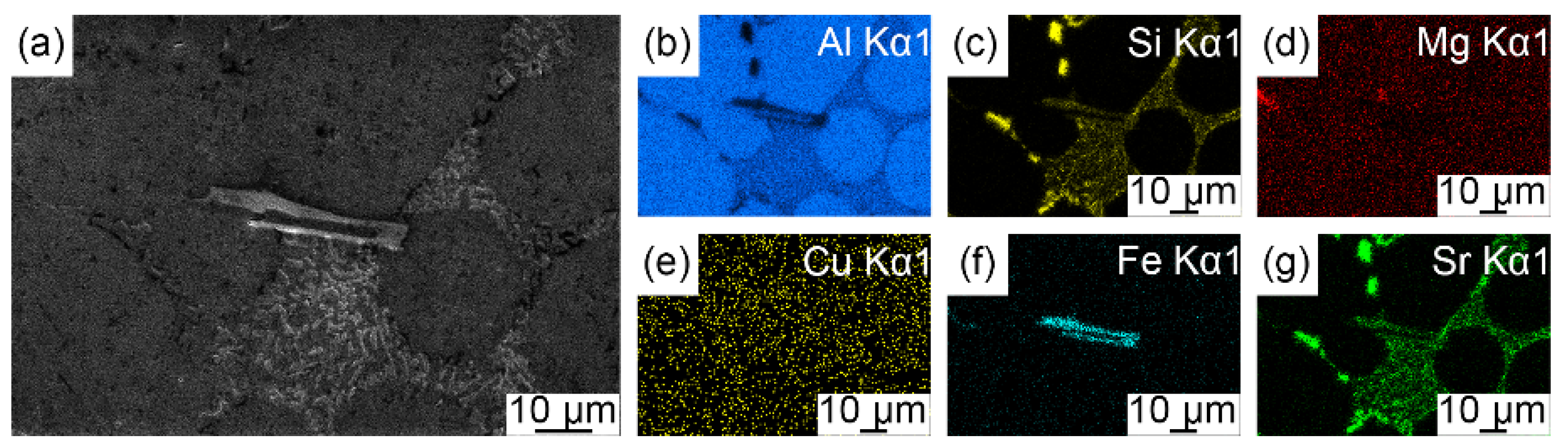
3.1. Microstructure
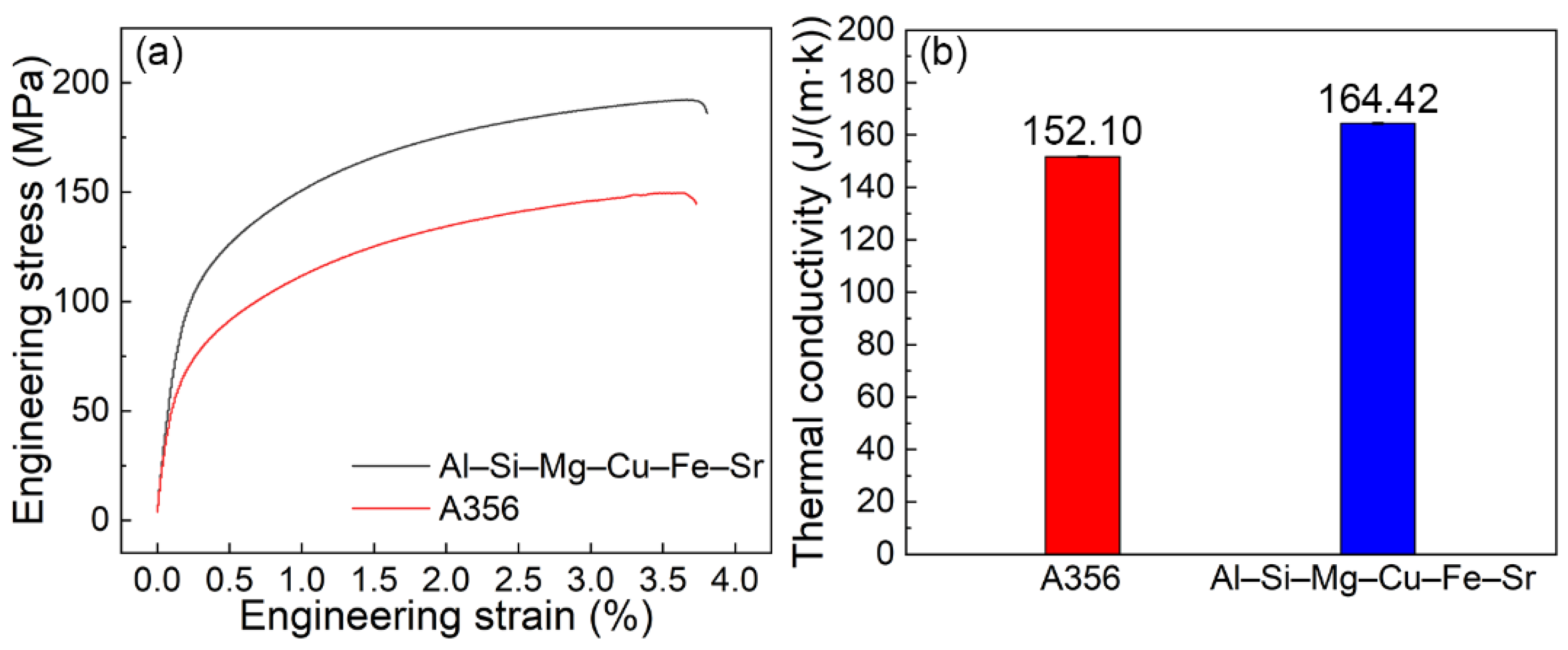
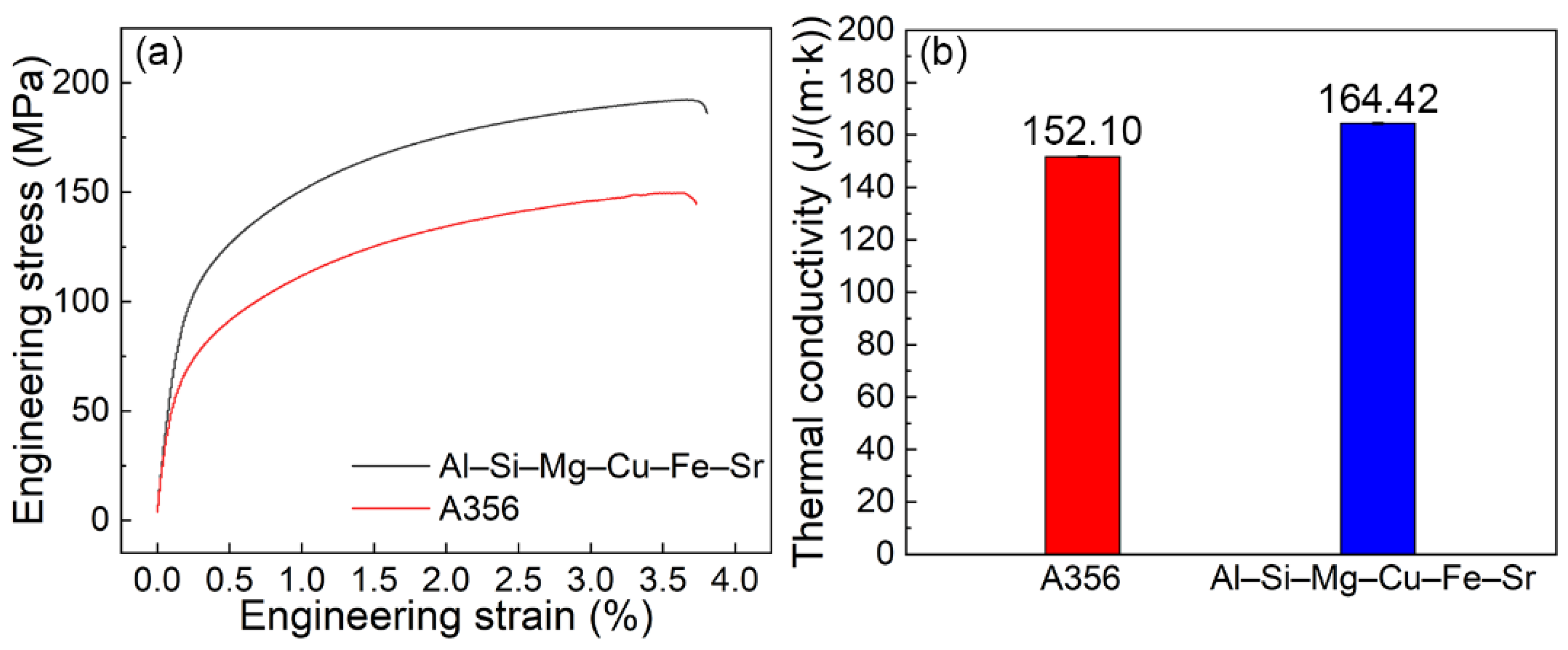
3.2. Mechanical Property and Thermal Conductivity
3.3. Microstructure Evolution in the Semi-Solid Al–Si–Mg–Cu–Fe–Sr Alloy
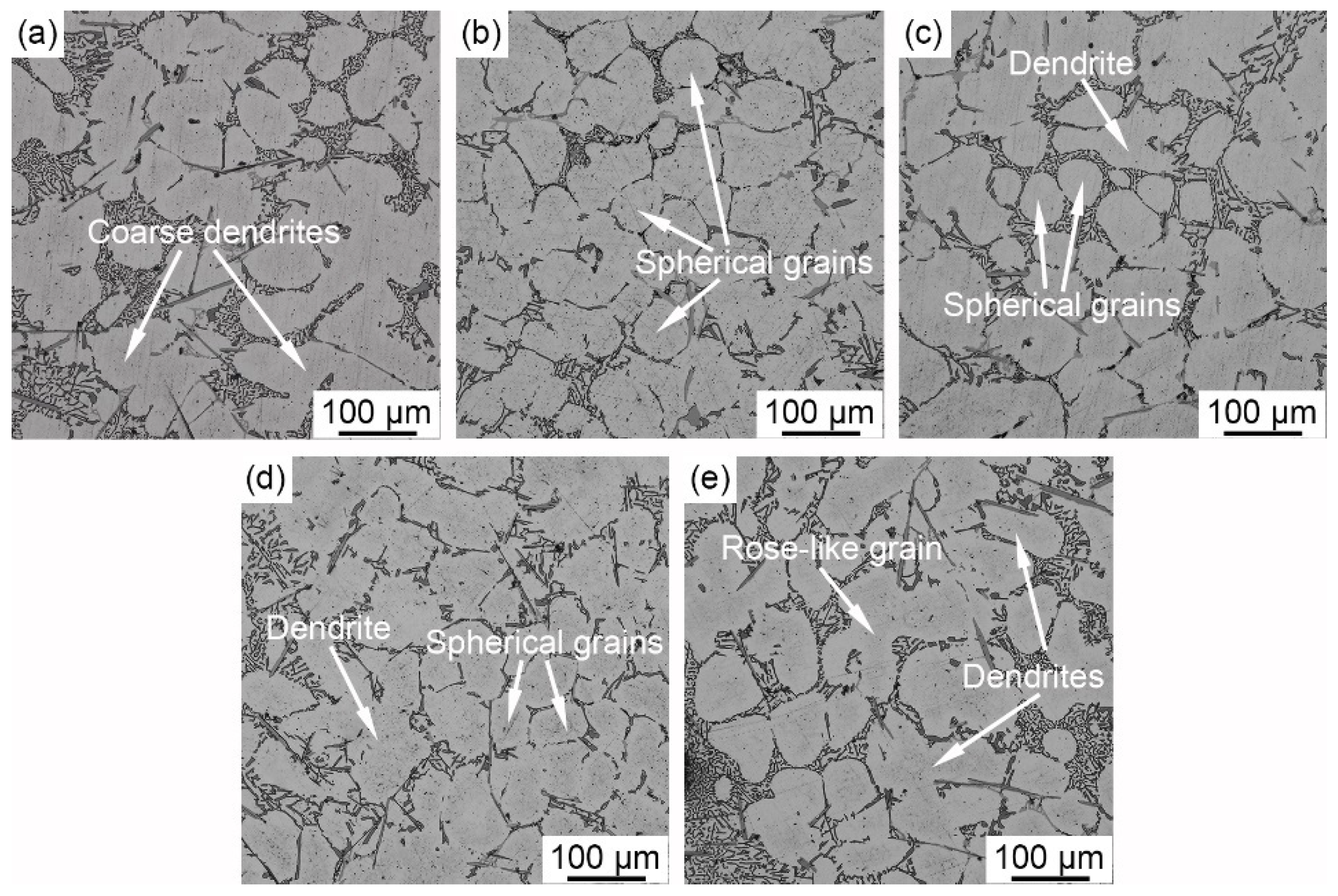
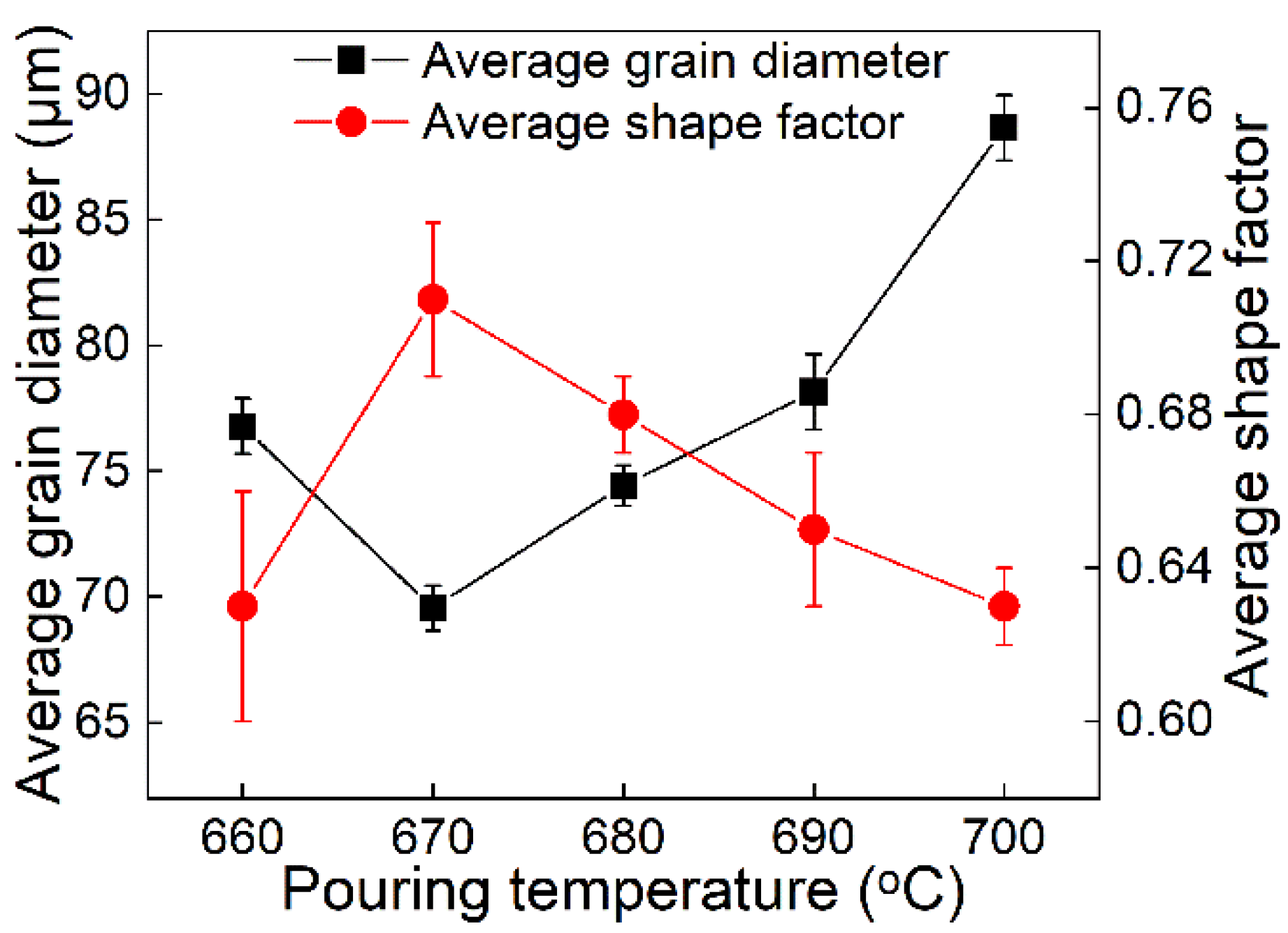
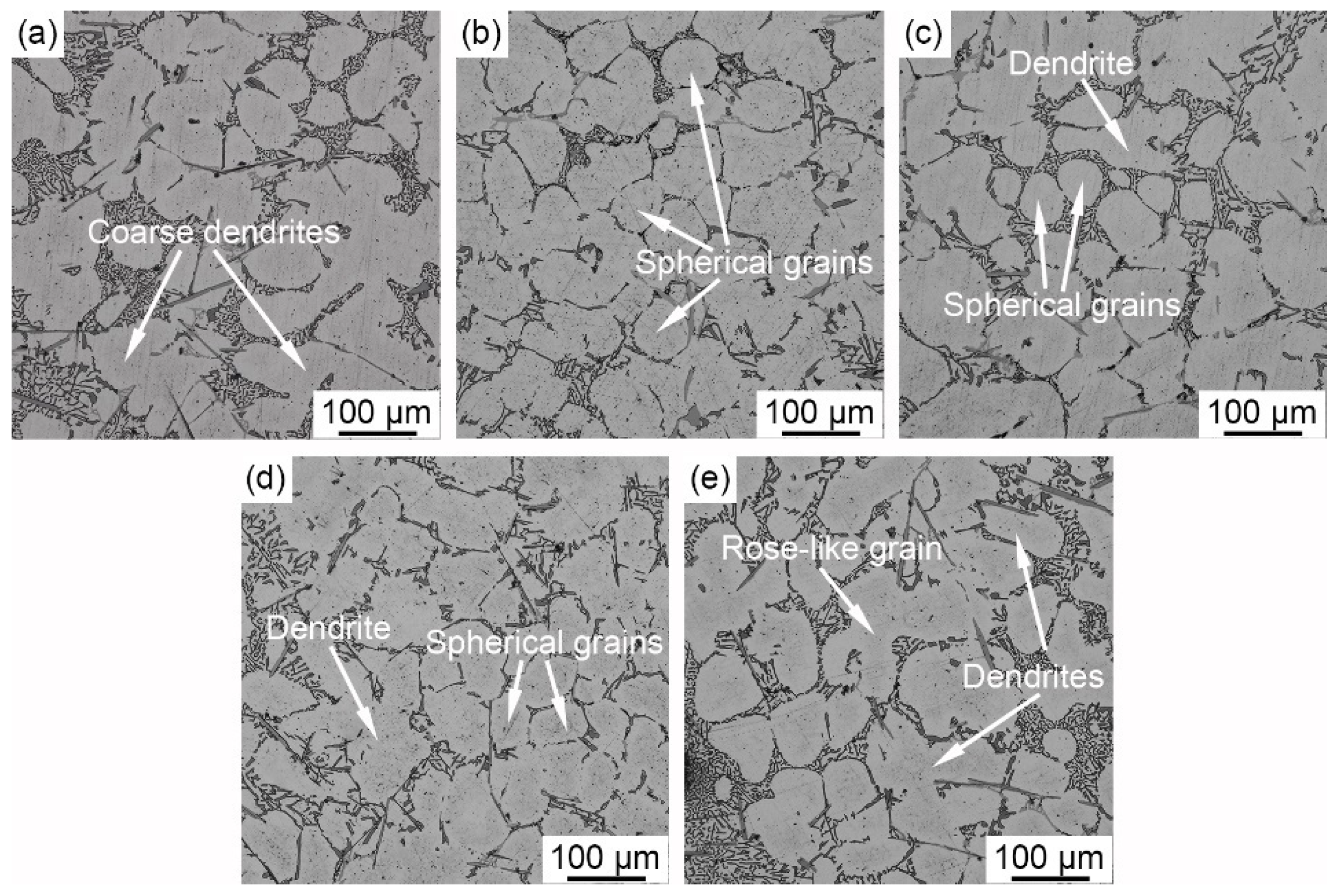
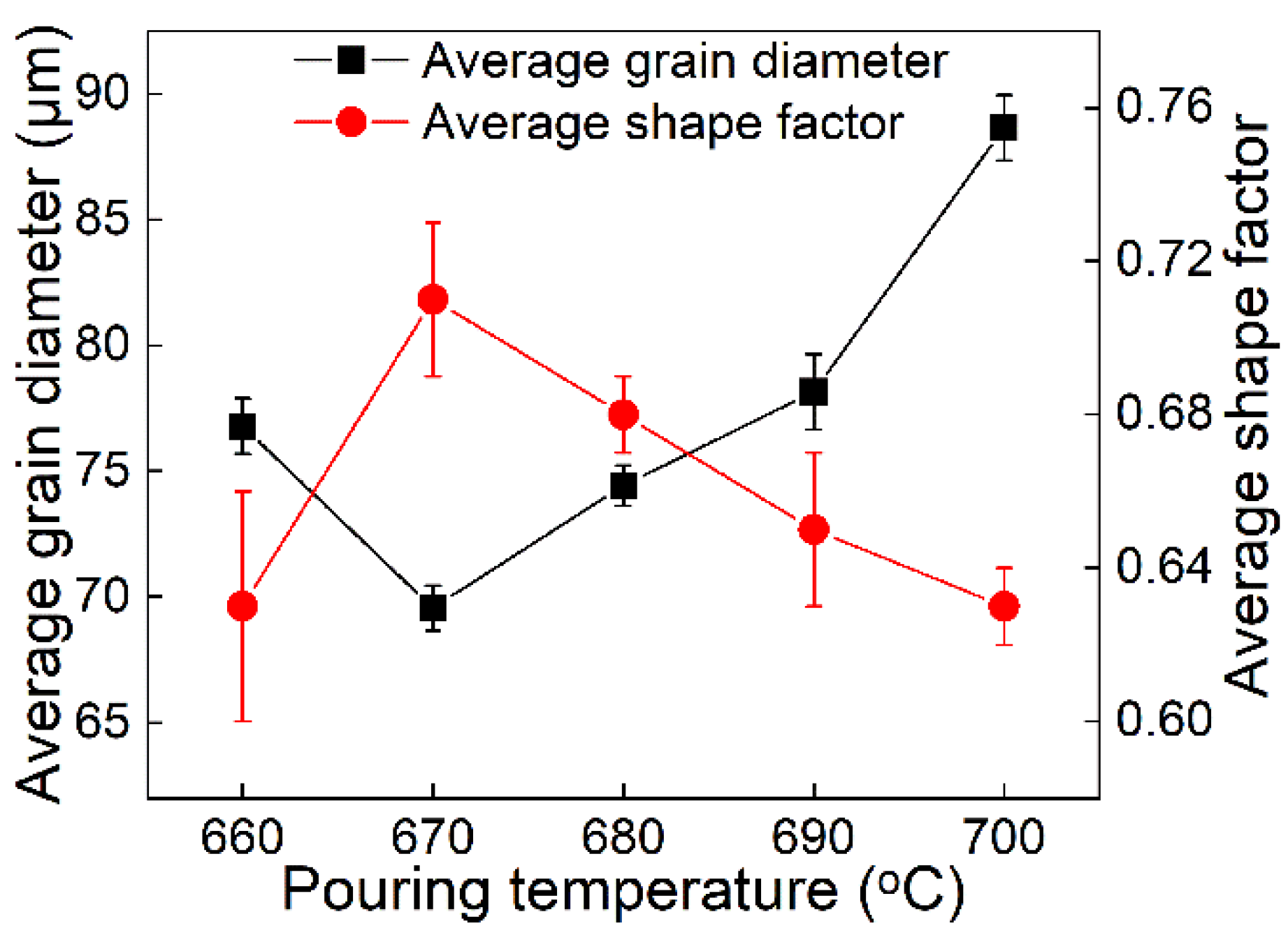
3.3.1. Effect of Pouring Temperature
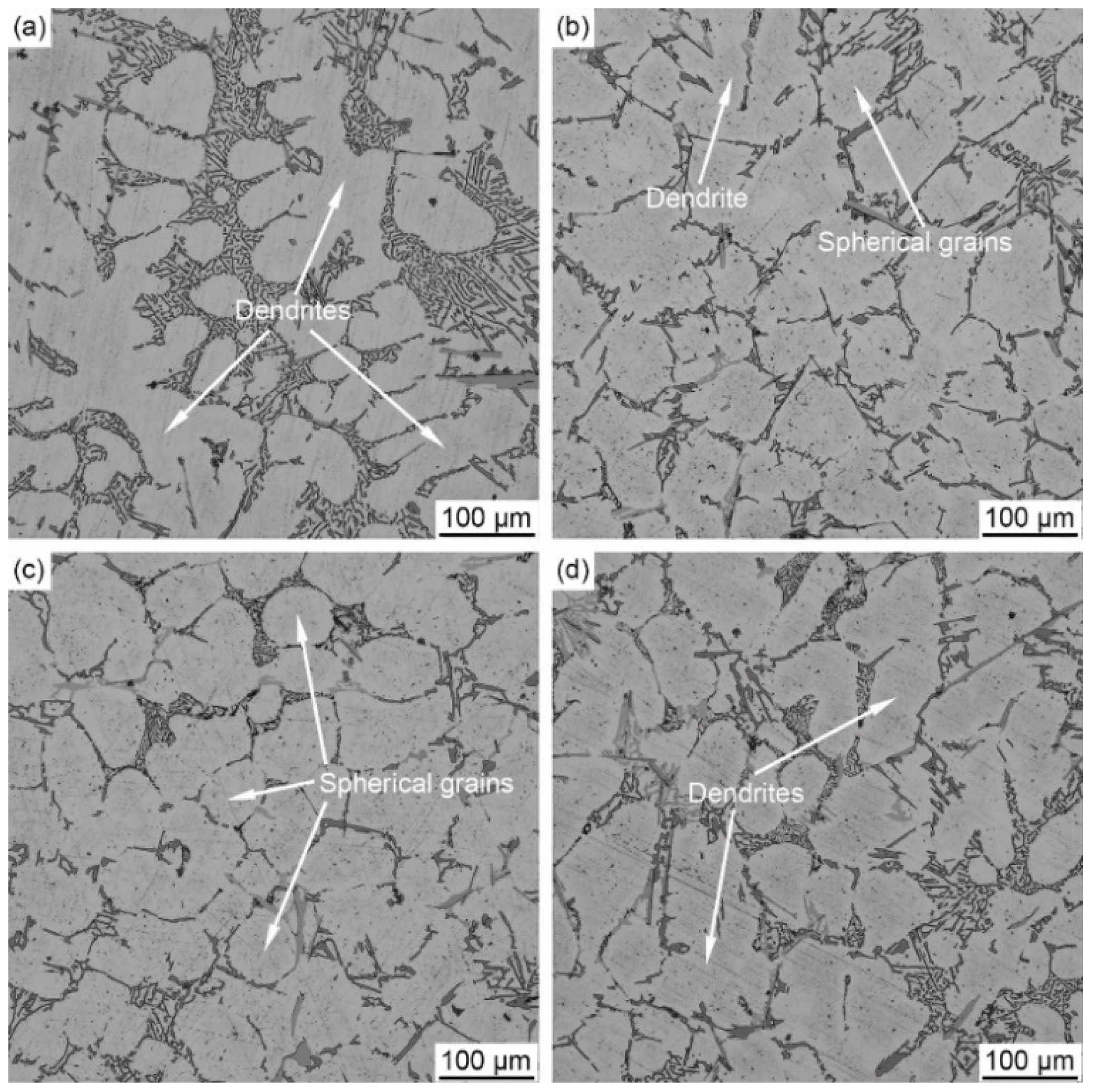
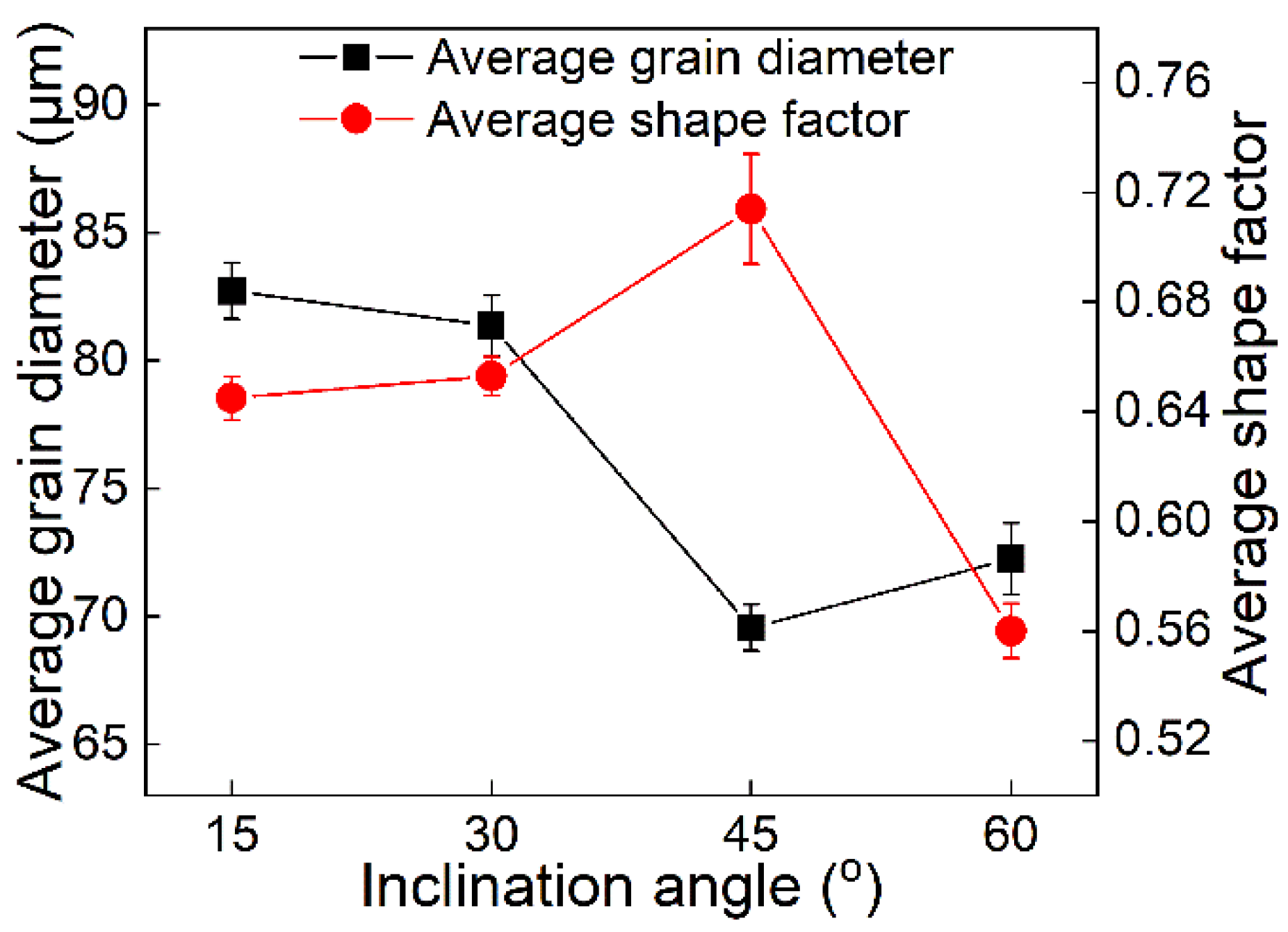
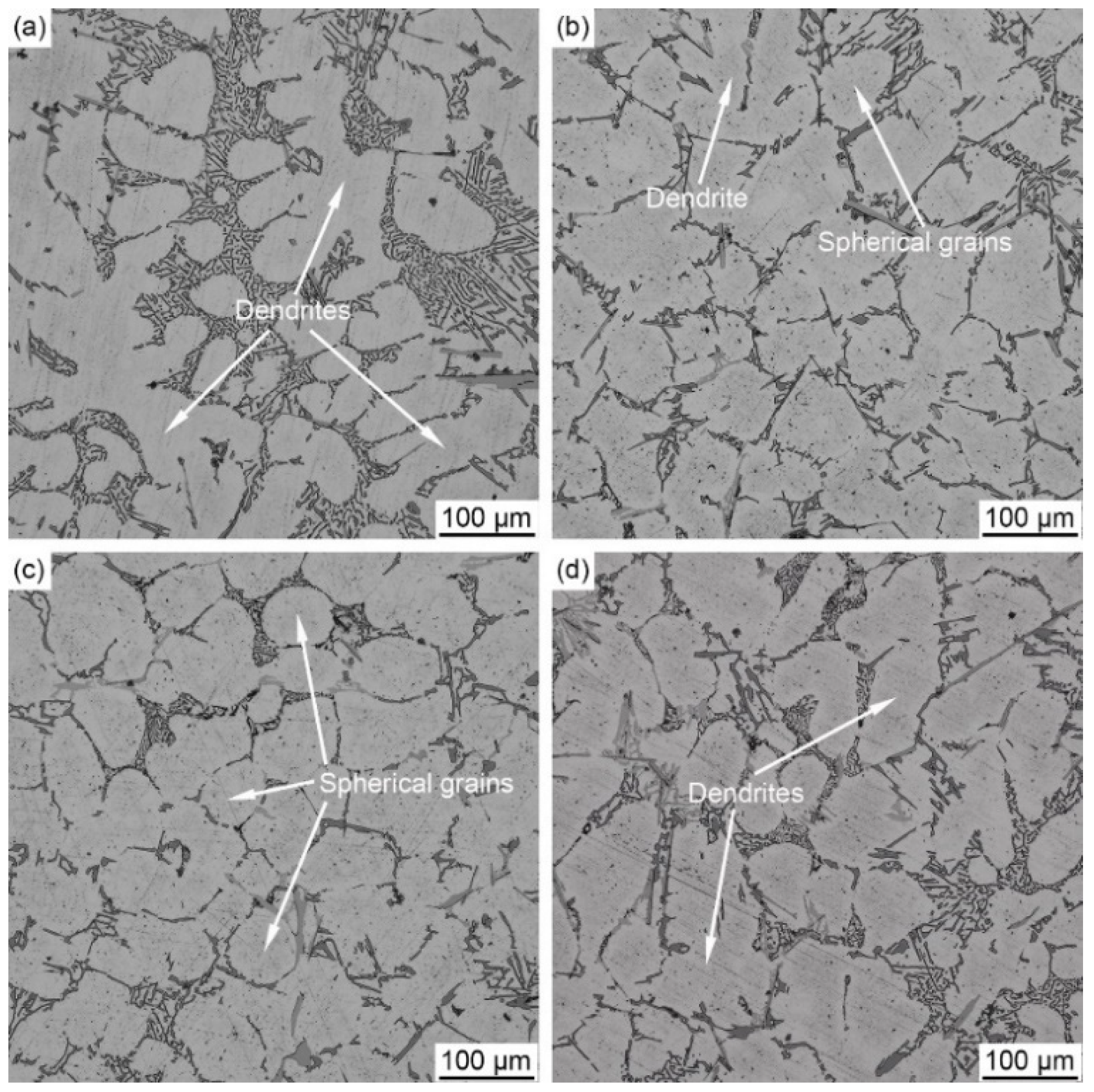
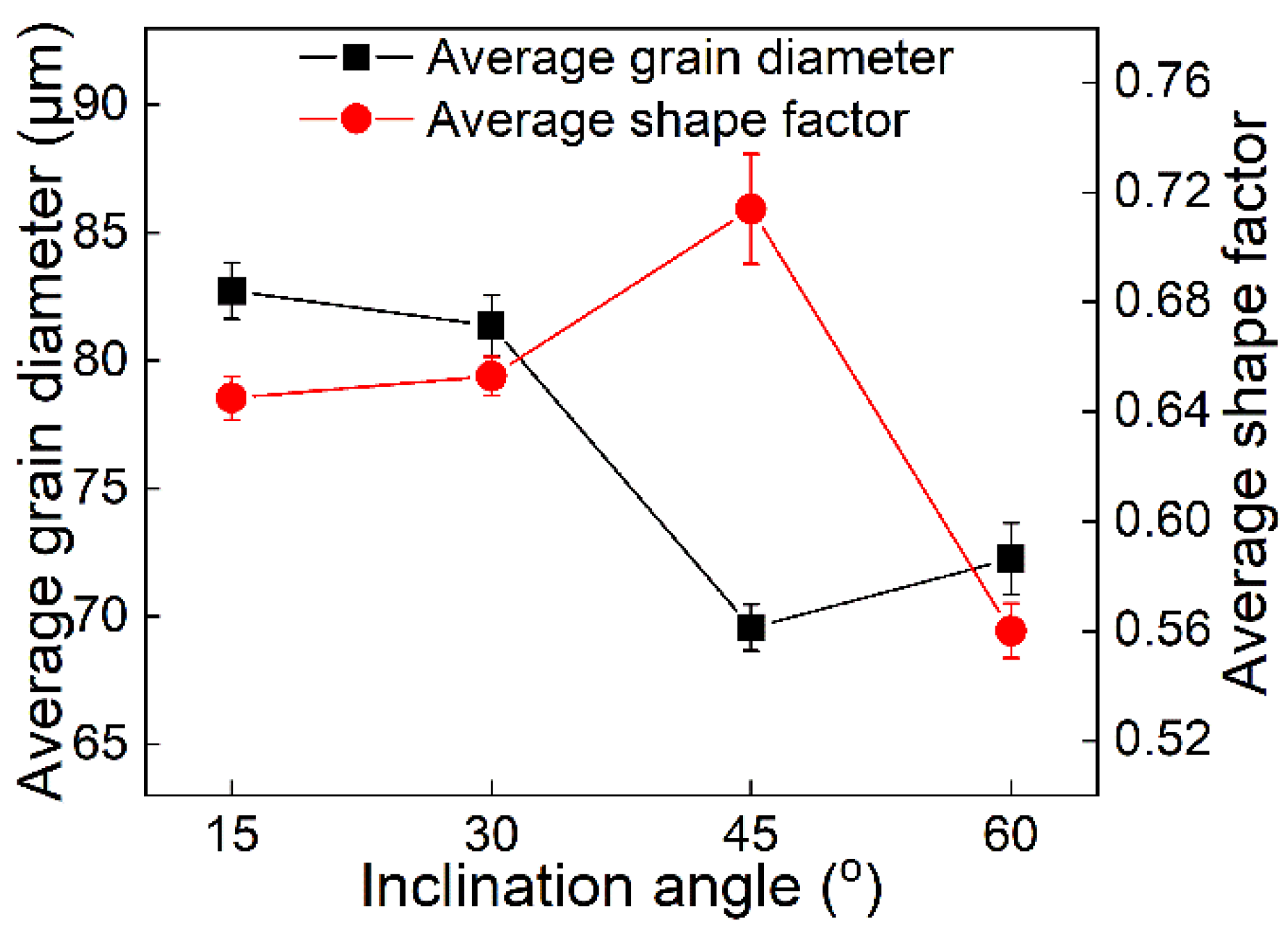
3.3.2. Effect of Inclination Angle
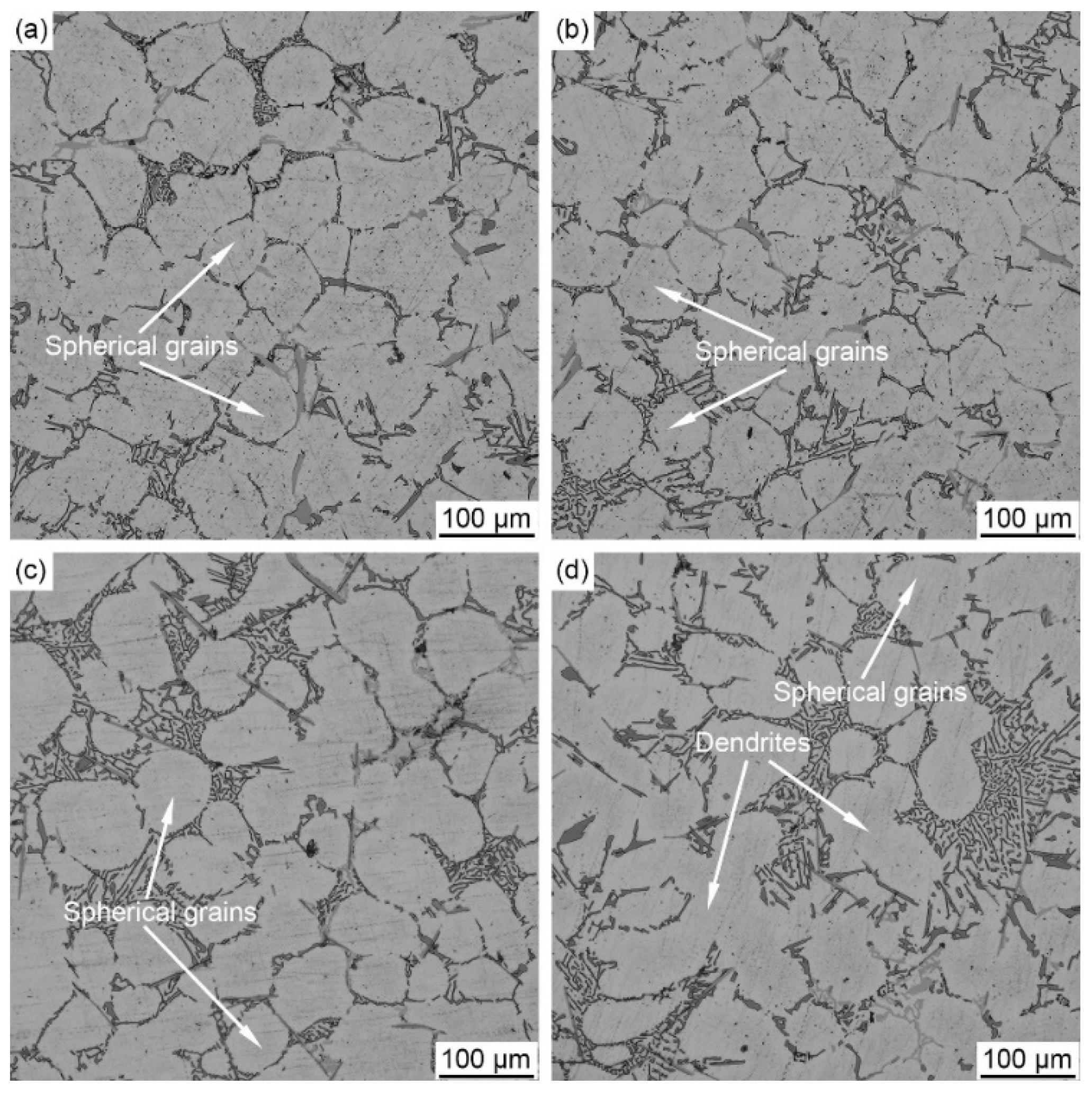
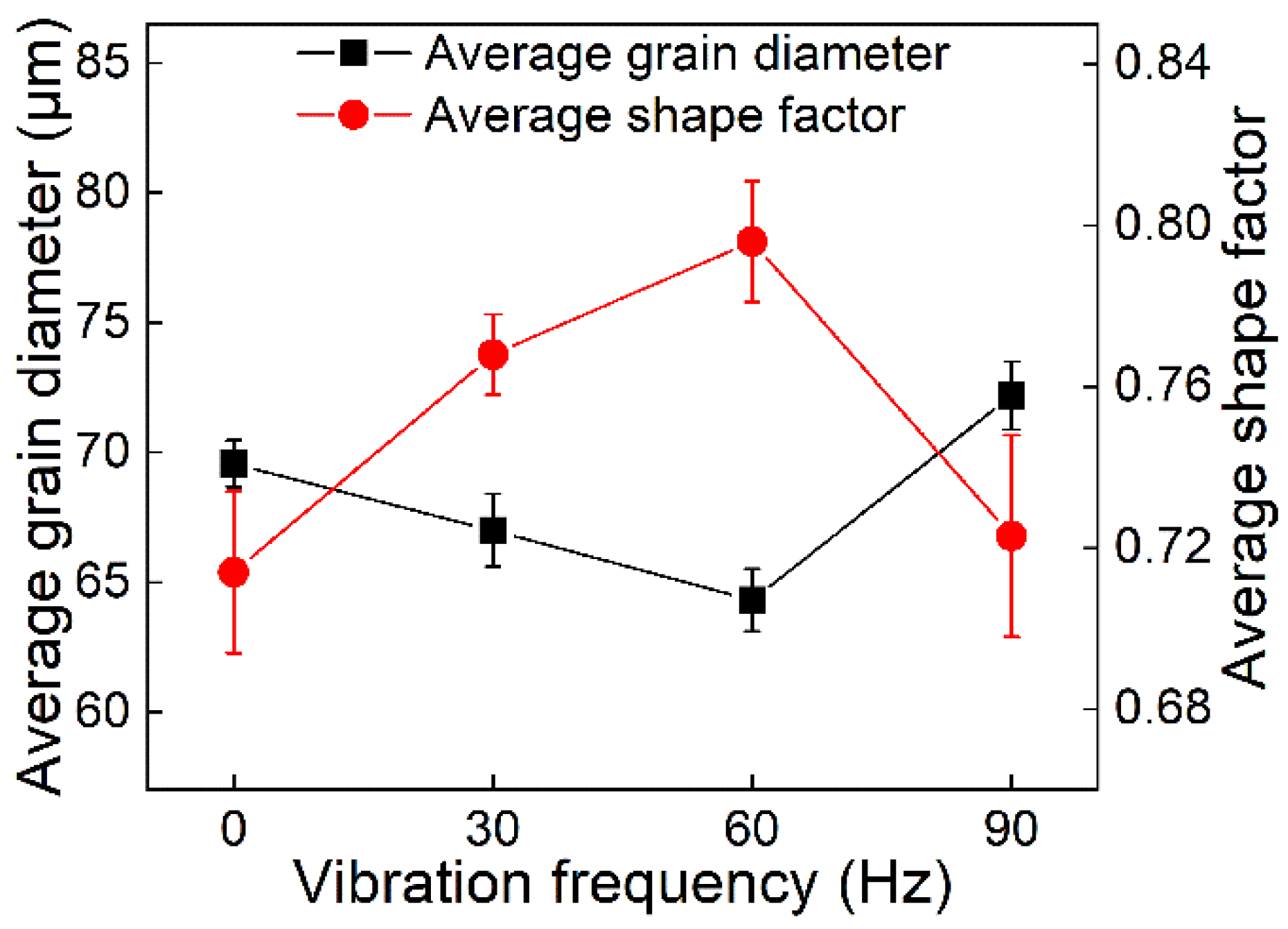
3.3.3. Effect of Vibration Frequency
4. Discussion
4.1. Microstructure Evolution and Improved Property
4.2. Solidification Behavior
4.2.1. Effect of Pouring Temperature on Primary α-Al Grains
4.2.2. Effect of Inclination Angle on Primary α-Al Grains
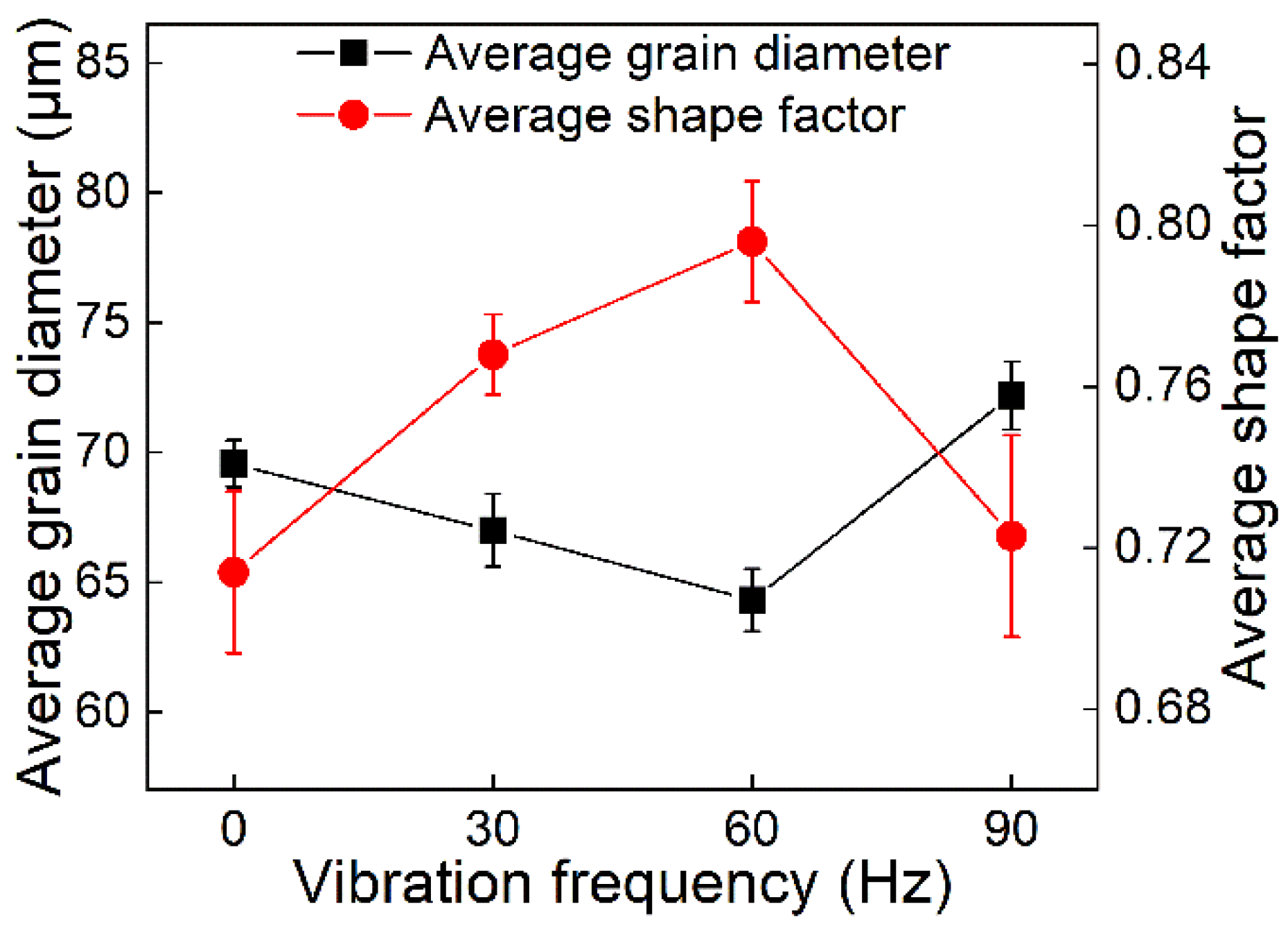
4.2.3. Effect of Vibration Frequency on Primary α-Al Grains
5. Conclusions
- (1)
- Compared with the A356 alloy, the Al–Si–Mg–Cu–Fe–Sr alloy had a better combination of mechanical property and thermal conductivity, which was related to the size of primary α-Al grains and morphology of eutectic Si phases.
- (2)
- The process parameters had an important effect on the solidification behavior of primary α-Al grains in the semi-solid Al–Si–Mg–Cu–Fe–Sr alloy prepared by the vibrating contraction inclined plate. Compared with the vibration frequency, the pouring temperature or inclination angle may be dominant during preparing the semisolid slurry.
- (3)
- When the pouring temperature, inclination angle, and vibration frequency are 670 °C, 45°, and 60 Hz, desirable primary α-Al grains with a grain diameter of 64.31 µm and a shape factor of 0.80 in the Al–Si–Mg–Cu–Fe–Sr alloy were obtained.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Taghavi, F.; Saghafian, H.; Kharrazi, Y.H.K. Study on the ability of mechanical vibration for the production of thixotropic microstructure in A356 aluminum alloy. Mater. Des. 2009, 30, 115–121. [Google Scholar] [CrossRef]
- Wallace, G.; Jackson, A.P.; Midson, S.P.; Zhu, Q. High-quality aluminum turbocharger impellers produced by thixocasting. Trans. Nonferrous Met. Soc. China 2010, 20, 1786–1791. [Google Scholar] [CrossRef]
- Guan, R.G.; Zhao, Z.Y.; Li, Y.D.; Chen, T.J.; Xu, S.X.; Qi, P.X. Microstructure and properties of squeeze cast A356 alloy processed with a vibrating slope. J. Mater. Process. Technol. 2016, 229, 514–519. [Google Scholar] [CrossRef]
- Liu, Z.; Mao, W.; Wang, W.; Zheng, Z. Preparation of semi-solid A380 aluminum alloy slurry by serpentine channel. Trans. Nonferrous Met. Soc. China 2015, 25, 1419–1426. [Google Scholar] [CrossRef]
- Alvani, S.M.J.; Aashuri, H.; Kokabi, A.; Beygi, R. Semisolid joining of aluminum A356 alloy by partial remelting and mechanical stirring. Trans. Nonferrous Met. Soc. China 2010, 20, 1792–1798. [Google Scholar] [CrossRef]
- Liu, Z.; Mao, W.; Liu, X. Characterization on morphology evolution of primary phase in semisolid A356 under slightly electromagnetic stirring. Trans. Nonferrous Met. Soc. China 2010, 20, s805–s810. [Google Scholar] [CrossRef]
- Wannasin, J.; Martinez, R.A.; Flemings, M.C. Grain refinement of an aluminum alloy by introducing gas bubbles during solidification. Scr. Mater. 2006, 55, 115–118. [Google Scholar] [CrossRef]
- Lü, S.; Wu, S.; Dai, W.; Lin, C.; An, P. The indirect ultrasonic vibration process for rheo-squeeze casting of A356 aluminum alloy. J. Mater. Process. Technol. 2012, 212, 1281–1287. [Google Scholar] [CrossRef]
- Hong, C.P.; Kim, J.M. Development of an advanced rheocasting process and its applications. Solid State Phenom. 2006, 116–117, 44–53. [Google Scholar] [CrossRef]
- Taghavi, F.; Ghassemi, A. Study on the effects of the length and angle of inclined plate on the thixotropic microstructure of A356 aluminum alloy. Mater. Des. 2009, 30, 1762–1767. [Google Scholar] [CrossRef]
- Kund, N.K. Influence of plate length and plate cooling rate on solidification and microstructure of A356 alloy produced by oblique plate. Trans. Nonferrous Met. Soc. China 2015, 25, 61–71. [Google Scholar] [CrossRef]
- Khosravi, H.; Eslami-Farsani, R.; Askari-Paykani, M. Modeling and optimization of cooling slope process parameters for semi-solid casting of A356 Al alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 961–968. [Google Scholar] [CrossRef]
- Jeong, C.Y. Effect of alloying elements on high temperature mechanical properties for piston alloy. Mater. Trans. 2012, 53, 234–239. [Google Scholar] [CrossRef] [Green Version]
- Qi, M.; Kang, Y.; Xu, Y.; Wulabieke, Z.; Li, J. A novel rheological high pressure die-casting process for preparing large thin-walled Al–Si–Fe–Mg–Sr alloy with high heat conductivity, high plasticity and medium strength. Mater. Sci. Eng. A 2020, 776, 139040. [Google Scholar] [CrossRef]
- Chen, Y.; Hu, Q.; Pan, S.; Zhang, H.; Liu, H.; Zhu, B.; Liu, X.; Liu, W. Influences of Cu content on the microstructure and strengthening mechanisms of Al–Mg–Si–xCu alloys. Metals 2019, 9, 524. [Google Scholar] [CrossRef] [Green Version]
- Gan, J.; Huang, Y.; Wen, C.; Du, J. Effect of Sr modification on microstructure and thermal conductivity of hypoeutectic Al–Si alloys. Trans. Nonferrous Met. Soc. China 2020, 30, 2879–2890. [Google Scholar] [CrossRef]
- Fracchia, E.; Gobber, F.S.; Rosso, M. Effect of alloying elements on the Sr modification of Al–Si cast alloys. Metals 2021, 11, 342. [Google Scholar] [CrossRef]
- Sweet, L.; Zhu, S.M.; Gao, S.X.; Taylor, J.A.; Easton, M.A. The effect of iron content on the iron-containing intermetallic phases in a cast 6060 aluminum alloy. Metall. Mater. Trans. A 2011, 42, 1737–1749. [Google Scholar] [CrossRef]
- Ye, H. An overview of the development of Al–Si-alloy based material for engine applications. J. Mater. Eng. Perform. 2003, 12, 288–297. [Google Scholar] [CrossRef]
- Zhang, F.; Zhang, C.; Liang, S.M.; Lv, D.C.; Chen, S.L.; Cao, W.S. Simulation of the composition and cooling rate effects on the solidification path of casting aluminum alloys. J. Phase Equilib. Diffus. 2020, 41, 793–803. [Google Scholar] [CrossRef]
- Ravi, M.; Pillai, U.T.S.; Pai, B.C.; Damodaran, A.D.; Dwarakadasa, E.S. A study of the influence of mischmetal additions to Al–7Si–0.3Mg (LM 25/356) alloy. Metall. Mater. Trans. A 1996, 27, 1283–1292. [Google Scholar] [CrossRef]
- Lu, S.Z.; Hellawell, A. Modification of Al–Si alloys: Microstructure, thermal analysis, and mechanisms. JOM 1995, 47, 38–40. [Google Scholar] [CrossRef]
- Li, J.H.; Albu, M.; Hofer, F.; Schumacher, P. Solute adsorption and entrapment during eutectic Si growth in Al–Si-based alloys. Acta Mater. 2015, 83, 187–202. [Google Scholar] [CrossRef]
- Mazahery, A.; Shabani, M.O. Modification mechanism and microstructural characteristics of eutectic Si in casting Al–Si alloys: A review on experimental and numerical studies. JOM 2014, 66, 726–738. [Google Scholar] [CrossRef]
- Žbontar, M.; Petrič, M.; Mrvar, P. The influence of cooling rate on microstructure and mechanical properties of AlSi9Cu3. Metals 2021, 11, 186. [Google Scholar] [CrossRef]
- Wisutmethangoon, S.; Thongjan, S.; Mahathaninwong, N.; Plookphol, T.; Wannasin, J. Precipitation hardening of A356 Al alloy produced by gas induced semi-solid process. Mater. Sci. Eng. A 2012, 532, 610–615. [Google Scholar] [CrossRef]
- Elahi, M.A.; Shabestari, S.G. Effect of various melt and heat treatment conditions on impact toughness of A356 aluminum alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 956–965. [Google Scholar] [CrossRef]
- Wang, Q.G. Microstructural effects on the tensile and fracture behavior of aluminum casting alloys A356/357. Metall. Mater. Trans. A 2003, 34, 2887–2899. [Google Scholar] [CrossRef]
- Riestra, M.; Ghassemali, E.; Bogdanoff, T.; Seifeddine, S. Interactive effects of grain refinement, eutectic modification and solidification rate on tensile properties of Al–10Si alloy. Mater. Sci. Eng. A 2017, 703, 270–279. [Google Scholar] [CrossRef]
- Guo, J.; Guan, Z.P.; Yan, R.F.; Ma, P.K.; Wang, M.H.; Zhao, P.; Wang, J.G. Effect of modification with different contents of Sb and Sr on the thermal conductivity of hypoeutectic Al–Si alloy. Metals 2020, 10, 1637. [Google Scholar] [CrossRef]
- Liu, Z.; Mao, W.; Wan, T.; Cui, G.; Wang, W. Study on semi-solid A380 aluminum alloy slurry prepared by water-cooling serpentine channel and its rheo-diecasting. Met. Mater. Int. 2020, 2, 672–683. [Google Scholar] [CrossRef]
- El-Mahallawi, I.S.E.; Mahmoud, T.S.; Gaafer, A.M.; Mahmoud, F.H. Effect of pouring temperature and water cooling on the thixotropic semi-solid microstructure of A319 aluminium cast alloy. Mater. Res. 2015, 18, 170–176. [Google Scholar] [CrossRef] [Green Version]
- Zhu, W.; Mao, W.; Tu, Q. Preparation of semi-solid 7075 aluminum alloy slurry by serpentine pouring channel. Trans. Nonferrous Met. Soc. China 2014, 24, 954–960. [Google Scholar] [CrossRef]
- Guan, R.G.; Cao, F.R.; Chen, L.Q.; Li, J.P.; Wang, C. Dynamical solidification behaviors and microstructural evolution during vibrating wavelike sloping plate process. J. Mater. Process. Technol. 2009, 209, 2592–2601. [Google Scholar] [CrossRef]
- Liu, W.; Tan, J.; Li, J.; Ding, X. Influence of process parameters by vibrational cooling-shearing slope on microstructures of semi-solid ZAlSi9Mg alloy. Adv. Mater. Res. 2011, 211, 142–146. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pouring Temperature (°C) | Inclination Angle (°) | Vibration Frequency (Hz) |
|---|---|---|
| 660 | 45 | 0 |
| 670 | 45 | 0 |
| 680 | 45 | 0 |
| 690 | 45 | 0 |
| 700 | 45 | 0 |
| 670 | 15 | 0 |
| 670 | 30 | 0 |
| 670 | 60 | 0 |
| 670 | 45 | 30 |
| 670 | 45 | 60 |
| 670 | 45 | 90 |
| Alloy | Mechanical Property | ||
|---|---|---|---|
| UTS (MPa) | YS (MPa) | EL (%) | |
| A356 | 150.1 ± 0.5 | 79.3 ± 0.9 | 3.7 ± 0.3 |
| Al–Si–Mg–Cu–Fe–Sr | 192.2 ± 3.2 | 117.3 ± 1.4 | 3.8 ± 0.2 |
| Alloy | Thermal Diffusivity, α (mm2/s) | Density, ρ (g/cm3) | Specific Heat, cp (W/(g·K)) | Thermal Diffusivity, λ (W/(m·K)) |
|---|---|---|---|---|
| A356 | 58.60 ± 0.12 | 2.52 ± 0.03 | 1.03 ± 0.02 | 152.10 ± 0.26 |
| Al–Si–Mg–Cu–Fe–Sr | 59.66 ± 0.13 | 2.65 ± 0.02 | 1.04 ± 0.01 | 164.42 ± 0.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Gao, M.; Fu, Y.; Li, W.; Yang, P.; Guan, R. Microstructure Evolution and Solidification Behavior of a Novel Semi-Solid Alloy Slurry Prepared by Vibrating Contraction Inclined Plate. Metals 2021, 11, 1810. https://doi.org/10.3390/met11111810
Liu Y, Gao M, Fu Y, Li W, Yang P, Guan R. Microstructure Evolution and Solidification Behavior of a Novel Semi-Solid Alloy Slurry Prepared by Vibrating Contraction Inclined Plate. Metals. 2021; 11(11):1810. https://doi.org/10.3390/met11111810
Chicago/Turabian StyleLiu, Yan, Minqiang Gao, Ying Fu, Weirong Li, Pan Yang, and Renguo Guan. 2021. "Microstructure Evolution and Solidification Behavior of a Novel Semi-Solid Alloy Slurry Prepared by Vibrating Contraction Inclined Plate" Metals 11, no. 11: 1810. https://doi.org/10.3390/met11111810