
Mechanism of Friction and Wear in MoS2 and ZDDP/F-PTFE Greases under Spectrum Loading Conditions


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Additive Chemistries and Formulation of Greases
- The first grease blend was prepared using Techfine MoS2 that was supplied by Climax Molybdenum (Phoenix, AZ). A total of 3 wt.% was used in the base grease. The average particle size of MoS2 was in a range of 5–20 µm. The mixture was blended using a kitchen aid mixer for 2 h at a speed setting of 2 on a 10-point scale. After an interval of 15 to 20 min, the blender was stopped and a spatula was used to manually mix the content in the steel bowl of the blender that ensured homogeneity and adequate blending of the grease.
- The second grease blend was prepared using a mixture of functionalized PTFE-MP1150 (Poly tetrafluorethylene) supplied by Dupont and a secondary ZDDP (Zinc dialkyl dithiophosphate). PTFE is a well-known anti-friction additive and ZDDP has been used extensively as an anti-wear additive for engine oils and other lubricants. It was particularly interesting to formulate grease with these additives as they are known to be synergistic [17,18] and to evaluate their performance under spectrum loading conditions. About 3 wt.% of ZDDP in oil (68 wt.% ZDDP and 32 wt.% mineral base oil) and 2 wt.% of F-PTFE was used in lithium base grease and the mixture was blended in a kitchen aid mixer for 2 h at a speed setting of 2 on a 10-point scale. This particular combination of chemistries was chosen as it was shown to have a good balance of wear protection and extreme pressure properties at this treat rate [17,18]. In addition, the cost of the additive package with 3 wt. % ZDDP and 2 wt.% PTFE is less than that of 3 wt.% MoS2 at current market prices.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sl. No | Base Grease | Additive | Weight % of Additive |
|---|---|---|---|
| Blend 1 | Lithium 12 hydroxystearate (NLGI grade 2) | MoS2 | 3 wt.% |
| Blend 2 | Lithium 12 hydroxystearate (NLGI grade 2) | ZDDP + F-PTFE | ZDDP: 3 wt.%; F-PTFE: 2 wt.% |
2.2. Four-Ball Tribometer Tests
| Test No. | Test Conditions | Type of Test | Constant Values | Graphical Representation |
|---|---|---|---|---|
| Test 1 | 80-40-80-40 (Kg)-15 min step | Ramp-down | 1200 RPM, 75 °C, 72,000 cycles |  |
| Test 2 | 80-40-80-40 (Kg)-7.5 min step | Ramp-down | 1200 RPM, 75 °C, 72,000 cycles |  |
| Test 3 | 40-80-40-80 (Kg)-15 min step | Ramp-up | 1200 RPM, 75 °C, 72,000 cycles |  |
| Test 4 | 40-80-40-80 (Kg)-7.5 min step | Ramp-up | 1200 RPM, 75 °C, 72,000 cycles |  |
| Test 5 | 1800-1200-600 (RPM), (13.3-20-40 (min)) | Ramp-down | 40 kg, 75 °C, 72,000 cycles |  |
| Test 6 | 600-1200-1800 (RPM), (40-20-13.3 (min)) | Ramp-up | 40 kg, 75 °C, 72,000 cycles |  |
2.3. Scanning Electron Microscopy (SEM) and Stereo-Optical Microscopy Studies
3. Results
3.1. Scanning Electron Microscopy of F-PTFE and MoS2 Particles

3.2. ASTM D2266 Standard
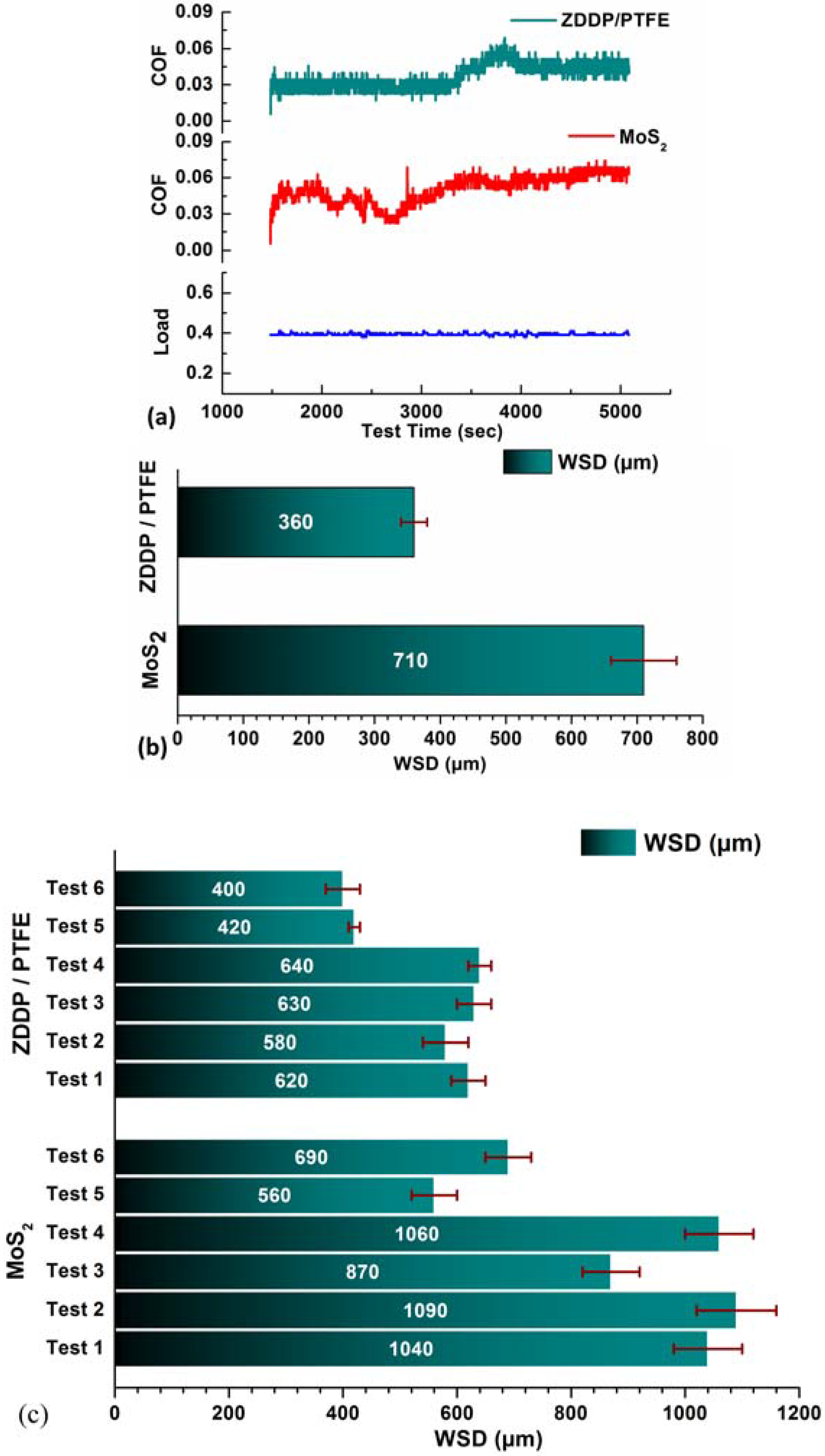
3.3. Analysis of Wear Scar Diameter (WSD) for Spectrum Loading Tests
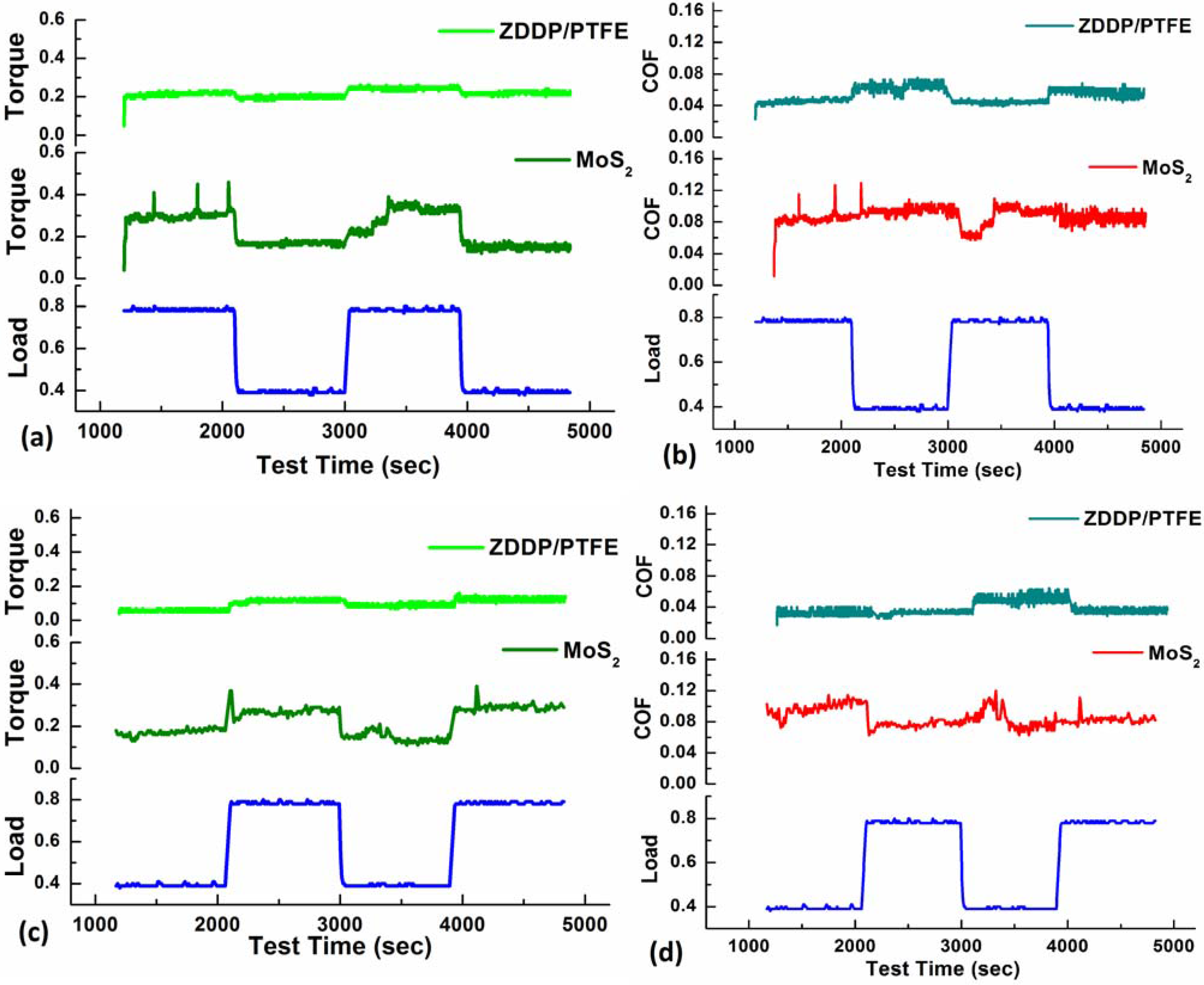
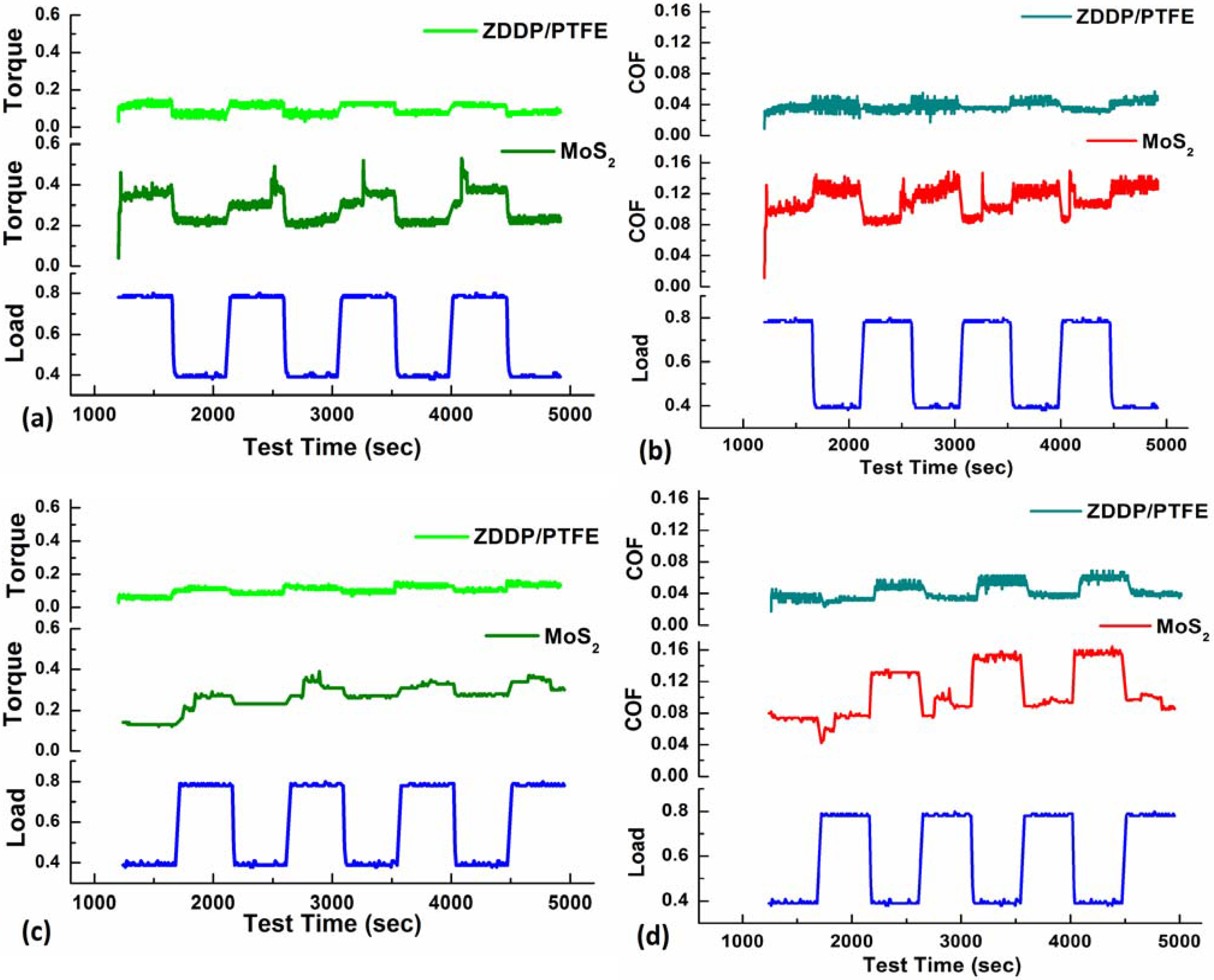
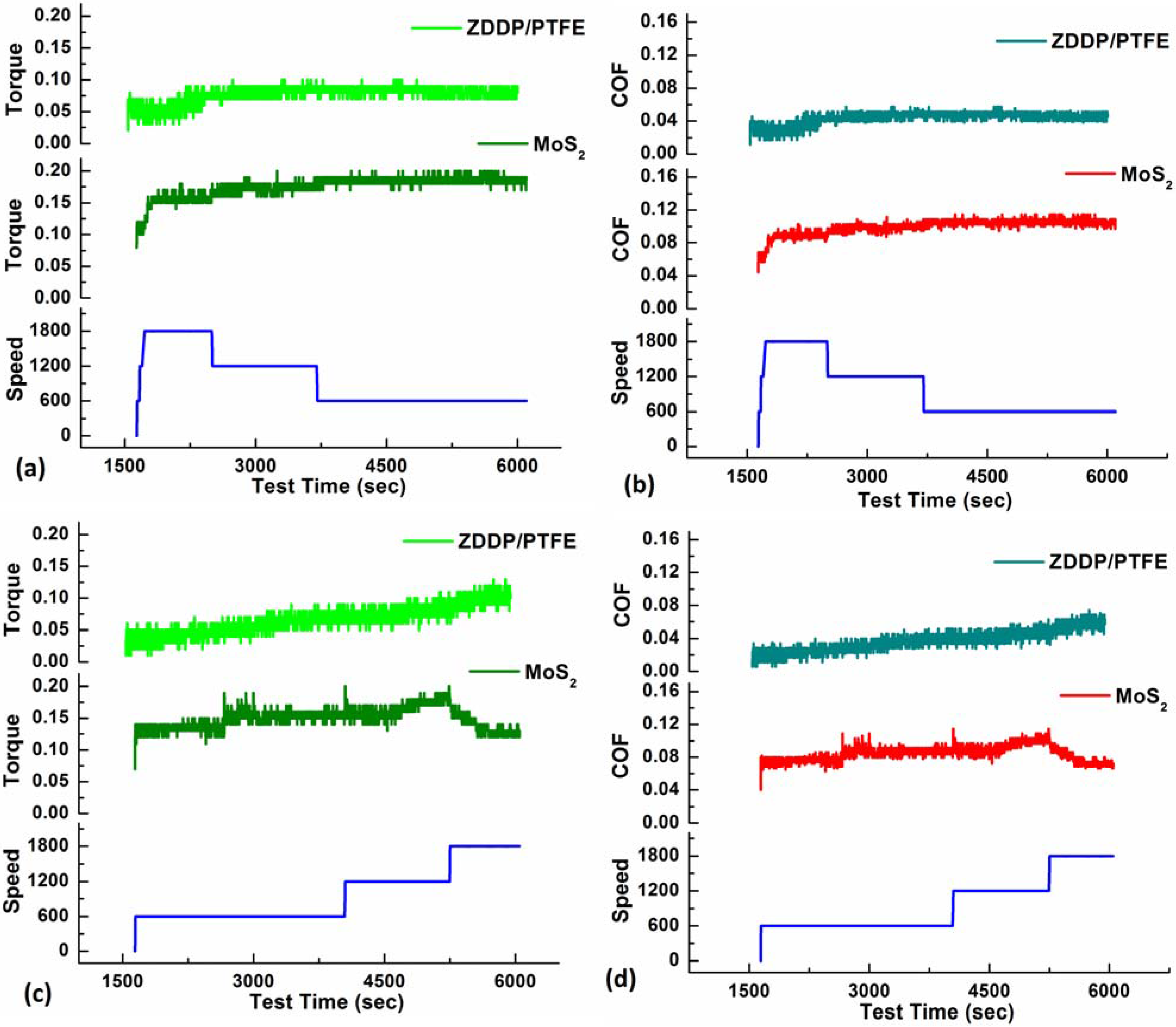
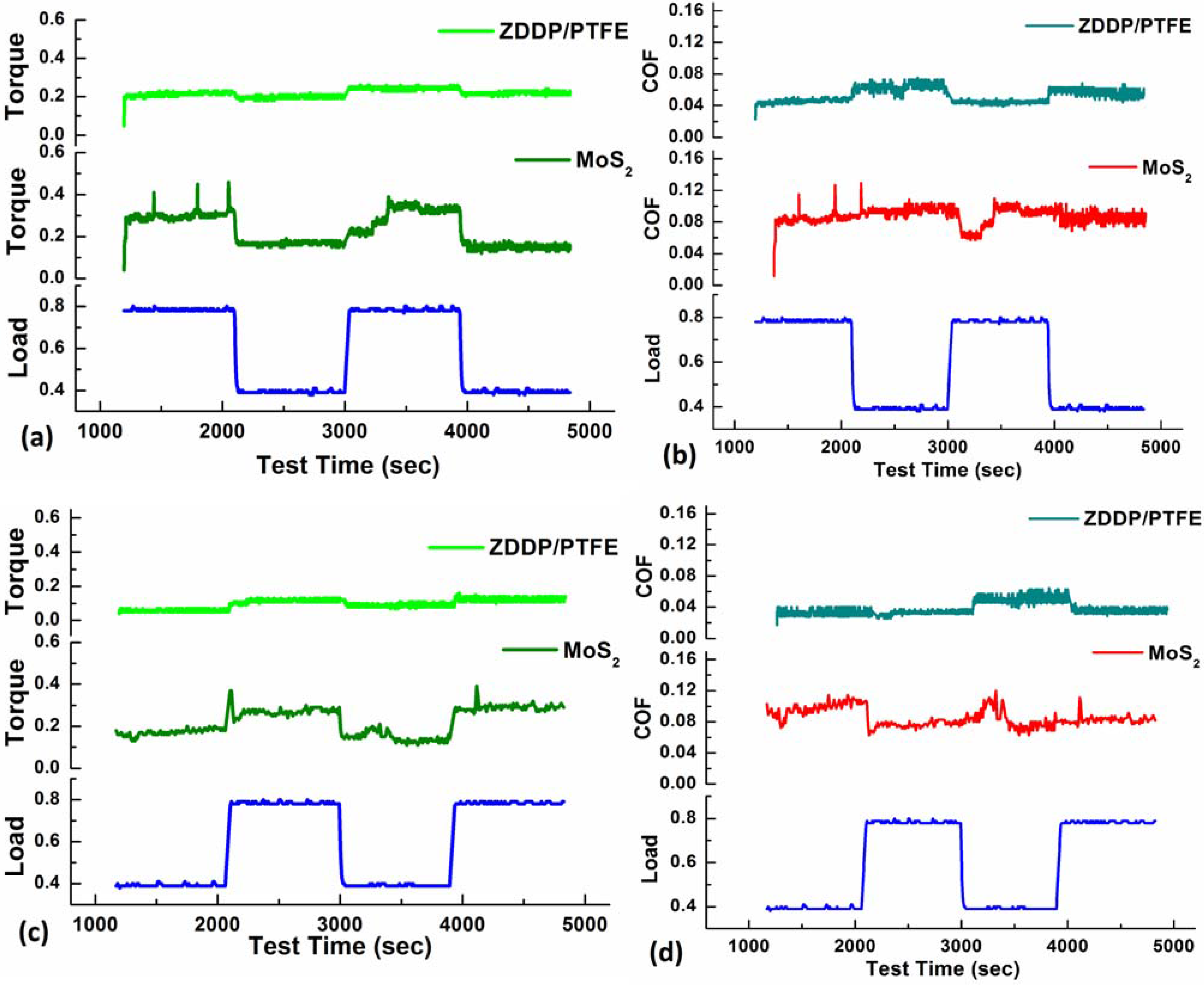
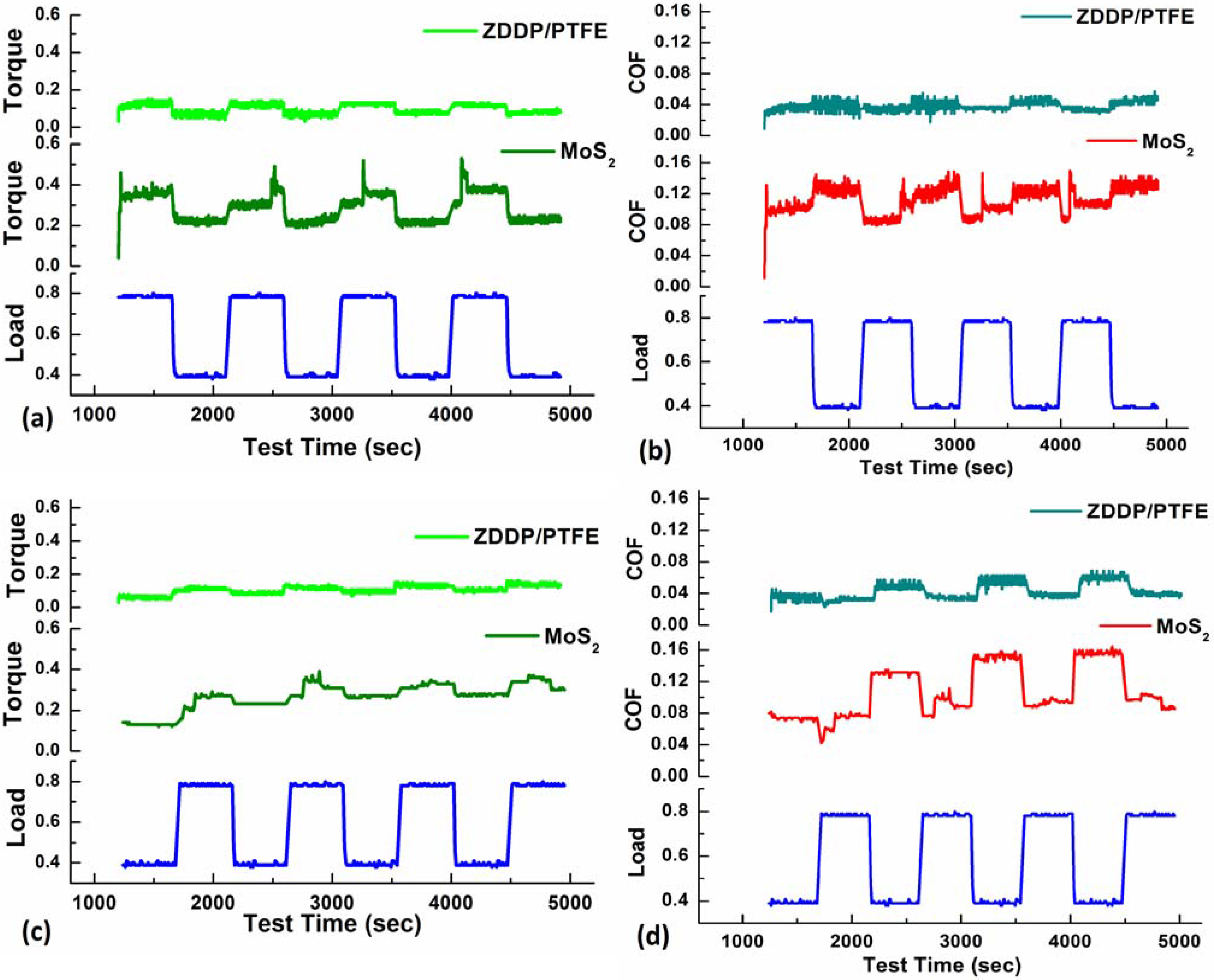
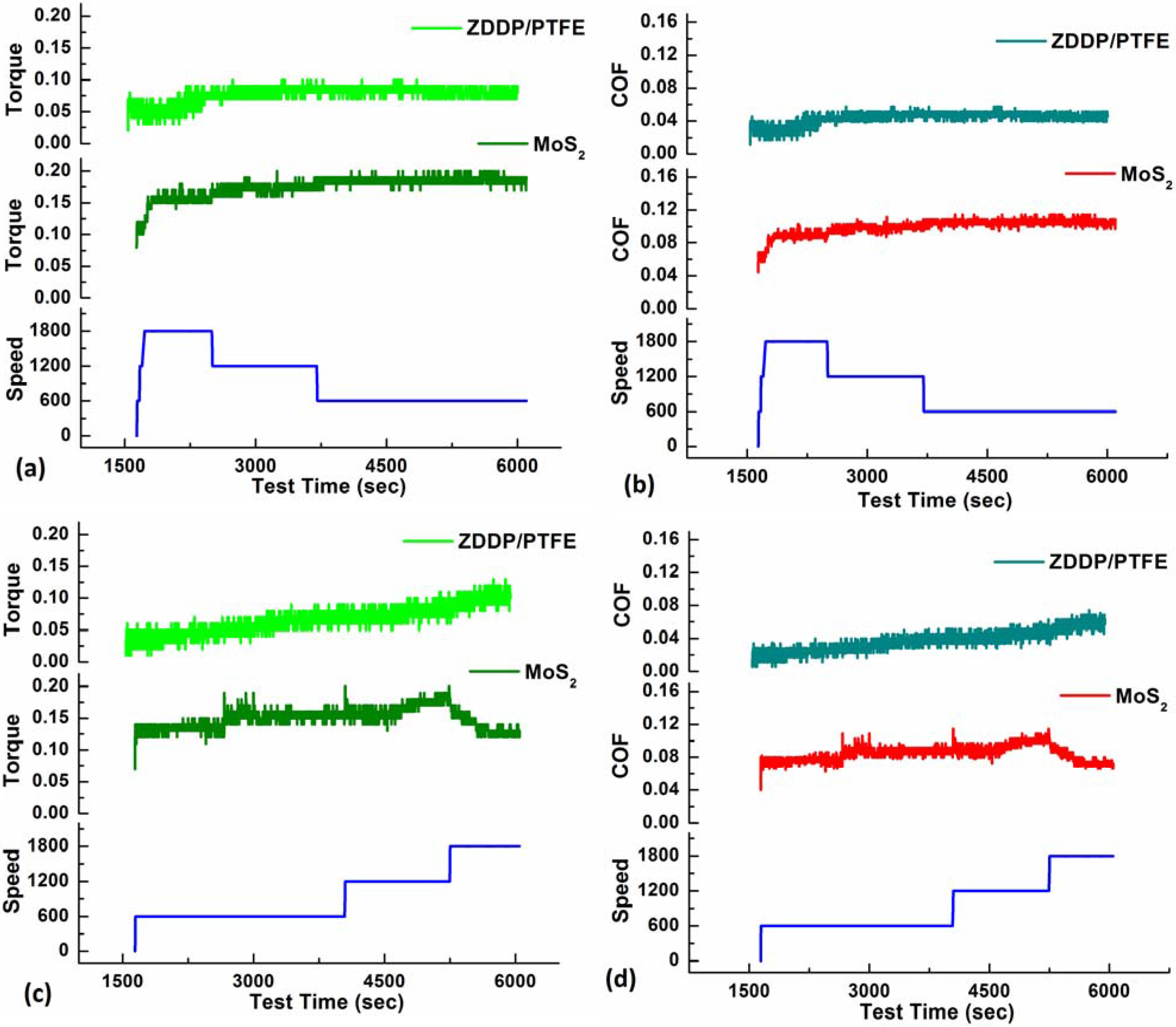
3.4. Torque and Coefficient of Friction (COF)
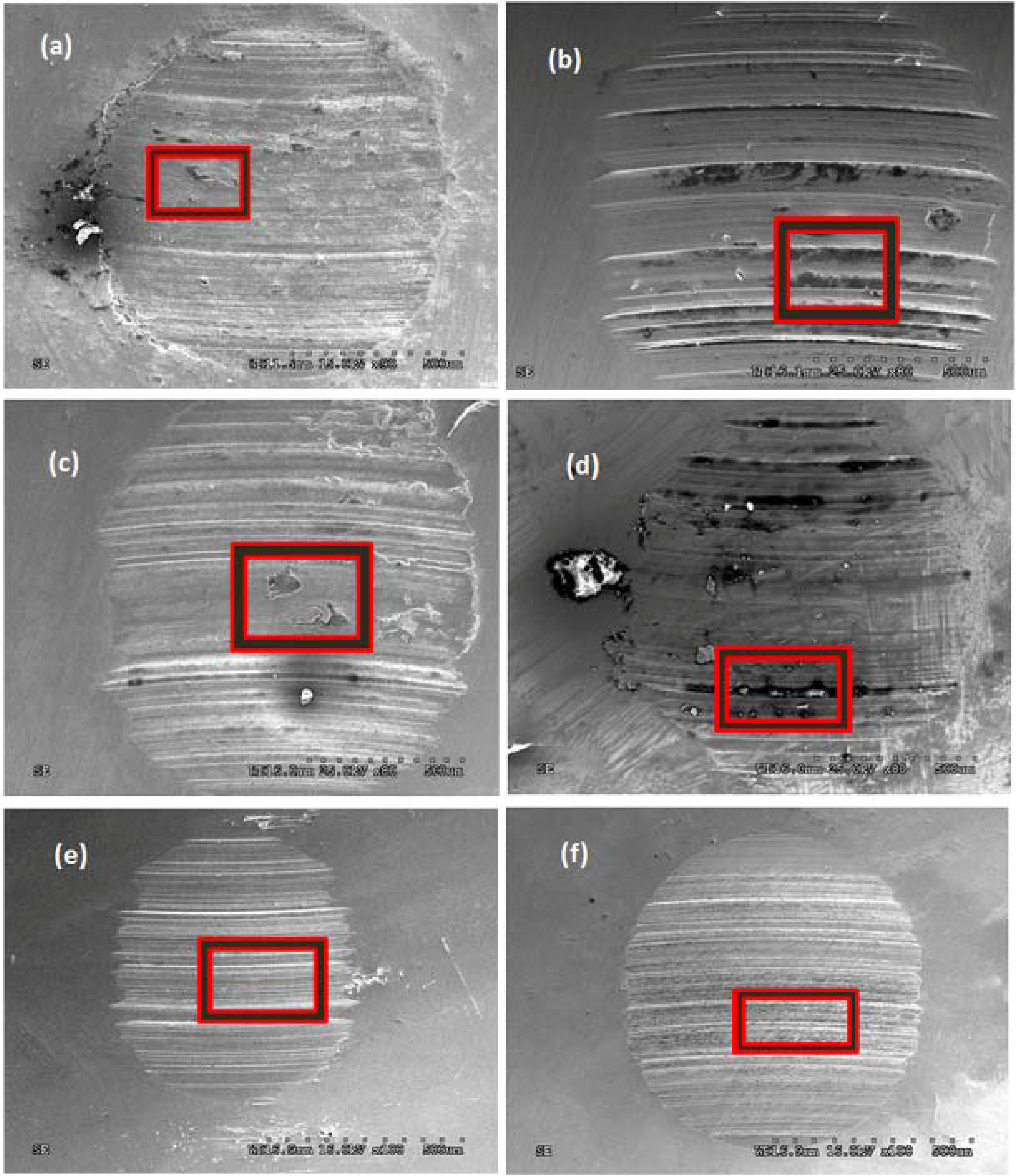
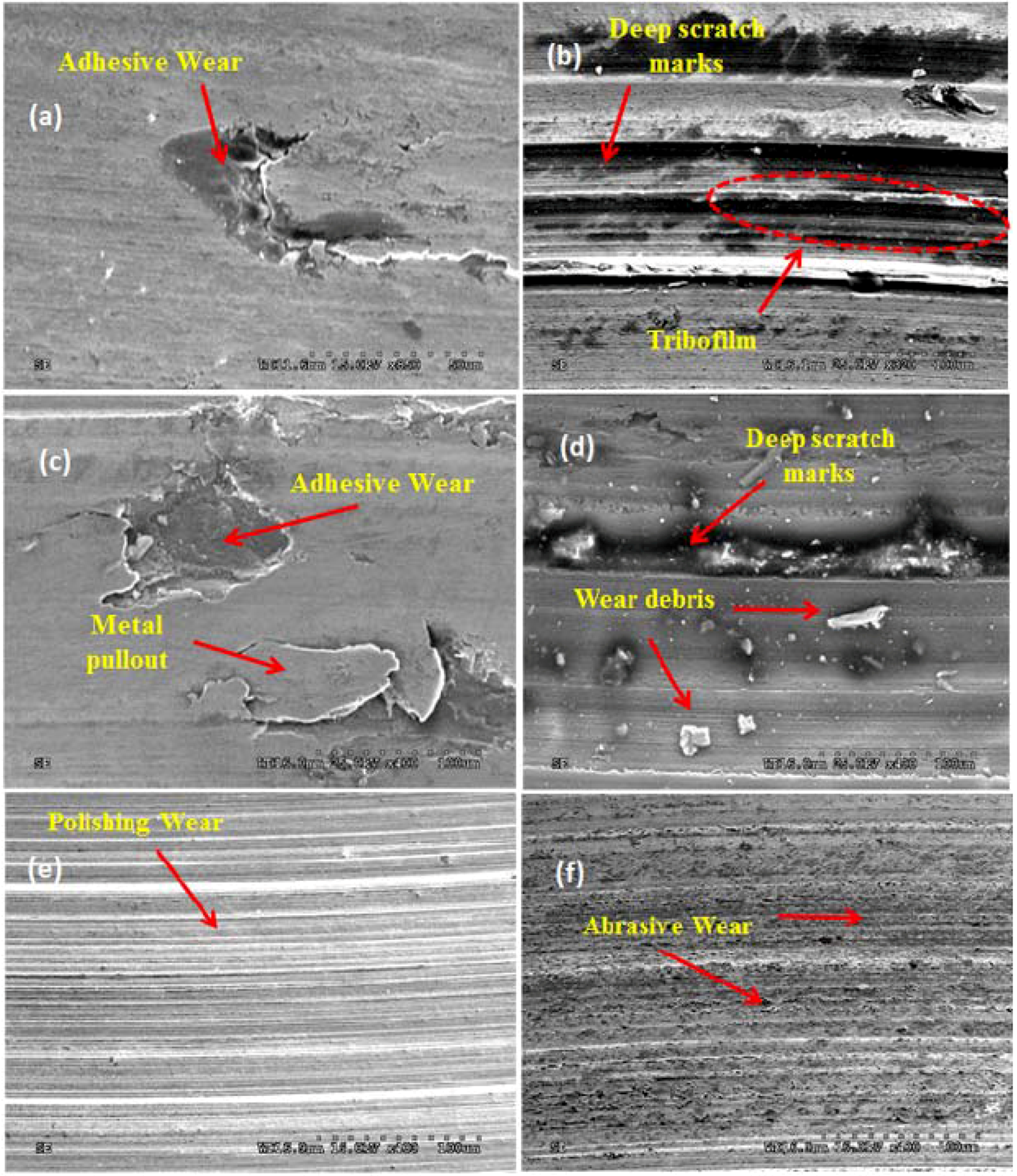
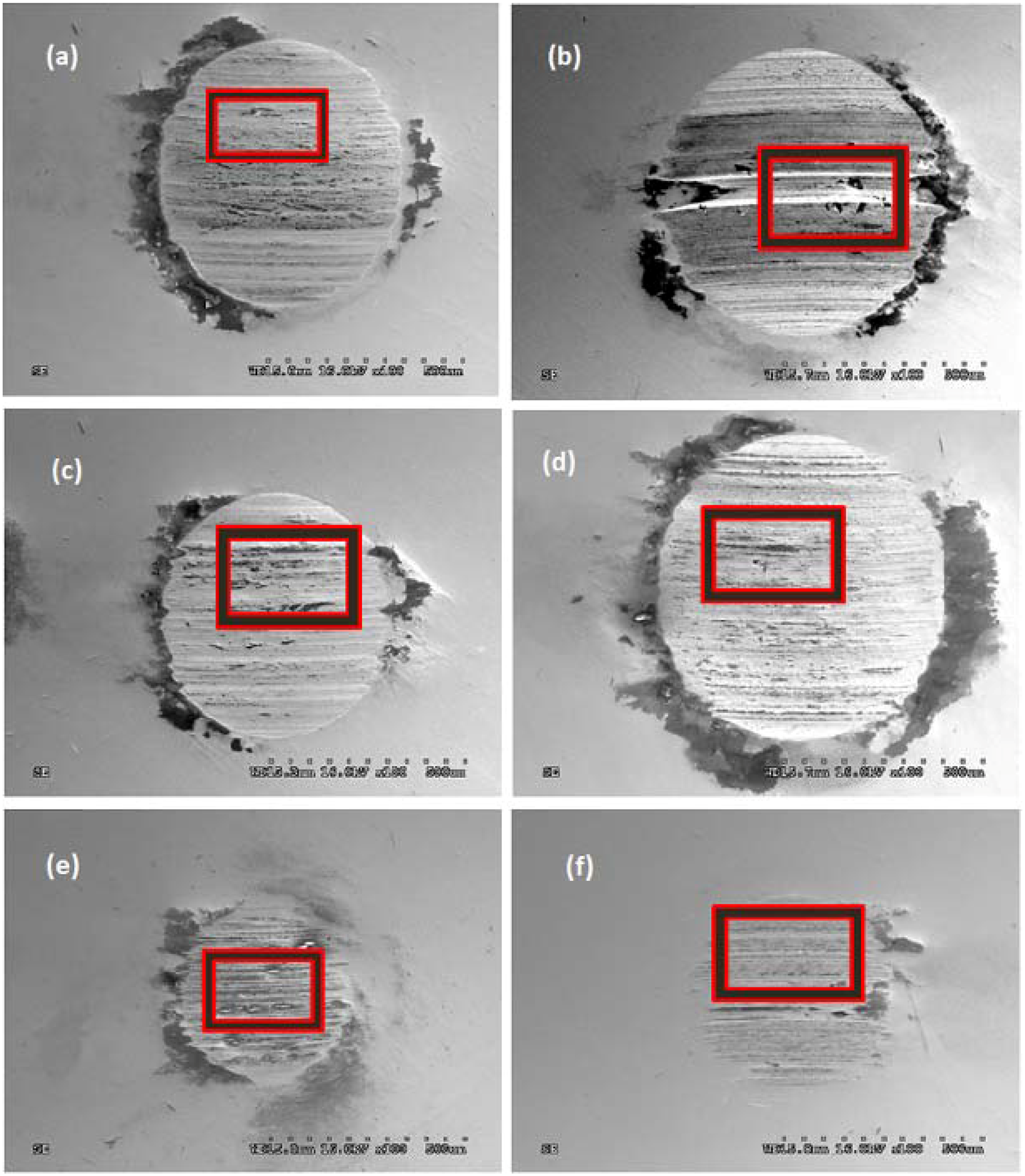
3.5. Scanning Electron Microscopic Analysis of the Wear Surface

4. Discussion
4.1. Effect of Particle Morphology and Chemistry
4.2. Effect of Cyclic Loading Conditions
4.3. Effect of Cyclic Frequency Conditions
4.4. Synergism in between ZDDP and F-PTFE
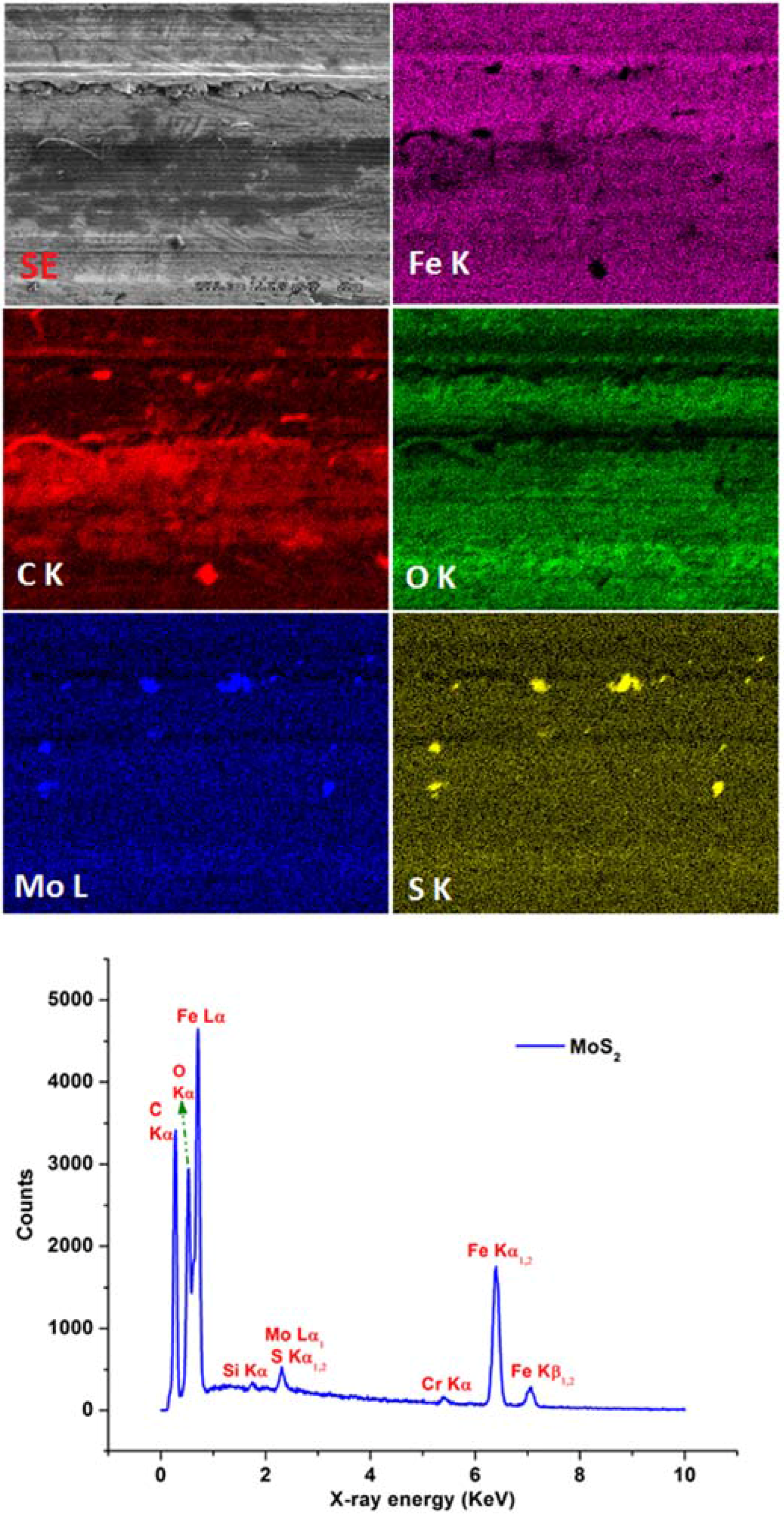
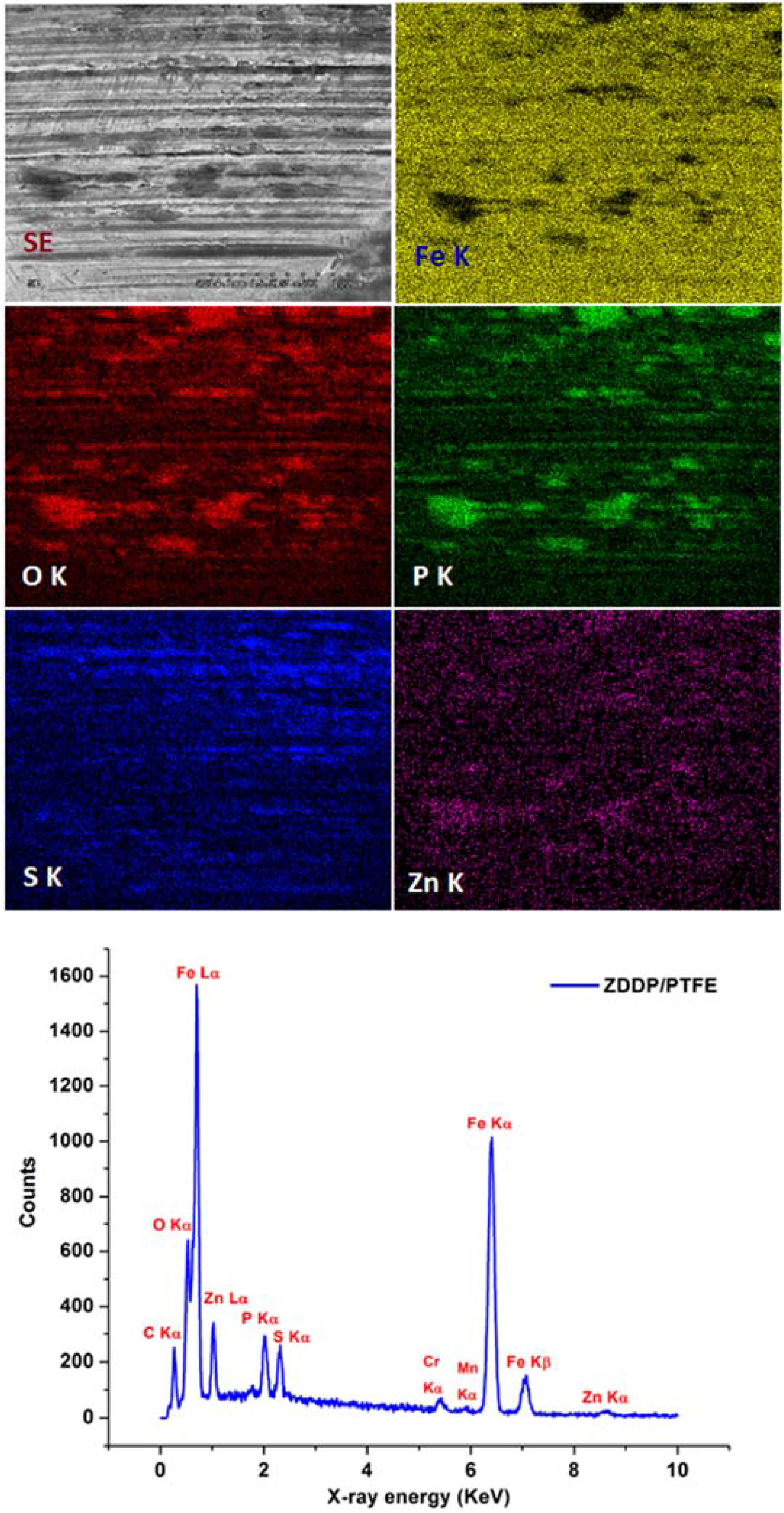
4.5. EDS Analysis of the Wear Surface
5. Conclusions
- Due to the morphology of the MoS2 particles with sharp edges, they behave as a pro-abrasive agent at lower loads that are not sufficient to overcome Van der Waals forces present at the S-S layer in the MoS2 structure that is responsible for shearing of lamellar layers forming a tribofilm on the wear surface.
- The morphology of the MoS2 and F-PTFE particles has a significant effect on the wear and frictional performance of the formulated greases under spectrum loading conditions. F-PTFE particles owing to their rounded and curved edges combined with their synergy with ZDDP yield much lower wear scar diameters and COF values when compared to the grease containing MoS2 particles.
- Under cyclic loading conditions where the sliding speed or the rpm of the opposing surfaces is fixed, higher number of load changes leads to higher wear and abrasion of the surface. The results obtained for tests with load steps of 7.5 min exhibit higher amount of wear and COF as compared to the tests with load steps of 15 min.
- Cyclic frequency conditions where loads are maintained constant do not show a significant change in the wear and friction data for both the grease containing MoS2 particles and ZDDP + F-PTFE under ramp-up and ramp-down conditions respectively.
- Under cyclic loading conditions for MoS2 grease, the ramp down tests exhibit relatively higher wear and COF values as compared to the ramp-up tests. A protective tribofilm is formed on the wear surface initially at lower loads in the ramp-up tests that protects the wear surface from wear and abrasion at higher loads. For grease with a mixture of ZDDP + F-PTFE there is no significant variation in the wear and COF for ramp-up and ramp-down tests.
- Superior AW performance of the grease with ZDDP + F-PTFE is attributed to the synergistic interaction between a fluoropolymer like F-PTFE that is functionalized with an organothiophosphate like ZDDP. The fluoropolymer helps in the formation of a protective tribofilm on the wear surface leading to decrease in wear.
- EDS elemental maps and spectra suggest the fact that MoS2 tribofilms are formed by physical and chemical adsorption of MoS2 layers that shear off from the lamellar structure and deposit on the wear surface protecting the surface while increasing the load bearing capability. EDS data for the ZDDP + F-PTFE wear surfaces indicates the presence of phosphate of Fe and Zn as well as sulfides and sulfates of Fe and Zn in the tribofilms.
Author Contributions
Conflicts of Interest
References
- Rudnick, L.R. Lubricant Additives: Chemistry and Applications; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Mas, R.; Magnin, A. Rheology of colloidal suspensions-case of lubricating greases. J. Rheol. 1994, 38, 889–908. [Google Scholar] [CrossRef]
- Hussey, G. Alteration of grease characteristics with new generation polymers. NLGI Spokesm. 1987, 51, 175–181. [Google Scholar]
- Rizvi, S.Q.A. Comprehensive Review of Lubricant Chemistry, Technology, Selection, and Design; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Antony, J.P.; Mittal, B.D.; Naithani, K.P.; Misra, A.K.; Bhatnagar, A.K. Antiwear/extreme pressure performance of graphite and molybdenum disulphide combinations in lubricating greases. Wear 1994, 174, 33–37. [Google Scholar] [CrossRef]
- Srivastava, R.; Mehrotra, A.; Sinha, B.; Agnihotri, R.K. Graphite and Molybdenum Disulphide Lubricants Performance in Relation to Base Fluids. In Proceedings of the 5th International Colloquium on Additives for Lubricants and Operational Fluids, Esslingen, Germany, January 1986; pp. 6.1–6.10.
- Bartz, W. Solid lubricant additives—Effect of concentration and other additives on anti-wear performance. Wear 1971, 17, 421–432. [Google Scholar] [CrossRef]
- Bartz, W.; Holinski, R.; Xu, J. Wear life and frictional behavior of bonded solid lubricants. Lubr. Eng. 1986, 42, 762–769. [Google Scholar]
- Fischer, F.G.; Corn, A.D.; Huber, R.G. Graphite and Molybdenum disulfide synergism. NLGI Spokesm. 1982, 6, 190. [Google Scholar]
- Spikes, H.A. The history and mechanisms of ZDDP. Trib. Lett. 2004, 17, 469–489. [Google Scholar] [CrossRef]
- Nicholls, M.A.; Norton, P.R.; Bancroft, G.M.; Kasrai, M.; Do, T.; Frazer, B.H.; de Stasio, G. Nanometer Scale Chemomechanical Characterization of Antiwear Films. Tribol Lett. 2004, 17, 205–216. [Google Scholar] [CrossRef]
- Mosey, N.J.; Woo, T.K.; Müser, M.H. Mechanism of wear inhibition by ZDDP lubricant additives—Insights from molecular scale simulations. Am. Chem. Soc. Div. Pet. Chem. Prepr. 2005, 50, 332–335. [Google Scholar]
- Nicholls, M.A.; Do, T.; Norton, P.R.; Kasrai, M.; Bancroft, G.M. Review of the lubrication of metallic surfaces by zinc dialkyl-dithiophosphates. Tribol. Int. 2005, 38, 15–39. [Google Scholar] [CrossRef]
- Mourhatch, R.; Aswath, P.B. Nanoscale Properties of Tribofilms formed with Zinc Dialkyl Dithiophosphate (ZDDP) under Extreme Pressure Condition. J. Nanosci. Nanotechnol. 2008, 9, 2682–2691. [Google Scholar] [CrossRef]
- Mourhatch, R.; Aswath, P.B. Tribological behavior and nature of tribofilms generated from fluorinated ZDDP in comparison to ZDDP under extreme pressure conditions—Part 1: Structure and chemistry of tribofilms. Tribol. Int. 2011, 44, 187–200. [Google Scholar] [CrossRef]
- Kim, B.; Mourhatch, R.; Aswath, P.B. Properties of tribofilms formed with ashless dithiophosphate and zinc dialkyl dithiophosphate under extreme pressure conditions. Wear 2010, 268, 579–591. [Google Scholar] [CrossRef]
- Aswath, P.B.; Mourhatch, R.; Patel, K.; Munot, S.; Somayaji, A.; Elsenbaumer, R.L. A Design of Experiments Approach to Develop a Better Grease. NLGI Spokesm. (Natl. Lubr. Grease Inst.) 2007, 71, 8–16. [Google Scholar]
- Suresh, A.; Mourhatch, R.; Aswath, P. Effect of Test Parameters on the Four-ball Wear and Weld Performance of Greases with MoS2 and without MoS2 as EP Additive. NLGI Spokesm. (Natl. Lubr. Grease Inst.) 2009, 73, 24–35. [Google Scholar]
- Stolarski, T. Remarks on the wear of a journal bearing lubricated by a grease containing a powdered PTFE additive. Tribol. Int. 1976, 9, 161–163. [Google Scholar] [CrossRef]
- Aswath, P.B.; Shaub, H.; Mourhatch, R.; Patel, K.; Owen, D.; Elsenbaumer, R.L. High Performance Lubricants and Lubricant Additives for Crankcase Oils, Greases, Gear Oils and Transmission Oils. U.S. Patent 8227389, 24 July 2012. [Google Scholar]
- Stolarski, T.; Olszewski, O. An Experimental Study of the Frictional Mechanism in a Journal Bearing Lubricated with Grease Containing Powdered PTFE. Wear 1976, 39, 377–387. [Google Scholar] [CrossRef]
- Akdogan, G.; Stolarski, T.A.; Tobe, S. Wear of metal/PTFE coatings in rolling line contact. J. Mater. Sci. 2002, 37, 5013–5019. [Google Scholar] [CrossRef]
- Suresh, A. Synergistic and Antagonistic Effect of Sulfur-Based Additives on the Performance of Greases with ZDDP and PTFE. M.S. Thesis, The University of Texas, Arlington, TX, USA, 2009. [Google Scholar]
- Bagi, S.D.; Aswath, P.B. Role of MoS2 Morphology on Wear and Friction Under Spectrum Loading Conditions. Lubr. Sci. 2015, 27, 429–449. [Google Scholar] [CrossRef]
- ASTM International. ASTM D5183-05 (2011) Standard Test Method For Determination of Coefficient of Friction of Lubricants Using the Four-Ball Wear Test Machine. In Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Aswath, P.B.; Patel, K.; Munot, S.; Elsenbaumer, R.L. Development of a High Performance Low Molybdenum Disulfide Grease. NLGI Spokesm. (Natl. Lubr. Grease Inst.) 2007, 70, 24–32. [Google Scholar]
- Mistry, A.; Bradbury, R. Investigation into the effect of molybdenum disulphide and graphite on the load carrying capacity of a grease. NLGI Spokesm. 2002, 66, 25–29. [Google Scholar]
- Risdon, T.J. Evaluation of MoS2 in Newer Grease Thickener Systems. NLGI Spokesm. 1986, 50, 211–214. [Google Scholar]
- Holinski, R.; Gänsheimer, J. A study of the lubricating mechanism of molybdenum disulfide. Wear 1972, 19, 329–342. [Google Scholar] [CrossRef]
- Winer, W.O. Molybdenum disulfide as a lubricant: A review of the fundamental knowledge. Wear 1967, 10, 422–452. [Google Scholar] [CrossRef]
- Lansdown, A. Molybdenum Disulphide Lubrication; Elsevier: Amsterdam, Holland, 1999. [Google Scholar]
- Dickinson, R.G.; Pauling, L. The crystal structure of molybdenite. J. Am. Chem. Soc. 1923, 45, 1466–1471. [Google Scholar] [CrossRef]
- Feng, I.M. Lubricating Properties of Molybdenum Disulfide. Lubr. Eng. 1952, 8, 285–288. [Google Scholar]
- Peterson, M.B. Friction and Wear Investigation of Molybdenum Disulfide I: Effect of Moisture; NASA Technical Report NACA-TN-3055; NASA: Cleveland, OH, USA, 1953.
- Boyd, J.; Robertson, B. The Friction Properties of Various Lubricants at High Pressure; ASME: New York, NY, USA, 1945; Volume 67. [Google Scholar]
- Fusaro, R.L. Effect of Substrate Surface Finish on the Lubrication and Failure Mechanisms of Molybdenum Disulfide Films; ASME Transactions: New York, NY, USA, 1982; Volume 25, pp. 141–156. [Google Scholar]
- Gao, C.; Bredell, L.; Kuhlmann-Wilsdorf, D.; Makel, D.D. Micromechanics of MoS2 lubrication. Wear 1993, 162–164 Pt A, 480–491. [Google Scholar] [CrossRef]
- Bhushan, B. Modern Tribology Handbook; CRC Press: Boca Raton, FL, USA, 2000; Volume 2. [Google Scholar]
- Anderson, W.; Wedeven, L.; Herguth, W.R. STLE-Basics of Lubrication. Available online: http://www.stle.org/resources/lubelearn/lubrication/default.aspx (accessed on 10 August 2012).
- Erdemir, A. Review of engineered tribological interfaces for improved boundary lubrication. Tribol. Int. 2005, 38, 249–256. [Google Scholar] [CrossRef]
- Komvopoulos, K.; Saka, N.; Suh, N. The mechanism of friction in boundary lubrication. J. Tribol. 1985, 107, 452–462. [Google Scholar] [CrossRef]
- Persson, B. Theory of friction and boundary lubrication. Phys. Rev. B 1993, 48, 18140. [Google Scholar] [CrossRef]
- Parekh, K.; Aswath, P.B.; Shaub, H.; Elsenbaumer, R.L. Low-Phosphorous Lubricant Additive. US Patent 8216982, 10 July 2012. [Google Scholar]
- Cann, P.; Spikes, H.A.; Cameron, A. Thick film formation by zinc dialkyldithiophosphates. ASLE Transactions 1983, 26, 48–52. [Google Scholar] [CrossRef]
- Parekh, K.; Chen, X.; Aswath, P.B. Synthesis of Fluorinated ZDDP Compounds. Tribol. Lett. 2009, 34, 141–153. [Google Scholar] [CrossRef]
- Somayaji, A.; Mourhatch, R.; Aswath, P.B. Nanoscale Properties of Tribofilms from ZDDP and Fluorinated ZDDP in the Presence and Absence of Antioxidants. J. Nanosci. Nanotechnol. 2007, 7, 4378–4390. [Google Scholar] [CrossRef] [PubMed]
- Mourhatch, R.; Parekh, K.; Aswath, P.B. A multi technique study of the tribological behavior and the tribofilms generated from fluorinated thiophosphate compounds in comparison to normal ZDDP. In Proceedings of the STLE/ASME International Joint Tribology Conference, San Antonio, USA, 23–25 October 2006. IJTC2006-12137.
- Aswath, P.B.; Shaub, H.; Mourhatch, R.; Patel, K.; Owen, D.P.; Eisenbaumer, R.L. High Performance Lubricant Additives. U.S. Patent 7754662 B2, 13 July 2010. [Google Scholar]
- Shaub, H.; Aswath, P.B.; Huq, M.Z. Engine Oil Additive. U.S. Patent 7074745 B2, 11 July 2006. [Google Scholar]
- Aswath, P.; Mourhatch, R.; Patel, K.; Monit, S.; Somayaji, A.; Elsenbaumer, R. A design of experiment approach to develop a better grease. In NLGI Spokesman-Including NLGI Annual Meeting-National Lubricating Grease Institute; National Lubricating Grease Institute: Kansas, MO, USA, 2007; Volume 71, pp. 8–16. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bagi, S.D.; Aswath, P.B. Mechanism of Friction and Wear in MoS2 and ZDDP/F-PTFE Greases under Spectrum Loading Conditions. Lubricants 2015, 3, 687-711. https://doi.org/10.3390/lubricants3040687
Bagi SD, Aswath PB. Mechanism of Friction and Wear in MoS2 and ZDDP/F-PTFE Greases under Spectrum Loading Conditions. Lubricants. 2015; 3(4):687-711. https://doi.org/10.3390/lubricants3040687
Chicago/Turabian StyleBagi, Sujay D., and Pranesh B. Aswath. 2015. "Mechanism of Friction and Wear in MoS2 and ZDDP/F-PTFE Greases under Spectrum Loading Conditions" Lubricants 3, no. 4: 687-711. https://doi.org/10.3390/lubricants3040687