1. Introduction
An emerging class of materials that meets the urgent demand for plastics possessing a lower environmental impact are thermoplastics filled with fibers or particles of natural origin [
1]. Among these bio-based materials, Wood Polymer Composites (WPCs) are the most widely used ones [
2], with a global volume of 3.6 million tons in 2018 and an envisaged growth of up to 6.6 million tons by 2024, showing a compound annual growth rate of 10.6% during 2019–2024 [
3]. The polymeric matrix is usually a commodity thermoplastic, such as polyethylene (PE) or polypropylene (PP), often coming from recycling [
4,
5,
6], and the filler is comprised of wood particles or fibers, often originating from woodworking waste. In order to reduce the amount of plastics used, and hence the cost and environmental impact of the material, the greatest benefit is obtained with WPCs containing high quantities of natural filler. On the other hand, there are two main drawbacks that are linked to an increased wood content: brittleness [
7] and a significant reduction in processability [
8].
The main cause of embrittlement is poor interfacial adhesion between the hydrophilic wood and the hydrophobic polymer [
9,
10]. Suitable coupling agents improve the filler-matrix interface [
11,
12], but an additional possibility for reducing the brittleness is compounding WPC with toughening agents. Numerous studies have evaluated the addition of ethylene-propylene-diene rubber (EPDM) [
7,
9,
13] and ethylene-propylene rubber (EPR) [
12,
14,
15,
16,
17] in a wood-filled polypropylene system. In some papers, elastomers have also been functionalized with maleic anhydride, and this seems to be effective in increasing the impact strength due to a better compatibility with wood [
7,
9,
12,
14,
16,
17]. Furthermore, other impact modifiers have stimulated researchers’ interest, e.g., styrene-butadiene rubber (SBR) [
18], ethylene-octene copolymer (EOC) [
19,
20], styrene-ethylene-butylene-styrene (SEBS) [
9,
21], and ethylene vinyl acetate (EVA) [
22]. In general, in spite of a significant decrease in stiffness and strength, the presence of the elastomer improves the impact properties and the strain at break. For this reason, the main strategy is to optimize the relative amounts of wood filler and elastomer, in order to obtain the desired properties.
Although many positive results have been achieved, there is no general agreement on the effectiveness of toughening agents. The simultaneous presence of three phases, i.e., wood flour, polymeric matrix, and elastomer, does not always work properly because the elastomer particles may not provide a good interfacial adhesion with the thermoplastic matrix and/or the wood filler [
18,
21]. Indeed, the morphological structures within this multicomponent composite are quite complex [
14,
16]: elastomer and filler can be separately distributed within the polymeric matrix, but the elastomer may also encapsulate the filler [
9,
15,
16]. As a result, the failure mechanisms are often difficult to understand. In fact, the topic is still debated and the complex interactions between the three phases and the resulting final mechanical properties mean that this issue is still not completely clear, yet stimulating to investigate. Moreover, these morphological differences may be influenced by several different factors [
23], e.g., the size of the natural particles, the elastomer content, the polymer viscosity, the chemical interaction between the elastomer and the natural fibers, and the homogenization process. This, in turn, will heavily depend on the processing conditions.
Processing is indeed an important factor. A high content of natural filler reduces the processability: the viscosity increases at a higher wood content [
24,
25], so more energy is required for processing. Moreover, a high viscosity may induce localized heating by viscous dissipation, and this, in turn, may increase the risk of thermo-oxidative degradation [
8]. Besides obvious deterioration of the natural filler, an additional consequence is the evolution of gaseous degradation products that will inevitably lead to voids within the material. On top of that, natural fibers tend to absorb moisture, as they are strongly hydrophilic, so without proper drying, water vapor may also contribute to the presence of point defects. The result is thus a higher porosity, which in turn reduces the mechanical properties of the finished product, irrespective of the use of coupling agents or other additives.
In the scientific literature, only a few studies have analyzed the effect of the extrusion conditions on the quality of WPC profiles [
26,
27]. Generally speaking, there is an improvement of the surface quality when the temperature and the length-to-diameter ratio of the die are increased and the extruder screw speed is reduced [
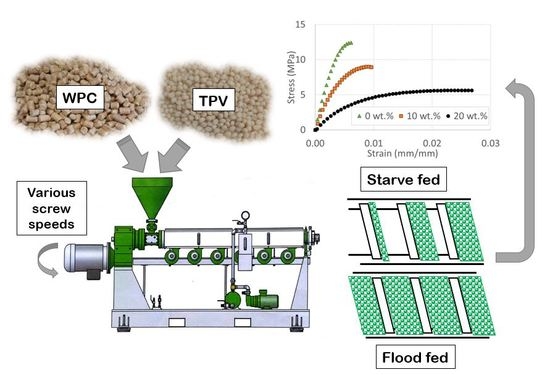
28]. Moreover, a processing condition that may have a strong influence on the quality of these materials is the type of feeding. Single screw extruders are normally operated in a flood feeding condition: in this case, the screw channel is completely filled by the melting material. Therefore, the extrusion output is solely determined by the screw speed, and a relatively high pressure is developed along the screw channel. Less common is the use of single screw extruders in a starve fed condition: here, the flow rate is primarily determined by a volumetric or gravimetric feeder on the hopper, and it is thus independent of the screw speed [
29]. This last type of feeding is often convenient when working with WPCs, because the pressure that is developed inside the barrel, and consequently the shear stresses to which the material is subjected, are lower. As a result, the danger of degradation is reduced. Moreover, by keeping the screw channel only partially filled, venting can also be performed through the inlet hopper, in addition to specific venting zones placed along the extruder. To the best of the authors’ knowledge, no study that combines the feeding type with the presence of a toughening agent has ever been conducted.
This work is concerned with a PP-based WPC filled with 50 wt.% of wood particles, which is further toughened with different percentages (0 wt.%, 10 wt.%, and 20 wt.%) of a commercial thermoplastic elastomer (Santoprene by EXXON Mobil) blended into it. The tensile and impact-tensile properties are studied as a function of the amount of toughening agent and the extrusion conditions in terms of the feeding type (i.e., starve vs. flood fed) and screw speed. Although the extrusion temperature is one of the main processing parameters, it will not be considered here: the thermal processing window of this material is quite small, being bound from below by the melting temperature of PP (i.e., 165 °C) and from above by the degradation temperature of the wood fibers (i.e., around 195 °C). For completeness, the morphology and fracture surface appearance will be analyzed using Scanning Electron Microscopy.
3. Results and Discussion
Figure 1a displays the die pressure versus screw speed in a flood fed condition for all materials. As expected, the pressure increases with the screw speed, while it decreases significantly with an increasing TPV content. In
Figure 1b, the die pressure vs. TPV content for the starve feeding condition at 100 RPM (white rectangles) is compared to the data relative to flood feeding at a 25 and 100 RPM screw speed. These two flood feeding conditions were chosen for comparison because the former has about the same flow rate, while the latter has the same screw speed. As it is clear from the figure, the die pressure in starve feeding mode is the lowest pressure because, in this case, only the final part of the extruder is completely filled with material, and the remaining part is only partially full. As a consequence, the pressure rise that is developed along the extruder barrel is much lower than that in flood feeding mode [
29]. Interestingly, the trend in the pressure vs. TPV content that is observed in starve feeding is similar to the one for flood feeding at 100 RPM and also for all other flood feeding screw speeds that are shown in
Figure 1a, with the exception of 25 RPM. The pressure decrease with an increasing TPV content can be easily justified on the basis of the large amount of lubricant that is present within the TPV: this promotes wall slip [
30] and therefore reduces the pressure that is necessary for pumping the fluid through the die. In the case of flood feeding at 25 RPM, the die pressure seems to be independent of the TPV percentage. This may indicate that wall slip only becomes significant after a minimum value of the screw speed, i.e., around 25 RPM. Indeed, if the screw velocity decreases, the pressure decreases and so does the shear stress, and since the slip velocity primarily depends on the wall shear stress, wall slip can drop until being almost insignificant [
31].
Typical stress-strain curves for all materials are shown in
Figure 2 as a function of processing conditions: (a) starve feeding at 100 RPM, (b) flood feeding at 25 RPM, and (c) flood feeding at 100 RPM. In general, a higher TPV content leads to a higher strain at break and a lower strength and stiffness. This is in agreement with the scientific literature [
7,
9]. Such effects are particularly significant at 20 wt.% TPV, where the strain at break reaches about 3%, except for the 100 RPM flood feeding condition. On the other hand, at a 10 wt.% TPV content, there is no increase in ductility, but both the strength and stiffness decrease.
In
Figure 3a, the tensile strength is plotted against the screw speed for all of the composites in flood feeding conditions. As the TPV content decreases, the strength increases. Interestingly, the strength decreases with an increasing screw speed. This behavior is quite surprising if compared to the die pressure readings displayed in
Figure 1a: a higher die pressure should have a favorable effect on the final mechanical properties of the composite, because it increases the compaction of the material [
32]. However, there is an important difference. Shakouri et al. [
32] increased the die pressure, and thus the mechanical properties, by reducing the die thickness while maintaining the same screw speed; in our case, the situation is the opposite, i.e., the increase in the die pressure is strictly due to an increase of the screw speed without changing the geometry of the die. In
Figure 3b, the tensile strength of all materials in starve feeding conditions at 100 RPM is compared to the strength of specimens produced in flood fed conditions at 25 and 100 RPM. Strength differences concerning the various processing conditions are statistically significant, as confirmed by ANOVA (
p < 1%). Similar to
Figure 3a, the strength also decreases with the TPV content in starve fed conditions. By analyzing
Figure 3b in more detail, it can be observed that at a 0 wt.% and 10 wt.% TPV content, the materials obtained at 100 RPM in a flood fed condition display the highest strength drop, while the strengths of starve fed materials are similar to those of 25 RPM flood fed materials. Interestingly, at a 20 wt.% TPV content, the highest strength value is obtained for the 25 RPM flood fed material, while the starve fed material strength is more similar to that of the flood fed one at 100 RPM. However, such a difference, although statistically significant, is less than 2 MPa, so one can speculate that the processing conditions are less significant at a higher TPV content.
Strength reduction at a high screw speed can be explained by the occurrence of defects and porosity within the material originating from ineffective degassing when the screw speed increases. The formation of voids in the WPC structure during processing is a well-known phenomenon that cannot be completely avoided [
33], and if it occurs too much, it can lead to a dramatic drop in strength. In fact, strength is particularly affected by localized defects because fracture occurs at the weakest point of a material, such as a discontinuity. Hence, degassing is one of the most important phases in WPC extrusion for eliminating porosity due to gaseous degradation products, humidity, or air entrapment. The venting zone that is present in the extruder used in this work may not work properly if the screw speed is too high: the material passes through this area too quickly and its effectiveness may be reduced.
Another possible reason for the drop of strength in conjunction with an increase of the screw speed can be related to the weak bond between natural fibers and the polymer-matrix interface. Areas of low adhesion, concurrently with a stress concentration zone, are often a valid justification for low mechanical properties and brittleness. The presence of a toughening agent in the composite changes the microstructure. During the compounding phase, all three components (i.e., polymer, wood, and TPV) arrange themselves in a structure that can be quite complicated [
23]. Usually, two limit case structures can be formed: in the first one, the elastomer and filler are distributed separately within the polymer matrix, while in the second one, wood fibers can be encapsulated within the elastomer. It is important to note that during extrusion, both structures are formed, but one becomes prevalent over the other. If the elastomer surrounds the majority of wood fibers, the fiber-matrix interface is toughened and the possibility of severe crack development is reduced. For this reason, this last morphological structure should be preferable. As described by Pukánszky and Tudos [
23], the final morphological structure depends on three factors: (1) the collision probability between the elastomer and fibers, which increases with the amount of elastomer; (2) the energy balance of the system, which, during mixing, leads to the creation of new surfaces and interfaces, thus favoring the embedded structure; and (3) the stability of the microstructure, influenced by the balance between the separating external forces (e.g., shear forces during the compounding) and the adhesion forces acting on the different components. This last factor, besides being the predominant one, can certainly vary according to the type of feeding. During extrusion, the shear forces act on both the reinforcement and the toughening agent. This is especially true when the extruder is in a flood fed condition and the flow rate is high. If these forces are greater than those of adhesion between the elastomer and the filler, the encapsulated wood can be easily separated and the elastomer dispersed in the polymer, thus leading to a less favorable microstructure.
In
Figure 4a, the stiffness as a function of the screw speed for all materials in a flood fed condition is shown. As noted before, the stiffness decreases as the content of TPV increases, while the screw speed seems to be almost unaffecting. This is consistent with the porosity being induced by the screw speed, as voids and defects usually have a smaller influence on the stiffness. In
Figure 4b, the stiffness of all materials in a starve fed condition at 100 RPM is compared with those obtained in flood fed conditions at 25 and 100 RPM. Stiffness differences that are observed for each processing condition are statistically significant (ANOVA,
p < 1%). As for the strength, when increasing the content of TPV up to 20 wt.%, the stiffness values at different processing conditions are closer to each other, as can be seen in both
Figure 4a,b, even though such differences are statistically significant.
To further verify the hypothesis that an increase in screw speed determines more voids and defects, the apparent density as a function of the TPV content at all screw speeds in a flood fed condition is shown in
Figure 5a. It is quite clear that all of the apparent densities are lower than the target ones (
Table 1), with the lowest values being those in the samples that were obtained at the highest screw speed and highest die pressure (
Figure 1a). This last finding is particularly interesting, because the die pressure, although quite high, fails to achieve adequate compaction. Consistent results can be seen by comparing the apparent density at maximum and minimum screw speeds in flood fed conditions with the apparent density in a starve fed condition (
Figure 5b). Despite the density values being quite close to each other, we found that the differences are statistically significant (ANOVA,
p < 1%). The values of all the samples extruded in starve fed conditions are comparable to those for flood feeding at 25 RPM, but are much higher than those obtained in flood fed conditions at 100 RPM. These results are similar at any content of toughening agent and provide an indication about the correlation between the screw speed and presence of voids and defects.
In
Table 2, the tensile-impact strengths, together with the maximum force and displacement at break, are listed. All materials were tested, but only in a flood feeding condition at a 25 RPM screw speed, since, in other conditions, excessive melt fracture of the extrudate was observed. The notched impact strength values indicate that the most significant toughening effect was obtained with 20 wt.% of TPV. This is in agreement with the results obtained with the tensile tests, where the materials with 10 wt.% TPV did not display a very different behavior from the material without toughening agent (
Figure 2).
Figure 6 shows SEM scans of all the composites. Specimens were obtained from the fracture surfaces of high-speed tensile test samples. In all materials, wood fibers appear to be quite dispersed and embedded within the matrix, even though their interfacial adhesion seems quite poor, as confirmed by the presence of fiber pull-out and debonding phenomena. The sample with the highest amount of TPV has a morphology characterized by a much more ductile behavior, as evidenced by the presence of polymer ligaments (
Figure 6c, dotted ellipse). This type of morphology can also be observed in other toughened WPCs [
7,
15].
As for static and high-speed tension tests, the SEM analysis also confirms that a 10 wt.% TPV percentage does not have a sufficiently appreciable toughening effect, even though it decreases the tensile strength and stiffness of the composites, due to the lower mechanical properties of TPV compared to PP. Another effect to consider is the potential reduction in crystallinity, as the impact modifiers tend to remain amorphous [
34].
The toughness and ductility of short fiber reinforced composites are indeed affected by several diverse factors, such as the nature of the polymer matrix, the fiber volume fraction, the interfacial adhesion quality, and the fiber aspect ratio. The fiber amount has a significant influence on the reduction of elongation at break of the composites, because the regions close to the fiber ends are stress concentration points and constitute areas of poor adhesion where fibers are in contact with each other. In the present study, the wood fiber amount was quite high (50 wt.%) and the corresponding decrease in ductility and impact strength was only partially compensated for by the addition of the toughening agent, for which a higher fiber content (at least 20 wt.%) is needed to increase the dispersion of fibers, thus enhancing the energy that is needed to propagate the cracks [
35]. Park and Balatinecz [
34] reported a similar behavior for WPC based on PP reinforced with different amounts of wood fibers and EPDM. In particular, the effectiveness of EPDM in improving the elongation at break of EPDM-modified PP wood fiber composites was reduced with an increasing wood fiber amount, and at least 30 wt.% of EPDM was needed to counteract the negative effects imparted by 40 wt.% of wood fibers.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}