Effects of Extrusion on Mechanical and Corrosion Resistance Properties of Biomedical Mg-Zn-Nd-xCa Alloys



Abstract
:1. Introduction
2. Experimental Method
2.1. Preparation of Investigated Alloys
2.2. Extrusion and Heat Treatment
2.3. Structural Characterization
2.4. Performance Characterization
3. Results and Discussion
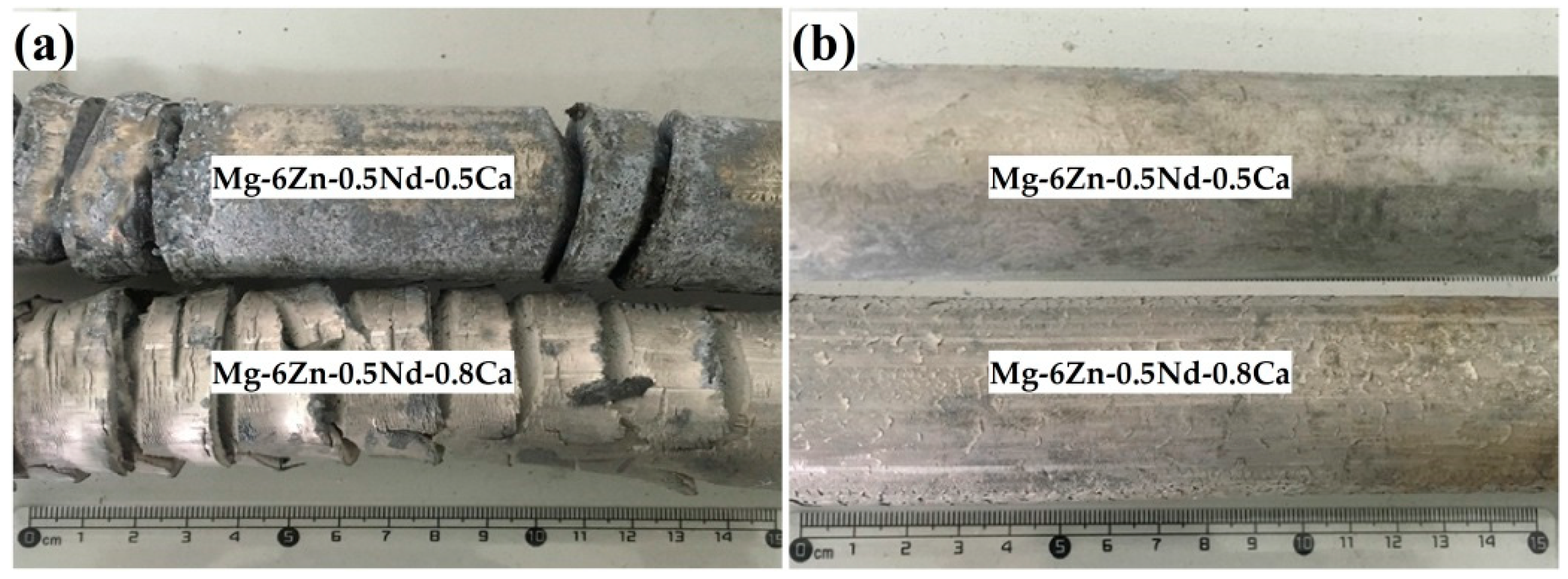
3.1. Appearance of the Extruded Alloys
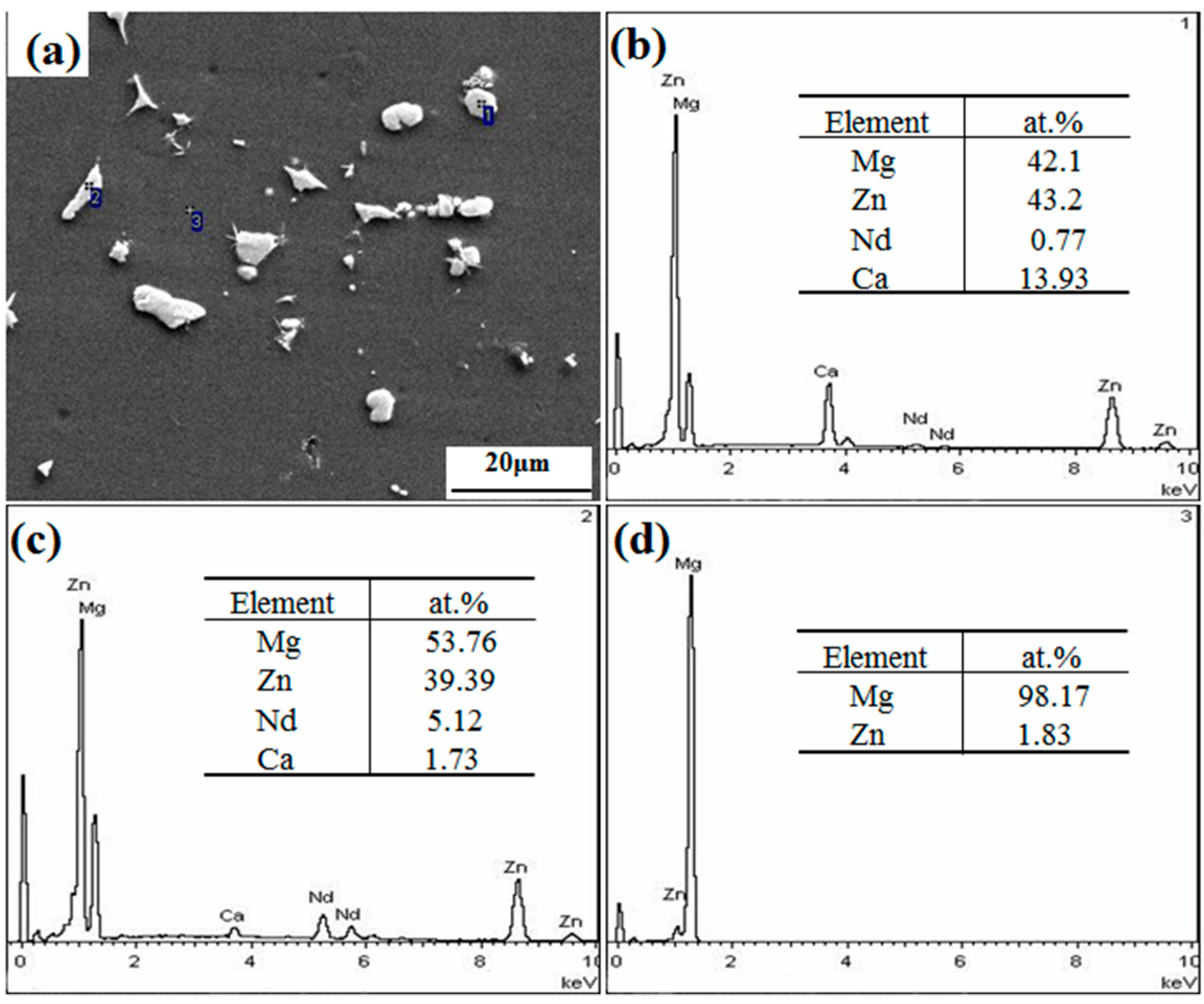
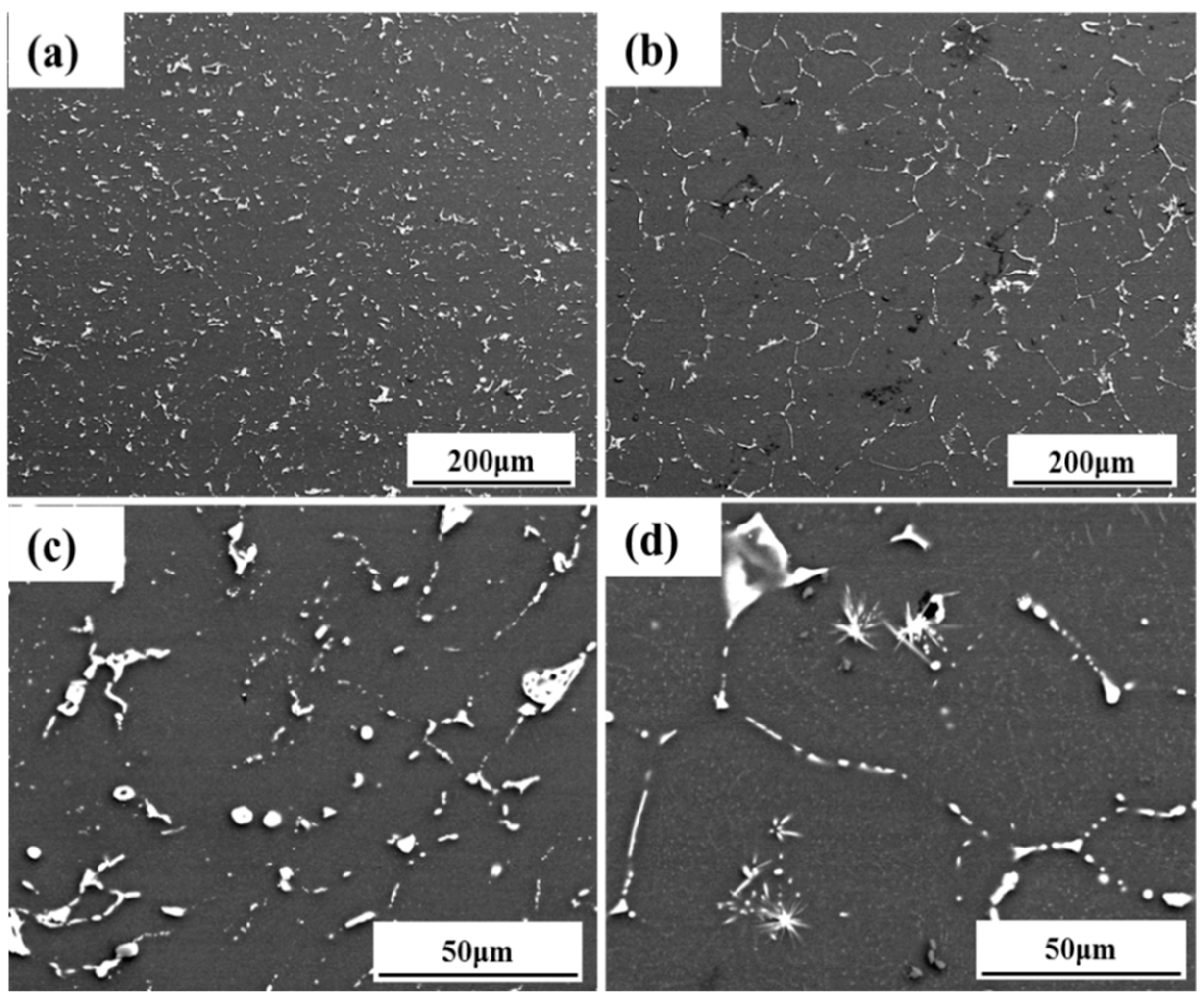
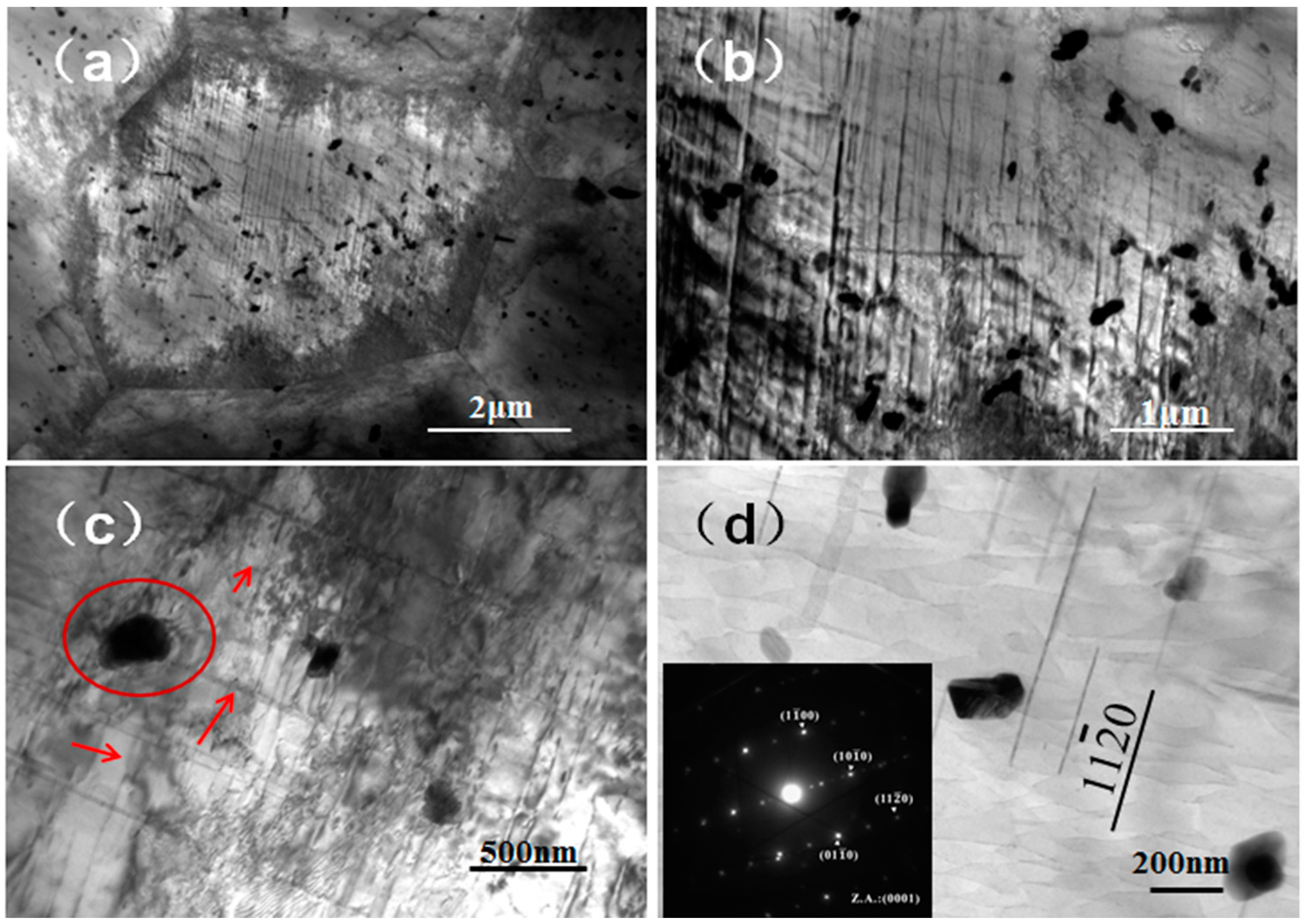
3.2. Microstructure of the Extruded Alloys
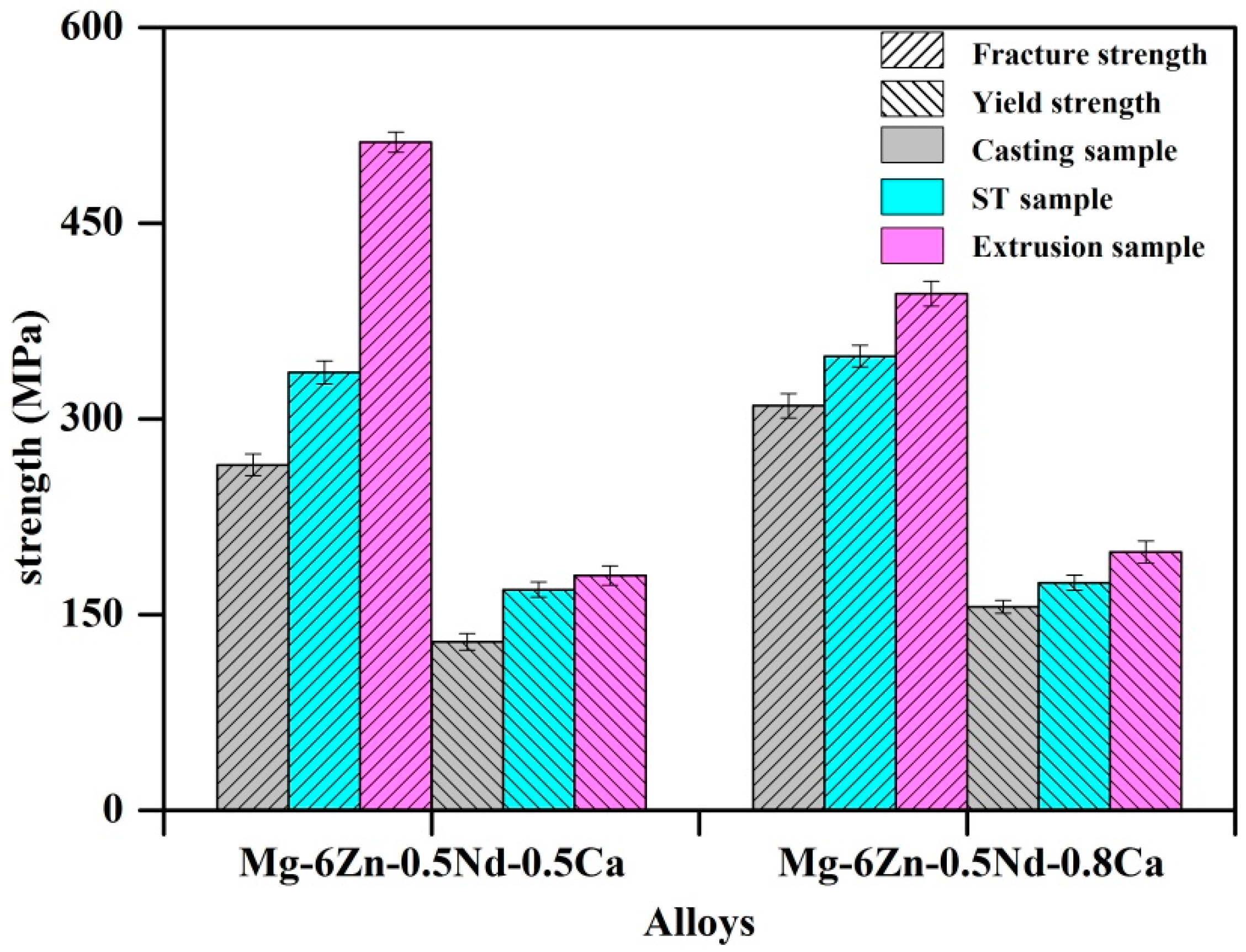
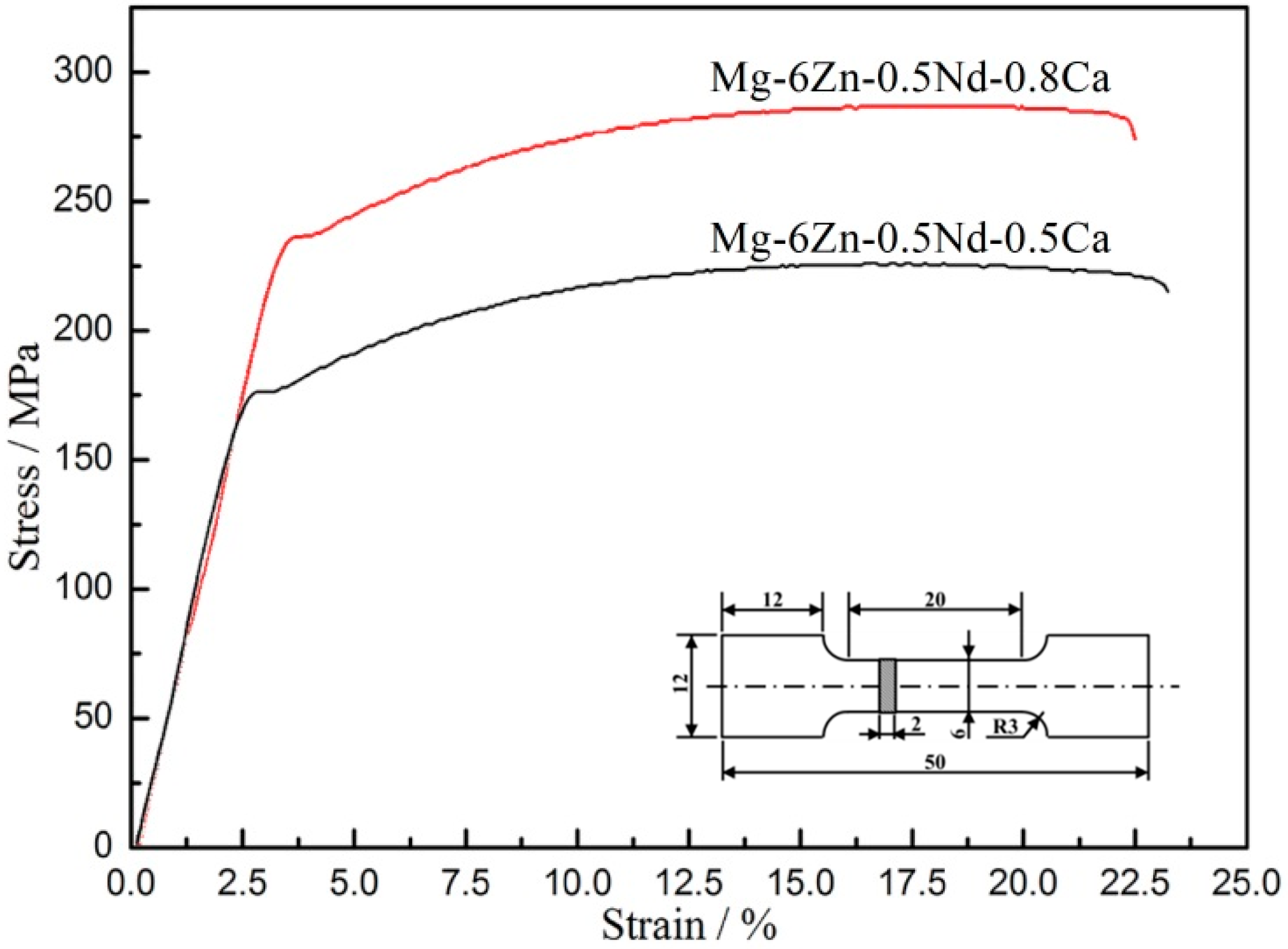
3.3. Mechanical Properties and Strengthening Mechanism
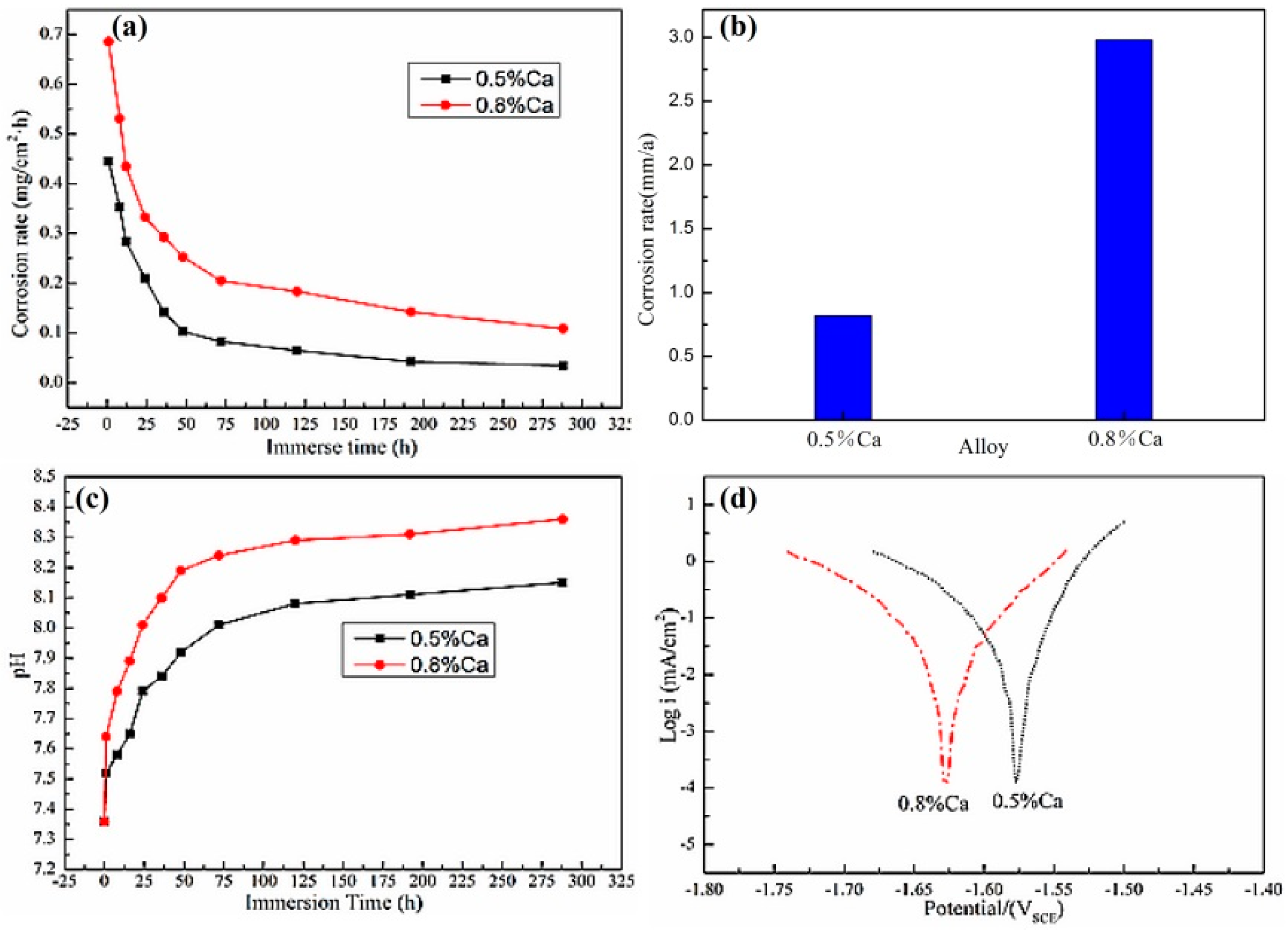
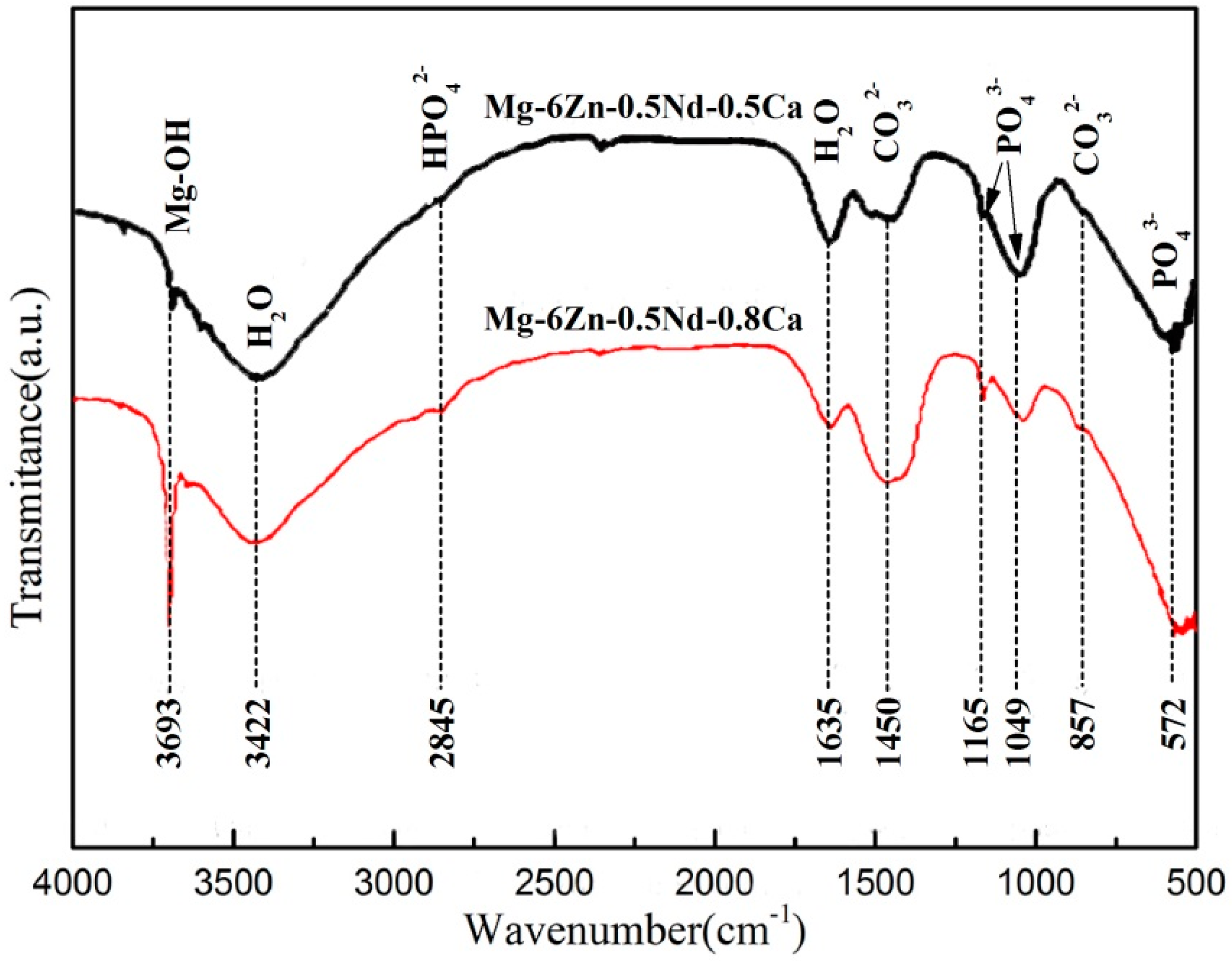
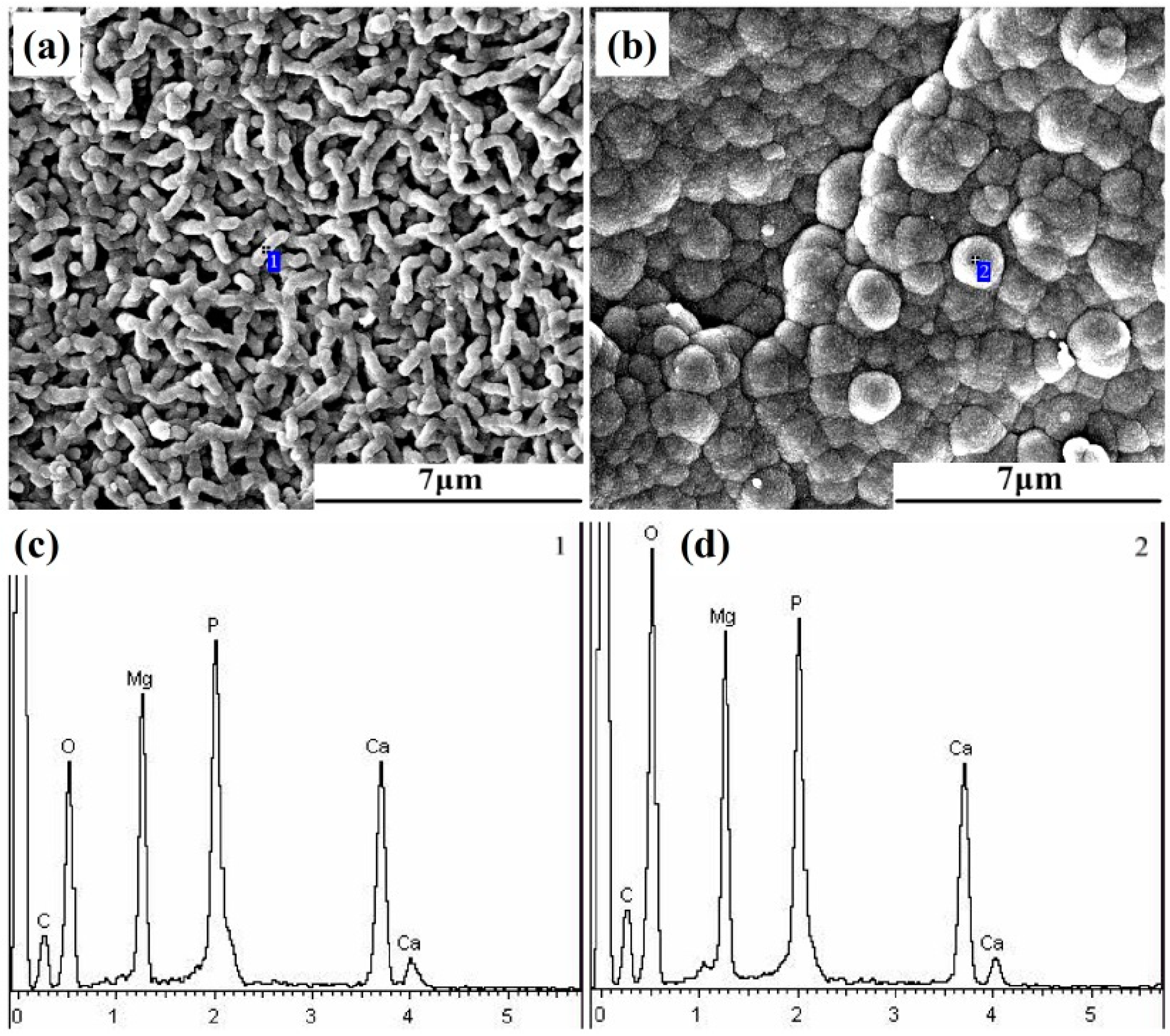
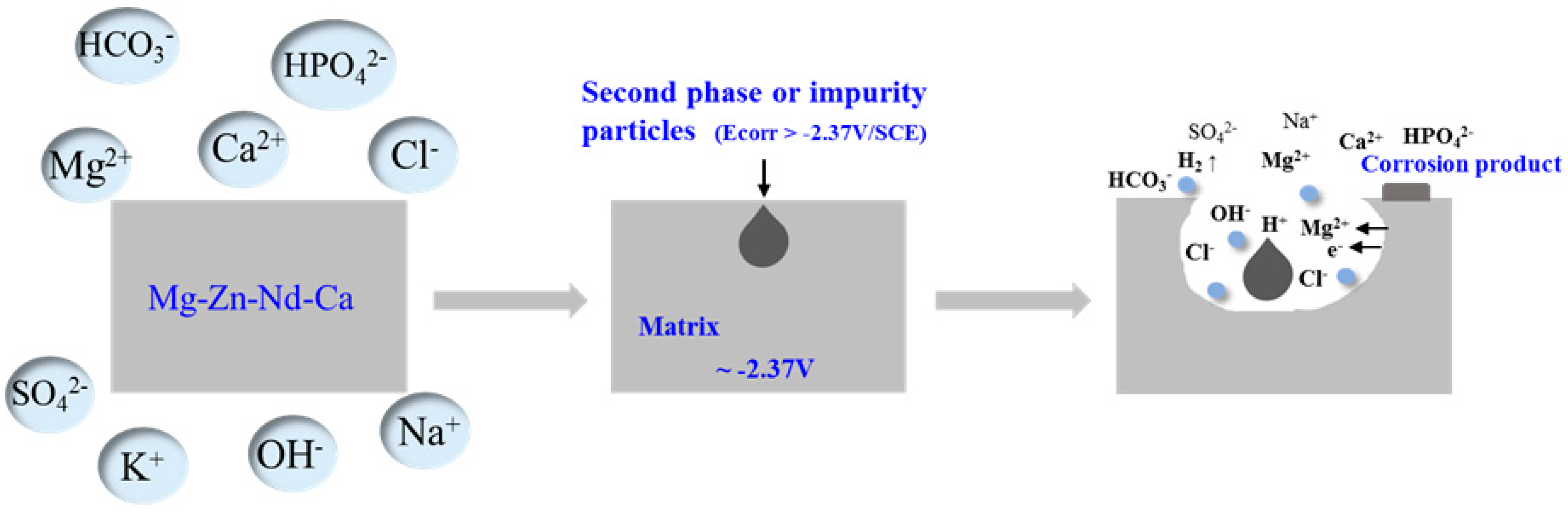
3.4. Corrosion Resistance and Corrosion Mechanism
- Electrochemical reaction process:Anode process: Mg → Mg2+ + 2e−
- Cathode process: 2H+ + 2e− → H2↑
- Chemical reaction process:Mg → Mg2+ + 2e−2H2O + 2e−→ 2OH− + H2↑Mg2+ + 2OH− → Mg(OH)2↓HCO3− → H+ + CO32−Mg2+ + CO32− → MgCO3↓Ca2+ + CO32− → CaCO3↓Ca2+ + HPO42− + 2H2O → CaHPO4·2H2O↓3Ca2+ + 2PO43− + nH2O → Ca3(PO4)2·nH2O↓Mg(OH)2 + 2Cl− → MgCl2 + 2OH−
4. Conclusions
- (1)
- When the Mg-6Zn-0.5Nd-0.5/0.8Ca alloys were extruded at medium temperature, the surface of the extruded alloys was smooth. After the aging treatment, the grains were refined and the fine secondary phase particles distributed uniformly on the α-Mg matrix.
- (2)
- Mg-6Zn-0.5Nd-0.8Ca alloy had better mechanical properties than Mg-6Zn-0.5Nd-0.5Ca alloy, while its corrosion resistance became lower. MgZn2 nanoparticles and dislocations played a positive role in improving the strength of the alloy.
- (3)
- The corrosion rates of Mg-6Zn-0.5Nd-0.5/0.8Ca alloys were 0.82 and 2.98 mm/a, respectively. Although the existence of chloride ions accelerated the corrosion reaction, the compact layer constituted of the corrosion products can effectively hinder the permeation of Cl− and improve the corrosion resistance of the Mg-6Zn-0.5Nd-xCa alloys.
Author Contributions
Funding
Conflicts of Interest
References
- Li, H.F.; Zheng, Y.F.; Qin, L. Progress of biodegradable metals. Prog. Nat. Sci. Mater. Int. 2014, 24, 414–422. [Google Scholar] [CrossRef] [Green Version]
- Chen, Q.Z.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Hooreweder, B.V.; Apers, Y.; Lietaert, K.; Kruth, J.P. Improving the fatigue performance of porous metallic biomaterials produced by Selective Laser Melting. Acta Biomater. 2017, 47, 193–202. [Google Scholar] [CrossRef] [PubMed]
- Muruve, N.; Feng, Y.C.; Platnich, J.; Hassett, D.; Irvin, R.; Muruve, D.; Cheng, F. A peptide-based biological coating for enhanced corrosion resistance of titanium alloy biomaterials in chloride-containing fluids. J. Biomater. Appl. 2017, 31, 1225–1234. [Google Scholar] [CrossRef] [PubMed]
- Anderson, J.A.; Lamichhane, S.; Vierhout, T.; Engebretson, D. Determining the cross-talk between smooth muscle cells and macrophages on a cobalt-chromium stent material surface using an in vitro postimplantation coculture model. J. Biomed. Mater. Res. A 2018, 106, 673–685. [Google Scholar] [CrossRef]
- Alas, G.R.; Agarwal, R.; Collard, D.M.; García, A.J. Peptide-functionalized poly [oligo (ethylene glycol) methacrylate] brushes on dopamine-coated stainless steel for controlled cell adhesion. Acta Biomater. 2017, 59, 108–116. [Google Scholar] [CrossRef]
- Hirschfeld, J.; Akinoglu, E.M.; Wirtz, D.C.; Hoerauf, A.; Bekeredjian, D.I.; Jepsen, S.; Haddouti, E.M.; Limmer, A.; Giersig, M. Long-term release of antibiotics by carbon nanotube-coated titanium alloy surfaces diminish biofilm formation by Staphylococcus epidermidis. Nanomedicine 2017, 13, 1587–1593. [Google Scholar] [CrossRef]
- Li, X.; Liu, X.M.; Wu, S.L.; Yeung, K.W.K.; Zheng, Y.F.; Chu, P.K. Design of magnesium alloys with controllable degradation for biomedical implants: From bulk to surface. Acta Biomater. 2016, 45, 2–30. [Google Scholar] [CrossRef]
- Bowles, R.D.; Setton, L.A. Biomaterials for intervertebral disc regeneration and repair. Biomaterials 2017, 129, 54–67. [Google Scholar] [CrossRef]
- Singh, A. Biomaterials innovation for next generation ex vivo immune tissue engineering. Biomaterials 2017, 130, 104–110. [Google Scholar] [CrossRef]
- Fei, J.J.; Wen, X.X.; Lin, X.; Saijilafu; Wang, W.H.; Ren, O.; Chen, X.J.; Tan, L.L.; Yang, K.; Yang, H.L.; et al. Biocompatibility and neurotoxicity of magnesium alloys potentially used for neural repairs. Mater. Sci. Eng. C 2017, 78, 1155–1163. [Google Scholar] [CrossRef] [PubMed]
- Arabnejad, S.; Johnston, B.; Tanzer, M.; Pasini, D. Fully porous 3d printed titanium femoral stem to reduce stress-shielding following total hip arthroplasty. J. Orthop. Res. 2017, 35, 1774–1783. [Google Scholar] [CrossRef]
- Tibbitt, M.W.; Langer, R. Living biomaterials. Acc. Chem. Res. 2017, 50, 508–513. [Google Scholar] [CrossRef] [PubMed]
- Thirumalaikumarasamy, D.; Shanmugam, K.; Balasubramanian, V. Influence of chloride ion concentration on immersion corrosion behaviour of plasma sprayed alumina coatings on AZ31B magnesium alloy. J. Magn. Alloys 2014, 2, 325–334. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.J.; Xu, Z.G.; Smith, C.; Sankar, J. Recent advances on the development of magnesium alloys for biodegradable implants. Acta Biomater. 2014, 10, 4561–4573. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.X.; Tan, L.L.; Yu, X.M.; Etim, I.P.; Ibrahim, M.; Yang, K. Mechanical properties of magnesium alloys for medical application: A review. J. Mech. Behav. Biomed. Mater. 2018, 87, 68–79. [Google Scholar] [CrossRef] [PubMed]
- Peng, Q.M.; Huang, Y.D.; Zhou, L.; Hort, N.; Kainer, K.U. Preparation and properties of high purity Mg–Y biomaterials. Biomaterials 2010, 31, 398–403. [Google Scholar] [CrossRef] [Green Version]
- Feyerabend, F.; Fischer, J.; Holtz, J.; Witte, F.; Willumeit, R.; Drücker, H.; Vogt, C.; Hort, N. Evaluation of short-term effects of rare earth and other elements used in magnesium alloys on primary cells and cell lines. Acta Biomater. 2010, 6, 1834–1842. [Google Scholar] [CrossRef]
- Doležal, P.; Zapletal, J.; Fintová, S.; Trojanová, Z.; Greger, M.; Roupcová, P.; Podrábský, T. Influence of processing techniques on microstructure and mechanical properties of a biodegradable Mg-3Zn-2Ca alloy. Materials 2016, 9, 880. [Google Scholar] [CrossRef] [PubMed]
- Vinogradov, A. Effect of severe plastic deformation on tensile and fatigue properties of fine-grained magnesium alloy ZK60. J. Mater. Res. 2017, 32, 4362–4374. [Google Scholar] [CrossRef] [Green Version]
- Figueiredo, R.B.; Langdon, T.G. Processing Magnesium and Its Alloys by High-Pressure Torsion: An Overview. Adv. Eng. Mater. 2019, 21, 1801039. [Google Scholar] [CrossRef]
- Xu, S.M.; Teng, X.Y.; Zhou, G.R.; Zhao, D.G. Effect of solution treatment on mechanical and corrosion resistance properties of Mg–Zn–Nd–xCa alloy. Mater. Res. Express 2017, 4, 126510. [Google Scholar] [CrossRef] [Green Version]
- Rao, K.P.; Prasad, Y.V.R.K.; Dharmendra, C.; Suresh, K.; Hort, N.; Dieringa, H. Review on Hot Working Behavior and Strength of Calcium-Containing Magnesium Alloys. Adv. Eng. Mater. 2018, 20, 1701102. [Google Scholar] [CrossRef]
- Jia, P.; Zhang, J.Y.; Hu, X.; Teng, X.Y.; Zuo, M.; Gao, Z.R.; Yang, C.; Zhao, D.G. Grain refining effects of the melt thermal-rate treatment and Al–Ti–B–Y refiner in as-cast Al–9Si–0.5 Mg alloy. Mater. Res. Express 2018, 5, 066520. [Google Scholar] [CrossRef]
- Jia, P.; Hu, X.; Zhang, J.Y.; Teng, X.Y.; Gao, G.G.; Zhao, D.G.; Yang, Z.X.; Zuo, M.; Zhang, S.; Hu, G.Z. Strengthening effects of Y and Sr on Al–9Si–0.5 Mg alloy. Mater. Res. Express 2018, 6, 016538. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Jia, P.; Xu, S.M.; Lou, G.; Zhou, G.R.; Zhao, D.G.; Teng, X.Y. Effect of cooling rates and Zr addition on the microstructure and corrosion behaviors of the Mg–Zn–Gd alloys. Mater. Res. Express 2018, 5, 016506. [Google Scholar] [CrossRef]
- Jia, P.; Wu, M.; Zhang, J.Y.; Hu, X.; Teng, X.Y.; Zhao, D.G.; Wei, T.; Dong, D.H.; Liu, Q.; Wang, Y. Effects of Mg–Zn–Y quasicrystal addition on the microstructures, mechanical performances and corrosion behaviors of as-cast AM60 magnesium alloy. Mater. Res. Express 2018, 5, 106512. [Google Scholar] [CrossRef]
- Tong, L.B.; Zhang, Q.X.; Jiang, Z.H.; Zhang, J.B.; Meng, J.; Cheng, L.R.; Zhang, H.J. Microstructures, mechanical properties and corrosion resistances of extruded Mg–Zn–Ca–xCe/La alloys. J. Mech. Behav. Biomed. Mater. 2016, 62, 57–70. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.Y.; Jia, P.; Deng, Y.B.; Zhao, D.G.; Teng, X.Y. Effect of Nd addition on the microstructure, mechanical and corrosion properties of Mg–Zn–Y–Nd alloys. Mater. Sci. Forum 2017, 898, 71–78. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.M.; Su, J.F.; Peng, X.D.; Wen, H.M.; Wei, G.B.; Pan, F.S.; Lavernia, E.J. Influence of extrusion temperature on microstructure and mechanical behavior of duplex Mg-Li-Al-Sr alloy. J. Alloys Compd. 2018, 750, 696–705. [Google Scholar] [CrossRef]
- Hu, G.X.; Cai, X.; Rong, Y.H. Fundamentals of Materials Science, 3rd ed.; Shanghai Jiaotong University Press: Shanghai, China, 2009. [Google Scholar]
- Li, X.D.; Ma, H.T.; Dai, Z.H.; Qian, Y.C.; Hu, L.J.; Xie, Y.P. First-principles study of coherent interfaces of Laves-phase MgZn2 and stability of thin MgZn2 layers in Mg-Zn alloys. J. Alloys Compd. 2017, 696, 109–117. [Google Scholar] [CrossRef]
- Gong, F.B.; Shen, J.; Gao, R.H.; Xie, X.; Luo, X. Enhanced corrosion resistance of magnesium alloy by a silane-based solution treatment after an in-situ formation of the Mg(OH)2 layer. Appl. Surf. Sci. 2016, 365, 268–274. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Zn | Nd | Ca | Al | Fe | Mg |
|---|---|---|---|---|---|---|
| Mg-6Zn-0.5Nd-0.5Ca | 6.066 | 0.475 | 0.517 | 0.034 | 0.037 | Bal. |
| Mg-6Zn-0.5Nd-0.8Ca | 5.865 | 0.522 | 0.783 | 0.045 | 0.028 | Bal. |
| Ion | Ion Concentration (mM) | |
|---|---|---|
| Blood Plasma | SBF | |
| Na+ | 142.0 | 142.0 |
| K+ | 5.0 | 5.0 |
| Mg2+ | 1.5 | 1.5 |
| Ca2+ | 2.5 | 2.5 |
| Cl− | 103.0 | 103.0 |
| HCO3− | 27.0 | 27.0 |
| HPO42− | 1.0 | 1.0 |
| SO42− | 0.5 | 0.5 |
| pH | 7.2–7.4 | 7.3 |
| Alloy | Mg-6Zn-0.5Nd-0.5Ca | Mg-6Zn-0.5Nd-0.8Ca |
|---|---|---|
| σe (MPa) | 168.5 | 229.7 |
| σs (MPa) | 173.3 | 235.8 |
| σb (MPa) | 222.5 | 287.2 |
| δ (%) | 20.2 | 18.4 |
| Point | C | O | Mg | P | Ca |
|---|---|---|---|---|---|
| Point 1 | 29.45 | 49.78 | 7.96 | 7.36 | 5.45 |
| Point 2 | 27.36 | 56.24 | 6.89 | 5.59 | 3.92 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lou, G.; Xu, S.; Teng, X.; Ye, Z.; Jia, P.; Wu, H.; Leng, J.; Zuo, M. Effects of Extrusion on Mechanical and Corrosion Resistance Properties of Biomedical Mg-Zn-Nd-xCa Alloys. Materials 2019, 12, 1049. https://doi.org/10.3390/ma12071049
Lou G, Xu S, Teng X, Ye Z, Jia P, Wu H, Leng J, Zuo M. Effects of Extrusion on Mechanical and Corrosion Resistance Properties of Biomedical Mg-Zn-Nd-xCa Alloys. Materials. 2019; 12(7):1049. https://doi.org/10.3390/ma12071049
Chicago/Turabian StyleLou, Gui, Shumin Xu, Xinying Teng, Zhijian Ye, Peng Jia, Hao Wu, Jinfeng Leng, and Min Zuo. 2019. "Effects of Extrusion on Mechanical and Corrosion Resistance Properties of Biomedical Mg-Zn-Nd-xCa Alloys" Materials 12, no. 7: 1049. https://doi.org/10.3390/ma12071049
APA StyleLou, G., Xu, S., Teng, X., Ye, Z., Jia, P., Wu, H., Leng, J., & Zuo, M. (2019). Effects of Extrusion on Mechanical and Corrosion Resistance Properties of Biomedical Mg-Zn-Nd-xCa Alloys. Materials, 12(7), 1049. https://doi.org/10.3390/ma12071049