The Use of Plant Biomass Pellets for Energy Production by Combustion in Dedicated Furnaces


1
Department of Geoengineering and Reclamation, Institute of Environmental Engineering, University of Zielona Góra, 65-516 Zielona Góra, Poland
2
Department of Construction Technology, Geotechnics and Geodesy, Institute of Civil Engineering, University of Zielona Gora, 65-516 Zielona Góra, Poland
3
Centre of Renewable Energy Ltd. Co., University of Zielona Góra, 51A Armii Krajowej St., 66-100 Sulechów, Poland
4
Lubuski Centre for Innovation and Agricultural Implementation Ltd. Co., University of Zielona Góra, Kalsk 122, 66-100 Sulechów, Poland
*
Author to whom correspondence should be addressed.
Energies 2020, 13(2), 463; https://doi.org/10.3390/en13020463
Submission received: 20 December 2019
/
Revised: 10 January 2020
/
Accepted: 15 January 2020
/
Published: 17 January 2020
(This article belongs to the Special Issue Biomass Energy Systems)
Abstract
:Biomass combustion is technologically difficult. It is also problematic because of the necessity to manage the ash that is generated in the process. The combustion of biomass pellets is optimum when their moisture is 6–8%. The calorific value of pellets made from straw and willow wood (4:1) was 17.3–20.1 MJ∙kg−1. There were serious problems with burning this material caused by the accumulation and melting of bottom ash on the grate, which damaged the furnace. These problems with optimizing the biomass combustion process resulted in increased CO emissions into the atmosphere. It was shown that pelletization could also be used to consolidate the ash generated during the combustion process, which would eliminate secondary dust during transport to the utilization site. For this purpose, it was suggested to add binding substances such as bentonite and bran. The analysis showed that an optimum material for pelletization should contain, on average, 880 g of ash, 120 g of bentonite, 108 g of bran, and 130 g of water.
1. Introduction
The combustion of biomass is one of the possibilities of its utilization that is economically important because it leads to energy production. The production of energy from biomass is becoming more and more common recently, as demonstrated by global, national, and regional data [1,2,3,4,5]. The reason for this is the very large amount of agricultural, forest, and waste biomass that is available for use for energy production in already existing installations combusting solid fuels. It would also be possible to combust biomass with coal [6]. However, during biomass combustion, large amounts of gases, dust, and ash are generated, which may be a significant environmental challenge [7,8,9]. The development of renewable energy sources in Poland is characterized by an increasing use of biomass for energy production. In the period 2006–2013, the production of electricity from biomass in Poland increased from 1.8 TWh to 9.5 TWh. An important role in this process is played by the technology of co-combustion of coal (black coal and lignite) with agricultural and forest biomass, which is a global trend [9]. Since biomass is carbon-neutral, CO2 emissions into the atmosphere from power plants and coal-fired heating plants are limited. In 2012, the consumption of biomass in the power industry amounted to 7.1 million Mg, 5.2 million Mg of which was the amount of material used for co-combustion [10].
As far as biomass of agricultural origin is concerned, its potential was estimated for solid waste as 36.2 Mtoe (million tons of oil equivalent) in 2010, and forecasts for 2020 predict an increase to 39.9 Mtoe [11]. Due to its physical properties, straw is a difficult material to burn in unprocessed form, especially in low-power boilers. For this reason, in recent years there was a significant development of straw compaction methods such as pelleting or briquetting, also with the use of other materials [12,13]. As far as energy production is concerned, pellets are much better than raw biomass, since higher biomass density reduces transport costs and improves combustion parameters [14]. In comparison to raw biomass, the combustion of pellets results in lower emissions of solid particles into the atmosphere [8]. During the formation of pellets, it possible to control their composition, and, during their final use, it is possible to automatically feed them to the furnace. Pellets from crop plant biomass are produced from energy plants (miscanthus, reed cannula, semolina, timothy grass, mallow, rape, sunflower, Jerusalem artichoke, hemp), as well as crop and food industry wastes (cereals, potatoes, beets, corn, flax, olive pips). On a global scale, wood is the basic type of biomass used for energy production. Nevertheless, in developed countries, the yield of fuel wood is small in comparison to the total amount of wood harvested—8.8% of timber and approximately 4% of slash in Poland in 2017 [15]. Wood pellets could be widely used as a source of heat because they are easy to use by individual customers, have a high calorific value, generate a small amount of ash, and meet standard requirements [16]. An issue affecting the acquisition of fuel wood to consider is the protection of the atmosphere and the surface of the earth, also by limiting deforestation [17,18]. This problem and the increase in the production of biomass pellets on a global scale will lead to a situation where woody and herbaceous biomass will be more difficult to obtain, which will hinder further development of this industry [13]. In the world literature, a large amount of information can be found on significant emissions of gases and dust from solid fuel and biomass combustion into the atmosphere. However, there are not many studies on the effects of the combustion of compacted biomass [9].
There are also descriptions of problems encountered while using biomass heating furnaces, especially such as disturbances in the use of furnaces due to corrosion of mechanisms, formation of slags that are difficult to remove, and disturbances of combustion control [3,6,19,20,21,22,23]. One of the reasons for the abovementioned problems is the presence of aggressive chemical compounds formed during the combustion of biomass and other fuels, as well as those that are not environmentally neutral. Among them, special attention is paid to gaseous acid anhydrides, non-metal oxides, and halogens, as well as potassium salts and other solid combustion products present in ash. Previous studies showed that the combustion of biomass generates large emissions of free chlorine and hydrogen chloride (especially in the case of straw), which poses a high risk of corrosion to heating devices [1,24,25,26,27]. According to Obernberger [28], 0.1% Cl is the boundary content above which furnace damage occurs. Wheat, barley, and rape are among the plants with a high Cl content. Standards and recommendations for the use of biomass for combustion include provisions with a permissible Cl content of <0.02% (ÖNORM M 7135, DIN EN 15270), <0.03% (DIN 51731, SS 187120, CTI-R04/05), and even <0.3% (ITEBE—French recommendation [21]). According to Febrero et al. [29], even a low Cl content in biomass can lead to serious furnace damage. In the cited standards, there are also limits on the N and S content, i.e., elements leaving the furnace as N2, acid anhydrides, NOx, and SO2 (according to different indications, <0.3% for N and <0.04–0.08% (0.5)% for S) [19]. According to Obernberger [28], furnace damage occurs when the content of S in the fuel is >0.2%. Wheat and rape have a high S content.
The combustion of woody biomass generates a relatively smaller amount of chemical compounds causing corrosion and boiler damage than herbaceous plants [17]. Therefore, the best way to reduce the abovementioned problems is to properly select biomass mixtures at the pellet production stage. Moreover, various additives are used to reduce the risk of fouling and corrosion problems in boilers. The commonly used additives that reduce emissions of acid anhydrides into the atmosphere are lime, limestone, dolomite, and aluminosilicates (mainly kaolinite and bentonite), and the additives that raise the ash melting point are aluminosilicates, sulfur, and lime [8,24]. Monedero et al. [17] described, in this role, the addition of Ca/Mg–lignosulfonate to poplar wood pellets, which resulted in lower CO and NOx emissions. Qian Wang et al. [27] and other authors described the neutralization of Cl2 and HCl with sorbents based on CaCO3, CaO, Ca (OH)2, Na2CO3, and BaCO3 introduced into the furnace. The authors of this paper indicated that BaCl2 (formed by the reaction BaCO3 + 2HCl) was more stable at high temperatures (above 700 °C) than CaCl2. All sorbents analyzed combined chlorine well at temperatures of 500–600 °C. The use of sorbents is also described more broadly than in their role as neutralizers. Sarenbo and Claesson [30] described the use of limestone and dolomite in Swedish heating plants for agglomeration of dust and ash after wood combustion. Better biomass combustion conditions and safe ash formation are also achieved by skillful fuel selection. In the case of straw biomass, the desired results are obtained by using mixtures with fuel wood, lignite, or peat [24].
The aim of this study was to determine the possibility of using pellets made from various types of biomass for energy production, biomass pellet preparation conditions, storage conditions for biomass intended for energy production, and optimum biomass combustion conditions, as well as the possibility of minimizing the generation of acid anhydrides during combustion, and developing a technology for preparing ash from biomass combustion for natural use.
2. Materials and Methods
In order to determine the usefulness of biomass pellets as a fuel and to check whether it would be possible to safely use waste such as ash generated in the process of pellet combustion, the following tests were carried out: (1) optimum conditions were selected for storing and burning pellets produced from plant biomass; (2) the calorific value of pellets produced from plant and waste biomass was examined; (3) granules/pellets were produced from combustion ash with parameters that would enable their use as fertilizers.
In the first period of pellet use (February–April 2013), pellets were prepared from a mixture of 80% of straw and 20% of wood. In the second period (July 2013–April 2014), the mixture was changed to 70% of straw, 27% of wood, and 3% of lime. The change was forced by a large emission of chlorine during the combustion processes. As a result, damage of the furnace internal elements, including burners, was noted. After applying the lime, this problem was radically reduced, allowing the furnace operation. In both periods, the biomass was prepared for combustion in the form of pellets with a diameter of 8 mm (Figure 1).
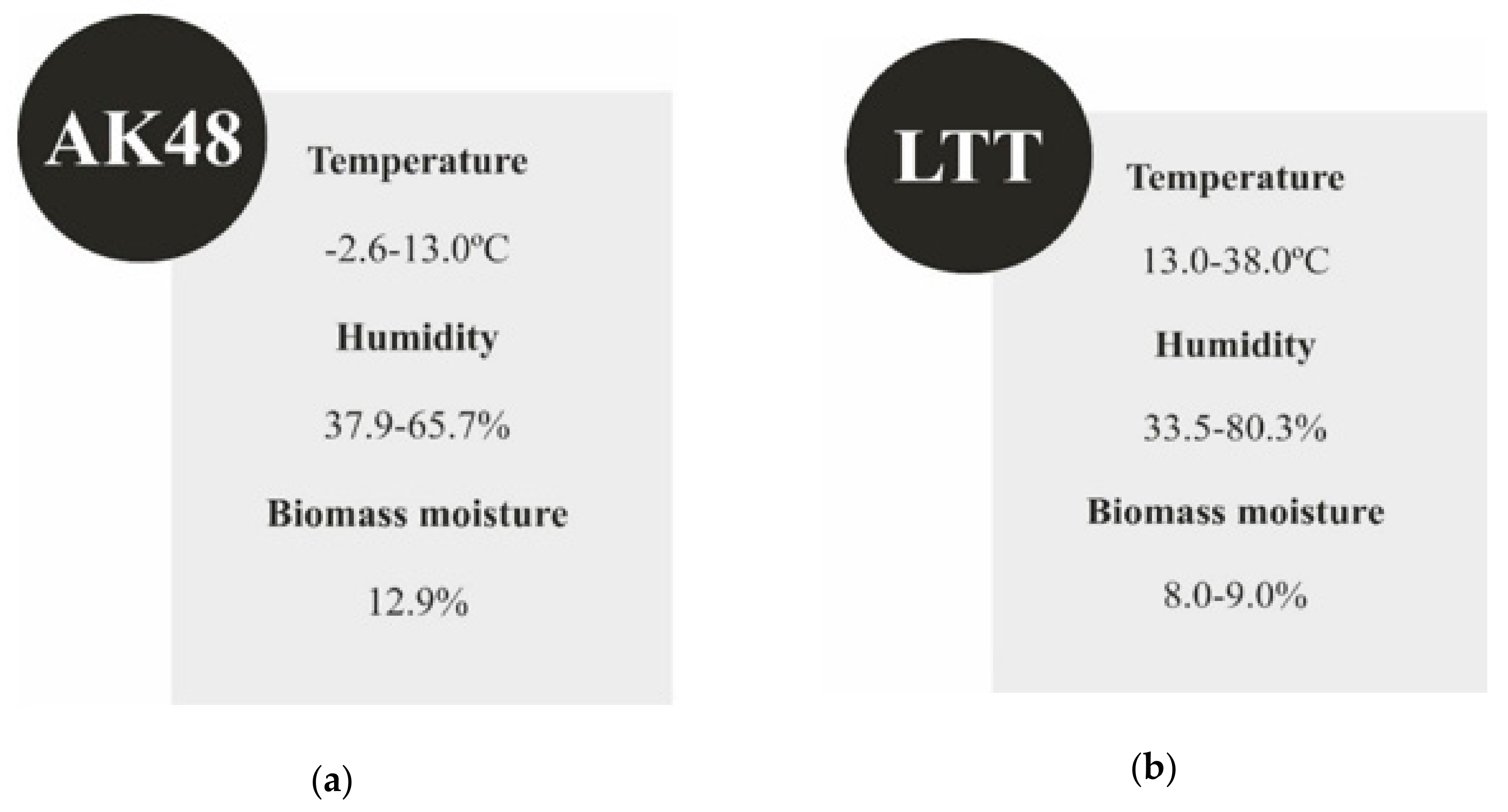
The material intended for combustion was stored in two types of conditions. One storage location was an open area (AK 48) for which microclimate parameters were recorded. The other storage place was an enclosed area, the Laboratory of Thermal Technologies (LTT), with an underfloor heating system. Microclimatic conditions were measured using a Fluke 975 microclimate parameter meter designed for measuring the efficiency of heating, ventilation, and air-conditioning systems and checking for carbon monoxide leaks in all types of buildings.
Pellets delivered by the “PAL-BUD” Marian Serwach Pellet Plant in Chlebowo were combusted in a prototype boiler with an automatic pellet feeding and ash removal system adapted for combusting straw biomass produced by Forster Heizkessel—modified PE40 boiler (Figure 2).
The main combustion parameters were as follows: incineration temperature 800 °C, air flow 20 m3·h−1, mass fuel consumed 1.5 kg·h−1, exhaust gas temperature 141–162 °C, exhaust gas mass flow 30 g·s−1, O2 in exhaust gas 11–14%, maximum operating temperature 90 °C, maximum operating pressure 2.5 bar, pellet residual moisture 8–9%, and ash production 3.84% of the pellet mass [31,32].
The biomass boiler was included in the heat production and distribution system at the Laboratory of Thermal Technologies in the Renewable Energy Centre (REC). The laboratory research system was equipped with an advanced measuring system based on measuring devices made by E&H. The exhaust duct of the boiler was equipped with a measuring connection for chemical analysis of exhaust gases. Measurement data were registered by the building management system (BMS) using the Wonderware System Platform. Exhaust gas was measured continuously using a TESTO 350 Xl (Testo Co. Ltd., Pruszków, Poland) exhaust gas analyzer. Emission measurements were conducted after the combustion conditions were stabilized, i.e., in the so-called high-temperature combustion phase [33]. The information from the gas analyzer is presented in the paper on a dry basis.
Ash melting properties (softening, melting, and flowing points) were determined using standard procedures CEN/TS 15370-1:2006 (Solid biofuels: Method for the determination of ash melting behavior; Part 1: Characteristic temperatures method).
In order to determine whether it would be possible to granulate biomass ash, a study of the pure material and the following mixtures of this material with bentonite as a binder was carried out:
- 955 g of ash + 45 g of bentonite,
- 910 g of ash + 90 g of bentonite,
- 775 g of ash + 225 g of bentonite.
Subsequently, samples with a grain size of 2, 3, and 4 mm were sieved. In the first research period (2013), granulate was prepared by mechanical “coating” on a vibrating table. After analyzing the results of preliminary granulation tests, an optimum mixture of 775 g of ash + 225 g of bentonite was chosen. The second stage of material preparation (2014) was based on ash pelletization technology. A P-300 pelletizer made by Protechnik company was used to produce the final compacted material. As in 2013, it was checked whether it would be possible to pelletize the mixtures. Before pelletization, the addition of water was modified to 40–220 g∙kg−1 of dry mass, and cereal bran was added as an additional binder in the amount of 20–220 g∙kg−1 of dry mass. The hydraulic stability and the effect of the material on the pH of water were analyzed (Figure 3).
In the present study, multiple regression analysis was performed to determine the relationship between independent (explanatory) and dependent (explained) variables. In the present study, the dependent variable was the efficiency of heat accumulation, and the independent variables were the average biomass calorific value and biomass moisture content. In this multidimensional case, where we are dealing with more than one independent variable, a simple regression cannot be represented in two-dimensional space. The general multiple regression equation takes the following form:
Y = a + b1 × X1 + b2 × X2 + … + bp × Xp.
In Equation (1), the regression coefficients (b1, b2, …, bp) represent the independent contributions of each of the independent variables to the prediction of the dependent variable. The best prediction is expressed by the regression line, and the deviation of a given point from this line is determined by the residual value. The predictive quality of the dependent variable depends on the variance of the residual values around the regression line relative to the overall variation. A smaller variance denotes better quality of the prediction. In practical applications, we use the coefficient of determination to evaluate the quality of prediction, which we determine as a complement to the unity of variance of residual values. The value of the coefficient of determination is, therefore, an indicator of the fit of the model to the data held. All calculations were made using basic statistics and multiple regression analysis available in the TIBCO (3307 Hillview Avenue, Palo Alto, CA, USA) Statistica 13.3 software.
3. Results and Discussion
3.1. Biomass Properties
The material had a non-homogeneous structure. The caloric test carried out in April 2013 showed fluctuations in the tested samples in the range of 16.61–20.21 MJ∙kg−1, while ash generation was in the range of 1.28–3.17%. The average results of the research on pellets from the first season indicated a low ash generation value amounting to 2.34% ± 0.39% and a calorific value of 18.95 ± 0.72 MJ∙kg−1. In the case of pellets modified with lime from the second research period, ash generation amounted to 1.91–9.71% (average of 2.98% ± 0.95%), and the calorific value was 16.32–20.70 MJ∙kg−1 (average of 18.83 ± 0.78 MJ∙kg−1). The calorific values obtained were similar to those reported by other authors for pellets made from wood mass [33,34,35]. Some authors reported a higher calorific value for wood pellets of 20.3–20.8 MJ∙kg−1, with significantly lower ash generation of 0.27–0.39%. However, these authors analyzed material from pine wood [36].
The amount of ash generated from biomass is described as variable, depending on the origin of the material. For pure wood, it is within 0.4–1.8%; for wood bark, it is within 6.3–10.4%; for energy plants, it is within 2.4–7.7%; for agricultural biomass, it is within 6.9–9.2%; for agri-food industry wastes, it is within 1.1–9.2% [37].
The analyses showed a low nitrogen and sulfur content in the biomass, but a high chlorine content (Table 1). These are the expected values for straw. Toscano et al. [38] noted that, in pellets from vine shoots, the content of N was more than twice as high (0.59%), but the content of S was almost five times lower (0.03%).
The analysis of the material also showed the presence of 1–2% sand in the pellets. This is probably related to the technology of harvesting straw and willow wood. If plants are cut by machines too close to the soil, soil material is also drawn in. This is an element that adversely affects the mechanical elements of the combustion system, mainly solid fuel feeders. It may cause abrasion on their surface, which may also affect the content of Cr and other heavy metals in the ash [10,37].
The content of biomass components is strongly related to the species of energy plants and particular parts of these plants. The pellets used in this study had a relatively high content of C, a standard content of S and K, and a relatively low content of Ca and Cl. The content of H and O was within the standard range for biomass. The content of carbon in biomass is described as fluctuating from 45% to 56%, reaching 45–47% for straw, 46–52% for wood, bark, and forest waste, and 47–51% for willow. The content of H was 5.4–6.8%, and the content of O was 24.3–46% [10,24,35,37]. The content of sulfur was generally low, from 0.02% to 0.3%. However, there were also wood pellets with a much higher content of S at 4.15% [10]. The content of Cl also varied, amounting to 0.01–0.09% for wood biomass, while, for straw, it was much higher at 0.69–1.30%. Cuellar and Herzog [10] noted a relatively high content of Cl in wood pellets at 1.6%. The content of the two main alkaline elements in biomass (K and Ca) was reported to be at different levels, i.e., 0.02–1.3% and 0.1–1.5%, respectively, according to Shao et al. [24], and 9.21% and 34.41% according to Cuellar and Herzog [10]. The content of Cd, Ni, Pb, and Zn in the biomass was small and similar to the content described in most sources. On the other hand, a relatively high content of Cr and Cu was noted. However, in other studies on biomass pellets, these elements were found in concentrations of 3.2 mg∙kg−1 Cr and 17.2 mg∙kg−1 Cu, i.e., higher than in the analyses described in this study [38].
3.2. Specifications for Biomass Storage Conditions
As a result of the monitoring of pellet storage sites, a significant difference in temperature and moisture distribution was noted depending on the fuel storage location. Biomass moisture has a significant impact on its calorific value and the amount of ash generated during the combustion process. Daily monitoring data indicated that moisture parameters in storage location AK 48 varied depending on changes in external atmospheric conditions (Figure 4a). External conditions had a smaller impact on the parameters of biomass in the LTT room, especially in winter, since microclimate parameters were adjusted using the floor heating system controlled by the BMS (Figure 4b).
Significant differences were observed between pellet moisture levels, which is an important parameter affecting the calorific value of fuel. Pellet moisture levels higher by 43–61% were noted in storage location AK48, and lower levels were noted in the LTT room.
3.3. Specifications for Optimum Biomass Combustion Conditions
Combusted biomass has a high content of volatile parts (2.5 times higher than black coal). This dramatically changes ignition and combustion conditions. Different combustion temperatures increase the risk of residue formation in the furnace and on convective heating surfaces. The combustion of straw biomass also leads to an increase in the content of sulfates and chlorine compounds. These compounds and the residue accelerate high-temperature corrosion on boiler elements.
During the research period, there was a relatively small variation in the average calorific value of the biomass, which is reflected by the small standard deviation from the average value of 18.76 ± 0.75 MJ·kg−1. A similar level of variation was noted for the efficiency of heat accumulation, amounting to an average of 60.97% ± 3.84% (Table 2). Table 2 presents the following additional information:
- -
- weight of the biomass used, ranging from 3–769 kg;
- -
- primary energy of biomass, ranging from 58–14,902 MJ (16–4140 kWh);
- -
- energy transferred to the external tank of 1500 L, ranging from 6–2368 kWh;
- -
- energy transferred to the container in the furnace, ranging from 4–92 kWh.
An important variation of the results is very clear, upon analyzing all of the parameters. This lack of combustion process equalization should be interpreted as an important factor of the fluctuation of other parameters, including those related to emissions and the bottom ash collecting process.
Based on the results, a multiple regression analysis was carried out to capture the relationship among the efficiency of heat accumulation, the average biomass heating value, and biomass moisture for selected factors having the greatest impact on the biomass combustion process. Figure 5 shows a relationship graph with a plane adjusted with the least squares method. The relationship between the variables (after eliminating outliers) analyzed can be represented by the following regression equation:
where X is the average biomass calorific value, Y is the biomass moisture content, and Z is the efficiency of heat accumulation. It can be concluded from Equation (2) that the efficiency of accumulated heat increases by 0.26% when the average biomass calorific value increases by 1 MJ∙kg−1, while it decreases by 0.24% when moisture increases by 1%. Moreover, all the variables analyzed are related to the dependent variable, which is the efficiency of heat accumulation. The value of the coefficient of determination, which is an indicator of the quality of the fit of the model in this study, was R2 = 0.33.
Z = 0.26X − 0.24Y + 65.19,
Basic statistics were calculated for the efficiency of heat accumulation, the biomass heating value, and biomass moisture. The content of moisture in the pellets had a clear impact on the decrease in the average biomass calorific value since some of the energy was used to evaporate water from the fuel. For the relationship analyzed, a correlation coefficient of −0.56 with a significance level of α = 0.05 was obtained.
There is an inversely proportional relationship between the propagation of the pellet combustion process and pellet moisture. However, it does not affect the maximum temperature reached during the combustion of the fuel [2]. Huhtinen [39] noted an inversely proportional relationship between biomass moisture and the biomass calorific value. Moskalik and Gendek [40] approached this issue in the same way, pointing to the critical importance of humidity for the calorific value of biomass fuel and its quality. The latter is described in the international standard ISO 17225-4, which specifies moisture parameters for class A1 and class A2 pellets (≤15% and ≤35%, respectively). Huhtinen [39] described the problem as related to the energy used to evaporate water from fuel, which is approximately 2.6 MJ·kg−1.
There was an increase in the efficiency of heat accumulation when pellet moisture increased in the range of 8–10%. For the relation analyzed, a correlation coefficient of 0.39 with a significance level of a = 0.05 was obtained. The highest values of the index (62.07–68.50 MJ∙kg−1) were obtained for pellet moisture in the range of 8–9%.
The combustion of biomass pellets resulted in the accumulation of large amounts of bottom ash and slag in the combustion chambers of the boiler, which over time obstructed the air supply systems in the furnace. This caused damage to the boiler (Figure 6). In the literature, this phenomenon is described as a very important negative factor connected to the use of biomass for energy production. Silica, chloride salts, and to a lesser extent sulfate salts that precipitate in the furnace and combine with ash particles contribute to this phenomenon [24].
This is a particularly important problem connected to the use of agricultural biomass consisting of straw and other post-harvest debris. They generate large amounts of ash and have a relatively high content of chlorine, which forms alkaline chloride cations during the combustion process. Their presence in the ash results in a low melting point [10].
3.4. Preparation of Ash for Further Use
During the combustion process, a large amount of ash is generated, which is indicated by the ash generation properties of the material used (Figure 1). The melting properties of the ash analyzed were determined as follows:
- softening point—1197 °C,
- melting point—1221 °C,
- pour point—1358 °C.
Most types of solid biofuels have relatively low ash softening and melting points compared to coal, mainly due to the high content of alkali metal compounds [24]. A large number of these former components of plant tissues during combustion generate sulfate and chloride salts with a relatively low melting point, as well as oxides and hydroxides with a higher melting point [9,41,42]. This is a significant problem as far as the formation of slags and other deposits in the furnace is concerned [43]. The results indicate definitely higher rates than those described for clean straw. This proves that the other pellet component has an impact, and that it could be polluted. The literature states that the ash softening point for straw is about 700 °C, and the melting point is 975–1025 °C. However, these values could be much higher depending on the wooden component. The ash softening point for tree bark is 1000–1200 °C, and the melting point is 1480 °C [41]. Moreover, these values can be significantly reduced, even to a melting point of 800–900 °C [10,24], by salts formed during the combustion of biomass that binds solid ash particles (mainly sodium and potassium chlorides).
Ash is a difficult material to transport due to the large amount of secondary dust. In the power industry, this problem is eliminated by the use of so-called wet transport; however, in the case of small heating plants, it is difficult to use this method. As a result, it was proposed to solidify ash in the form of granules, and, in the next cycle, in the form of pellets. There are studies that suggested the possibility of obtaining durable material using this method even for applications in the aquatic environment [44], but with the use of ash and dust of different origin, i.e., from lignite.
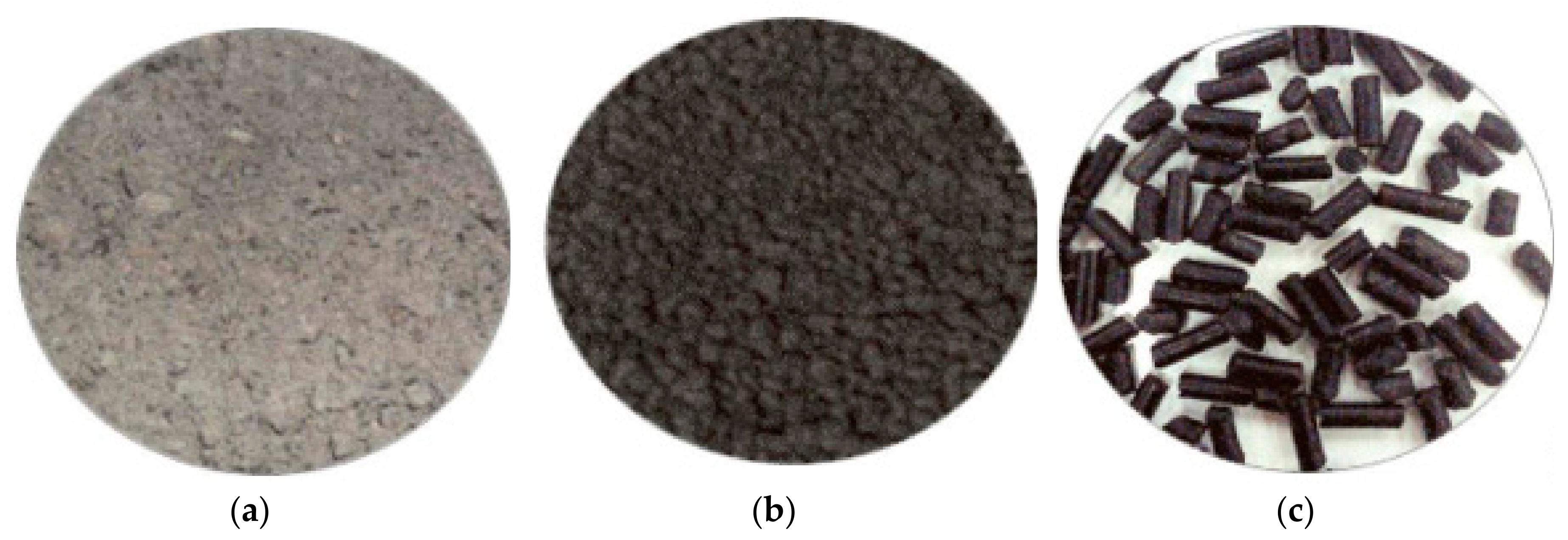
Studies on the granulation of ash with the addition of bentonite showed that the best results were obtained for a mixture of 775 g of ash and 225 g of bentonite. The material had the ability to create macrostructures, but their durability in transport was not satisfactory; the material crumbled and did not retain its granular structure (Figure 7).
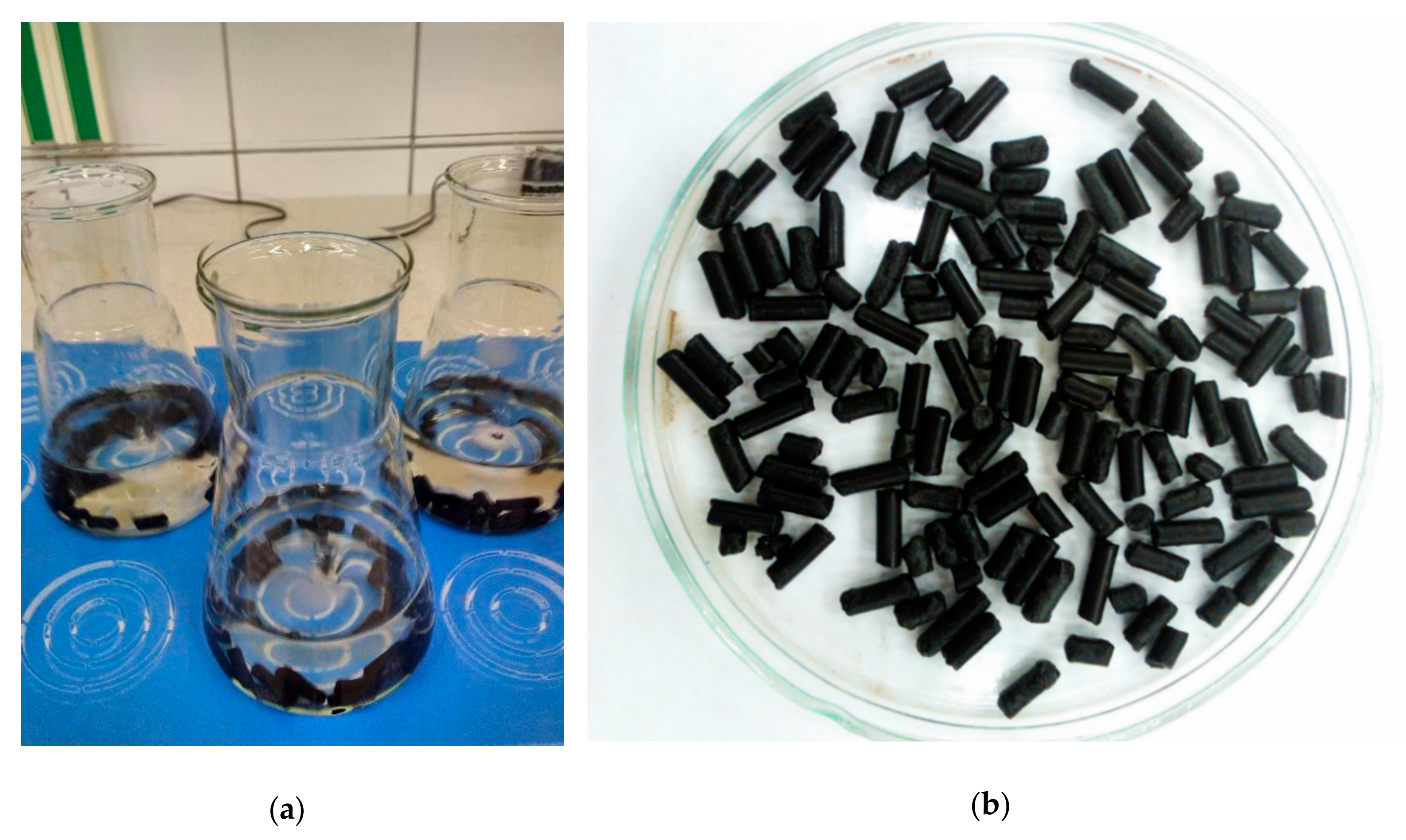
To analyze hydraulic stability and the effect of the material on the pH of water, the granulate was placed in plastic containers filled with water. The condition of the granulate was observed after 5, 10, and 30 min and after 1, 2, 12, and 24 h. The pellets were placed in flasks filled with water, which were placed on a magnetic stirrer for 4 h at 200 rpm (Figure 4). Subsequently, the pellets were left in water for two weeks without stirring. Observations were made after the same periods as in the case of the granulate and additionally after 48 h, and one and two weeks. Each variant was tested in five repetitions.
In the aquatic environment, the granulate was partially unbound after a few hours and completely unbound after 24 h. In view of the above, the pelletization technique was used. The results indicated that it was possible to produce durable pellets with three combinations of components: (1) 955 g of ash + 45 g of bentonite + 25 g of bran + 190 g of water; (2) 910 g of ash + 90 g of bentonite + 100 g of bran + 150 g of water; (3) 775 g of ash + 225 g of bentonite + 200 g of bran + 50 g of water (Table 3). Pellets with this composition retained their structure in transport, and a test in the aquatic environment showed that they were durable throughout the entire testing period.
A multifactorial analysis of variance was also used to determine the most favorable combination of components. This will be a starting point for further research. The analysis showed that an optimum material for pelletization should contain, on average, 880 g of ash + 120 g of bentonite + 108 g of bran + 130 g of water.
3.5. Analysis of the Combustion Process for Emissions
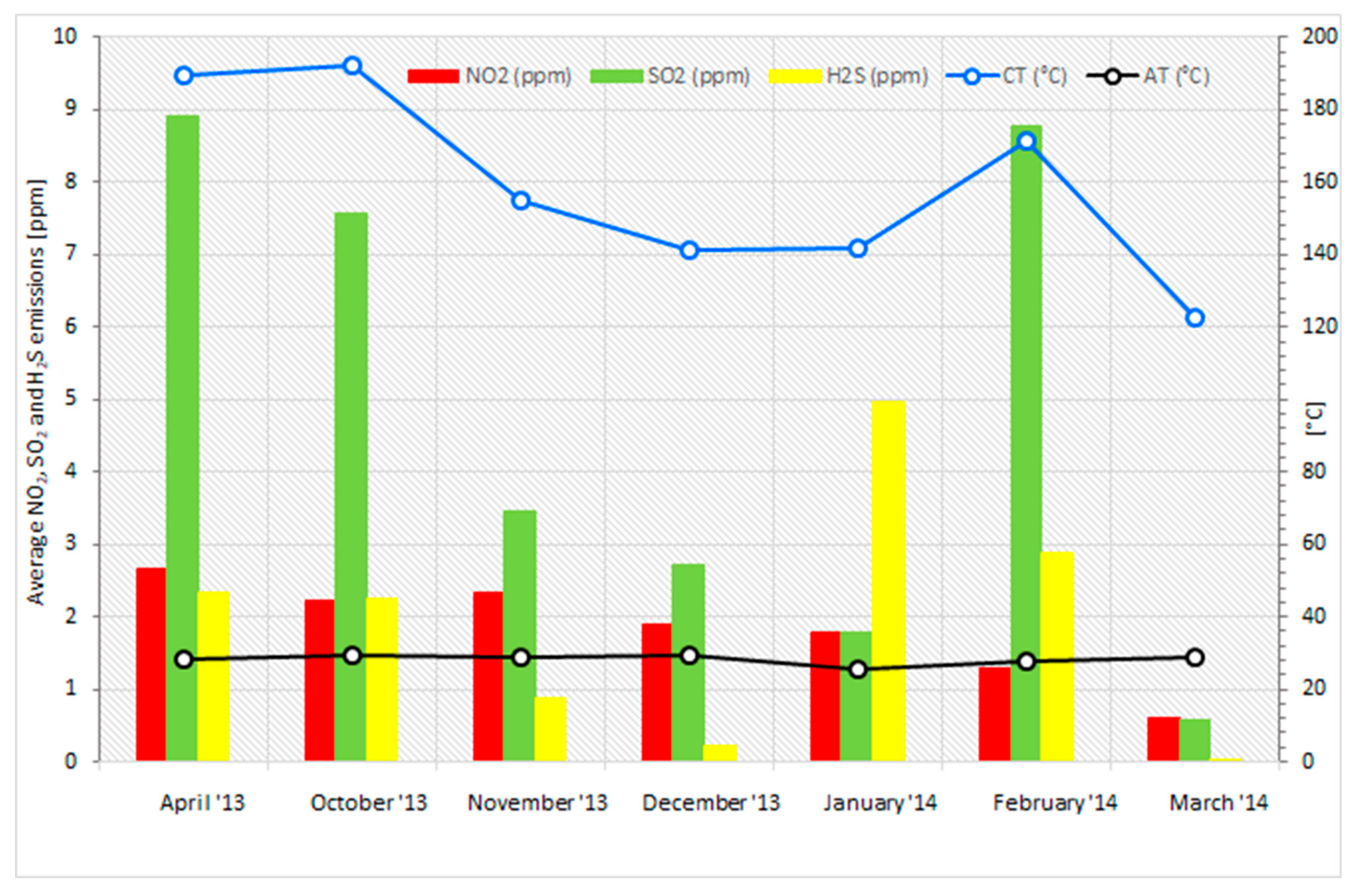
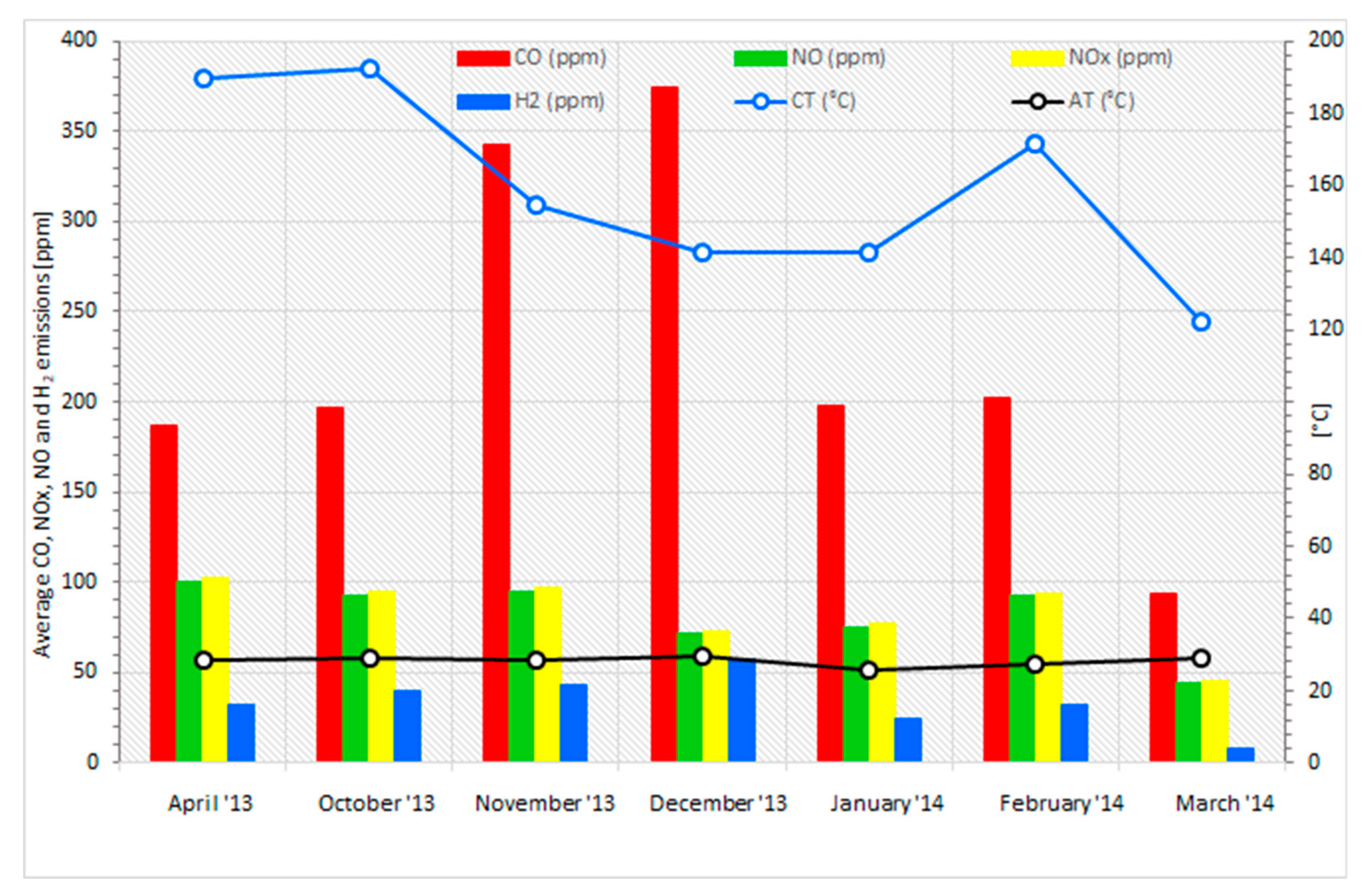
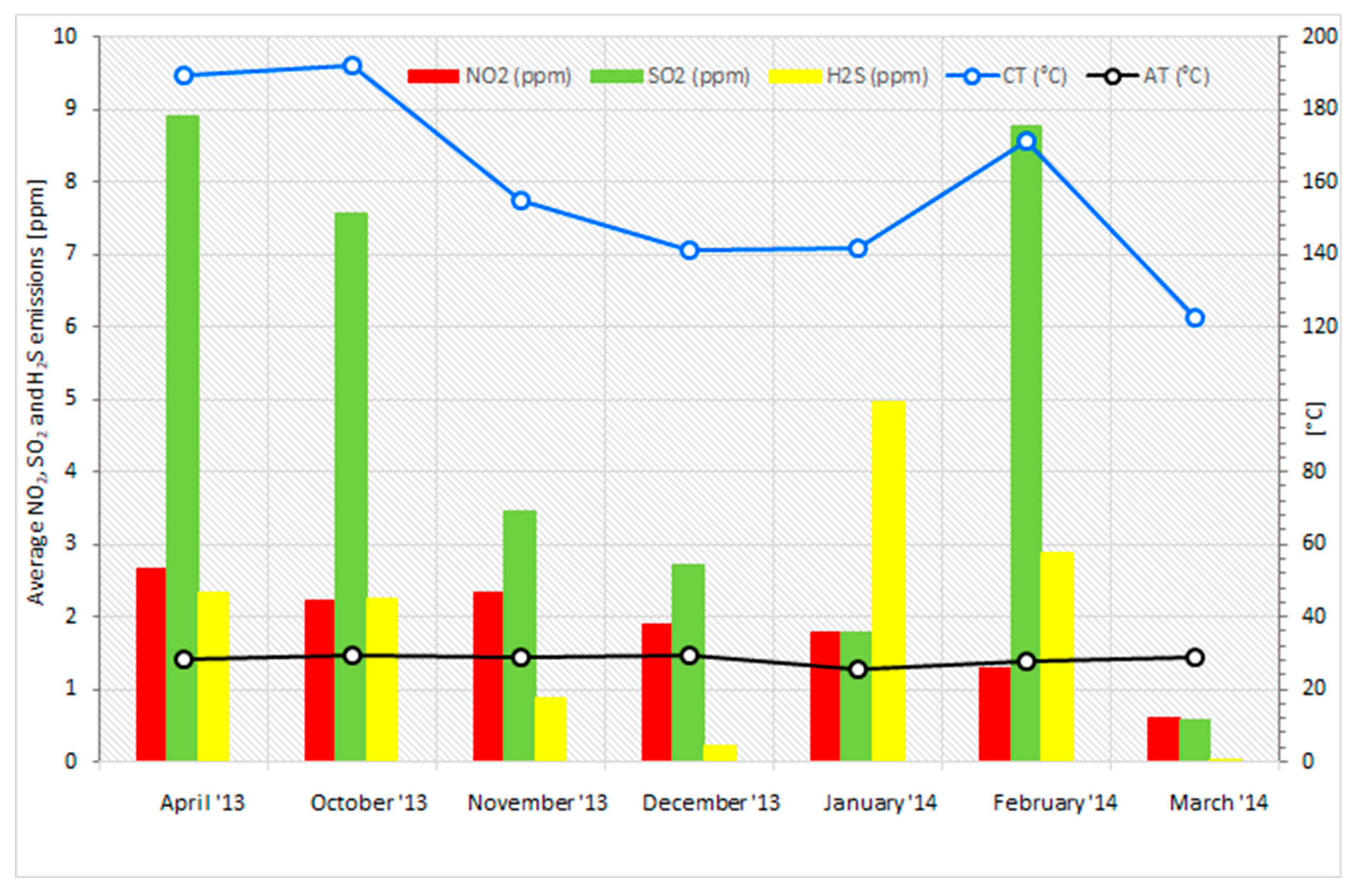
In this study, relatively high average CO (228 ± 90 ppm), NOx (83 ± 18 ppm), NO (81 ± 18 ppm), and H2 (34 ± 14 ppm) emissions were noted. Emissions of other gases were relatively low, e.g., NO2 (1.82 ± 0.64 ppm), SO2 (4.82 ± 3.24 ppm), and H2S (1.94 ± 1.60 ppm). Exhaust gas concentrations were characterized by a standard deviation that was higher than average, which indicates a significant irregularity of the combustion process during the measurement year (Figure 8 and Figure 9). The problem with the regularity of the combustion process was the subject of description based on the results in Table 2. Important differences are clearly visible between the observed extreme results and standard deviation values. The observed irregularity of the combustion process undoubtedly affected the qualitative composition and volume of gaseous emissions. This rule did not apply only to the emission of nitrogen oxides, which behaved stably regardless of the deviations of other parameters. It is worrying that the chemical composition of the compounds in the total emission proved the local formation of reducing conditions during the combustion process. This element will be the subject of further research to show the reasons for this phenomenon.
During the combustion of biomass, numerous chemical compounds and their mixtures are released into the atmosphere, mainly in the form of NOx (38.6% of environmental impact), dust (36.5%), CO2 (2%), and other pollutants (22.9%) [45]. At low combustion temperatures, numerous organic compounds such as volatile organic compounds (VOC) and CO are also emitted as a result of incomplete carbon oxidation [10,35]. Emissions of pollutants into the atmosphere strongly depend on both the type of biomass used as fuel and the combustion conditions [6,17]. Zhang et al. [34] noted highly varied CO emissions in a wide range of 43–201 g∙kg−1 for pellets under different combustion conditions. In the context of the results of this study, this particular element seems to be important. Since different types of biomass have different combustion characteristics, the problem is to find optimum settings of boiler operation parameters for different types of biomass fuel to minimize the emission of pollutants into the atmosphere.
4. Conclusions and Perspectives for Further Research
- Studies showed the presence of many elements disturbing the combustion process in the biomass pellet composition. Even when the fuel material has a good, promising calorific value ranging from 17.3 to 20.1 MJ·kg−1, irregularities of burning parameters were noted.
- Biomass moisture should be maintained at a level of 6–8%. In this way, both the calorific value and the combustion process remain at an optimum level. Proper moisture parameters of biomass can be maintained during the heating season by storing it in a room with a controlled microclimate. In the course of this study, it was observed that an increase in the humidity of pellets resulted in a decrease in the average calorific value of biomass and a simultaneous increase in the efficiency of heat accumulation.
- During the combustion of biomass, there is a technological problem related to the formation of a large amount of bottom ash, which, due to its partial melting, leaves residue on the boiler grate, walls, and equipment, which leads to boiler damage. At the current stage of research, it is difficult to indicate one prescription for removing this defect. In this respect, it seems to be of the utmost importance to avoid significant fluctuations in the combustion temperature by means of continuous regulation of boiler parameters and changes in the pellet composition.
- Bottom ash discharged from the furnace can be disposed of in a variety of ways. At this point, there is a problem with the transport of this material. In order to minimize secondary dust during transport, it was proposed to granulate or pelletize ash with the addition of a binder consisting of bentonite and bran. During the pelletization process, it is important to ensure the correct composition of pellets (ash, bentonite, bran, and water). Even small deviations from the optimum formula can result in a material that will be too loose or too plastic or will tend to form irregular lumps.
During further research, it will be necessary to think about methods for optimizing boiler operation parameters for different types of fuel since there is a need to minimize emissions to the atmosphere, and their composition depends both on the type of biomass and the combustion process. Moreover, an important element of the work to be done will be a search for an optimum boiler heating technology, and then application of biomass pellets to achieve a maximum level of combustion of the carbon contained in the pellets with simultaneous minimization of the phenomenon of bottom ash melting. The literature provides numerous data on the melting point of ash produced from different types of biomass. However, there are no data on the behavior of ash produced from biomass mixtures with a controlled composition and with the use of various materials and substances that raise the melting point or bind the ash components that are responsible for boiler damage caused by the phenomenon of bottom ash melting.
Author Contributions
Conceptualization, A.G.; data curation, R.G. and W.S.; formal analysis, A.G. and M.M.; investigation, A.G.; methodology, A.G.; project administration, A.G., R.G., and W.S.; visualization, M.M.; writing—original draft, A.G.; writing—review and editing, A.G., M.M., R.G., and W.S. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the European Union Cross Border Cooperation Operational Program Poland (the Lubusz Voivodship), Brandenburg 2007–2013, within European Territorial Cooperation, Priority II “Supporting economic links and cooperation between science and economy, Activity 2.3. Supporting networks and cooperation in the field of R&D”, as part of the project “Heat from Native Biomass”, grant number WTBR.02.03.00-54-005/09. This publication contributes to UNCNET, a project funded under the JPI Urban Europe/China collaboration, project numbers UMO-2018/29/Z/ST10/0298 (NCN, Poland), 71961137011 (NSFC, China) and 870234 (FFG, Austria).
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Zheng, Y.; Jensen, P.A.; Jensen, A.D.; Sander, B.; Junker, H. Ash transformation during co-firing coal and straw. Fuel 2006, 86, 1008–1020. [Google Scholar] [CrossRef]
- Arce, M.E.; Saavedra, Á.; Míguez, J.L.; Granada, E.; Cacabelos, A. Biomass Fuel and Combustion Conditions Selection in a Fixed Bed Combustor. Energies 2013, 6, 5973–5989. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Chang, S.; Yuan, Z.; Jiang, Y.; Liu, S.; Li, W.; Ma, L. Regionalized Techno—Economic Assessment and Policy Analysis for Biomass Molded Fuel in China. Energies 2015, 8, 13846–13863. [Google Scholar] [CrossRef] [Green Version]
- Łączak, A.; Bazan-Krzywoszańska, A.; Mrówczyńska, M.; Skiba, M. Renewable energy sources in the Lubusz voivodship (Poland). The present conditions and perspectives for development. Civ. Environ. Eng. Rep. 2018, 2, 31–67. [Google Scholar] [CrossRef]
- Wang, X.; Liu, Q.; Bai, Z.; Lei, J.; Jin, H. Thermodynamic investigations of the supercritical CO2 system with solar energy and biomass. Appl. Energy 2018, 227, 108–118. [Google Scholar] [CrossRef]
- Tchapda, A.H.; Pisupati, S.V. A Review of Thermal Co-Conversion of Coal and Biomass/Waste. Energies 2014, 7, 1098–1148. [Google Scholar] [CrossRef] [Green Version]
- Ahmaruzzaman, M. A review on the utilization of fly ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Amaral, S.S.; de Carvalho, J.A., Jr.; Costa, M.A.M.; Pinheiro, C. Particulate Matter Emission Factors for Biomass Combustion. Atmosphere 2016, 7, 141. [Google Scholar] [CrossRef] [Green Version]
- Grams, J.; Ryczkowski, R.; Chałupka, K.; Sobczak, I.; Rzeźnicka, I.; Przybysz, K. Impact of support (MCF, ZrO2, ZSM-5) on the efficiency of Ni catalyst in high-temperature conversion of lignocellulosic biomass to hydrogen-rich gas. Materials 2019, 12, 3792. [Google Scholar] [CrossRef] [Green Version]
- Cuellar, A.D.; Herzog, H. A Path Forward for Low Carbon Power from Biomass. Energies 2015, 8, 1701–1715. [Google Scholar] [CrossRef] [Green Version]
- Michalik, M. Biomasa zagrożona. Nowa Energia 2013, 4, 35–37. [Google Scholar]
- Pudełko, R. Ocena potencjału biomasy ubocznej w rolnictwie. Nowa Energia 2013, 4, 44–47. [Google Scholar]
- Monteiro, E.; Mantha, V.; Rouboa, A. Portuguese pellets market: Analysis of the production and utilization constrains. Energy Policy 2012, 42, 129–135. [Google Scholar] [CrossRef]
- Szlachta, J.; Jakubowska, J. Analiza procesu peletowania słomy zbożowej oraz zasadności dodawania otrąb zbożowych na przykładzie wybranego zakładu produkcyjnego. Inżynieria Rol. 2013, 4, 365–374. [Google Scholar]
- Obernberger, I.; Thek, G. Physical characterisation and chemical composition of densified biomass fuels with regard to their combustion behaviour. Biomass Bioenergy 2004, 27, 653–669. [Google Scholar] [CrossRef]
- Statistical Yearbook of Forestry 2018. Statistical Analyses. Statistics Poland, Warsaw. Available online: https://stat.gov.pl/en/topics/statistical-yearbooks/statistical-yearbooks/statistical-yearbook-of-forestry-2018.12.1.html (accessed on 9 December 2018).
- Monedero, E.; Portero, H.; Lapuerta, M. Combustion of Poplar and Pine Pellet Blends in a 50 kW Domestic Boiler: Emissions and Combustion Efficiency. Energies 2018, 11, 1580. [Google Scholar] [CrossRef] [Green Version]
- Antizar-Ladislao, B.; Turrion-Gomez, J.L. Decentralized Energy from Waste Systems. Energies 2010, 3, 194–205. [Google Scholar] [CrossRef] [Green Version]
- Falemara, B.C.; Joshua, V.I.; Aina, O.O.; Nuhu, R.D. Performance Evaluation of the Physical and Combustion Properties of Briquettes Produced from Agro-Wastes and Wood Residues. Recycling 2018, 3, 37. [Google Scholar] [CrossRef] [Green Version]
- Lehtikangas, P. Quality properties of pelletised sawdust, logging residues and bark. Biomass Bioenergy 2001, 20, 351–360. [Google Scholar] [CrossRef]
- García-Maraver, A.; Popov, V.; Zamorano, M. A review of European standards for pellet quality. Renew. Energy 2011, 36, 3537–3540. [Google Scholar] [CrossRef]
- Chen, W.S.; Chang, F.C.; Shen, Y.H.; Tsai, M.S. The characteristics of organic sludge/sawdust derived fuel. Bioresour. Technol. 2011, 102, 5406–5410. [Google Scholar] [CrossRef] [PubMed]
- Houshfar, E.; Løvås, T.; Skreiberg, Ø. Experimental Investigation on NOx Reduction by Primary Measures in Biomass Combustion: Straw, Peat, Sewage Sludge, Forest Residues and Wood Pellets. Energies 2012, 5, 270–290. [Google Scholar] [CrossRef] [Green Version]
- Shao, Y.; Wang, J.; Preto, F.; Zhu, J.; Xu, C. Ash Deposition in Biomass Combustion or Co-Firing for Power/Heat Generation. Energies 2012, 5, 5171–5189. [Google Scholar] [CrossRef]
- Sander, B. Properties of Danish biofuels and the requirements for power production. Biomass Bioenergy 1997, 12, 177–183. [Google Scholar] [CrossRef]
- Carroll, J.P.; Finnan, J. Physical and chemical properties of pellets from energy crops and cereal straws. Biosyst. Eng. 2012, 112, 151–159. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, J.; Han, K.; Wang, J.; Lu, C. Influence of BaCO3 on chlorine fixation, combustion characteristics and KCl conversion during biomass combustion. Fuel 2017, 208, 82–90. [Google Scholar] [CrossRef]
- Obernberger, I.; Brunner, T.; Bärnthaler, G. Chemical properties of solid biofuels—Significance and impact. Biomass Bioenergy 2006, 30, 973–982. [Google Scholar] [CrossRef]
- Febrero, L.; Granada, E.; Regueiro, A.; Míguez, J.L. Influence of Combustion Parameters on Fouling Composition after Wood Pellet Burning in a Lab-Scale Low-Power Boiler. Energies 2015, 8, 9794–9816. [Google Scholar] [CrossRef] [Green Version]
- Sarenbo, S.L.; Claesson, T. Limestone and dolomite powder as binders for wood ash agglomeration. Bull. Eng. Geol. Environ. 2004, 63, 191–207. [Google Scholar] [CrossRef]
- Greinert, A.; Mrówczyńska, M.; Szefner, W. Study on the Possibilities of Natural Use of Ash Granulate Obtained from the Combustion of Pellets from Plant Biomass. Energies 2019, 12, 2569. [Google Scholar] [CrossRef] [Green Version]
- Greinert, A.; Mrówczyńska, M.; Szefner, W. The Use of Waste Biomass from the Wood Industry and Municipal Sources for Energy Production. Sustainability 2019, 11, 3083. [Google Scholar] [CrossRef] [Green Version]
- Bindig, R.; Butt, S.; Hartmann, I.; Matthes, M.; Thiel, C. Application of Heterogeneous Catalysis in Small-Scale Biomass Combustion Systems. Catalysts 2012, 2, 223–243. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Zhang, Z.; Zhou, Y.; Dong, R. The Influences of Various Testing Conditions on the Evaluation of Household Biomass Pellet Fuel Combustion. Energies 2018, 11, 1131. [Google Scholar] [CrossRef] [Green Version]
- Polonini, L.F.; Petrocelli, D.; Parmigiani, S.P.; Lezzi, A.M. Influence on CO and PM Emissions of an Innovative Burner Pot for Pellet Stoves: An Experimental Study. Energies 2019, 12, 590. [Google Scholar] [CrossRef] [Green Version]
- Qin, X.; Keefe, R.F.; Daugaard, D.E. Small Landowner Production of Pellets from Green, Beetle-Killed, and Burned Lodgepole Pine. Energies 2018, 11, 648. [Google Scholar] [CrossRef] [Green Version]
- Zając, G.; Szyszlak-Bargłowicz, J.; Gołębiowski, W.; Szczepanik, M. Chemical Characteristics of Biomass Ashes. Energies 2018, 11, 2885. [Google Scholar] [CrossRef] [Green Version]
- Toscano, G.; Alfano, V.; Scarfone, A.; Pari, L. Pelleting Vineyard Pruning at Low Cost with a Mobile Technology. Energies 2018, 11, 2477. [Google Scholar] [CrossRef] [Green Version]
- Huhtinen, M. Wood Biomass as a Fuel. In Material for 5EURES Training Sessions; Huhtinen, M., Ed.; European Commission under the Intelligent Energy—Europe Programme: Brussels, Belgium, 2005; pp. 1–7. [Google Scholar]
- Moskalik, T.; Gendek, A. Production of Chips from Logging Residues and Their Quality for Energy: A Review of European Literature. Forests 2019, 10, 262. [Google Scholar] [CrossRef] [Green Version]
- Olanders, B.; Steenari, B. Characterization of ashes from wood and straw. Biomass Bioenergy 1994, 8, 105–115. [Google Scholar] [CrossRef]
- Obernberger, I.; Biedermann, F.; Widmann, W.; Riedl, R. Concentrations of inorganic elements in biomass fuels and recovery in the different ash fractions. Biomass Bioenergy 1997, 12, 211–224. [Google Scholar] [CrossRef]
- James, A.K.; Thring, R.W.; Helle, S.; Ghuman, H.S. Ash Management Review—Applications of Biomass Bottom Ash. Energies 2012, 5, 3856–3873. [Google Scholar] [CrossRef]
- Papandreou, A.D.; Stournaras, C.J.; Panias, D.; Paspaliaris, I. Adsorption of Pb(II), Zn(II) and Cr(III) on coal fly ash porous pellets. Miner. Eng. 2011, 24, 1495–1501. [Google Scholar] [CrossRef]
- Kessler, F.; Knechtle, N.; Frischknecht, R. Heizenergie aus Heizöl, Erdgas oder Holz? Swiss Federal Office of Environment (BUWAL). Umwelt Schrift 2000, 315, 163. [Google Scholar]
Figure 1.
Biomass pellets prepared for combustion.

Figure 2.
Experimental stand for biomass combustion with the biomass tank, feeder, Forster Heizkessel boiler and the Laboratory of Thermal Technologies (LTT) energy distribution system.
Figure 2.
Experimental stand for biomass combustion with the biomass tank, feeder, Forster Heizkessel boiler and the Laboratory of Thermal Technologies (LTT) energy distribution system.

Figure 3.
Hydraulic stability test of ash pellets (a); a sample on the magnetic stirrer and at the end of the test period (b).
Figure 3.
Hydraulic stability test of ash pellets (a); a sample on the magnetic stirrer and at the end of the test period (b).
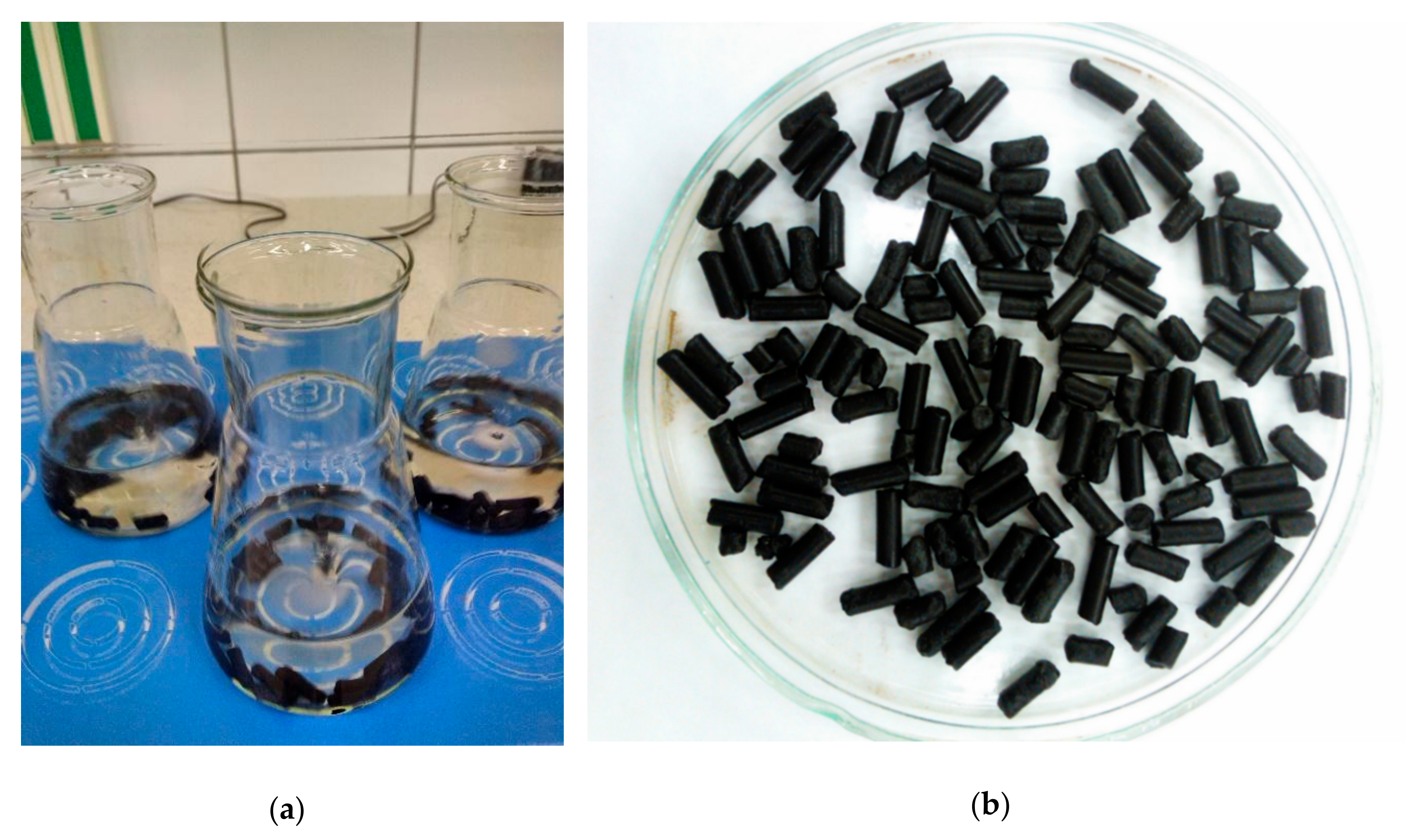
Figure 4.
Results of biomass temperature and moisture tests in location AK 48 (a) and in the LTT (b).
Figure 4.
Results of biomass temperature and moisture tests in location AK 48 (a) and in the LTT (b).
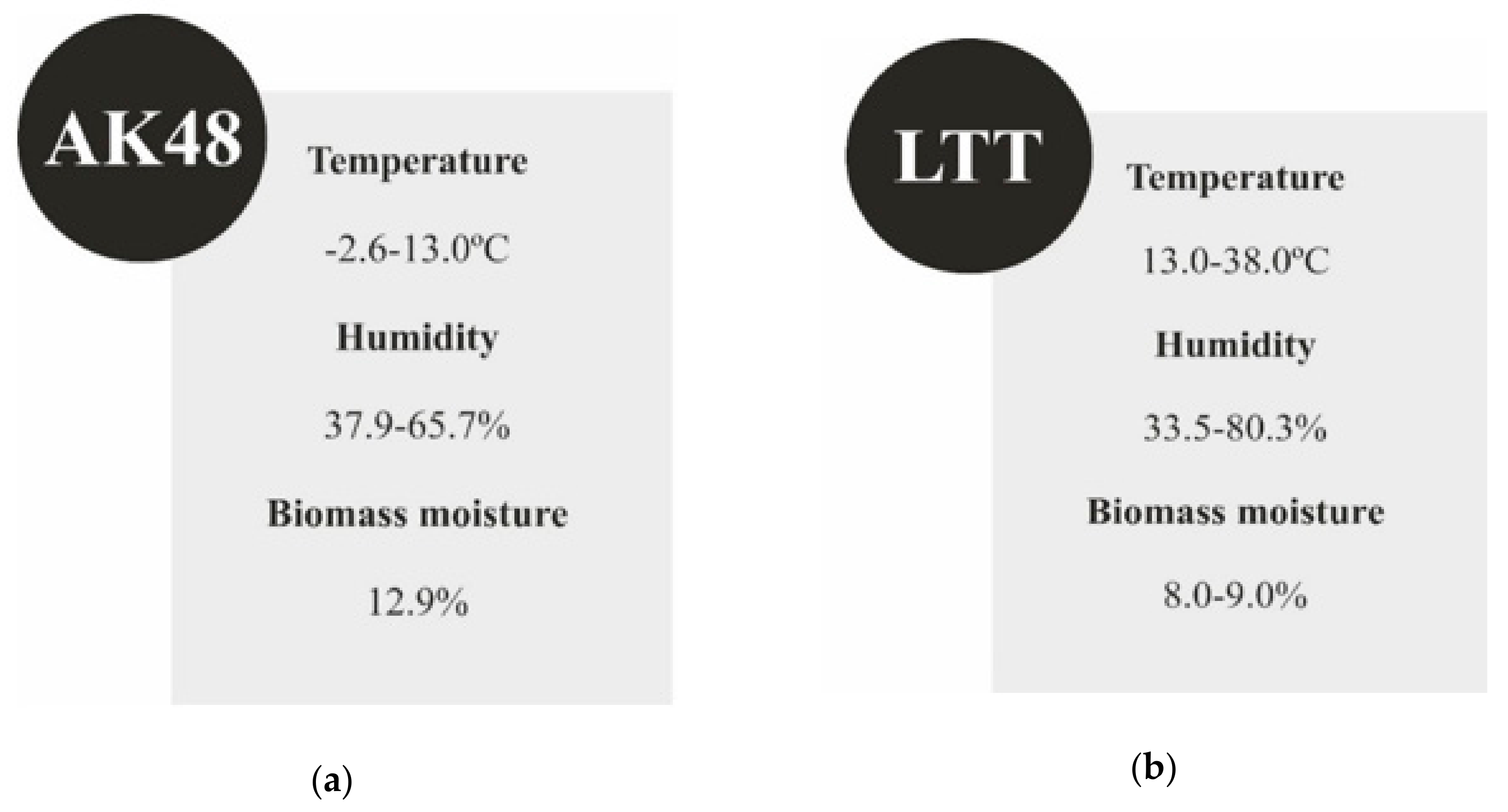
Figure 5.
Efficiency of heat accumulation in relation to the average biomass calorific value and biomass moisture content.
Figure 5.
Efficiency of heat accumulation in relation to the average biomass calorific value and biomass moisture content.
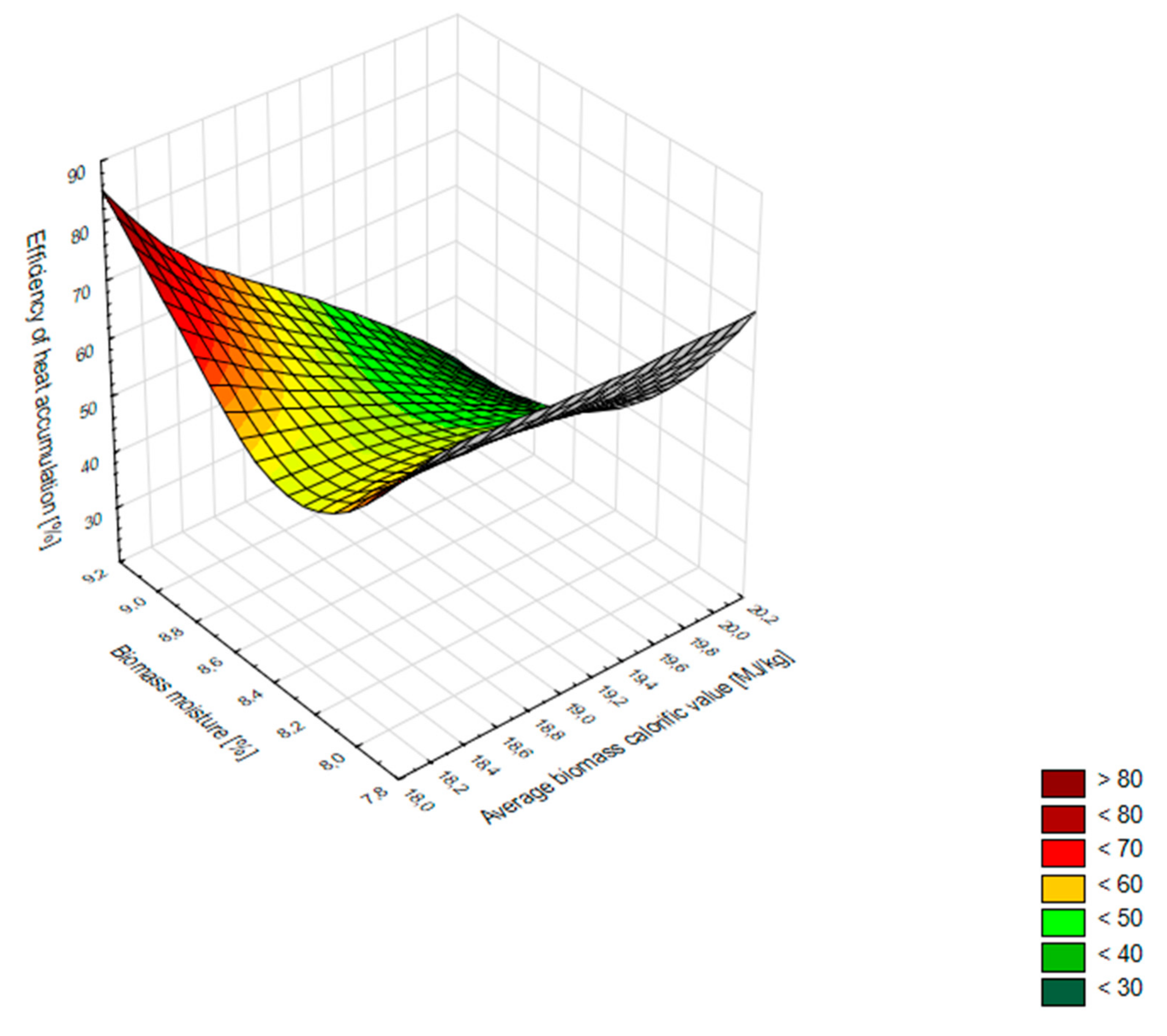
Figure 6.
Effects of the incorrect combustion process—a view of the boiler combustion chamber and burners.
Figure 6.
Effects of the incorrect combustion process—a view of the boiler combustion chamber and burners.

Figure 7.
Raw ash (a), granulated after the addition of bentonite (b), and compacted with a pelletizer (c).
Figure 7.
Raw ash (a), granulated after the addition of bentonite (b), and compacted with a pelletizer (c).
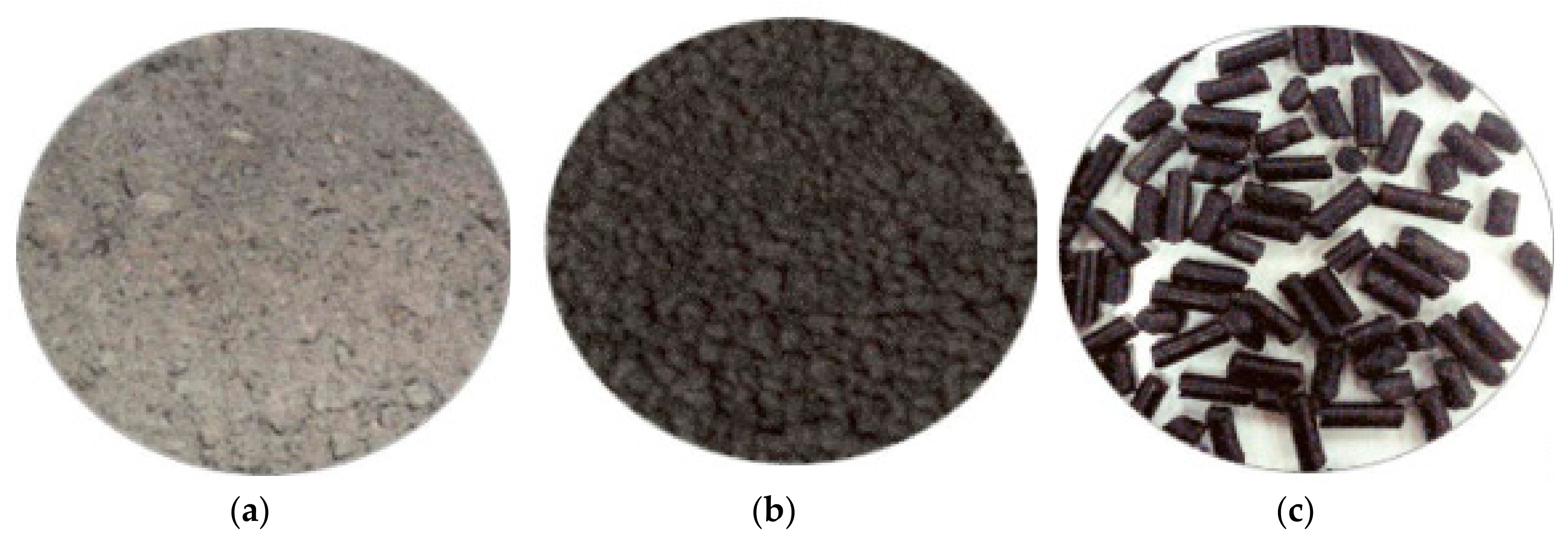
Figure 8.
Average CO, NOx, NO, and H2 emissions in the research cycle.
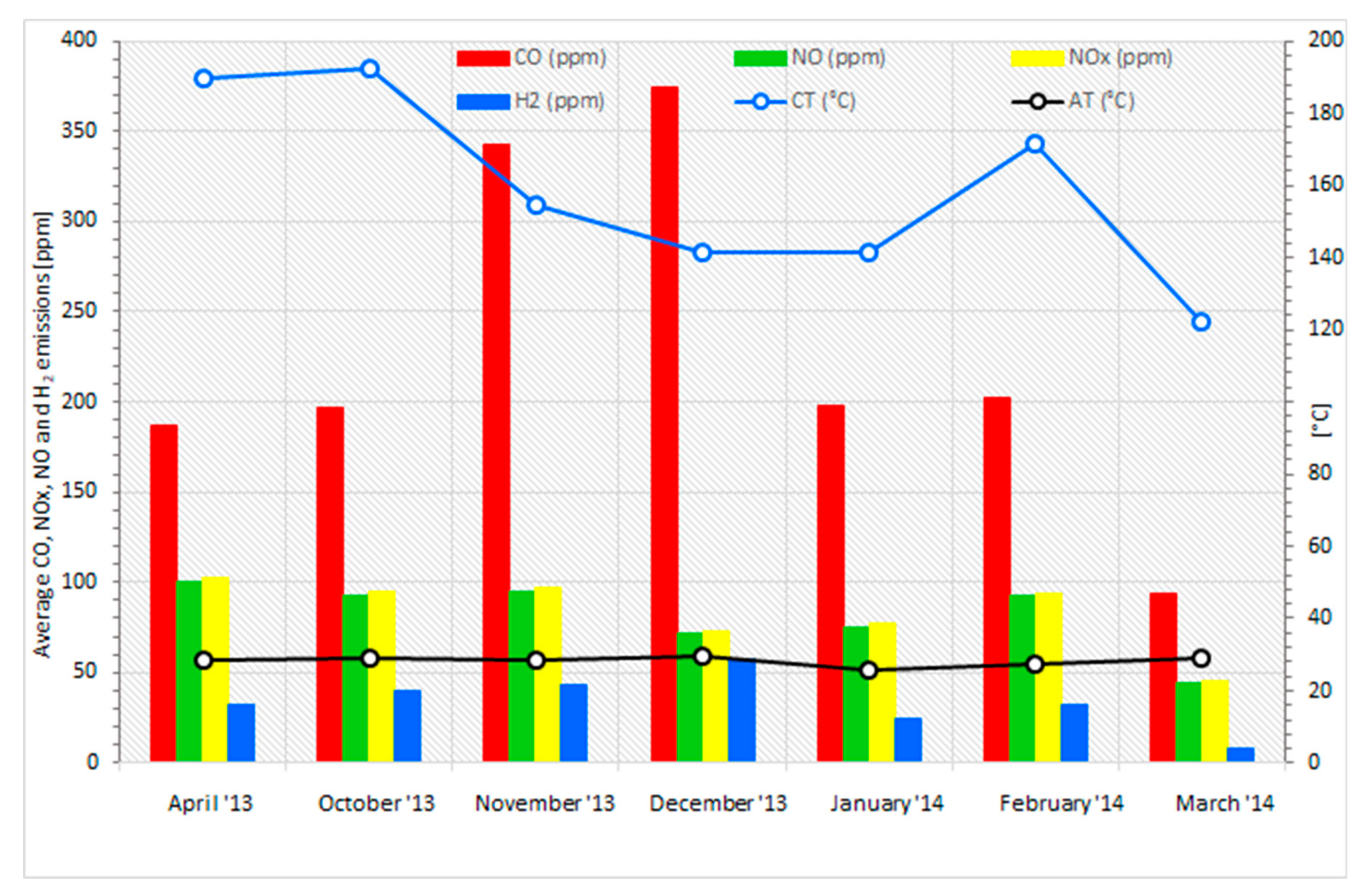
Figure 9.
Average NO2, SO2, and H2S emissions in the research cycle.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of biomass pellets; nd—not determined.
| (% Dry Matter (d.m.)) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Ash | C | S | N | H | O | Cl | K | Ca |
| 2.74 | 51.64 | 0.14 | 0.28 | 6.30 | 41.64 | 0.21 | 0.542 | 0.246 |
| (mg·kg−1 d.m.) | ||||||||
| Mg | Na | Fe | Cd | Cr | Cu | Ni | Pb | Zn |
| 700 | 100 | 120 | 0.299 | 0.996 | 2.017 | nd | nd | 30 |
Table 2.
List of boiler operation parameters in selected periods of operation (based on building management system (BMS) data). SE—standard error.
Table 2.
List of boiler operation parameters in selected periods of operation (based on building management system (BMS) data). SE—standard error.
| Measurement Period | Weight of the Biomass Used | Average Calorific Value of Biomass | Primary Energy of Biomass | Energy Transferred to the External Tank 1500 L | Energy Transferred to the Container in the Furnace | Efficiency of Heat Accumulation | |
|---|---|---|---|---|---|---|---|
| (kg) | (MJ·kg−1) | MJ | (kWh) | (kWh) | (kWh) | (%) | |
| 10 April 2013–12 April 2013 | 99 | 20.01 | 1976 | 549 | 307 | 9 | 57.57 |
| 12 April 2013–16 April 2013 | 43 | 18.40 | 787 | 219 | 116 | 21 | 62.60 |
| 16 April 2013–19 April 2013 | 55 | 18.39 | 1003 | 279 | 153 | 22 | 62.62 |
| 19 April 2013–23 April 2013 | 3 | 18.08 | 58 | 16 | 6 | 4 | 62.07 |
| 23 April 2013–26 April 2013 | 42 | 17.47 | 734 | 204 | 131 | 3 | 65.94 |
| 26 April 2013–30 April 2013 | 48 | 17.27 | 826 | 229 | 149 | 4 | 66.69 |
| 1 October 2013–6 October 2013 | 275 | 19.64 | 5402 | 1501 | 832 | 48 | 58.64 |
| 7 October 2013–13 October 2013 | 77 | 19.68 | 1519 | 422 | 223 | 24 | 58.55 |
| 14 October 2013–20 October 2013 | 499 | 19.41 | 9692 | 2692 | 1552 | 46 | 59.35 |
| 21 October 2013–27 October 2013 | 267 | 20.07 | 5362 | 1489 | 783 | 72 | 57.41 |
| 28 October 2013–31 October 2013 | 316 | 19.50 | 6160 | 1711 | 987 | 24 | 59.08 |
| 4 November 2013–10 November 2013 | 769 | 19.38 | 14,902 | 4140 | 2368 | 92 | 59.43 |
| 11 November 2013–17 November 2013 | 249 | 19.35 | 4826 | 1341 | 730 | 68 | 59.53 |
| 18 November 2013–24 November 2013 | 378 | 18.84 | 7116 | 1977 | 1141 | 68 | 61.16 |
| 25 November 2013–30 November 2013 | 358 | 18.62 | 6669 | 1853 | 1102 | 44 | 61.86 |
| 11 December 2013–23 December 2013 | 428 | 18.56 | 7943 | 2206 | 1249 | 98 | 61.05 |
| 23 December 2013–09 January 2014 | 377 | 18.34 | 6921 | 1922 | 1149 | 71 | 63.46 |
| 04 February 2014–17 February 2014 | 667 | 18.49 | 12,332 | 3426 | 2135 | 47 | 63.70 |
| 17 February 2014–27 February 2014 | 663 | 18.39 | 12,200 | 3389 | 2112 | 91 | 65.00 |
| 27 February 2014–06 March 2014 | 577 | 18.14 | 10,469 | 2908 | 1931 | 61 | 68.50 |
| 6 March 2014–18 March 2014 | 675 | 18.49 | 12,472 | 3465 | 1770 | 194 | 56.69 |
| 18 March 2014–04 April 2014 | 456 | 18.20 | 8306 | 2307 | 975 | 191 | 50.53 |
| Minimum | 17.27 | 50.53 | |||||
| Maximum | 20.07 | 68.50 | |||||
| Mean value | 18.76 | 60.97 | |||||
| SD | 0.75 | 3.84 | |||||
| SE | 0.03 | 0.17 | |||||
Table 3.
Studies on ash pelletization with the addition of bentonite and bran.
| Bentonite | Ash | Bran | Water | State | |
|---|---|---|---|---|---|
| (g) | |||||
| 1 | 45 | 955 | 20 | 150 | − |
| 2 | 45 | 955 | 22 | 170 | − |
| 3 | 45 | 955 | 23 | 180 | + |
| 4 | 45 | 955 | 25 | 190 | ++ |
| 5 | 45 | 955 | 30 | 200 | + |
| 6 | 45 | 955 | 35 | 210 | − |
| 7 | 45 | 955 | 40 | 220 | − |
| 8 | 90 | 910 | 50 | 120 | − |
| 9 | 90 | 910 | 60 | 130 | − |
| 10 | 90 | 910 | 70 | 130 | − |
| 11 | 90 | 910 | 80 | 140 | − |
| 12 | 90 | 910 | 90 | 140 | − |
| 13 | 90 | 910 | 100 | 150 | ++ |
| 14 | 90 | 910 | 110 | 160 | + |
| 15 | 225 | 775 | 150 | 40 | − |
| 16 | 225 | 775 | 170 | 45 | − |
| 17 | 225 | 775 | 190 | 45 | + |
| 18 | 225 | 775 | 200 | 50 | ++ |
| 19 | 225 | 775 | 210 | 55 | + |
| 20 | 225 | 775 | 220 | 60 | − |
Explanations: − material too loose or too plastic; + material forming irregular lumps; ++ material optimum for pelletization.
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Greinert, A.; Mrówczyńska, M.; Grech, R.; Szefner, W. The Use of Plant Biomass Pellets for Energy Production by Combustion in Dedicated Furnaces. Energies 2020, 13, 463. https://doi.org/10.3390/en13020463
AMA Style
Greinert A, Mrówczyńska M, Grech R, Szefner W. The Use of Plant Biomass Pellets for Energy Production by Combustion in Dedicated Furnaces. Energies. 2020; 13(2):463. https://doi.org/10.3390/en13020463
Chicago/Turabian StyleGreinert, Andrzej, Maria Mrówczyńska, Radosław Grech, and Wojciech Szefner. 2020. "The Use of Plant Biomass Pellets for Energy Production by Combustion in Dedicated Furnaces" Energies 13, no. 2: 463. https://doi.org/10.3390/en13020463
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.