3.1. Welding Arc Electrical and Acoustical Signals
The metallic transference on the short circuit mode in GMA welding (GMAW-S) is characterized by a sequence of ignition and extinction arc cycles.
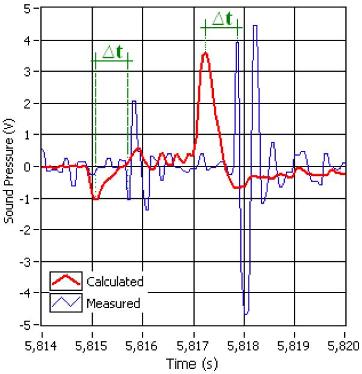
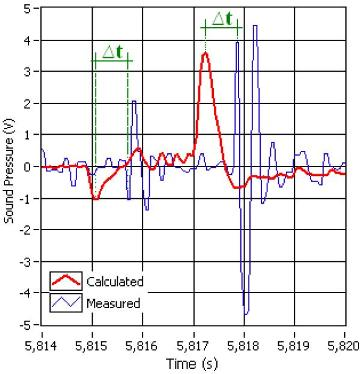
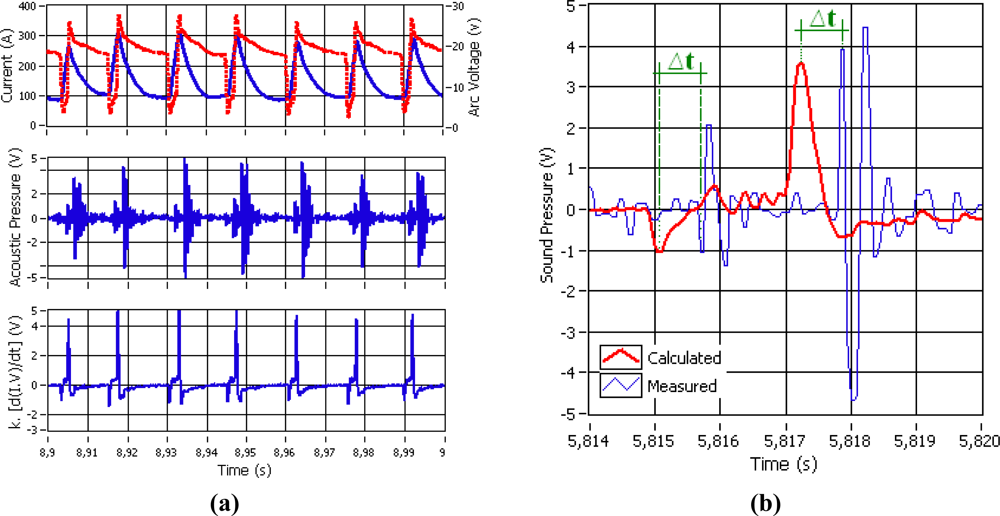
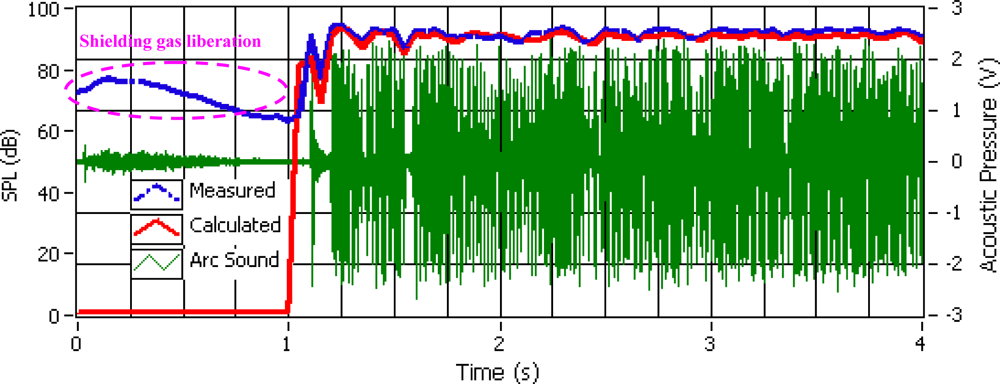
Figure 2a show the behavior of the arc welding current and voltage signals, as well as the welding arc sound and the resultant signal using the
Equation 1. The sequence cycles of the welding metallic transference are replicated in the electrical measured signal as well as in the welding arc sound. The arc ignition produces a large acoustical peak and the arc extinction produces a small amplitude acoustical peak. Nevertheless, it is possible to observe a delay ‘Δt’ between the similar signals of the calculated and measured arc sound (see
Figure 2b). Some studies in psychoacoustics have determined that as long as the delay of the welding arc sound signal does not exceed 400 ms, the sound will be a good indicator of welding process behavior [
27,
28]. In our case the Δt delay measured was approximately 0.6 ms, and this value ensures the reliability for monitoring the welding process behavior.
The welder uses his experience and ability to learn and recognize acoustical signatures from quality welds.
Figure 3 shows the measured and calculated SPL (using
Equation 5) with its respectively sound pressure signal. It can be observed that the shielding gas flux is sensed by the sound signal, but as the SPL calculated is only function of welding current and arc voltage, this sound signal is not taken into the account. Other information can be obtained from the SPL sound pressure like the arc welding ignition and extinction average frequency, the average period of the transferences cycles and its standard deviations.
The measurement of ignition and extinction average frequency of the welding arc is a method for evaluating welding stability [
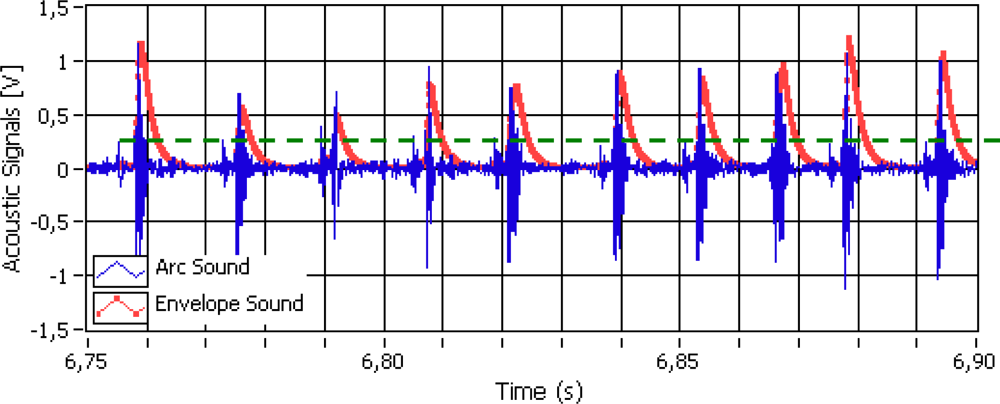
21]. As it was explained before, the arc sound pressure follows the arc ignition and extinction sequence (
Figure 2b). The acoustic amplitude pulses produced by the arc ignitions are greater than the acoustic amplitude pulses produced by the extinctions (short circuits). These acoustical impulse sequences occur together with chaotic transients and noise oscillations and in order to reduce it and obtain only the ignition and extinction average frequency, the envelope sound signal was extracted from the acoustic sound signal (see
Figure 4).
The envelope sound signal was obtained using a quadratic demodulator. Squaring the signal effectively demodulates the input by using itself as the carrier wave. This means that half the energy of the signal is pushed up to higher frequencies and half is shifted towards DC. The envelope can then be extracted by keeping all the DC low-frequency energy and eliminating the high-frequency energy. However, a “Kalman filter” statistical filter was used due to the fact the sound pressure has a stochastic behavior and when low-pass filters with an elevated order were needed, this order produced a pronounced delay and deformation in the enveloping signal. This statistical filter, instead of letting low frequencies pass, follows the statistical tendency of the squared signal obtained in the enveloping sound pressure [
4]. In
Figure 4, the 150 ms moving window data was extracted from the sound pressure signal. From the envelope sound pressure signal the arc ignitions for each moving window data are calculated. An ignition takes place whenever the envelope sound pressure signal surpasses the ignition threshold established (k = 0.2).
3.2. Weld Bead Quality Profile Identification
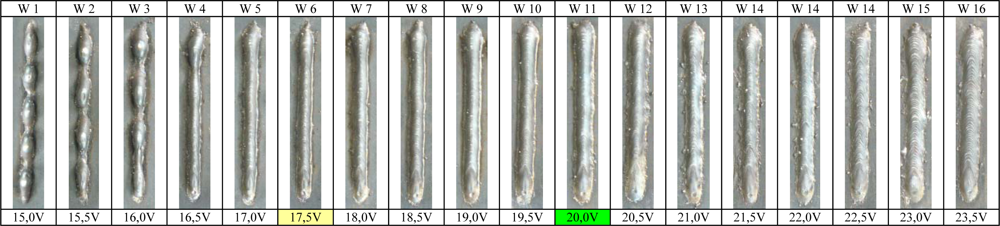
Prior to the detection of interferences, many weld experiments for finding the optimal set of the welding parameters were carried out. The satisfactory parameter selection allows reaching the maximum stability in welding, but to reach that it was necessary to choose the adequate arc voltage. Sixteen experiments varying the voltage from 15.0 V to 23.5 V with a 0.5 V step were carried out using the welding parameters shown in
Table 1.
Figure 5 shows the results of the set of welding experiments.
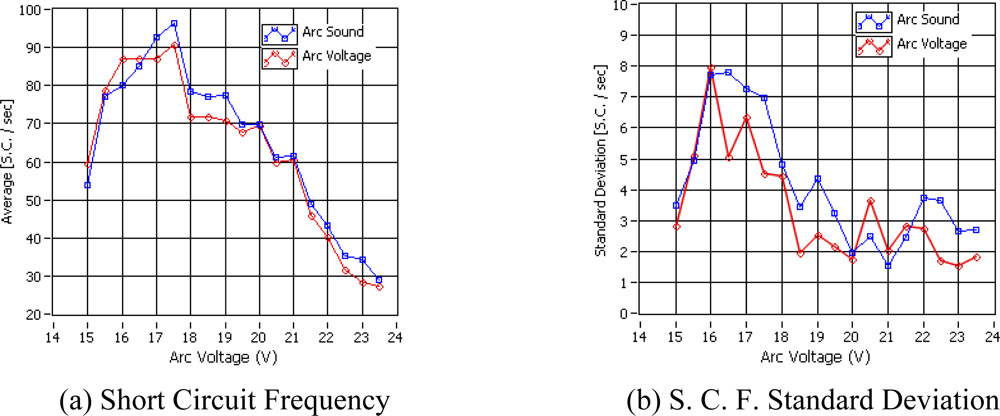
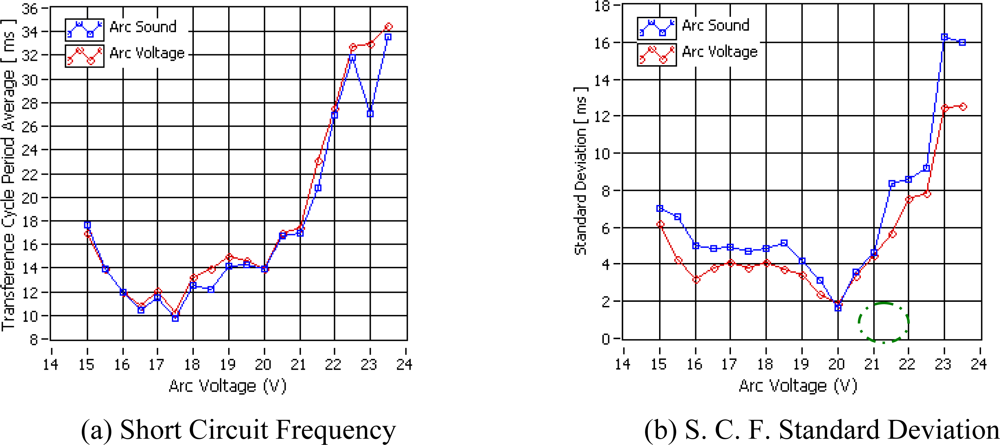
Figure 6a shows the relationship between the short circuit frequency calculated by the arc voltage and arc sound and in
figure 6b the respective standard deviation is shown. The average short circuit frequency obtained from the arc voltage and the arc sound pressure show a similar result. Moreover, in both the short circuit frequency and standard deviation display some differences between calculation methods, but these differences are minimal and the acoustical method to calculate this statistical parameter can be considered reliable. Related research [
21] was followed to choose the arc voltage value that generated the best quality bead (continuity and uniformity of the bead ruggedness) that concluded that the best quality is achieved basically when the short circuit rate is maximum and its standard deviation is minimal, but some unexpected results were discovered. The arc voltage that generates the maximum short circuit rate (17.5 V) is not the weld with the better quality in the weld run experiments (
Figure 5). Considering that the arc voltage that generates the minimal standard deviation from the short circuit rate obtained from arc voltage (23.0 V) is not the weld with the better quality and considering that the minimal standard deviation obtained from the arc sound is also not the weld with the better quality, but inferring from the visual inspection of the bead set shows that the weld bead run with the voltage range between 19.0 V and 20.5 V can be considered as the best quality weld bead inside this set.
In order to chose the arc voltage value that generates the best weld bead quality a second statistical analysis was carried out.
Figure 7a, illustrates the relationship between the transference cycle period average obtained by the arc voltage and arc sound at the same different arc voltage values analyzed previously. In this case the results obtained by the electrical and acoustical methods show a narrow similarity with differences of milliseconds. The arc voltage that generates the least transference cycle period average was also 17.5 and comparison with the weld bead quality shows it is not the best. The transference cycle period uniformity is measured by its standard deviation as shown in
Figure 7b. This standard deviation distribution has more uniformity than the short circuit frequency standard deviation and the arc voltage that generates the minimal value into standard deviation distribution (20.0 V) also generates the weld bead with more geometrical ruggedness and uniformity and can be considered as the best quality weld bead. Consequently, the remaining weld run experiment for interferences detection were carried out using the welding parameters shown in
Table 1 with the arc voltage adjusted to 20.0 V.
3.3. Acoustical Profiles to Interferences Detection
The general approach used to evaluate GMA welds was by examining the variation of weld profiles, sampled across the weld bead in a series of locations. A high quality weld would generally yield a small variation in the weld profiles, while low quality weld profiles would vary substantially, as irregularities and various discontinuities are encountered in the distinct profile scans [
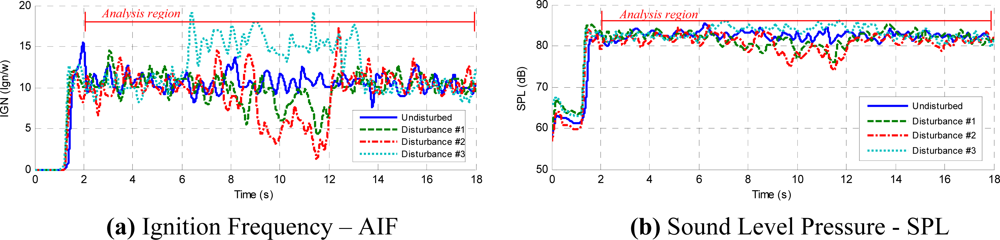
17]. The initial weld profiles tested were the arc sound ignition frequency, the average sound pressure level and the power spectral density using the continuous and octave fraction frequency domain.
Figure 8a, shows the AIF and 8b, the SPL weld profiles’ signal behavior. These profiles were tested on welding runs with and without the presence of disturbances. Both profile signals were determined using a moving windows signal applied on the arc sound pressure signal. The moving window was fixed at 150 ms considering that the data sample rate was 20 kHz.
Signature analysis of the short-circuiting frequency using the time – frequency analysis method was applied to the welding arc sound.
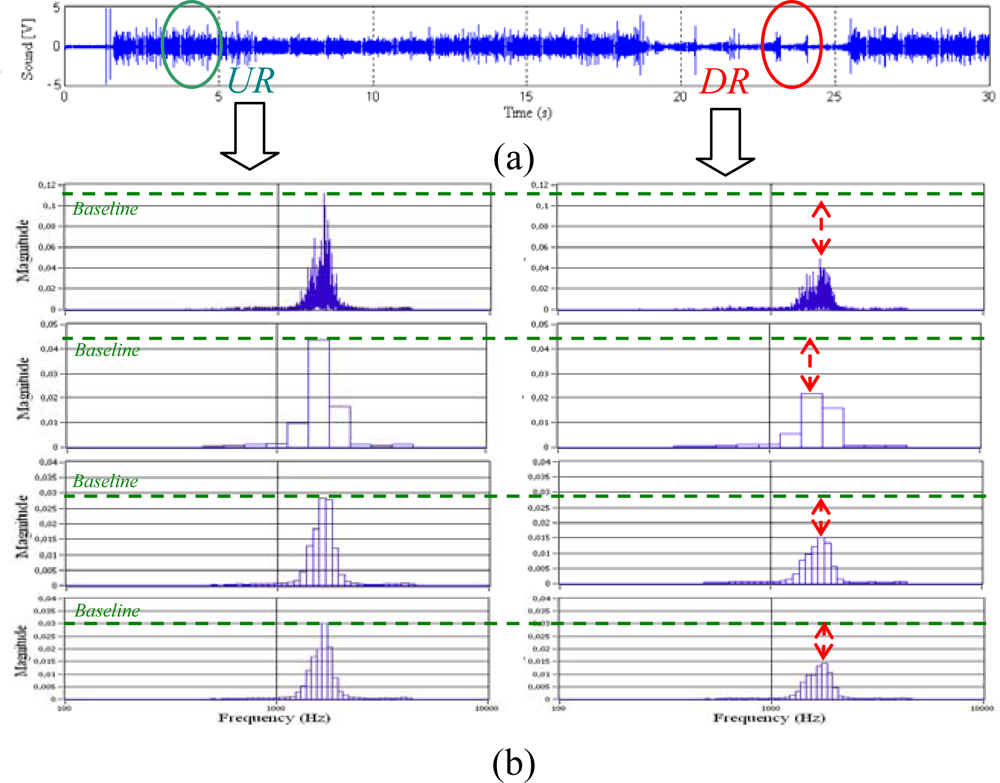
Figure 9a shows the arc sound signal. In this signal there are two regions (undisturbed–UR and disturbed - DR regions). In these regions a spectral analysis was made at continuous and an octave fractions frequency.
Figure 9b illustrates the continuous, 1/3, 1/10 and 1/12 octave frequency distributions. When the welding entered the interfered region the spectra frequency varies its magnitude on the overall frequency (see DR in
Figure 9b). The spectra frequency magnitude varies on the two analyzed regions; there are approximately dominant frequency components at 2 kHz.
The octave fraction spectra also have greater amplitude inside this band frequency, but it does not show frequency bands signatures that vary pronouncedly with the disturbed sound signals. As there are not signature bands in fraction octave analysis, the continuous frequency versus time behavior was analyzed.
Figure 10 shows the spectrogram for welding runs with induced interferences on the plate. The
Figures 10a–c correspond to welding experiments with interferences induced by arc length variation, dirty grease on the plate and absence of shielding gas, respectively. In these time-frequency results it is not possible to appreciate any signature frequencies that could identify the different induced interferences. However are possible different amplitude variations for each induced interference. The amplitude variations on the sound spectra imply that there are signature variations on the time domain. The welding arc sound have many chaotic transients between impulses (
Figure 9a), these fluctuation have a stochastic nature. Fourier analysis is very effective in problems dealing with frequency location. However, there are severe problems with trying to analyze transient signals using classical Fourier methods [
29]. This is the principal reason for not distinguishing clear signatures frequencies on the arc sound spectra that can identify disturbances. The signatures in the time domain described in
Figure 8 show pronounced signatures when the welding enters interfered regions.
3.4. Interferences Monitoring and Detection
Disturbance detection was made using a limit control based on the third standard deviation method. This control shows optimal results in the disturbances detection of both, electric arc voltage and welding current monitoring signals [
16,
30]. As already explained, the signature signals analysis was made on a 150 ms moving window.
Equations 11–
13 represent the average, standard deviation and disturbances control limits for each moving window data respectively.
where:
Average parameter of the i analysis moving windows (150 ms)
xi data i from the moving window
n Data component number from analysis moving window
Si The standard deviation for the i analysis moving window data,
xj The j component data from analysis moving window data,
Average established for each parameter,
SP The standard deviation established for each acoustical parameter without
In order to validate the disturbances detection method and based on the acoustics of the GMAW-S signal, a total of forty welding runs were carried out (see
Table 2). The average short circuit numbers per second obtained from arc voltage and the arc average ignition numbers per seconds obtained from sound pressure show a similar result, as shown in
Figure 11a. These results were obtained in the first group of weld experiments without induced disturbances. The minimal standard deviation in
Figure 11b confirms that the arc sound pressure can represent well the behavior of the GMAW-S metallic transference.
The initial time profiles have temporary instabilities (
Figures 8a and b). In order to avoid any influence of these initial instabilities on the quality control evaluation, the analysis region is established from second 2 to second 18.
Figures 12 to
15a, b and c, respectively, show the acoustical parameters’ behavior and a baseline and two threshold levels, one superior and another inferior, can also be observed. These established limits are three times the standard deviation on the average of each parameter in stable condition welds (without the presence of disturbances). When the parameters are within these two threshold limits are no apparent disturbances in the welds. Therefore, when the parameters exceed the established threshold limits this implies having detected some disturbance that possibly could originate some weld defect.
Figures 12 a and b show the AIF and the SPL behaviors, respectively, obtained from the acoustical of arc without induced disturbances. In
Figure 12 c the aspect of the welding bead is shown, and even when oscillations on the signal appear, it does not exceed the established threshold limits. These oscillations seem due to the stochastic behavior of the acoustical pressure emitted by the electric arc of the welding process and do not necessarily represent the presence of disturbances.
Figures 13a and b show the AIF and the average SPL per moving window respectively. Both graphics were obtained from the acoustics of a welding arc with induced disturbance originated by the variation of the arc length.
Figure 13c shows the visual aspect of the weld bead. The instabilities only occur when the weld bead passes through the beginning, end and the holes of the added plate, respectively. In
Figures 13a and b it can also be observed that the ignitions frequency and the SPL do not present oscillations that exceed the established threshold limits, before and after the weld bead passes throughout the interference region. When the weld passes throughout the interference region, abrupt changes of signal level are produced in each parameter. These instabilities exceed the level control previously established. When the CTWD length varies, the arc length varies too, these variations produce instabilities in the arc ignition. It can also be observed that the parameters return to inside threshold limits even without leaving the disturbance region due to the fact the arc reaches a new level of stability.
In
Figures 14 a, b the acoustical stability parameters behavior for a weld bead with a disturbance induced due to grease presence in the welding trajectory is shown (see
Figure 14c). When the welding run passes the disturbance region, instabilities in the arc ignitions were observed and unexpected upheavals in the metallic transference cycles occurs forming weld bead deposit interruptions in all welding trajectories. Initially, when the weld run reaches the grease no oscillations take place in the ignition frequency due to the evaporation of the grease borders caused by the thermal welding cycles. In the AIF parameter it can be observed that the interference is noticeable as a chaotic decrease, however this behavior overcame slightly the control limits (see
Figure 14a).
The average SPL parameter has little abnormal variations when the weld run passes the interference. The induced interference generates structural discontinuities in the weld bead but only in AIF parameter this is is most evident than the SPL parameter.
Figures 15a and b show the AIF and SPL parameter behavior in welding experiments without shield gas. In this case the induced perturbations were localized in two regions on the weld bead. These interferences have lead to formation of porosities (see
Figure 15c) and higher spatter level. The AIF parameter has increased suddenly and this behavior is shown in both instabilities and it exceeds the established control limit. The AIF were increased because the absence of the shield gas causes contamination in the arc welding environment causing incomplete metallic transference, increasing the short circuit and ignitions rate. This increment, noticeable in the AIF, is also noticeable in the SPL, nevertheless these variations do not exceed the threshold limit control.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}