Prediction of Temperature Distribution in Orthogonal Machining Based on the Mechanics of the Cutting Process Using a Constitutive Model


Abstract
:1. Introduction
1.1. Johnson–Cook Constitutive Model
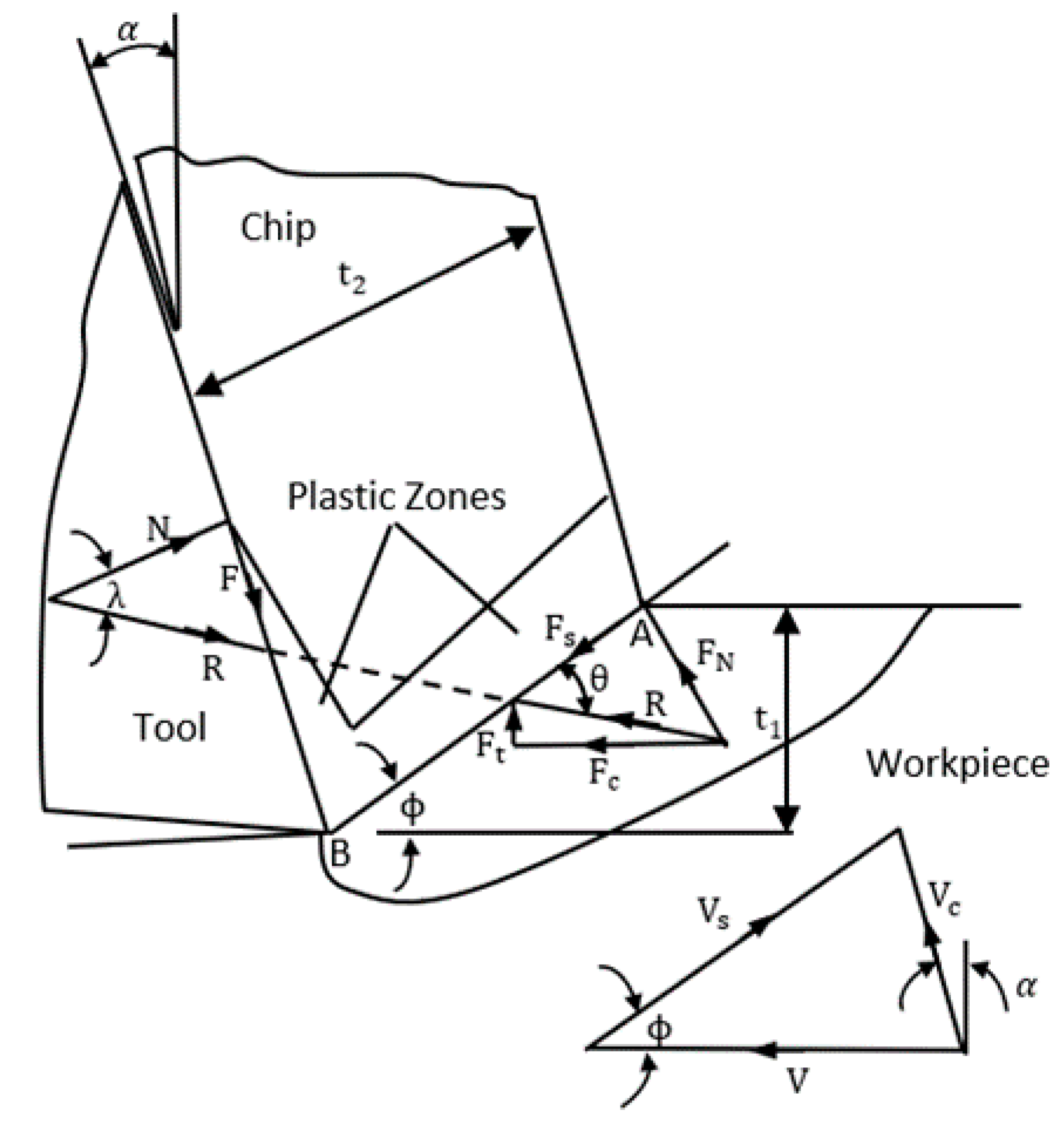
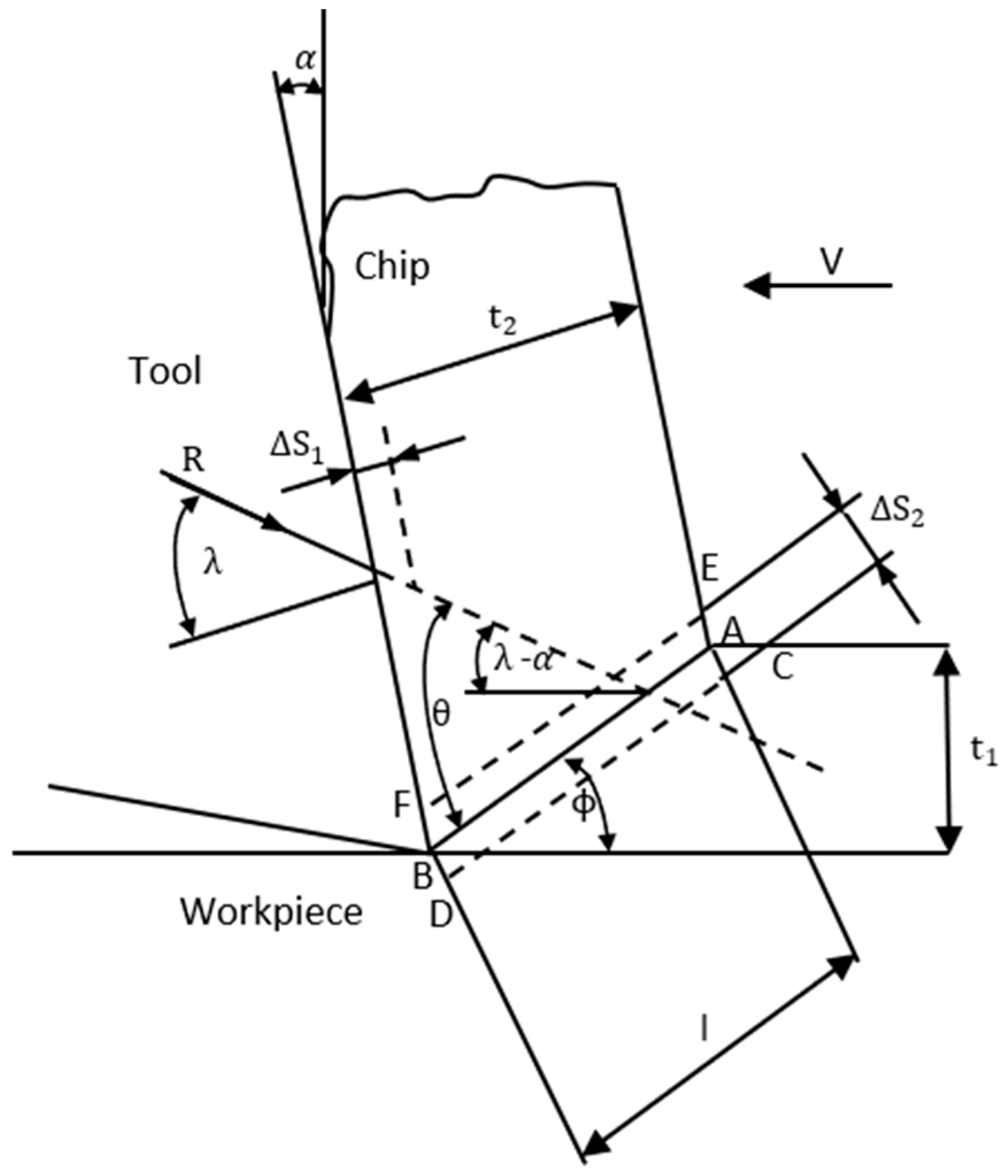
1.2. Chip Formation Model
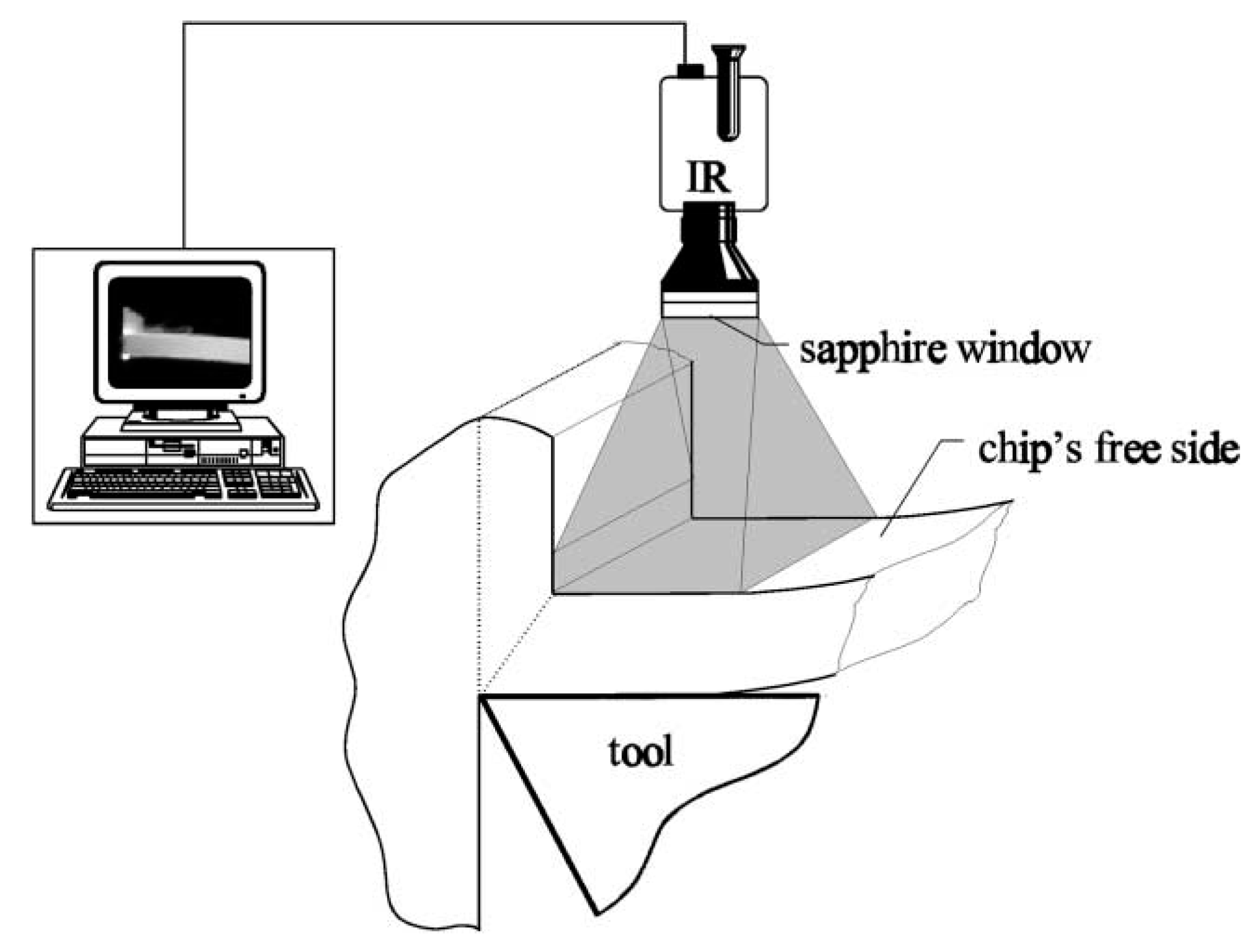
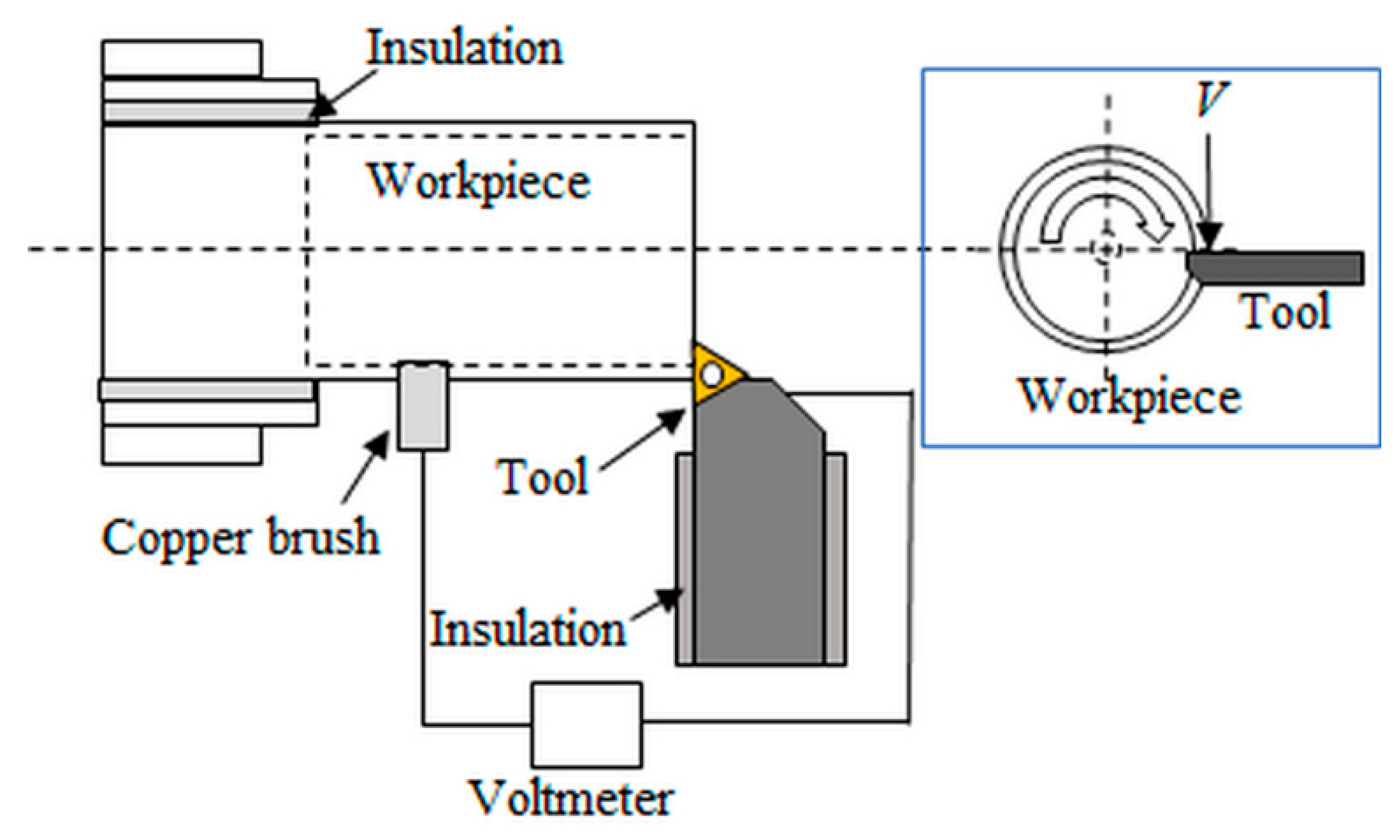
1.3. Experimental Measurements
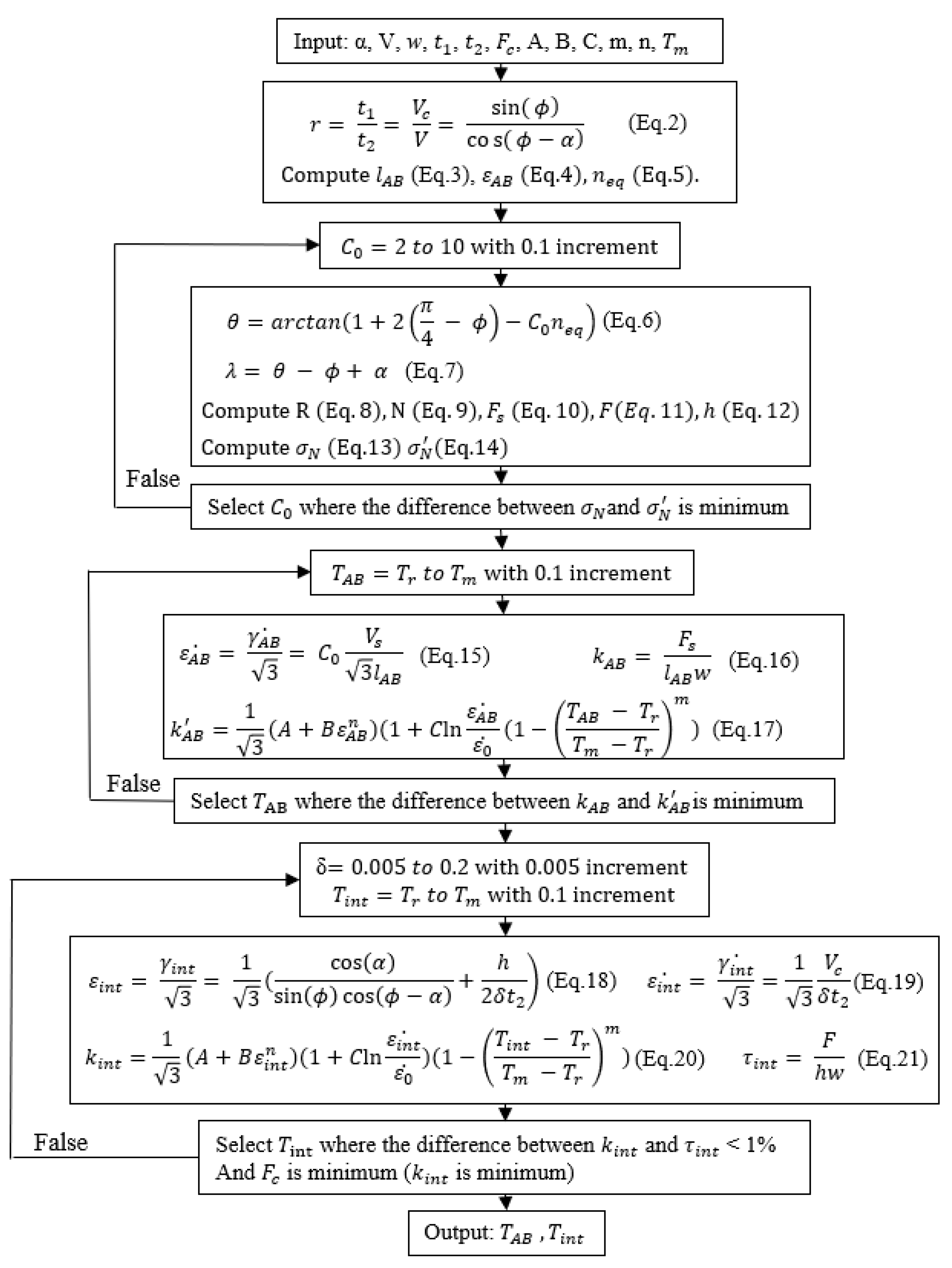
2. Methodology and Validation
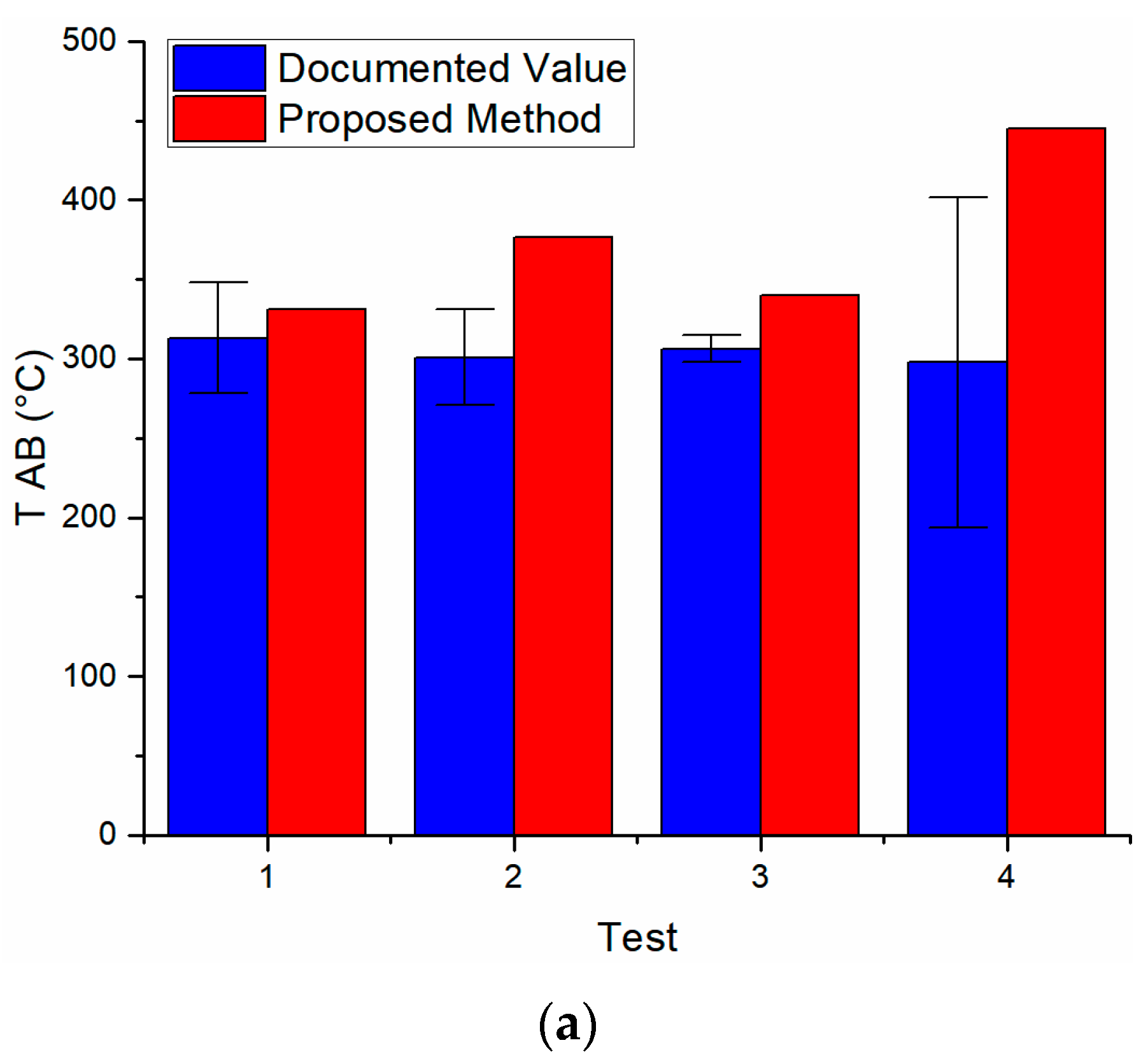
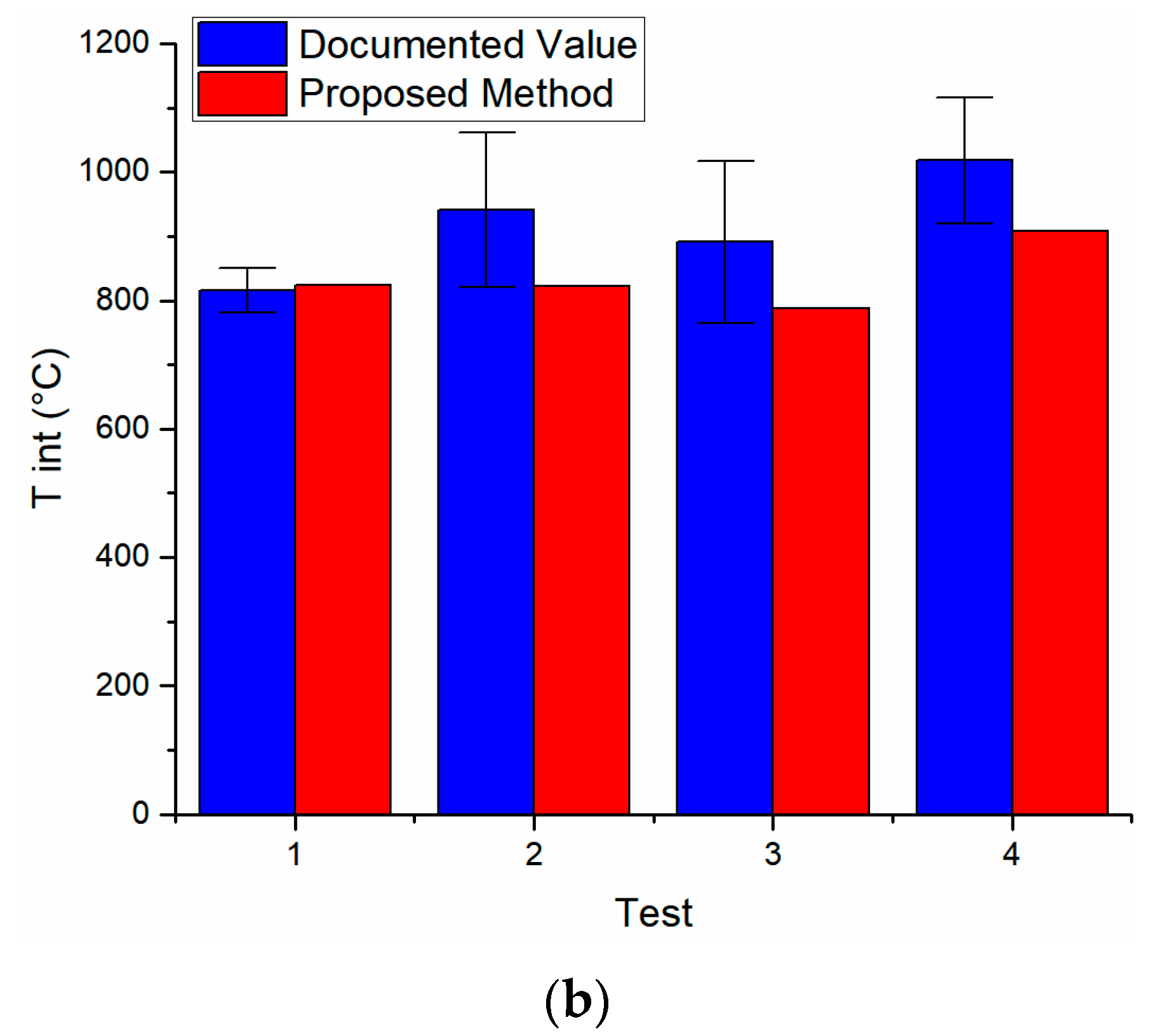
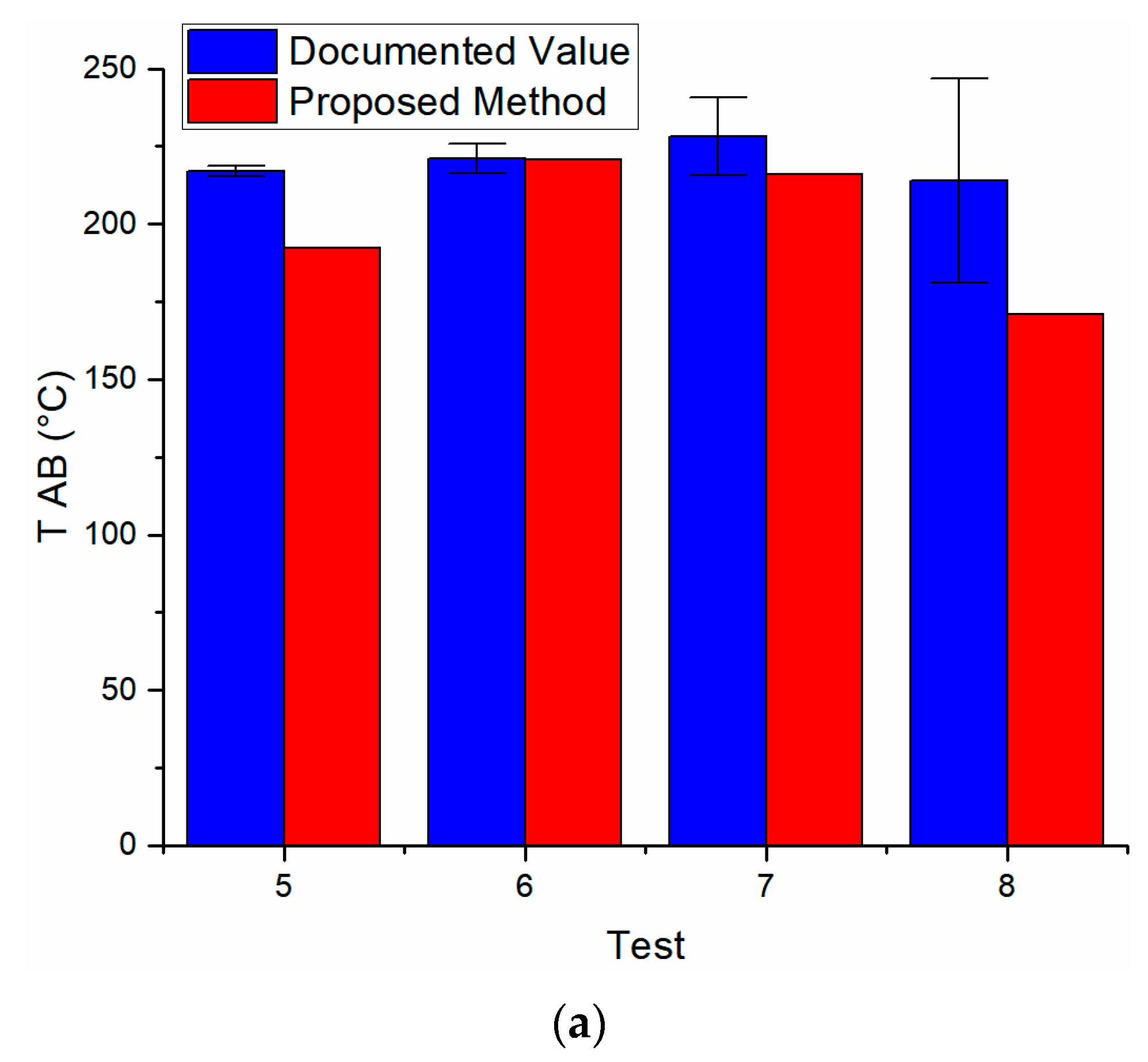
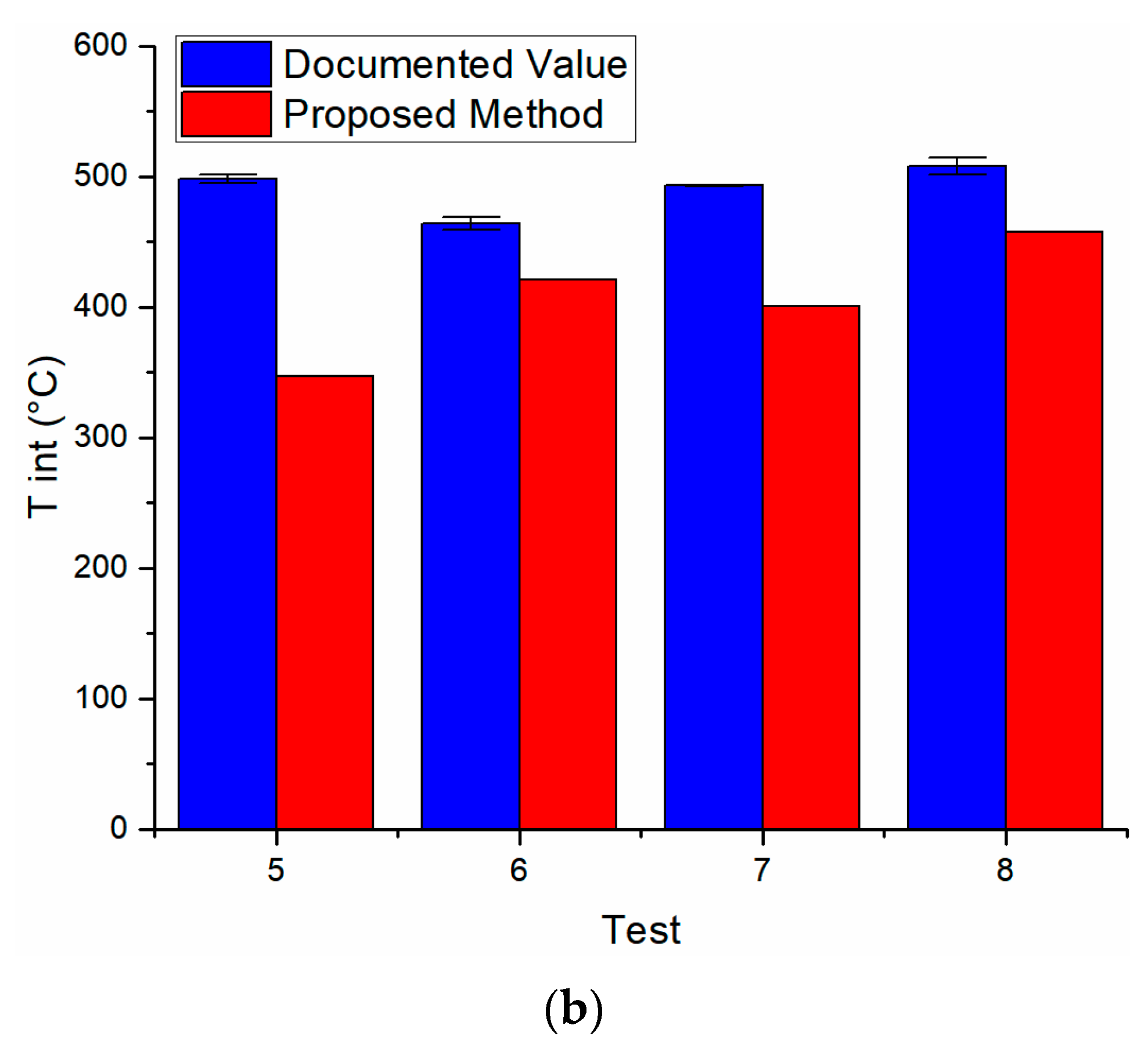
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| A | yield strength in the J–C model |
| B | strength coefficient in the J–C model |
| C | strain rate constants in the J–C model |
| m | thermal softening coefficient in the J–C model |
| n | strain hardening coefficient in the J–C model |
| melting temperature of the materials | |
| reference temperature | |
| temperature | |
| cutting force | |
| thrust force | |
| shear force on the primary shear plane AB | |
| normal force on the primary shear plane AB | |
| F | shear force on the tool–chip interface |
| N | normal force on the tool–chip interface |
| R | resultant force |
| h | tool–chip contact length |
| length of the primary shear zone AB | |
| t1 | cutting depth |
| t2 | chip thickness |
| w | width of cut |
| cutting velocity | |
| chip velocity | |
| shear velocity | |
| α | rake angle |
| ϕ | shear angle |
| λ | friction angle at the tool–chip interface |
| θ | the angle between the resultant force R and the primary shear plane AB |
| Oxley constants (the ratio of the shear plane length to the thickness of the PSZ) | |
| strain rate constant (and the ratio of the thickness of the SSZ to the chip thickness) | |
| strain hardening constant | |
| strain on shear plane AB | |
| strain rate on shear plane AB | |
| strain at the tool–chip interface | |
| strain rate at the tool–chip interface | |
| reference strain rate | |
| material flow stress on shear plane AB (calculated using the J–C model) | |
| shear stress at the tool–chip interface (calculated using the chip formation model) | |
| shear stress at the tool–chip interface (calculated using the J–C model) | |
| normal stress at the tool–chip interface (calculated using the chip formation model) | |
| normal stress at the tool–chip interface (calculated using the J–C model) | |
| heat partition ratio in calculated temperature in the PSZ |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
References
- Stephenson, D.A.; Ali, A. Tool temperatures in interrupted metal cutting. J. Eng. Ind. 1992, 114, 127–136. [Google Scholar] [CrossRef]
- Lezanski, P.; Shaw, M.C. Tool face temperatures in high speed milling. J. Eng. Ind. 1990, 112, 132–135. [Google Scholar] [CrossRef]
- Yashiro, T.; Ogawa, T.; Sasahara, H. Temperature measurement of cutting tool and machined surface layer in milling of CFRP. Int. J. Mach. Tools Manuf. 2013, 70, 63–69. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti6Al6V2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Chen, W.C.; Tsao, C.C.; Liang, P.W. Determination of temperature distributions on the rake face of cutting tools using a remote method. Int. Commun. Heat Mass Transf. 1997, 24, 161–170. [Google Scholar] [CrossRef]
- O’sullivan, D.; Cotterell, M. Temperature measurement in single point turning. J. Mater. Process. Technol. 2001, 118, 301–318. [Google Scholar] [CrossRef]
- Jaspers, S.P.; Dautzenberg, J.H. Material behaviour in metal cutting: Strains, strain rates and temperatures in chip formation. J. Mater. Process. Technol. 2002, 121, 123–135. [Google Scholar] [CrossRef]
- Lin, J.; Lee, S.L.; Weng, C.I. Estimation of cutting temperature in high speed machining. J. Mater. Process. Technol. 1992, 114, 289–296. [Google Scholar] [CrossRef]
- Sutter, G.; Faure, L.; Molinari, A.; Ranc, N.; Pina, V. An experimental technique for the measurement of temperature fields for the orthogonal cutting in high speed machining. Int. J. Mach. Tools Manuf. 2003, 43, 671–678. [Google Scholar] [CrossRef] [Green Version]
- Wright, P.K. Correlation of tempering effects with temperature distribution in steel cutting tools. J. Eng. Ind. 1978, 100, 131–136. [Google Scholar] [CrossRef]
- Kato, S.; Yamaguchi, K.; Watanabe, Y.; Hiraiwa, Y. Measurement of temperature distribution within tool using powders of constant melting point. J. Eng. Ind. 1976, 98, 607–613. [Google Scholar] [CrossRef]
- Dawson, P.R.; Malkin, S. Inclined moving heat source model for calculating metal cutting temperatures. J. Eng. Ind. 1984, 106, 179–186. [Google Scholar] [CrossRef]
- Kim, K.W.; Sins, H.C. Development of a thermo-viscoplastic cutting model using finite element method. Int. J. Mach. Tools Manuf. 1996, 36, 379–397. [Google Scholar] [CrossRef]
- Moriwaki, T.; Sugimura, N.; Luan, S. Combined stress, material flow and heat analysis of orthogonal micromachining of copper. CIRP Ann. Manuf. Technol. 1993, 42, 75–78. [Google Scholar] [CrossRef]
- Lei, S.; Shin, Y.C.; Incropera, F.P. Thermo-mechanical modeling of orthogonal machining process by finite element analysis. Int. J. Mach. Tools Manuf. 1999, 39, 731–750. [Google Scholar] [CrossRef]
- Levy, E.K.; Tsai, C.L.; Groover, M.P. Analytical investigation of the effect of tool wear on the temperature variations in a metal cutting tool. J. Eng. Ind. 1976, 98, 251–257. [Google Scholar] [CrossRef]
- Chan, C.L.; Chandra, A. A boundary element method analysis of the thermal aspects of metal cutting processes. J. Eng. Ind. 1991, 113, 311–319. [Google Scholar] [CrossRef]
- Umbrello, D.; Filice, L.; Rizzuti, S.; Micari, F.; Settineri, L. On the effectiveness of finite element simulation of orthogonal cutting with particular reference to temperature prediction. J. Mater. Process. Technol. 2007, 189, 284–291. [Google Scholar] [CrossRef]
- Kim, D.H.; Lee, C.M. A study of cutting force and preheating-temperature prediction for laser-assisted milling of Inconel 718 and AISI 1045 steel. Int. J. Heat Mass Transf. 2014, 71, 264–274. [Google Scholar] [CrossRef]
- Yang, J.; Sun, S.; Brandt, M.; Yan, W. Experimental investigation and 3D finite element prediction of the heat affected zone during laser assisted machining of Ti6Al4V alloy. J. Mater. Process. Technol. 2010, 210, 2215–2222. [Google Scholar] [CrossRef]
- Özel, T.; Zeren, E. Finite element modeling the influence of edge roundness on the stress and temperature fields induced by high-speed machining. Int. J. Adv. Manuf. Technol. 2007, 35, 255–267. [Google Scholar] [CrossRef]
- Attia, M.H.; Kops, L. A new approach to cutting temperature prediction considering the thermal constriction phenomenon in multi-layer coated tools. CIRP Ann. Manuf. Technol. 2004, 53, 47–52. [Google Scholar] [CrossRef]
- Wiener, J.H. Shear-plane temperature distribution in orthogonal cutting. Trans. ASME 1955, 77, 1331–1341. [Google Scholar]
- Boothroyd, G. Fundamentals of Metal Machining and Machine Tools; Scripta Book Company: Washington, DC, USA, 1975; ISBN 9780070064980. [Google Scholar]
- Radulescu, R.; Kapoor, S.G. An analytical model for prediction of tool temperature fields during continuous and interrupted cutting. J. Eng. Ind. 1994, 116, 135–143. [Google Scholar] [CrossRef]
- Stephenson, D.A.; Jen, T.C.; Lavine, A.S. Cutting tool temperatures in contour turning: Transient analysis and experimental verification. J. Manuf. Sci. Eng. 1997, 119, 494–501. [Google Scholar] [CrossRef]
- Komanduri, R.; Hou, Z.B. Thermal modeling of the metal cutting process—Part III: Temperature rise distribution due to the combined effects of shear plane heat source and the tool–chip interface frictional heat source. Int. J. Mech. Sci. 2001, 43, 89–107. [Google Scholar] [CrossRef]
- Hahn, R.S. On the temperature developed at the shear plane in the metal cutting process. J. Appl. Mech. Trans. ASME 1951, 18, 661–666. [Google Scholar]
- Jaeger, C. Conduction of Heat in Solids; Oxford University Press: Oxford, UK, 1959; ISBN 9780198533689. [Google Scholar]
- Huang, Y.; Liang, S.Y. Cutting forces modeling considering the effect of tool thermal property—Application to CBN hard turning. Int. J. Mach. Tools Manuf. 2003, 43, 307–315. [Google Scholar] [CrossRef]
- Li, K.M.; Liang, S.Y. Modeling of cutting forces in near dry machining under tool wear effect. Int. J. Mach. Tools Manuf. 2007, 47, 1292–1301. [Google Scholar] [CrossRef]
- Huang, Y.; Liang, S.Y. Cutting temperature modeling based on non-uniform heat intensity and partition ratio. Mach. Sci. Technol. 2005, 9, 301–323. [Google Scholar] [CrossRef]
- Korkut, I.; Acır, A.; Boy, M. Application of regression and artificial neural network analysis in modelling of tool–chip interface temperature in machining. Exp. Syst. Appl. 2011, 38, 11651–11656. [Google Scholar] [CrossRef]
- Oxley, P.L.B. The Mechanics of Machining: An Analytical Approach to Assessing Machinability; Ellis Horwood Ltd.: Chichester, UK, 1989; ISBN 0745800076. [Google Scholar]
- Calculating the shear angle in orthogonal metal cutting from fundamental stress-strain-strain rate properties of the work material. Available online: https://dspace.lib.cranfield.ac.uk/handle/1826/12577 (accessed on 23 April 2018).
- Ivester, R.W.; Kennedy, M.; Davies, M.; Stevenson, R.; Thiele, J.; Furness, R.; Athavale, S. Assessment of machining models: Progress report. Mach. Sci. Technol. 2000, 4, 511–538. [Google Scholar] [CrossRef]
- Adibi-Sedeh, A.H.; Madhavan, V.; Bahr, B. Extension of Oxley’s analysis of machining to use different material models. J. Manuf. Sci. Eng. 2003, 125, 656–666. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Response surface and neural network based predictive models of cutting temperature in hard turning. J. Adv. Res. 2016, 7, 1035–1044. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- M’saoubi, R.; Chandrasekaran, H. Investigation of the effects of tool micro-geometry and coating on tool temperature during orthogonal turning of quenched and tempered steel. Int. J. Mach. Tools Manuf. 2004, 44, 213–224. [Google Scholar] [CrossRef]
- Jaspers, S.P.; Dautzenberg, J.H. Material behaviour in conditions similar to metal cutting: Flow stress in the primary shear zone. J. Mater. Process. Technol. 2002, 122, 322–330. [Google Scholar] [CrossRef]
- Karpat, Y.; Özel, T. Predictive analytical and thermal modeling of orthogonal cutting process—Part I: Predictions of tool forces, stresses, and temperature distributions. J. Manuf. Sci. Eng. 2006, 128, 435–444. [Google Scholar] [CrossRef]
- Aydın, M. Cutting temperature analysis considering the improved Oxley’s predictive machining theory. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 2435–2448. [Google Scholar] [CrossRef]
- Xiong, L.; Wang, J.; Gan, Y.; Li, B.; Fang, N. Improvement of algorithm and prediction precision of an extended Oxley’s theoretical model. Int. J. Adv. Manuf. Technol. 2015, 77, 1–3. [Google Scholar] [CrossRef]
- Ning, J.; Liang, S.Y. Model-driven determination of Johnson-Cook material constants using temperature and force measurements. Int. J. Adv. Manuf. Technol. 2018, 1–8. [Google Scholar] [CrossRef]
- Umbrello, D.; M’saoubi, R.; Outeiro, J.C. The influence of Johnson–Cook material constants on finite element simulation of machining of AISI 316L steel. Int. J. Mach. Tools Manuf. 2007, 47, 462–570. [Google Scholar] [CrossRef]
- Ducobu, F.; Rivière-Lorphèvre, E.; Filippi, E. On the importance of the choice of the parameters of the Johnson-Cook constitutive model and their influence on the results of a Ti6Al4V orthogonal cutting model. Int. J. Mech. Sci. 2017, 122, 143–155. [Google Scholar] [CrossRef]









| Materials | A (MPa) | B (MPa) | C | m | n | (°C) | (°C) | |
|---|---|---|---|---|---|---|---|---|
| ASIS 1045 Steel [40] | 553.1 | 600.8 | 0.0134 | 1 | 0.234 | 1 | 1460 | 25 |
| Al 6082-T6 Aluminum [37] | 250 | 243.6 | 0.00747 | 1.31 | 0.17 | 1 | 582 | 25 |
| Material | Test | α (degs) | V (m/min) | w (mm) | (mm) | (mm) | Fc (N) | Ft (N) |
|---|---|---|---|---|---|---|---|---|
| AISI 1045 Steel | 1 | 5 | 200 | 1.6 | 0.15 | 0.424 | 583 | 402 |
| [36] | 2 | 5 | 200 | 1.6 | 0.30 | 0.734 | 976 | 493 |
| 3 | 5 | 300 | 1.6 | 0.15 | 0.389 | 539 | 326 | |
| 4 | 5 | 300 | 1.6 | 0.30 | 0.709 | 888 | 406 | |
| Al 6082-T6 Aluminum | 5 | 8 | 120 | 3.0 | 0.20 | 0.52 * | 552 | 384 |
| [37] | 6 | 8 | 240 | 3.0 | 0.40 | 0.76 * | 795 | 300 |
| 7 | 8 | 360 | 3.0 | 0.20 | 0.44 * | 456 | 204 | |
| 8 | 8 | 360 | 3.0 | 0.40 | 0.64 * | 768 | 276 |
| Test | (°C) R | (°C) | (°C) R | (°C) | ϕ (degs) | δ | |
|---|---|---|---|---|---|---|---|
| 1 | 313.12 | 330.97 | 815.74 | 823.23 | 19.14 | 5.45 | 0.05 |
| 2 | 300.77 | 376.61 | 941.15 | 822.37 | 22.00 | 5.10 | 0.16 |
| 3 | 306.30 | 340.01 | 891.20 | 787.49 | 20.76 | 5.25 | 0.13 |
| 4 | 297.80 | 445.07 | 1018.00 | 908.47 | 22.78 | 5.00 | 0.10 |
| 5 | 217.00 | 192.40 | 498.00 | 346.80 | 20.76 | 7.58 | 0.14 |
| 6 | 221.00 | 220.64 | 464.00 | 421.35 | 20.02 | 6.33 | 0.17 |
| 7 | 228.00 | 216.01 | 493.00 | 400.90 | 24.39 | 6.90 | 0.06 |
| 8 | 198.00 | 171.00 | 508.00 | 457.72 | 31.67 | 5.72 | 0.08 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ning, J.; Liang, S.Y. Prediction of Temperature Distribution in Orthogonal Machining Based on the Mechanics of the Cutting Process Using a Constitutive Model. J. Manuf. Mater. Process. 2018, 2, 37. https://doi.org/10.3390/jmmp2020037
Ning J, Liang SY. Prediction of Temperature Distribution in Orthogonal Machining Based on the Mechanics of the Cutting Process Using a Constitutive Model. Journal of Manufacturing and Materials Processing. 2018; 2(2):37. https://doi.org/10.3390/jmmp2020037
Chicago/Turabian StyleNing, Jinqiang, and Steven Y. Liang. 2018. "Prediction of Temperature Distribution in Orthogonal Machining Based on the Mechanics of the Cutting Process Using a Constitutive Model" Journal of Manufacturing and Materials Processing 2, no. 2: 37. https://doi.org/10.3390/jmmp2020037