Error Separation Method for Precision Measurement of the Run-Out of a Microdrill Bit by Using a Laser Scan Micrometer Measurement System


Abstract
:1. Introduction
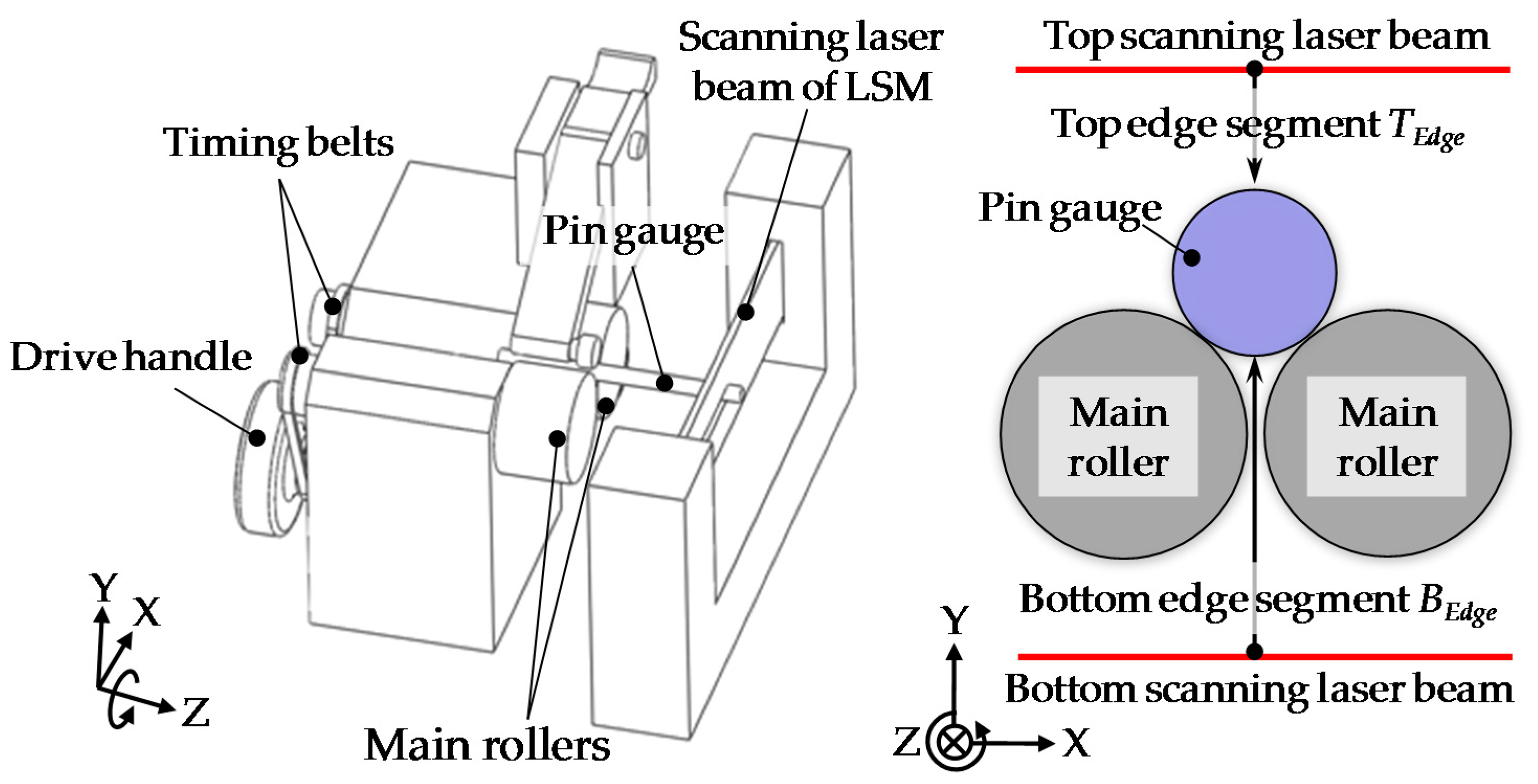
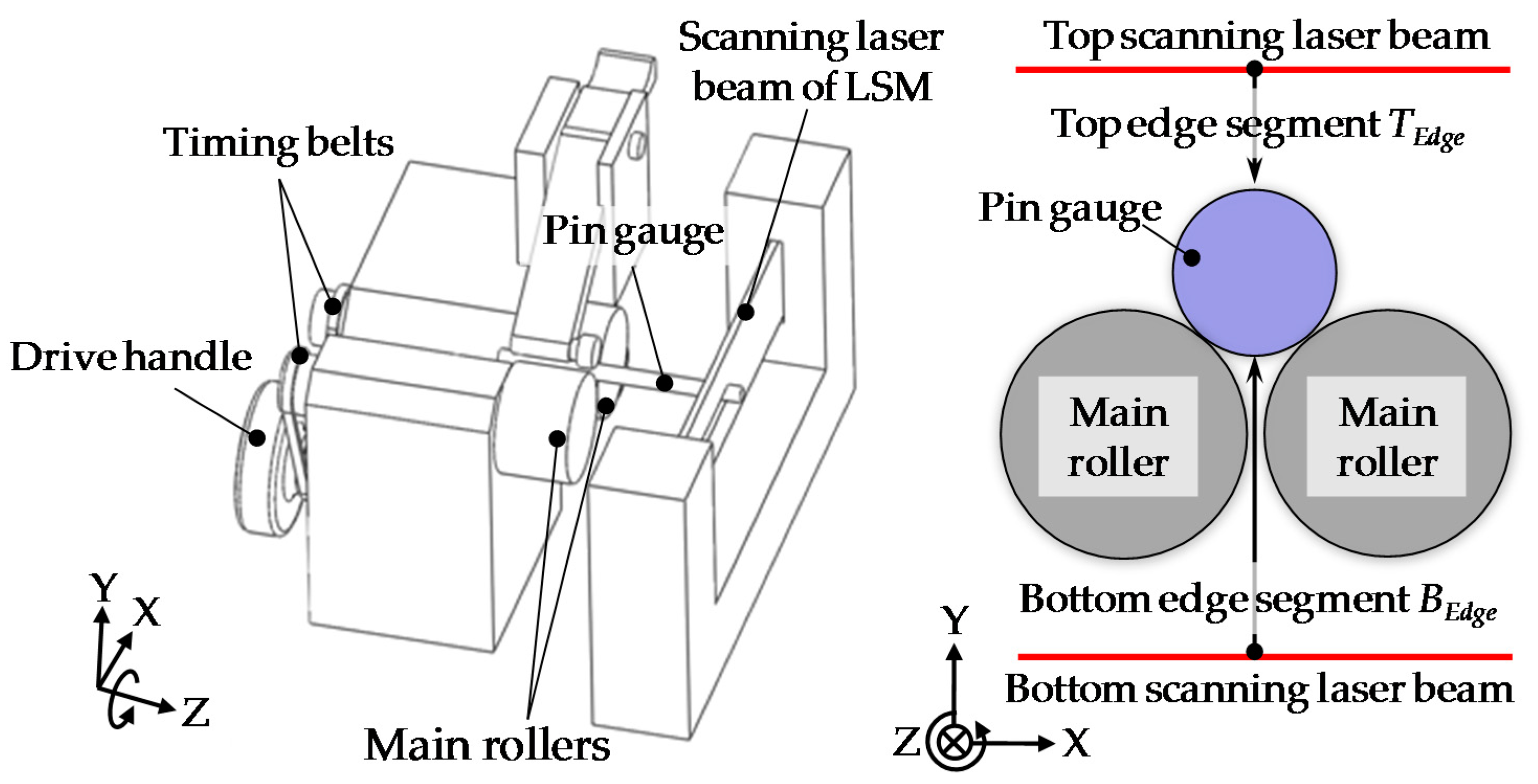
2. Measurement System and Principle
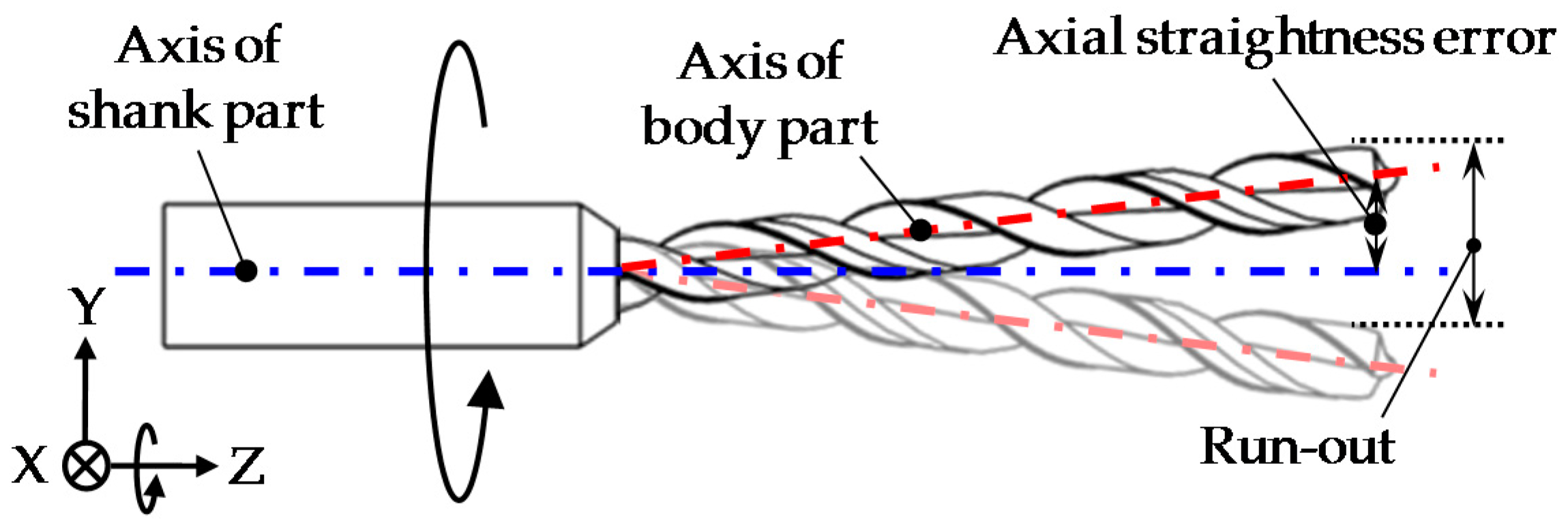
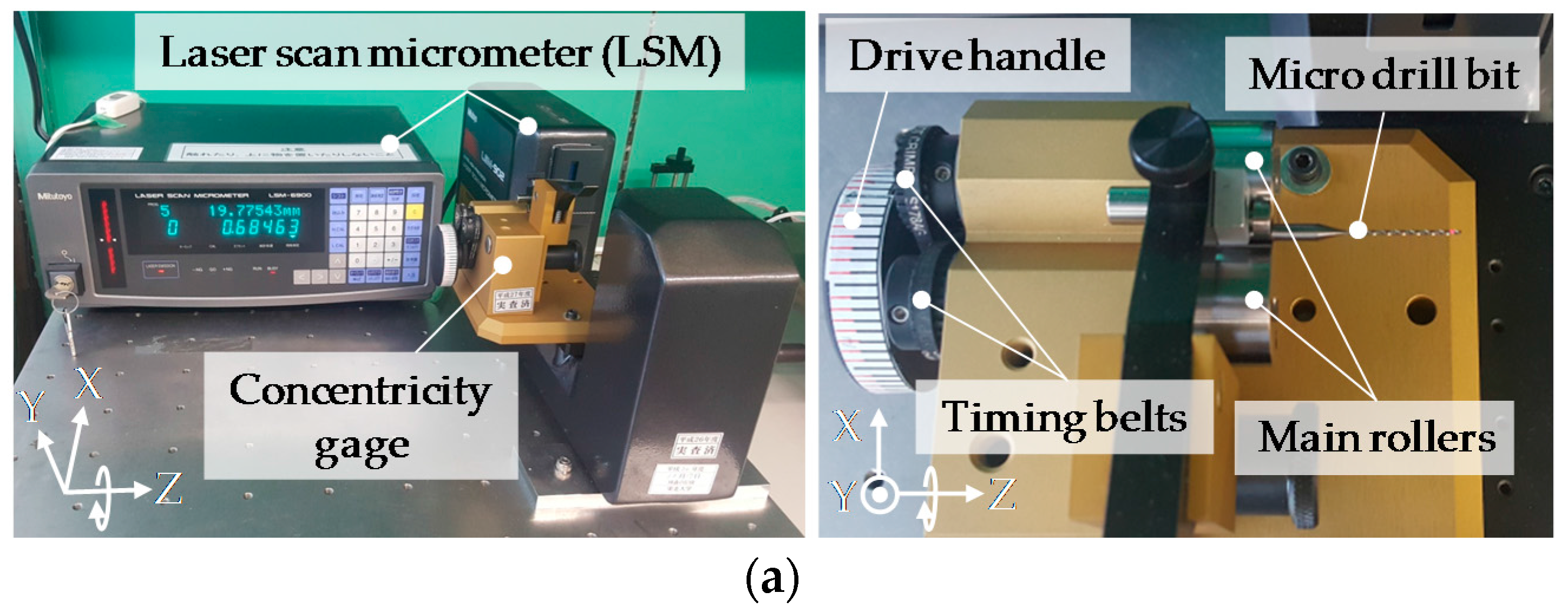
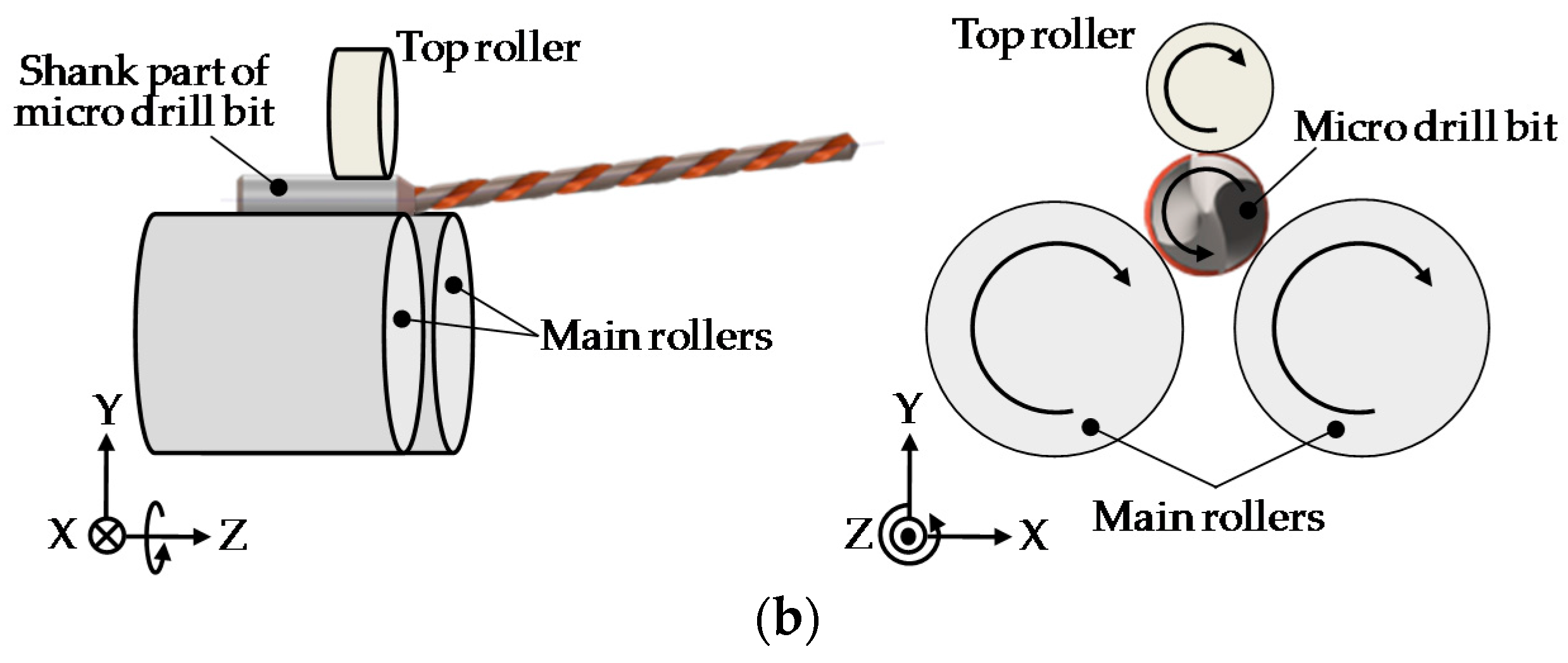
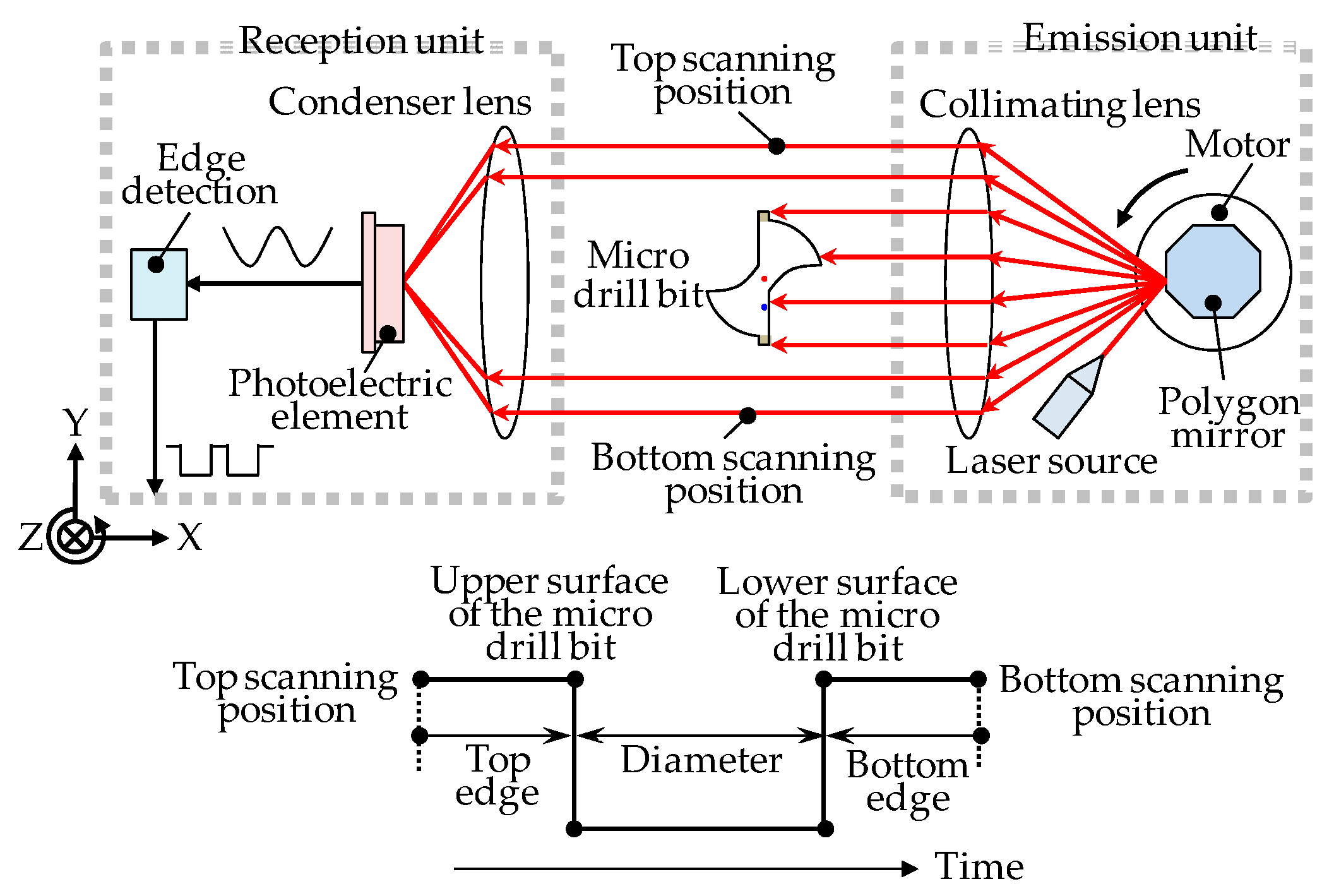
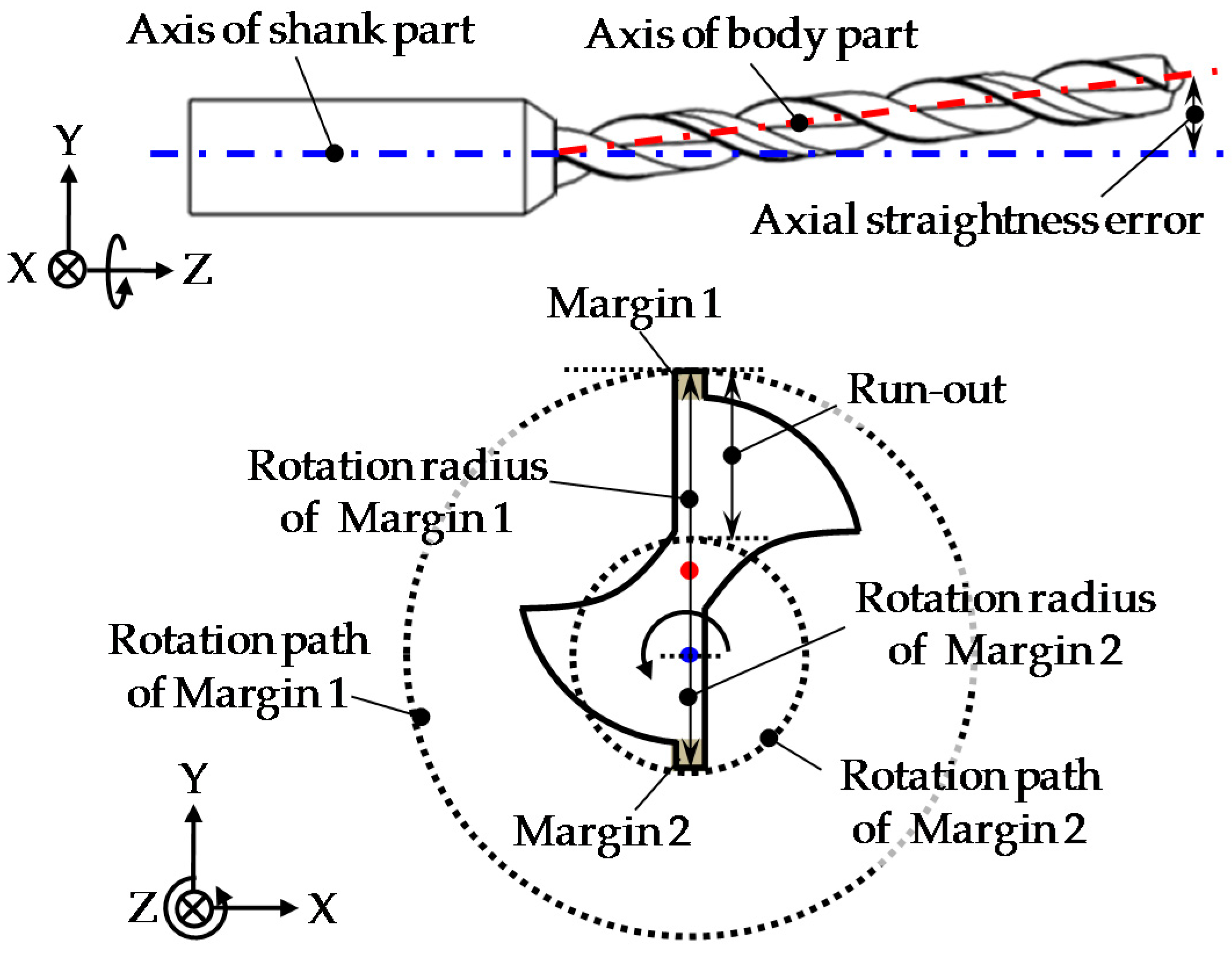
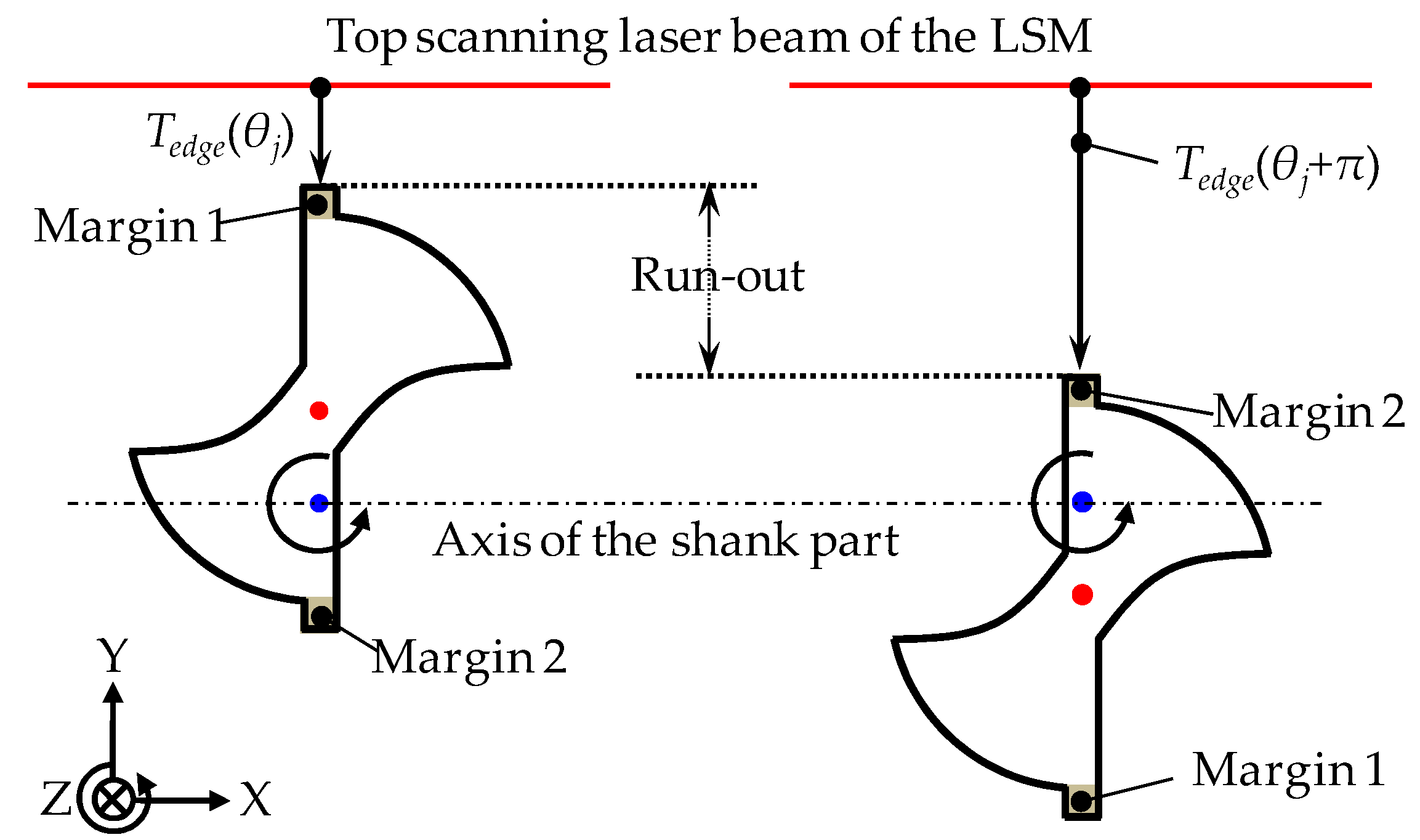
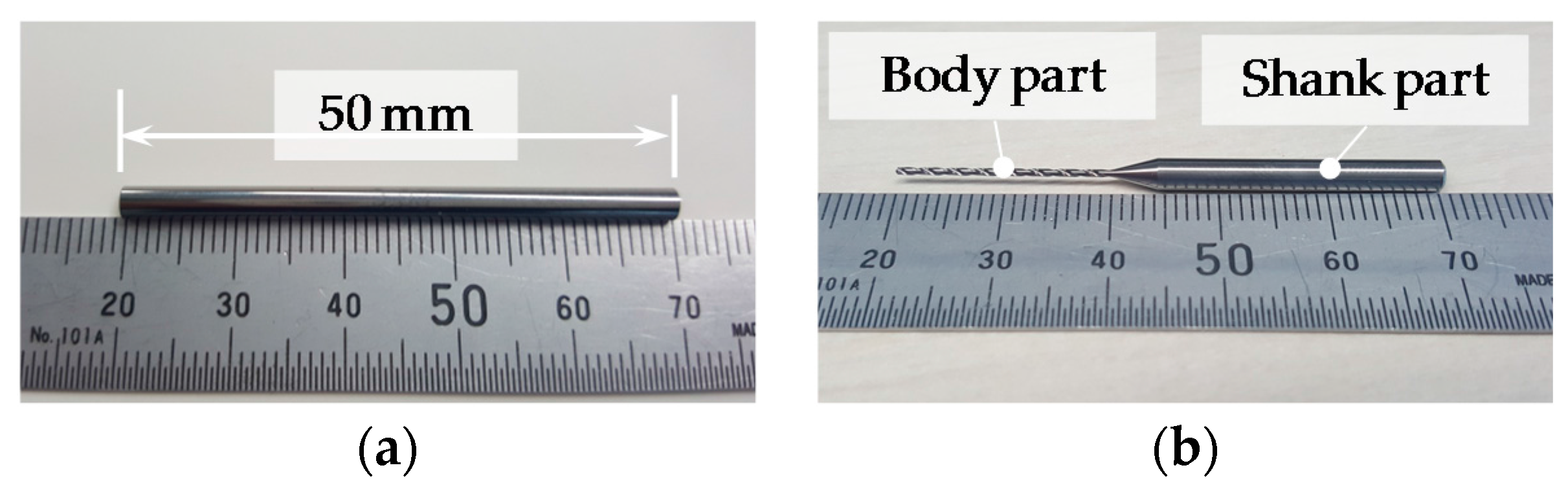
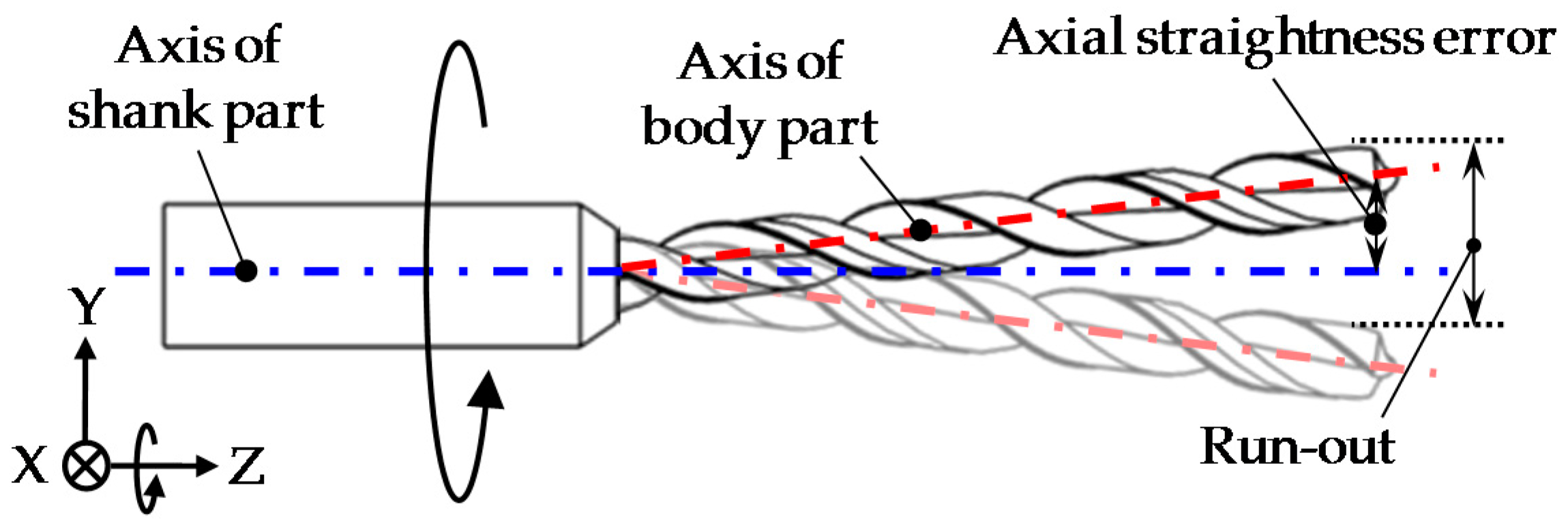
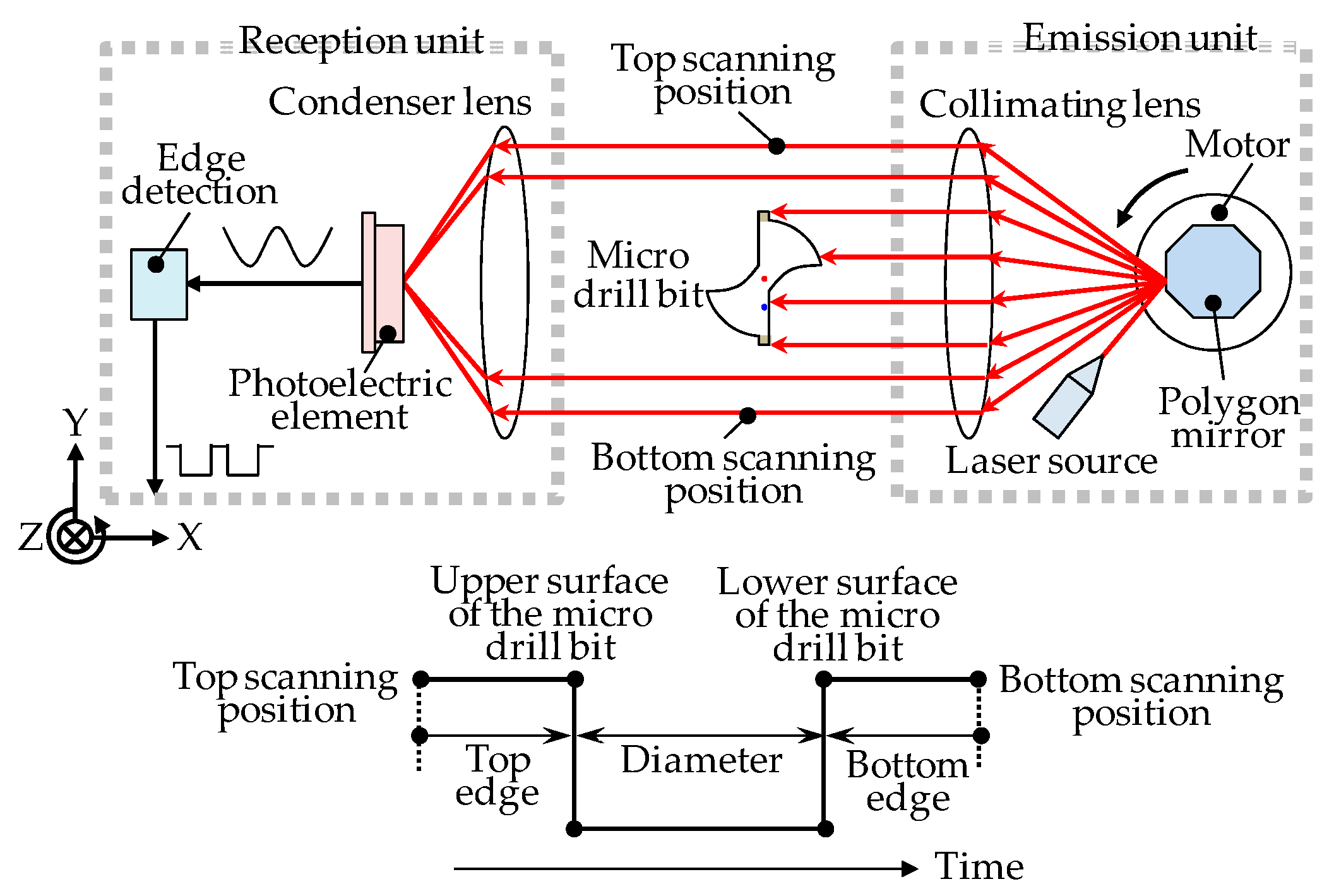
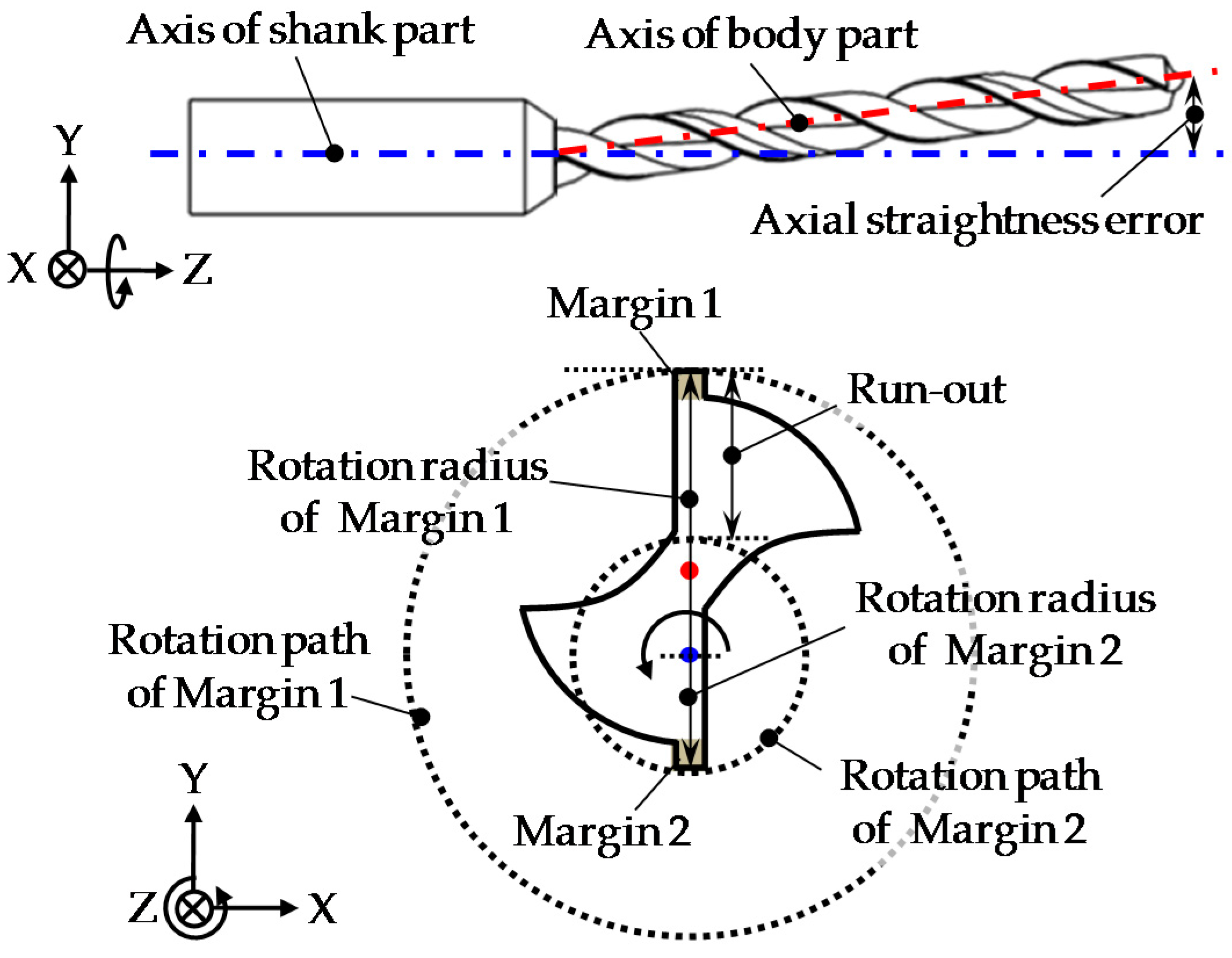
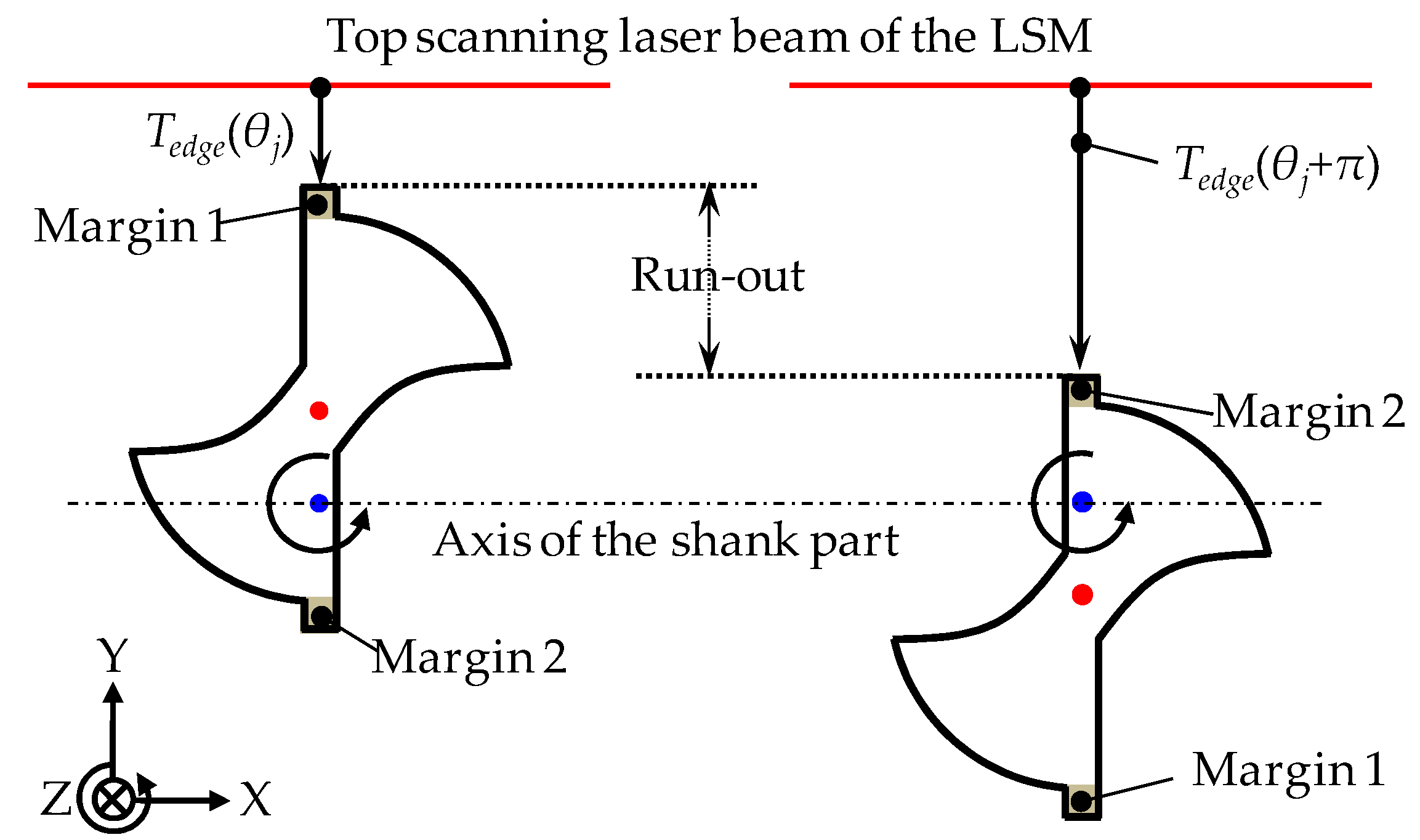
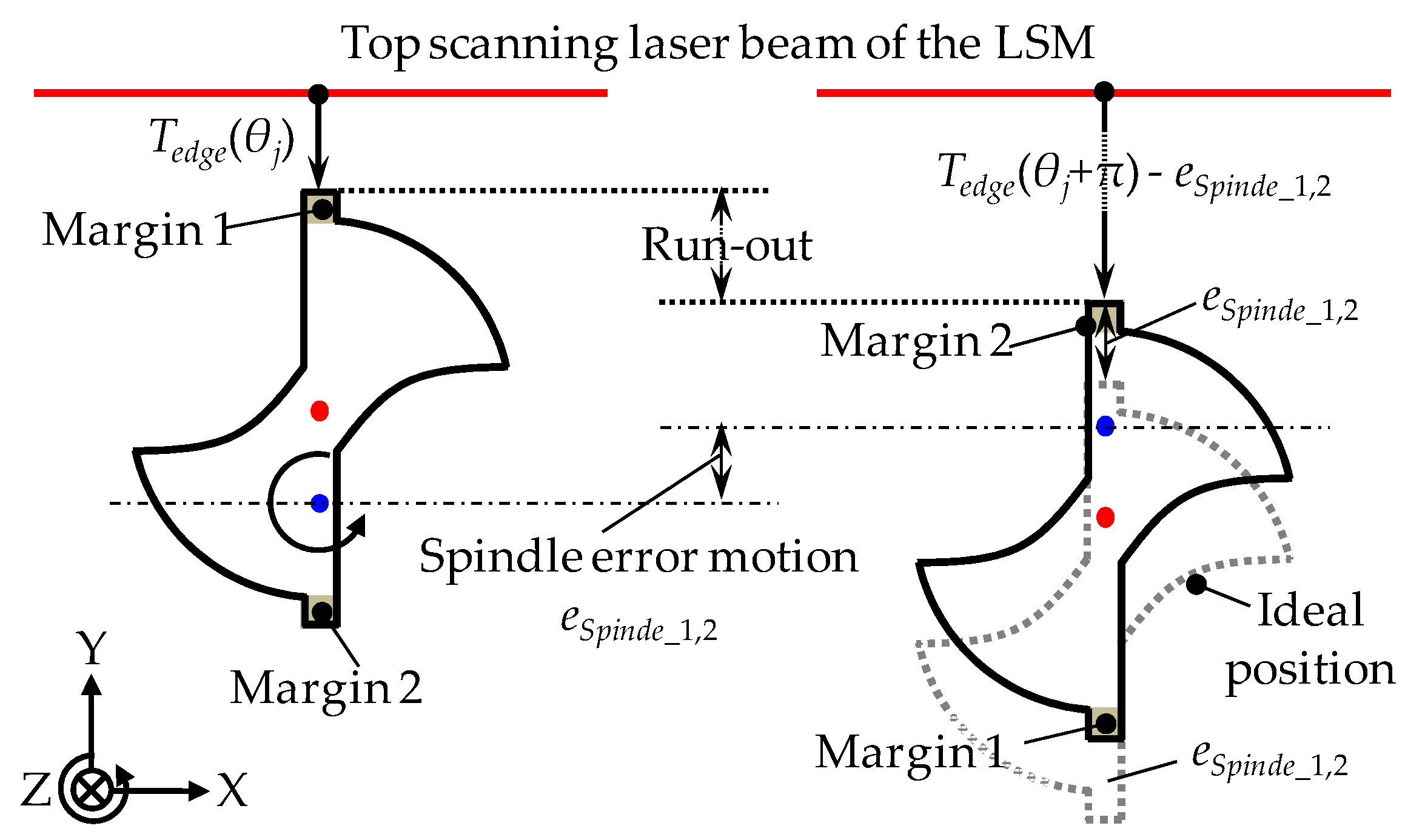
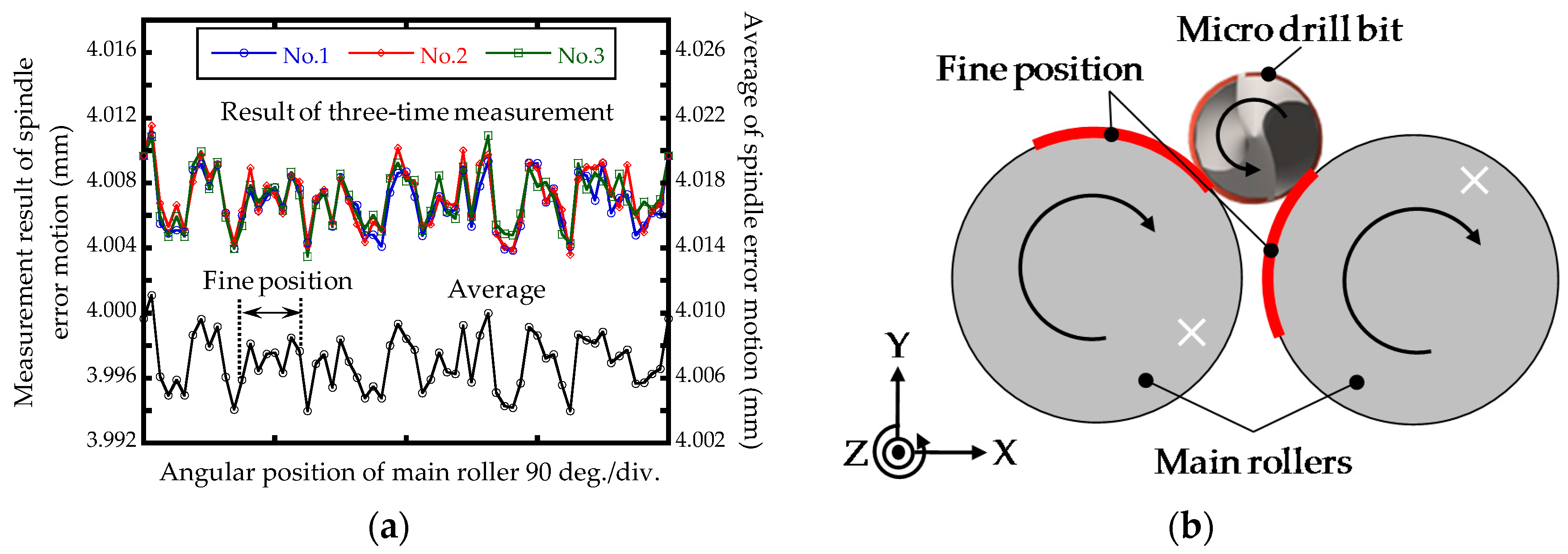
2.1. Principle of the Run-Out Measurement of the Microdrill Bit
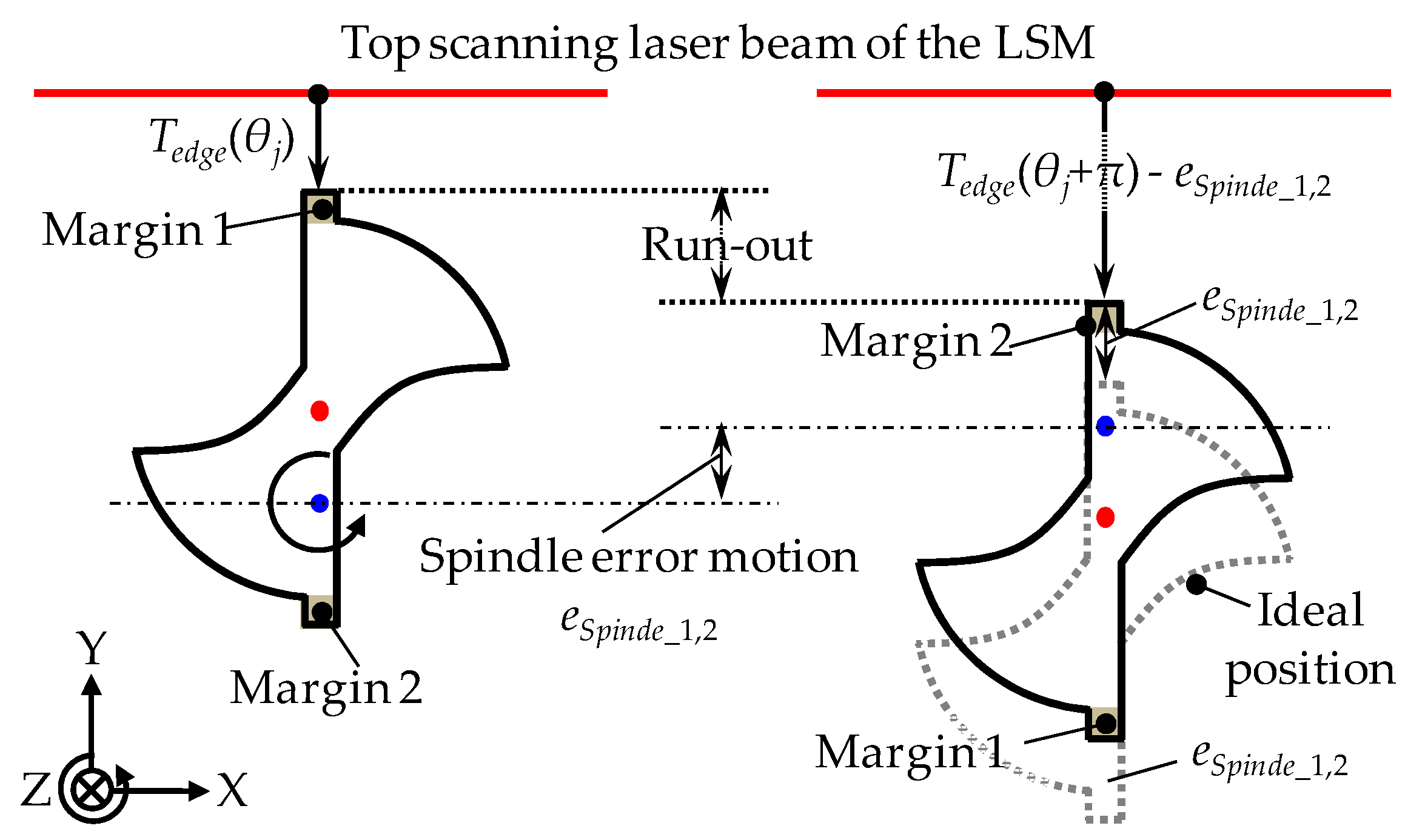
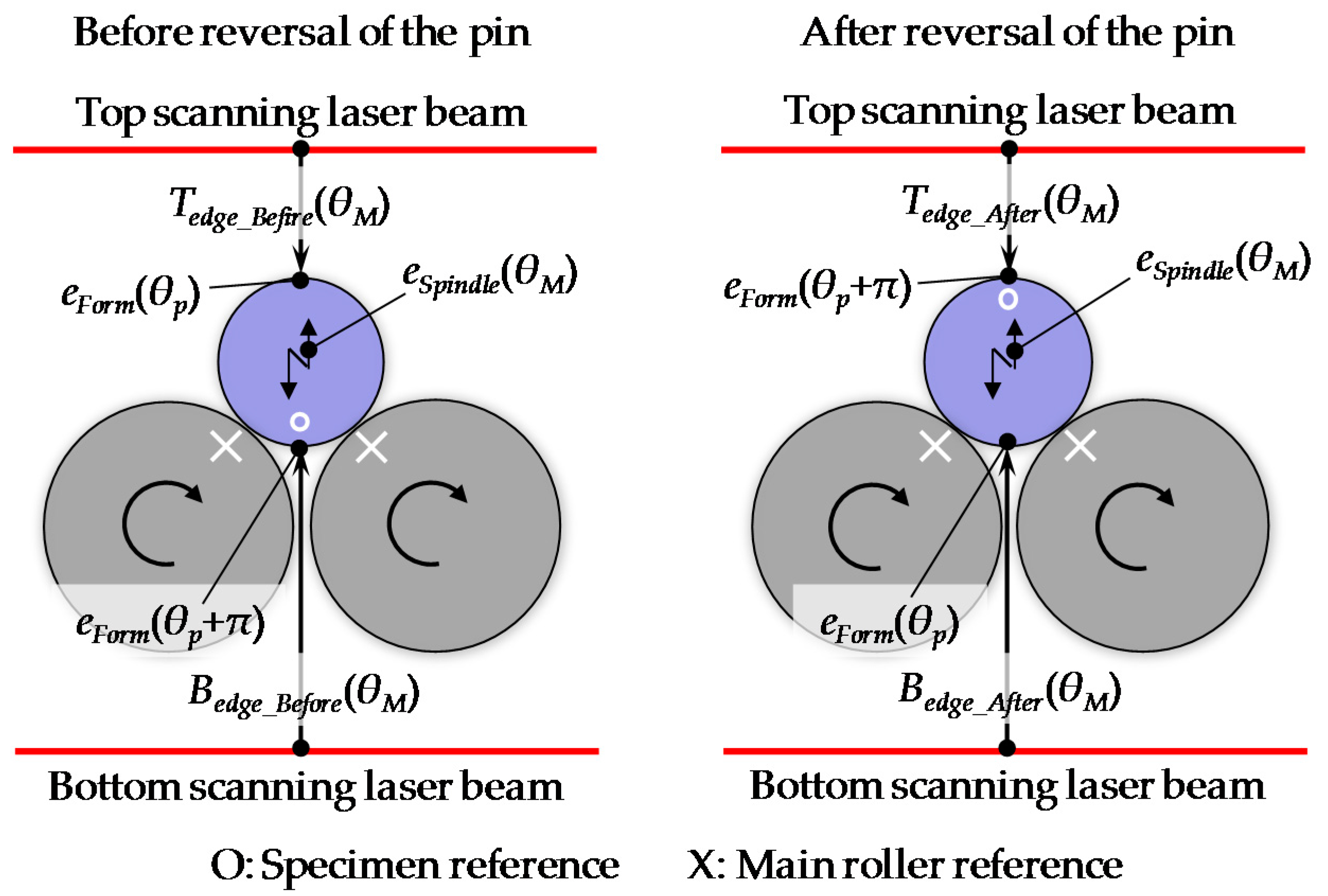
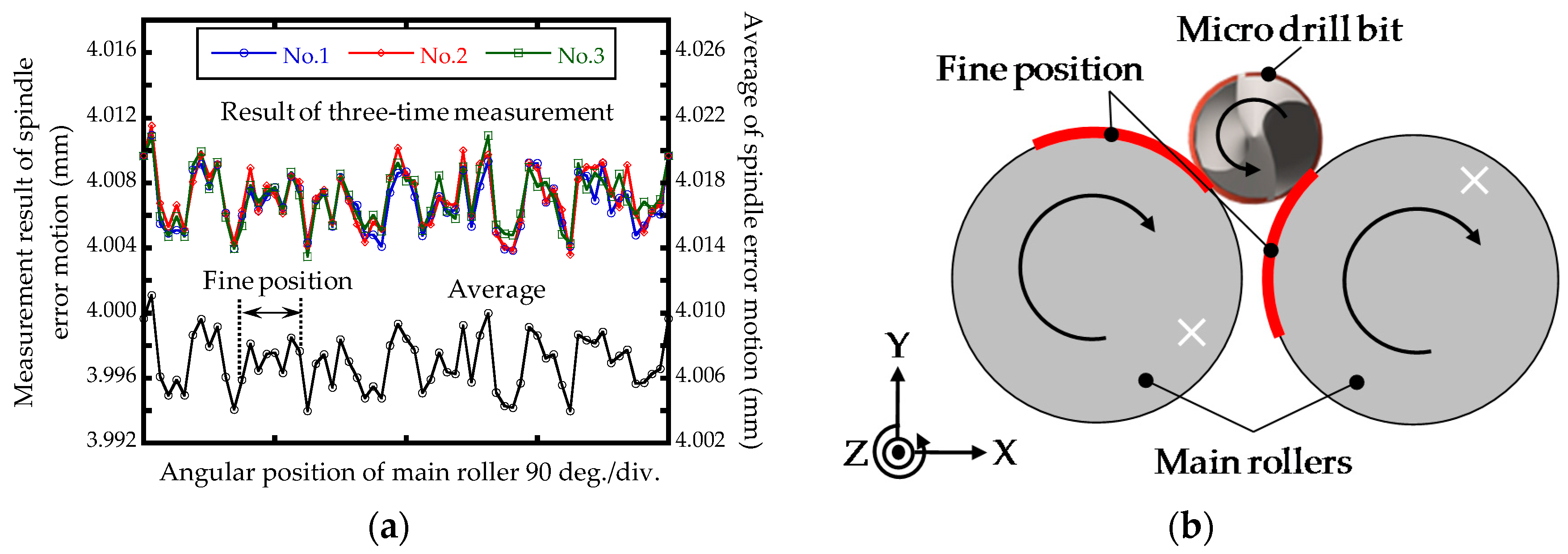
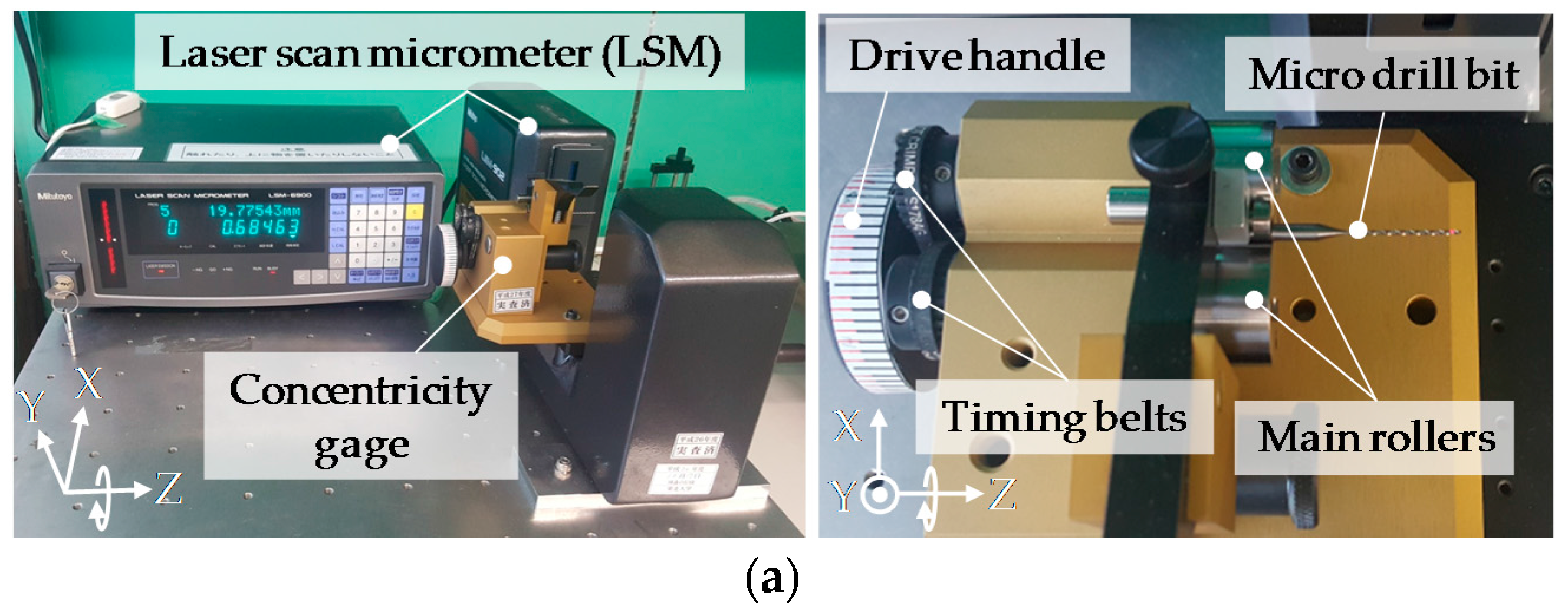
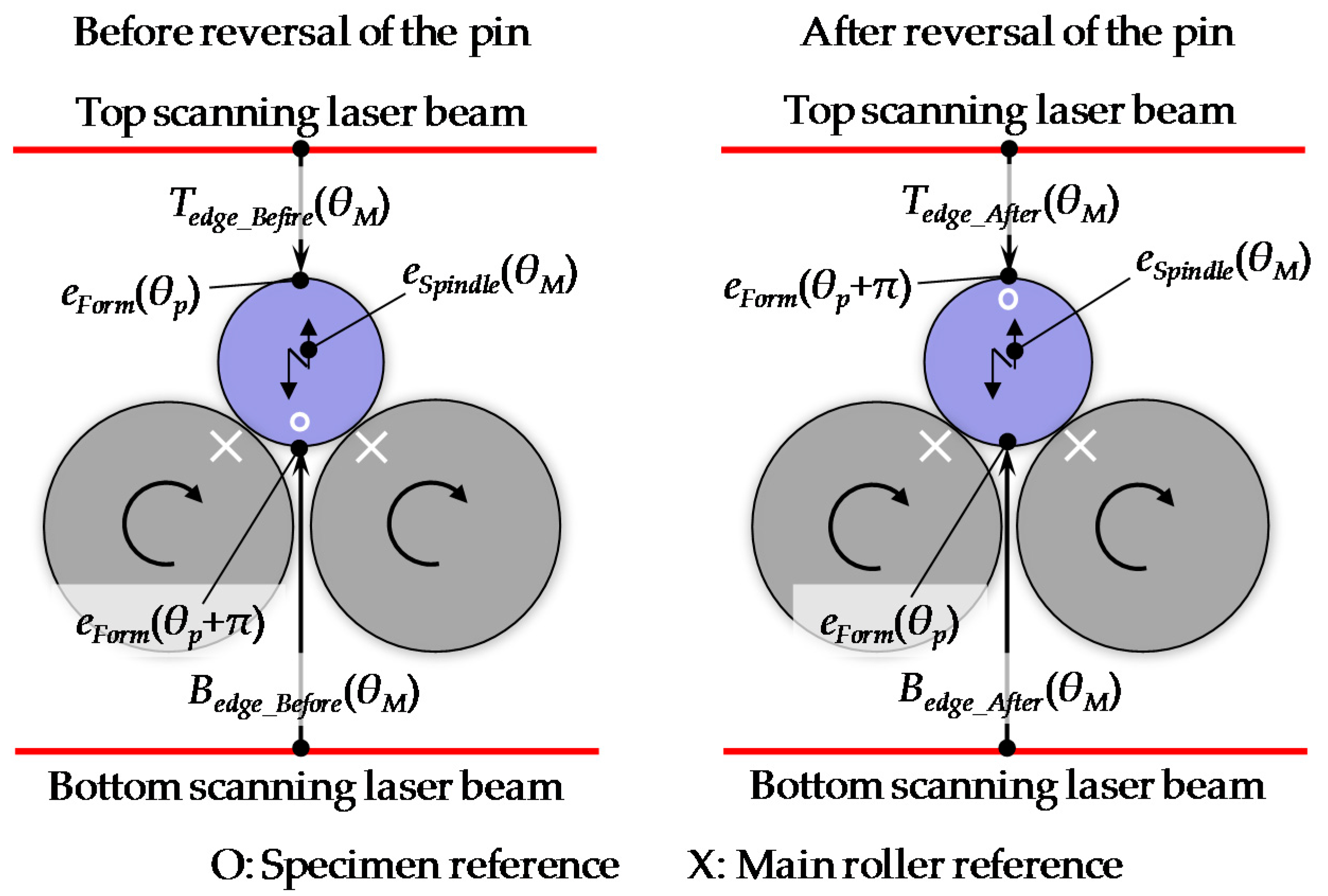
2.2. Spindle Error Motion Measurement Using the Laser Scan Micrometer
3. Experiments
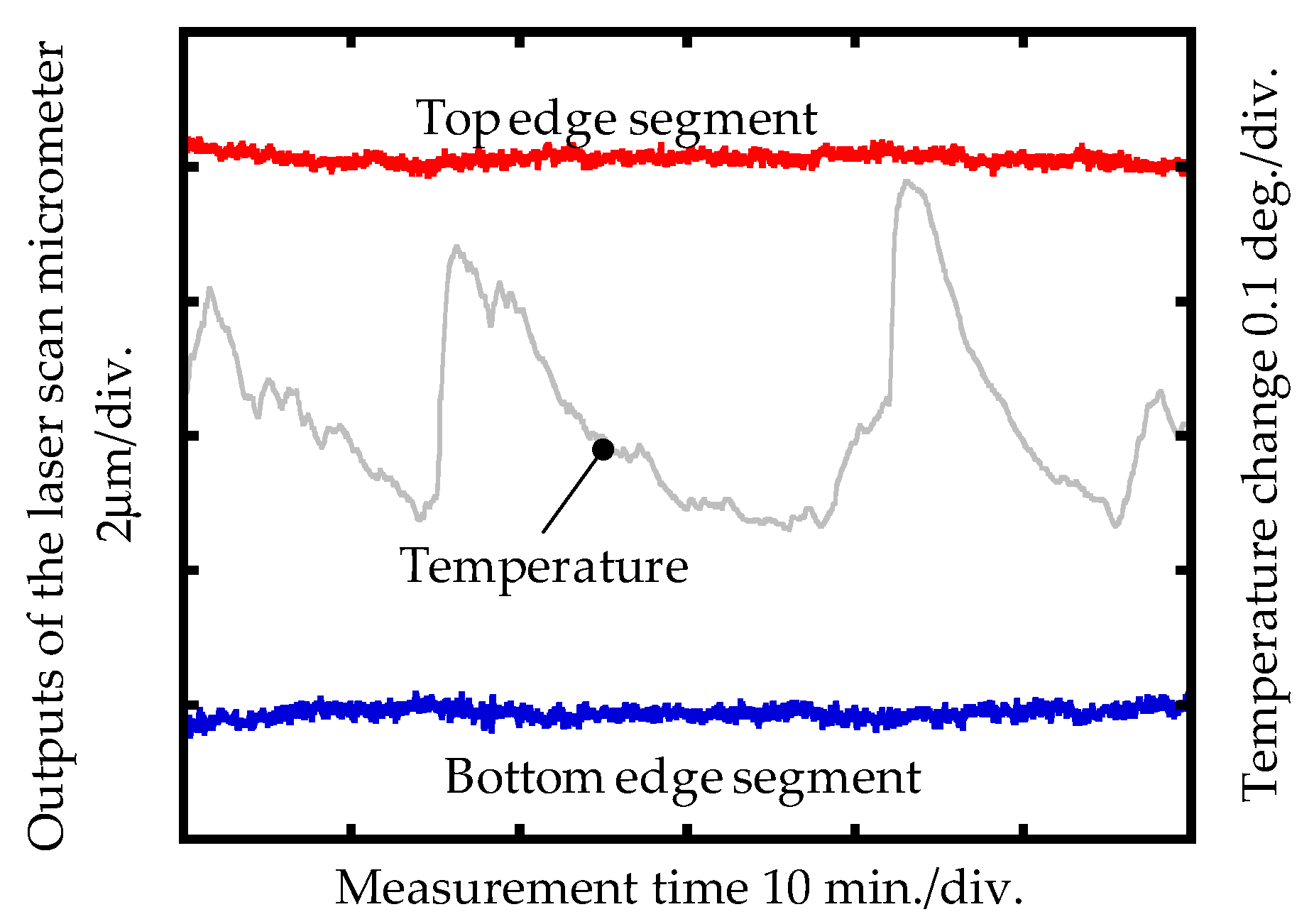
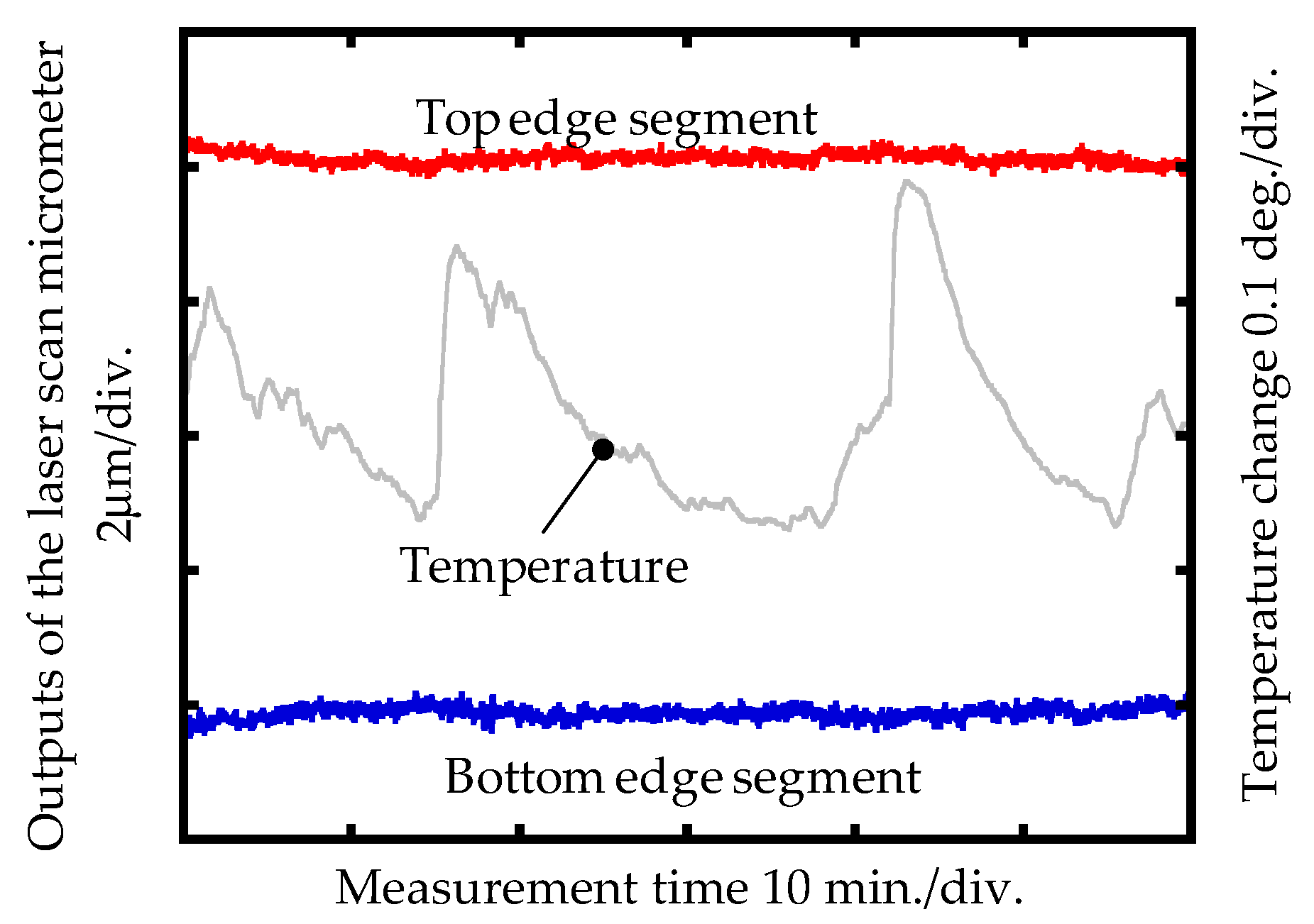
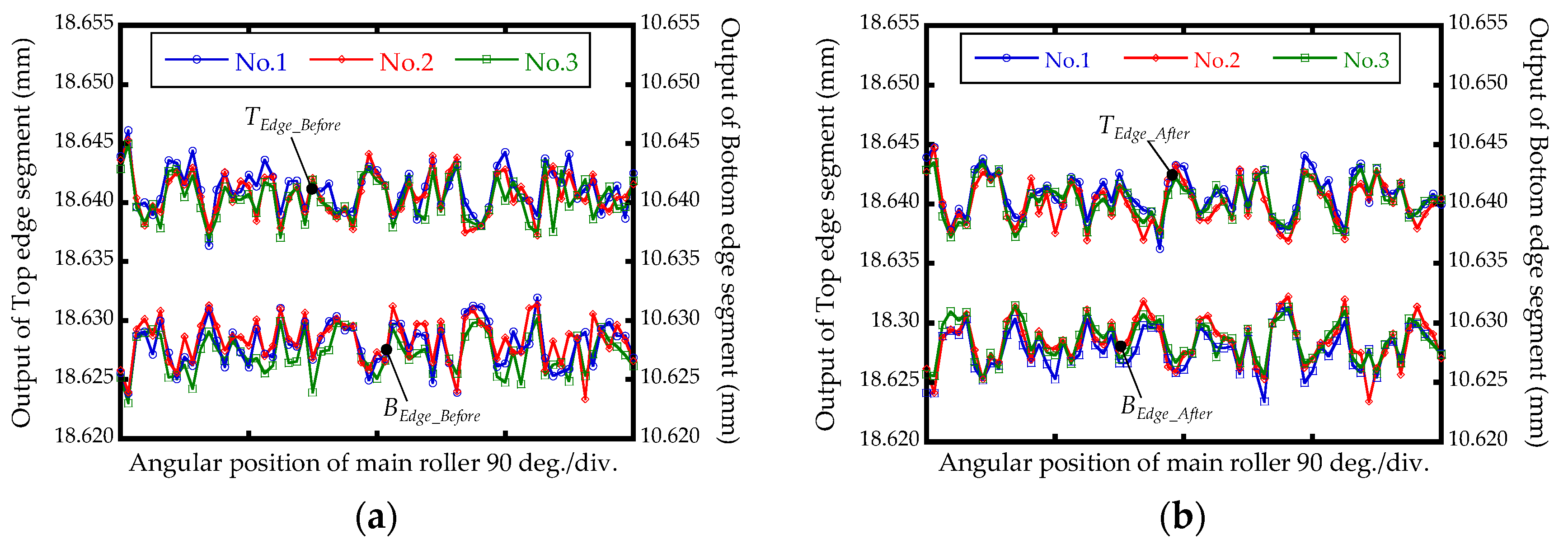
3.1. Experimental Result of the Spindle Error Motion Measurement
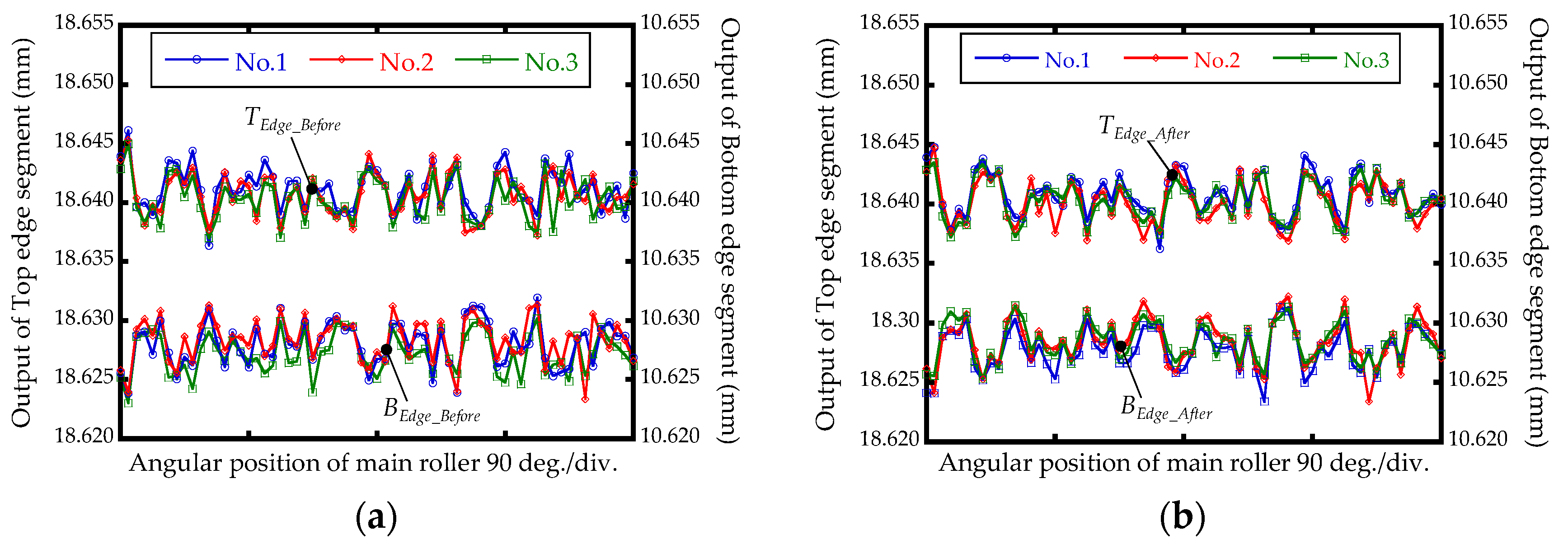
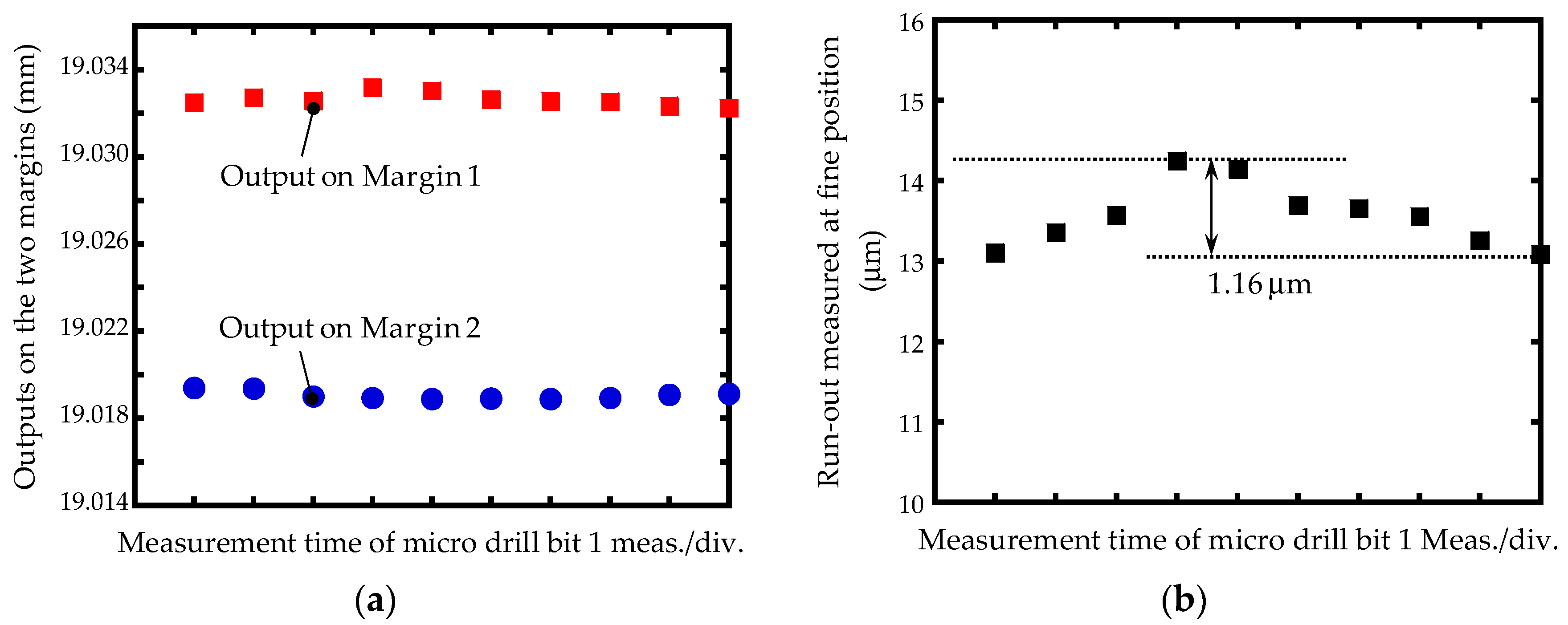
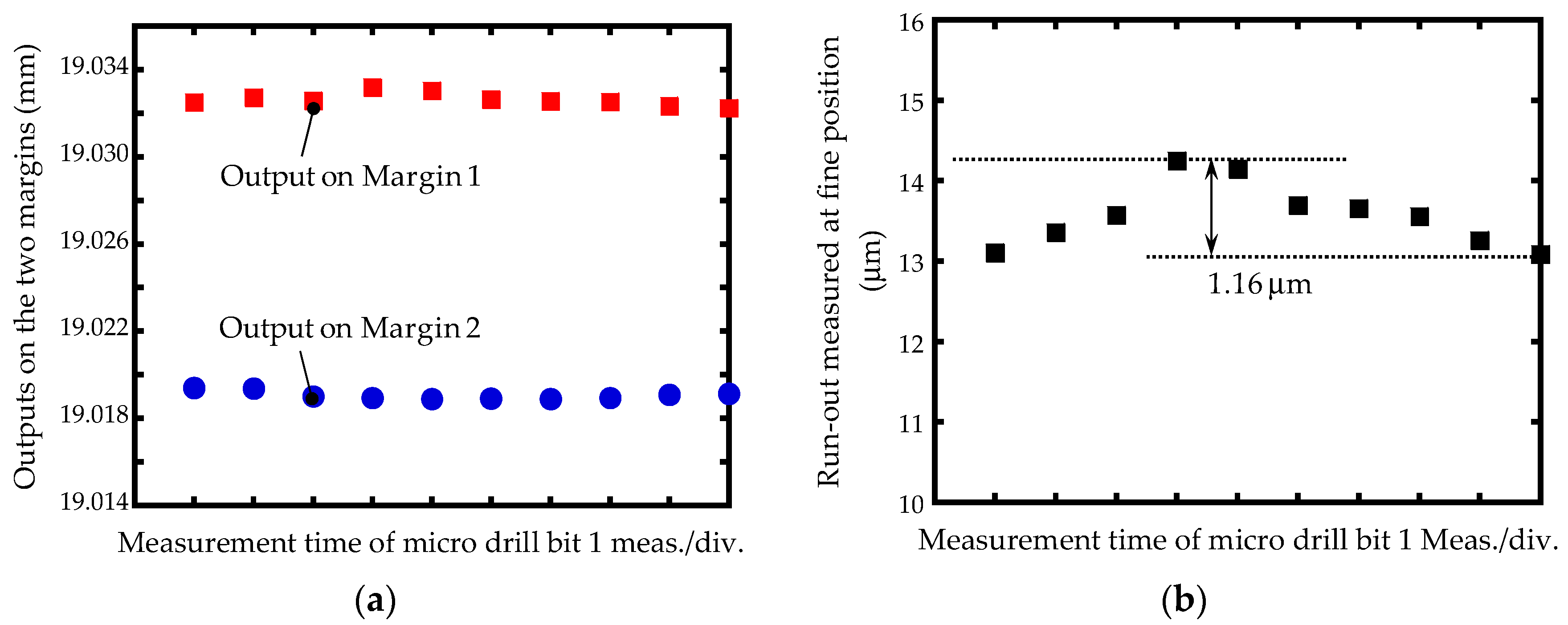
3.2. Experimental Result of the Run-Out Measurement
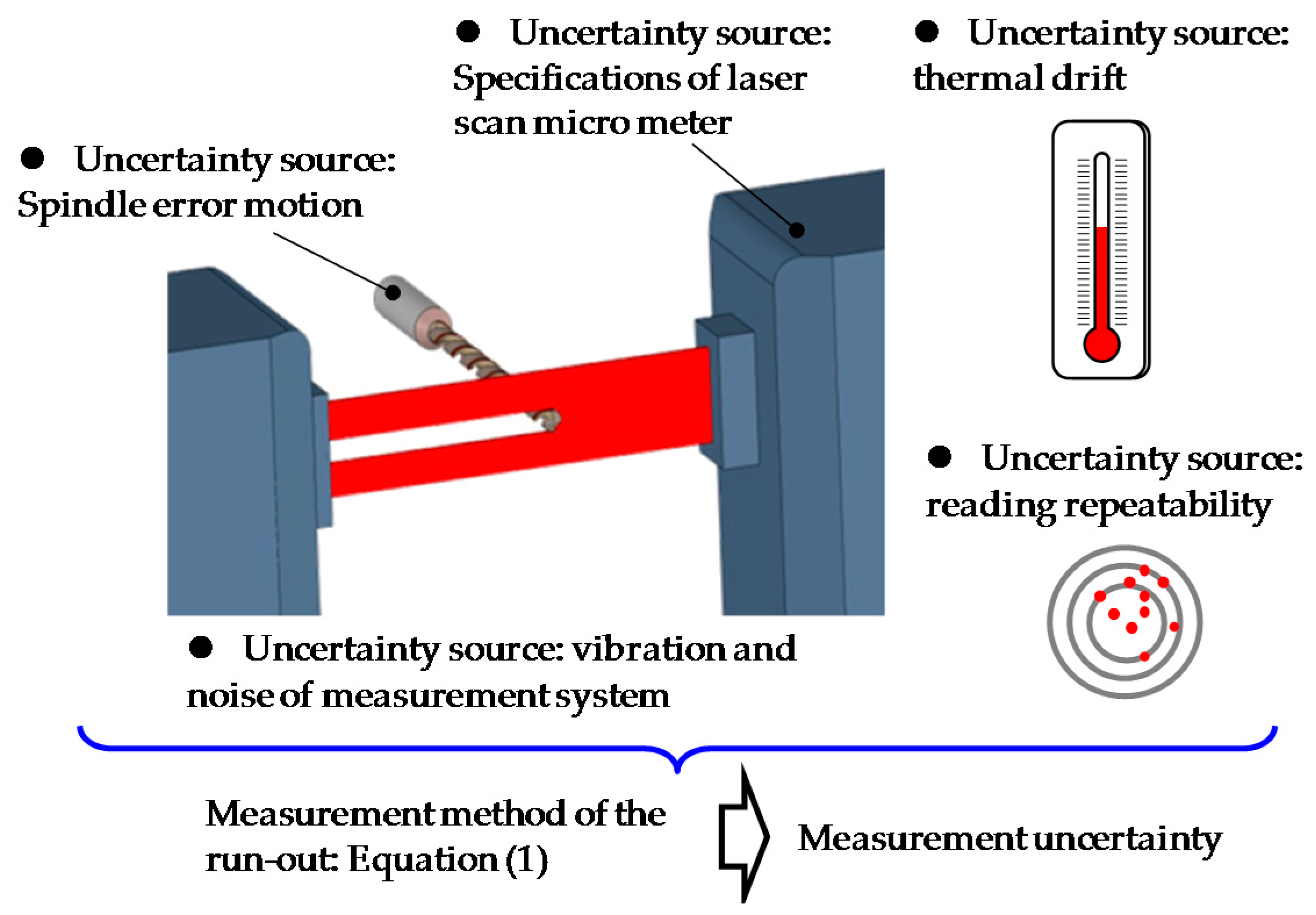
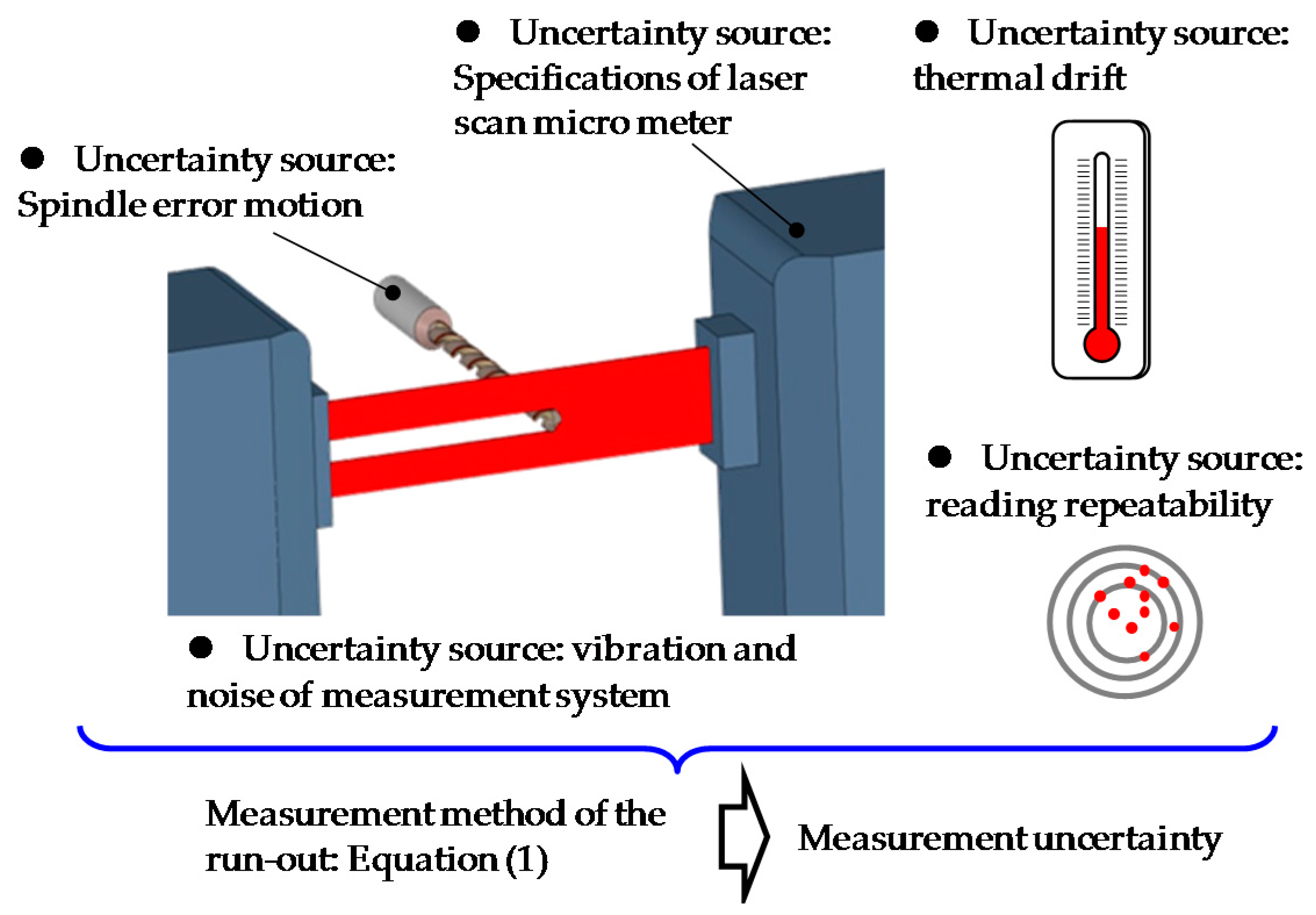
4. Uncertainty of the Run-Out Measurement
5. Conclusions
Author Contributions
Conflicts of Interest
References
- LaDou, J. Printed circuit board industry. Int. J. Hyg. Environ. Health 2006, 209, 211–219. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, N.T.; Huang, X. Miniature valveless pumps based on printed circuit board technique. Sens. Actuators A Phys. 2001, 88, 104–111. [Google Scholar] [CrossRef]
- Gower, M.C. Industrial applications of laser micromachining. Opt. Express 2000, 7, 56–67. [Google Scholar] [CrossRef]
- Gan, E.K.; Zheng, H.Y.; Lim, G.C. Laser drilling of micro-vias in PCB substrates. In Proceedings of the 3rd Electronics Packaging Technology Conference (EPTC 2000), Sheraton Towers, Singapore, 5–7 December 2000. [Google Scholar]
- Sen, M.; Shan, H.S. A review of electrochemical macro-to micro-hole drilling processes. Int. J. Mach. Tools Manuf. 2005, 45, 137–152. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Sundaram, M.M.; Malshe, A.P. Review of electrochemical and electrodischarge machining. Procedia CIRP 2013, 6, 13–26. [Google Scholar] [CrossRef]
- Cheong, M.S.; Cho, D.W.; Ehmann, K.F. Identification and control for micro-drilling productivity enhancement. Int. J. Mach. Tools Manuf. 1999, 39, 1539–1561. [Google Scholar] [CrossRef]
- Yoon, H.S.; Wu, R.; Lee, T.M.; Ahn, S.H. Geometric optimization of micro drills using Taguchi methods and response surface methodology. Int. J. Precis. Eng. Manuf. 2011, 12, 871–875. [Google Scholar] [CrossRef]
- Chyan, H.C.; Ehmann, K.F. Development of curved helical micro-drill point technology for micro-hole drilling. Mechatronics 1998, 8, 337–358. [Google Scholar] [CrossRef]
- Fu, L.; Guo, Q. Development of an ultra-small micro drill bit for packaging substrates. Circuit World 2010, 36, 23–27. [Google Scholar] [CrossRef]
- Wang, X.; Wang, L.J.; Tao, J.P. Investigation on thrust in vibration drilling of fiber-reinforced plastics. J. Mater. Process. Technol. 2004, 148, 239–244. [Google Scholar] [CrossRef]
- Fu, L.; Li, X.; Guo, Q. Development of a micro drill bit with a high aspect ratio. Circuit World 2010, 36, 30–34. [Google Scholar] [CrossRef]
- Ancău, M. The optimization of printed circuit board manufacturing by improving the drilling process productivity. Comput. Ind. Eng. 2008, 55, 279–294. [Google Scholar] [CrossRef]
- Bhandari, B.; Hong, Y.S.; Yoon, H.S.; Moon, J.S.; Pham, M.Q.; Lee, G.B.; Huang, Y.; Linke, B.S.; Dornfeld, D.A.; Ahn, S.H. Development of a micro-drilling burr-control chart for PCB drilling. Precis. Eng. 2014, 38, 221–229. [Google Scholar] [CrossRef]
- Huang, C.K.; Wang, L.G.; Tang, H.C.; Tarng, Y.S. Automatic laser inspection of outer diameter, run-out and taper of micro-drills. J. Mater. Process. Technol. 2006, 171, 306–313. [Google Scholar] [CrossRef]
- Watanabe, H.; Tsuzaka, H.; Masuda, M. Microdrilling for printed circuit boards (PCBs)—influence of radial run-out of microdrills on hole quality. Precis. Eng. 2008, 32, 329–335. [Google Scholar] [CrossRef]
- Suganthi, X.H.; Natarajan, U.; Ramasubbu, N. A review of accuracy enhancement in microdrilling operations. Int. J. Adv. Manuf. Technol. 2015, 81, 199–217. [Google Scholar] [CrossRef]
- Williams, K.L. Concentricity Gage. U.S. Patent 4,679,330, 14 July 1987. [Google Scholar]
- Laser Scan Micrometer-Mitutoyo. Available online: http://www.mitutoyo.com/wp-content/uploads/2013/07/2101_Laser-Scan-Mic.pdf (accessed on 5 October 2017).
- Evans, C.J.; Hocken, R.J.; Estler, W.T. Self-calibration: Reversal, redundancy, error separation, and ‘absolute testing’. CIRP Ann.-Manuf. Technol. 1996, 45, 617–634. [Google Scholar] [CrossRef]
- Gao, W.; Lee, J.C.; Arai, Y.; Noh, Y.J.; Hwang, J.H.; Park, C.H. Measurement of slide error of an ultra-precision diamond turning machine by using a rotating cylinder workpiece. Int. J. Mach. Tools Manuf. 2010, 50, 404–410. [Google Scholar] [CrossRef]
- Lee, J.; Gao, W.; Shimizu, Y.; Hwang, J.; Oh, J.S.; Park, C.H. Spindle error motion measurement of a large precision roll lathe. Int. J. Precis. Eng. Manuf. 2012, 13, 861–867. [Google Scholar] [CrossRef]
- Niu, Z.; Chen, Y.L.; Matsuura, D.; Lee, J.C.; Kobayashi, R.; Shimizu, Y.; Ito, S.; Wei, G.; Oh, J.S.; Park, C.H. Precision measurement of Z-slide vertical error motion of an ultra-precision lathe by using three-probe method. Int. J. Precis. Eng. Manuf. 2017, 18, 651–660. [Google Scholar] [CrossRef]
- Chen, Y.L.; Niu, Z.; Matsuura, D.; Lee, J.C.; Shimizu, Y.; Gao, W.; Oh, J.S.; Park, C.H. Implementation and verification of a four-probe motion error measurement system for a large-scale roll lathe used in hybrid manufacturing. Meas. Sci. Technol. 2017, 28. [Google Scholar] [CrossRef]
- BIPM; IEC; IFCC; ILAC; ISO; IUPAC; IUPAP; OIML. Evaluation of Measurement Data—Guide for the Expression of Uncertainty in Measurement (GUM); International Bureau of Weight and Measures: Sèvres, France, 2008. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Uncertainty Source | Type | Standard Uncertainty (μm) | |
|---|---|---|---|
| LSM | Resolution | B | 2.89 × 10−4 |
| Linearity | B | 0.02 | |
| Thermal drift | B | 0.16 | |
| Mechanical vibration | A | 0.04 | |
| Combined uncertainty uMargin | 0.17 | ||
| Spindle error motion | B | 0.54 | |
| Reading repeatability | A | 0.13 | |
| Combined uncertainty uRun-out | 0.61 | ||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niu, Z.; Chen, Y.-L.; Shimizu, Y.; Matsukuma, H.; Gao, W. Error Separation Method for Precision Measurement of the Run-Out of a Microdrill Bit by Using a Laser Scan Micrometer Measurement System. J. Manuf. Mater. Process. 2018, 2, 4. https://doi.org/10.3390/jmmp2010004
Niu Z, Chen Y-L, Shimizu Y, Matsukuma H, Gao W. Error Separation Method for Precision Measurement of the Run-Out of a Microdrill Bit by Using a Laser Scan Micrometer Measurement System. Journal of Manufacturing and Materials Processing. 2018; 2(1):4. https://doi.org/10.3390/jmmp2010004
Chicago/Turabian StyleNiu, Zengyuan, Yuan-Liu Chen, Yuki Shimizu, Hiraku Matsukuma, and Wei Gao. 2018. "Error Separation Method for Precision Measurement of the Run-Out of a Microdrill Bit by Using a Laser Scan Micrometer Measurement System" Journal of Manufacturing and Materials Processing 2, no. 1: 4. https://doi.org/10.3390/jmmp2010004