
Residual Strain Measurement Using Wire EDM and DIC in Aluminum

 ,
, 

Abstract
:
1. Introduction
2. DIC Method by Cutting a Groove
3. Experiments and Discussion
- 1)
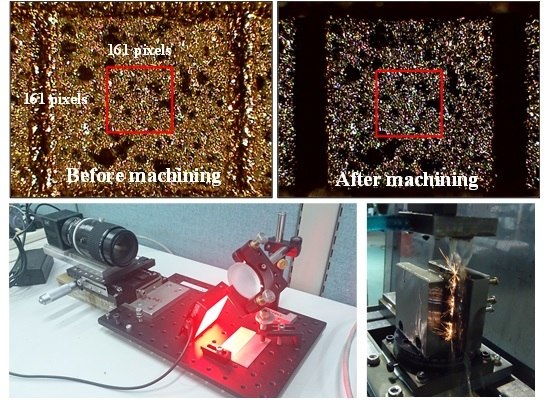
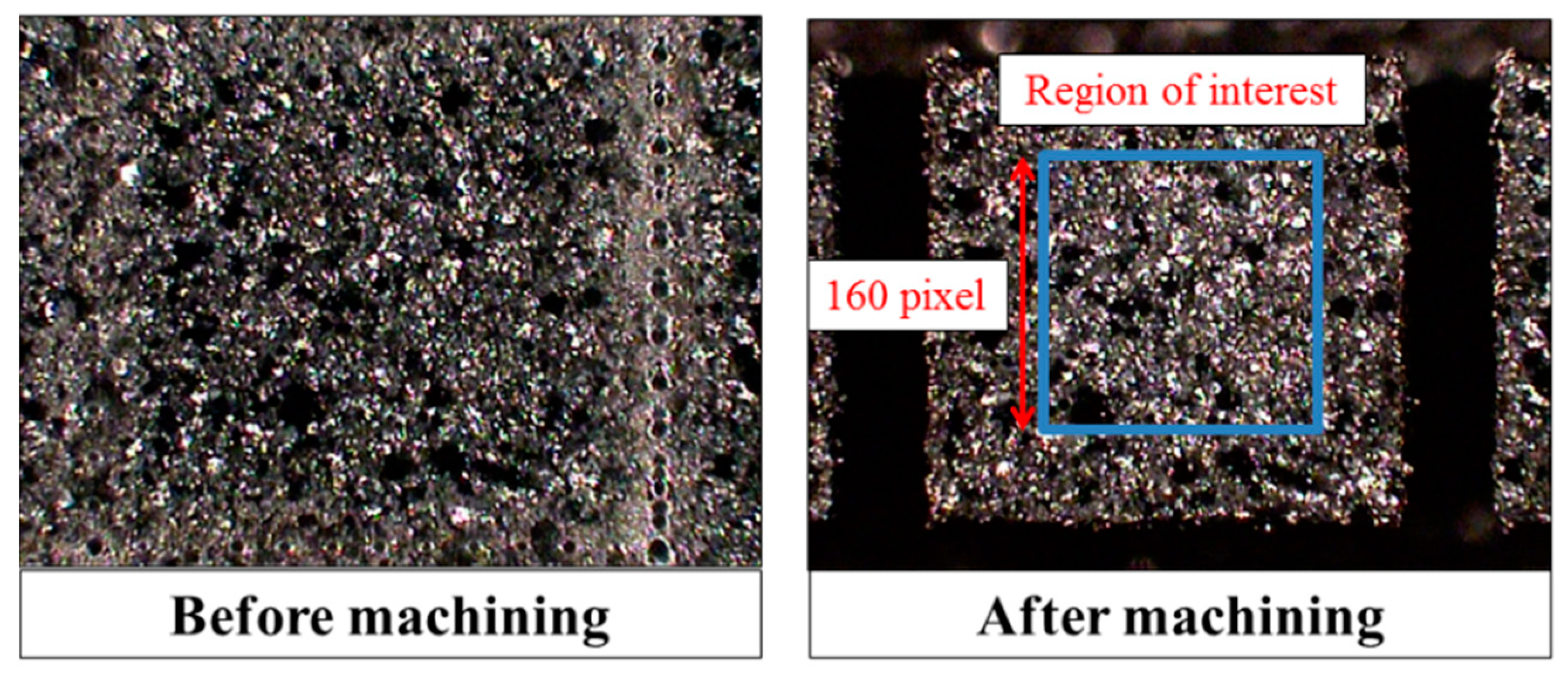
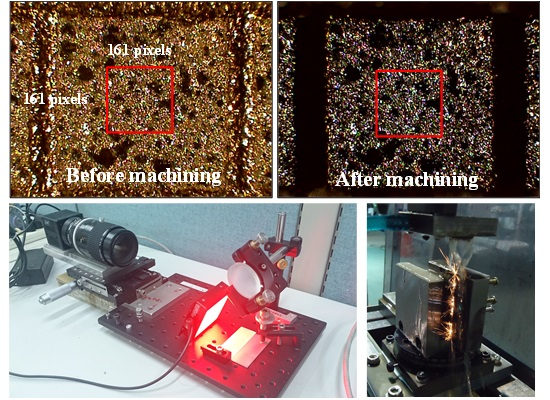
- Specimen and experimental preparation for the reference image: a speckle pattern was sprayed onto the test specimen surface by an airbrush gun to visualize the deformation. Figure 4 shows the speckle images of a specimen surface after spraying with white and black paints. During the DIC analysis of the captured images, the square area in the middle of the specimen is chosen to be the ROI with subset size of 160 × 160 pixels.
- 2)
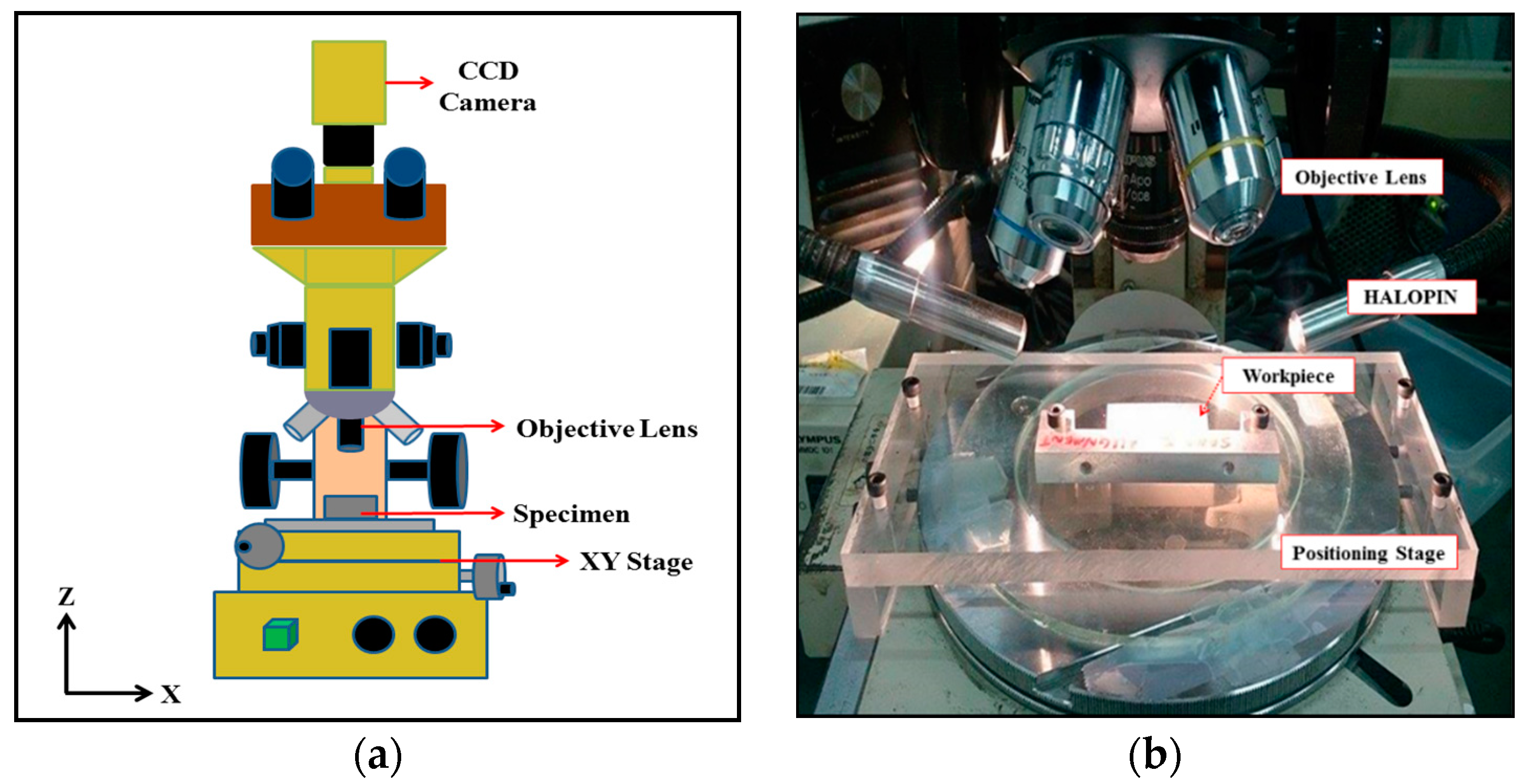
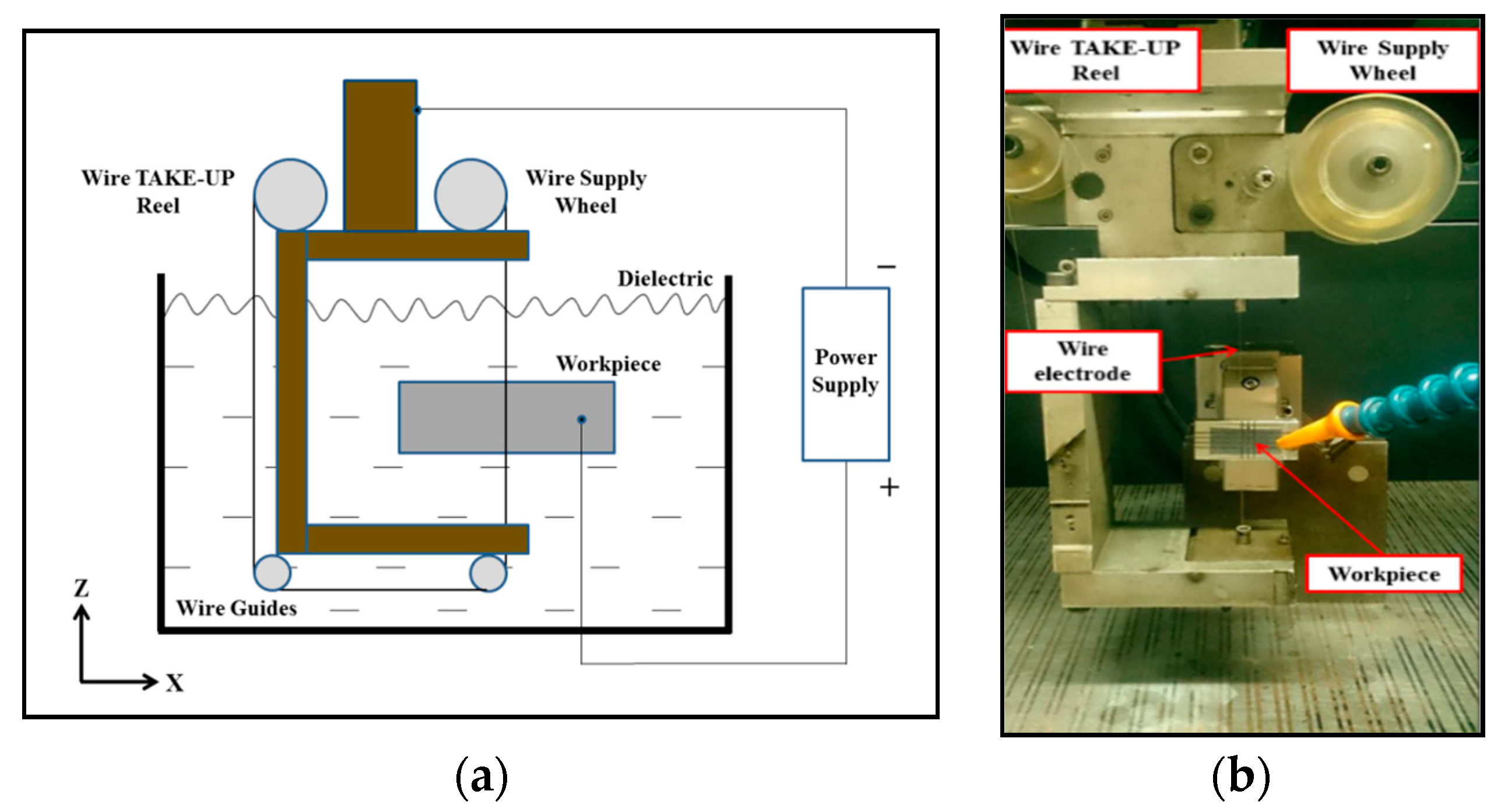
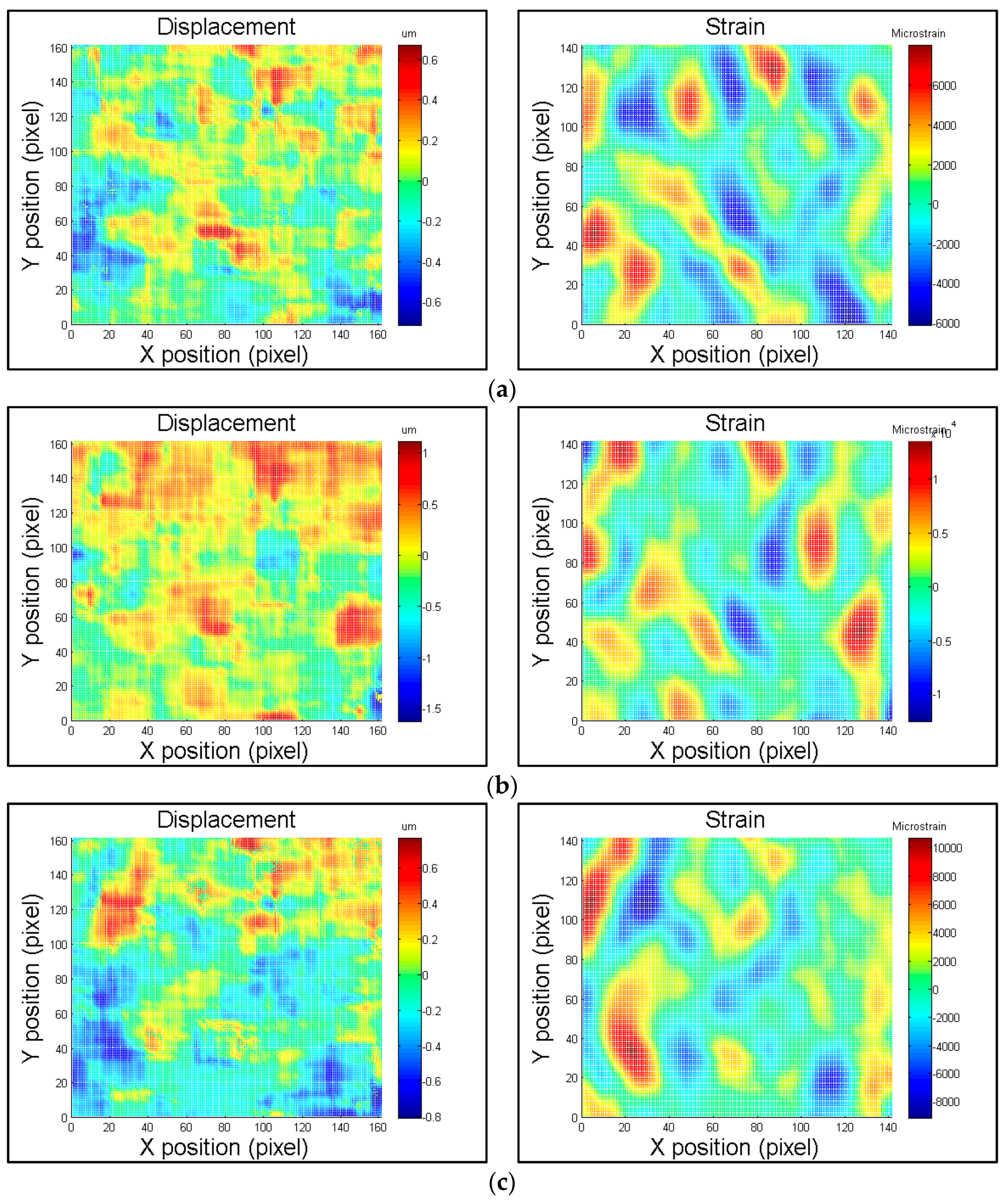
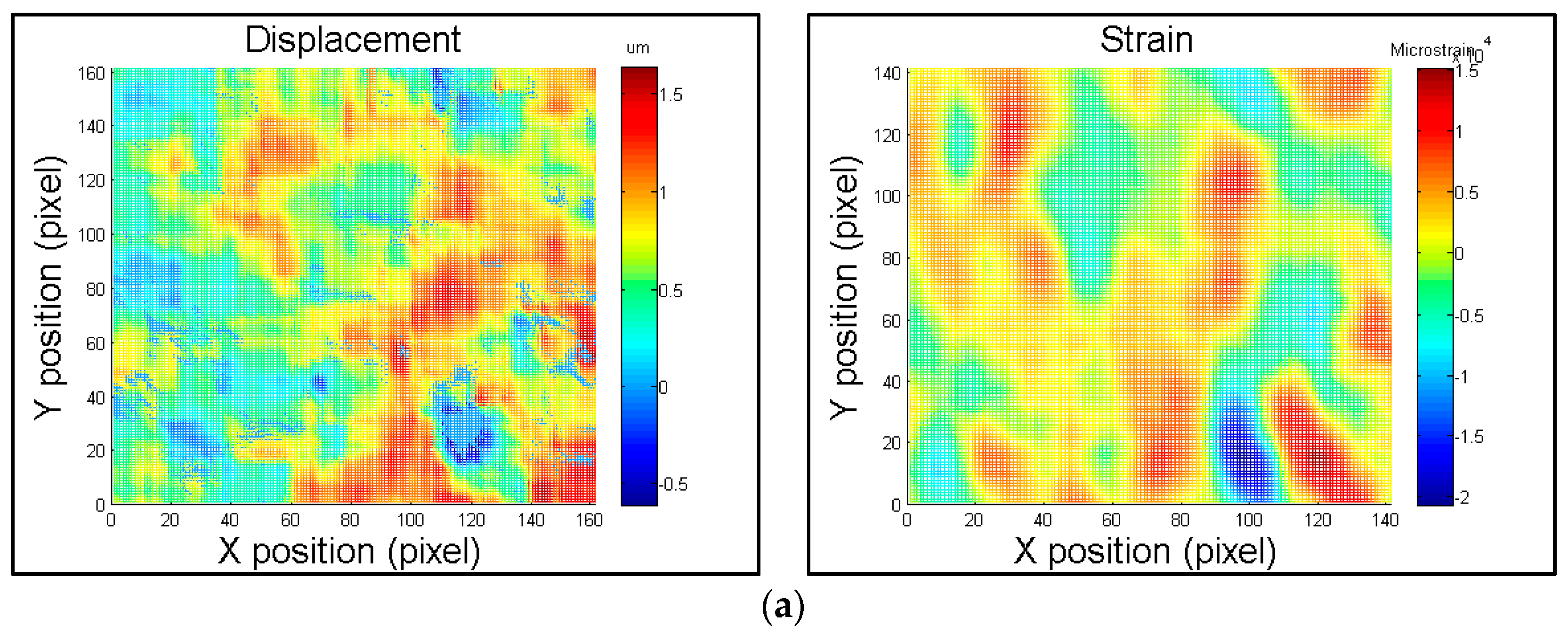
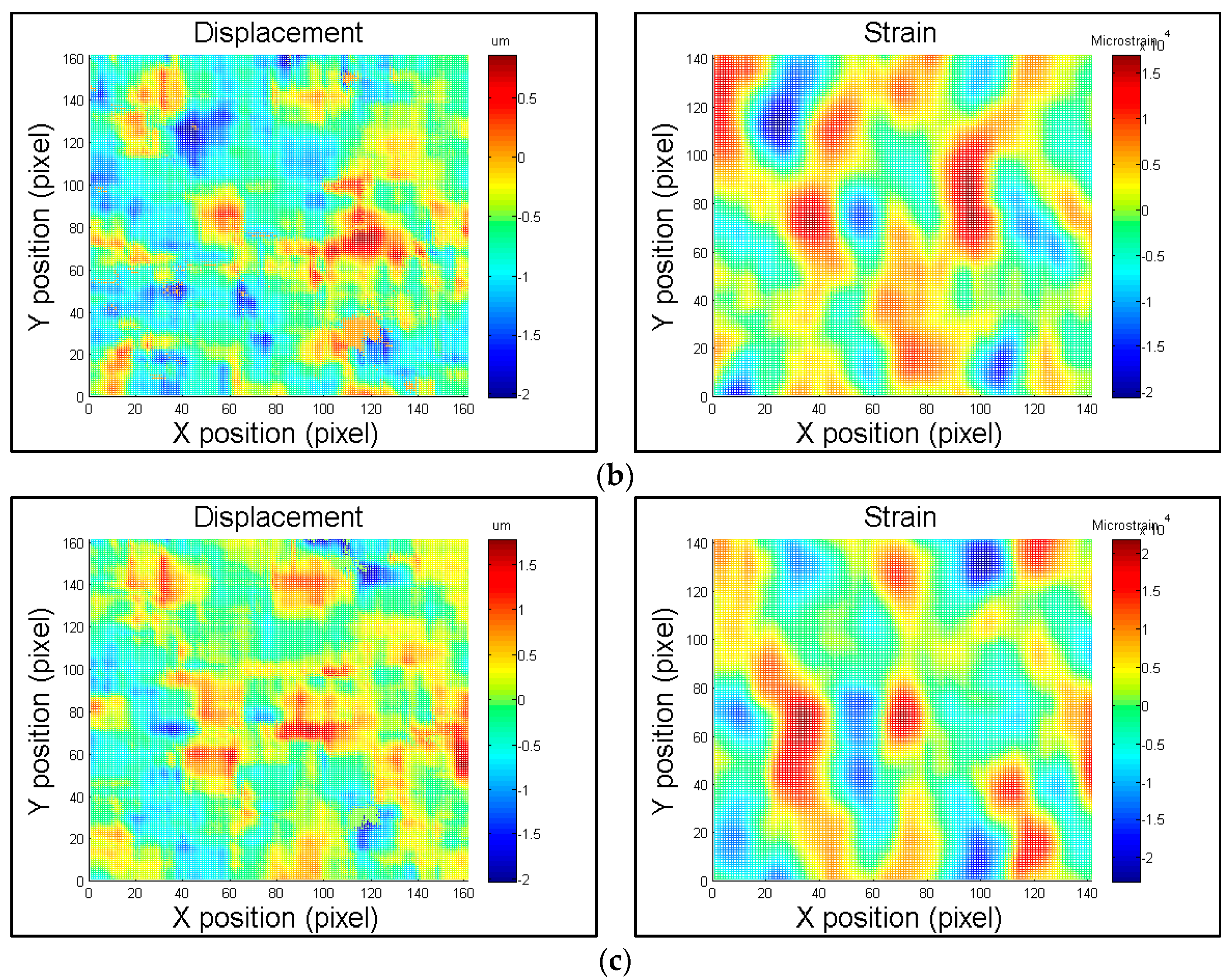
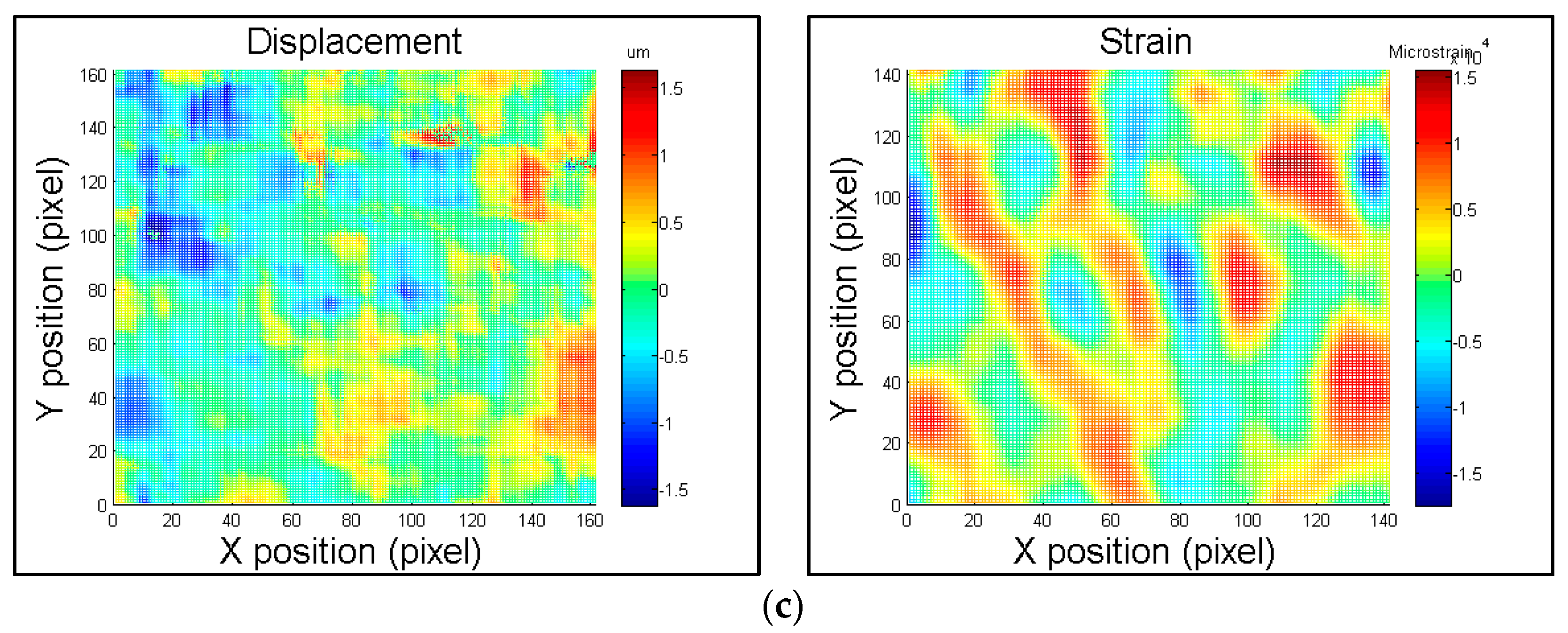
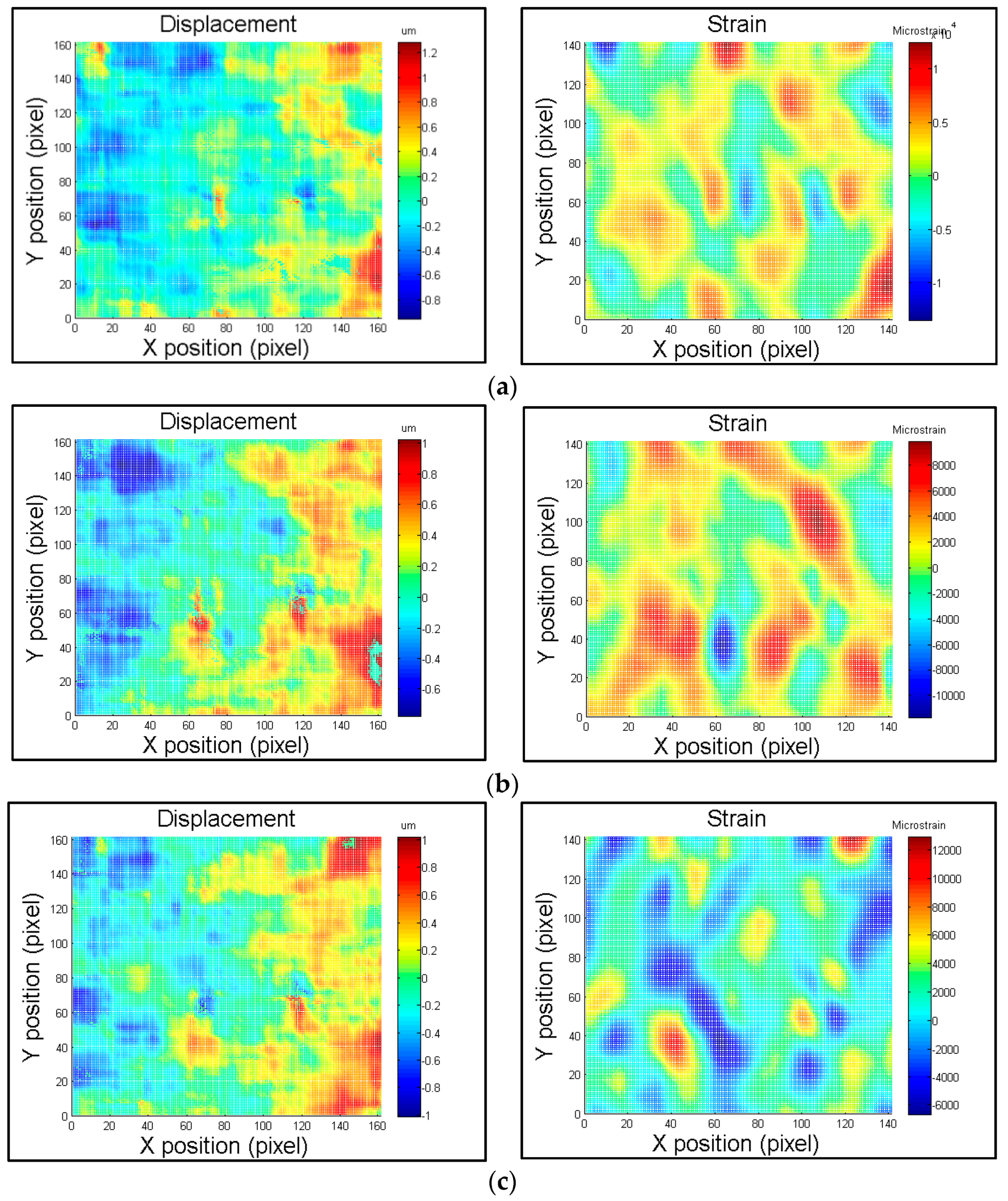
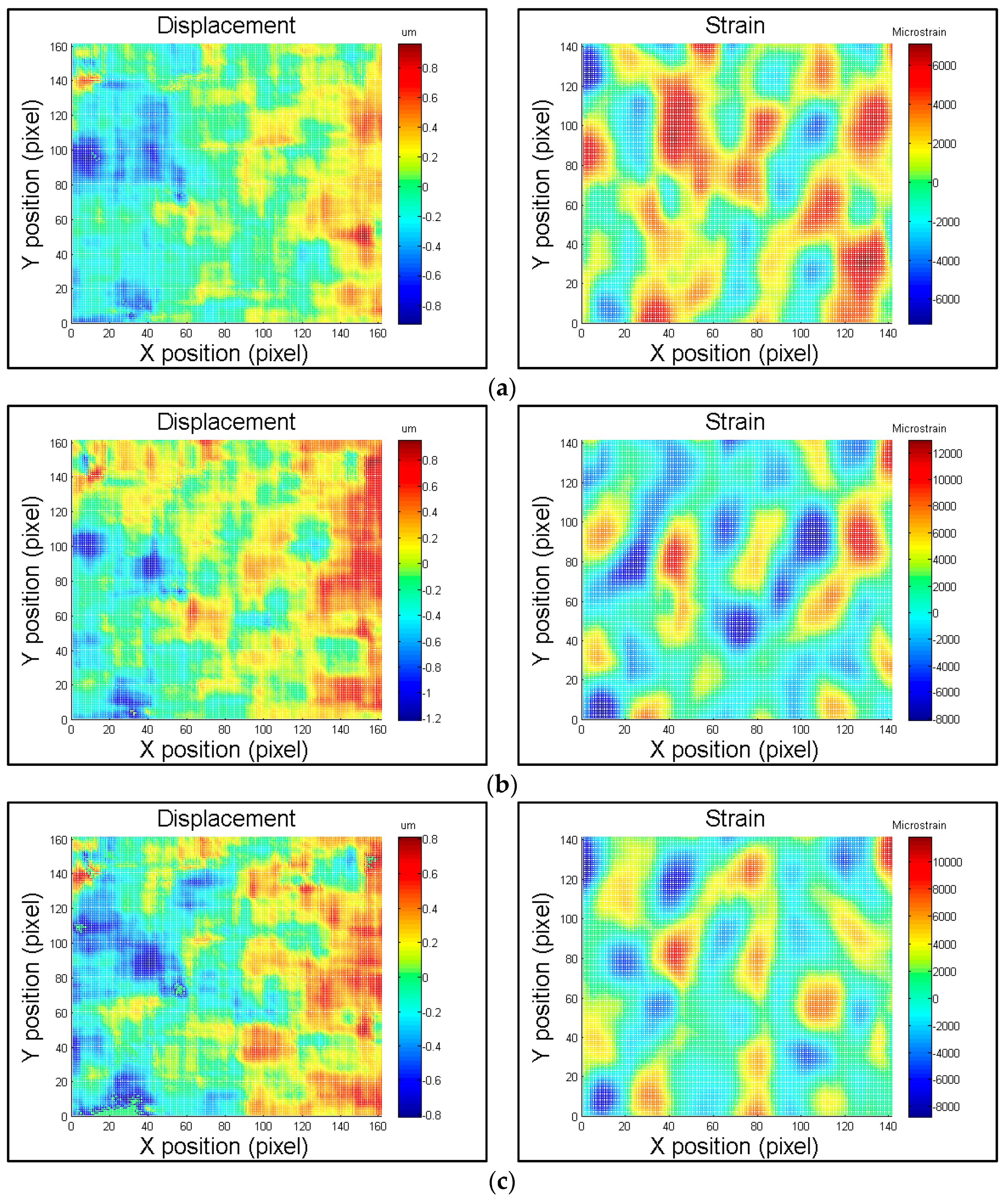
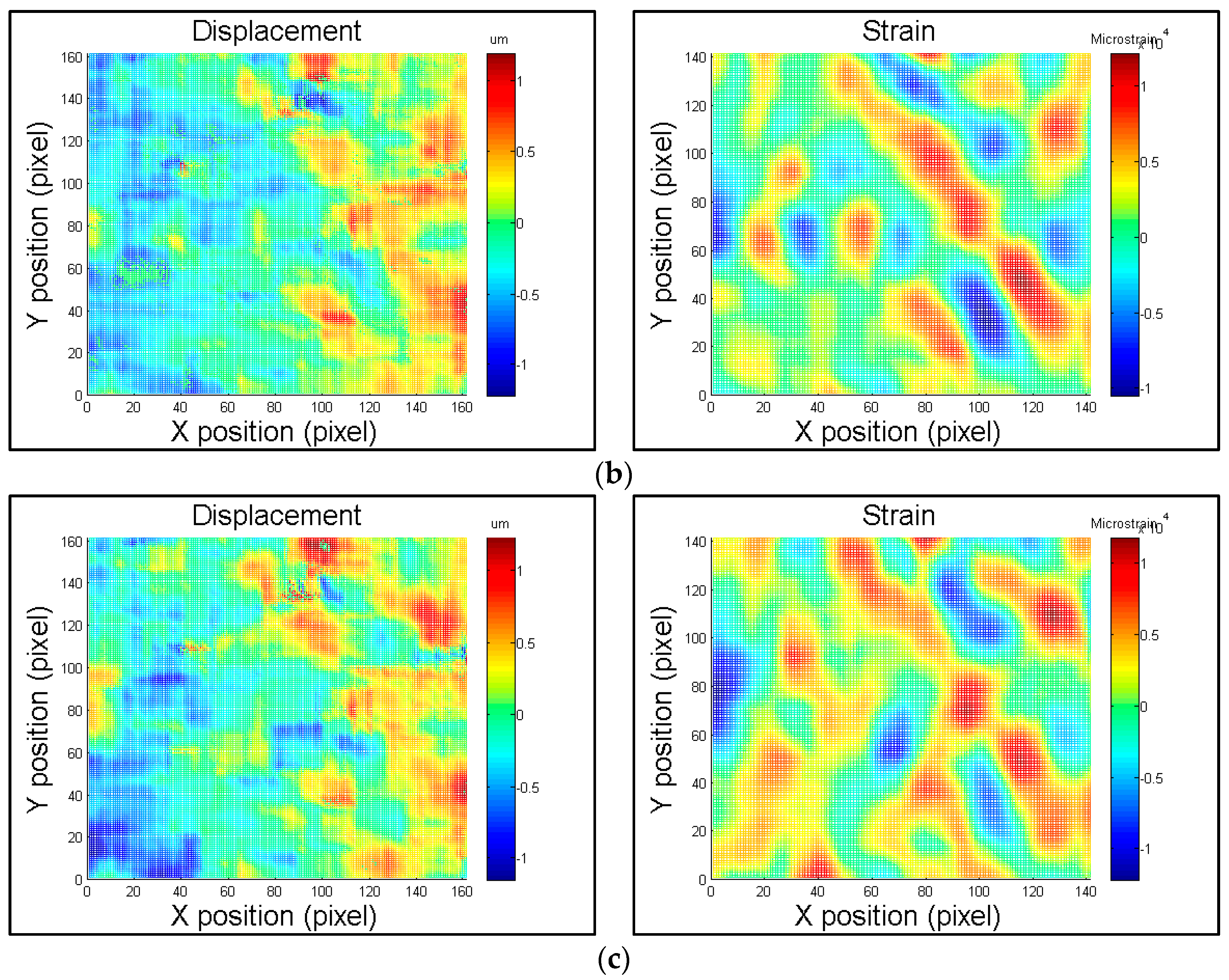
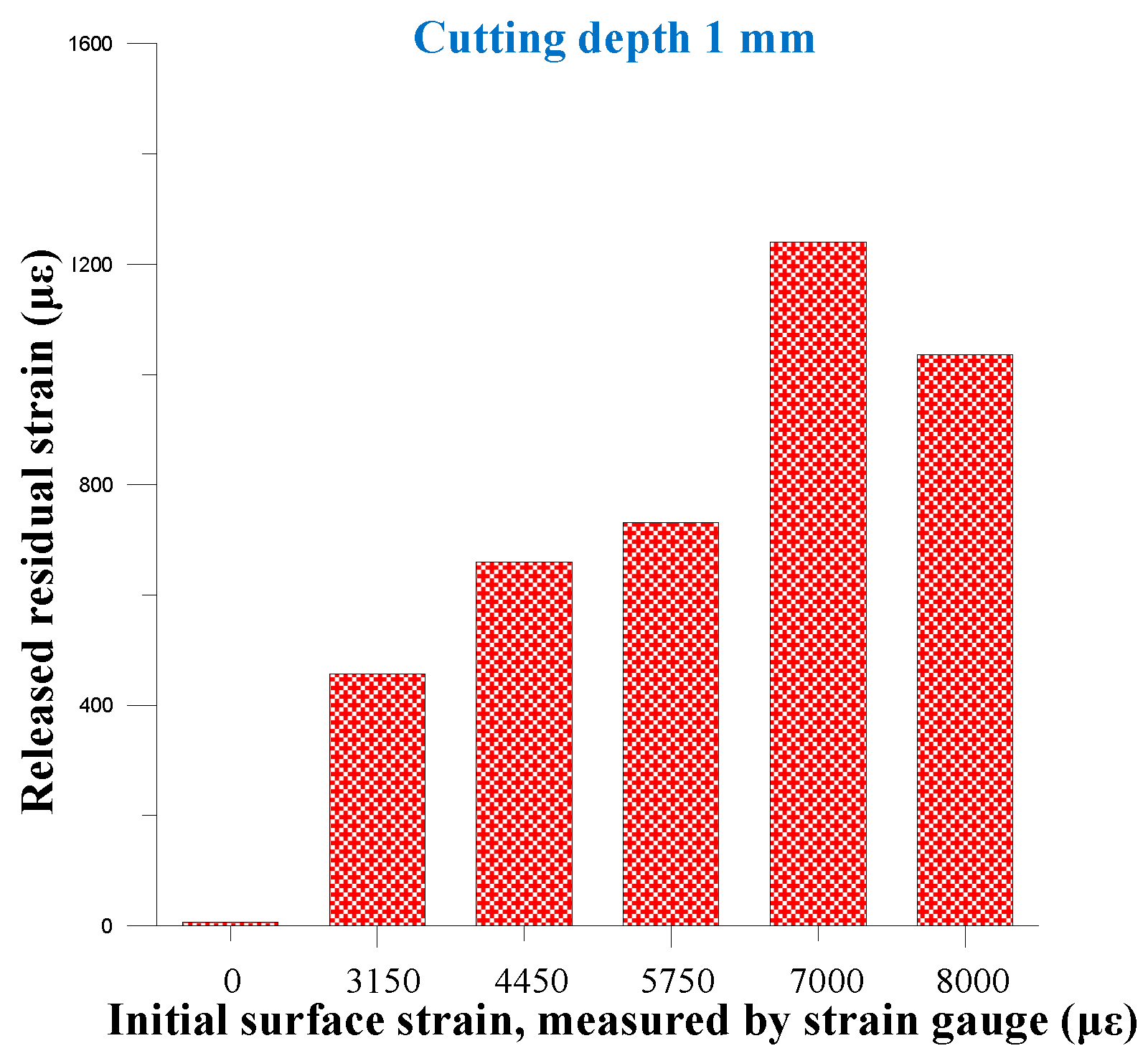
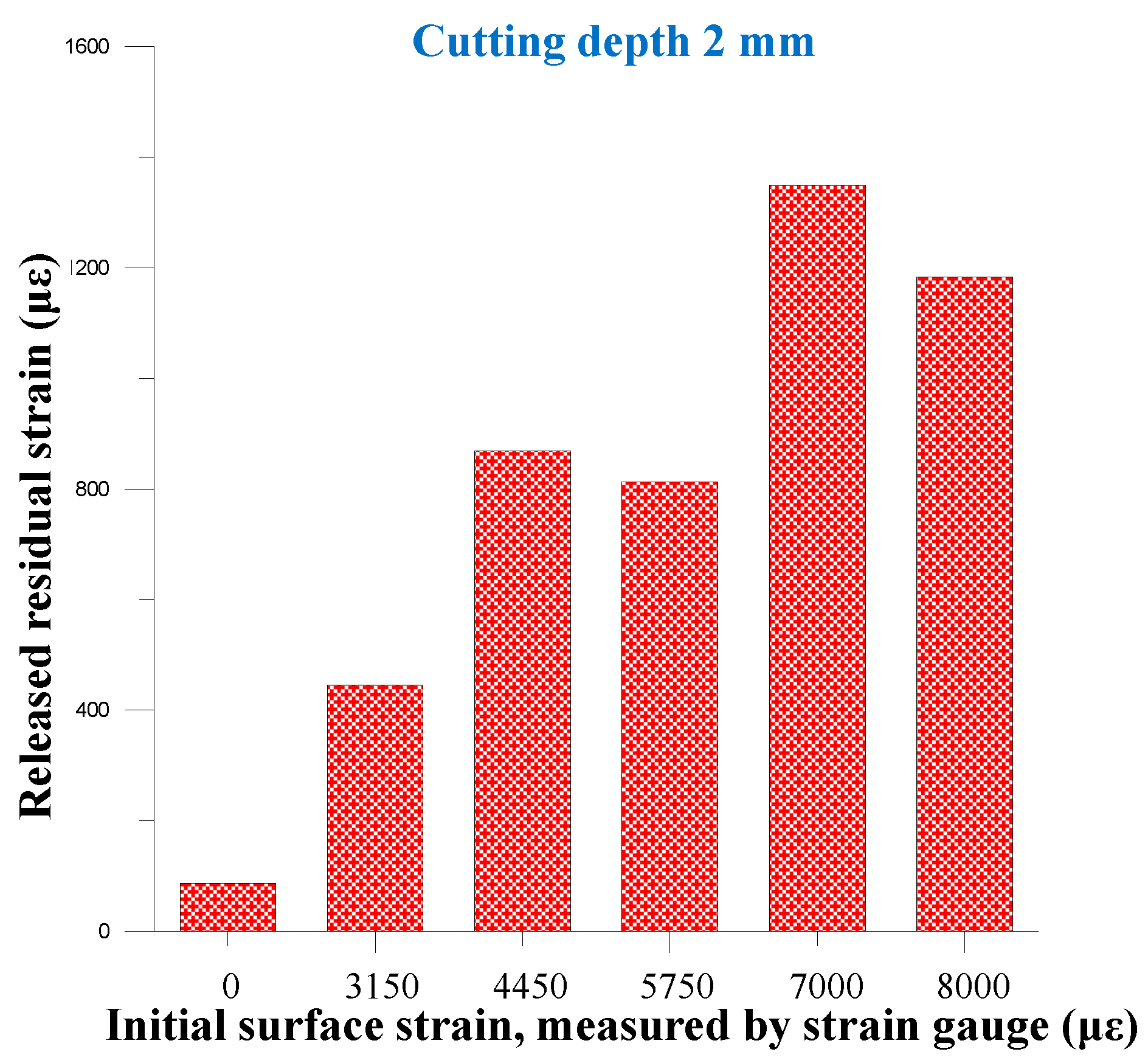
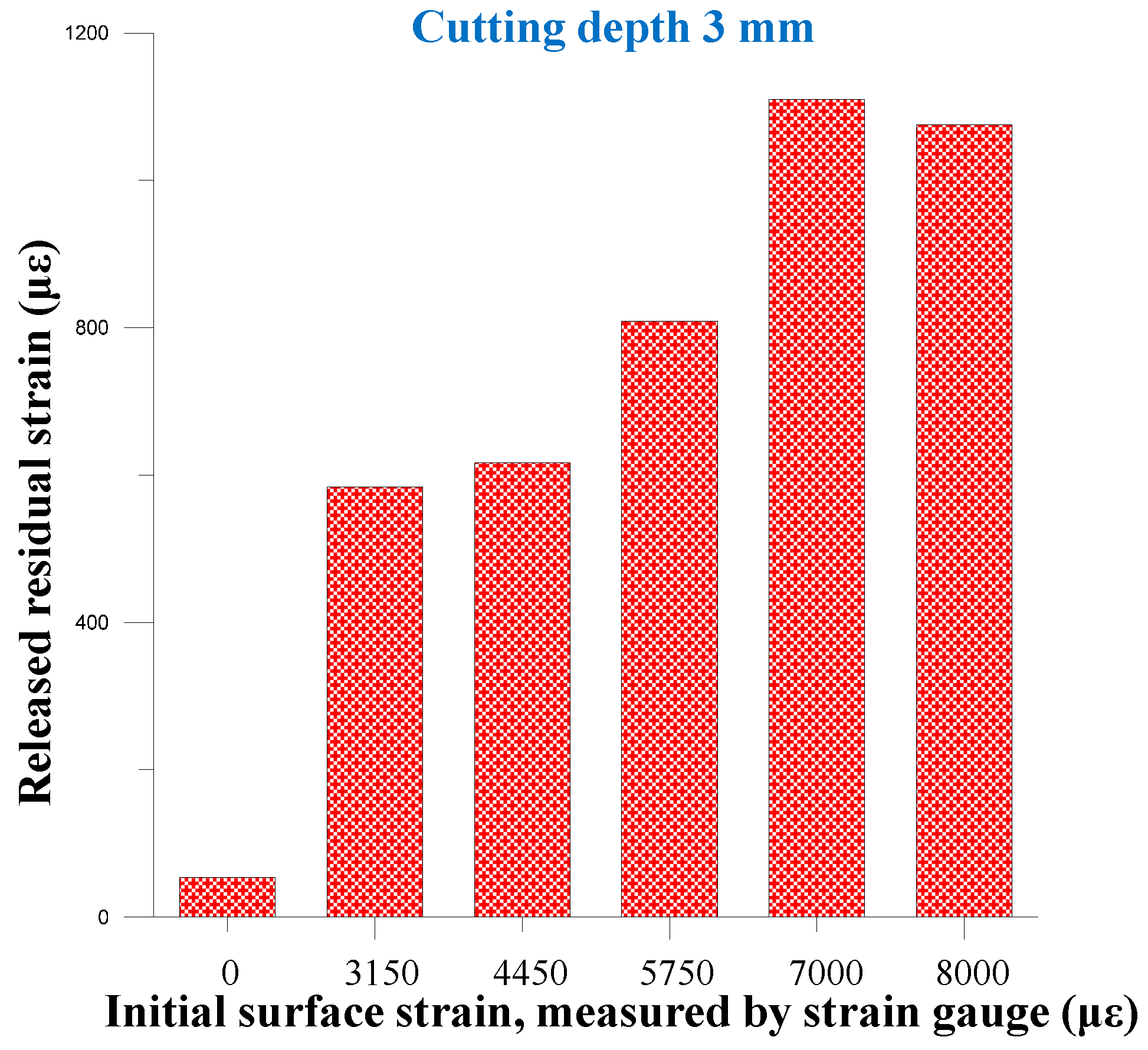
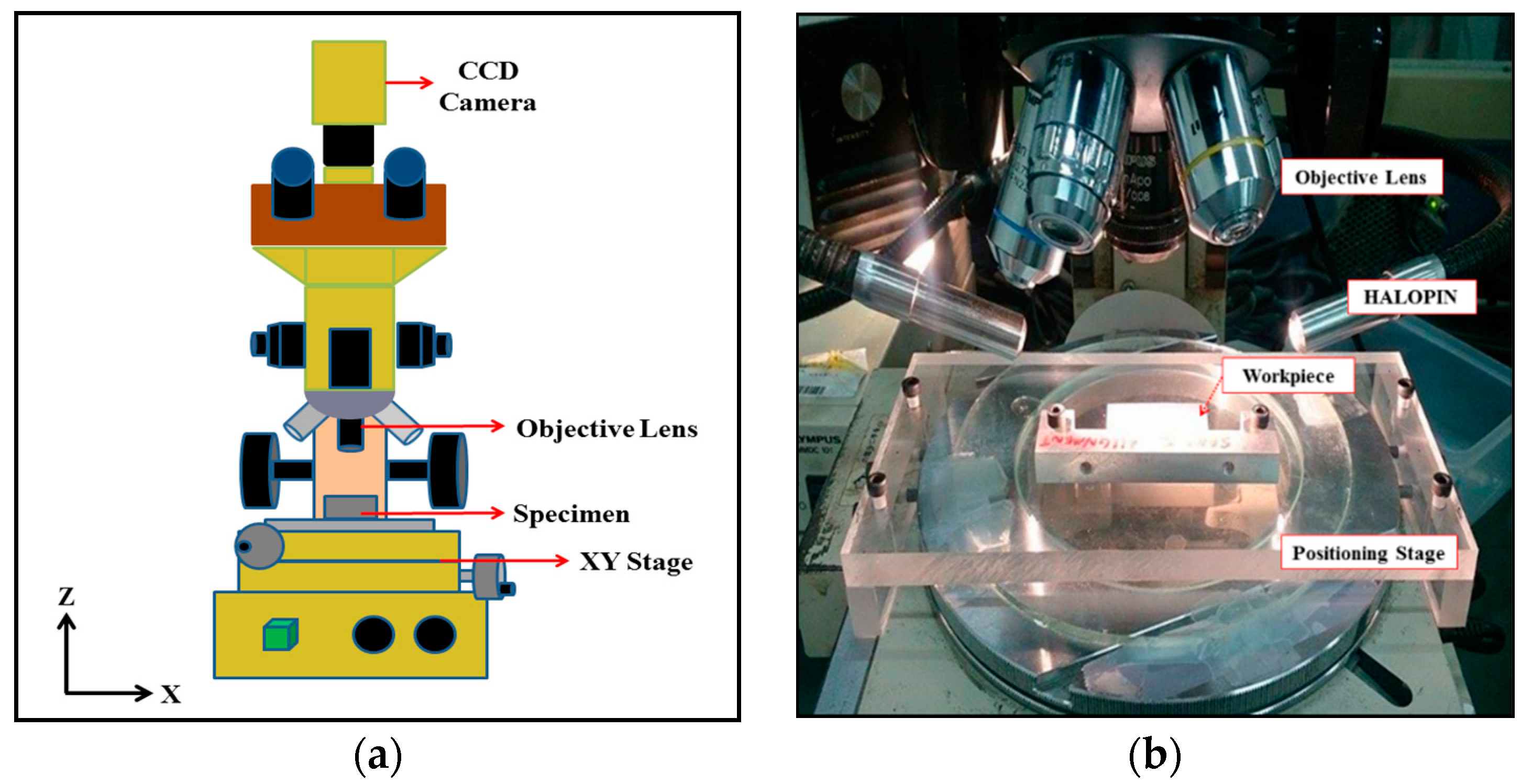
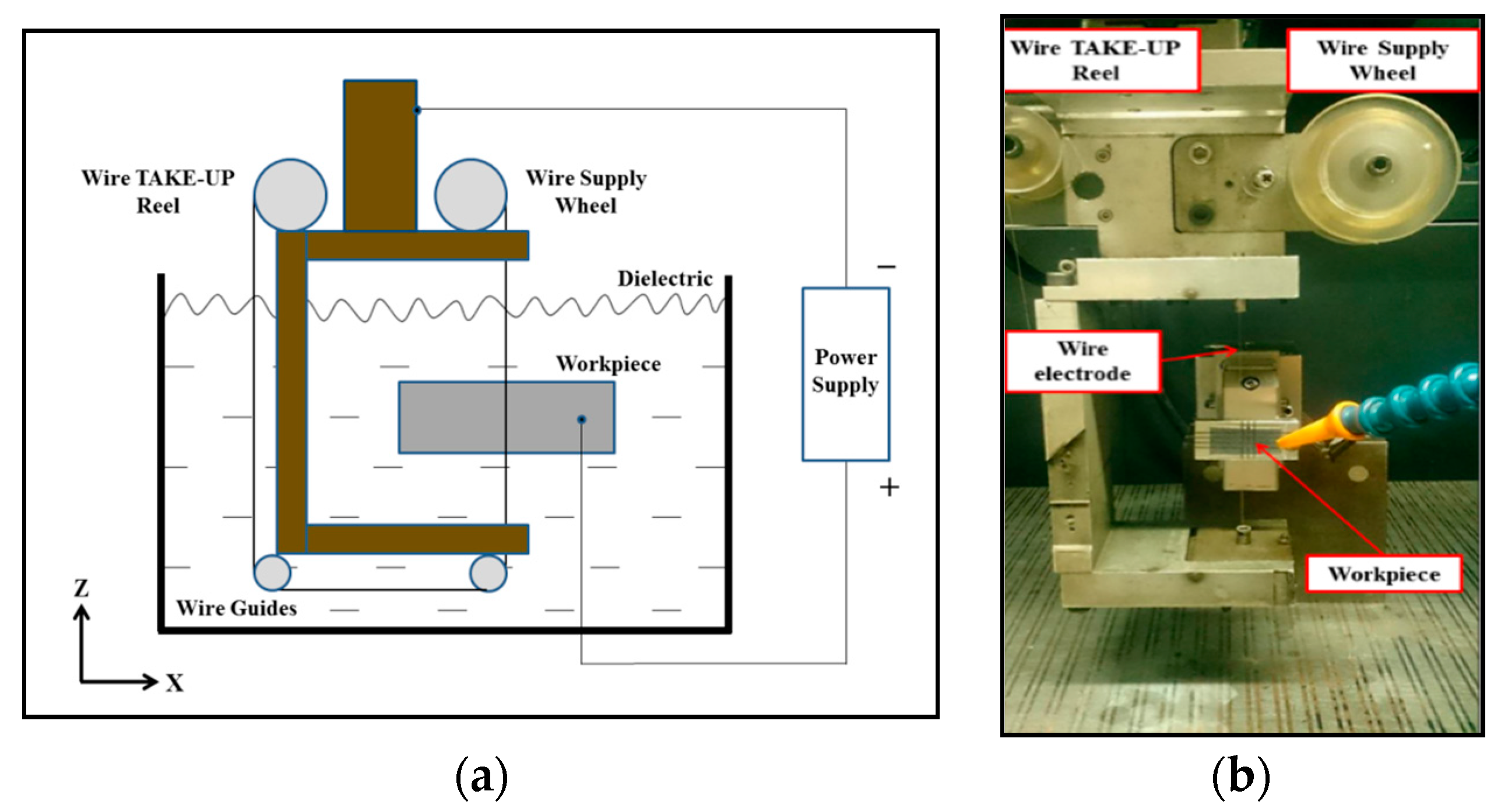
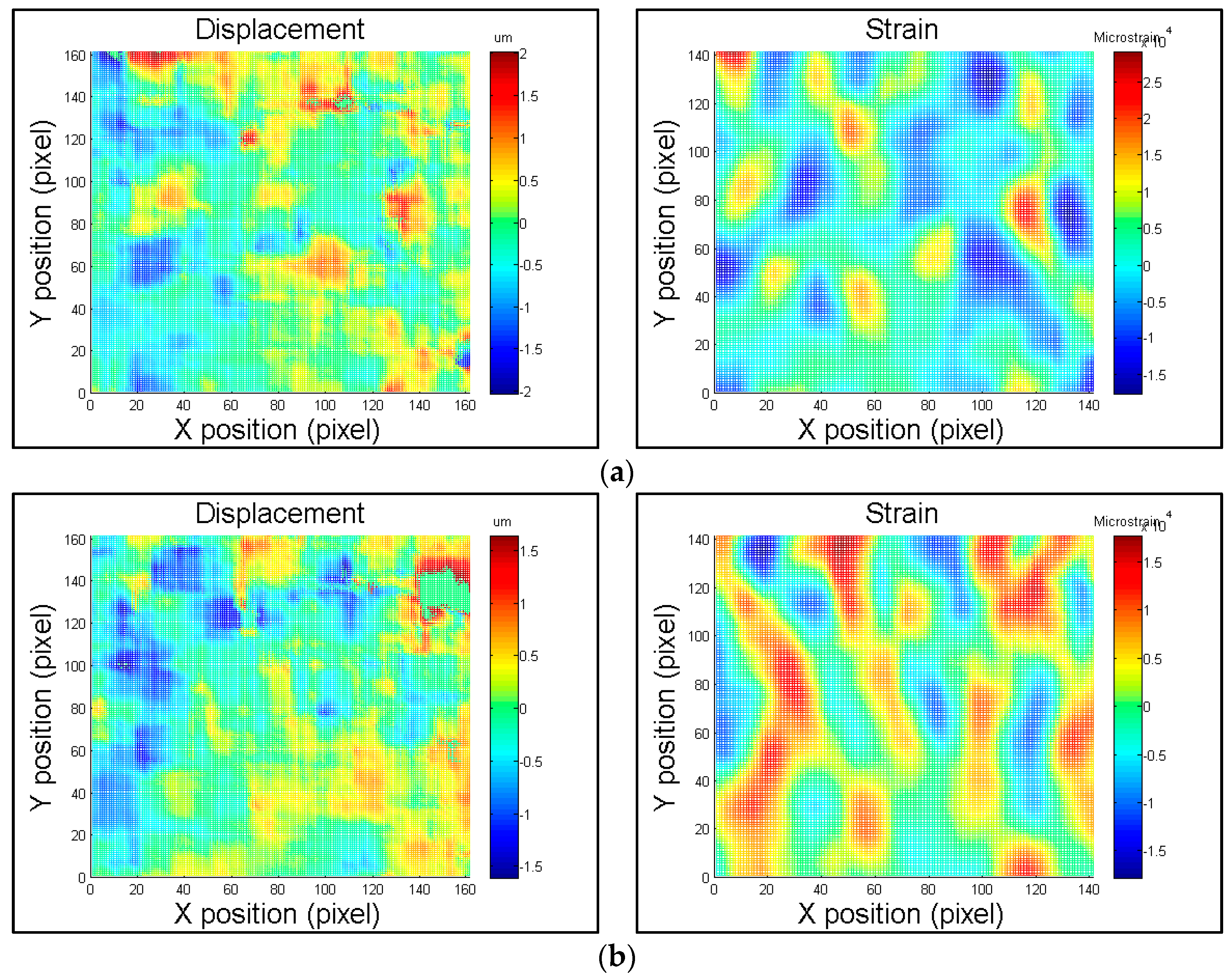
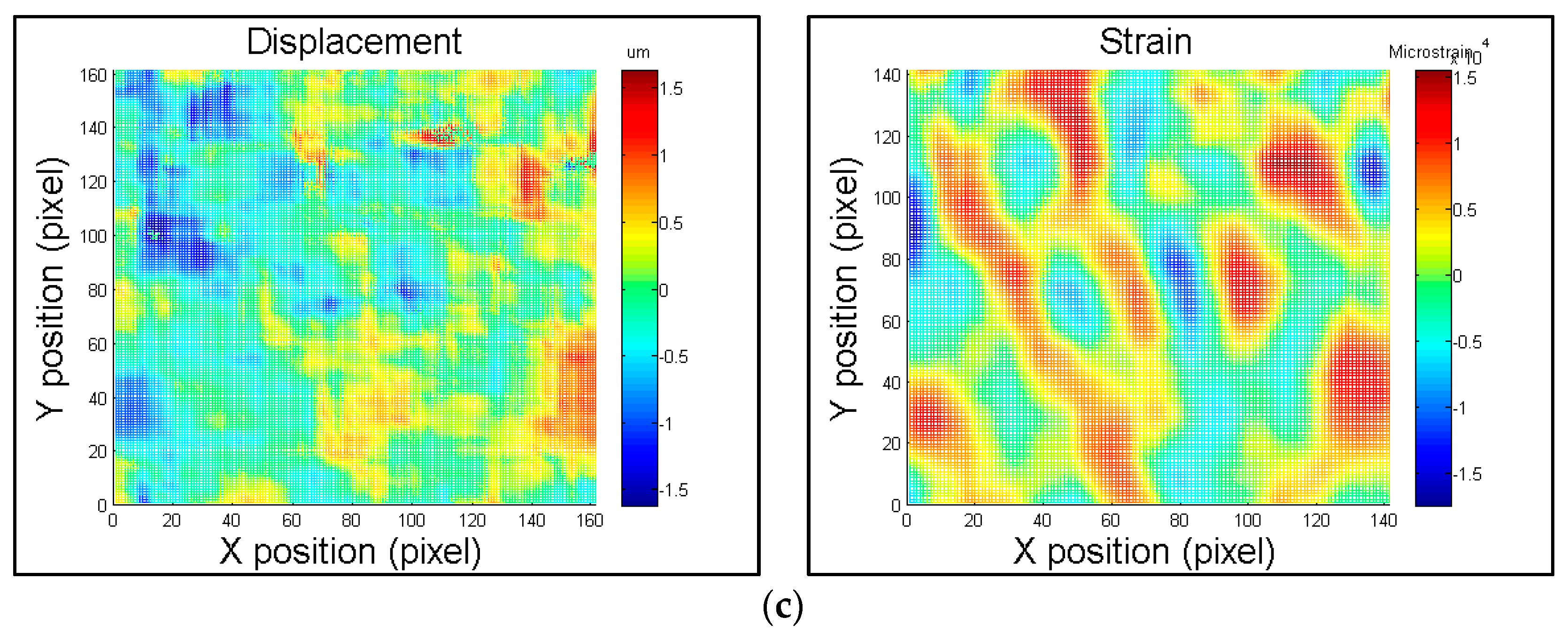
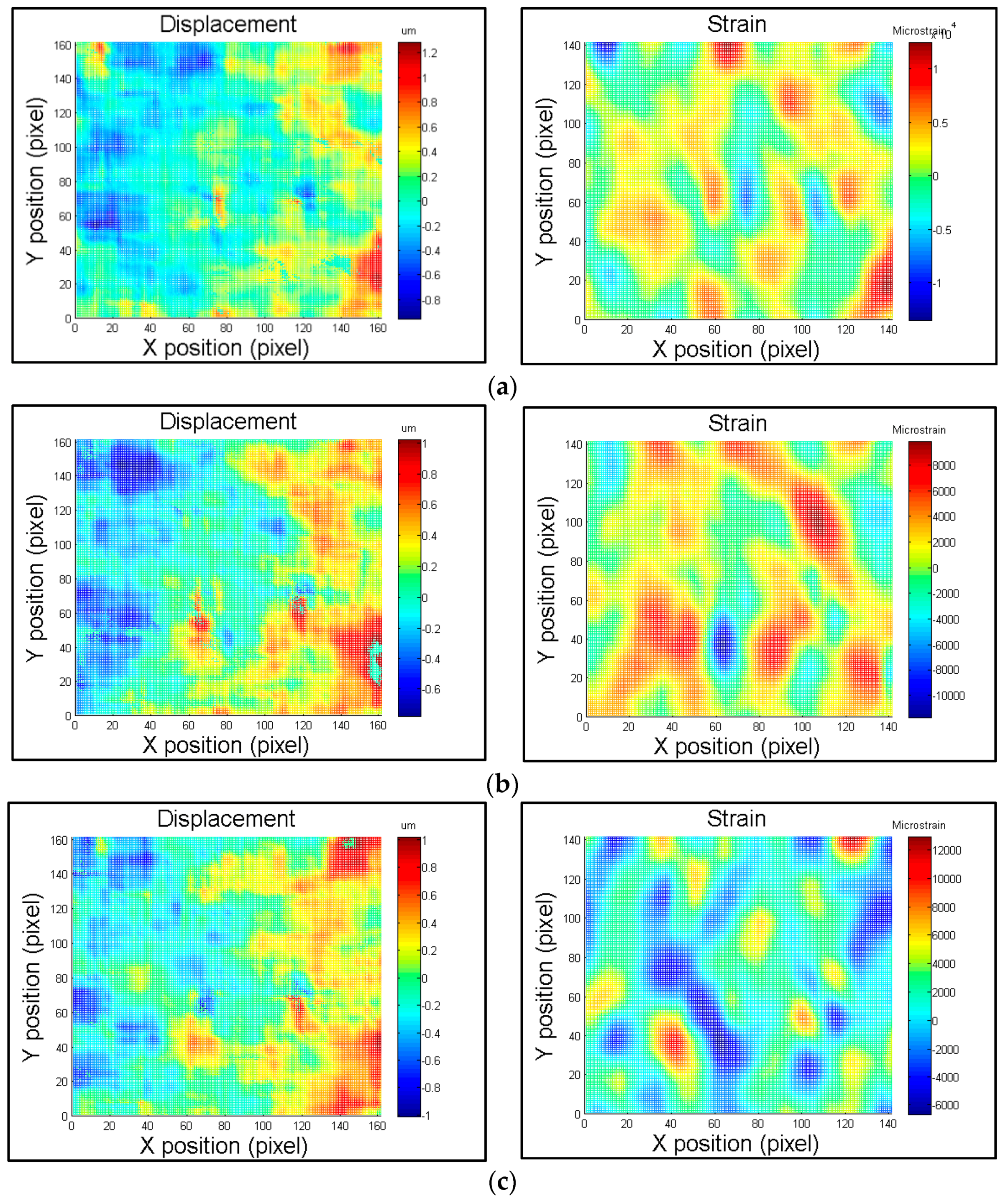
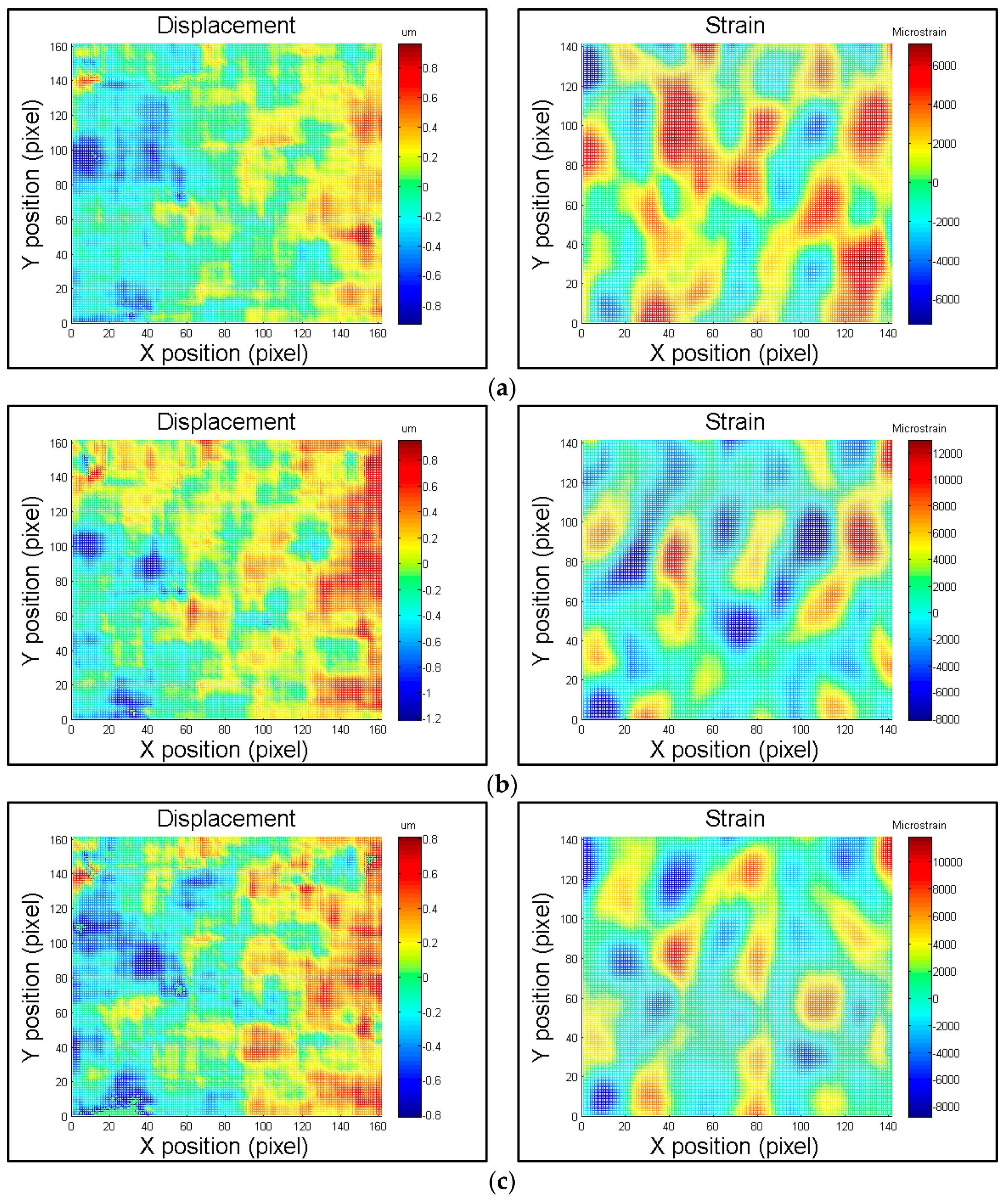
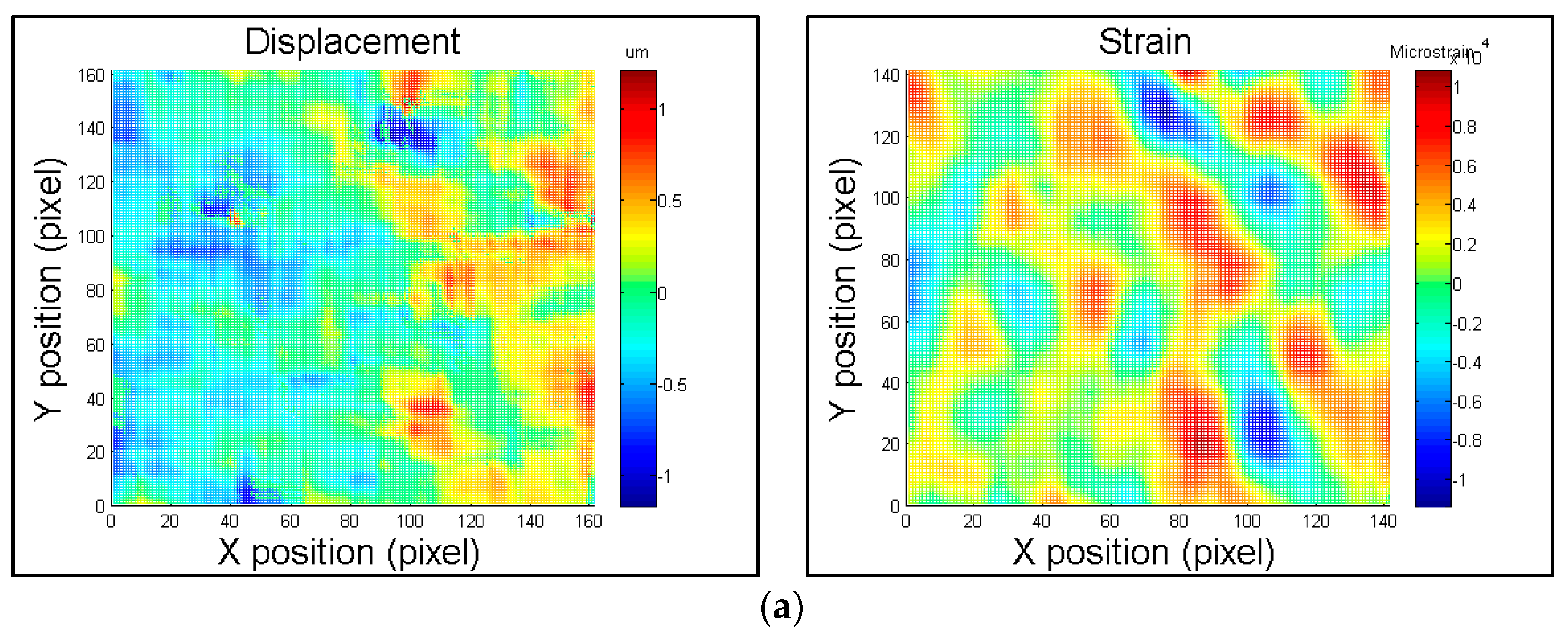
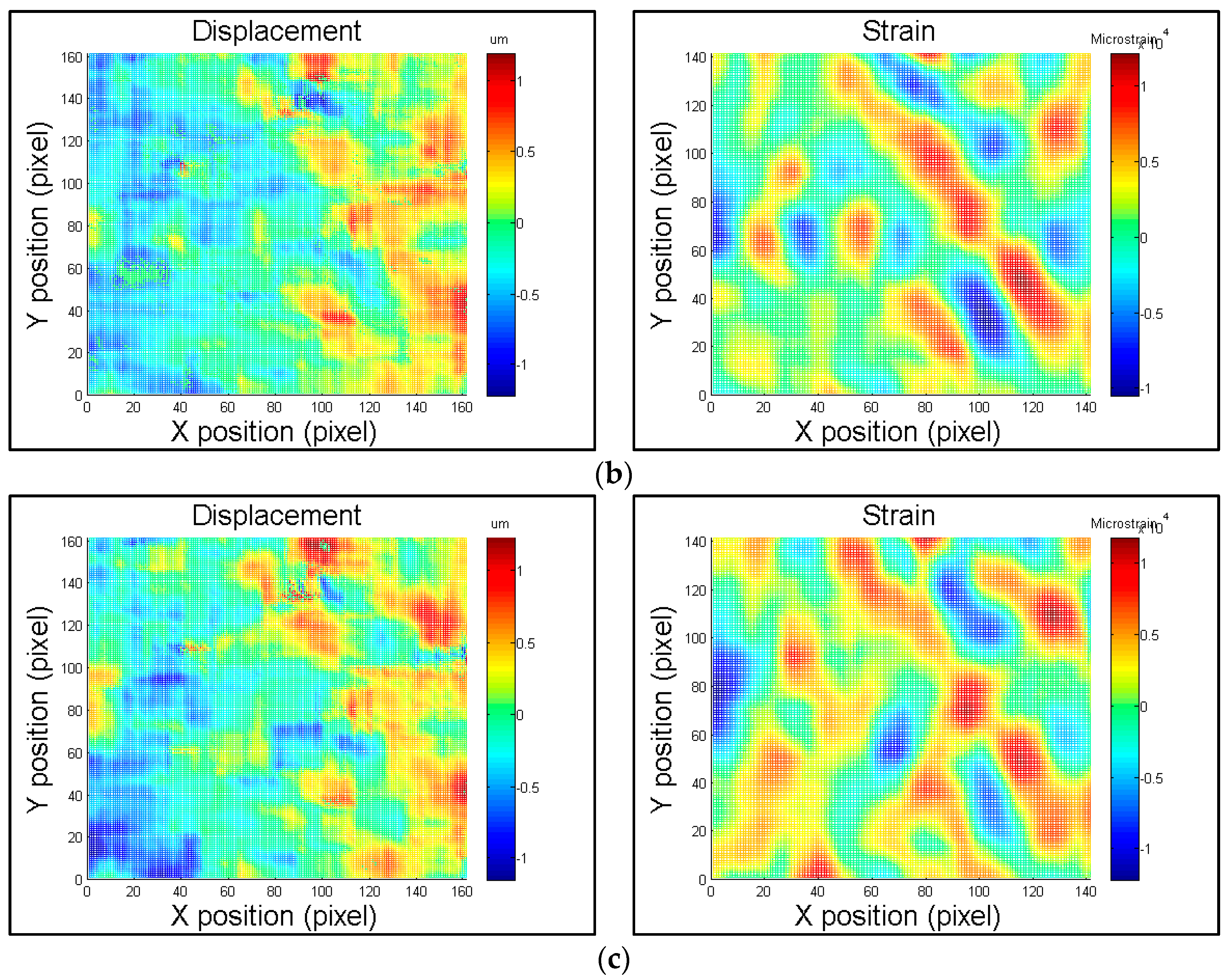
- Recording images of the planar specimen surface before and after machining: first, a DIC image of the reference area to be analyzed is captured by the camera. After capturing the DIC reference image, incremental cutting depths of 1, 2 and 3 mm are applied by WEDM. The dimensions of the scanned area are determined. Then, the DIC image of the area around the cutting zone is captured and analyzed.
- 3)
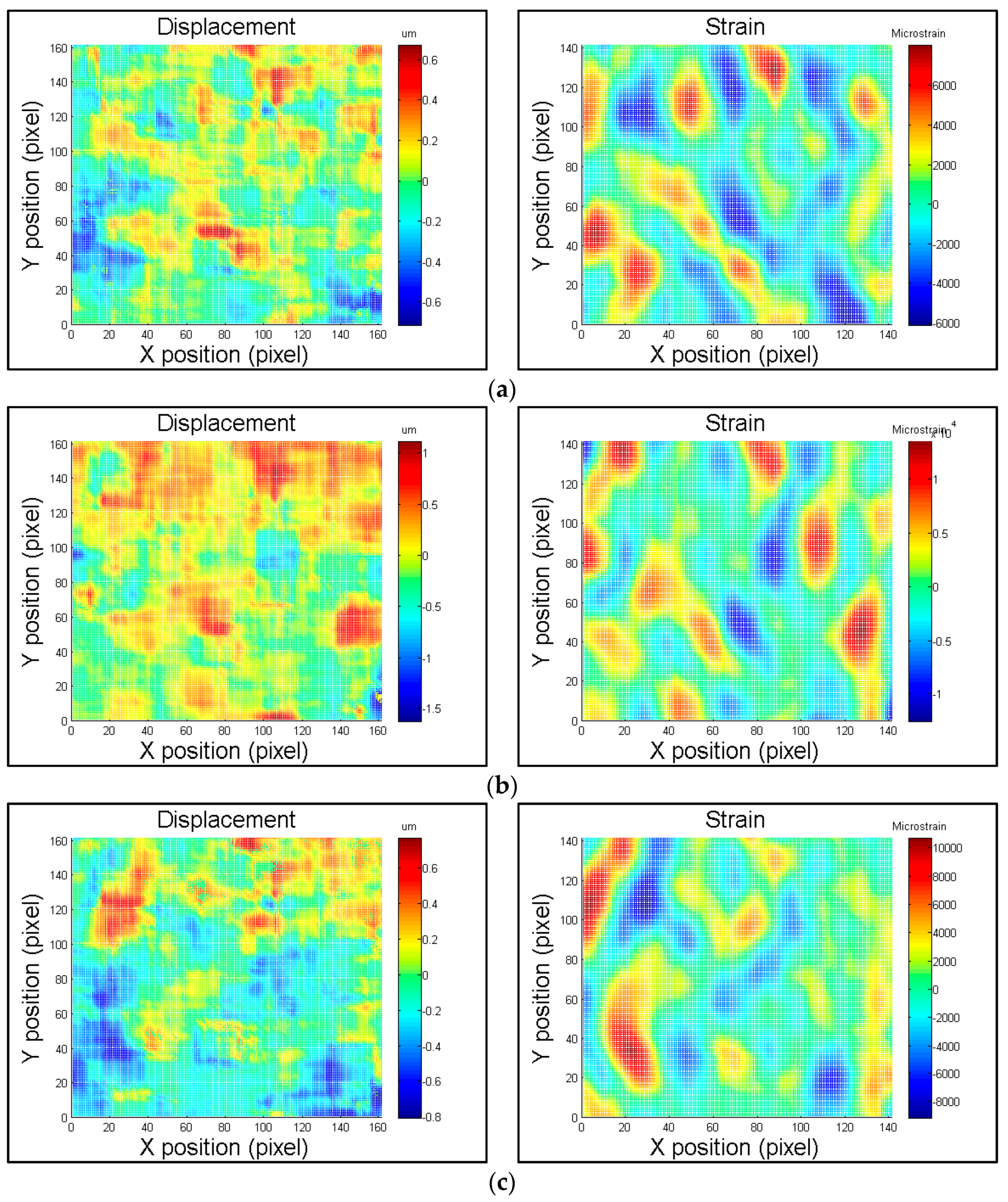
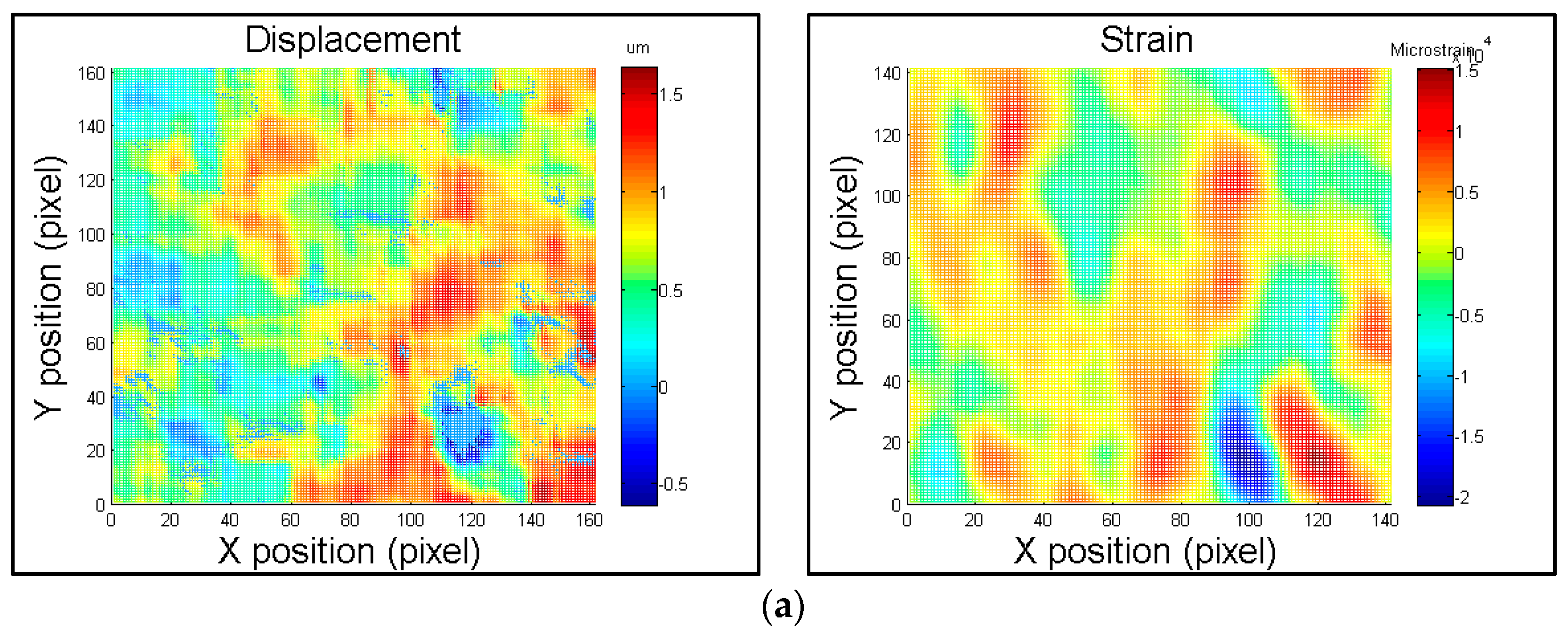
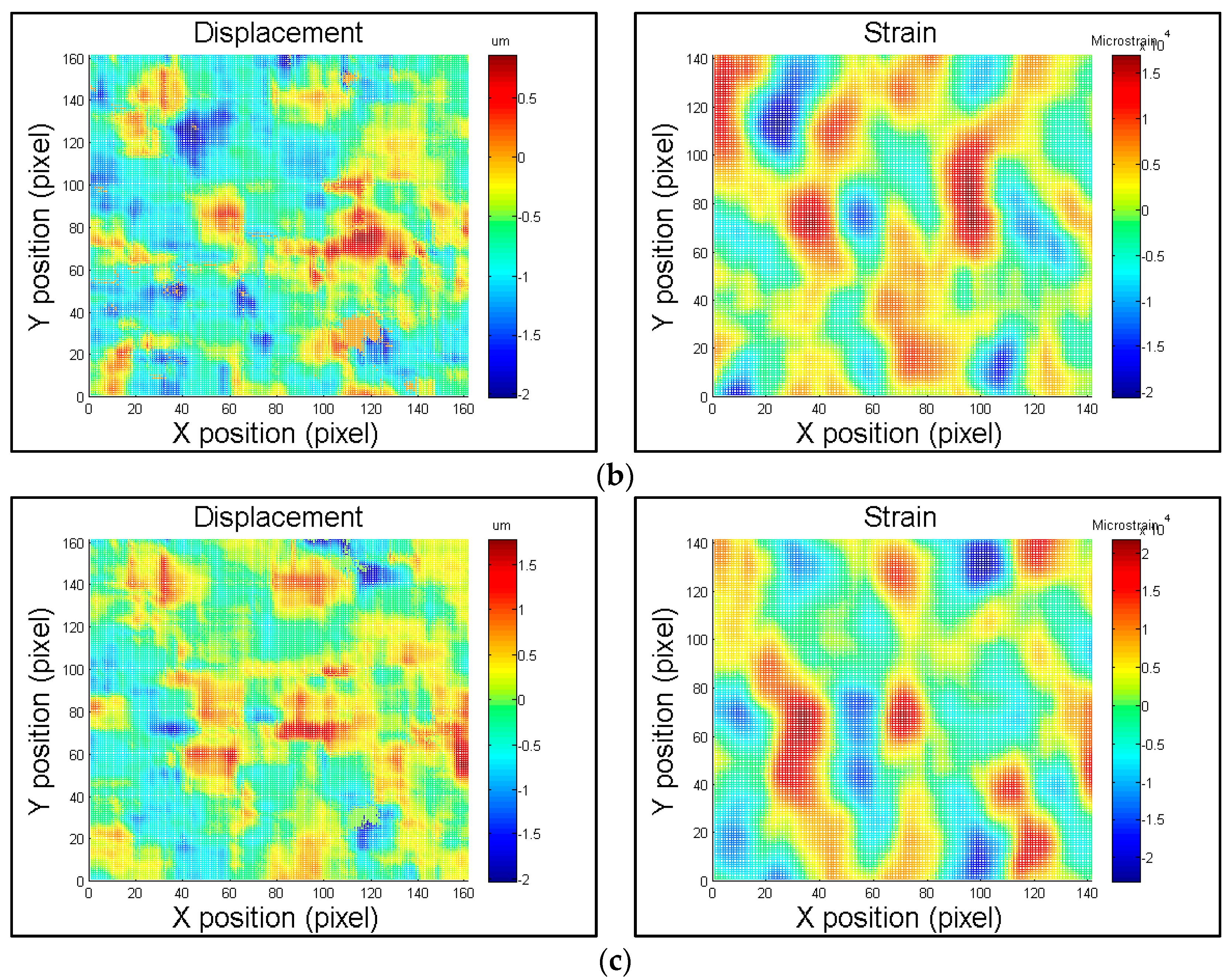
- Processing the acquired images using a DIC program to obtain the desired displacement and strain information: the DIC program compares the grey-level intensity patterns of a matrix of pixels of the images before and after machining at the subpixel locations and establishes where the reference matrix has to be shifted from the first image to the second image to find the best matching pattern. Then, we implement a pointwise local least-squares method to estimate the strains from the displacement fields computed by the DIC method.
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Stoilov, G.; Kavardzhikov, V.; Pashkouleva, D. A comparative study of random patterns for digital image correlation. J. Theor. Appl. Mech. 2012, 42, 55–66. [Google Scholar] [CrossRef]
- Lionello, G.; Cristofolini, L. A practical approach to optimizing the preparation of speckle patterns for digital-image correlation. Meas. Sci. Technol. 2014, 25, 107001. [Google Scholar] [CrossRef]
- Pan, B.; Qian, K.; Xie, H.; Asundi, A. Two-dimensional digital image correlation for in-plane displacement and strain measurement: A review. Meas. Sci. Technol. 2009, 20, 062001. [Google Scholar] [CrossRef]
- Keller, J.; Gollhardt, A.; Vogel, D.; Auerswald, E.; Sabate, N.; Auersperg, J.; Michel, B. FibDAC—Residual stress determination by combination of focused ion beam technique and digital image correlation. Mater. Sci. Forum 2006, 524–525, 121–126. [Google Scholar] [CrossRef]
- Winiarski, B.; Withers, P. Micron-scale residual stress measurement by micro-hole drilling and digital image correlation. Exp. Mech. 2012, 52, 417–428. [Google Scholar]
- Sabate, N.; Vogel, D.; Gollhardt, A.; Marcos, J.; Gràcia, I.; Cané1, C.; Michel, B. Digital image correlation of nanoscale deformation fields for local stress measurement in thin films. Nanotechnology 2006, 17, 5264. [Google Scholar] [CrossRef]
- Bing, P.; Hui-min, X.; Tao, H.; Asundi, A. Measurement of coefficient of thermal expansion of films using digital image correlation method. Polym. Test. 2009, 28, 75–83. [Google Scholar] [CrossRef]
- Valentini, E.; Benincasa, A.; Bertelli, L. An automatic system for measuring residual stresses by the ring-core method. In Proceedings of the 40th National Convention of the AIAS—Italian Stress Analysis Association, University of Palermo, Palermo, Italy, 7–10 September 2011.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Discharge voltage | 50 V |
| Peak discharge current | 2.4 A |
| Pulse on Time | 30 µs |
| Pulse off Time | 20 µs |
| Dielectric liquid | EDM oil |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ho, C.-C.; Chang, Y.-J.; Hsu, J.-C.; Kuo, C.-L.; Kuo, S.-K.; Lee, G.-H. Residual Strain Measurement Using Wire EDM and DIC in Aluminum. Inventions 2016, 1, 4. https://doi.org/10.3390/inventions1010004
Ho C-C, Chang Y-J, Hsu J-C, Kuo C-L, Kuo S-K, Lee G-H. Residual Strain Measurement Using Wire EDM and DIC in Aluminum. Inventions. 2016; 1(1):4. https://doi.org/10.3390/inventions1010004
Chicago/Turabian StyleHo, Chao-Ching, Yuan-Jen Chang, Jin-Chen Hsu, Chia-Lung Kuo, Shih-Kang Kuo, and Guan-Hong Lee. 2016. "Residual Strain Measurement Using Wire EDM and DIC in Aluminum" Inventions 1, no. 1: 4. https://doi.org/10.3390/inventions1010004