Behavior of Heat-Denatured Whey: Buttermilk Protein Aggregates during the Yogurt-Making Process and Their Influence on Set-Type Yogurt Properties

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Preparation Heat-Denatured Aggregates of Whey:Buttermilk Protein
2.3. Yogurt Production
2.4. Analytical Method
2.4.1. Compositional Analysis
2.4.2. Textural Properties

2.4.3. Water-Holding Capacity of Yogurt

2.4.4. Milk Particle Size Distribution
2.4.5. Exposure of Free Thiol Groups during Heating

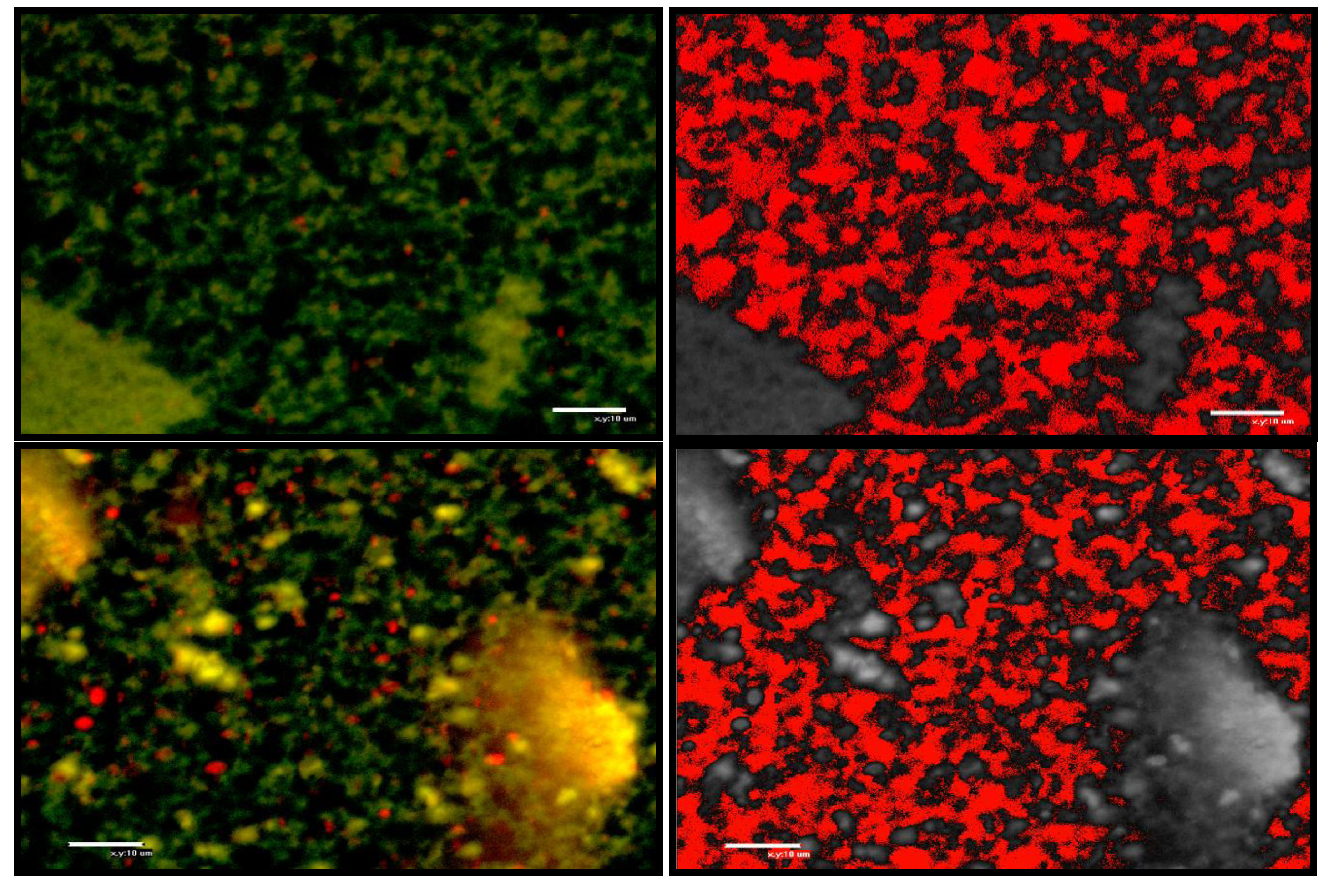
2.5. Confocal Laser-Scanning Microscopy
2.6. Statistical Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Significance (p Values) | |||||
|---|---|---|---|---|---|
| Contrast | Firmness | Rupture Force | Adhesiveness | Relaxation | WHC |
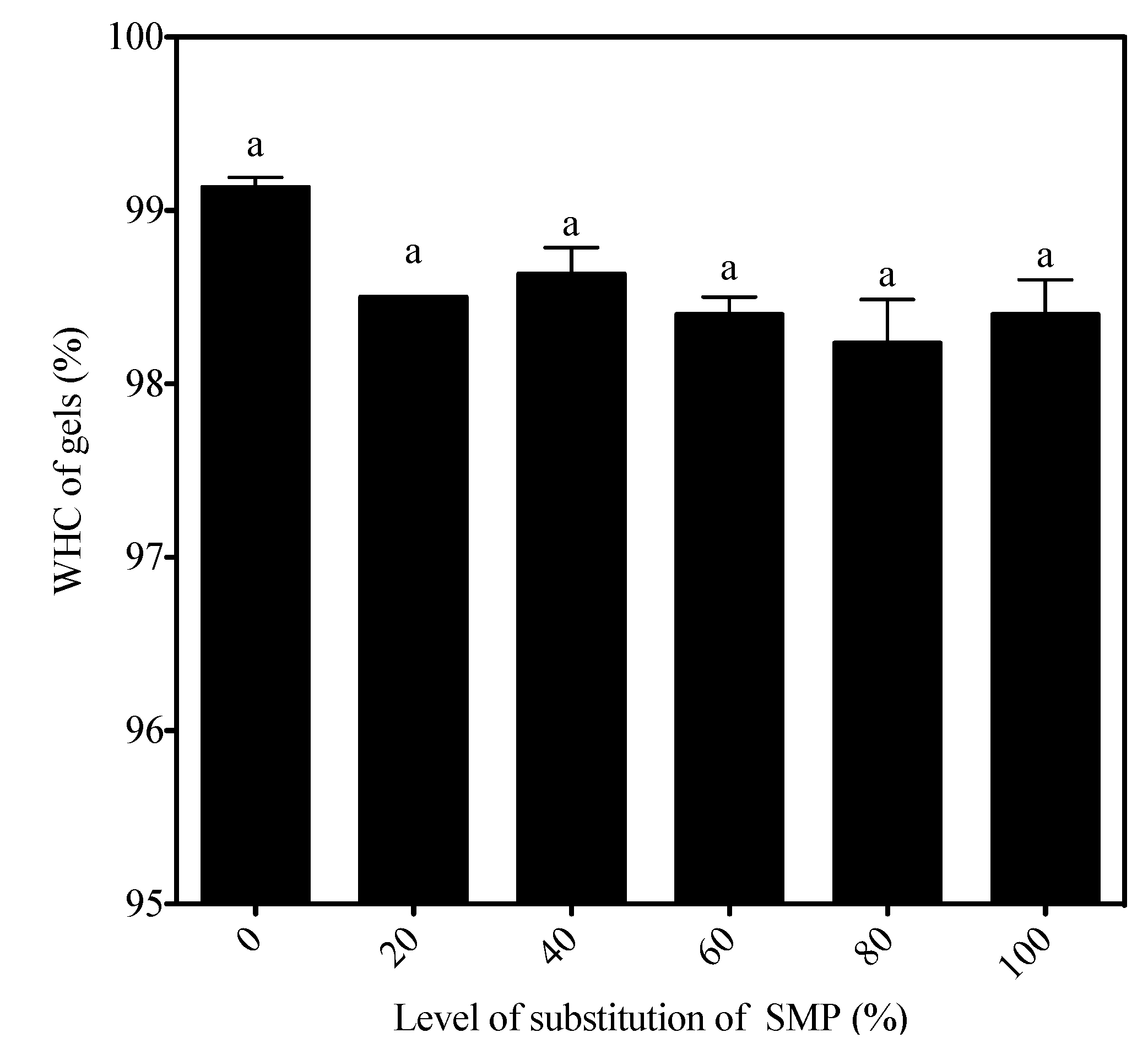
| Model | <0.0001 | 0.0004 | <0.0001 | <0.0001 | 0.5114 |
| Substitution Level (A) | <0.0001 | <0.0001 | <0.0001 | <0.0001 | 0.4348 |
| Time (B) | 0.9781 | 0.2021 | 0.0604 | 0.7538 | 0.3903 |
| A × B | 0.4579 | 0.7150 | 0.2156 | 0.1394 | 0.5124 |
| Significance (p Values) | ||
|---|---|---|
| Contrasts | Particle Size D[4,3] | [-SH]free |
| Model | 0.0044 | <0.0001 |
| Level of substitution (A) | 0.0002 | <0.0001 |
| Time (B) | 0.8507 | 0.0174 |
| A × B | 0.6332 | 0.1394 |
3. Results and Discussion
3.1. Whey:Buttermilk Protein Aggregate Composition and Properties
| % Dry Matter | ||||
|---|---|---|---|---|
| Protein | Lactose | Fat | Ash | |
| WBAP | 57.3 ± 0.1 | 18.8 ± 0.0 | 12.7 ± 0.3 | 4.9 ± 0.0 |
| WP | 2.2 ± 0.1 | 85.9 ± 3.1 | 0.2 ± 0.3 | 6.2 ± 0.0 |
| Skim milk | 35.8 ± 0.1 | 56.6 ± 3.4 | 1.0 ± 0.3 | 8.0 ± 0.0 |
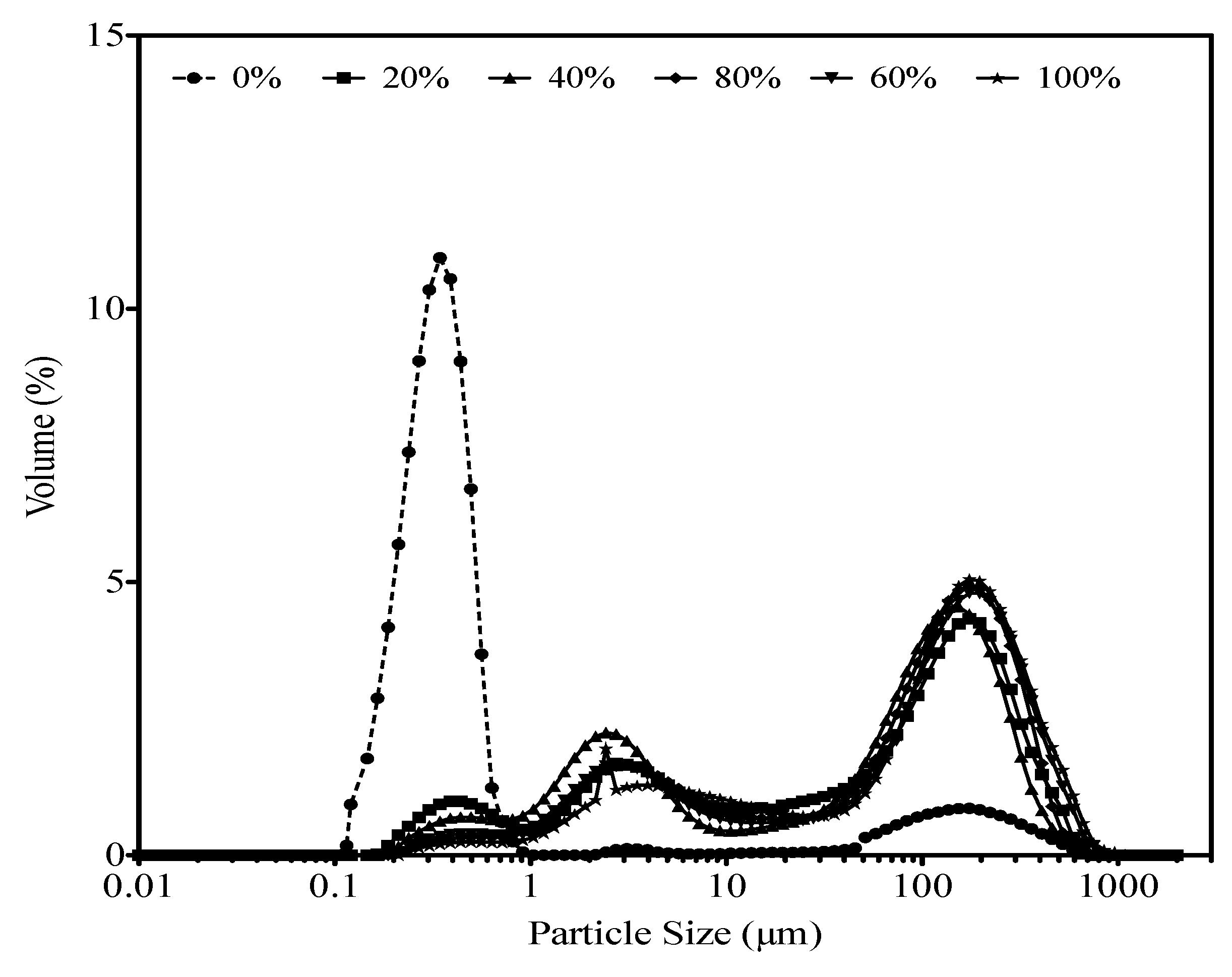
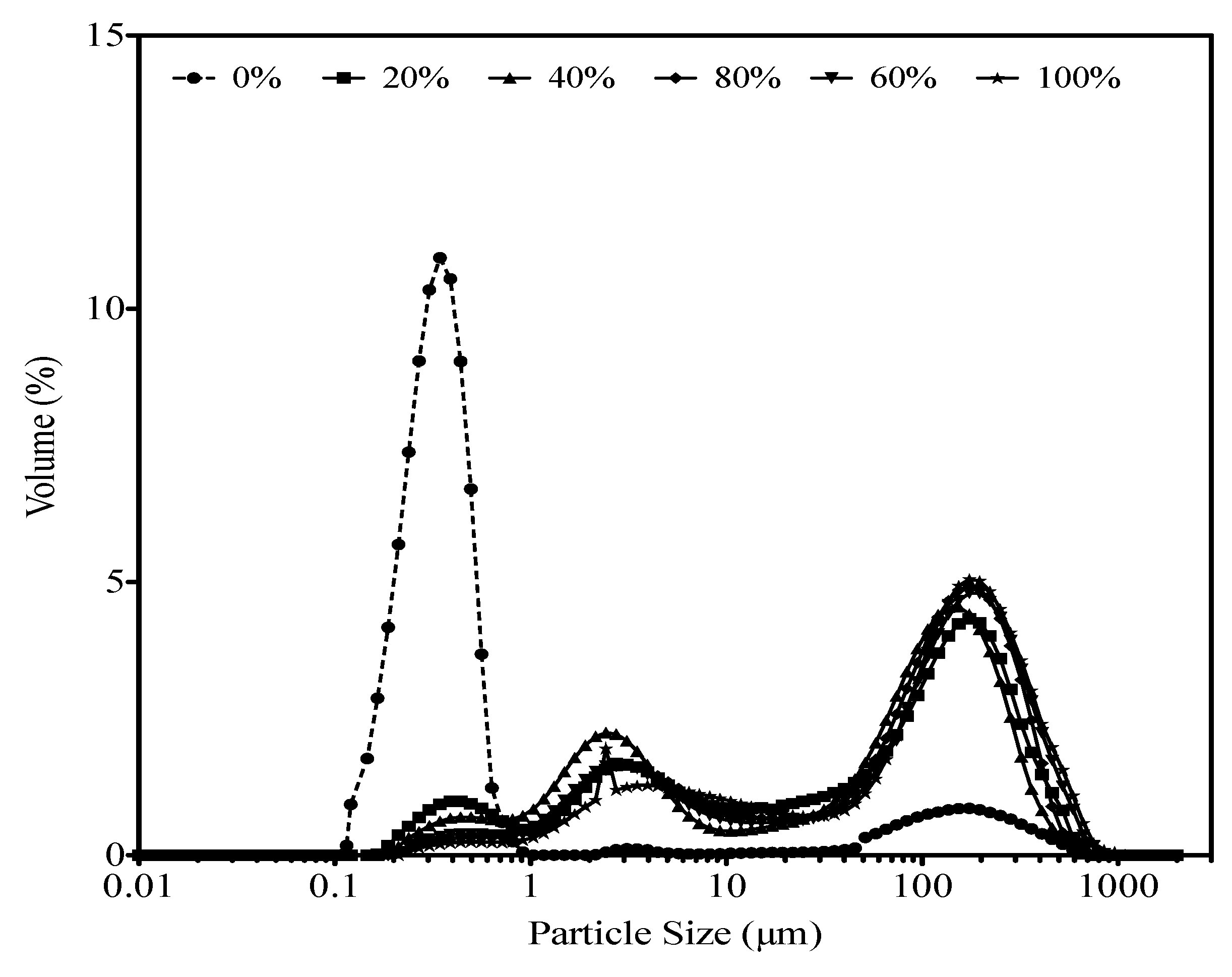
3.2. Particle Size in Skim Milk
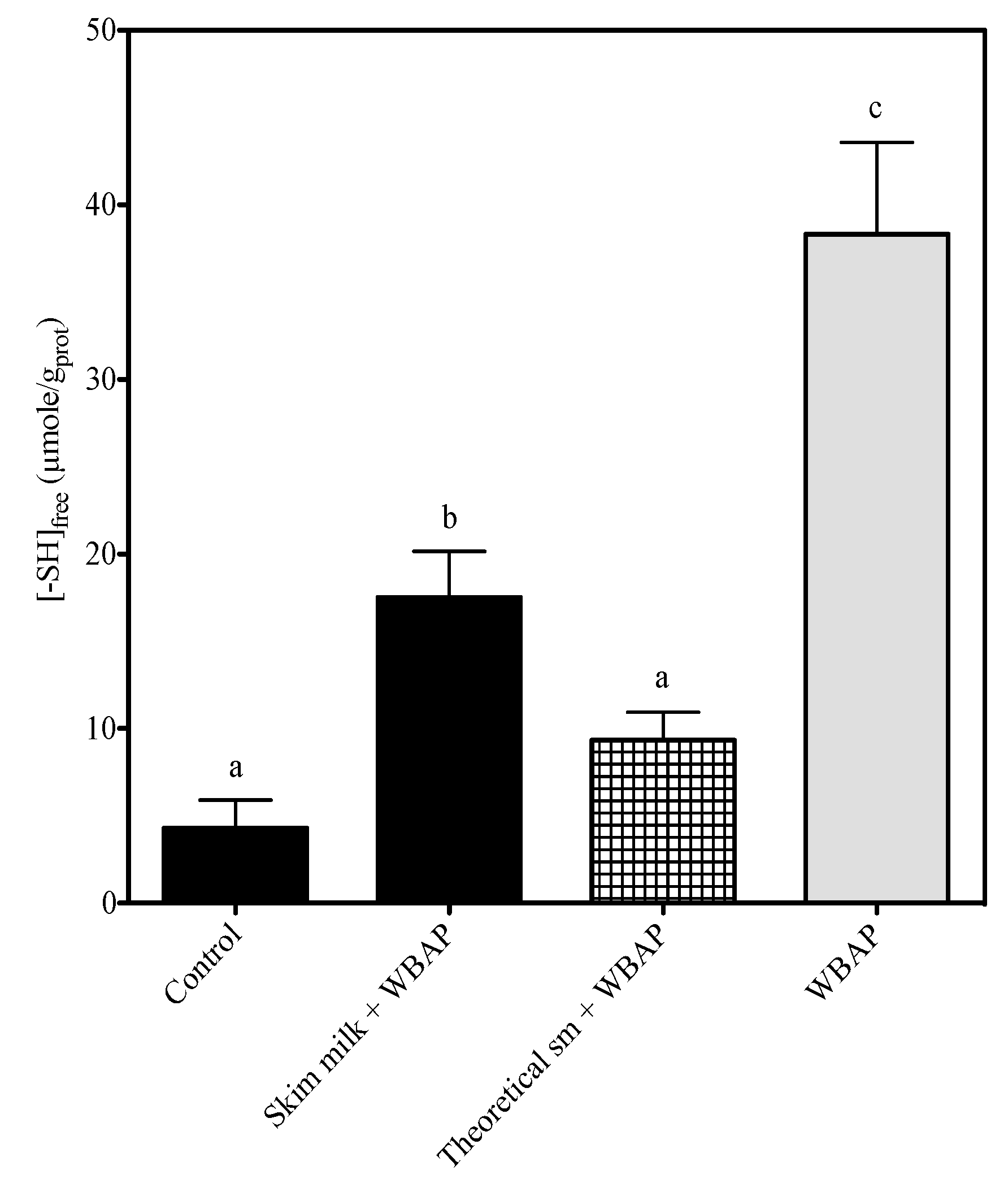
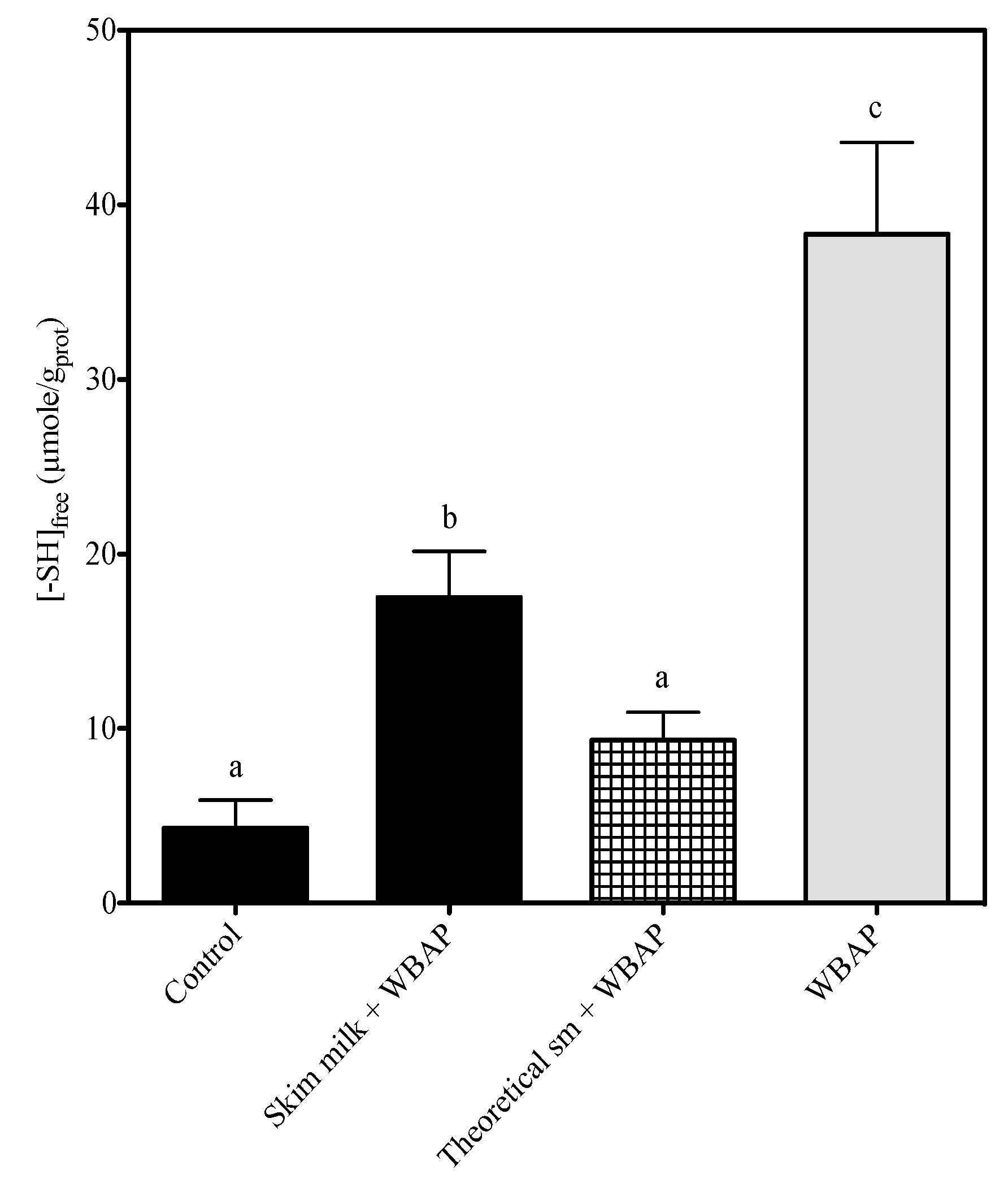
3.3. Exposure of Thiol Groups
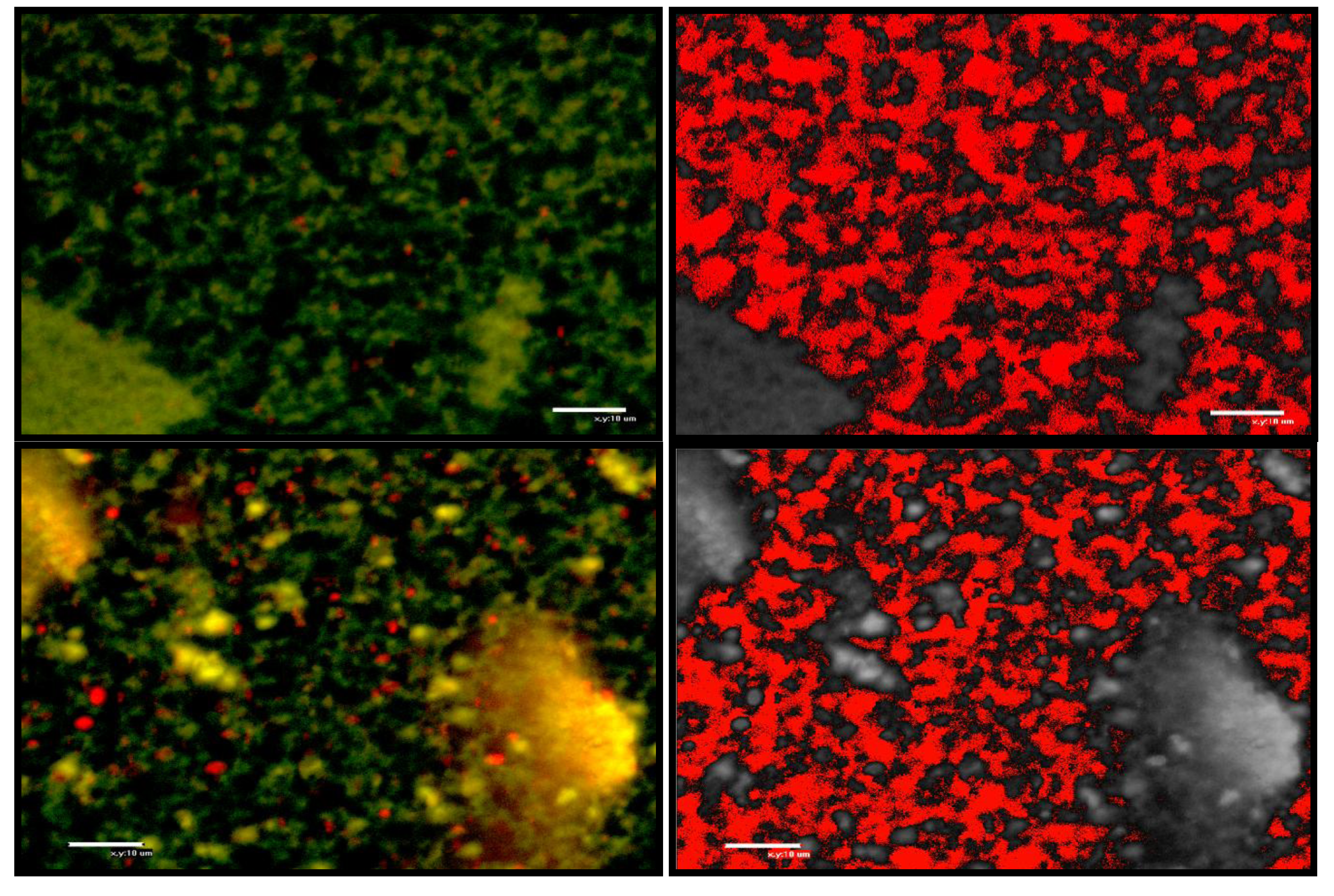
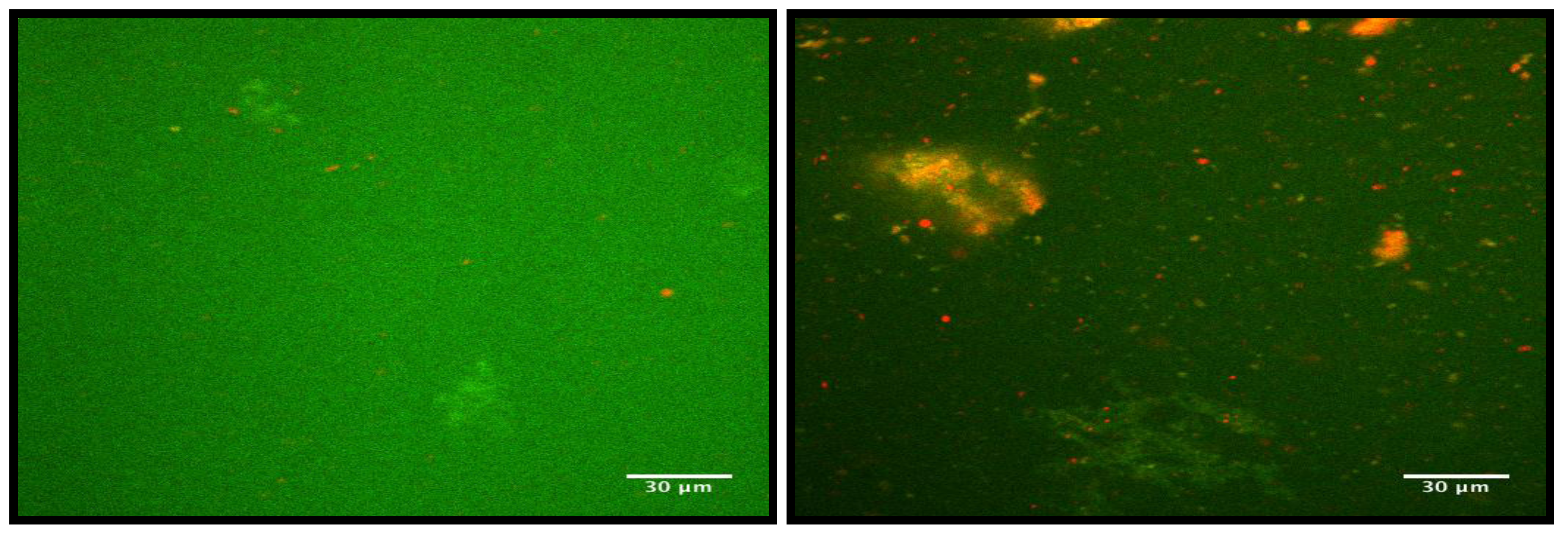
3.4. Distribution of Particles in Enriched Skim Milk before Acidification
3.5. Texture of Yogurts
3.5.1. Appearance of Yogurts
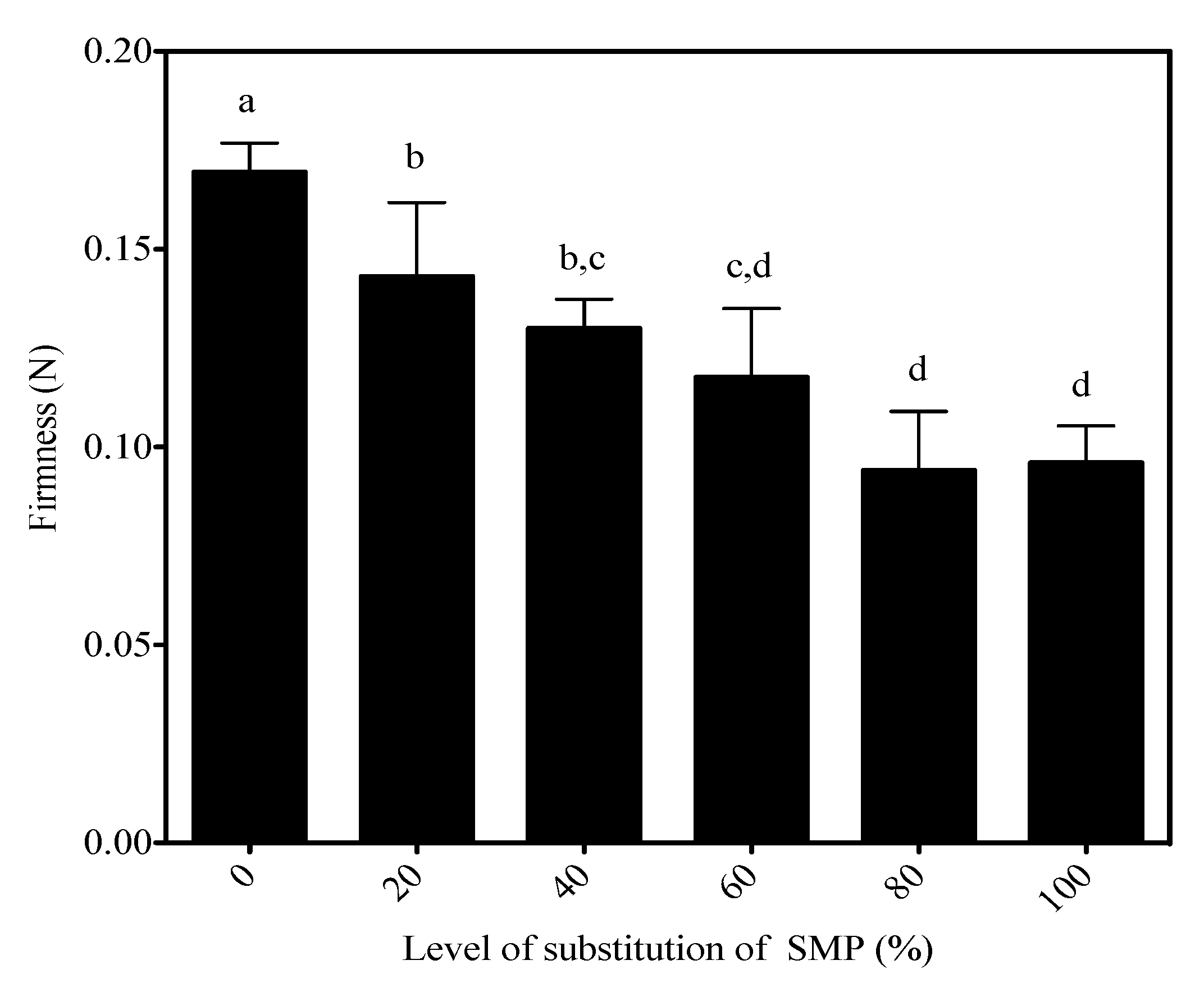
3.5.2. Firmness
3.5.3. Rupture Force, Adhesiveness, and Relaxation
| Level of Substitution (%) | Rupture Force (N) | Adhesiveness (N.s) | Relaxation (%) |
|---|---|---|---|
| 0 | 0.093 a ± 0.005 | −0.614 a ± 0.083 | 60.2 a ± 0.6 |
| 20 | 0.072 b ± 0.010 | −0.374 b ± 0.190 | 56.9 a,b ± 2.5 |
| 40 | 0.067 b ± 0.005 | −0.274 b,c ± 0.071 | 55.7 a,b ± 1.8 |
| 60 | 0.067 b ± 0.005 | −0.239 b,c ± 0.098 | 52.3 b,c ± 3.9 |
| 80 | 0.057 c ± 0.011 | −0.105 c ± 0.033 | 49.8 c,d ± 2.7 |
| 100 | 0.051 c ± 0.009 | −0.094 c ± 0.032 | 47.2 d ± 2.7 |
3.6. Water-Holding Capacity of Yogurt Gels
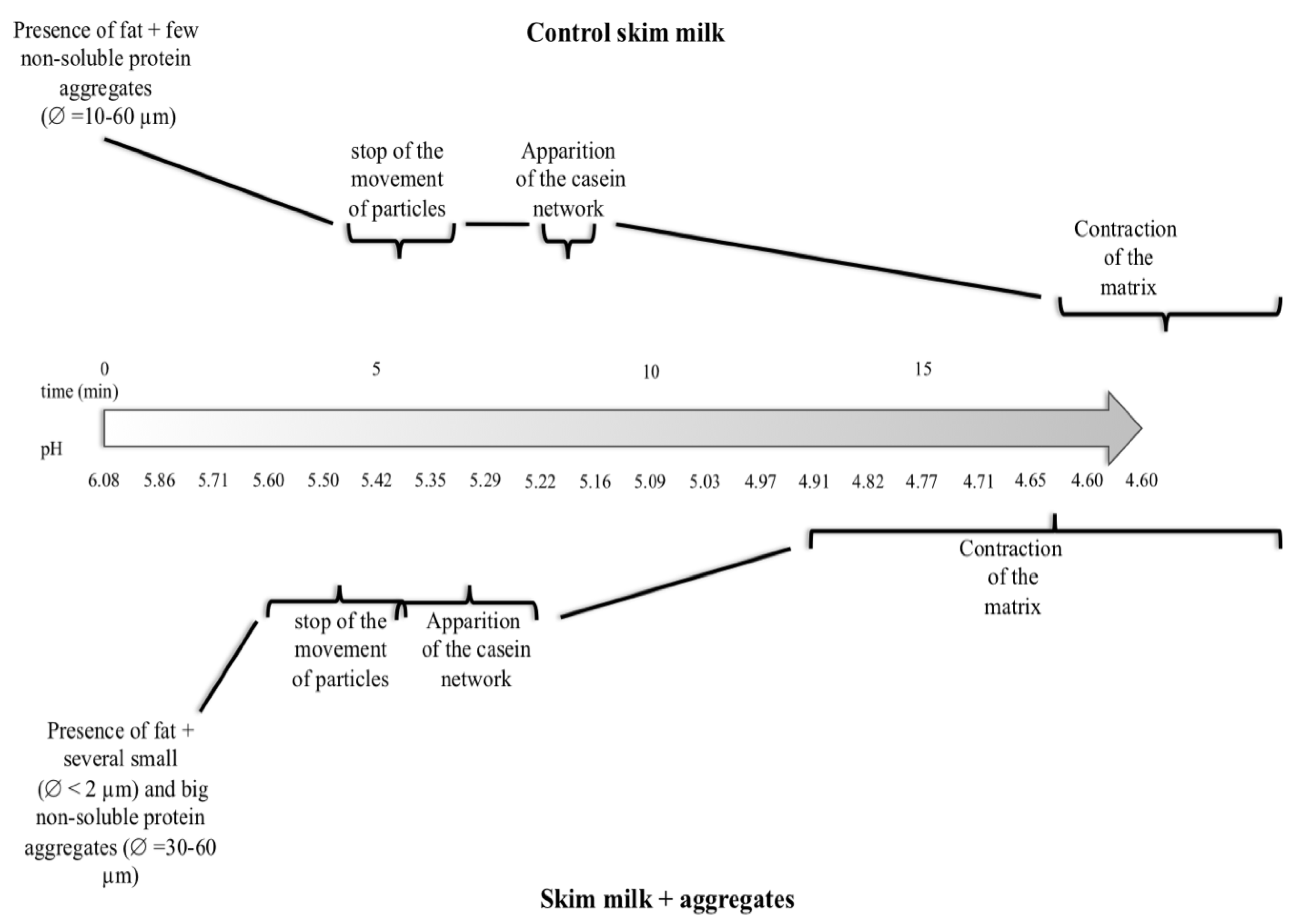
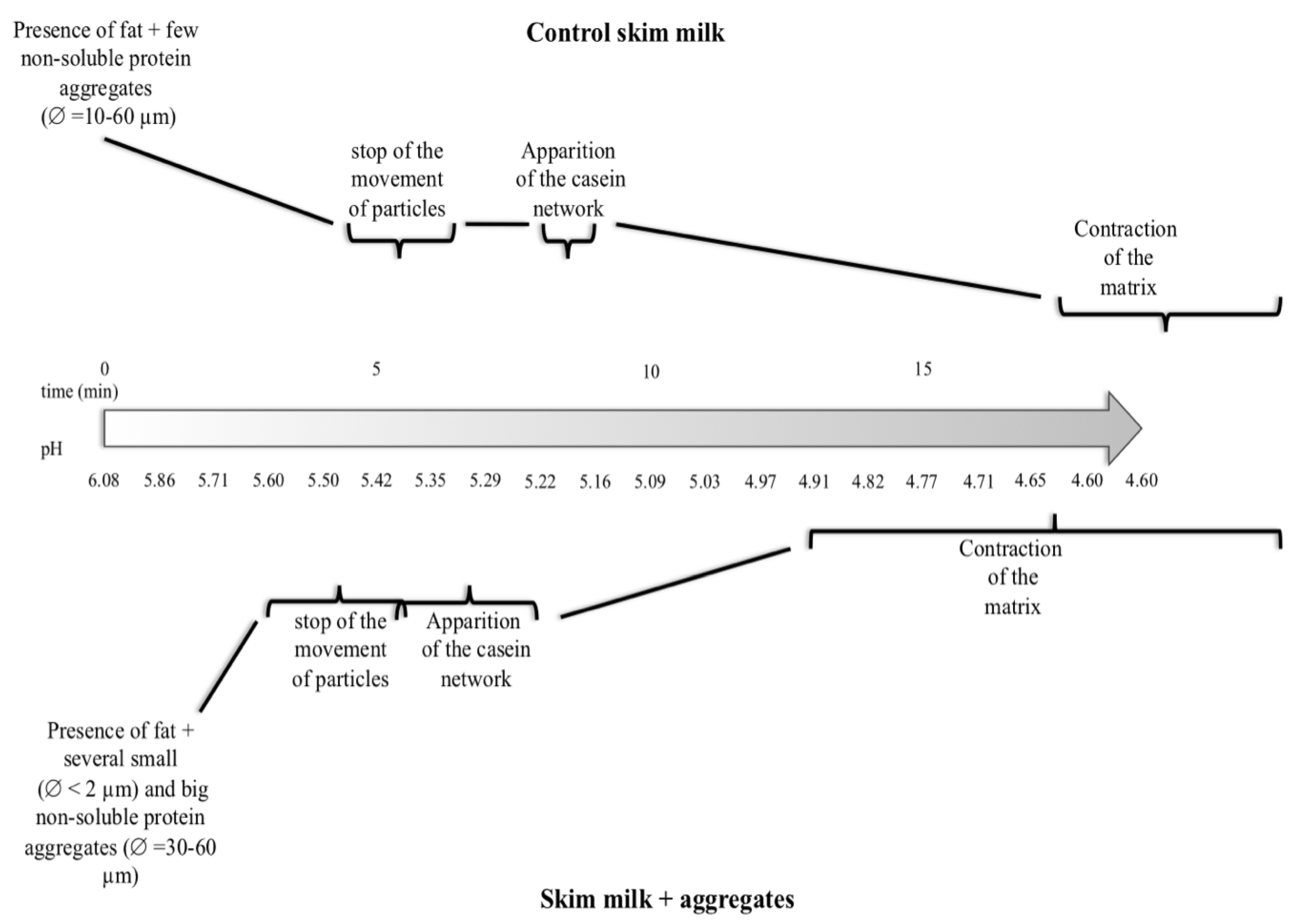
3.7. Simulation of the Gel Formation
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Lawrence, R.C. Incorporation of Whey Proteins in Cheese. In Monograph on Factors Affecting the Yield of Cheese; International Dariy Federation: Brussels, Belgium, 1993. [Google Scholar]
- Lelièvre, J. Incorporation of Size-Reduced Dispersions of Whey Proteins into Mozzarella Cheese. In Proceedings of 23rd IDF Congress, Montreal, Canada, 8–12 October 1990; p. 517.
- Lawrence, R.C. The use of ultrafiltration technology in cheese making. Bull. Int. Dairy Fed. 1989, 240, 1–15. [Google Scholar]
- Lebeuf, Y.; Lacroix, C.; Paquin, P. Effect of incorporation of denatured and microparticulated whey protein in young cheddar cheese. Lait 1998, 78, 303–318. [Google Scholar] [CrossRef]
- Punidadas, P.; Feirtag, J.; Tung, M.A. Incorporating whey proteins into mozzarella cheese. Int. J. Dairy Technol. 1999, 52, 51–55. [Google Scholar]
- Tamine, A.Y.; Kalab, M.; Muir, D.D.; Barrantes, E. The microstructure of set-type, natural yogurt made by substituting microparticulate whey protein for milk fat. J. Soc. Dairy Technol. 1995, 48, 107–111. [Google Scholar] [CrossRef]
- Sandoval-Castilla, O.; Lobato-Calleros, C.; Aguirre-Mandujano, E.; Vernon-Carter, E.J. Microstructure and texture of yogurt as influenced by fat replacers. Int. Dairy J. 2004, 14, 151–159. [Google Scholar] [CrossRef]
- Barrantes, E.; Tamine, A.Y.; Muir, D.D.; Sword, A.M. The effect of substitution of fat by microparticulate whey protein on the quality of set-type, natural yogurt. J. Soc. Dairy Technol. 1994, 47, 61–68. [Google Scholar] [CrossRef]
- Saffon, M.; Britten, M.; Pouliot, Y. Thermal aggregation of whey proteins in the presence of buttermilk concentrate. J. Food Eng. 2011, 103, 244–250. [Google Scholar] [CrossRef]
- Jiménez-Flores, R.; Brisson, G. The milk fat globule membrane as an ingredient: Why, how, when? Dairy Sci. Technol. 2008, 88, 5–18. [Google Scholar] [CrossRef]
- Singh, H. The milk fat globule membrane—A biophysical system for food applications. Curr. Opin. Colloid Interface Sci. 2006, 11, 154–163. [Google Scholar] [CrossRef]
- Mistry, V.V.; Metzger, L.E.; Maubois, J.L. Use of ultrafiltered sweet buttermilk in the manufacture of reduced fat cheddar cheese. J. Dairy Sci. 1996, 79, 1137–1145. [Google Scholar] [CrossRef]
- Raval, D.M.; Mistry, V.V. Application of ultrafiltered sweet buttermilk in the manufacture of reduced fat process cheese. J. Dairy Sci. 1999, 82, 2334–2343. [Google Scholar] [CrossRef]
- Turcot, S.; Turgeon, S.L.; St.Gelais, D. Effet de la concentration en phospholipides de babeurre dans le lait de fromagerie sur la production et la composition de fromages allégés de type cheddar. Lait 2001, 81, 429–442. [Google Scholar] [CrossRef]
- Turcot, S.; St.Gelais, D.; Turgeon, S.L. Affinage de fromages allégés de type cheddar fabriqués à partir de laits enrichis en phospholipides. Lait 2002, 82, 209–223. [Google Scholar] [CrossRef]
- International Dairy Federation, Determination of Nitrogen Content Routine Method Using Combustion According to the Dumas Principle; International Dairy Federation: Brussels, Belgium, 2002.
- International Dairy Federation, Skim Milk, Whey and Buttermilk. Determination of Fat Content—Gravimetric Method (Reference Method), Standard 22; International Dairy Federation: Brussels, Belgium, 2008.
- Helrich, K. Official Method of Analysis of the Association of Official Analytical Chemists. Fifteenth Edition; Association of Official Analytical Chemists: Arlington, VA, USA, 1990. [Google Scholar]
- Ellman, G.L. Tissue sulfhydryl groups. Arch. Biochem. Biophys. 1959, 82, 70–77. [Google Scholar] [CrossRef]
- Hennessy, R.J. Studying Milk Coagulation Kinetics with Laser Scanning Confocal Microscopy, Image Processing, and Computational Modeling. Ms.C. Thesis, California Polytechnic State University, San Luis Obispo, CA, USA, 2011. [Google Scholar]
- ImageJ. Image Processing and Analysis in Java. Available online: http://rsb.info.nih.gov/ij/ (accessed on 05 September 2011).
- Yogurt Videos. Available online: https://www.dropbox.com/sh/c9gmyrv56kznu45/R1GICKO4if (accessed on 01 June 2009).
- Sodini, I.; Remeuf, F.; Hadda, S.; Corrieu, G. The relative effect of milk base, starter, and process on yogurt texture: A review. Crit. Rev. Food Sci. Nutr. 2004, 44, 113–137. [Google Scholar] [CrossRef]
- Cho, Y.; Lucey, J.A.; Singh, H. Rheological properties of acid milk gels as affected by the nature of the fat globule surface material and heat treatment of milk. Int. Dairy J. 1999, 9, 537–545. [Google Scholar]
- Britten, M.; Giroux, H.J. Acid-induced gelation of whey protein polymers: Effects of pH and calcium during polymerization. Food Hydrocoll. 2001, 15, 609–617. [Google Scholar]
- Lucey, J.A.; Singh, H. Formation and physical properties of acid milk gels: A review. Food Res. Int. 1998, 30, 529–542. [Google Scholar] [CrossRef]
- Schmidt, R.H.; Sistrunk, C.P.; Richter, R.L.; Cornell, J.A. Heat treatment and storage effects on texture characteristics of milk and yogurt systems fortified with oilseed protein. J. Food Sci. 1980, 45, 471–475. [Google Scholar] [CrossRef]
- Dannenberg, F.; Kessler, H.G. Effect of denaturation of beta-lactoglobulin on texture properties of set-type nonfat yoghurt. 1. Syneresis. Milchwissenschaft 1988, 45, 632–634. [Google Scholar]
- Puvanenthiran, A.; Williams, R.P.W.; Augustin, M.A. Structure and visco-elastic properties of set yoghurt with altered casein to whey proteins ratios. Int. Dairy J. 2002, 12, 383–391. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Saffon, M.; Richard, V.; Jiménez-Flores, R.; Gauthier, S.F.; Britten, M.; Pouliot, Y. Behavior of Heat-Denatured Whey: Buttermilk Protein Aggregates during the Yogurt-Making Process and Their Influence on Set-Type Yogurt Properties. Foods 2013, 2, 444-459. https://doi.org/10.3390/foods2040444
Saffon M, Richard V, Jiménez-Flores R, Gauthier SF, Britten M, Pouliot Y. Behavior of Heat-Denatured Whey: Buttermilk Protein Aggregates during the Yogurt-Making Process and Their Influence on Set-Type Yogurt Properties. Foods. 2013; 2(4):444-459. https://doi.org/10.3390/foods2040444
Chicago/Turabian StyleSaffon, Maxime, Véronique Richard, Rafael Jiménez-Flores, Sylvie F. Gauthier, Michel Britten, and Yves Pouliot. 2013. "Behavior of Heat-Denatured Whey: Buttermilk Protein Aggregates during the Yogurt-Making Process and Their Influence on Set-Type Yogurt Properties" Foods 2, no. 4: 444-459. https://doi.org/10.3390/foods2040444