Study on the Properties of 1319 nm Ultra-High Reflector Deposited by Electron Beam Evaporation Assisted by an Energetic RF Ion Source

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experiments
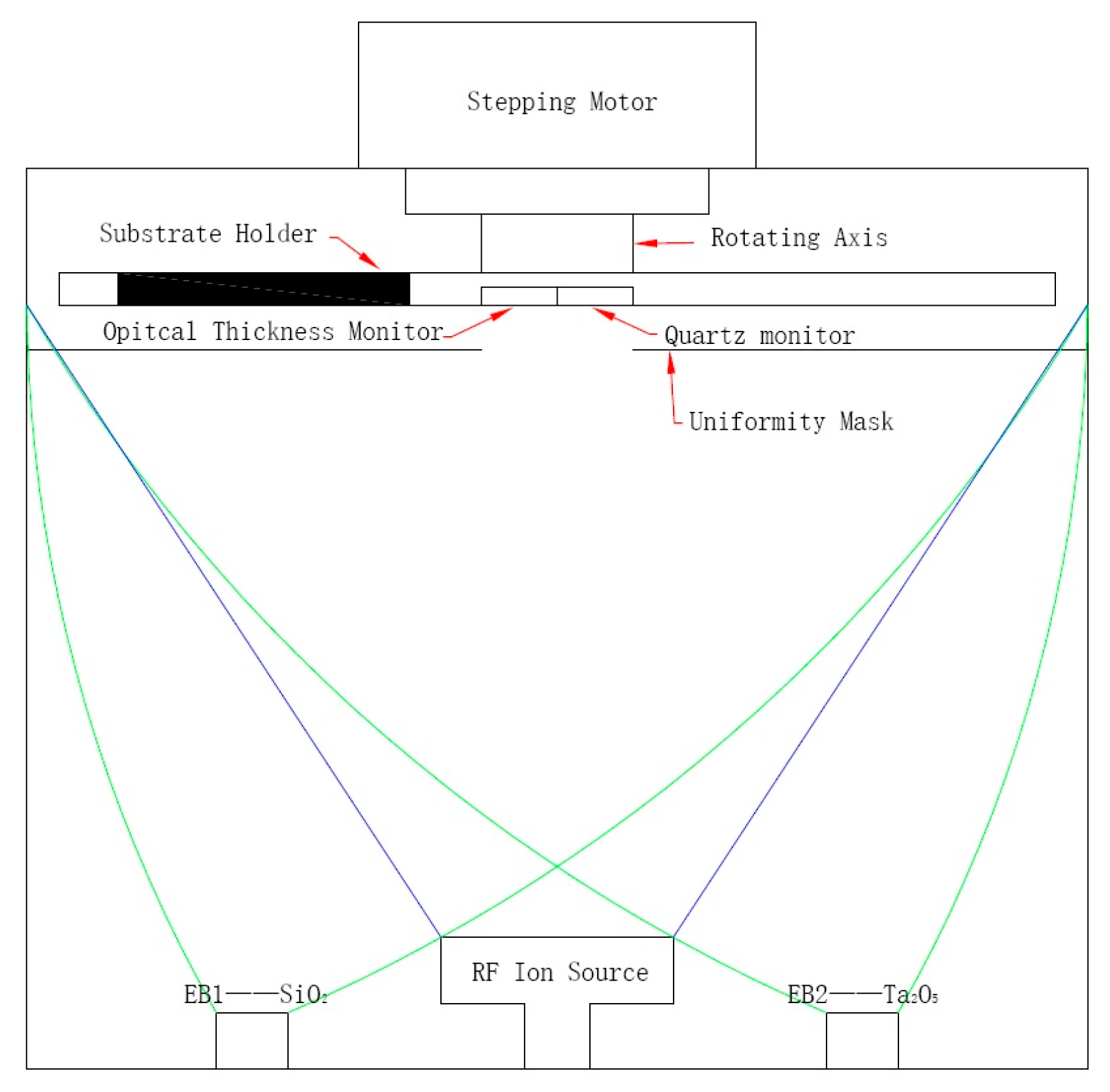
2.1. Sample Preparation
2.2. Property Measurements
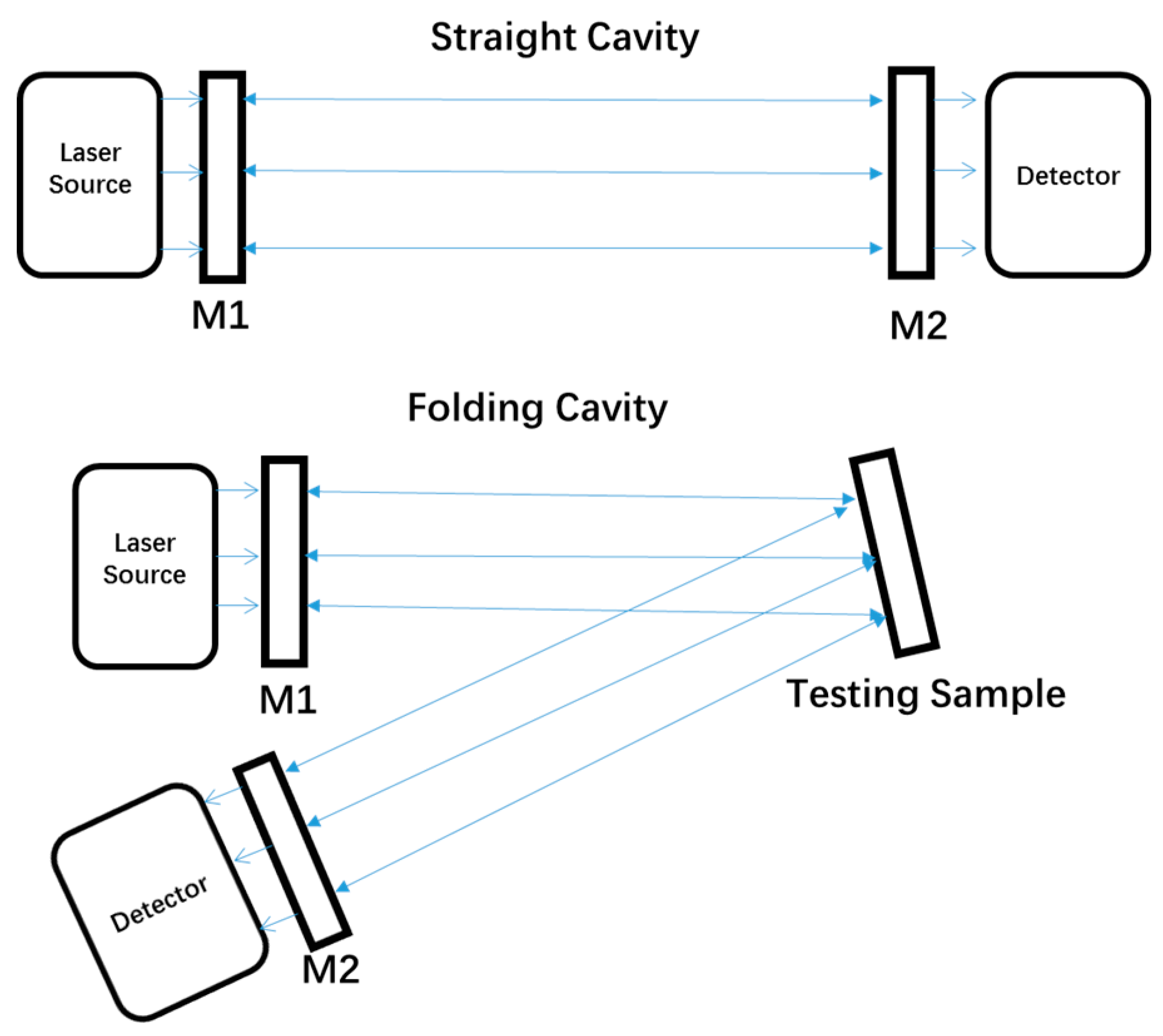
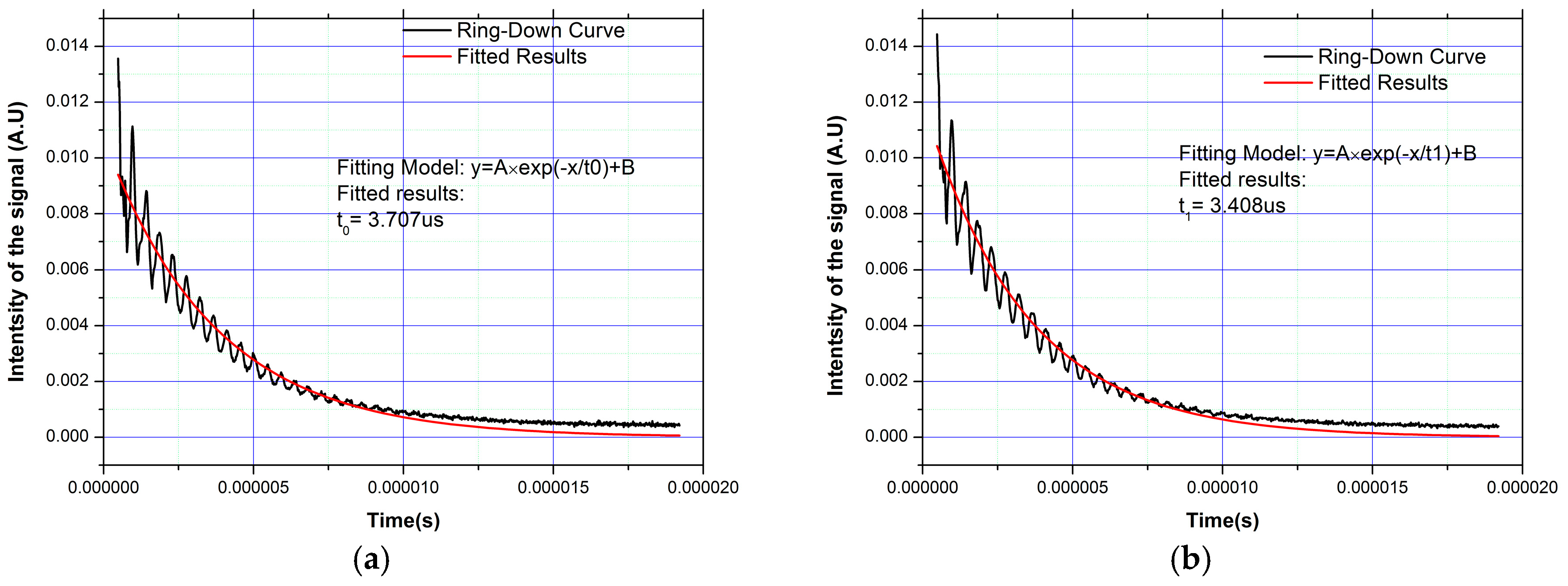
2.2.1. Measurement of Ultra-High Reflectivity
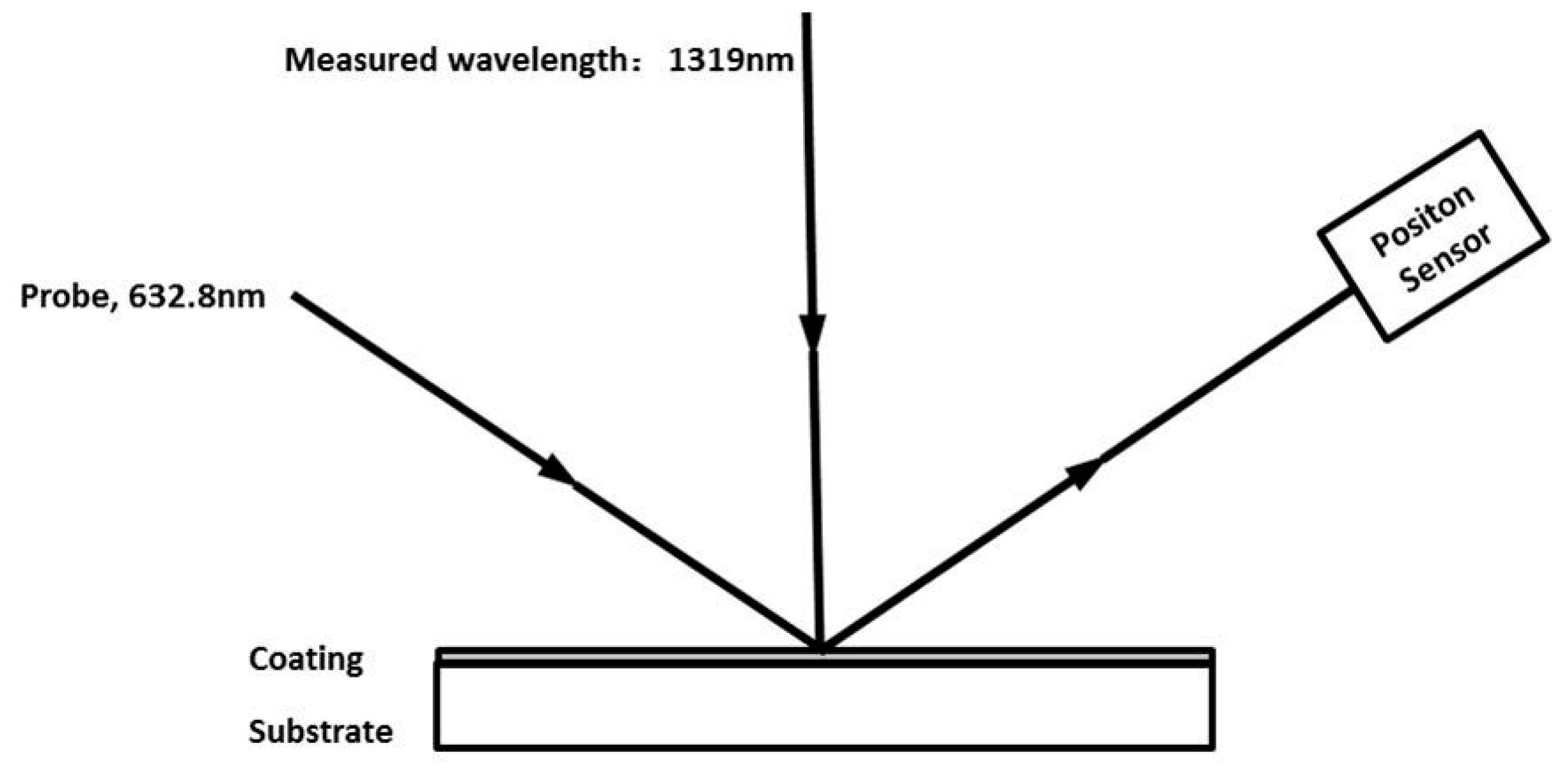
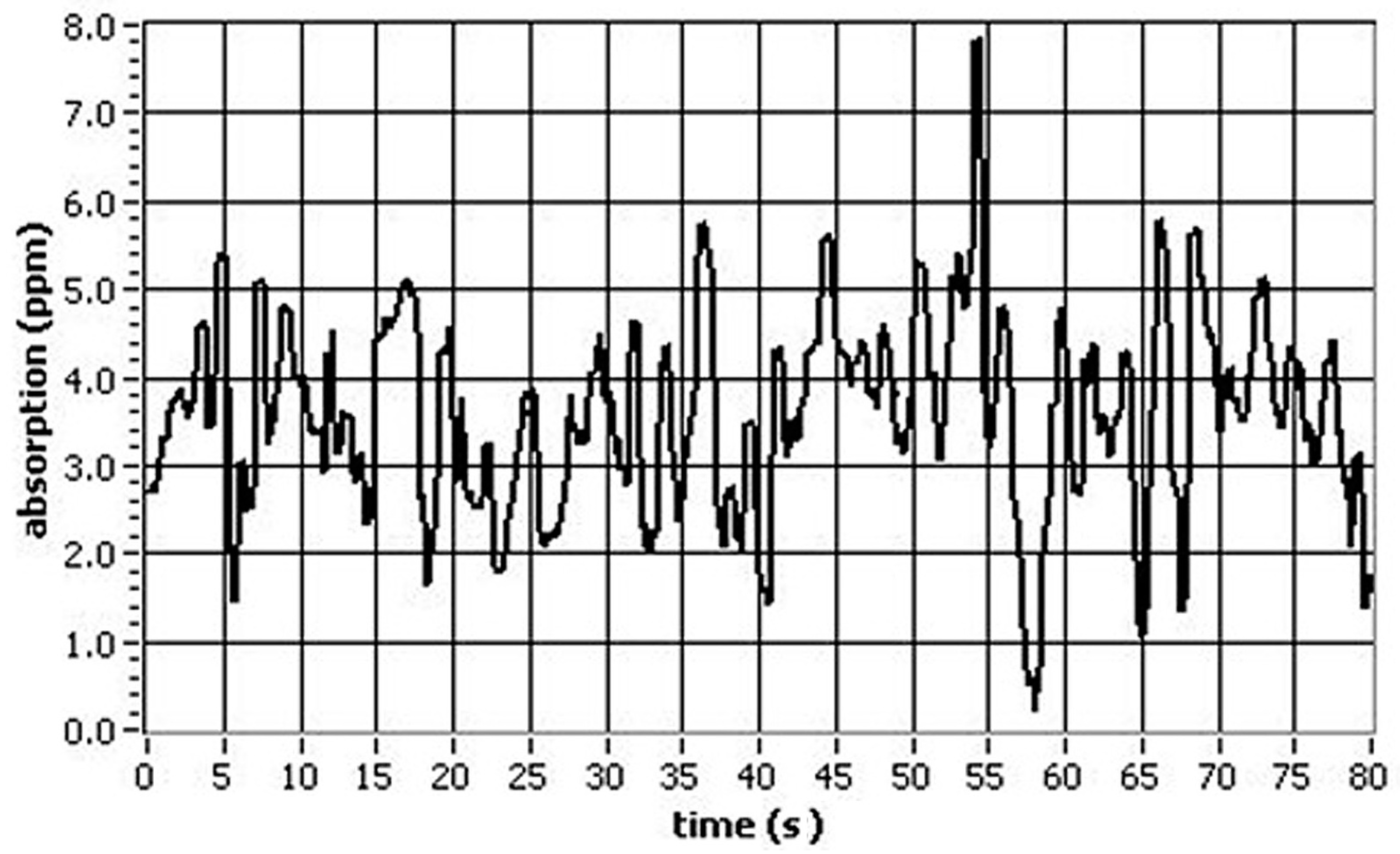
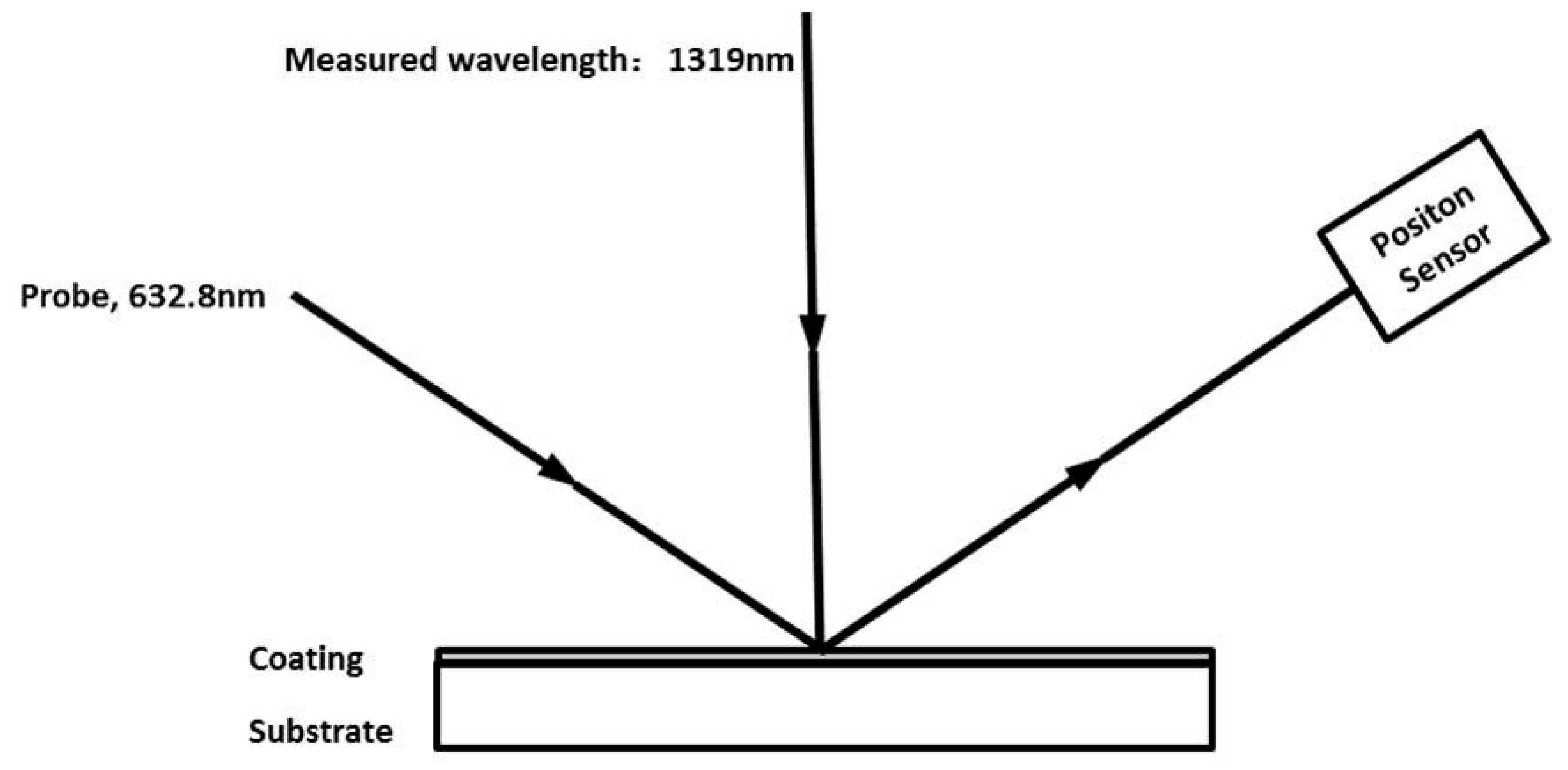
2.2.2. Optical Absorption Measurement
2.2.3. Other Measurement
3. Results and Discussion
3.1. Optical Loss Analysis and Reflectivity
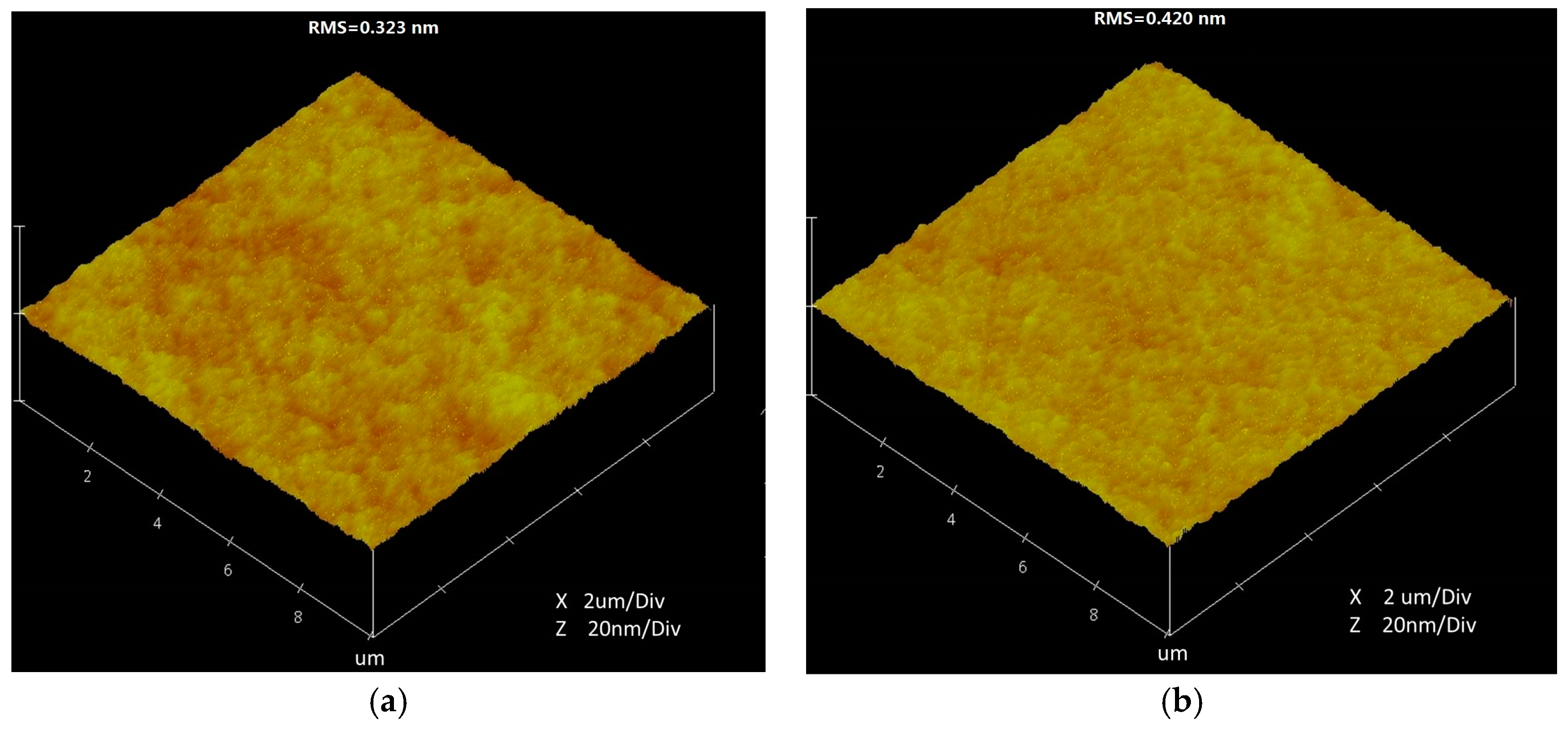
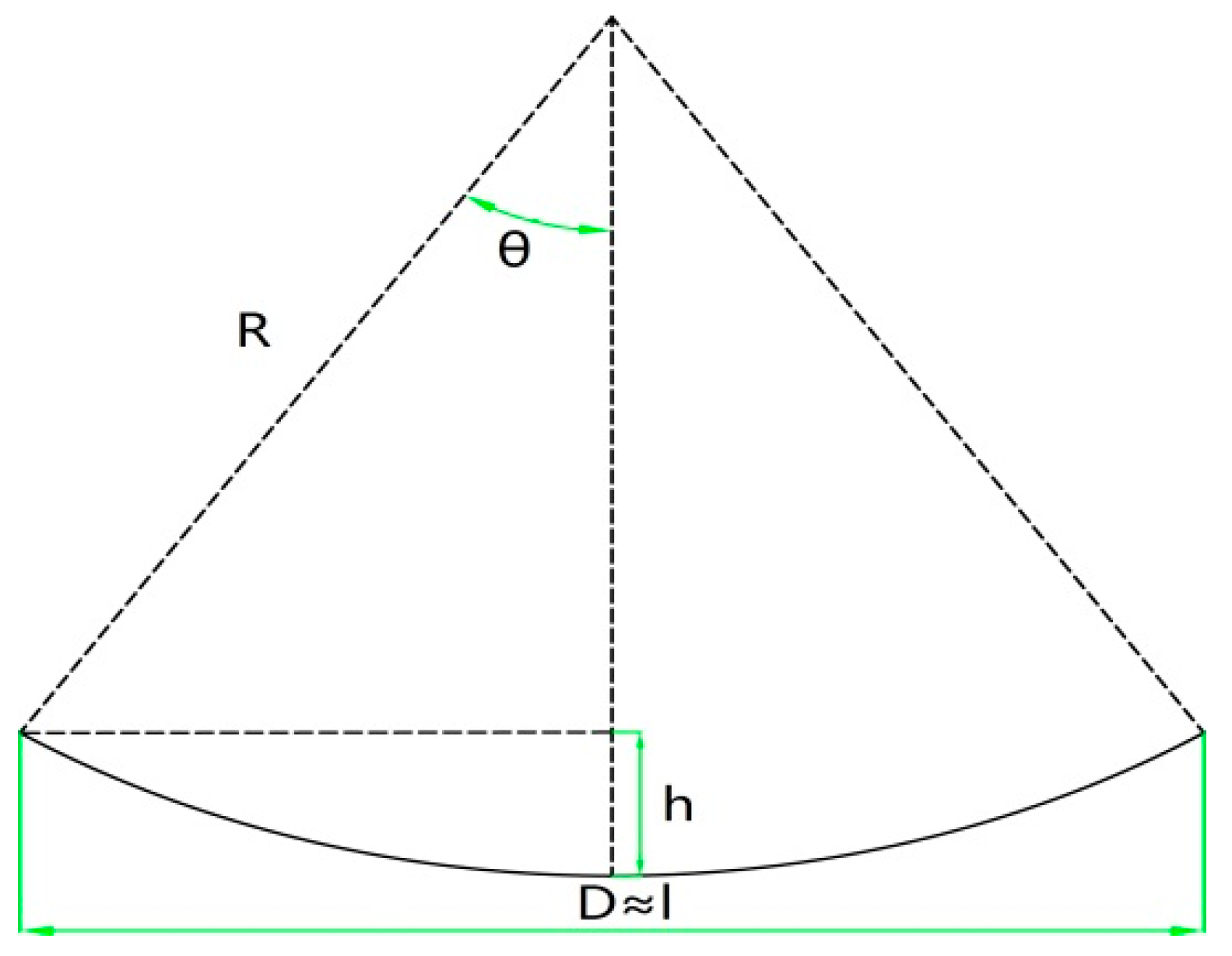
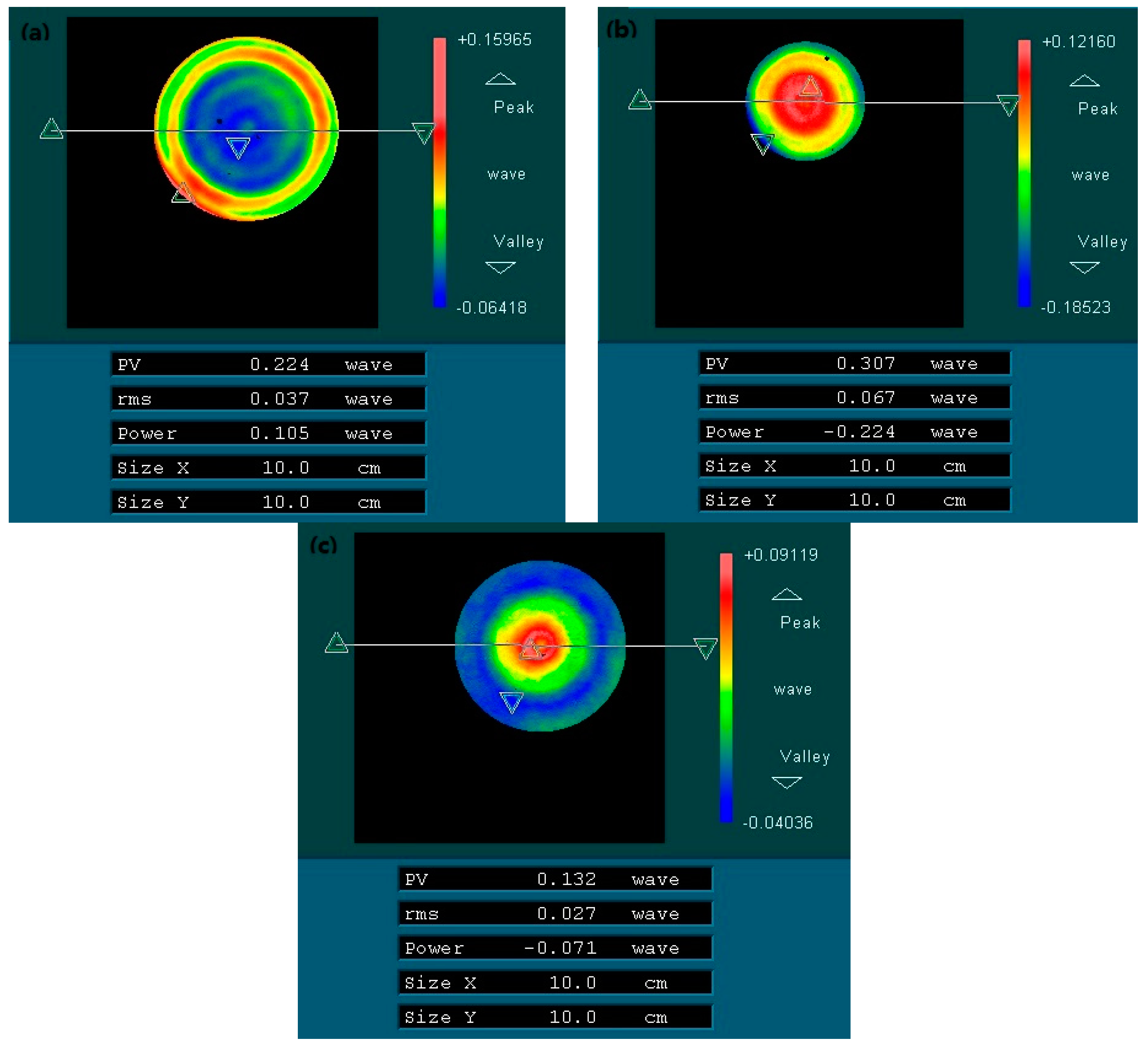
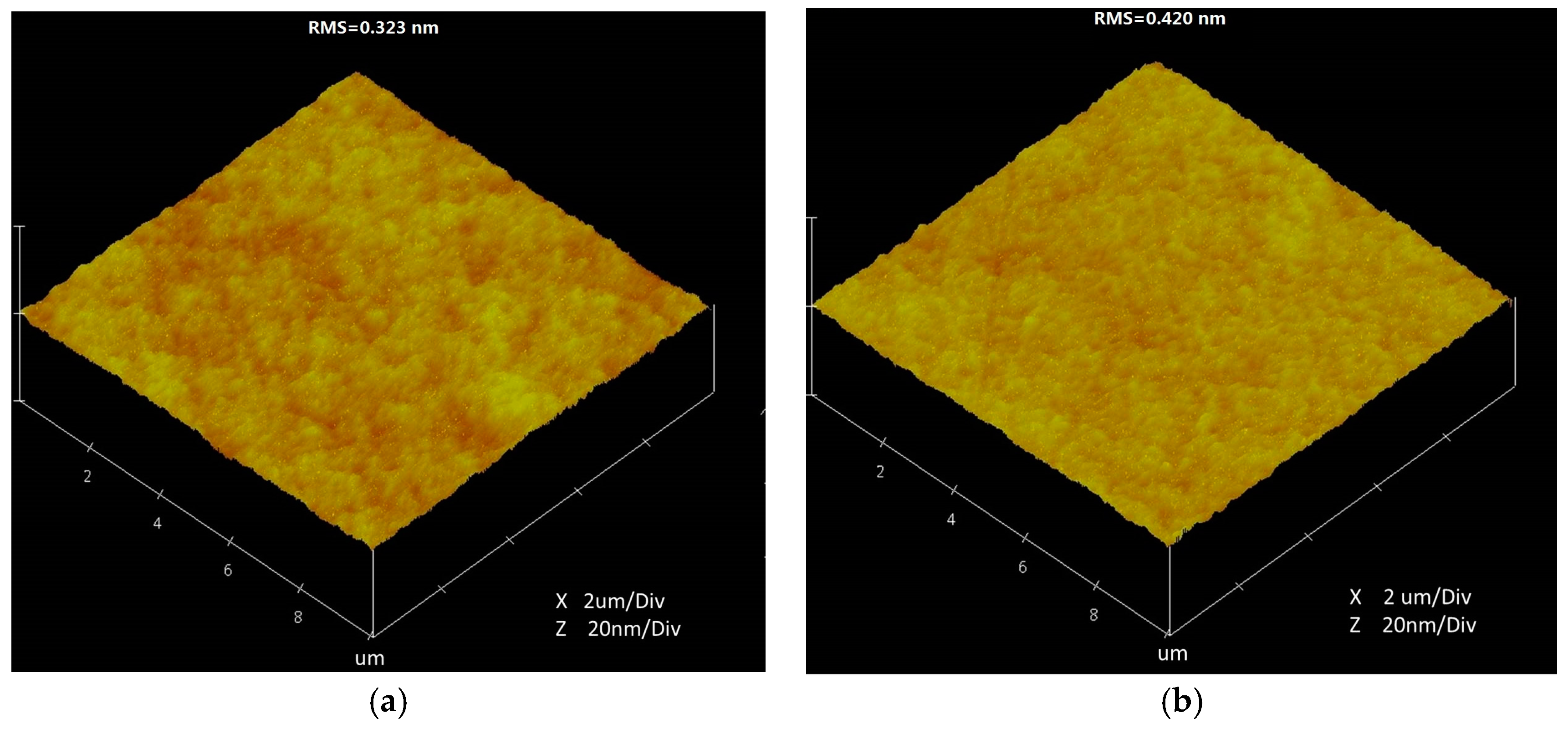
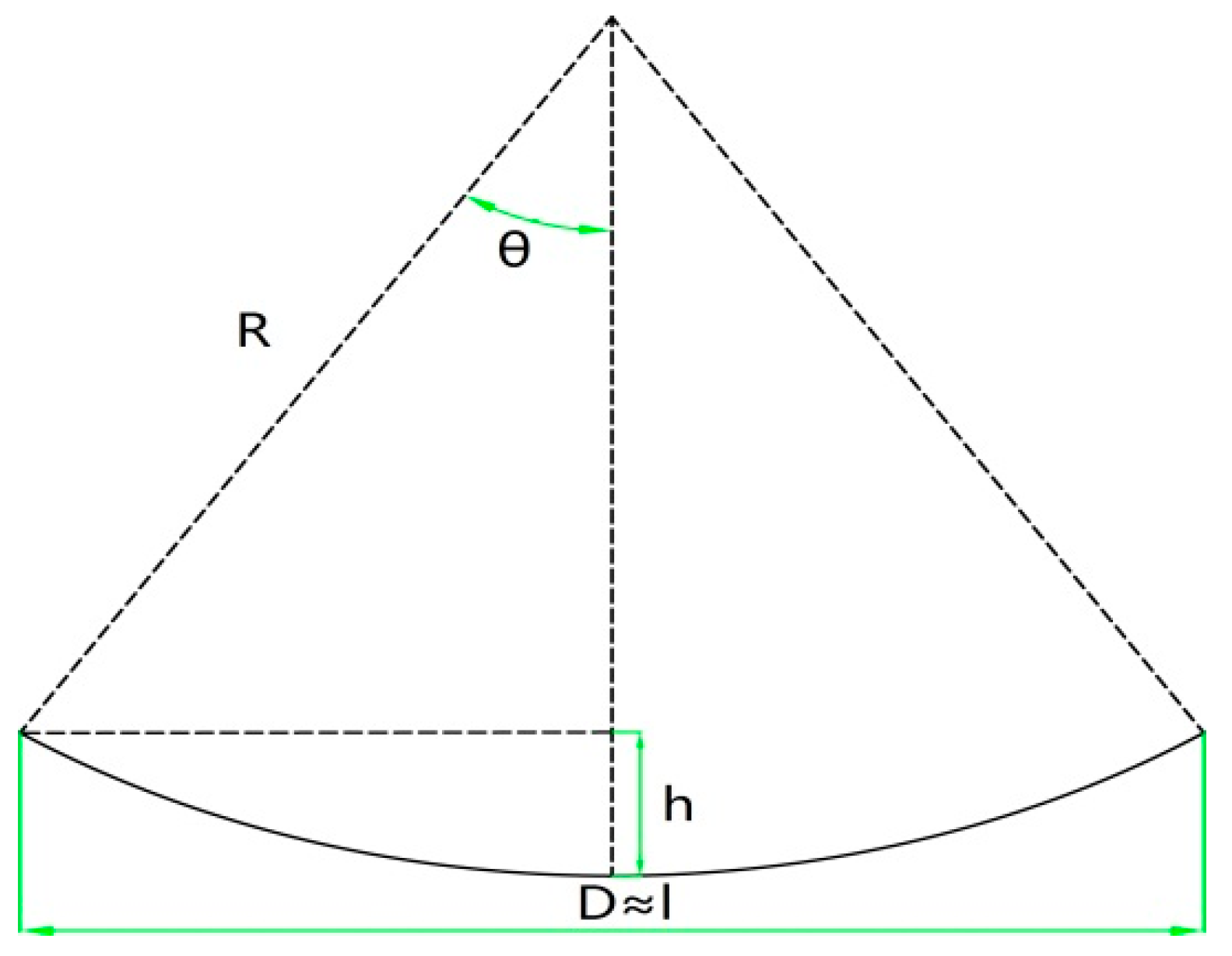
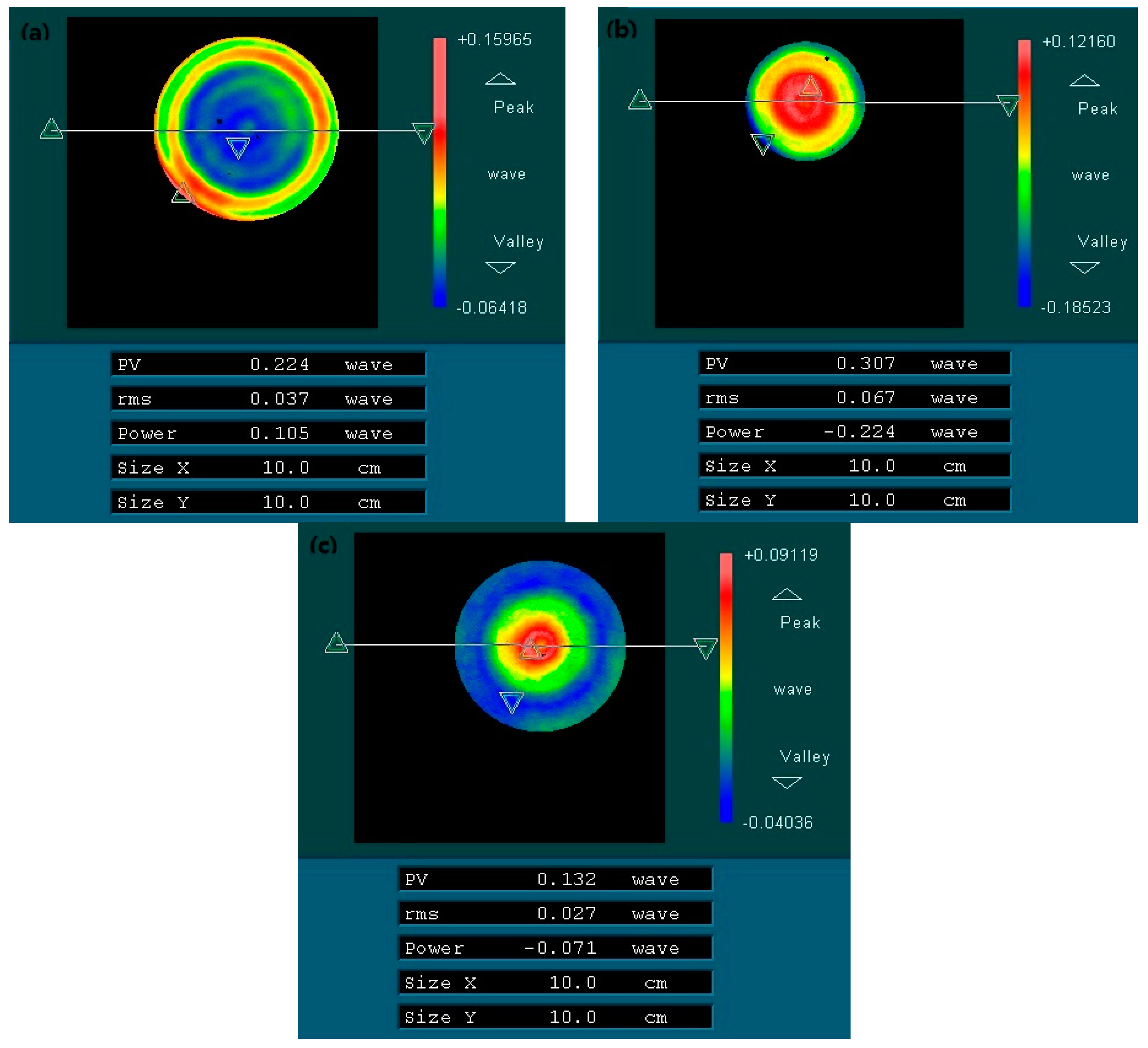
3.2. Surface Figure Control
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Kaufman, H.R. Technology of ion beam sources used in sputtering. J. Vac. Sci. Technol. 1978, 15, 272–276. [Google Scholar] [CrossRef]
- Lalezari, R. Low loss ion beam sputtered optical coating and their applications. In Laser-Induced Damage in Optical Materials: 2011, Proceedings of SPIE Laser Damage, Boulder, CO, USA, 18–21 September 2011; Exarhos, G.J., Gruzdev, V.E., Menapace, J.A., Ristau, D., Soileau, M.J., Eds.; SPIE: Bellingham, WA, USA, 2011; p. 819003. [Google Scholar]
- Aronowitz, F.; Collins, R.J. Lock-in and intensity-phase interaction in the ring laser. J. Appl. Phys. 1970, 41, 130–141. [Google Scholar] [CrossRef]
- Abramovici, A.; Althouse, W.E.; Drever, R.W.; Gursel, Y.; Kawamura, S. LIGO, the laser interferometer gravitational-wave observatory. Science 1992, 256, 325–333. [Google Scholar] [CrossRef] [PubMed]
- Gillespie, A.; Rab, F. Thermally excited vibrations of the mirrors of laser in terferometer gravitational-wave detectors. Phys. Rev. D 1995, 52, 577–585. [Google Scholar] [CrossRef]
- Thompson, R.J.; Rampe, G.; Kimble, H.J. Observation of normal-mode splitting for an atom in an optical cavity. Phys. Rev. Lett. 1992, 68, 1132–1135. [Google Scholar] [CrossRef] [PubMed]
- Jolly, T.W.; Lalezari, R. Ion beam sputter deposition techniques for the production of optical coating of the highest quality. In Thin Films for Optical Systems, Proceedings of Optical Systems Design ’92, Berlin, Germany, 1–30 September 1992; Guenther, K.H., Ed.; SPIE: Bellingham, WA, USA, 1993; pp. 250–255. [Google Scholar]
- Rempe, G.; Thonpson, R.J.; Kimble, H.J. Measurement of ultra-low losses in an optical interferometer. Opt. Lett. 1992, 17, 363–365. [Google Scholar] [CrossRef] [PubMed]
- Forest, D.; Ganau, P.; Lagrange, B.; Mackowski, J.M.; Michel, C.; Montorio, J.L.; Morgado, N.; Pignard, R.; Pinard, L.; Remillieux, A. coatings on large substrates: Towards an improvement of the mechanical and optical performances. Appl. Opt. 2006, 45, 1436–1438. [Google Scholar]
- Christopher, J.; Francois, Y.S.; Mark, R.G. Influence of microstructure on laser damage threshold of IBS coatings. In 27th Annual Boulder Damage Symposium: Laser-Induced Damage in Optical Materials: 1995, Proceedings of Laser-Induced Damage in Optical Materials: 1995, Boulder, CO, USA, 30 October–1 November 1995; Bennett, H.E., Guenther, A.H., Kozlowski, M.R., Newnam, B.E., Soileau, M.J., Eds.; SPIE: Bellingham, WA, USA, 1996; pp. 351–360. [Google Scholar]
- Sheehana, L.M.; von Gunten, M.K.; Bevis, R.P.; Smith, D.J. The advantages of evaporation of Hafnium in a reactive environment to manufacture high damage threshold multilayer coating by electron-beam deposition. In Advances in Optical Interference Coatings, Proceedings of Optical Systems Design and Production, Berlin, Germany, 26–29 May 1999; Amra, C., Macleod, H.A., Eds.; SPIE: Bellingham, WA, USA, 1999; pp. 318–324. [Google Scholar]
- Ehlers, H.; Lappshies, M.; Ristau, D. Ion assisted deposition processes for precision and laser optics. In Advances in Optical Thin Films, Proceedings of Optical Systems Design, St. Etienne, France, 30 September–3 October 2003; Amra, C., Kaiser, N., Macleod, H.A., Eds.; SPIE: Bellingham, WA, USA, 2004; pp. 519–528. [Google Scholar]
- Ehlers, H.; Becker, K.; Beckmann, R.; Beermann, N.; Brauneck, U.; Fuhrberg, P.; Gaebler, D.; Jakobs, S.; Kaiser, N.; Kennedy, M.; et al. Ion Assisted Deposition Processes: Industrial Network IntIon. In Advances in Optical Thin Films, Proceedings of Optical Systems Design, St. Etienne, France, 30 September–3 October 2003; Amra, C., Kaiser, N., Macleod, H.A., Eds.; SPIE: Bellingham, WA, USA, 2004; pp. 646–656. [Google Scholar]
- Cho, H.-J.; Shin, M.-J.; Lee, J.-C. Effects of substrate and deposition method onto the mirror scattering. Appl. Opt. 2006, 45, 1440–1446. [Google Scholar] [CrossRef] [PubMed]
- Stolz, C.J.; Wolfe, J.E.; Mirkarimi, P.B.; Folta, J.A.; Adams, J.J.; Menor, M.G.; Teslich, N.E.; Soufli, R.; Menoni, C.S.; Patel, D. Defect insensitive 100 J/cm2 multilayer mirror coating process. In Laser-Induced Damage in Optical Materials: 2013, Proceedings of SPIE Laser Damage, Boulder, CO, USA, 23–26 September 2013; Ristau, D., Ed.; SPIE: Bellingham, WA, USA, 2013; p. 888502. [Google Scholar]
- Ai, W.; Xiong, S. Investigation of laser-induced damage threshold of hafnia/silica high reflectors at 1064 nm. In Pacific Rim Laser Damage 2011: Optical Materials for High Power Lasers, Proceedings of Pacific Rim Laser Damage Symposium: Optical Materials for High Power Lasers, Shanghai, China, 6–9 November 2011; Shao, J., Ed.; SPIE: Bellingham, WA, USA, 2012; p. 82060G. [Google Scholar]
- Macleod, H.A. Basic theory. In Thin-Film Optical Filters; Institute of Physics Publishing: London, UK, 2010; pp. 40–42. [Google Scholar]
- Dana, Z.; Anderson, J.C.; Carl, S.M. Mirror reflectometer based on optical cavity decay time. Appl. Opt. 1984, 23, 1238–1245. [Google Scholar]
- Virgil, S. High-precision reflectivity measurement technique for low-loss laser mirrors. Appl. Opt. 1977, 16, 1238–1245. [Google Scholar]
- Boccara, A.C.; Fournier, D.; Badoz, J. Thermo-optical spectroscopy: Detection by the “mirage effect”. Appl. Phys. Lett. 1980, 36, 130–132. [Google Scholar] [CrossRef]
- Macleod, H.A. Multilayer high-reflectance coatings. In Thin-Film Optical Filters; Institute of Physics Publishing: London, UK, 2010; pp. 204–208. [Google Scholar]
- Stolz, C.J.; Taylor, J.R. Damage threshold study of ion beam sputtered coating for a visible high-repetition laser at LLNL. In 24th Annual Boulder Damage Symposium Proceedings—Laser-Induced Damage in Optical Materials: 1992, Proceedings of Optical Materials For High Power Lasers, Boulder, CO, USA, 28–30 September 1992; Bennett, H.E., Chase, L.L., Guenther, A.H., Newnam, B.E., Soileau, M.J., Eds.; SPIE: Bellingham, WA, USA, 1992; pp. 182–190. [Google Scholar]
- Pearson, D.I.; Pochon, S.; Cooke, M. Pearson, Sebastien Pochon, Mike Cooke. Contamination control in ion beam sputter-deposited films. In Nanoengineering: Fabrication, Properties, Optics, and Devices X, Proceedings of SPIE NanoScience + Engineering, San Diego, CA, USA, 25–29 August 2013; Campo, E.M., Dobisz, E.A., Eldada, L.A., Eds.; SPIE: Bellingham, WA, USA, 2004; p. 88161K. [Google Scholar]
- Yoon, S.G.; Kim, Y.T.; Kim, H.K. Comparison of residual stress and optical properties in Ta2O5 thin films deposited by single and dual ion beam puttering. Mater. Sci. Eng. B 2005, 118, 234–237. [Google Scholar] [CrossRef]




© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, S.; Li, G.; Wang, F.; Lv, Q.; Sun, L.; Jin, Y. Study on the Properties of 1319 nm Ultra-High Reflector Deposited by Electron Beam Evaporation Assisted by an Energetic RF Ion Source. Coatings 2018, 8, 74. https://doi.org/10.3390/coatings8020074
Deng S, Li G, Wang F, Lv Q, Sun L, Jin Y. Study on the Properties of 1319 nm Ultra-High Reflector Deposited by Electron Beam Evaporation Assisted by an Energetic RF Ion Source. Coatings. 2018; 8(2):74. https://doi.org/10.3390/coatings8020074
Chicago/Turabian StyleDeng, Songwen, Gang Li, Feng Wang, Qipeng Lv, Long Sun, and Yuqi Jin. 2018. "Study on the Properties of 1319 nm Ultra-High Reflector Deposited by Electron Beam Evaporation Assisted by an Energetic RF Ion Source" Coatings 8, no. 2: 74. https://doi.org/10.3390/coatings8020074