
Bio-Based Coatings for Paper Applications

1
Freiburg Institute for Advanced Studies (FRIAS), Chair for Bio-based Materials Engineering, Faculty for Environment and Natural Resources, University of Freiburg, Werthmannstrasse 6, Freiburg 79085, Germany
2
Hermann Staudinger Graduate School, University of Freiburg, Hebelstrasse 27, Freiburg 79104, Germany
*
Author to whom correspondence should be addressed.
†
These authors contributed equally to this work.
Coatings 2015, 5(4), 887-930; https://doi.org/10.3390/coatings5040887
Submission received: 4 September 2015
/
Accepted: 18 November 2015
/
Published: 20 November 2015
(This article belongs to the Special Issue Coatings and Sustainability)
Abstract
:The barrier resistance and wettability of papers are commonly controlled by the application of petroleum-based derivatives such as polyethylene, waxes and/or fluor- derivatives as coating. While surface hydrophobicity is improved by employing these polymers, they have become disfavored due to limitations in fossil-oil resources, poor recyclability, and environmental concerns on generated waste with lack of biodegradation. Alternatively, biopolymers including polysaccharides, proteins, lipids and polyesters can be used to formulate new pathways for fully bio-based paper coatings. However, difficulties in processing of most biopolymers may arise due to hydrophilicity, crystallization behavior, brittleness or melt instabilities that hinder a full exploitation at industrial scale. Therefore, blending with other biopolymers, plasticizers and compatibilizers is advantageous to improve the coating performance. In this paper, an overview of barrier properties and processing of bio-based polymers and their composites as paper coating will be discussed. In particular, recent technical advances in nanotechnological routes for bio-based nano- composite coatings will be summarized, including the use of biopolymer nanoparticles, or nanofillers such as nanoclay and nanocellulose. The combination of biopolymers along with surface modification of nanofillers can be used to create hierarchical structures that enhance hydrophobicity, complete barrier protection and functionalities of coated papers.
1. Introduction
Paper is an excellent material for various applications such as packaging, printing/writing, microfluidic, and household products due to its biodegradability, lightweight, good mechanical properties, and recyclability. However, the hydrophilicity and porosity of the substrate may impose challenges to control and fully understand the adsorption and transport of water, gases, and oils, in particular for packaging purposes. The control over wetting and barrier properties (i.e., the transport of moisture and gases) is highly relevant in order to retain the shape and mechanical properties of the package by limiting the fiber swelling and quality loss of packed goods. These functionalities can be achieved by internal sizing or further treatment of paper with external barrier coatings.
Nowadays, the barrier coatings for paper are typically based on fossil-oil or synthetic polymers that dominate the current market due to low-cost and easy availability. These polymers include polyolefins (polyethylene), waxes, ethylene vinyl alcohol (EVOH), polyvinylidene chloride (PVDC) that provide a significant barrier against water and oxygen permeation for food packaging materials. However, they are disfavored by limitations in fossil-oil reserves, poor recyclability of coated papers, and lack of biodegradation, which aggravate the environmental and economic concerns. From a sustainable point of view, this has augmented the interest in alternative biopolymer films and coatings with similar properties.
Biopolymers as barrier coatings for paper applications have the potential to replace current synthetic coating materials. They are based on renewable resources and offer numerous favorable environmental advantages such as biodegradability, better recyclability, non-toxicity and biocompatibility, compared to the conventional synthetic polymers. The good barrier performance of separate biopolymer films for packaging applications has been documented in some reviews [1,2]. Several biopolymers have already been used as coatings for paper and paperboard, such as polysaccharides (starch and cellulose derivatives, chitosan, and alginates), proteins (casein, whey, collagen, soya, and gluten), lipids (bees and carnauba wax, and free fatty acids) and polyesters (polyhydroxyalkanoates (PHA) and polylactic acid (PLA)) [3,4]. As many bio-based polymers are hydrophilic, however, their gas barrier properties and mechanical properties strongly depend on the ambient humidity, which may reduce their performance as packaging material in comparison to synthetic polymers. Moreover, their molecular weight, rheological properties and physical material characteristics such as time-dependent crystallization behavior may cause problems and need alterations in the processing routes. Therefore, bio-based polymers should be blended with other polymer matrices or micro- to nanoscale fillers to improve their performance in terms of hydrophobicity and processing.
The application of nanotechnology has been introduced in some domains of papermaking science, and has further potential to improve the behavior of biopolymers and add new functionalities to paper coatings. The use of nanoscale fillers in paper coatings nowadays mainly focuses on the use of inorganic pigments [5], minerals [6], ceramics [7], while bio-based nanofillers such as nanocellulose [8] and nanoclays [9] were more recently considered. Several interesting functionalities attained by employing nanomaterials include, antimicrobial paper [10], microfluidic paper devices [11], bioactive papers for drug delivery [12], flame-retardant papers or self-healing properties for cotton fabric [13]. However, the compounding of bio-based nanocomposite coatings is frequently hindered by a homogeneous dispersion of the fillers within the matrix and (mass-) production by fast and cheap processing of nanocomposite coatings remains limited, as it is often done by casting rather than continuous processing. While the use of dispersing agents may enhance the distribution of nanofillers within a polymer matrix, they should be adequately removed as they may adversely affect the final coating properties. Otherwise, novel chemical strategies for interface compatibilization and surface modification of the nanofillers are most critical for better mixing and compatibility [14]: many of them are based on traditional chemical surface modification using organic solvents and encounter limitations of polymer growth through steric hindrance, high viscosity and disability for full characterization of the polymer species. Therefore, more ecological and sustainable methods should be further implemented in respect with coated papers.
In this review, we aim to outline the current performance in terms of barrier properties and indicate the further potentials for biopolymers and their nanocomposites applied as a paper coating. While there is ample data available on the use of biopolymers as packaging materials, this paper will only focus on the properties and applicability in combination with paper substrates from a materials engineering point of view. In particular, some recent nanotechnological advancements in the formulation of fully bio-based nanocomposite coatings will be discussed by using the combination of biopolymers and bio-based nanofillers to achieve specific barrier functionalities.
2. State of Art and Scope of Nanotechnology in Bio-Based Paper Coatings
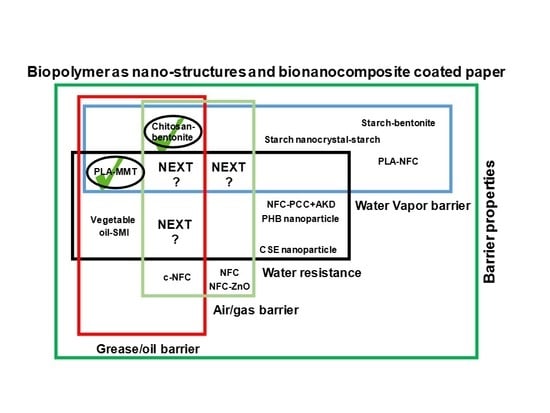
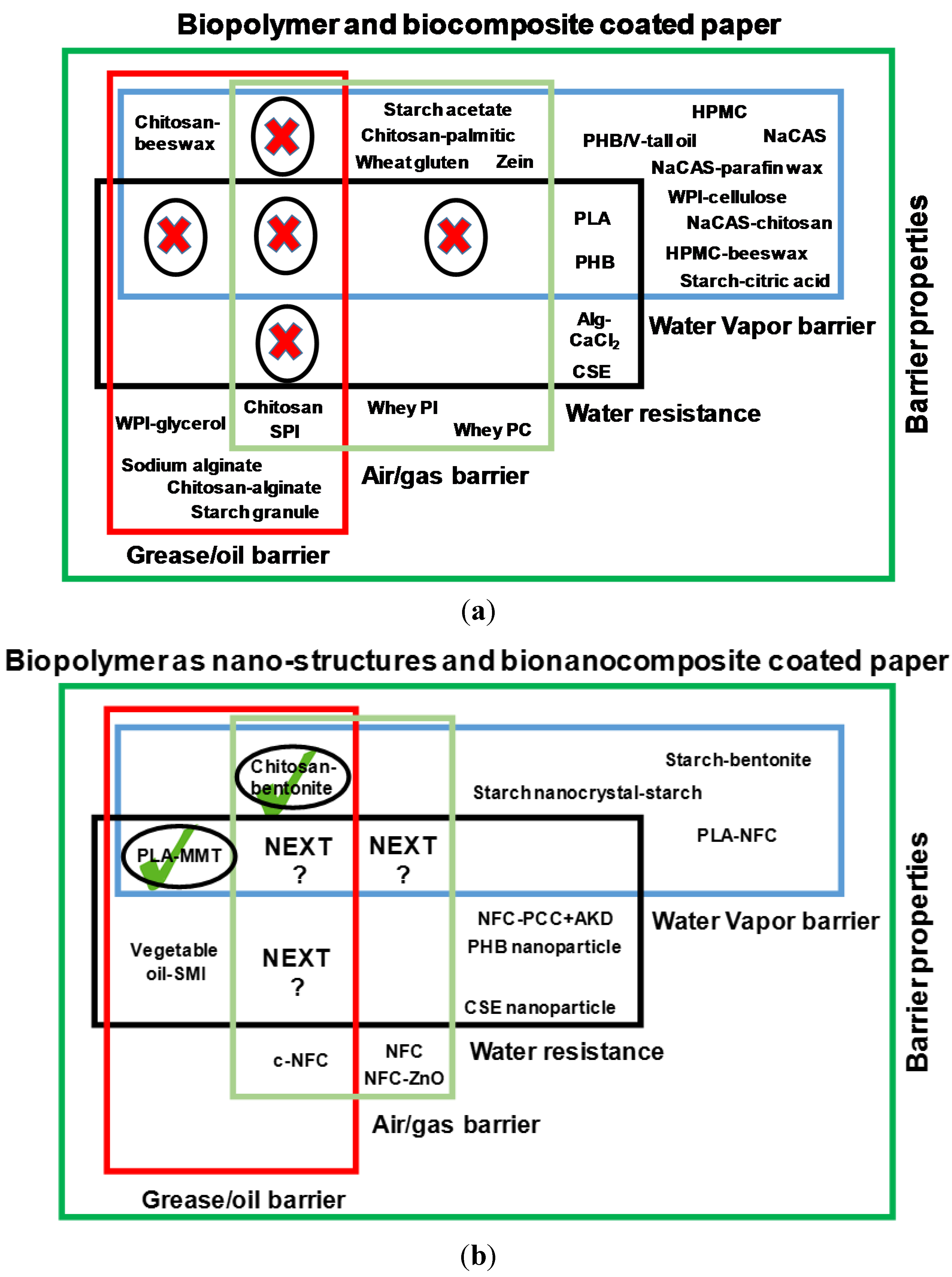
A packaging material should have the necessary barrier properties against water, water vapor, gases/air and grease/oils depending on the end use application, with the aim to protect the material from ambient environment or prevent the loss of flavors, fragrance, and moisture from food products. Any single material layer used in the packaging is able to provide a barrier against water, or water vapor, or gas, or grease, or combinations of maximum two or three properties, but it rarely provides full protection against all four properties. Therefore, combinations with other materials in multi-layer packaging or coatings are applied: e.g., to achieve the excellent barrier against oxygen/gases, paper is usually coated with ethyl vinyl alcohol (EVOH), but due to its hydrophilic character an additional layer of polyolefins is used to provide a barrier against water. Similarly, as a green alternative for conventional polymers, biopolymers are used as packaging material, but are mostly blended with other biopolymers to form biocomposites with improved barrier properties. An overview of biopolymers and biocomposites used to date as a barrier coating on packaging papers is given in Figure 1a, by considering their potential and intrinsic properties based on the work done in literature and detailed further on in this review. As schematically represented by the different boxes from the figure, most biopolymers and biocomposites coatings on paper only fulfill barrier resistance against a single substance, while few materials share the common area between two boxes and provide combined barrier properties. However, no biopolymer or biocomposite coating was found to share three or four barrier properties at the same time. It seems that the utilization of biopolymers or biocomposites as paper coatings reached a saturated state with less chances of advancement due to the problems in processing and performance, and hence new technical ways must be devised to further move towards bio-based polymers with improved properties.
Figure 1.
Present state of art for using various biopolymers and their blends as barrier coatings over papers, (a) biopolymers and biocomposite coatings; (b) bio-based nanocomposite coatings. WPI: Whey protein isolate; WPC: Whey protein concentrate; SPI: Soy protein isolate; HPMC: Hydroxypropymethyl cellulose; NaCAS: Sodium caseinate; Alg: Alginate; CSE: Cellulose stearoyl ester; PLA: Polylactic acid; PHB/V: Polyhydroxybutyrate/valerate; MMT: Montmorillonite; c-NFC: Carboxymethylated nanofibrillated cellulose; PCC: Precipitated calcium carbonate; AKD: Alkyl kitene dimer; SMI: Poly(styrene-co-maleimide).
Figure 1.
Present state of art for using various biopolymers and their blends as barrier coatings over papers, (a) biopolymers and biocomposite coatings; (b) bio-based nanocomposite coatings. WPI: Whey protein isolate; WPC: Whey protein concentrate; SPI: Soy protein isolate; HPMC: Hydroxypropymethyl cellulose; NaCAS: Sodium caseinate; Alg: Alginate; CSE: Cellulose stearoyl ester; PLA: Polylactic acid; PHB/V: Polyhydroxybutyrate/valerate; MMT: Montmorillonite; c-NFC: Carboxymethylated nanofibrillated cellulose; PCC: Precipitated calcium carbonate; AKD: Alkyl kitene dimer; SMI: Poly(styrene-co-maleimide).
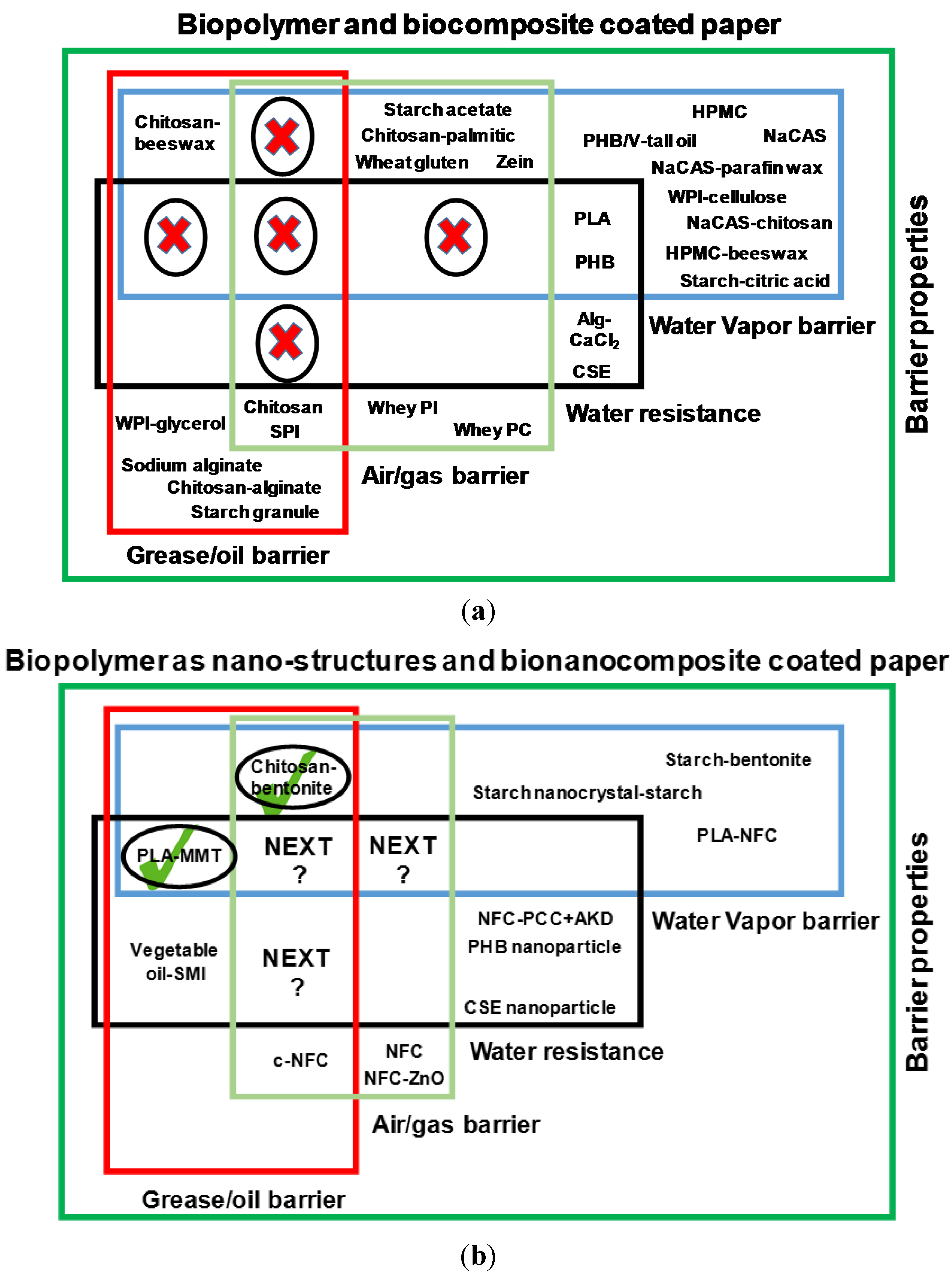
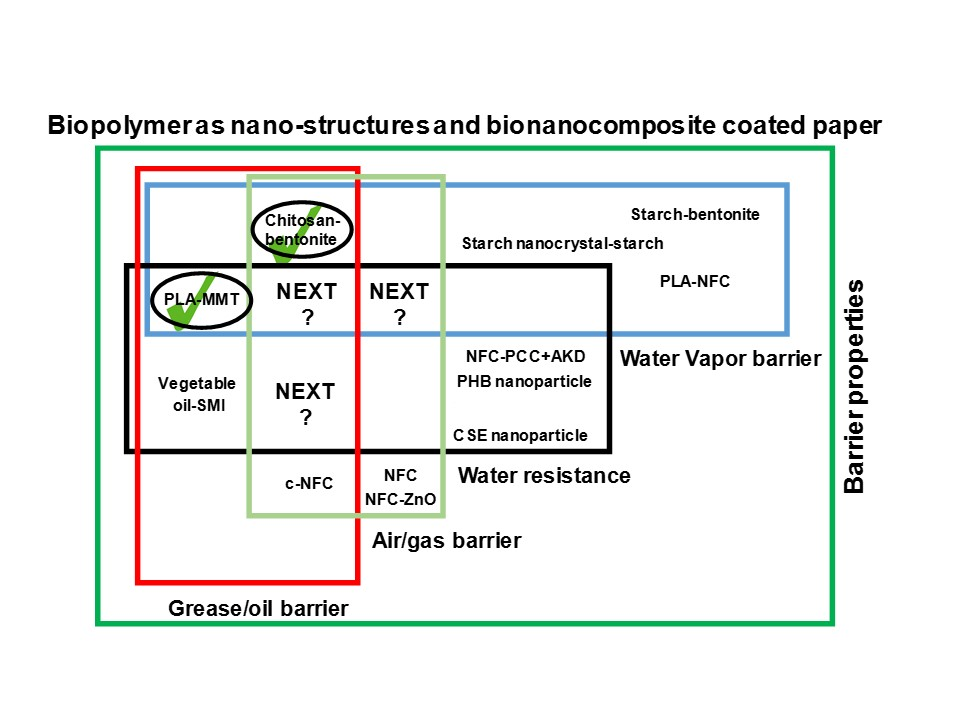
Nanotechnology could open up the gates for further developments towards the utilization of biopolymers as barrier coatings. For example, biopolymers can applied either as the nanoparticles over paper to improve water resistance or incorporated with nanoscale additives such as nanocellulose, nanoclays, inorganic and organic nanoparticles to enhance the barrier against water vapor, gas, or grease. An overview of biopolymer nanoparticles and bionanocomposites used to date as a barrier coating for papers are shown in Figure 1b. At one glance from the boxes in the figure, novel bionanocomposites are able to provide a new and unique combination of barrier properties for coated papers after exploiting nanotechnology. This clearly reveals the potential of nanotechnology to provide multiple barrier properties to coatings, which could not be achieved before. The introduction of platy-like nanoclays in paper coatings was mainly attractive to create an additional barrier against water vapor (e.g., chitosan-bentonite), or introducing grease resistance when surface-modified (e.g., PLA-montmorillonite). In addition, the water resistance of coated papers can be improved by the application of nanoparticle deposition. For example, superhydrophobic papers resulted when coated with PHB and cellulose stearoyl ester (CSE) nanoparticles by nanoprecipitation. Inorganic and organic nanoparticles can also be integrated with the biopolymers as precipitated calcium carbonate (PCC) and poly(styrene-co-maleimide) with encapsulated vegetable oils (SMI/oil) to contribute further in the barrier against water and oil. The bionanocomposite paper coatings have also been realized, where biopolymers such as chitosan, starch, PHB and PLA were associated with nanoclays and nanocellulose fillers. As such, nanotechnology is able to bring additional water resistance to biopolymers and bionanocomposite coatings, which would benefit further to maintain the existing water vapor and gas permeability of composites and not deteriorate them in presence of high relative humidity or with direct water contact. The nanocellulose components in form of micro- and nanofibrillated cellulose (NFC/MFC) or cellulose nanocrystals (CNC) also allow to provide specific gas and oil barrier properties in addition to good mechanical properties when used in native form (e.g., carboxymethylated NFC or c-NFC) added as a bio-based filler in the biopolymer matrix (e.g., PLA-NFC). Moreover, the fillers can also solve the processing and performance problems of few industrially viable biopolymers such as PHB and PLA, by improving the melt instability, crystallinity, brittleness and mechanical properties. As such, nanotechnology also enables the better valorization of resources in the pulp and paper industry, as the nanocellulose can be produced from recovered material fractions from generated wastewaters. In general, many of the nanofillers are efficient at low added concentrations: therefore, nanotechnology could also reduce the overall cost associated with paper coating by better utilizing the resources and need for less material to achieve the same end user properties. Due to its demonstrated potential, the introduction of nanotechnology for paper coatings has been studied in latest decade and will definitely define the scope for bio-based paper coatings in future.
3. Processing of Biopolymers for Paper Coatings
Biopolymers can be applied as a coating over paper and paperboard by several techniques such as extrusion, dispersion coating and solvent coating. In theory, any thermoplastic polymers can be extruded and applied as a paper coating; however, polymers lacking thermoplastic behavior—especially for non-thermoplastic biopolymers such as polysaccharides, proteins and lipids—can also be applied as a coating by either dissolving the polymer in a compatible solvent (i.e., solvent coating), or dispersing the polymer in solvent (i.e., dispersion coating). The latter methods can also be used for thermoplastic polymers having difficulties in processing via extrusion.
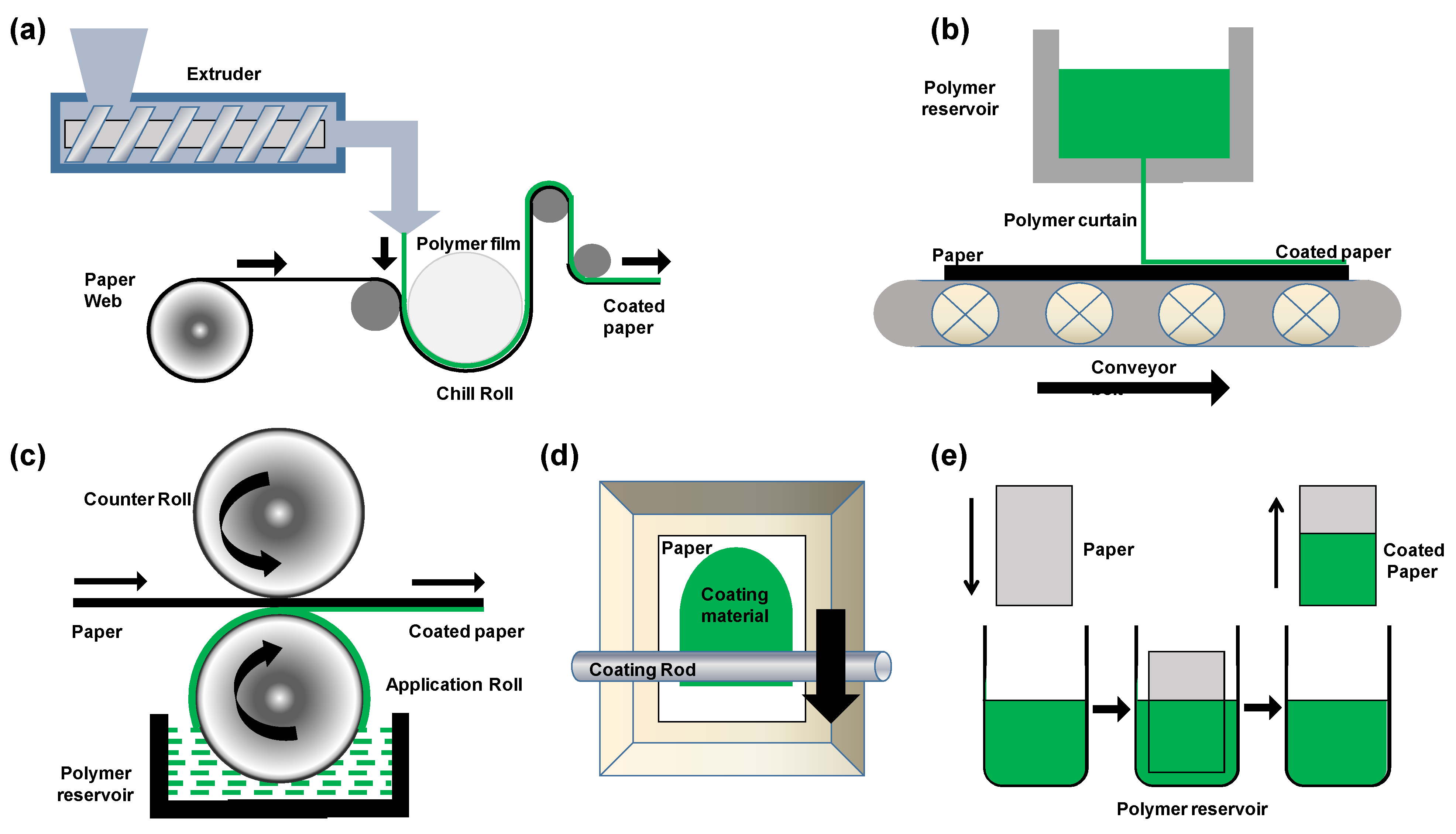
Extrusion (Figure 2a) is the most established technique for applying paper coatings and practiced industrially due to several advantages such as, continuous processing, providing uniform coating, minimal chances of pinholes and cracks, and solvent-free application. However, the extrusion coating also suffers some limitations, such as: need for high coat weight to achieve the required properties, melt instability of the polymer, and other material-related factors that sometimes limit the coating speed and coating efficiency. As such, native thermoplastic biopolymers such as PHB and PLA have hardly been applied on industrial scale, but can only be used after some modifications in the biopolymer bulk to improve their processing [15,16]. One of the major drawbacks of processing PHB and PLA is their tendency to undergo thermal degradation above their melting temperatures and consequently poor melt stability. Several modifications routes have been followed to improve the melt stability of PHB and PLA such as, blending with plasticizers [17], additives, other thermally stable polymers, or through chemical modification of the polymer backbone by incorporating copolymers [18]. However, despite these modifications, there are still further needs to improve other properties like water vapor and gas permeability, flexibility, and compatibility with natural fibers as reinforcement.
Figure 2.
Different coating processes for paper applications, (a) extrusion coating; (b) curtain coating; (c) size press coating; (d) bar coating; and (e) dip coating.
Figure 2.
Different coating processes for paper applications, (a) extrusion coating; (b) curtain coating; (c) size press coating; (d) bar coating; and (e) dip coating.
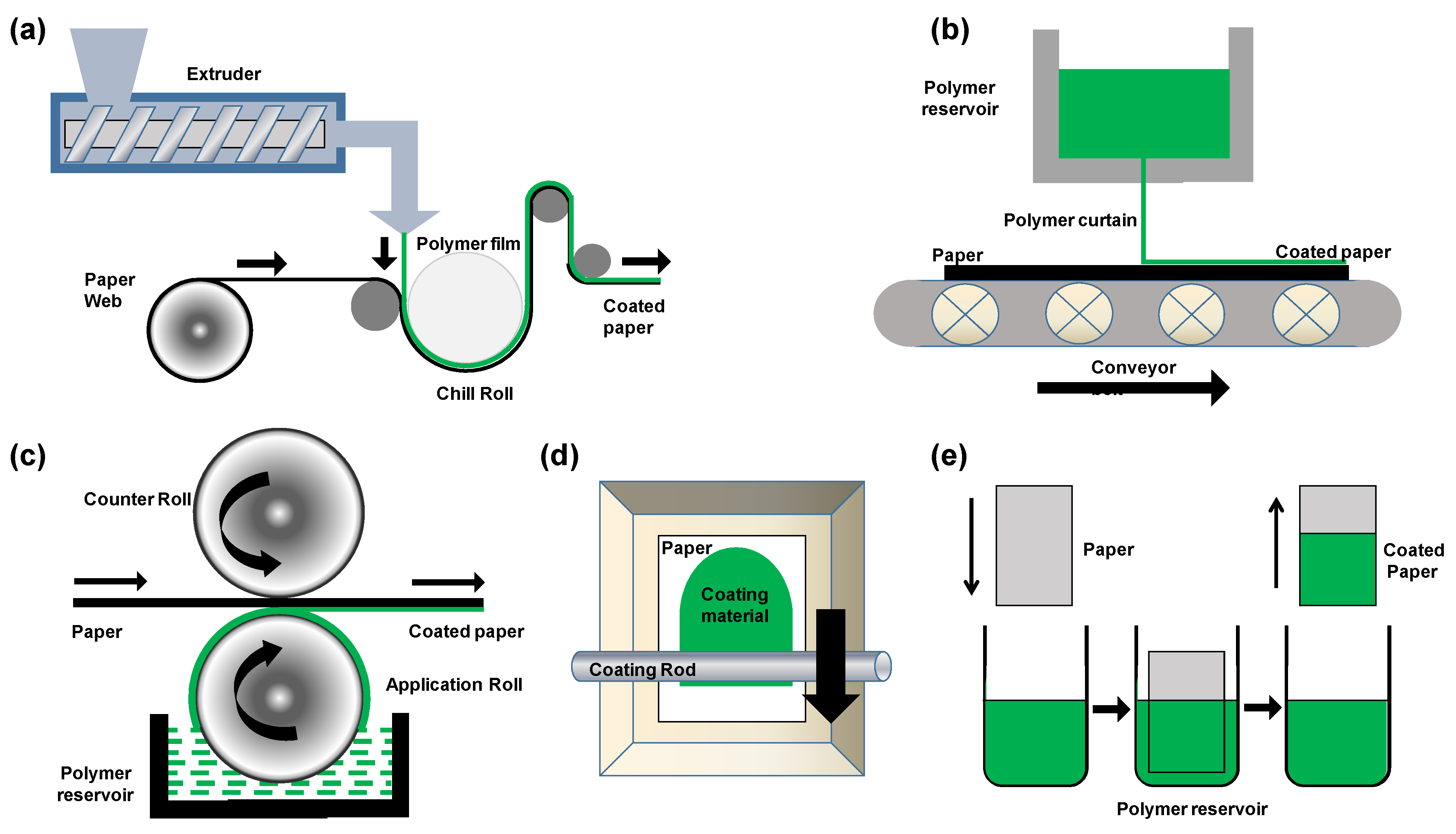
Dispersion and solvent-based coating methods have the advantage of using low coat weights (around 10 g/m2) to achieve the necessary barrier properties, but sometimes two layers are required to eliminate the surface pinholes and achieve a sufficient water vapor barrier. However, the use of a liquid medium may impose restrictions on both biopolymers and base substrates that are chemically or physically sensitive. In addition, the post-processing of the coating including evaporation and drying, is energy-intensive process and limits the industrial application due to additional costs. Usually, dispersion and solvent-based coatings can be applied to a fibrous substrate by several techniques such as, surface sizing, curtain coating, bar or rod coating and dip coating (Figure 2b–e). Recently, converters are showing interest in a new technique known as curtain coating (Figure 2b) where a uniform high coat weight is applied and found sufficient to cover the entire surface with better gas and water vapor barrier properties [19]. Surface sizing by using a so-called size press (Figure 2c) is one of the industrially mostly used methods for applying an aqueous coating to a paper [20], where the solid content of the coating slurry is kept low (less than 10%) in order to process the slurry at allowable viscosity. However, due to limitations of the solid content, more often the coating is not able to cover the paper surface completely and does not provide the required barrier properties. In contrast, the bar or rod coating technique (Figure 2d) provides a better control over the thickness of the coating layer, but can only be confined up to laboratory or pilot scale. Dip coating (Figure 2e) is considered as a facile method of applying an aqueous coating slurry over the paper and quick testing of the coating performance can be determined, however, it is difficult to control the coating thickness and hence always find practical application in the laboratory.
The final surface morphology and hence resulting surface properties after coating finishing are highly determined by the application method.
A comparison of literature data for different biopolymer types coated on papers and paperboards is given in Table 1, in terms of their barrier properties (WVTR and OTR), substrate used, coating techniques, coat weight and function of coating. However, some values of WVTR and OTR could not be recalculated in order to have similar units due to different methods of calculation used by different researchers and lack of data for recalculation. As concluded from the table, very few thermoplastic biopolymers such as PLA, PHB and wheat gluten have been applied by extrusion and hence are industrially viable to process at large scale. The other biopolymers lacking thermoplastic ability are mainly applied as solvent or dispersion coating. As such, bar coating is most frequently used as the main coating technique for applying these biopolymers and favorably employed in laboratories. The thermoplastic polymers such as PLA when coated by extrusion or by solvent coating demand high coat weight to achieve the necessary barrier properties while other biopolymers applied from solvent or dispersion required very less coat weight and were sufficient to achieve good barrier properties.
4. Intrinsic Properties for Biopolymer Packaging Materials
Generally, a packaging material must provide protection, stability, easy handling and transportation to the packed good. Specifically for food packaging, a good packaging material must be designed by considering the appropriate level of barrier protection required for a particular food (moist or dry). For example, moisture uptake in packaging of dry products can result into losing the crispiness of the product while moisture loss from moist product leads to shriveling and hence in both cases result into loss of food quality. In addition, packaging materials should provide a sufficient barrier against gases (oxygen, carbon dioxide and nitrogen), fat/oil, and aromas to prolong the shelf life of packed food and prevent the loss of vitamins, flavors and colors.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Literature data on water vapor transmission rate (WVTR), oxygen transmission rate (OTR), and function of coating for some barrier coated substrate.
| Biopolymers | Substrate | Application | Function | Coat wt (g/m2) | WVTR | OTR | Ref. |
|---|---|---|---|---|---|---|---|
| Starch-Citric acid | Paper, 70 | Bench coater and wire wound bar | Water vapor barrier | 15–18 | 16–41 g/(m2·24 h) | – | [21] |
| HPMC | Paper, 79.15 | Wire wound bar coater | Water vapor barrier | 3 | 581 g µm/(m2·24 h·kpa) | – | [22] |
| HPMC-beeswax | Paper, 80 | Wet film applicator rod | Water vapor barrier | 3.72 | ~3.7 g mm/(m2·h·kPa) | – | [23] |
| Chitosan | Greaseproof paper | Rod coater | Air, O2, CO2, N2 and grease barrier | 5.2 | – | 0.7–1.8 cm3·mm/(m2·atm·24 h) | [19] |
| Chitosan | Kraft paper, 200 | Wire bar coater | Water vapor barrier, air barrier | 3.5 | 606 g/(m2·24 h) | – | [24] |
| Chitosan-palmitic acid | Kraft paper, 200 | Wire bar coater | Water vapor barrier, air barrier | 5.3 | 553.2 g/(m2·24 h) | – | |
| Chitosan-sodium alginate | Kraft Paper, 40 | Size press | Fat barrier | 5.41%, w/w | – | – | [25] |
| Chitosan-beeswax bilayer | Paper, 76 | Multicoater | Water vapor barrier, grease barrier | 3 wt % | 52.8 g/(m2·24 h) | – | [26] |
| Sodium alginate | Paper | – | Fat barrier | 5 | – | – | [27] |
| Sodium caseinate (NaCAS) | Paper, 96 | Wire bar coater | Water vapor barrier | 18 | 0.14 g mm/(m2·24 h·kPa) | – | [28] |
| NaCAS (12%)-chitosan | Paper, 77.8 | Wire bar coater | Water vapor barrier | 12 | 3.4 g mm/(m2·24 h·kPa) | – | [29] |
| Wheat gluten | Kraft paper, 342 | Compression mold | Oxygen barrier | – | – | 6.8 cm3/(m3·24 h) | [30] |
| Zein | Kraft paper | Spray coating | Water vapor barrier, grease barrier | 10 | 881 g/(m2·24 h) | – | [31] |
| PLA | Paperboard, 180 | Wire bar coating | Water vapor barrier | ~50 | 9.7 g/(m2·24 h) | – | [32] |
| PLA | Paperboard, 165 | Glass rod | Water vapor barrier | 89.80 | 1.31 × 10−10 g m/(m2·s·Pa) | – | [33] |
| PLA | Paperboard, 165 | Thermo-compression | Water vapor barrier | 57.6 | 1.84 × 10−10 g m/(m2·s·Pa) | – | [34] |
| PLA-NFC | Paper, 60 | Solvent casting | Water vapor barrier | 40 | 34.6 g/(m2·24 h) | – | [35] |
| PHB | Paper | Solvent casting | Water vapor barrier | – | ~3.0 × 10−10 g m/(m2·s·Pa) | – | [36] |
| PHB | Paperboard | Compression molding | Water vapor barrier | – | 1.9 × 10−10 g m/(m2·s·Pa) | – | [37] |
| PHBV-0.5%–2% wax | Paper, 70 | Extrusion | Water vapor barrier | ~52 | ~5 g/(m2·24 h) | – | [38] |
| Carboxymethy-lated NFC | Paper | Rod coater | Air barrier, oil barrier | 1.8 | – | – | [39] |
The barrier properties of coated papers can be quantified in terms of standardized measurements. The oxygen permeability is expressed as oxygen transmission rate (OTR) and defined as the amount of oxygen permeating through the material of fixed thickness per unit time and area at particular level of permeant gradient, i.e., the oxygen partial pressure and the humidity gradient at the two sides of the material, according to ASTM D3985-81 or EN STN 77 0333. The water vapor permeability is measured as water vapor transmission rate (WVTR or WVT) as the amount of water that permeates through the material of fixed thickness per unit time and area at particular level of permeant gradient, i.e., the partial pressure of water vapor and the humidity gradient at the two sides of the material, according to TAPPI 448 or ASTM E96. The wettability or surface hydrophobicity can be expressed in terms of either static or dynamic water contact angles. In parallel, water absorption over the test area per unit time can be determined by the Cobb60 method, where a given amount of water is in contact with the paper for a specified time of 60 seconds and weight differences are compared, according to ISO 535.
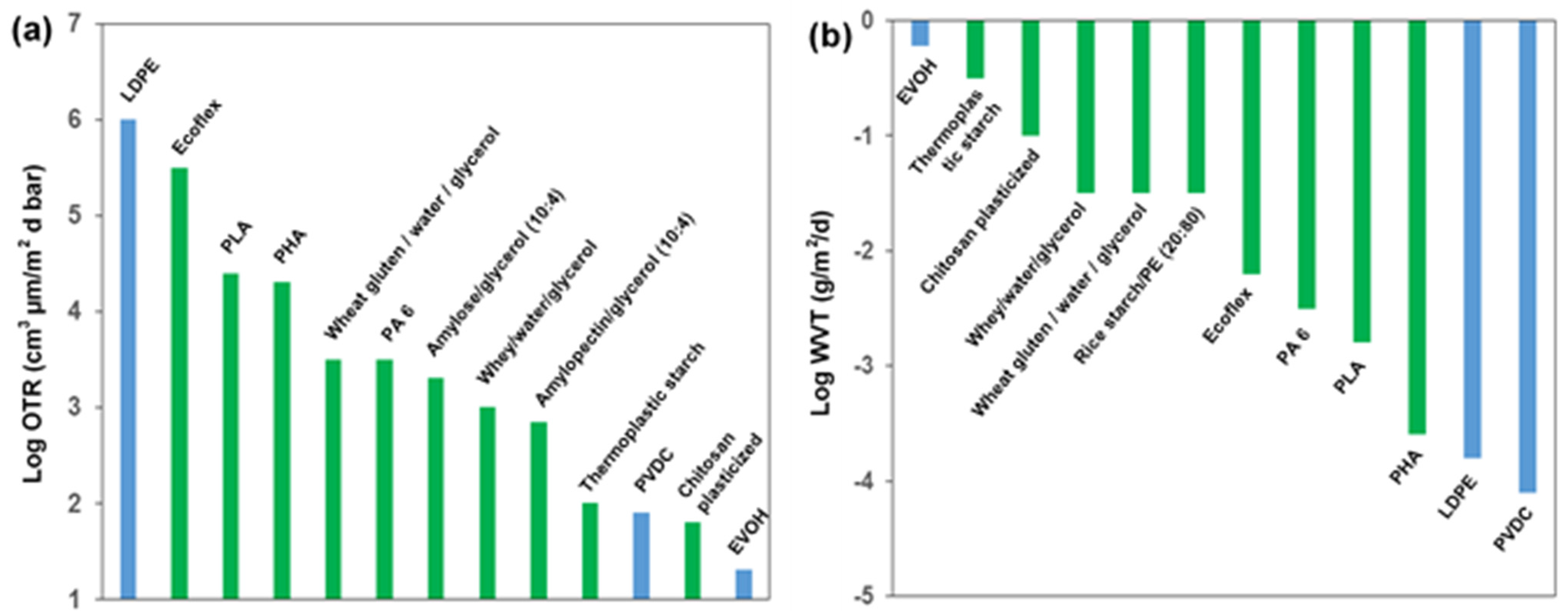
A classification of bio-based polymers relatively to synthetic polymers (as films) with oxygen transmission rate (Figure 3a) and water vapor transmission rate (Figure 3b) shows the differences in performance: (i) considering OTR, the superior performances of EVOH cannot be directly met by PLA and PHB, while (ii) considering WVT, the performance of PHA becomes close to that of LDPE. In general, PHB shows low permeability for O2, H2O and CO2 and it has better oxygen barrier properties than both PP and PET, better water vapor barrier properties than PP, and fat and odor barrier properties that are sufficient for use in food packaging. To further enhance the barrier properties, the biopolymer film and/or coatings should be associated with additional additives, fillers or sizing agents.
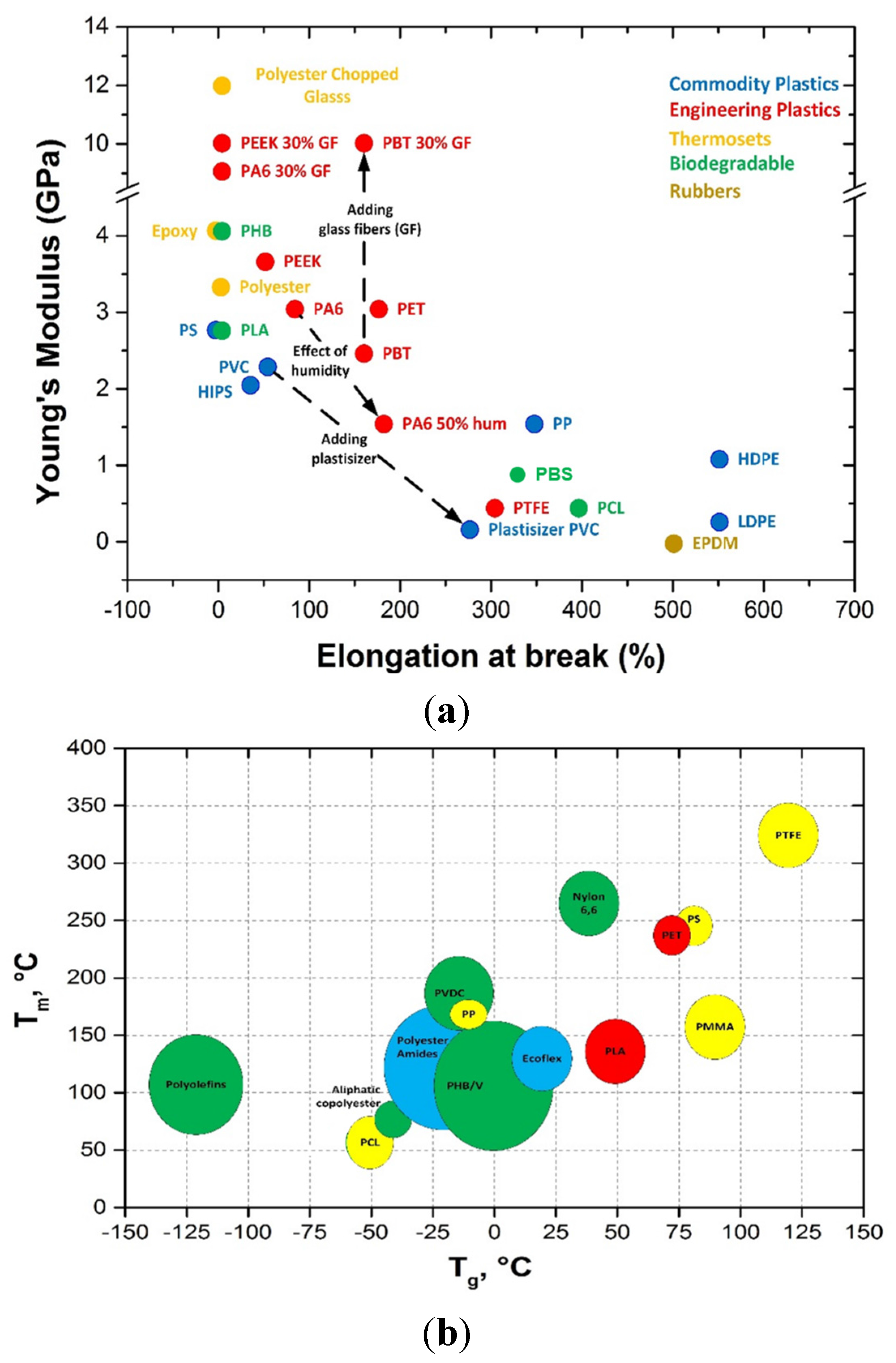
The mechanical properties of biopolymers should be addressed while using them as coating material, as they are significantly different from synthetic polymers, as indicated in Figure 4a. The high stiffness and brittleness of PHB and PLA is a main disadvantage as expressed by the low elongation at break and high Young’s modulus. The main reasons for the mechanical properties lie in the relatively low glass transition temperature Tg (near ambient temperature) and crystallization properties: e.g., PHB has low nucleation density [40,41] resulting in formation of large spherulites. These spherulites contain crazes (network of fine cracks on the surface of a material), and splitting occurs around the center of these crazes, producing a significant structural weak point that has negative influence on the mechanical properties. In addition, the secondary crystallization (conversion of amorphous to crystalline material over time) occurs during storage at room temperature, forming new lamellae in amorphous phase. The brittle properties can cause severe cracking in the coating over time and/or during conversion operations. Therefore, it should be considered how the addition of fillers also affect the mechanical properties by influencing the crystallization behavior by nucleation.
Figure 3.
Barrier properties of bio-based materials versus traditional packaging material based on fossil oil (a) oxygen transmission rate; (b) water vapor transmittance.
Figure 3.
Barrier properties of bio-based materials versus traditional packaging material based on fossil oil (a) oxygen transmission rate; (b) water vapor transmittance.
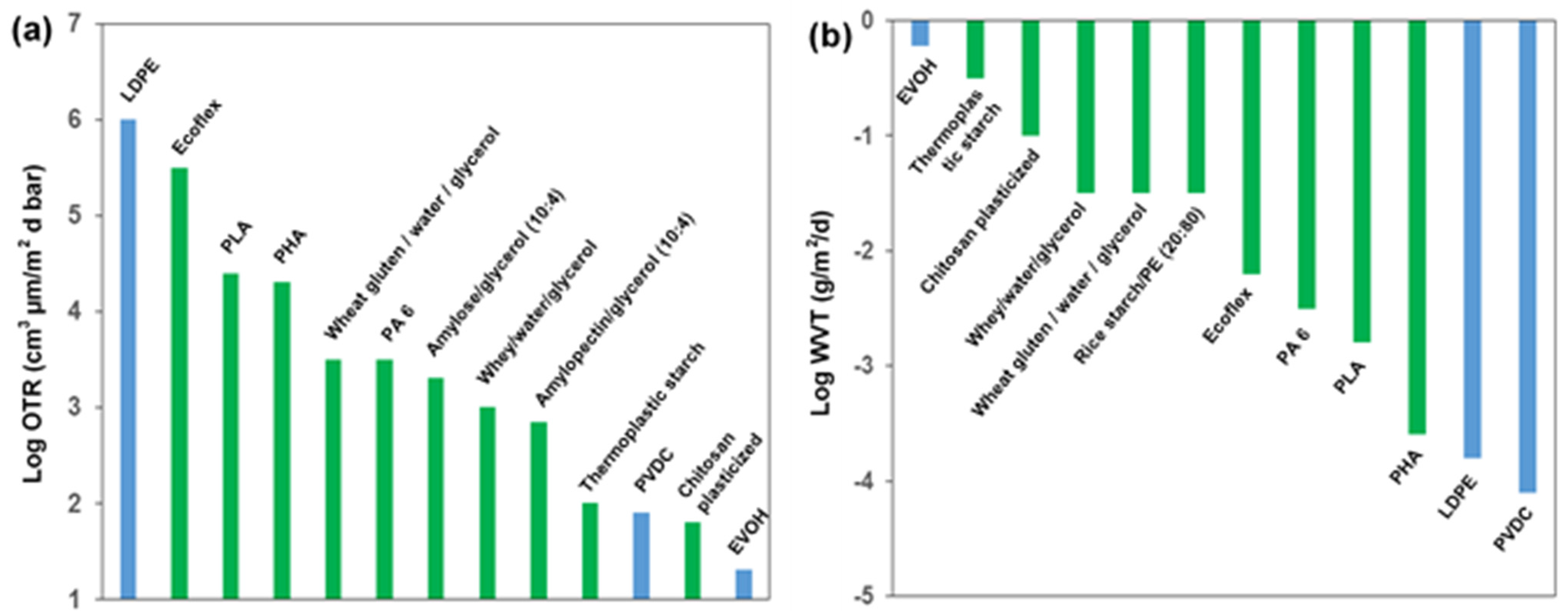
Figure 4.
Intrinsic properties comparing commonly used plastics, engineered plastics, thermosets, bio-based plastics and rubbers, (a) mechanical properties; (b) thermal properties.
Figure 4.
Intrinsic properties comparing commonly used plastics, engineered plastics, thermosets, bio-based plastics and rubbers, (a) mechanical properties; (b) thermal properties.
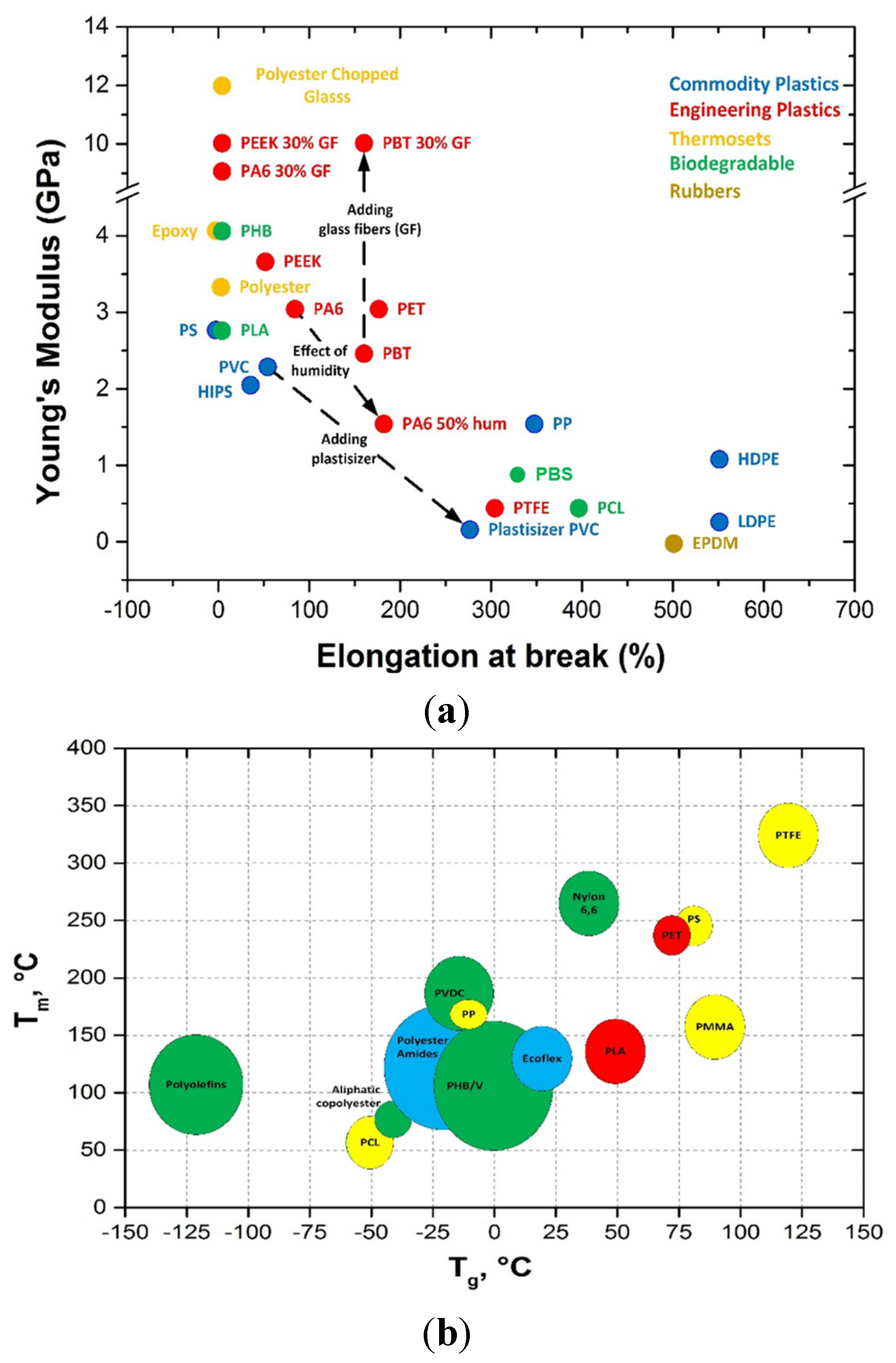
The thermal properties of biopolymers play a crucial role in determining the suitability for processing and application as a coating material. Significant differences are observed in melting temperature Tm and glass transition temperature Tg of biopolymers relatively to petroleum-based polymers, as indicated in Figure 4b. Most common polymers such as PTFE, PET, and PS have excellent thermal stability above their melting temperatures, making them favorable choice for extrusion coating. However, the melt processing at elevated temperatures of biopolymers such as PLA and PHB results into the thermal degradation, mainly due to the random polymeric chains scission. For PHB, poor thermal stability is observed near the melting temperature, which limits its ability for widening the processing temperature window [42]. On the other hand, the low melting temperatures, low melt viscosity and reasonable cohesive strength of PHB favors its heat sealability without the additional requirement of glues. From a polymer physics point of view, it has to be considered that the addition of bio-based fillers to improve the barrier properties will also influence the thermal properties, and mainly the transition temperatures. When well dispersed in the polymer matrix, fillers may provide additional thermal stability to the biopolymer due to the improved interactions between filler and polymer matrix.
5. Biopolymers and Biocomposites for Paper Coatings
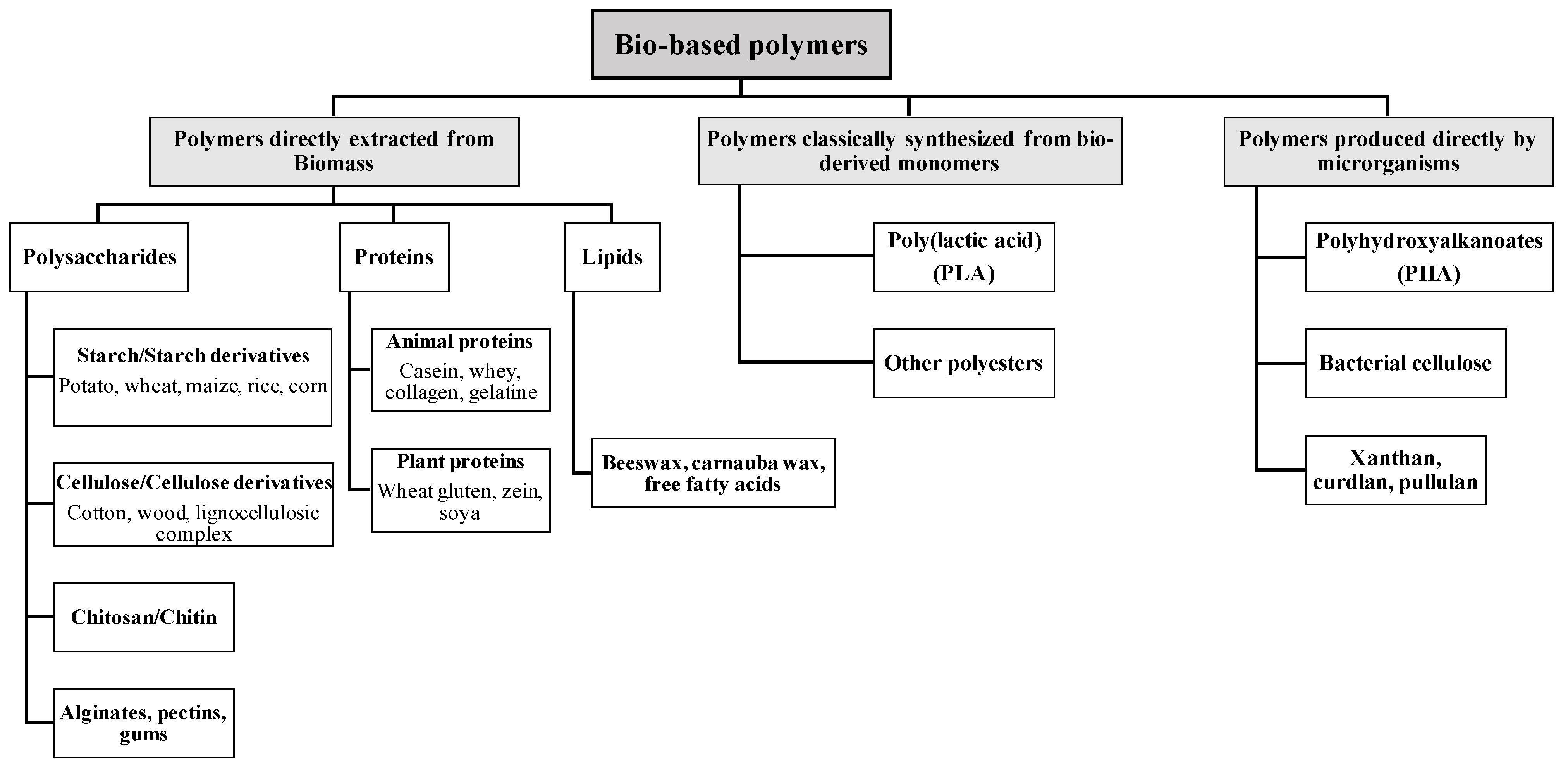
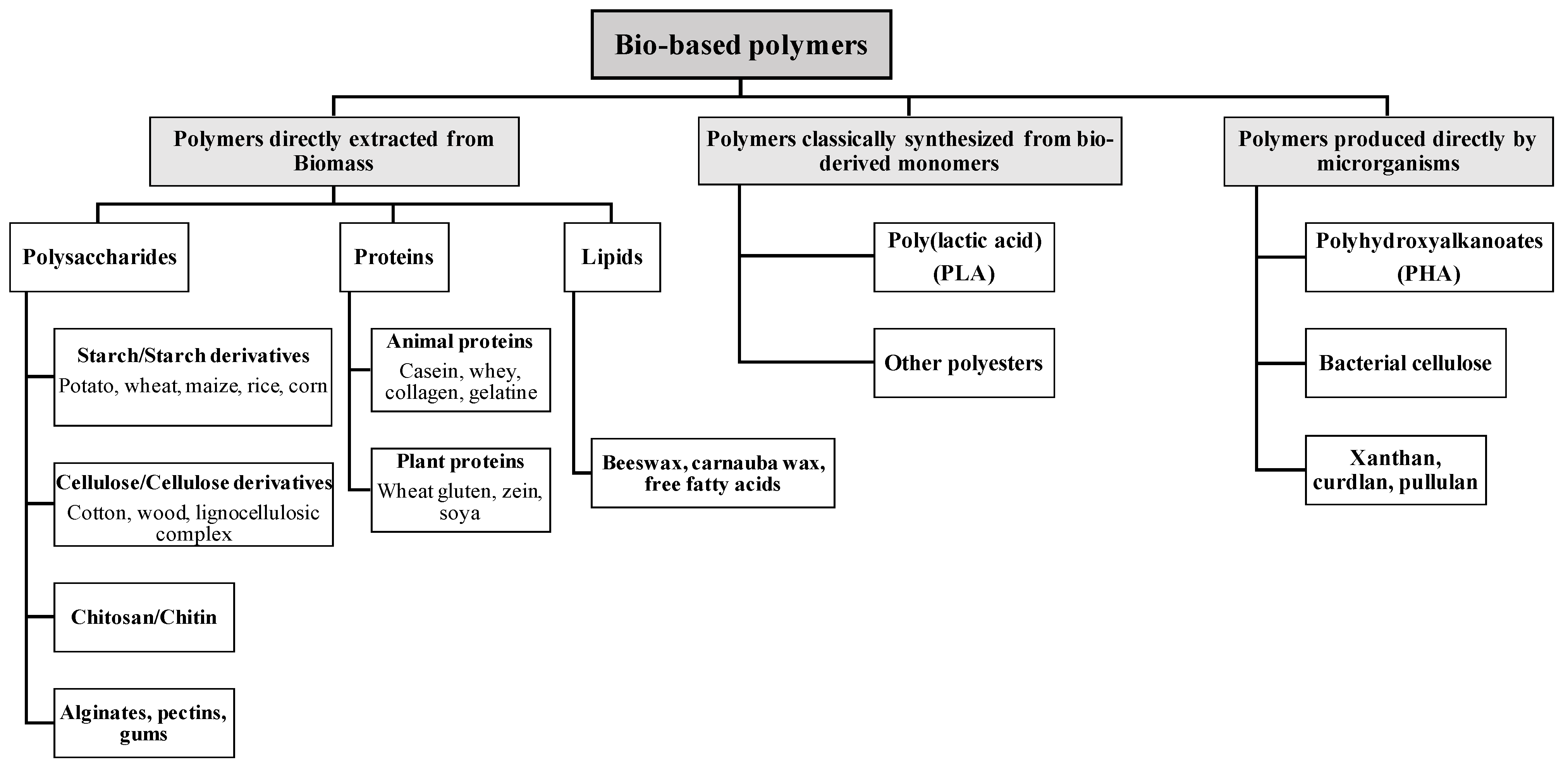
The term “bio” may have several meanings in context to polymers, composites and packaging: (i) it sometimes points to a biodegradable material, while (ii) it can also be designated as the materials originating from renewable resources. In broad context, the biopolymers can be referred as, bio-derived/biodegradable, bio-derived/non-biodegradable, and petroleum-derived/biodegradable. The biopolymers can be classified based on their origin, the method of production, chemical composition, application, etc. According to their origin and method of production, biopolymers are divided into three main categories [43], as schematically summarized in Figure 5. The first category includes biopolymers directly extracted from the biomass (natural materials) such as polysaccharides, proteins, and lipids. The second category consists of polymers classically synthesized from the bio-derived monomers by fermentation of polysaccharides, such as lactic acid for PLA production; other polymers are referred to as “drop-ins” such as bio-polyethylene (BIO-PE) and bio-polyethylene terephthalate (BIO-PET), that are synthesized from natural resources but are not biodegradable. The third category includes polymers that are directly produced and extracted from microorganisms, synthesized intracellularly by most of the bacteria and accumulated under the nutrient stress (e.g., PHA).
In the following paragraphs, biopolymers derived from renewable resources that are biodegradable and have been used as the papers coatings will be discussed, while others are beyond scope. The bio-based polymers or biopolymers are frequently employed as an alternative for fossil-oil polymers and synthetic polymers to formulate the new pathways for bio-based paper and paperboard coatings. Each polymer can specifically provide single or multiple functionality to the paper coating and can be selected depending on the required user properties. In particular, the discussion below will focus on the coating properties of biopolymers in relation to their processing conditions.
Figure 5.
Schematic overview of bio-based polymers based on their origin and method of production.
5.1. Polysaccharide-Based Coatings
Polysaccharides are the most commonly available natural polymers extracted from lignocellulosic feedstock (wood, agricultural plants) or marine animals. They are nontoxic and very much suitable for paper coatings due to their excellent gas, aroma, and lipid barrier properties. However, their hydrophilic nature and somewhat crystalline structure exhibits poor water vapor barrier properties with some processing difficulties in combination with hydrophobic polymer matrixes. Polysaccharides mostly used for paper coatings include starch derivatives, cellulose derivatives, chitosan and alginates.
5.1.1. Starch and Derivatives
Starch is commonly used in paper industry and paper coating, as a widely available and inexpensive agricultural raw material. In native form, it can be used as a sizing agent while after few modifications it can be utilized as a coating agent due to excellent film forming ability. Starch can be commercially extracted from several plant sources such as, corn, potato, tapioca, wheat, and rice.
In general, starch is a natural polymer that serves as the principal carbohydrate storage within several plants like cereals, legumes and tubers. The starch polymer is composed of glucose units joined by glycosidic bonds, consisting of two glucan polymers namely, amylose and amylopectin, at variable ratios depending on the source. Amylose is a linear chain polymer composed of repetitive glucose units linked together by α-1,4-glucosidic bonds, whereas amylopectin is highly branched molecule with braches bound to the main glucose chain by α-1,6-glucosidic bonds. Native starch exists as semi-crystalline granules depending on the relative amount of amylose and amylopectin present. The crystalline structure is formed when the linear amylose and linear segments of amylopectin orient parallel to each other and facilitates the hydrogen bonding [44]. The linear structure of amylose provides more flexibility to the molecule and hence represents the amorphous fraction, while amylopectin is located in the crystalline fraction due to restriction in the movement of highly branched chains [45]. The extreme branching of amylopectin results in obstructions for smooth processing due to high viscosity and therefore, depolymerization of starch is required for further processing. On the contrary, cellulose may offer more flexibility in processing due to lower viscosity, but it may have implications due to its higher crystallinity.
As a packaging material, a starch film does not have adequate mechanical properties (high tensile and flexural strength, high percentage elongation) due to the brittleness of the native material originating from the semi-crystalline nature, but it can be improved by either plasticization [46], blending with other materials [47], modification (chemical, physical, and/or enzymatic) [48,49,50] or combinations [51]. However, when a dispersion of starch granules is impregnated over the paper as a coating agent, it only enhances the surface smoothness, physical strength, oil resistance and optical properties without improving the barrier properties due to the formation of cracks in the coating [48]. In order to use starch as a plastic coating for paper applications, starch is first treated by the action of thermal and mechanical energy in an extruder, resulting into thermoplastic material after melting of the crystalline domains. Plasticizers (e.g., glycerol, sorbitol, etc.) are used in the production of thermoplastic starch, to reduce the intermolecular hydrogen bonds of polymer chains and to provide good stability and flexibility. The use of thermoplastic starch as paper coating requires the control over several factors such as solution viscosity, film formation, and resistance to retrogradation (liquid to gel formation). Usually, the high viscosity of starch solution limits the total allowable solid content to be efficiently used as a paper coating. Therefore, it is required to depolymerize the starch via chemical [50,52] or enzymatic routes [53] before application.
Chemical oxidation of starch is the most common practice employed for paper coatings, involving a reduction in the chain length and molecular weight of oxidized starch, resulting in lower viscosity of the coating solution. A coating with oxidized starch offers the advantage of good film-forming characteristics and minimal retrogradation [50], however, wet-end retention problems occurred during recycling of oxidized starch coated paper because of negatively charged oxidized starch [54]. Alternatively, other modified starch such as acetylated starch, cationic starch, and hydroxypropylated starch have been efficiently used as paper coatings. Starch acetate coatings have been applied [49,55] with significant reductions in the water adsorptivity and WVP (water vapor permeability) of coated kraft paper, along with the improved barrier against gases. The alkali treated potato starch coating (3.5 g/m2) resulted in significant improvement in oil resistant properties of coated paper with no oil penetration [27]. In addition, cross-linking of the starch with citric acid has also been found to enhance the barrier and mechanical properties of the coated papers, depending on the pH and coating process used [21].
Due to the moisture sensitivity of the starch-based coatings, the barrier against water can be further tuned by incorporating hydrophobic groups: the hydrophobicity of cellulose sheets pre-adsorbed by cationic starch can be increased by the retention of hydrophobic lignin from the solution as well-defined individual granules [56]. Hydrophobically modified starch coatings also find the application for improving the hydrophobicity of the sized papers [57,58].
5.1.2. Cellulose and Derivatives
Cellulose is the most abundant biopolymer on earth and consists of linear chains of glucose units linked together by β-1,4-glucosidic bonds. Due to the uniform structure and array of hydroxyl groups it tends to make strong hydrogen bonds with the adjacent cellulose chains resulting into highly ordered crystalline microfibrils and fibers. The cellulosic fibers are the main base material for the production of paper or board in paper industry, but cellulose can also act as a coating material for paper applications. However, it is difficult to use it in native form because of its hydrophilic nature, insolubility in water (poor film-forming) and high crystallinity. To overcome these shortcomings, cellulose derivatives have been produced commercially such as carboxymethyl cellulose (CMC), methyl cellulose (MC), ethyl cellulose, hydroxypropyl cellulose (HPC) and hydroxypropyl methyl cellulose (HPMC), which can be employed for surface finishing of papers and improve barrier properties.
The HPMC has been frequently used as coating material to control the barrier and mechanical properties of coated papers [22,23]. When used without plasticizers, the application of HPMC on paper by bar coating reduced the WVP and water absorption capacity by 25% in comparison with the uncoated paper [22]. In contrast, a plasticized HPMC coating resulted an increase in WVP, but provided better coating flexibility in terms of elongation. The barrier properties of HPMC coated paper can be further improved by adding beeswax resulting in better coating smoothness than HPMC-glycerol coating [23]. In addition, one side bar coating can provide the sufficient WVP needed, as no significant differences were observed for the coated and uncoated side on WVP, implying good penetration of the coating into the paper structure.
In spite of having good film-forming properties for most of the cellulose derivatives, the high cost of derivatization process is responsible for preventing their large-scale commercial use as coating materials. This is due to the highly crystalline structure of cellulose making the derivatization process difficult and expensive. Still there is a demand for research in this area for improving the processing technologies to obtain cheap cellulose derivatives.
5.1.3. Chitosan
Chitosan is the second most abundant biopolymer after cellulose and is produced by de-acetylation of chitin, which is a natural polysaccharide derived from crustacean shells. Structurally, chitosan is a linear polymer consisting of randomly distributed β-(1–4)-d-glucosamine and N-acetyl-d-glucosamine. Chitosan has good film-forming ability with mechanical properties that are comparable to many synthetic polymers. Due to semi-crystalline nature, chitosan possesses excellent intrinsic oxygen-barrier properties in addition to good barrier against grease/oil. Furthermore, the cationic nature of this biopolymer is highly favorable for binding strongly with the anionic cellulosic fibers, thus making it suitable as barrier coating on papers. In addition, paper coatings with incorporated chitosan also provide antimicrobial properties [58].
Chitosan has been extensively applied over papers and paperboards by rod coating, resulting in a large increase in the barrier properties against oxygen, carbon dioxide and nitrogen, when the coating weight is more than 5 g/m2 [16]. Oxygen permeability of coated papers was found similar to that of commercial PET, while grease resistance increased and water adsorption remained unchanged as determined from the Cobb60 values. In another study, chitosan was applied on paper by means of size press, resulting in the improvement of barrier properties against oil/fat and providing a comparable replacement for traditional fluorocarbon-treatment [25]. Significant improvement in the WVTR (by ca. 43%) of Kraft paper bar coated with chitosan (3.5 g/m2) has been observed, along with reduction of water absorption capacity (by ca. 35%) compared with uncoated Kraft paper [24]. However, the chitosan coated paper exhibits slight improvement in the moisture barrier properties that are insufficient for food packaging applications due to high surface hydrophilicity. This observation is in parallel with the chitosan coated greaseproof papers, where barrier against water could not be achieved and the water sorption was higher than the sorption in the base paper [19]. When analyzing the chitosan coated paper by infrared spectroscopy and scanning electron microscopy, it was suggested that instead of forming a uniform layer on paper, chitosan penetrated deeply into the web and embedded the fibers [59].
Furthermore, the introduction of palmitic acid (1.8 g/m2) into the chitosan coating suspension resulted in a further reduction of WVTR (by ca. 51%) and water absorption capacity (by 41%) as compared to uncoated Kraft paper [24]. This observation is in parallel with another study where a paper coating of chitosan-palmitic acid blends resulted in only slight improvement in WVP, but substantially improved the water resistance towards contact angle of 110° to 120° after 1 min of measurement [58]. The incorporation of sodium alginate in a chitosan formulation significantly improves the fat resistance of the coated paper in comparison with a pure chitosan coating, while it also increases its cost-efficiency [25]. However, the introduction of cellulose ethers (e.g., CMC and HPC) in the chitosan formulations did not improve the fat resistance of coated papers [25]. A bi-layer coating with additional beeswax can significantly enhance the WVTR of only chitosan-coated paper along with slight improvement towards grease [26].
Less work has been done on paper coatings with water-soluble chitosan derivatives. The latter have the advantage over the unmodified chitosan to prevent the acid-hydrolysis of cellulosic fibers and acid-induced paper aging, as acetic acid is not required for the dissolution of chitosan. On the other hand, the hydrophobization with water-soluble chitosan coatings was inferior [60]. Chitosan can also be used as a pre-coating on paper to provide better bonding and a more uniform surface for other processing steps like, e.g., the application of an additional biopolymer layer by extrusion coating [61].
5.1.4. Alginate
Alginates are the salt of alginic acid naturally present in the brown sea-weeds. It is a linear polymer composed of β-d-mannuronic acid and α-l-guluronic acid with 1,4-linkages. Alginates possess good film-forming properties along with low oxygen permeability and good grease resistance, but provide poor moisture barrier properties. When derivatized to monovalent cation salts, the alginates become water soluble, such as, e.g., sodium alginate.
Only few papers have been reported on the use of alginates for paper coatings. A smooth and homogenous layer of alginate could be applied by bar coating on paperboard, but a decrease in water contact angles was reported due to increase in surface hydrophilicity of coated paperboard [62]. In addition, a reduction in the tensile strength of coated paperboard was observed due to swelling of the cellulose fiber initiated by the solvent penetration that further interferes with the fiber-to-fiber interaction. The water-soluble sodium alginate was coupled with calcium chloride, resulting in a water-insoluble calcium alginate in an aqueous medium. The primary surface coating with sodium alginate followed by a post-treatment through dip coating calcium chloride resulted in better water resistance of paperboard [62]. In addition, sodium alginate coated over paper exhibited excellent oil resistance by the application of only 5 g/m2 or higher coating weight [27].
5.2. Protein-Based Coatings
Proteins are biopolymers that are present inside plants and animals as the structural and functional material for proper biological activity. A protein is a random copolymer composed of various amino acids having side chains that are suitable for tailoring numerous interesting properties. Proteins possess excellent film-forming properties and have been successfully formed into films and/or coatings for various applications like coatings fruits, vegetables, meats and paper packaging. Protein-based coatings can be applied by bar coating, spray coating, extrusion and often have low oxygen permeability but high WVP due to the intrinsic hydrophilic property. For paper coatings, both plant (wheat gluten, soy, and zein) and animal (casein and whey) proteins were successfully utilized.
5.2.1. Caseins and Caseinates
Casein is a protein found in milk and extracted for various applications, however, due to poor solubility in water it first needs to be treated with a suitable hydroxide to convert it into a water-soluble salt, i.e., caseinates. Sodium caseinate (NaCAS) possesses good film-forming properties from aqueous solution due to its random coil structure and strong interaction among the polymeric chains by intermolecular hydrogen bonding and hydrophobic bonds [63]. NaCAS film has good barrier and mechanical properties and hence can be employed as a paper coating: an improvement in the barrier and mechanical properties of paper with a bar-coated NaCAS layer has been reported [28,29]. The thickness of the coated papers was dependent on coating weight: by increasing the coating weight from 5 to 16 g/m2, the thickness of the NaCAS coated papers increased almost linearly as it formed a continuously smooth surface layer. In addition, by increasing the concentration of caseinate (7%, 10%, and 12% w/w), the WVP gradually decreased. The improvements in the mechanical properties (tensile strength and elongation) of the coated papers were noted and mainly dependent on the coating weight [29].
A bi-layer bar coating system of caseinate/chitosan provided paper with high water vapor barrier and good mechanical properties along with improved flexibility and adhesion between the bi-layer coating and the paper [29]. The effect of sodium caseinate, mica, carnauba wax and glycerol as a coating suspension applied by bar coating was studied and the composition was optimized to minimize WVP and improve mechanical properties of the coated paper [64]: increasing the concentrations of mica, carnauba wax, and sodium caseinate and decreasing the glycerol amount could result in the optimum barrier and mechanical properties. A double-layer coating system of sodium caseinate followed by the addition of paraffin wax layer resulted into tremendous reduction in the WVP of the bar coated paper in comparison to the single-layer coating system comprising the mixture of sodium caseinate and paraffin wax in different ratios [28].
5.2.2. Whey Protein
Whey is a by-product of cheese production that can be valorized by further processing to extract some commercially important proteins, such as β-lactoglbulin along with some minor polypeptides in a complex mixture. Based on the quality and purity, whey protein can be divided into two types: whey protein concentrate (WPC) and whey protein isolate (WPI). The WPI possesses more proteins due to further purification process and often expensive than WPC. Whey protein has excellent film-forming properties along with barrier properties against oxygen, aroma and oils. The barrier properties can be further enhanced by cross-linking of the polymeric chains that makes the final material water-insoluble and suitable as a coating material for paper. The cross-links can be provided by adding a cross-linking agent like glutaraldehyde [65], or by initiating the formation of intermolecular disulphide bonds when the protein is heated to the denaturation temperature [66].
Whey protein (both concentrate and isolate) has been coated over paper and paperboard by film applicator and analyzed for the influence on barrier properties (WVP, oil resistance, and oxygen permeability). The WPI and WPC coatings exhibit improvement in the barrier against air, strength and toughness of the coated papers, but the coatings were too thin and discontinuous to improve the oxygen barrier properties [30]. Conversely, when the coatings were thick enough (coat weight exceeding 10 g/m2) significant improvement in the WVP and grease resistance could be achieved [67]. The WPI/cellulose xanthate applied over paperboard by heat compression, resulted into reduction of the WVTR by approximately 80%, which would further enhanced by the combined effect of beeswax and WPI/cellulose resulted around 92% reduction in WVTR [65].
5.2.3. Wheat Gluten
Gluten is the main storage protein of several cereals like wheat and corn. Wheat gluten (WG) is composed of numerous proteins having different visco-elastic properties. The formation of disulphide bridges in the WG is responsible for strong visco-elastic properties, which makes the processing more difficult, but it can be treated with a suitable reducing agent to achieve the reduction in the disulphide bonds. WG has numerous interesting properties like, water insolubility, low hydrophilicity, film-forming properties, gas barrier property, and visco-elastic behavior making it suitable for paper coating.
The WG coated papers have been developed and analyzed as a paper packaging material [30,68,69]. The oxygen permeability of compression-molded WG films on laboratory paper sheets was comparable with commercial synthetic film like PET [30]. The WG coating on paper resulted into 61% penetration of the polymer inside the paper web, due to surface chemistry, topography and porosity of the paper. Also, a decrease in the water wettability (6-fold), WVP (56%) and oil wettability (400-fold) was achieved for WG coated on paper by a thin-layer chromatography (TLC) applicator [68]: in parallel, a reduction in the amount of coating penetration inside the paper after was seen from 63.3% to 53.6%, when the WG concentration in the coating solution increased from 10% to 20%, which was attributed to the higher solution viscosity that would be less prone to penetrate inside the paper [69].
5.2.4. Soy Protein
Soy protein is available in different forms based on the amount of protein present as, soy flour, soy concentrate and soy protein isolate (SPI). Similar to gluten, the soy proteins have disulphide bridges that need to be reduced to achieve the appropriate mechanical and barrier properties. The SPI bar coated papers were found to have improved gas and oil barrier characteristics as well as better mechanical properties [70]. When SPI bar coated over paperboard, the water resistance became higher than the alginate-coated paperboard, along with the higher water contact angles compared to alginate-coated paperboards [62].
5.2.5. Corn Zein
Corn zein is a group of protein alcohol soluble proteins present in corn endosperm and commercially available as a by-product of the corm wet-milling industry. Corn zein as films or paper coatings offers the advantage of water insoluble, strong and glossy layers that are resistant toward the permeation of oxygen, moisture and grease. A corn zein coating was applied on the paper by soft-bristled brushes, showing improvement in the barrier properties against grease and lower WVP when a sufficient coat weight was applied to form a continuous layer [71]. The coated paper with corn zein can be used as wrapping paper for sandwich packaging, having grease barrier properties as effective as PE coated papers [72]. By spray coating the corn zein on Kraft paper, an improvement in grease resistance and WVP properties was seen along with the possibility of easy recycling and repulping through enzymatic hydrolysis in comparison with wax-treated papers [31].
5.3. Polyester-Based Coatings
Biodegradable polyesters hold an important position among the group of biopolymers and different grades are commercially available. In comparison with traditional oil-based polyesters, the bio-based polyesters still have high cost, but aroused interest due to their accessible production either by fermentation or by synthetic routes. These include polyesters such as PLA and the PHAs, widely studied for their potential as paper coatings for packaging.
5.3.1. Polylactic Acid (PLA) Coatings
PLA is aliphatic polyester produced through the polymerization of lactic acid obtained from the fermentation of renewable materials such as, sugars, molasses, sugar beet juice, sulphite liquors, or agricultural waste products. PLA is a thermoplastic polymer with excellent physical and mechanical properties, and can be processed on standard extrusion equipment with only slight modification.
Chemically, the lactic acid is 2-hydroxypropionic acid and the simplest available hydroxycarboxylic acid. The lactic acid produced by the anaerobic fermentation finally resulting in the mixture of two optical isomers: l-and d-lactide, based on the lactobacillus species used. The final properties of the PLA highly relate to the presence of relative amounts of l- and d-lactic acid monomers, which will determine the final crystallinity and mechanical properties: the l-PLA results in high crystallinity, whereas addition of d-PLA makes the product more amorphous with improved film-forming properties. In addition, the PLA has moderate moisture barrier but poor oxygen and carbon dioxide barrier. As a main drawback, the PLA is insoluble in water and has a narrow processing window due to melt instability above the melting temperature.
The PLA-coated paperboards were successfully prepared by bar coating and have improved water barrier properties through the reduction in the water vapor permeability (WVP), water absorptiveness (WA) and increase in water contact angle (CA), as achieved with the optimum concentration of 3 w/v % PLA in chloroform. In this case, the intrinsic hydrophobicity of the PLA was responsible for improving the water resistance of the paperboard [32]. When the paperboard was coated by thermo-compression of PLA, similar or better results obtained for barrier and mechanical properties than those of coated by the solution coating method [34]. In addition, when compared with PE-coated paperboard, the rod coated PLA paperboard exhibited a 2.3 times higher heat sealing strength. The paperboards with PLA coating have been utilized as 1-way paper cups with improved barrier against water [33]. The PLA also has potential to replace polyethylene and wax in terms of recyclability, as simply carried out through the hydrolysis action of water [73].
Further improvement in the thermal and mechanical properties of the native PLA-coated paper can be achieved by blending it with animal or plant based gelatin as a plasticizer, facilitating less ordered crystallization of PLA to form α′-crystals [16]: the melt rheology of PLA and adhesion of the PLA film on paper can be further improved by adding a small amount of gelatine in the polymer matrix.
5.3.2. Polyhydroxyalkanoates (PHAs) Coatings
The PHAs are a class of bio-based polyesters produced and accumulated intracellularly by a large number of micro-organisms as energy and carbon reserves under nutrient stress conditions. Unlike PLA with two-stage manufacturing process (fermentation and polymerization), the PHAs are produced directly via fermentation of carbon substrates (sugars, renewable waste feedstock including agricultural waste, organic waste, municipal solid waste, etc.) within the micro-organism. However, the PHAs can also be produced inside the plant seeds and leaves by genetic engineering [74]. Biodegradability and biocompatibility are the two main important properties due to which this bio-polyester has great potentials for industrial applications. The final properties of the PHAs depend on the monomer composition, which is in turn dependent on the nature of carbon source and the type of micro-organism used during the fermentation process. Polyhydroxybutyrate (PHB) is the simplest homopolymer of the PHA family, with high degree of crystallinity resulting in a stiff and brittle nature. The copolymers of PHB can be made more flexible and less crystalline by the introduction of long alkyl side chain such as hydroxybutyrate (HB) and hydroxyvalerate (HV) leading to the formation of P(3HB-co-4HB) and P(3HB-co-3HV), respectively. PHAs are water insoluble and resistant to hydrolytic degradation due to their high hydrophobicity [75]. They possess excellent film-forming properties and provide a barrier against oxygen with low WVP compared to other biopolymers, good UV resistance, but poor resistance towards acids and bases.
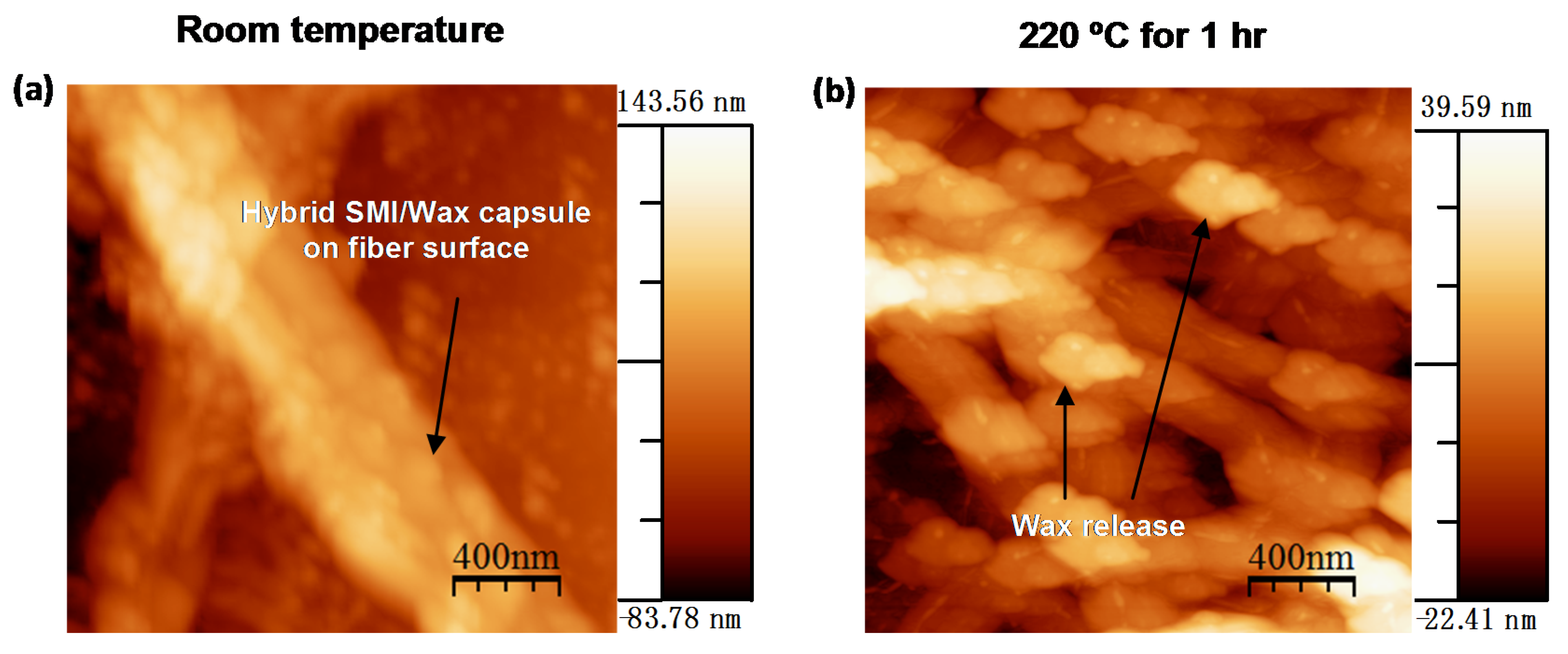
The PHB has been coated over the paper by solvent casting using chloroform [36]: a reduction was observed in the moisture and water absorption, WVP and surface roughness when the PHB concentration exceeds 10 wt %, with increased surface hydrophobicity. An improvement in the tensile properties was also seen with an increasing concentration of PHB over the paper surface. When PHB was coated over paperboard by compression molding, similar results were obtained in terms of improved barrier and mechanical properties, which were further enhanced when the paperboard was acetylated to have better adhesion between the PHB coating and the paperboard [37]. The PHB can also be used as a surface sizing agent to improve the barrier and mechanical properties of papers, where P(3HB) as homopolymer and P(3HB-co-3HV) as copolymer were introduced as granular suspensions of 1 and 0.2 μm, respectively [76]: after subsequent heat pressing the sized papers at 160 °C, the PHB granules melt and form a thin hydrophobic layer covering the fibers, resulting in an improvement of water resistance and tensile strength. The adhesion between PHB/V extrusion coatings on paper were initially poor with a bare cellulose substrate, but can be improved by pre-treating the substrate with an acrylic-based primer [38,77]: in parallel, the PHB/V coating was found to have four-six times lower WVTR than LDPE due to the high surface polarity of PHB/V. The incorporation of wax or tall oil rosin into the PHB/V coating favorably reduced curling and pinhole density of the coating, which further reduced the WVP. The biodegradability in soil medium of P(3HB-co-4HB) coated Kraft paper was investigated and a substaintially higher weight loss than for the pure biopolymer under the same conditions was found, attributed to more microbial population gathered over the coated papers than pure biopolymer [78]. As a main drawback, the PHAs face problems during processing because of the narrow thermal processing window. The thermal degradation studies of PHB and its copolymers have shown that degradation appears near the melting temperature of the respective polymer, mainly due to random chain scission processes [42]. However, the thermal stability of the polymer can be improved by adding additives or blending with some other polymers.
6. Advances in Nanotechnology for Paper Applications
While nanotechnology has been a main focus of materials science research for over one decade, the first industrial applications are being implemented in sectors such as packaging, pharmaceuticals, electronics, plastics, cosmetics, food and paper coatings [79]. There are two main fundamental approaches for using nanotechnology. First, it provides a better understanding of the physical and chemical nature of any raw material and allows us to transfer the intrinsic material properties into unique end-user properties by decomposition of the bulk material into basic building blocks (atoms or molecules), i.e., top-down approach. Second, it allows for the fabrication of devices by formation of structured materials into well-defined patterns with tunable properties, i.e., bottom-up approach. The properties of nanosized materials differ from bulk materials due to their small size, providing a very large surface area relatively to the volume with consequently high activity. Per definition, the nanomaterials must have one dimension in the nanometer length scale, i.e., less than 100 nm. More important than a strict classification based on size, however, is that the nanomaterials are able to provide additional functions to the end-user product. The nanomaterials are mostly required in small amounts as fillers to achieve the required final properties of the product and hence using less material is both cost-effective and environmentally beneficial due to lower waste generation.
Paper industry is one of the most capital and energy intensive industries where an exploitation of the nanotechnological principles could be advantageous for improving the quality of the end product, improving the utilization of available resources and reducing the overall cost associated with the process. The application of nanotechnology has been first introduced in papermaking to understand the basic organization of cellulose fibers and its components. The cell wall of native cellulose fibers is composed of primary and secondary layers with a specific arrangement of fine fibrils with nanoscale dimensions, which can be liberated by mechanical disintegration [80], or chemical hydrolysis [81] leading to so-called micro/nanofibrillated cellulose (MFC and NFC) and cellulose nanocrystals (CNC), respectively. These materials have been used as filler materials paper sheets [82,83], and nanopaper production [84] with improved mechanical and barrier properties. Other nanofillers or -pigments can be added in the sheet formation process, which generally prove benefits for printing applications and/or optical properties by enhancing the opacity and brightness. Examples of these fillers include ground calcium carbonate (GCC), precipitated calcium carbonate (PCC), nanoclays such as kaolinite, bentonite and montmorillonite, and nanoparticles such as silica and titanium dioxide (TiO2): these fillers can contribute to better barrier properties and light protection of sized paper. However, the nanoscale size of these materials may create problems in retention, drainage and machine runnability. Hence, to achieve a zero-effluent discharge and better retention, the concept of nano-filtration [85] or flocculent systems [86] is proposed. The presence of nanofillers in the paper bulk interferes with the internal fiber-to-fiber interactions and reduces fiber bonding and paper strength. Alternatively, coating of nanomaterials as a toplayer on paper can specifically tune the required surface properties without affecting the bulk properties and without the loss of material in the paper bulk and/or draining.
The nanomaterials used in paper coatings mainly include nanoclays, inorganic pigments, minerals, ceramics, and starch. They can offer specific functionalities to the paper surface such as, optical properties, scratch and abrasion resistance, or barrier and mechanical properties [87]: e.g., inorganic nanoparticles such as TiO2, SiO2 and Al2O3 coupled with low surface energy chemicals like 3-(trimethoxysilyl) propyl methacrylate (MPS) or silanes, acted as superhydrophobic material and improved opacity [88,89]. As another example, multifunctional properties can be introduced in a paper coating with ethyl-cyanoacrylate monomer solutions containing various suspended organic and inorganic nanoparticles such as PTFE (superhydrophobicity), MnFe2O4 nanoparticles (magnetic activity), CdSe/ZnS quantum dots (light emission), and silver nanoparticles (antimicrobial activity) [90]. However, only few articles described these functionalities by using purely biopolymers as functional bio-based paper coatings specifically for tuning the barrier properties of the coated paper and boards [35,91,92], due to difficulty in achieving the specific properties, lacking the production, and inadequate processing techniques. In the following part, some pathways will be illustrated how the bio-based content and functionality of paper coatings can be increased by a full replacement (or at least the introduction of a major portion) of renewable components.
By exploiting the principles of nanotechnology, the surface properties of bio-based coated paper can be enhanced by following two approaches:
- Combining biopolymers and nanoscale additives and processing them into a bionanocomposite material that can be applied as paper coating to directly improve both barrier and mechanical properties.
- Creating a nanostructured biopolymer coating on the paper surface to improve the surface functionality by a combination of chemical and topographical features and active tuning of the desired end-user properties.
6.1. Bio-Additives and Bionanocomposites in Paper Coatings
The incorporation of nanofillers into a biopolymer matrix can provide profound enhancements of the materials properties such as, mechanical properties, barrier properties, thermal stability, processing, etc. Moreover, the small dose of nanofillers and their small dimensions does not alter much some inherent properties of the biopolymer, such as, e.g., transparency.
In this section, we will focus on the availability and coating performance of bio-based nanofillers when incorporated into a biopolymer matrix as binder for the coating. The nanofillers with different morphologies and chemical nature such as natural clays, micro/nanofibrillated cellulose, and cellulose nanocrystals will be discussed.
6.1.1. Nanoclay
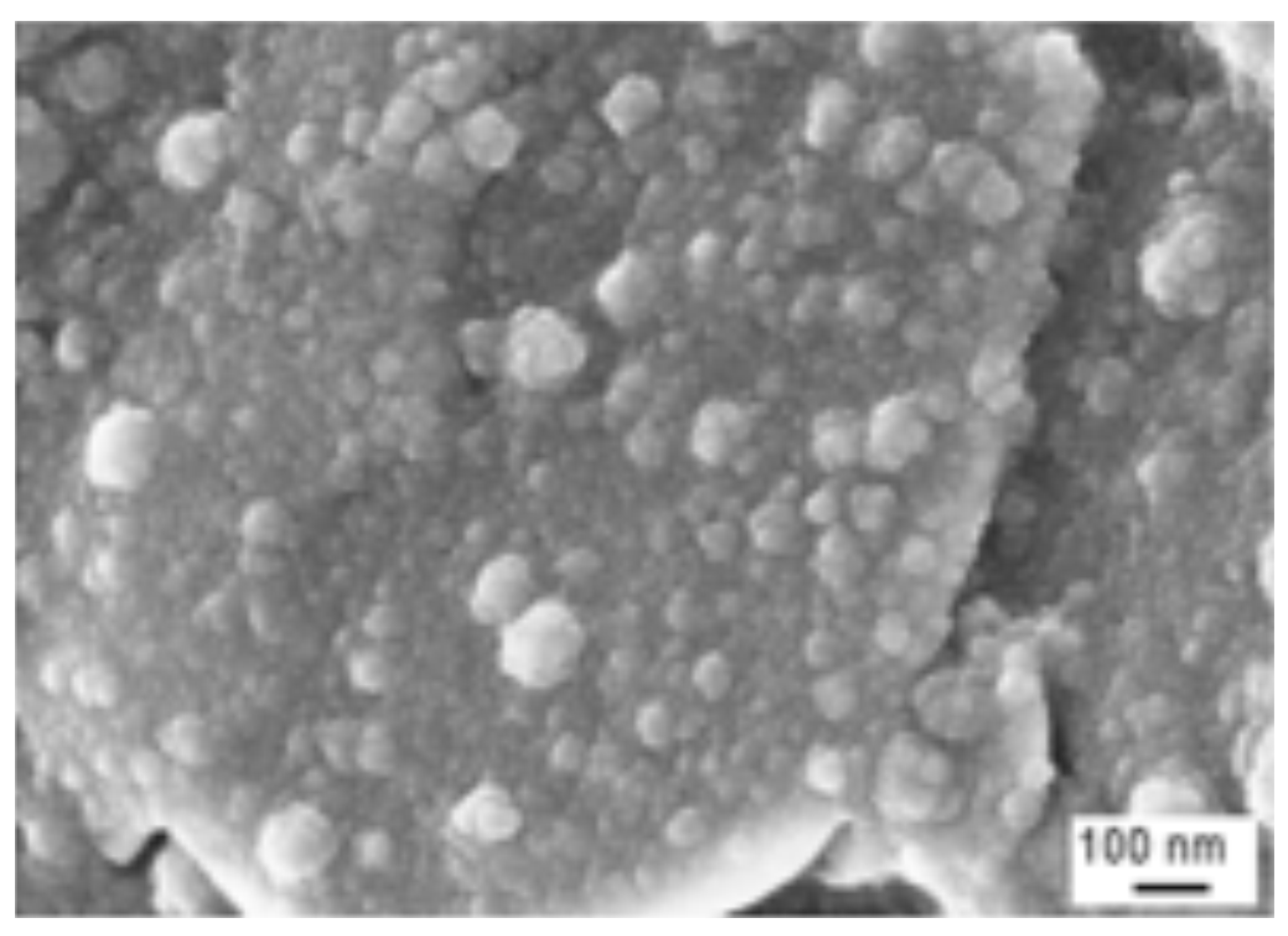
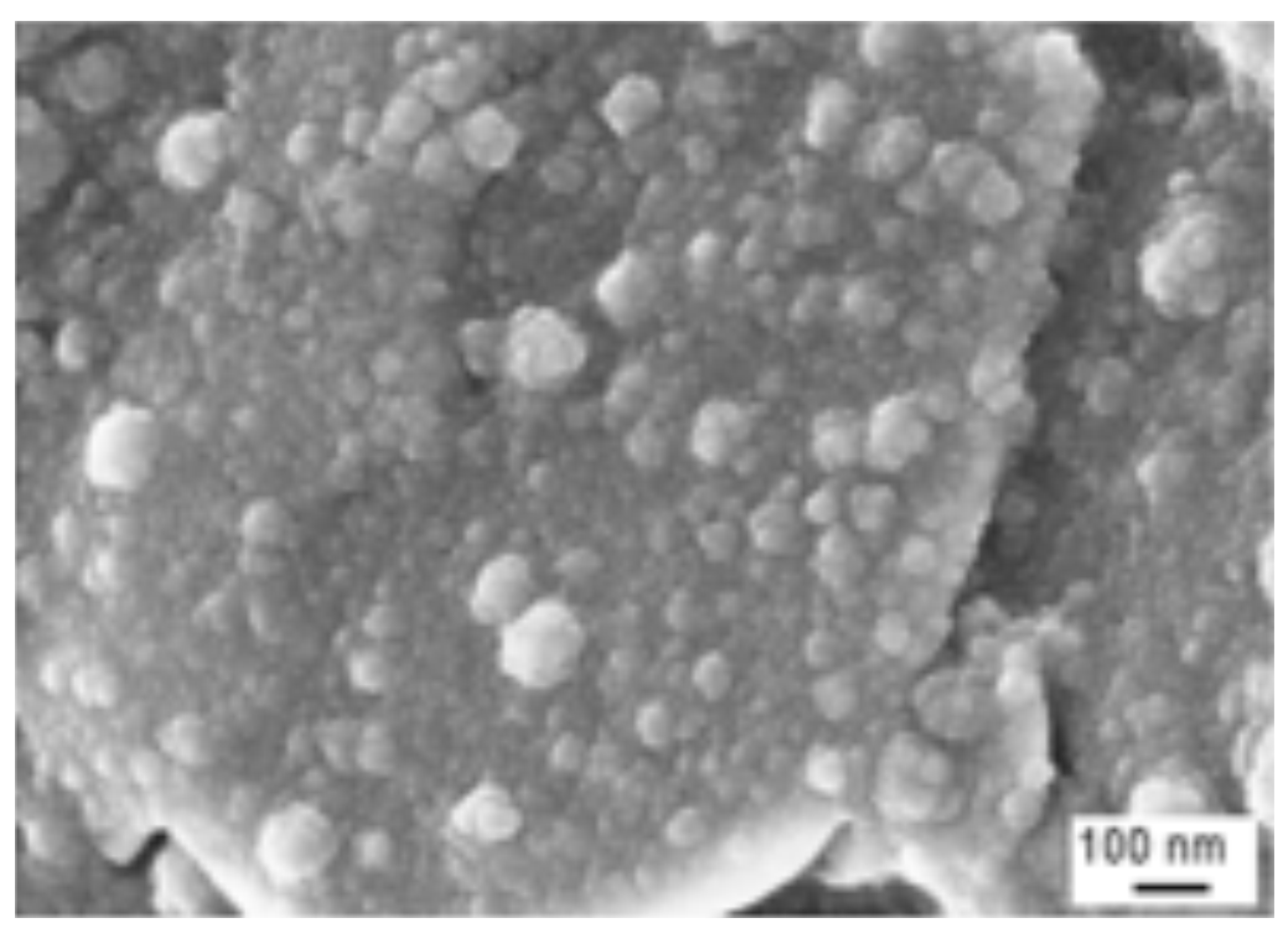
Nanoclays have a layered aluminosilicate structure with plates in the nanometer range (one dimension less than 100 nm) having high surface area and aspect ratio [93]. The best-known example is montmorillonite (MMT), which is hydrophilic in nature due to the presence of Na+ ions and encounter problem during mixing with hydrophobic polymers. Surface modification of MMT is necessary for homogenous dispersion and compatibility within a biopolymer coating, resulting in the formation of organically modified MMT or “organoclays”: e.g., MMT has been modified by hexadecyl-trimethyl ammonium bromide [94], poly(oxyalkylene)-polyamine [95], and acryloyloxyethyl dimethylbenzyl ammonium chloride [96]. Kaolinite clay is also frequently used in nanocomposite coatings, but it has a stronger cohesion between the adjacent aluminosilicate layers and intercalation or exfoliation is consequently more difficult. Recently, a new way for modification of kaolinite clay has been presented by the precipitation of hydrophobic organic nanoparticles [97]: the intercalation of kaolinite is done by ammolysed poly(styrene-co-maleic anhydride) or SMA in first instance and followed by further exfoliation in parallel with the surface deposition of poly(styrene-co-maleimide) or SMI nanoparticles (Figure 6). When applied as a paper coating, the modified kaolinite provides the advantage of better dispersion of the platelets within the coating and a better localization of the hydrophobic moieties at the paper surface. Several biopolymers such as PLA [98], PHB [99], and chitosan [100] have been intercalated into clay to form bionanocomposites films with improved barrier properties against water vapor and oxygen permeability. Application of these bionanocomposites as a coating over paper is a common route to achieve the barrier against water vapor, gases, water and grease [100,101].
Figure 6.
SEM images of exfoliated and surface-modified kaolinite nanocomposite platelets by deposition of poly(styrene-co-maleimide) or SMI nanoparticles. After chemical reaction for (a) pure Kln; (b) Kln/SMI = 95:5; (c) Kln/SMI = 80:20; (d) Kln/SMI = 70:30; (e) Kln/SMI = 50:50 [97].
Figure 6.
SEM images of exfoliated and surface-modified kaolinite nanocomposite platelets by deposition of poly(styrene-co-maleimide) or SMI nanoparticles. After chemical reaction for (a) pure Kln; (b) Kln/SMI = 95:5; (c) Kln/SMI = 80:20; (d) Kln/SMI = 70:30; (e) Kln/SMI = 50:50 [97].
For paper coating application, the large aspect ratio of nanoclay (around 50–1000) compared with a standard clay pigments (10–30) creates a more tortuous path for diffusion of air and gas molecules resulting in lower permeability. The barrier properties of a composite coating depends on the state of aggregation, dispersion and orientation of the silicate layers within the polymer matrix, which may take different forms such as phase-separated microcomposites, intercalated, or exfoliated nanocomposites [102]. The highest improvement in the barrier properties occurs when the clay platelets are oriented in non-parallel mode (exfoliation) compared with parallel mode (intercalation), along with complete homogenous dispersion in a polymer matrix, which makes them effective as barrier coatings at very low (less than 5 wt %) concentrations [103]. The bionanocomposite paper coatings have been developed by mixing PLA and modified MMT in methylene chloride solution and application by solvent casting [101]: the barrier properties of PLA-MMT coated papers highly depend on the crystallinity and concentration of PLA and are comparable with commercially coated papers, in terms of water contact angle (up to 73°), WVP (up to 237.8 g μm/(m2·24 h·kPa)) and grease permeability (+1800 s). However, the incorporation of clay in the PLA matrix does not affect the barrier properties significantly but it rather acts as a nucleating agent as determined by the improved thermal properties. Similarly, when hydrophilic bentonite nanoclay was ultrasonically mixed with chitosan and applied as a coating over argon–plasma-activated LDPE coated paper, only 15% reduction in WVTR was noted compared with a pure chitosan coating [100]. The slight reduction in WVTR is due to the hydrophilic nature of clay, which tends to absorb the moisture and leads to swelling of the intercalated structure within the polymer matrix, which in addition to hydrophilic chitosan was not sufficient to prevent the water vapor transmission. In addition, a drastic improvement was evidenced against oxygen barrier both in dry conditions (99% reduction) and humid conditions (75% reduction) by adding 67 wt % nanoclay in the chitosan coating [100]. This effect is basically attributed to the crystalline structure of chitosan along with the barrier created due to the platy-like nanoclay. In addition, the multilayer coating showed improvement in the grease barrier and UV-light transmission.
Interestingly, recent trials on different coating formulations with starch, plasticizers and bentonite clay were developed for papers to achieve a water vapor barrier [104], leading to a tremendous reduction in the WVTR of the coated paper to 15 g/(m2·24 h) in comparison with the 870 g/(m2·24 h) of the uncoated paper. The critical parameters responsible for this kind of behavior are not yet revealed, but laboratory-scaled coated papers are undergoing trials at the pilot scale to reach further the global market.
6.1.2. Nanocellulosic Fibers
Application of nanocellulosic fibers in various industries has gained considerable interest due to its bio-based nature, biodegradability, excellent mechanical, optical and barrier properties against oxygen and grease. It can be used as (reinforcing) additive/filler in papermaking and nanocomposites, while acting as a rheology modifier in coating dispersions. With the term nanocellulose, three different nanomaterials namely, microfibrillated cellulose (MFC), nanofibrillated cellulose (NFC) and cellulose nanocrystals (CNC) can be indicated. These nanofibers are organized within the fiber wall of native cellulose fiber composed of defined layers including primary (P) and secondary wall layers (S1, S2, and S3). Each of the layers is characterized by a specific organization and orientation of the nanosized cellulose fibers. The elementary fibrils are considered as the fundamental building blocks of a cellulose fiber having both amorphous and crystalline domains, while the three cellulosic nanomaterials (MFC, NFC and CNC) are composed from these elementary fibrils. The diameter of elementary fibrils may vary with the source of origin, i.e., different kinds of woods or plants, but always existed in the closed range of 2 to 10 nm with a length of up to several micrometers [105].
The elementary fibrils are isolated from the native cellulose fiber by intensive mechanical treatment in (1) a grinder, or involving high pressure homogenizing systems such as; (2) homogenizer; (3) microfluidizer. The latter machines handle the cellulose fibers suspension as slurry, which initiates the fibrillation of fibers when passing through small interaction chambers under strong internal shear force and high pressure. Depending on the extent of treatment, i.e., resident time (for grinder), number of passes and pressure (for homogenizer and microfluidizer), fibers of different dimensions may be produced. The severe treatment conditions such as 5–20 numbers of passes combined with 55–210 MPa of pressure results into the production of NFC, which is considered as the agglomerated product of elementary fibrils. The diameter of NFC lies in the range of 10–100 nm and the length can range in between few hundred nanometers to some microns [106]. Usually, the difference between the NFC morphology is small which defines the good quality and homogenous fibrillation. However, post-separation techniques such as centrifugation may also utilize to obtain the homogenous fraction of fibers leaving behind the non-homogenous fibers. Less severe mechanical treatment results into bigger aggregates of elementary fibrils and referred to as microfibrillated cellulose (MFC). Depending on the mechanical treatment, the diameter of MFC may vary between 100 nm to 1 μm and the length in between few hundred micrometers to maximum 1 mm, along with the possibility of few remaining non-fibrillated fibers. Even after the post-separation of treated fibers, the difference between the MFC morphology remains large with the homogeneity less than NFC. Apart from the above well-known and industrial mechanical systems, several other less commonly used systems for isolation of nanostructured cellulose fibers include, (1) cryo-crushing [107]; (2) ultrasonication [108]; (3) refiners [109]; and (4) extruders [110]. The main disadvantage of these mechanical treatments is a high-energy consumption, which varies according to different devices used for fibrillation. However, it can be used to facilitate the production at large scale with less energy demand when coupled with different pulp pre-treatments [111,112]: nowadays, the most frequently used and favorable pulp pre-treatments are either based on enzymes or TEMPO mediated oxidation, while other pre-treatments such as carboxymethylation and acetylation are also being used and extensively described in various review articles [113,114].
However, several researchers are using the terms NFC and MFC interchangeably [115,116], with the different range of parameters and still a formal naming convention for these materials is lacking or in development. The NFC and MFC can be differentiated based on two criteria: (i) dimensions of the fiber i.e., diameter and length; and (ii) route utilized to produce it from native cellulose, i.e., mechanical, chemical or chemi-mechanical treatment. The major demarcation between both relies on the differences in dimension as discussed above, where NFC is having smaller diameter and length than MFC with larger diameter and length. Even though with the huge variations and uncertainty in the length of MFC and NFC, it seems more logical to have higher aspect ratio (L/D) for MFC than NFC. In parallel, the route of manufacturing can also be used as one criterion to differentiate between MFC and NFC: the terms MFC and NFC have been used to distinguish between two different fibrillation techniques, where MFC was produced only by mechanical treatment and NFC was produced by TEMPO pre-treatment followed by mechanical treatment of native pulp [80].
When chemical treatment is used by means of strong acid hydrolysis of pulp, the amorphous zones of the fibers are targeted and attacked due to easy accessibility and unorganized morphology while leaving behind highly crystalline rod-like rigid material with diameter from 2 to 20 nm and length from 100 to 600 nm. The rod-like nanomaterials are referred to as cellulose nanocrystals (CNC) [117], or cellulose nanowhiskers, nano-rods, and nanocrystalline cellulose (NCC) as synonyms [118]. The yield of nanocrystals highly depend on the type and concentration of the acid used (sulfuric acid, phosphoric acid, hydrochloric acid, etc.), time and temperature of the hydrolysis reaction. However, the acid hydrolysis utilizes severe conditions and therefore obtains a low yield for CNC (2% to 60%), along with the problems of corrosion in reactors and the need for after effluent treatment [119]. Alternatively, a recent technology has been developed by exploring the ionic liquids to isolate CNC with near theoretical yields, in milder environment and considered as “green solvents” [120].
With the advancement in the large-scale production and profound knowledge for processing and controlling the properties such as yield, diameter, length and crystallinity, the nanocellulose is realized as interesting candidate in papermaking. Both MFC and NFC have been utilized as filler material in the sheet formation of thermomechanical pulp (TMP) paper sized with ground calcium carbonate (GCC) and clay [121,122]. The addition of MFC/NFC (less than 5 wt %) in laboratory sheets significantly improved the mechanical properties, while it was able to bind the inorganic fillers and fibers into a partially filled porous network, resulting in the increased air resistance and internal bonding of the fibers. However, due to the fine fibrillated structure and large capacity of MFC/NFC for adsorbing water, drainage in the wet web of paper has been cumbersome. Therefore, the more energy required for drying and pressing is a limiting factor for industrial use of nanocellulose in paper sheets.
Based on MFC and NFC, the so-called nanopaper has been used as a term for paper-like sheets or films with excellent multifunctional barrier properties and great potential for food packaging application. Nanopaper is produced from pure MFC and NFC suspensions by filtration or solvent casting [80,123], and demonstrated excellent barrier against oxygen, water vapor, mineral and vegetable oils due to the strong dense network of fine fibers along with high crystallinity [80]. The NFC nanopaper exhibits superior mechanical and optical properties than MFC nanopaper due to finer fiber morphology and dense network. However, the MFC films presented better barrier properties against oxygen and water vapor, as attributed to the unconnected pores in the MFC films. Both films with thickness around 25 μm have OTR values meeting the oxygen barrier requirements of modified atmosphere packaging. Similar OTR values of 17.0 to 17.8 mL/(m2·24 h) have been obtained in the past with MFC films of thickness from 21 to 30 μm, satisfying the OTR requirement (10–20 mL/(m2·24 h)) for most practical applications [123].
When used as a coating on paper and paperboard, the MFC/NFC has shown improvement in barrier properties against gases mainly oxygen, oil and grease [39,124]. However, the coating method seems to play an important role in the properties of the final product [124]: the bar coating method was able to achieve a high coat weight (7 g/m2) of MFC, while the size press could barely reach 4 g/m2 by multiple layers. Hence, a bar coating application resulted in improved air permeability (70% reduction) of MFC coated paper [124]. However, when a similar MFC coat weight was applied over paperboard, insignificant improvements in barrier properties were observed due to insufficient coat weight of the MFC relatively to the high weight of the paperboard [124,125]. In parallel, a further improvement in air permeability of carboxymethylated MFC coated papers has been observed [39]: a low coating weight of 1.8 g/m2 carboxymethylated MFC covered the paper surface completely with a reduction in surface porosity and improved oil barrier properties. Without carboxymethylation, a discontinuous MFC coating with inferior barrier properties was obtained, even at higher coat weights [126].
So far, the MFC/NFC films and coatings have not been exploited at large scale for packaging applications, due to poor resistance against water attributed to intrinsic hydrophilic nature of cellulose. Consequently, a significant increase in the oxygen and water vapor permeability of MFC films appears at high ambient humidity, due to plasticizing and fiber swelling [39,123]. It has been noticed that, oxygen permeability (OP) of MFC films largely depends on the thickness of the films and ambient relative humidity [39]: e.g., at 0% relative humidity, the OP decreased up to 15 times when the film thickness was increased from 2.54 μm to 3.19 μm, while the effect of increasing relative humidity from 0% to 50% was more dramatic, leading to an increase of OP by around 1400 times. A similar trend occurred for cellophane OP (increase of 20 times) at increasing relative humidity [127]. In parallel, the MFC films showed an accelerated water uptake with increasing relative humidity up to 95%, and an increase in the water vapor permeability [39]. Therefore, to utilize the beneficial properties of MFC/NFC for packaging application, it is necessary to protect the cellulose against water by either of the following approaches: (i) hydrophobic surface modification; and/or (ii) incorporation within water-insensitive polymers as a bionanocomposite film or coating.
The incompatibility, poor interfacial adhesion and difficulty in uniform dispersion within a non-polar polymer matrix such as polycaprolactone (PCL), PHB, PLA are major issues that need to be solved by surface modification of MFC/NFC fibers. The surface modification of nanocellulose has been discussed recently in multiple review papers [113,114,128]: the most common pathways for hydrophobic surface modification of nanocellulose include acetylation, silylation, urethanization and polymer grafting. The partial surface silylation can be used directly to hydrophobize NFC by using isopropyl dimethylchlorosilane [129]: the solution casted modified NFC films thereafter showed a high water contact angle (117°–146°), possibly due to the low surface energy silane or the high surface roughness by the partial solubilization of NFC. Also other modification routes have been practiced for nanocellulose, such as sulfonation, etherification, amidation, and surface adsorption by surfactants or polyelectrolytes. In one study, bleached cellulose pulp was first acetylated and then mechanically disintegrated, which resulted in hydrophobic NFC with a water contact angle of 114° [130]: both native fibers and obtained NFCs are strongly acetylated and the crystallinity index of NFC decreased from 81.2% to 74%.
Further protection of the nanocellulose from water adsorption can be achieved by blending with water-insensitive biopolymers such as PLA and PHA. The integration of nanocellulose can further improve the barrier properties of the native biopolymers, which opens up new possibilities for the formulation of fully bio-based and biodegradable coatings. Significant improvement has been made in the water vapor permeability of a bionanocomposite composed of esterified CNC and PHBV (polyhydroxybutyrate-co-valerate) [131], where an amount of 15% CNC resulted in a decrease of WVP from 7.8 × 10–14 for pure PHBV to 2.2 × 10–14 for CNC-PHBV. In parallel, the mechanical, thermal and migration properties were improved due to the uniform dispersion and improved interfacial interaction of hydrophobized CNC. Alternatively, the NFC has been used to enhance the barrier properties of biopolymers: when a thin layer of TEMPO oxidized NFC (0.1 μm) was coated over a PLA film, the oxygen permeability reduced from 746 mL/(m2·24 h·Pa) for the pure PLA film to 1 mL/(m2·24 h·Pa) for a PLA-MFC bilayer [132]. Furthermore, the PLA-NFC composites have been applied as a paper coating: first, the modification of NFC has been done by grafting hydrophobic monomers via free radical polymerization to improve the compatibility between NFC and PLA, and later, the PLA-modified NFC has been coated over the paper by casting [35]. As a result, the coated paper showed a significant improvement in the WVTR (34 g/(m2·24 h)) compared with the uncoated paper (1315 g/(m2·24 h)) by the application of only 1% of modified NFC to PLA with a coating weight of 40 g/m2.
Several other NFC-based paper coatings have been developed to improve the water resistance and barrier properties, in parallel with the introduction of specific other functionalities. The NFC and shellac has been deposited over the paper for a significant improvement in barrier properties and substantial reduction in air permeability [126]. In addition, the OTR decreased several logarithmic units and WVTR reached a low value (6.5 g/(m2·24 h)) suitable for high barrier in food packaging. In another example, the air permeability of papers coated with a aqueous formulation of NFC/Ag-starch has been reduced, where the incorporation of silver nanoparticles (Ag) additionally resulted in antibacterial properties [92]. The NFC has also been favorably used as a natural binder for precipitated calcium carbonate (PCC) in the coating [133]: the paper has been dip-coated with NFC-PCC slurry and dried, where the presence of NFC was necessary to hold the PCC over the paper. The presence of PCC located at the surface was favorable to introduce additional surface roughness effects, and the subsequent sizing with an alkyl ketene dimer as hydrophobic agent resulted in superhydrophobic papers. Further advances in the latter functionalities for bio-based paper coatings are specifically discussed in next paragraph.
6.2. Functional Properties of Bio-Based Nanocoatings for Paper
6.2.1. Nanoscale Surface Structuring towards (Super-)Hydrophobic Papers
The surface hydrophobicity is a primary requirement for the creation of a barrier layer on papers and depends both on the surface chemistry and surface roughness. Hydrophobicity of an existing surface can be enhanced by employing low surface energy chemicals such as fluoropolymers or wax, and/or increasing the roughness of existing hydrophobic surface by creating a multi-scale roughness profile [134]. Surfaces with the static water contact angle above 150° or contact angle hysteresis (i.e., difference between advancing and receding dynamic contact angles) of less than 10° are considered as superhydrophobic [135,136]. The modification of paper surfaces with fluoropolymer films received special attention because of ultra-low surface energies [136]. Superhydrophobic fluorocarbon coatings with a ribbon-like morphology were fabricated onto textiles by deposition from pulsed RF discharges using tetrafluoroethylene [137], or by plasma-assisted deposition of fluorocarbon films [138]. In new approaches, however, a search into novel hydrophobic compounds is needed as the fluoroderivates should be avoided due to health and environmental issues. Moreover, also the presence of wax should be reconsidered as it might cause additional processing problems. After introduction of wax, paper surfaces cannot be easily glued and require additional corona or plasma treatment for preserving good printing properties [139]. The waxes also tend to migrate to the coat surface during drying and thereby form a continuous layer that hold the fibers together and reduce the repulpability. The poor recyclability is a major drawback of waxes: they cause saturation of cellulose fibers and affect bonding of recycled pulps, as about 1% to 2% wax decreases the strength of pulp fibers by around 10% [140], or they can only be removed after sophisticated treatments [141]. In addition to the chemical surface components, also the surface topography should be further considered. It is known that the surface roughness of an existing hydrophobic surface will further enhance the hydrophobicity [142]. In general, the surface roughness can be tuned by creating micro/nano patterns over the surface following mechanical stretching and/or by etching techniques such as plasma, laser, and chemical etching [143]. These micro-nano hierarchical structures can generally be created by lithography [144], sol-gel process [145], electrochemical deposition, layer-by-layer and colloidal assembly [146], where various kinds of nanoparticles can be deposited and self-assembled into specific structures that enhance the surface roughness. Likewise, the surface hydrophobicity of papers or paperboard can be enhanced by control of the surface roughness and creation of a multi-scale or hierarchical surface roughness. In this respect, the macroscale roughness is provided by the cellulose fibers of the paper substrate and the nanoscale roughness is provided by the deposition of nanoparticles as a coating.
In one case study for tuning the surface chemistry and nanoscale surface roughness of paper coatings, poly(styrene-co-maleic anhydride) or SMA copolymers were converted into spherical nanoparticles of poly(styrene-co-maleiemide) or SMI with 100 nm diameter, through imidization in aqueous media and applied as a paper coating [147]. During transformation into nanoparticles, self-organization of monomers resulted into localization of hydrophobic sites at the surface that can be well controlled along with the wettability of nanoscale coated paper surfaces. First, the synthesis conditions were optimized to obtain stable particle dispersions with a maximum solid content and appropriate viscosity [148]. These materials were applied by a bar-coating process onto paper and paperboard surfaces to study the chemical and morphological properties in relation with printability [149]. An important factor in this analysis, is the multiple-scale modeling of roughness parameters of the (coated) paper surfaces [150]. As such, a multi-scale roughness profile can be created over the paper surface by means of polymer nanotechnology in combination with the fibrous surfaces, in order to create highly hydrophobic properties [151]. By combining roughness measurements at different scale length with a compositional analysis, a calibration model for tuning wettability of nanoscale coated paper surfaces can be constructed [152]: the evolution of the contact angle with degree of imidization of the nanoparticles and the nanoscale surface roughness determined by atomic force microscopy (AFM) is illustrated in Figure 7: an increase in the apparent water contact angle θ* on a nanostructured rough surface depends on the equilibrium contact angle θ on a virtually flat surface and the roughness parameter r, following the Wenzel model of cos θ* = r·cos θ. Depending on the deposition technique, the present model has been constructed for coatings deposited by bar-coating, while dip-coating resulted in a further augmentation of the water contact angle and self-cleaning tissue surfaces [151]. More interestingly, these nanoparticle coatings can be used as a model-system where the bio-renewable content of the nanoparticle structures and coatings could be improved by substituting towards a maximum of 70 wt % of the polymer coating with various vegetable oils, i.e., SMI/oil, including palm-, soy-, sunflower-, rapeseed, caster or cornoil [153]. The synthesis of such nanoparticles with diameters of 20 to 50 nm has been well-documented for different concentrations of soy-oil [154], and palm-oil [155]. The presence of vegetable oil in the coating enhances the hydrophobicity and more importantly, it serves as a natural binder in between the nanoparticles resulting in continuous and homogeneous coatings with reduced brittleness and high thermal stability. An example of the nanoparticles with encapsulated vegetable oils coated on paper is shown in Figure 8: in general, the nanoparticle coatings with poly-(unsaturated) oils have best hydrophobicity, while the coatings with hydrogenated oil develop a multi-scale roughness with open, porous nanoparticles and presentation of some amount free oil augmenting the hydrophobicity towards a water contact angle of 128° (static) or 138° (advancing) [156].
Figure 7.
Illustration of a model for water contact angles on paper coated with nanoparticles, depending on (a) the chemical composition of the surface in terms of imide content; (b) nanoscale surface roughness in terms of root-mean square surface roughness from atomic force microscopy (AFM) measurements [152].
Figure 7.
Illustration of a model for water contact angles on paper coated with nanoparticles, depending on (a) the chemical composition of the surface in terms of imide content; (b) nanoscale surface roughness in terms of root-mean square surface roughness from atomic force microscopy (AFM) measurements [152].
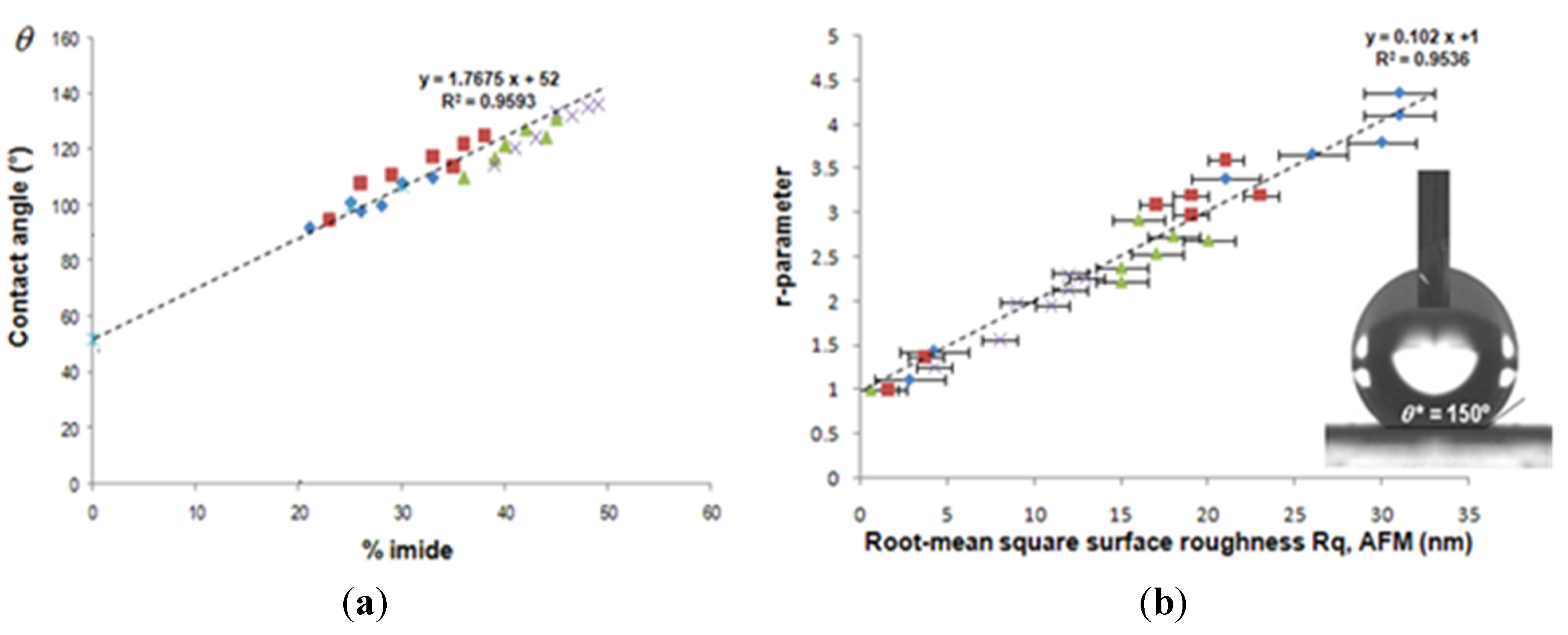
Figure 8.
Nanoparticle coatings of SMI/oil on paper surfaces with encapsulated vegetable oils, e.g., (a) 50 wt % soy oil; (b) 70 wt % palm oil, forming a continuous coating layer.
Figure 8.
Nanoparticle coatings of SMI/oil on paper surfaces with encapsulated vegetable oils, e.g., (a) 50 wt % soy oil; (b) 70 wt % palm oil, forming a continuous coating layer.
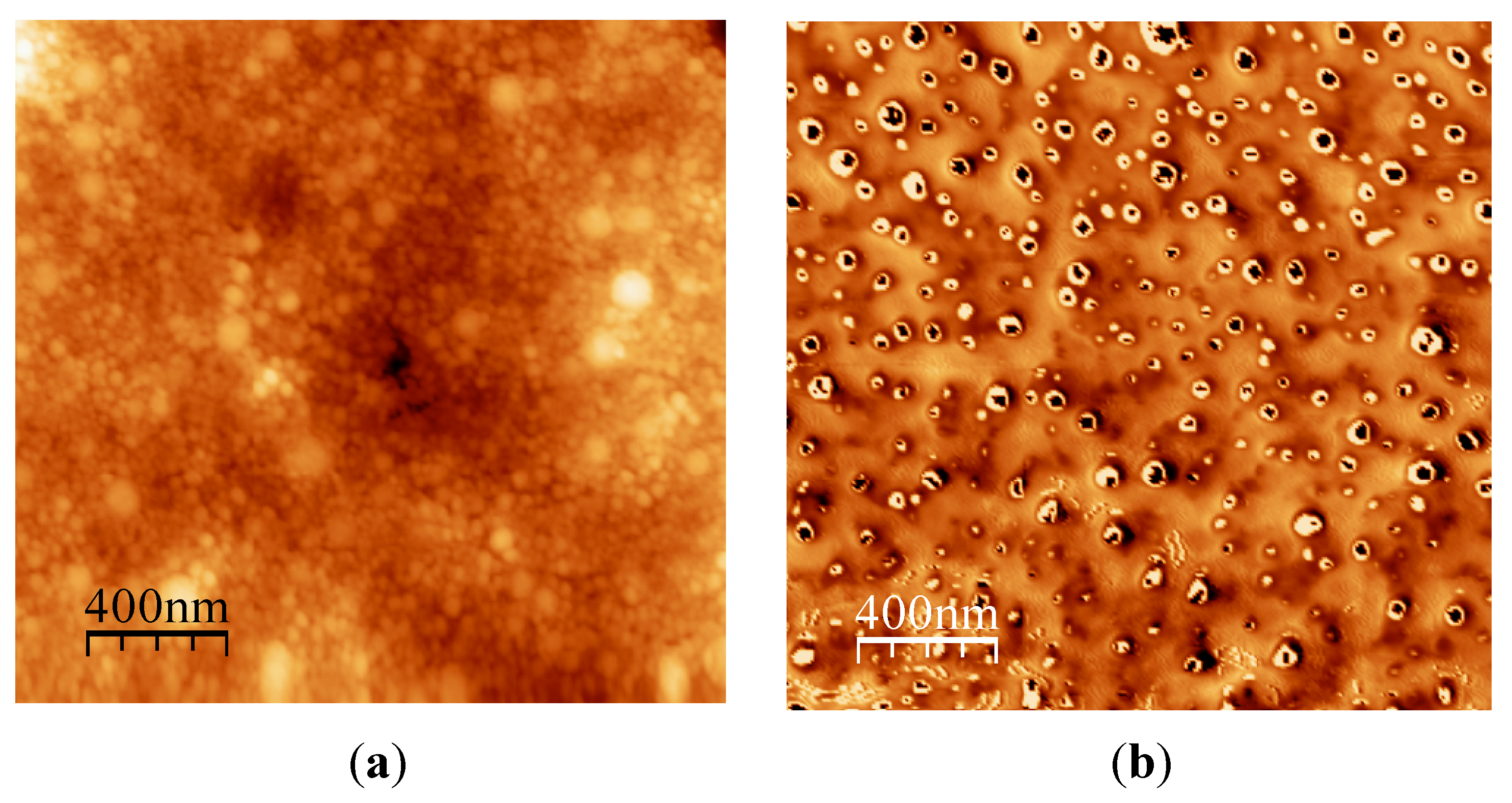
In another example, cellulose has been exploited as a nanoscale coating for the fabrication of superhydrophobic papers by mimicking the lotus-leaf hierarchical surface topography, using porous structured microparticles of surface modified nanofibrillated cellulose (NFC) [157]. The microparticles were formed by spray drying of solvent-based NFC, followed by quick drying and modification by fluorinated trichlorosilane surfactant. Similarly, cellulose stearoyl ester (CSE) nanoparticles were made from CSE solution via nanoprecipitation and spray-coating over papers to provide structured superhydrophobic surfaces with a water contact larger than 150°, exhibiting self-cleaning properties [91], while the surface hydrophobicity of these papers can be further tuned by thermal annealing.
At present, only some research has been reported on paper coatings with high hydrophobicity that have been made by nanoscale structures purely created by biopolymers. As a single example, the organization PHB into micro- or nanosized structures by a phase-separation technique, and their precipitation on paper has been realized [158]. In this process, papers were immersed in the PHB-chloroform solution for a specified time, followed by an immersion in the mixture of ethanol-water acting as a non-solvent. Due to the thermodynamic instability, the non-solvent diffused into the PHB-solvent system and PHB transformed into micro- to nanoscale structures with high surface roughness. The surface wettability of these papers (water contact angle 153° ± 0.7°) can be further controlled by argon plasma treatment in certain regions by the application of a mask. These kind of papers can potentially be used as disposable labware and lab-on-paper devices, having the advantage of extremely low-cost material, with self-cleaning and water resistance properties, and may be suitable for handling biological and hazardous substances [159].
6.2.2. Active Tuning of Surface Properties of Papers
Several novel intelligent responsive functional materials have been created as a coating to tune specific surface functionalities of cellulose fibers or papers, including anti-microbial paper [160,161], insect-repellant paper [162], photoactive paper [163], fragrance paper [164], and color-producing papers [165]. These papers are mostly developed by micro or nano-encapsulation techniques, where the functional responsive material is encapsulated to provide protection from ambient environment or conditions. Interestingly, these materials can respond to external stimuli such as mechanical stress [164], humidity [165], light [163], and temperature [162], and desired user properties can be achieved on demand. Especially, researchers could reversibly tune the wetting mechanisms (hydrophilic to hydrophobic and vice versa) of a liquid crystalline cellulosic film under UV light exposure, which was attributed to conformational transformation of the photo-sensitive molecules that results from the cis/trans isomerization of functional azo-groups [166]. A new way to make hydrophobic paper has been discussed by combining the layer-by-layer (LbL) technique with the adsorption of a colloidal paraffin wax onto the multilayer structure [167]: thermal curing for 30 min at 160 °C can initiate the cross-linking between the adsorbed layers and cellulose fibers, which further increases the surface roughness followed by an increase in contact angle up to 150°, probably because of intensification of wax hydrophobic properties. Especially, the functionality of the SMI/oil nanoparticle coatings with encapsulated oils as presented in the previous paragraph has been enhanced by studying the controlled thermal release of oil during heating up to 250 °C [168], affecting the surface hydrophobicity of coated papers by exposure of oil.
Thermo-responsive MFC fibers and coatings have been developed by an in-situ surface modification of the fibers under aqueous conditions, incorporating hybrid nanoparticles of SMI/carnauba wax [169]. The mechanism responsible for tuning the surface hydrophobicity of the modified MFC network has been studied, where the water contact angles can be actively tuned from 120° to 150° by selective thermal annealing for different temperatures and time [170]. The obtained surface hydrophobicity was a function of combined release and migration of wax leading to the formation of thin wax patches (Figure 9) on the MFC fiber structure with multiscale morphology. As previously stated, the barrier properties of MFC/NFC films strongly deteriorate in presence of moisture, while the present design allows to combine both hydrophobicity and oxygen barrier resistance. Alternatively, the modified MFC fibers can be combined as a nanofiller within a biopolymer matrix to form a completely protective barrier coating, where the interface compatibility with a non-polymer matrix is ensured by the thermal release of wax and improvement in surface hydrophobicity during processing (e.g., by extrusion).
Figure 9.
Atomic force microscopy (AFM) morphology of modified microfibrillated cellulose (MFC) films (a) non-cured; and (b) cured at maximum temperatures of 220 °C [170].
Figure 9.
Atomic force microscopy (AFM) morphology of modified microfibrillated cellulose (MFC) films (a) non-cured; and (b) cured at maximum temperatures of 220 °C [170].
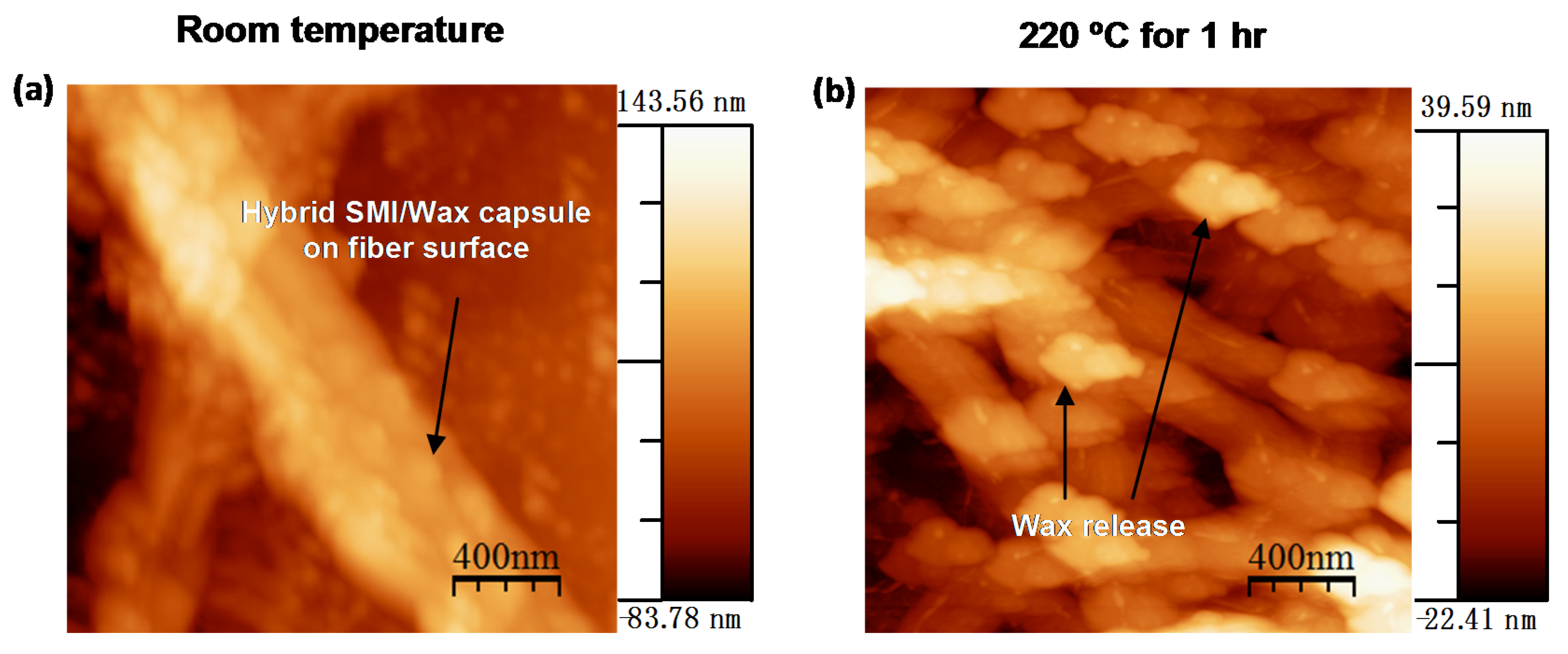
6.3. Outlook
For most packaging applications, a low WVP and OP are required to protect the packed good for longer times. Under conditions of high relative humidity; however, bio-based polymers and fibers with intrinsically hydrophilic properties and relatively good barrier properties against oxygen adsorb water and lead to swelling, which leads to an increase in the levels of WVP and OP. It is therefore necessary to enhance the water resistance of the packaging materials by hydrophobic treatments, in order to provide good barrier protection against both water (moisture, vapor) and oxygen.
After analyzing available literature data on the barrier properties of bio-based polymers and their applicability as paper coatings, a proposed way to improve the performance of bio-based polymer coatings on paper by further exploitation of nanotechnological methods is depicted in the Figure 10. As standard materials, petroleum-based polymers such as polyethylene are known to have excellent barrier against water vapor and can withstand under high humidity conditions without deteriorating the WVP values [171]. In parallel, several non-polar biopolymers such as PLA, PHB and PHBV have good WVP, but PHB is so far known as biopolymer with most comparable WVP to that of petroleum-based polymers. In order to further enhance the barrier properties of native biopolymers, the incorporation of hydrophobically modified CNC into a PHBV matrix improves the WVP of the bionanocomposite film [131]. Otherwise, MFC/NFC possesses excellent oxygen barrier properties and the MFC films perform even better than conventional polymers such as PVdC-coated polyester or EVOH [80,123]. However, due to the water sensitivity of cellulose and strong increase in WVP under high humidity conditions, hydrophobic surface modification of MFC/NFC is needed to protection against deterioration of the barrier properties. Therefore, several routes for the surface modification of MFC are available, as presented in this overview paper. Especially, the incorporation of modified MFC [169] with high water resistance and thermally tunable hydrophobicity into a PHB matrix can be realized as a possible way towards the development of fully bio-based nanocomposite coatings for paper application. In order to further increase the barrier properties of paper coatings, additional fillers such as hydrophobic kaolinite particles may be added.
Figure 10.
Future prospective of using existing bionanocomposites film as paper coatings and comparing the barrier properties (a) water vapor permeability; (b) oxygen permeability; and (c) water contact angle as measure of water resistance.
Figure 10.
Future prospective of using existing bionanocomposites film as paper coatings and comparing the barrier properties (a) water vapor permeability; (b) oxygen permeability; and (c) water contact angle as measure of water resistance.
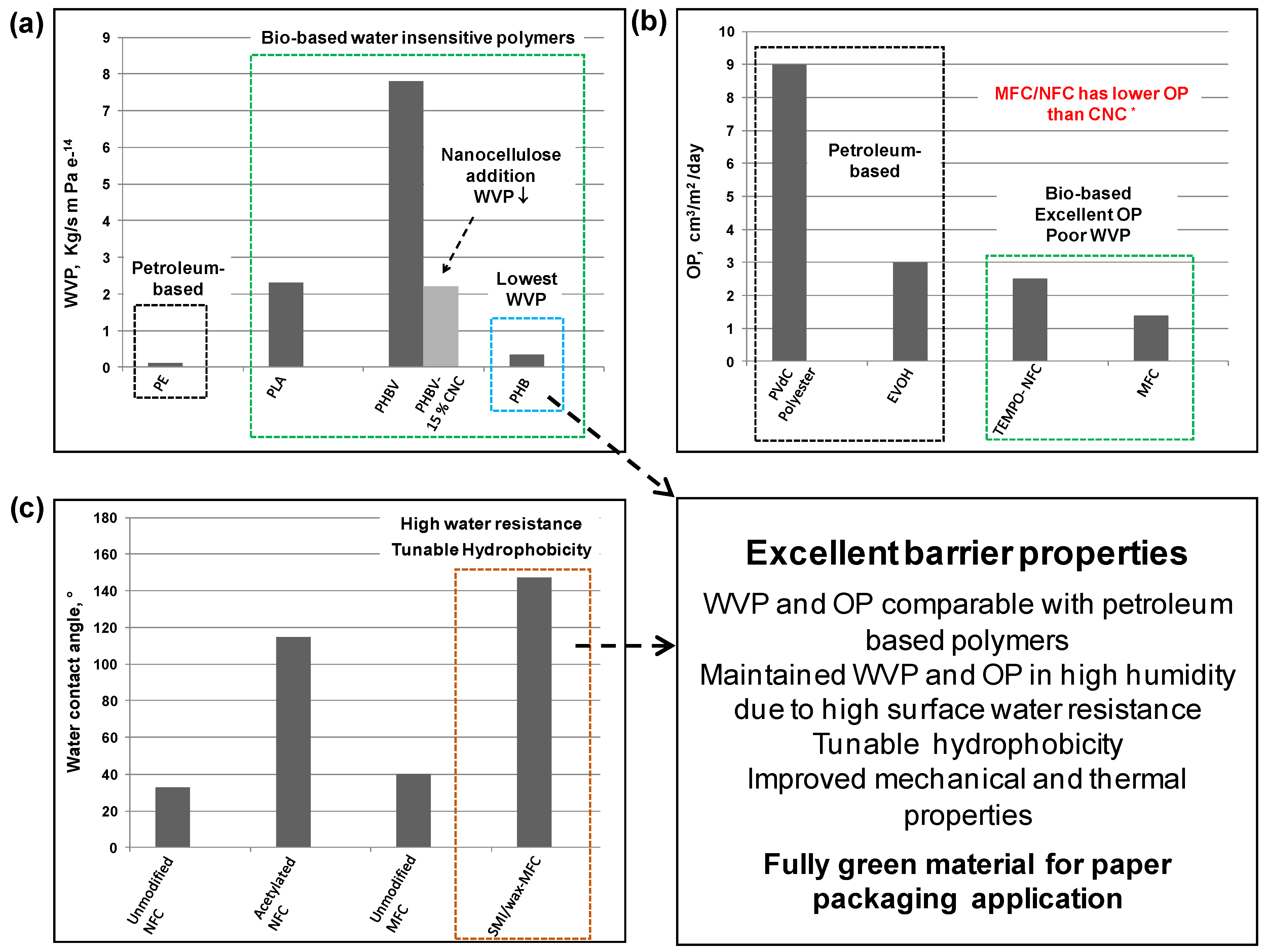
In parallel with the above material selection, the possibilities for converting biopolymers into structured nanoparticle coatings should be further explored as they may highly contribute to the enhancement in hydrophobicity and barrier protection. While it is known that many biopolymers can be converted into nanoparticles with controllable structure or hierarchical arrangements induced by self-organization of the polymer chains, they are frequently utilized as drug delivery systems [172], but have never explored as paper coatings. For example, keratin—a kind of protein—exhibits a high mechanical strength due to presence of disulfide bonds and was recently prepared as a nanosuspension resulting in ultrathin transparent coating for tissue engineering applications with enhanced mechanical properties [173]. Likewise, chitosan, alginates and zein all can be processed to form nanoparticles by several techniques such as, emulsification, desolvation, coacervation and electrospray drying [172], and must be checked for their processing conditions and favorable properties to be utilized as nanoparticle paper coatings.
7. Conclusions
The literature survey shows that bio-based polymers have the great potential to replace the fossil-oil based and synthetic polymers as renewable materials for paper coating application. Biopolymer paper coatings not only give the flexibility for biodegradation and recyclability, but several routes have been presented for improving the functionality of coated paper surfaces. From the presented review, an appropriate combination of select materials (bio-based polymers and fillers) and surface structuring has the potential to provide a fully protective bio-based paper coating.
From the industrially available polymers, PLA and PHB offer the best opportunities as thermoplastic materials that can be processed by continuous extrusion coating in order to provide a thick and continuous coating layer. Other biopolymers should rather be applied by dispersion and solvent casting, which may offer the possibility to apply very thin coating layers with highly specific properties. However, the full exploitation of thermoplastic biopolymers as a paper coating is still hindered by difficulties in processing, mainly related to the thermal instability near the melting temperatures, specific crystallization behavior and resulting mechanical properties. In common practice, these issues can be solved by polymer blending or use of copolymers, which have demonstrated improved processing and properties when applied as a paper coating. On the other hand, nanotechnology seems to include an alternative to overcome processing properties related to pure biopolymers and in addition provides specific functionalities to the paper coating. A range of available bio-based nanofillers have interesting properties for enhancement of barrier properties along with improvements in mechanical properties of the coating. However, a most critical point for incorporation of nanofillers in a biopolymer coating remains their homogeneous dispersion. Therefore, the hydrophobic interface modification of intrinsically hydrophilic nanofillers is advised: besides the traditional ways of chemical surface modification, new nanoscale technologies have been presented and are under development. As such, thermo-responsive MFC with tunable hydrophobicity may fit as a nanofiller for PHB to improve the mechanical properties. In parallel, the nanofillers may serve as a nucleating agent for uniform crystallization and hence reduced brittleness of the biopolymer coatings, while they also have the ability to improve the thermal stability leading to better processing of the biopolymer. In conclusion, the creation of bio-based nanocomposite coatings on paper provides the opportunity to maintain a combination of favorable barrier properties by hydrophobic protection, offering low oxygen and water vapor permeability.
Acknowledgments
This work was supported by the Robert Bosch Foundation (Foresnab-project, 2011–2016), and the State of Baden-Württemberg (NaCoPa-Project, 2012–2015).
Author Contributions
Vibhore Rastogi was researcher performing literature research, data interpretation and writing the manuscript. Pieter Samyn was involved in project coordination and writing the manuscript.
Conflicts of Interest
The authors declare no conflict of interest
References
- Bellussi, G.; Bohnet, M.; Bus, J.; Drauz, K.; Greim, H.; Jäckel, K.-P.; Karst, U.; Kleemann, A.; Kreysa, G.; Laird, T.; et al. Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2000. [Google Scholar]
- Tang, X.Z.; Kumar, P.; Alavi, S.; Sandeep, K.P. Recent advances in biopolymers and biopolymer-based nanocomposites for food packaging materials. Crit. Rev. Food Sci. Nutr. 2012, 52, 426–442. [Google Scholar] [CrossRef] [PubMed]
- Khwaldia, K.; Arab-Tehrany, E.; Desobry, S. Biopolymer coatings on paper packaging materials. Compr. Rev. Food Sci. F 2010, 9, 82–91. [Google Scholar] [CrossRef]
- Andersson, C. New ways to enhance the functionality of paperboard by surface treatment—A review. Packag. Technol. Sci. 2008, 21, 339–373. [Google Scholar] [CrossRef]
- Hladnik, A. Characterization of pigments in coating formulations for high-end ink-jet papers. Dyes Pigm. 2002, 54, 253–263. [Google Scholar] [CrossRef]
- Kugge, C.; Johnson, B. Improved barrier properties of double dispersion coated liner. Prog. Org. Coat. 2008, 62, 430–435. [Google Scholar] [CrossRef]
- Daoud, W.A.; Xin, J.H.; Tao, X. Superhydrophobic silica nanocomposite coating by a low-temperature process. J. Am. Ceram. Soc. 2004, 87, 1782–1784. [Google Scholar] [CrossRef]
- Dufresne, A. Nanocellulose: A new ageless bionanomaterial. Mater. Today 2013, 16, 220–227. [Google Scholar] [CrossRef]
- Sanchez-Garcia, M.D.; Lagaron, J.M. Novel clay-based nanobiocomposites of biopolyesters with synergistic barrier to UV light, gas, and vapour. J. Appl. Polym. Sci. 2010, 118, 188–199. [Google Scholar] [CrossRef]
- Cha, D.S.; Chinnan, M.S. Biopolymer-based antimicrobial packaging: A review. Crit. Rev. Food Sci. Nutr. 2004, 44, 223–237. [Google Scholar] [CrossRef] [PubMed]
- Liana, D.D.; Raguse, B.; Gooding, J.J.; Chow, E. Recent advances in paper-based sensors. Sensors 2012, 12, 11505–11526. [Google Scholar] [CrossRef] [PubMed]
- Guerrero, M.P.; Bertrand, F.; Rochefort, D. Activity, stability and inhibition of a bioactive paper prepared by large-scale coating of laccase microcapsules. Chem. Eng. Sci. 2011, 66, 5313–5320. [Google Scholar] [CrossRef]
- Chen, S.; Li, X.; Li, Y.; Sun, J. Intumescent flame-retardant and self-healing superhydrophobic coatings on cotton fabric. ACS Nano 2015, 9, 4070–4076. [Google Scholar] [CrossRef] [PubMed]
- Rong, M.Z.; Zhang, M.Q.; Ruan, W.H. Surface modification of nanoscale fillers for improving properties of polymer nanocomposites: A review. Mater. Sci. Technol. 2006, 22, 787–796. [Google Scholar] [CrossRef]
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly(lactic acid) modifications. Prog. Polym. Sci. 2010, 35, 338–356. [Google Scholar] [CrossRef]
- Cheng, H.-Y.; Yang, Y.-J.; Li, S.-C.; Hong, J.-Y.; Jang, G.-W. Modification and extrusion coating of polylactic acid films. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Mekonnen, T.; Mussone, P.; Khalil, H.; Bressler, D. Progress in bio-based plastics and plasticizing modifications. J. Mater. Chem. A 2013, 1, 13379–13398. [Google Scholar] [CrossRef]
- Lao, H.-K.; Renard, E.; Linossier, I.; Langlois, V.; Vallée-Rehel, K. Modification of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) film by chemical graft copolymerization. Biomacromolecules 2007, 8, 416–423. [Google Scholar] [CrossRef] [PubMed]
- Kjellgren, H.; Gällstedt, M.; Engström, G.; Järnström, L. Barrier and surface properties of chitosan-coated greaseproof paper. Carbohydr. Polym. 2006, 65, 453–460. [Google Scholar] [CrossRef]
- Yang, N.; Deng, Y. Paper sizing agents from micelle-like aggregates of polystyrene-based cationic copolymers. J. Appl. Polym. Sci. 2000, 77, 2067–2073. [Google Scholar] [CrossRef]
- Menzel, C.; Koch, K. Impact of the coating process on the molecular structure of starch-based barrier coatings. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Khwaldia, K. Physical and mechanical properties of hydroxypropyl methylcellulose- coated paper as affected by coating weight and coating composition. BioResources 2013, 8, 3438–3452. [Google Scholar] [CrossRef]
- Sothornvit, R. Effect of hydroxypropyl methylcellulose and lipid on mechanical properties and water vapor permeability of coated paper. Food Res. Int. 2009, 42, 307–311. [Google Scholar] [CrossRef]
- Reis, A.B.; Yoshida, C.M.P.; Reis, Ana Paula C; Franco, T.T. Application of chitosan emulsion as a coating on Kraft paper. Polym. Int. 2011, 60, 963–969. [Google Scholar] [CrossRef]
- Ham-Pichavant, F.; Sèbe, G.; Pardon, P.; Coma, V. Fat resistance properties of chitosan-based paper packaging for food applications. Carbohydr. Polym. 2005, 61, 259–265. [Google Scholar] [CrossRef]
- Zhang, W.; Xiao, H.; Qian, L. Enhanced water vapour barrier and grease resistance of paper bilayer-coated with chitosan and beeswax. Carbohydr. Polym. 2014, 101, 401–406. [Google Scholar] [CrossRef] [PubMed]
- Song, Z.; Xiao, H.; Li, Y. Effects of renewable materials coatings on oil resistant properties of paper. Nord. Pulp. Pap. Res. J. 2015, 30, 344–349. [Google Scholar] [CrossRef]
- Khwaldia, K. Water vapor barrier and mechanical properties of paper-sodium caseinate and paper-sodium caseinate-paraffin wax films. J. Food Biochem. 2010, 34, 998–1013. [Google Scholar] [CrossRef]
- Khwaldia, K.; Basta, A.H.; Aloui, H.; El-Saied, H. Chitosan-caseinate bilayer coatings for paper packaging materials. Carbohydr. Polym. 2014, 99, 508–516. [Google Scholar] [CrossRef] [PubMed]
- Gällstedt, M.; Brottman, A.; Hedenqvist, M.S. Packaging-related properties of protein- and chitosan-coated paper. Packag. Technol. Sci. 2005, 18, 161–170. [Google Scholar] [CrossRef]
- Parris, N.; Dickey, L.C.; Wiles, J.L.; Moreau, R.A.; Cooke, P.H. Enzymatic hydrolysis, grease permeation and water barrier properties of zein isolate coated paper. J. Agric. Food Chem. 2000, 48, 890–894. [Google Scholar] [CrossRef] [PubMed]
- Rhim, J.W.; Lee, J.-H.; Hong, S.-I. Increase in water resistance of paperboard by coating with poly(lactide). Packag. Technol. Sci. 2007, 20, 393–402. [Google Scholar] [CrossRef]
- Rhim, J.-W.; Kim, J.-H. Properties of poly(lactide)-coated paperboard for the use of 1-way paper cup. J. Food Sci. 2009, 74, E105–E111. [Google Scholar] [CrossRef] [PubMed]
- Rhim, J.W. Effect of coating methods on the properties of poly(lactide)-coated paperboard: Solution coating vs. thermo-compression coating. Food Sci. Biotechnol. 2009, 18, 1155–1160. [Google Scholar]
- Song, Z.; Xiao, H.; Zhao, Y. Hydrophobic-modified nano-cellulose fiber/PLA biodegradable composites for lowering water vapor transmission rate (WVTR) of paper. Carbohyd. Polym. 2014, 111, 442–448. [Google Scholar] [CrossRef] [PubMed]
- Cyras, V.P.; Commisso, M.S.; Mauri, A.N.; Vázquez, A. Biodegradable double-layer films based on biological resources: Polyhydroxybutyrate and cellulose. J. Appl. Polym. Sci. 2007, 106, 749–756. [Google Scholar] [CrossRef]
- Cyras, V.P.; Soledad, C.M.; Analía, V. Biocomposites based on renewable resource: Acetylated and non acetylated cellulose cardboard coated with polyhydroxybutyrate. Polymer 2009, 50, 6274–6280. [Google Scholar] [CrossRef]
- Kuusipalo, J. PHB/V in extrusion coating of paper and paperboard—Study of functional properties. Part II. J. Polym. Environ. 2000, 8, 49–57. [Google Scholar] [CrossRef]
- Aulin, C.; Gällstedt, M.; Lindström, T. Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 2010, 17, 559–574. [Google Scholar] [CrossRef]
- Mahendrasingam, A.; Martin, C.; Fuller, W.; Blundell, D.J.; Mackerron, D.; Rule, R.J.; Oldman, R.J.; Liggat, J.; Riekel, C.; Engström, P. Microfocus X-ray diffraction of spherulites of poly-3-hydroxybutyrate. J. Synchrotron. Radiat. 1995, 2, 308–312. [Google Scholar] [CrossRef] [PubMed]
- Withey, R.E.; Hay, J.N. The effect of seeding on the crystallisation of poly(hydroxybutyrate), and co-poly(hydroxybutyrate-co-valerate). Polymer 1999, 40, 5147–5152. [Google Scholar] [CrossRef]
- Hablot, E.; Bordes, P.; Pollet, E.; Avérous, L. Thermal and thermo-mechanical degradation of poly(3-hydroxybutyrate)-based multiphase systems. Polym. Degrad. Stab. 2008, 93, 413–421. [Google Scholar] [CrossRef]
- Van Tuil, R.; Fowler, P.; Lawther, M.; Weber, C.J. Properties of biobased packaging materials. In Biobased Packaging Material for the Food Industry—Status and Perspectives, 1st ed.; Weber, C.J, Ed.; The Royal Veterinary and Agricultural: Fredriksberg, Denmark, 2000; pp. 13–44. [Google Scholar]
- Wurzburg, O.B. Introduction. In Modified starches: Properties and Uses; Wurzburg, O.B, Ed.; CRC Press: Boca Raton, FL, USA, 1986; pp. 3–16. [Google Scholar]
- Hermansson, A.-M.; Svegmark, K. Developments in the understanding of starch functionality. Trends Food Sci. Technol. 1996, 7, 345–353. [Google Scholar] [CrossRef]
- Perry, P.A.; Donald, A.M. The role of plasticization in starch granule assembly. Biomacromolecules 2000, 1, 424–432. [Google Scholar] [CrossRef] [PubMed]
- Vásconez, M.B.; Flores, S.K.; Campos, C.A.; Alvarado, J.; Gerschenson, L.N. Antimicrobial activity and physical properties of chitosan–tapioca starch based edible films and coatings. Food Res. Int. 2009, 42, 762–769. [Google Scholar] [CrossRef]
- Matsui, K. Cassava bagasse-Kraft paper composites: Analysis of influence of impregnation with starch acetate on tensile strength and water absorption properties. Carbohydr. Polym. 2004, 55, 237–243. [Google Scholar] [CrossRef]
- Larotonda, F.; Matsui, K.N.; Sobral, P.; Laurindo, J.B. Hygroscopicity and water vapor permeability of Kraft paper impregnated with starch acetate. J. Food Eng. 2005, 71, 394–402. [Google Scholar] [CrossRef]
- Sriroth, K.; Sangseethong, K. Starch: An Important Component of the Paper Making Process; Thai Tapioca Starch Cellulose Association: Bangkok, Thailand, 2009; Available online: http://www.thaitapiocastarch.org/article17.asp (accessed on 10 May 2015).
- Santayanon, R.; Wootthikanokkhan, J. Modification of cassava starch by using propionic anhydride and properties of the starch-blended polyester polyurethane. Carbohydr. Polym. 2003, 51, 17–24. [Google Scholar] [CrossRef]
- BeMiller, J.N.; Whistler, R.L. Starch: Chemistry and Technology, 3rd ed.; Academic: London, UK, 2009. [Google Scholar]
- Bajpai, P. Application of enzymes in the pulp and paper industry. Biotechnol. Prog. 1999, 15, 147–157. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.L.; Shin, J.Y.; Koh, C.H.; Ryu, H.; Lee, D.J.; Sohn, C. Surface sizing with cationic starch: Its effect on paper quality and papermaking process. Tappi J. 2002, 1, 34–40. [Google Scholar]
- Dury-Brun, C.; Chalier, P.; Desobry, S.; Voilley, A. Properties of treated papers and plastic film influencing ethyl ester transfer. J. Food Eng. 2008, 88, 114–125. [Google Scholar] [CrossRef]
- Maximova, N.; Österberg, M.; Laine, J.; Stenius, P. The wetting properties and morphology of lignin adsorbed on cellulose fibres and mica. Colloids Surf. A 2004, 239, 65–75. [Google Scholar] [CrossRef]
- Yang, X.W.; Shen, Y.D.; Li, P.Z.; Huang, F. Study on the performance and of hydrophobic starch modified by ASA and its application as surface sizing agent. J. Funct. Mater. 2013, 44, 212–215. [Google Scholar]
- Bordenave, N.; Grelier, S.; Coma, V. Hydrophobization and antimicrobial activity of chitosan and paper-based packaging material. Biomacromolecules 2010, 11, 88–96. [Google Scholar] [CrossRef] [PubMed]
- Bordenave, N.; Grelier, S.; Pichavant, F.; Coma, V. Water and moisture susceptibility of chitosan and paper-based materials: Structure–property relationships. J. Agric. Food Chem. 2007, 55, 9479–9488. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, S.C.M.; Freire, C.S.R.; Silvestre, A.J.D.; Desbrières, J.; Gandini, A.; Neto, C.P. Production of coated papers with improved properties by using a water-soluble chitosan derivative. Ind. Eng. Chem. Res. 2010, 49, 6432–6438. [Google Scholar] [CrossRef]
- Kuusipalo, J.; Kaunisto, M.; Laine, A.; Kellomäki, M. Chitosan as a coating additive in paper and paperboard. Tappi J. 2005, 4, 17–21. [Google Scholar]
- Rhim, J.-W.; Lee, J.-H.; Hong, S.-I. Water resistance and mechanical properties of biopolymer (alginate and soy protein) coated paperboards. LWT Food Sci. Technol. 2006, 39, 806–813. [Google Scholar] [CrossRef]
- Brault, D.; d’Aprano, G.; Lacroix, M. Formation of free-standing sterilized edible films from irradiated caseinates. J. Agric. Food Chem. 1997, 45, 2964–2969. [Google Scholar] [CrossRef]
- Khwaldia, K.; Linder, M.; Banon, S.; Desobry, S. Effects of mica, carnauba wax, glycerol, and sodium caseinate concentrations on water vapor barrier and mechanical properties of coated paper. J. Food sci. 2005, 70, E192–E197. [Google Scholar] [CrossRef]
- Han, J.; Salmieri, S.; Le Tien, C.; Lacroix, M. Improvement of water barrier property of paperboard by coating application with biodegradable polymers. J. Agric. Food Chem. 2010, 58, 3125–3131. [Google Scholar] [CrossRef] [PubMed]
- McHugh, T.H.; Krochta, J.M. Permeability properties of edible films. In Edible Coatings and Films to Improve Food Quality; Krotcha, J.M., Baldwin, E.A., Nisperos-Carriedo, M.O., Eds.; Technomic Publishing Co. Inc.: Lancaster, PA, USA, 1994; pp. 139–187. [Google Scholar]
- Lin, S.-Y.; Krochta, J.M. Plasticizer effect on grease barrier and color properties of whey-protein coatings on paperboard. J. Food Sci. 2003, 68, 229–233. [Google Scholar] [CrossRef]
- Guillaume, C.; Pinte, J.; Gontard, N.; Gastaldi, E. Wheat gluten-coated papers for bio-based food packaging: Structure, surface and transfer properties. Food Res. Int. 2010, 43, 1395–1401. [Google Scholar] [CrossRef]
- Gastaldi, E.; Chalier, P.; Guillemin, A.; Gontard, N. Microstructure of protein-coated paper as affected by physico-chemical properties of coating solutions. Colloids Surf. A 2007, 301, 301–310. [Google Scholar] [CrossRef]
- Park, H.J.; Kim, S.H.; Lim, S.T.; Shin, D.H.; Choi, S.Y.; Hwang, K.T. Grease resistance and mechanical properties of isolated soy protein-coated paper. J. Amer. Oil Chem. Soc. 2000, 77, 269–273. [Google Scholar] [CrossRef]
- Trezza, T.A.; Vergano, P.J. Grease resistance of corn zein coated paper. J. Food Sci. 1994, 59, 912–915. [Google Scholar] [CrossRef]
- Trezza, T.A.; Wiles, J.L.; Vergano, P.J. Water vapor and oxygen barrier properties of corn zein-coated paper. Tappi J. 1998, 81, 171–176. [Google Scholar]
- De Vlieger, JJ. Green plastic for food packaging. In Novel Food Packaging Techniques; Ahvenainen, R., Ed.; CRC Press: Boca Raton, FL, USA; Woodhead Publishing Ltd.: Cambridge, UK, 2003; pp. 519–534. [Google Scholar]
- Poirier, Y.; Dennis, D.E.; Klomparens, K.; Somerville, C. Polyhydroxybutyrate, a biodegradable thermoplastic, produced in transgenic plants. Science 1992, 256, 520–523. [Google Scholar] [CrossRef] [PubMed]
- Petersen, K.; Væggemose Nielsen, P.; Bertelsen, G.; Lawther, M.; Olsen, M.B.; Nilsson, N.H.; Mortensen, G. Potential of biobased materials for food packaging. Trends Food Sci. Technol. 1999, 10, 52–68. [Google Scholar] [CrossRef]
- Bourbonnais, R.; Marchessault, R.H. Application of polyhydroxyalkanoate granules for sizing of paper. Biomacromolecules 2010, 11, 989–993. [Google Scholar] [CrossRef] [PubMed]
- Kuusipalo, J. PHB/V in extrusion coating of paper and paperboard: Part I: Study of functional properties. J. Polym. Environ. 2000, 8, 39–47. [Google Scholar] [CrossRef]
- Dagnon, K.L.; Thellen, C.; Ratto, J.A.; D’Souza, N.A. Physical and thermal analysis of the degradation of poly(3-hydroxybutyrate-co-4-hydroxybutyrate) coated paper in a constructed soil medium. J. Polym. Environ. 2010, 18, 510–522. [Google Scholar] [CrossRef]
- Safinia, L. Nanotechnology: A Top Down Approach: Microfluidics Lab-on-a-Chip. 2008. Available online: http://www.frost.com/prod/servlet/market-insight-print.pag?docid=138969752 (accessed on 20 May 2015).
- Kumar, V.; Bollström, R.; Yang, A.; Chen, Q.; Chen, G.; Salminen, P.; Bousfield, D.; Toivakka, M. Comparison of nano- and microfibrillated cellulose films. Cellulose 2014, 21, 3443–3456. [Google Scholar] [CrossRef]
- Mao, J.; Osorio-Madrazo, A.; Laborie, M.-P. Preparation of cellulose I nanowhiskers with a mildly acidic aqueous ionic liquid: Reaction efficiency and whiskers attributes. Cellulose 2013, 20, 1829–1840. [Google Scholar] [CrossRef]
- Eriksen, Ø.; Syverud, K.; Gregersen, Ø. The use of microfibrillated cellulose produced from kraft pulp as strength enhancer in TMP paper. Nord. Pulp Pap. Res. J. 2008, 23, 299–304. [Google Scholar] [CrossRef]
- Sehaqui, H.; Zhou, Q.; Berglund, L.A. Nanofibrillated cellulose for enhancement of strength in high-density paper structures. Nord. Pulp. Pap. Res. J. 2013, 28, 182–189. [Google Scholar] [CrossRef]
- Henniges, U.; Veigel, S.; Lems, E.-M.; Bauer, A.; Keckes, J.; Pinkl, S.; Gindl-Altmutter, W. Microfibrillated cellulose and cellulose nanopaper from Miscanthus biogas production residue. Cellulose 2014, 21, 1601–1610. [Google Scholar] [CrossRef]
- Mänttäri, M.; Nyström, M. Ultrafiltration and nanofiltration in the pulp and paper industry using cross-rotational (CR) filters. Water Sci. Technol. 2004, 50, 229–38. [Google Scholar] [PubMed]
- Rahmaninia, M.; Khosravani, A. Improving the paper recycling process of old corrugated container wastes. Cellulose Chem. Technol. 2015, 49, 203–208. [Google Scholar]
- Ramsden, J. Nanotechnology in Coatings, Inks and Adhesives; Pira International Ltd.: Leatherhead, UK, 2004. [Google Scholar]
- Ogihara, H.; Xie, J.; Saji, T. Factors determining wettability of superhydrophobic paper prepared by spraying nanoparticle suspensions. Colloids Surf. A 2013, 434, 35–41. [Google Scholar] [CrossRef]
- Li, S.; Wei, Y.; Huang, J. Facile fabrication of superhydrophobic cellulose materials by a nanocoating approach. Chem. Lett. 2010, 39, 20–21. [Google Scholar] [CrossRef]
- Bayer, I.S.; Fragouli, D.; Attanasio, A.; Sorce, B.; Bertoni, G.; Brescia, R.; di Corato, R.; Pellegrino, T.; Kalyva, M.; Sabella, S.; et al. Water-repellent cellulose fiber networks with multifunctional properties. Appl. Mater. Interface 2011, 3, 4024–4031. [Google Scholar] [CrossRef] [PubMed]
- Geissler, A.; Loyal, F.; Biesalski, M.; Zhang, K. Thermo-responsive superhydrophobic paper using nanostructured cellulose stearoyl ester. Cellulose 2014, 21, 357–366. [Google Scholar] [CrossRef]
- Martins, N.C.T.; Freire, C.S.R.; Pinto, R.J.B.; Fernandes, S.C.M.; Pascoal, N.C.; Silvestre, A.J.D.; Causio, J.; Baldi, G.; Sadocco, P.; Trindade, T. Electrostatic assembly of Ag nanoparticles onto nanofibrillated cellulose for antibacterial paper products. Cellulose 2012, 19, 1425–1436. [Google Scholar] [CrossRef]
- Floody, M.C.; Theng, B.K.G.; Mora, M.L. Natural nanoclays: Applications and future trends—A Chilean perspective. Clay Miner. 2009, 44, 161–176. [Google Scholar] [CrossRef]
- Litina, K.; Miriouni, A.; Gournis, D.; Karakassides, M.A.; Georgiou, N.; Klontzas, E.; Ntoukas, E.; Avgeropoulos, A. Nanocomposites of polystyrene-b-polyisoprene copolymer with layered silicates and carbon nanotubes. Eur. Polym. J. 2006, 42, 2098–2107. [Google Scholar] [CrossRef]
- Lin, J.-J.; Chan, Y.-N.; Lan, Y.-F. Hydrophobic modification of layered clays and compatibility for epoxy nanocomposites. Materials 2010, 3, 2588–2605. [Google Scholar] [CrossRef] [Green Version]
- Su, X.; Zhang, G.; Xu, K.; Wang, J.; Song, C.; Wang, P. The effect of MMT/modified MMT on the structure and performance of the superabsorbent composite. Polym. Bull. 2008, 60, 69–78. [Google Scholar] [CrossRef]
- Samyn, P.; Schoukens, G.; Stanssens, D. kaolinite nanocomposite platelets synthesized by intercalation and imidization of poly(styrene-co-maleic anhydride). Materials 2015, 8, 4363–4388. [Google Scholar] [CrossRef]
- Nieddu, E.; Mazzucco, L.; Gentile, P.; Benko, T.; Balbo, V.; Mandrile, R.; Ciardelli, G. Preparation and biodegradation of clay composites of PLA. React. Funct. Polym. 2009, 69, 371–379. [Google Scholar] [CrossRef]
- Mohamed El-Hadi, A. Investigation of the effect of nano-clay type on the non-isothermal crystallization kinetics and morphology of poly(3(R)-hydroxybutyrate) PHB/clay nanocomposites. Polym. Bull. 2014, 71, 1449–1470. [Google Scholar] [CrossRef]
- Vartiainen, J.; Tuominen, M.; Nättinen, K. Bio-hybrid nanocomposite coatings from sonicated chitosan and nanoclay. J. Appl. Polym. Sci. 2010, 116, 3638–3647. [Google Scholar] [CrossRef]
- Aldana, D.; Villa, E.; de dios Hernández, Miguel; Sánchez, G.; Cruz, Q.; Gallardo, S.; Castillo, H.; Casarrubias, L. Barrier properties of polylactic acid in cellulose based packages using montmorillonite as filler. Polymers 2014, 6, 2386–2403. [Google Scholar] [CrossRef]
- Wu, C.L.; Zhang, Q.M.; Rong, Z.M.; Klaus, F. Tensile performance improvement of low nanoparticles filled polypropylene composites. Compos. Sci. Technol. 2002, 62, 1327–1340. [Google Scholar] [CrossRef]
- Alexandre, M.; Dubois, P. Polymer-layered silicate nanocomposites: Preparation, properties and uses of a new class of materials. Mater. Sci. Eng. R 2000, 28, 1–63. [Google Scholar] [CrossRef]
- Johansson, C.; Bras, J.; Mondragon, I.; Nechita, P.; Plackett, D.; Šimon, P.; Svetec, D.G.; Virtanen, S.; Baschetti, M.G.; Breen, C.; et al. Renewable fibers and bio-based materials for packaging applications—A review of recent developments. BioResources 2012, 7, 2506–2552. [Google Scholar] [CrossRef]
- Donaldson, L. Cellulose microfibril aggregates and their size variation with cell wall type. Wood Sci. Technol. 2007, 41, 443–460. [Google Scholar] [CrossRef]
- Ahola, S.; Salmi, J.; Johansson, L.-S.; Laine, J.; Osterberg, M. Model films from native cellulose nanofibrils. Preparation, swelling, and surface interactions. Biomacromolecules 2008, 9, 1273–1282. [Google Scholar] [CrossRef] [PubMed]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues: Wheat straw and soy hulls. Biores. Technol. 2008, 99, 1664–1671. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.; Yu, H.; Liu, Y.; Hai, Y.; Zhang, M.; Chen, P. Isolation and characterization of cellulose nanofibers from four plant cellulose fibers using a chemical-ultrasonic process. Cellulose 2011, 18, 433–442. [Google Scholar] [CrossRef]
- Heiskanen, I.; Backfolk, K.; Vehviläinen, M.; Kamppuri, T.; Nousiainen, P. Process for producing microfibrillated cellulose. U.S. Patent 8,647,468, 11 February 2014. [Google Scholar]
- Heiskanen, I.; Harlin, A.; Backfolk, K.; Laitinen, R. Process for production of microfibrillated cellulose in an extruder and microfibrillated cellulose produced according to the process. U.S. Patent 20,120,214,979, 26 October 2010. [Google Scholar]
- Walker, L.P.; Wilson, D.B. Enzymatic hydrolysis of cellulose: An overview. Bioresour. Technol. 1991, 36, 3–14. [Google Scholar] [CrossRef]
- Saito, T.; Isogai, A. TEMPO-Mediated Oxidation of native cellulose. The effect of oxidation conditions on chemical and crystal structures of the water-insoluble fractions. Biomacromolecules 2004, 5, 1983–1989. [Google Scholar] [CrossRef] [PubMed]
- Missoum, K.; Belgacem, M.; Bras, J. Nanofibrillated cellulose surface modification: A Review. Materials 2013, 6, 1745–1766. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Davoudpour, Y.; Islam, M.N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Siró, I.; Plackett, D. Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Iwamoto, S.; Nakagaito, A.N.; Yano, H. Nano-fibrillation of pulp fibers for the processing of transparent nanocomposites. Appl. Phys. A 2007, 89, 461–466. [Google Scholar] [CrossRef]
- Habibi, Y.; Lucia, L.A.; Rojas, O.J. Cellulose nanocrystals: Chemistry, self-assembly, and applications. Chem. Rev. 2010, 110, 3479–3500. [Google Scholar] [CrossRef] [PubMed]
- Brinchi, L.; Cotana, F.; Fortunati, E.; Kenny, J.M. Production of nanocrystalline cellulose from lignocellulosic biomass: Technology and applications. Carbohydr. Polym. 2013, 94, 154–169. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Zhao, Z.K. Efficient acid-catalyzed hydrolysis of cellulose in ionic liquid. Adv. Synth. Catal. 2007, 349, 1847–1850. [Google Scholar] [CrossRef]
- Heinze, T.; Schwikal, K.; Barthel, S. Ionic liquids as reaction medium in cellulose functionalization. Macromol. Biosci. 2005, 5, 520–525. [Google Scholar] [CrossRef] [PubMed]
- Mörseburg, K.; Chinga-Carrasco, G. Assessing the combined benefits of clay and nanofibrillated cellulose in layered TMP-based sheets. Cellulose 2009, 16, 795–806. [Google Scholar] [CrossRef]
- Hiia, C.; Gregersena, Ø.W.; Carrascob, C.G.; Eriksenb, Ø. The effect of MFC on the pressability and paper properties of TMP and GCC based sheets. Nord. Pulp. Pap. Res. J. 2012, 27, 388–396. [Google Scholar] [CrossRef]
- Syverud, K.; Stenius, P. Strength and barrier properties of MFC films. Cellulose 2009, 16, 75–85. [Google Scholar] [CrossRef]
- Lavoine, N.; Desloges, I.; Khelifi, B.; Bras, J. Impact of different coating processes of microfibrillated cellulose on the mechanical and barrier properties of paper. J. Mater. Sci. 2014, 49, 2879–2893. [Google Scholar] [CrossRef]
- Lavoine, N.; Bras, J.; Desloges, I. Mechanical and barrier properties of cardboard and 3D packaging coated with microfibrillated cellulose. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Hult, E.-L.; Iotti, M.; Lenes, M. Efficient approach to high barrier packaging using microfibrillar cellulose and shellac. Cellulose 2010, 17, 575–586. [Google Scholar] [CrossRef]
- Krochta, J.M.; Baldwin, E.A.; Nisperos-Carriedo, M.O. Edible Coatings and Films to Improve Food Quality; TECHNOMIC Publishing: Lancaster, UK, 1994. [Google Scholar]
- Habibi, Y. Key advances in the chemical modification of nanocelluloses. Chem. Soc. Rev. 2014, 43, 1519–1542. [Google Scholar] [CrossRef] [PubMed]
- Andresen, M.; Johansson, L.-S.; Tanem, B.S.; Stenius, P. Properties and characterization of hydrophobized microfibrillated cellulose. Cellulose 2006, 13, 665–677. [Google Scholar] [CrossRef]
- Jonoobi, M.; Harun, J.; Mathew, A.P.; Hussein, M.Z.B.; Oksman, K. Preparation of cellulose nanofibers with hydrophobic surface characteristics. Cellulose 2010, 17, 299–307. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.; Yan, C.; Yao, J. Fully biodegradable food packaging materials based on functionalized cellulose nanocrystals/poly(3-hydroxybutyrate-co-3-hydroxyvalerate) nanocomposites. RSC Adv. 2014, 4, 59792–59802. [Google Scholar] [CrossRef]
- Fukuzumi, H.; Saito, T.; Iwata, T.; Kumamoto, Y.; Isogai, A. Transparent and high gas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation. Biomacromolecules 2009, 10, 162–165. [Google Scholar] [CrossRef] [PubMed]
- Arbatan, T.; Zhang, L.; Fang, X.-Y.; Shen, W. Cellulose nanofibers as binder for fabrication of superhydrophobic paper. Chem. Eng. J. 2012, 210, 74–79. [Google Scholar] [CrossRef]
- Nakajima, A.; Hashimoto, K.; Watanabe, T. Recent studies on super-hydrophobic films. Monatsh. Chem. 2001, 132, 31–41. [Google Scholar] [CrossRef]
- Nosonovsky, M.; Bhushan, B. Multiscale friction mechanisms and hierarchical surfaces in nano- and bio-tribology. Mater. Sci. Eng. R. 2007, 58, 162–193. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.M.; Joshi, P.; Datta, S.; Zhao, J.G.; France, P. Plasma assisted hydrophobic coatings on porous materials: Influence of plasma parameters. J. Phys. D Appl. Phys. 2002, 35, 1927–1933. [Google Scholar] [CrossRef]
- Favia, P.; Cicala, G.; Milella, A.; Palumbo, F.; Rossini, P.; d’Agostino, R. Deposition of super-hydrophobic fluorocarbon coatings in modulated RF glow discharges. Surf. Coat. Technol. 2003, 169–170, 609–612. [Google Scholar] [CrossRef]
- Vaswani, S.; Koskinen, J.; Hess, D.W. Surface modification of paper and cellulose by plasma-assisted deposition of fluorocarbon films. Surf. Coat. Technol. 2005, 195, 121–129. [Google Scholar] [CrossRef]
- Schuman, T.; Adolfsson, B.; Wikström, M.; Rigdahl, M. Surface treatment and printing properties of dispersion-coated paperboard. Prog. Org. Coat. 2005, 54, 188–197. [Google Scholar] [CrossRef]
- Hubbe, M.A. Paper’s resistance to wetting: A review of internal sizing chemicals and their effects. BioResources 2007, 2, 106–145. [Google Scholar]
- Stauffer, T.C.; Venditti, R.A.; Gilbert, R.D.; Kadla, J.F.; Chernyak, Y.; Montero, G.A. Supercritical carbon dioxide dewaxing of old corrugated containers. J. Appl. Polym. Sci. 2001, 81, 1107–1114. [Google Scholar] [CrossRef]
- Yoshimitsu, Z.; Nakajima, A.; Watanabe, T.; Hashimoto, K. Effects of surface structure on the hydrophobicity and sliding behavior of water droplets. Langmuir 2002, 18, 5818–5822. [Google Scholar] [CrossRef]
- Ma, M.; Hill, R.M. Superhydrophobic surfaces. Curr. Opin. Colloid. Interface Sci. 2006, 11, 193–202. [Google Scholar] [CrossRef]
- Callies, M.; Chen, Y.; Marty, F.; Pépin, A.; Quéré, D. Microfabricated textured surfaces for super-hydrophobicity investigations. Microelectron. Eng. 2005, 78–79, 100–105. [Google Scholar] [CrossRef]
- Hikita, M.; Tanaka, K.; Nakamura, T.; Kajiyama, T.; Takahara, A. Super-liquid-repellent surfaces prepared by colloidal silica nanoparticles covered with fluoroalkyl groups. Langmuir 2005, 21, 7299–7302. [Google Scholar] [CrossRef] [PubMed]
- Shi, F.; Wang, Z.; Zhang, X. Combining a layer-by-layer assembling technique with electrochemical deposition of gold aggregates to mimic the legs of water striders. Adv. Mater. 2005, 17, 1005–1009. [Google Scholar] [CrossRef]
- Samyn, P.; Schoukens, G.; van den Abbeele, H.; Vonck, L.; Stanssens, D. Application of polymer nanoparticle coating for tuning the hydrophobicity of cellulosic substrates. J. Coat. Technol. Res. 2011, 8, 363–373. [Google Scholar] [CrossRef]
- Samyn, P.; Deconinck, M.; Schoukens, G.; Stanssens, D.; Vonck, L.; van den Abbeele, H. Synthesis and characterization of imidized poly(styrene-maleic anhydride) nanoparticles in stable aqueous dispersion. Polym. Adv. Technol. 2012, 23, 311–325. [Google Scholar] [CrossRef]
- Samyn, P.; Deconinck, M.; Schoukens, G.; Stanssens, D.; Vonck, L.; van den Abbeele, H. Modifications of paper and paperboard surfaces with a nanostructured polymer coating. Prog. Org. Coat. 2010, 69, 442–454. [Google Scholar] [CrossRef]
- Samyn, P.; van Erps, J.; Thienpont, H.; Schoukens, G. Paper coatings with multi-scale roughness evaluated at different sampling sizes. Appl. Surf. Sci. 2011, 257, 5613–5625. [Google Scholar] [CrossRef]
- Stanssens, D.; van den Abbeele, H.; Vonck, L.; Schoukens, G.; Deconinck, M.; Samyn, P. Creating water-repellent and super-hydrophobic cellulose substrates by deposition of organic nanoparticles. Mater. Lett. 2011, 65, 1781–1784. [Google Scholar] [CrossRef]
- Samyn, P.; Schoukens, G.; Vonck, L.; Stanssens, D.; van den Abbeele, H. How thermal curing of an organic paper coating changes topography, chemistry, and wettability. Langmuir 2011, 27, 8509–8521. [Google Scholar] [CrossRef] [PubMed]
- Samyn, P.; Schoukens, G.; Stanssens, D.; Vonck, L.; van den Abbeele, H. Incorporating different vegetable oils into an aqueous dispersion of hybrid organic nanoparticles. J. Nanopart. Res. 2012, 14, 1–24. [Google Scholar] [CrossRef]
- Samyn, P.; van Nieuwkerke, D.; Schoukens, G.; Stanssens, D.; Vonck, L.; van den Abbeele, H. Synthesis of imidized nanoparticles containing soy oil under various reaction conditions. Eur. Polym. J. 2015, 66, 78–90. [Google Scholar] [CrossRef]
- Samyn, P.; van Nieuwkerke, D.; Schoukens, G.; Stanssens, D.; Vonck, L.; van den Abbeele, H. Hybrid palm-oil/styrene-maleimide nanoparticles synthesized in aqueous dispersion under different conditions. J. Microencapsul. 2015, 32, 336–348. [Google Scholar] [CrossRef] [PubMed]
- Samyn, P.; Schoukens, G.; Stanssens, D.; Vonck, L.; van den Abbeele, H. Hydrophobic waterborne coating for cellulose containing hybrid organic nanoparticle pigments with vegetable oils. Cellulose 2013, 20, 2625–2646. [Google Scholar] [CrossRef]
- Mertaniemi, H.; Laukkanen, A.; Teirfolk, J.-E.; Ikkala, O.; Ras, Robin H.A. Functionalized porous microparticles of nanofibrillated cellulose for biomimetic hierarchically structured superhydrophobic surfaces. RSC Adv. 2012, 2, 2882–2886. [Google Scholar] [CrossRef]
- Obeso, C.G.; Sousa, M.P.; Song, W.; Rodriguez-Pérez, M.A.; Bhushan, B.; Mano, J.F. Modification of paper using polyhydroxybutyrate to obtain biomimetic superhydrophobic substrates. Colloids Surf. A 2013, 416, 51–55. [Google Scholar] [CrossRef]
- Sousa, M.P.; Mano, J.F. Superhydrophobic paper in the development of disposable labware and lab-on-paper devices. Appl. Mater. Interface 2013, 5, 3731–3737. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Saini, S.; Yücel Falco, Ç.; Belgacem, M.N.; Bras, J. Surface cationized cellulose nanofibrils for the production of contact active antimicrobial surfaces. Carbohydr. Polym. 2016, 135, 239–247. [Google Scholar] [CrossRef] [PubMed]
- Saini, S.; Belgacem, M.N.; Missoum, K.; Bras, J. Natural active molecule chemical grafting on the surface of microfibrillated cellulose for fabrication of contact active antimicrobial surfaces. Ind. Crop. Prod. 2015, 78, 82–90. [Google Scholar] [CrossRef]
- Ichiura, H.; Yamamoto, K.-I.; Ohtani, Y. Low temperature-dependence of N,N-dimethyl-3-methylbenzamide (DEET) release from a functional paper containing paraffin–DEET composites prepared using interfacial polymerization. Chem. Eng. J. 2014, 245, 17–23. [Google Scholar] [CrossRef]
- Matsubara, H.; Takada, M.; Koyama, S.; Hashimoto, K.; Fujishima, A. Photoactive TiO2 containing paper: Preparation and its photocatalytic activity under weak UV-light illumination. Chem. Lett. 1995, 9, 767–768. [Google Scholar] [CrossRef]
- Ichiura, H.; Takayama, M.; Nishida, N.; Otani, Y. Interfacial polymerization preparation of functional paper coated with polyamide film containing volatile essential oil. J. Appl. Polym. Sci. 2012, 124, 242–247. [Google Scholar] [CrossRef]
- Ichiura, H.; Morikawa, M.; Fujiwara, K. Preparation of microcapsules that produce color in response to humidity for use in intelligent functional paper. J. Mater. Sci. 2005, 40, 1987–1991. [Google Scholar] [CrossRef]
- Pinto, L.F.V.; Kundu, S.; Brogueira, P.; Cruz, C.; Fernandes, S.N.; Aluculesei, A.; Godinho, M.H. Cellulose-based liquid crystalline photoresponsive films with tunable surface wettability. Langmuir 2011, 27, 6330–6337. [Google Scholar] [CrossRef] [PubMed]
- Gustafsson, E.; Larsson, P.A.; Wågberg, L. Treatment of cellulose fibres with polyelectrolytes and wax colloids to create tailored highly hydrophobic fibrous networks. Colloids Surf. A 2012, 414, 415–421. [Google Scholar] [CrossRef]
- Samyn, P.; Stanssens, D. Thermal release of vegetable oils loaded in hydrophobic polymer nanoparticles. Eur. J. Lipid Sci. Technol. 2015, 117. [Google Scholar] [CrossRef]
- Rastogi, V.K.; Samyn, P. Novel production method for in-situ hydrophobization of a microfibrillated cellulose network. Mater. Lett. 2014, 120, 196–199. [Google Scholar] [CrossRef]
- Rastogi, V.; Stanssens, D.; Samyn, P. Mechanism for tuning the hydrophobicity of microfibrillated cellulose films by controlled thermal release of encapsulated wax. Materials 2014, 7, 7196–7216. [Google Scholar] [CrossRef]
- McCall, D.W.; Douglass, D.C.; Blyler, L.L.; Johnson, G.E.; Jelinski, L.W.; Bair, H.E. Solubility and diffusion of water in low-density polyethylene. Macromolecules 1984, 17, 1644–1649. [Google Scholar] [CrossRef]
- Sundar, S.; Kundu, J.; Kundu, S.C. Biopolymeric nanoparticles. Sci. Technol. Adv. Mater. 2010, 11. [Google Scholar] [CrossRef]
- Reichl, S. Films based on human hair keratin as substrates for cell culture and tissue engineering. Biomaterials 2009, 30, 6854–6866. [Google Scholar] [CrossRef] [PubMed]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Rastogi, V.K.; Samyn, P. Bio-Based Coatings for Paper Applications. Coatings 2015, 5, 887-930. https://doi.org/10.3390/coatings5040887
AMA Style
Rastogi VK, Samyn P. Bio-Based Coatings for Paper Applications. Coatings. 2015; 5(4):887-930. https://doi.org/10.3390/coatings5040887
Chicago/Turabian StyleRastogi, Vibhore Kumar, and Pieter Samyn. 2015. "Bio-Based Coatings for Paper Applications" Coatings 5, no. 4: 887-930. https://doi.org/10.3390/coatings5040887