
Fundamental Study on the Effect of Spray Parameters on Characteristics of P3HT:PCBM Active Layers Made by Spray Coating


Abstract
:1. Introduction
2. Experimental Methods
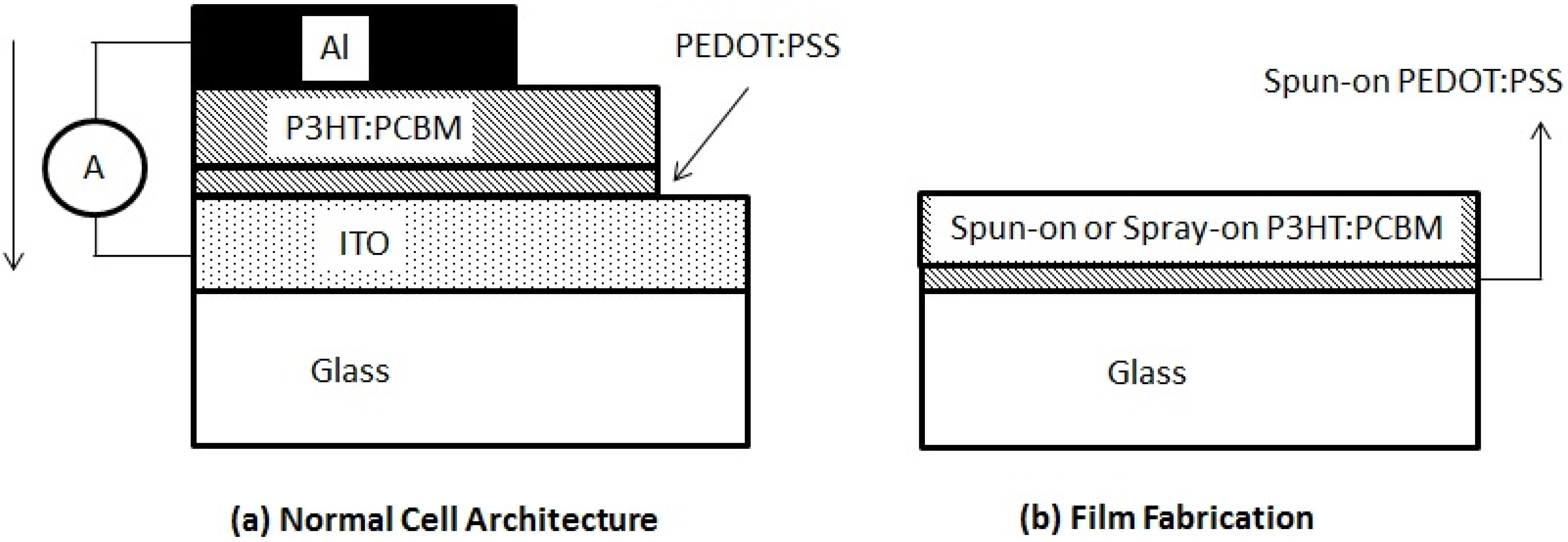
2.1. Fabrication of Spun-On PEDOT:PSS and P3HT:PCBM Films
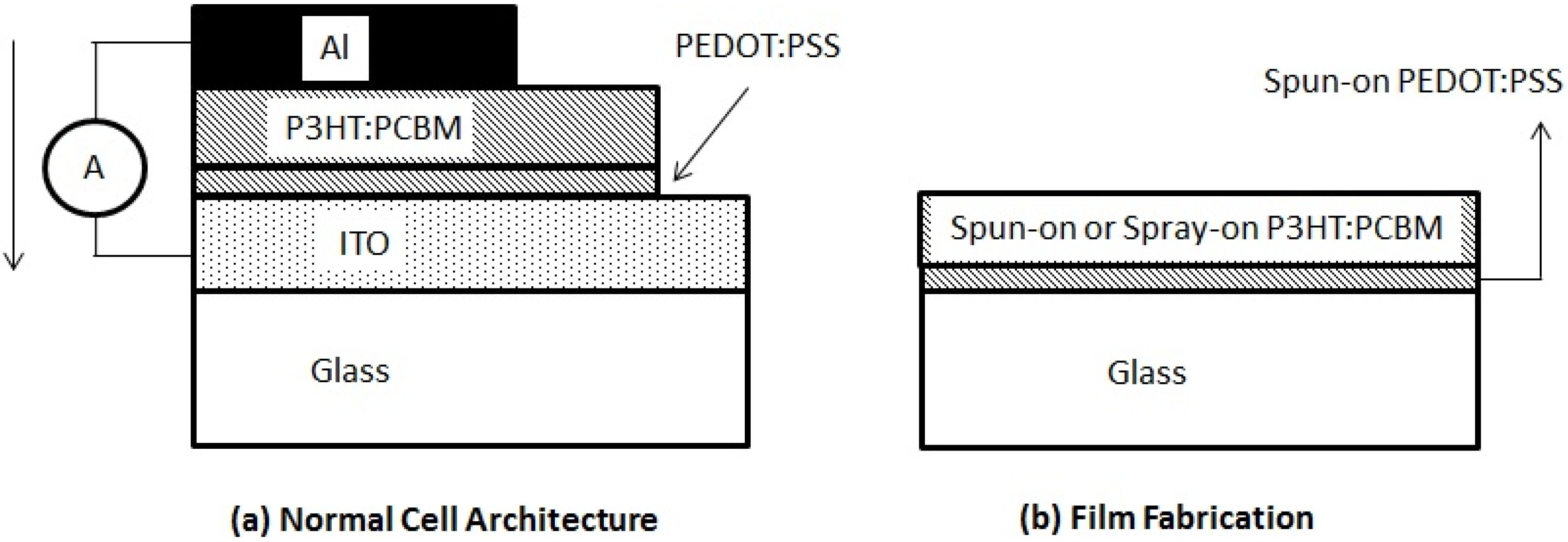
2.2. Fabrication of Spray-On P3HT:PCBM Films

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter (Unit) | Value |
|---|---|
| Precursor solution flow rate (mL/min) | 1, 2, 5 |
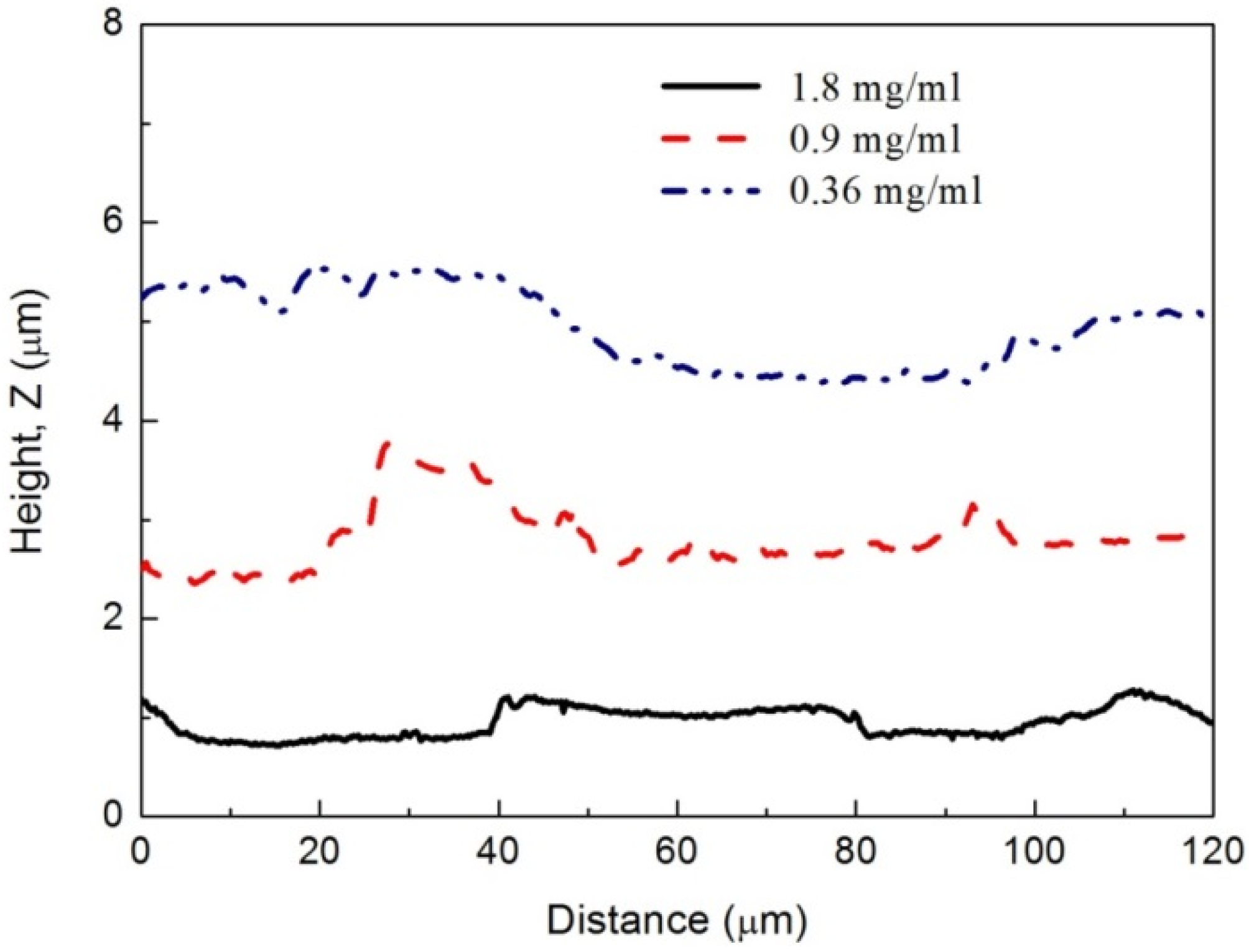
| Precursor solution concentration (mg/mL) | 1.8, 0.9, 0.36 |
| Nozzle tip to substrate distance (cm) | 9 |
| Substrate temperature (°C) | 55 |
| Nozzle tip moving speed in (x, y) direction (mm/s) | (10, 0) |
| Nozzle moving distance (x, y) in one round (mm) | 40 |
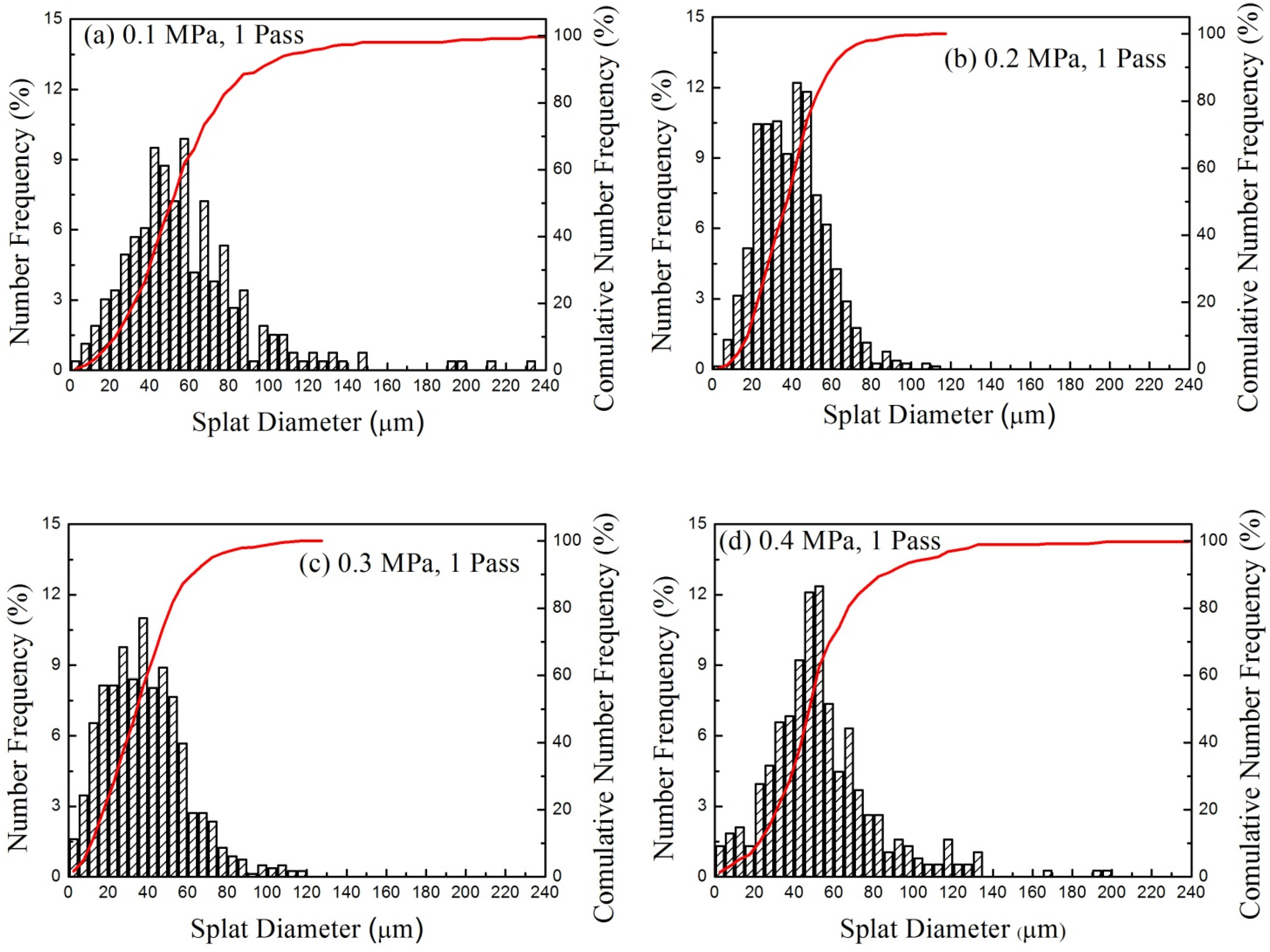
| Air pressure (MPa) | 0.1, 0.2, 0.3 or 0.4 |
| Number of spray deposition passes | 1, 15, 30 |
2.3. Characterization
3. Results and Discussion
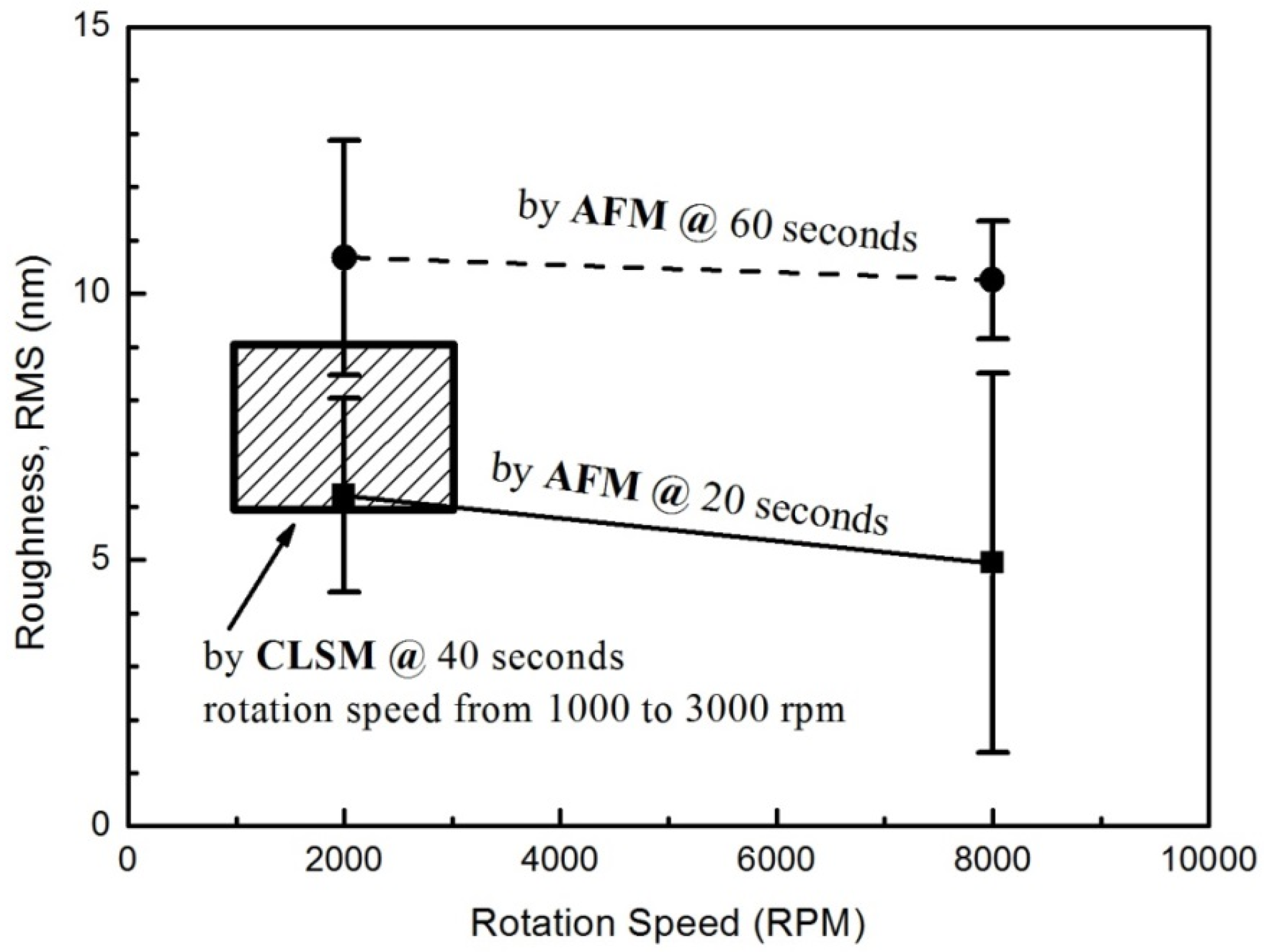
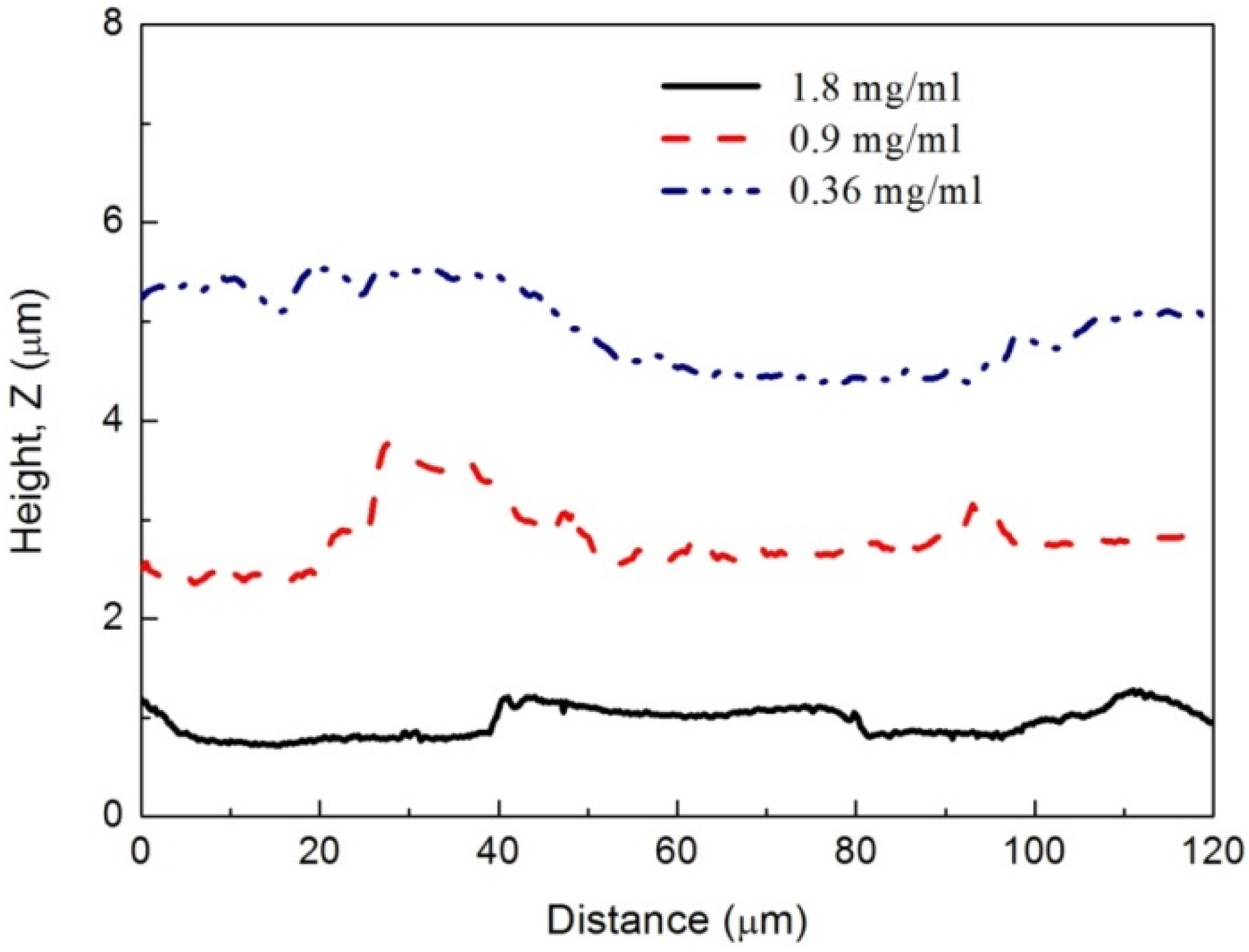
3.1. Accuracy of the CLSM Measurements


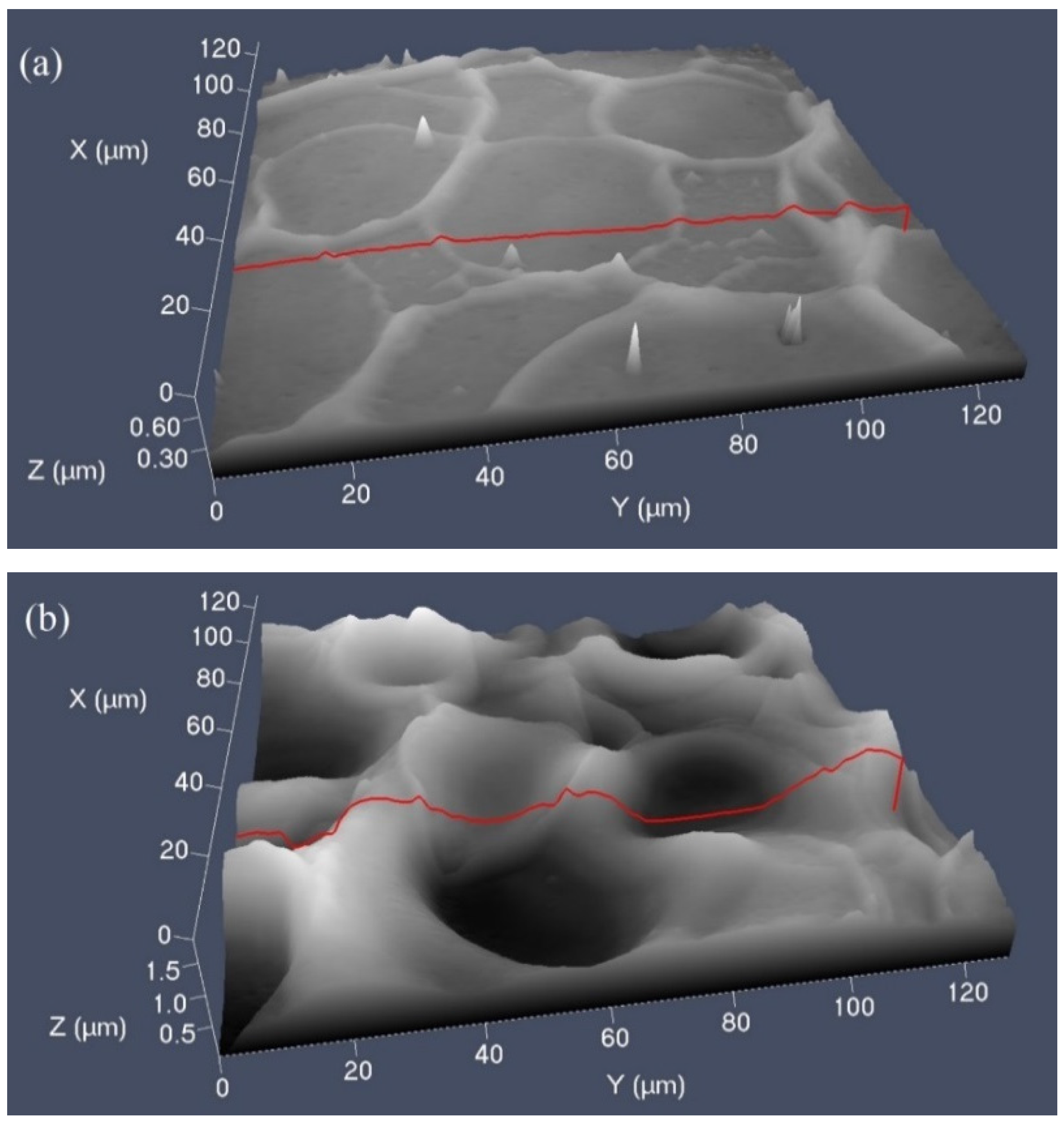
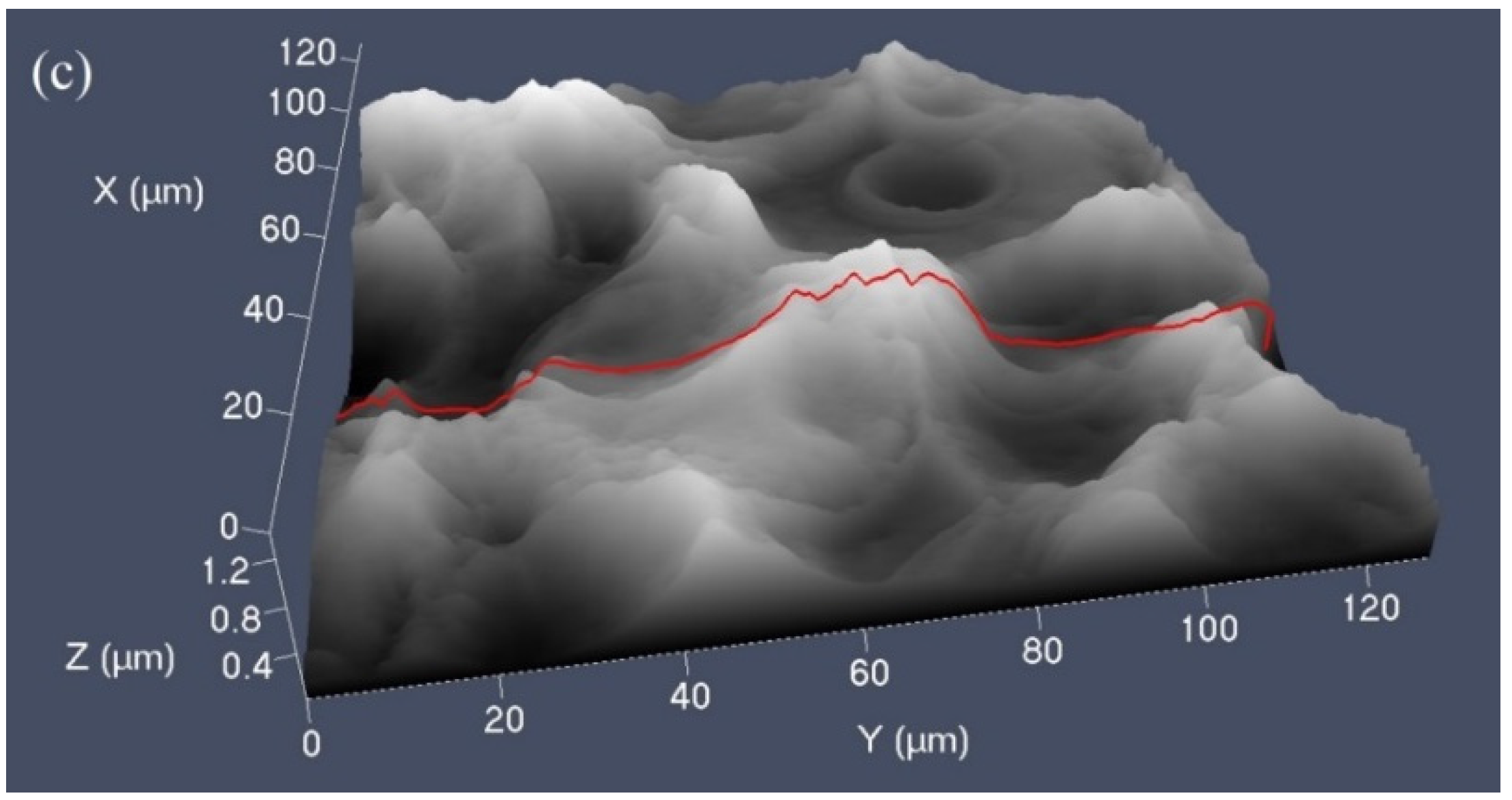
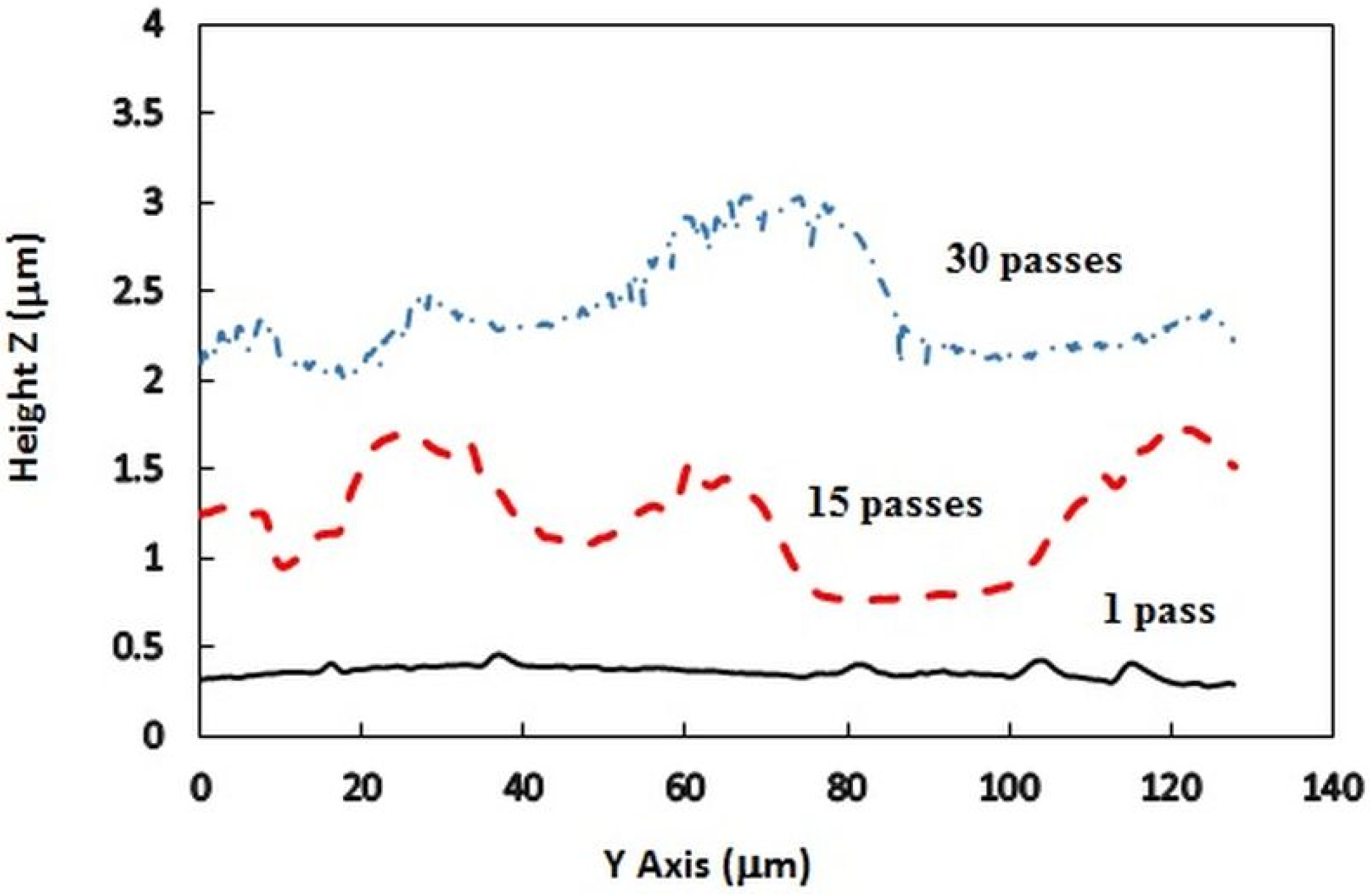
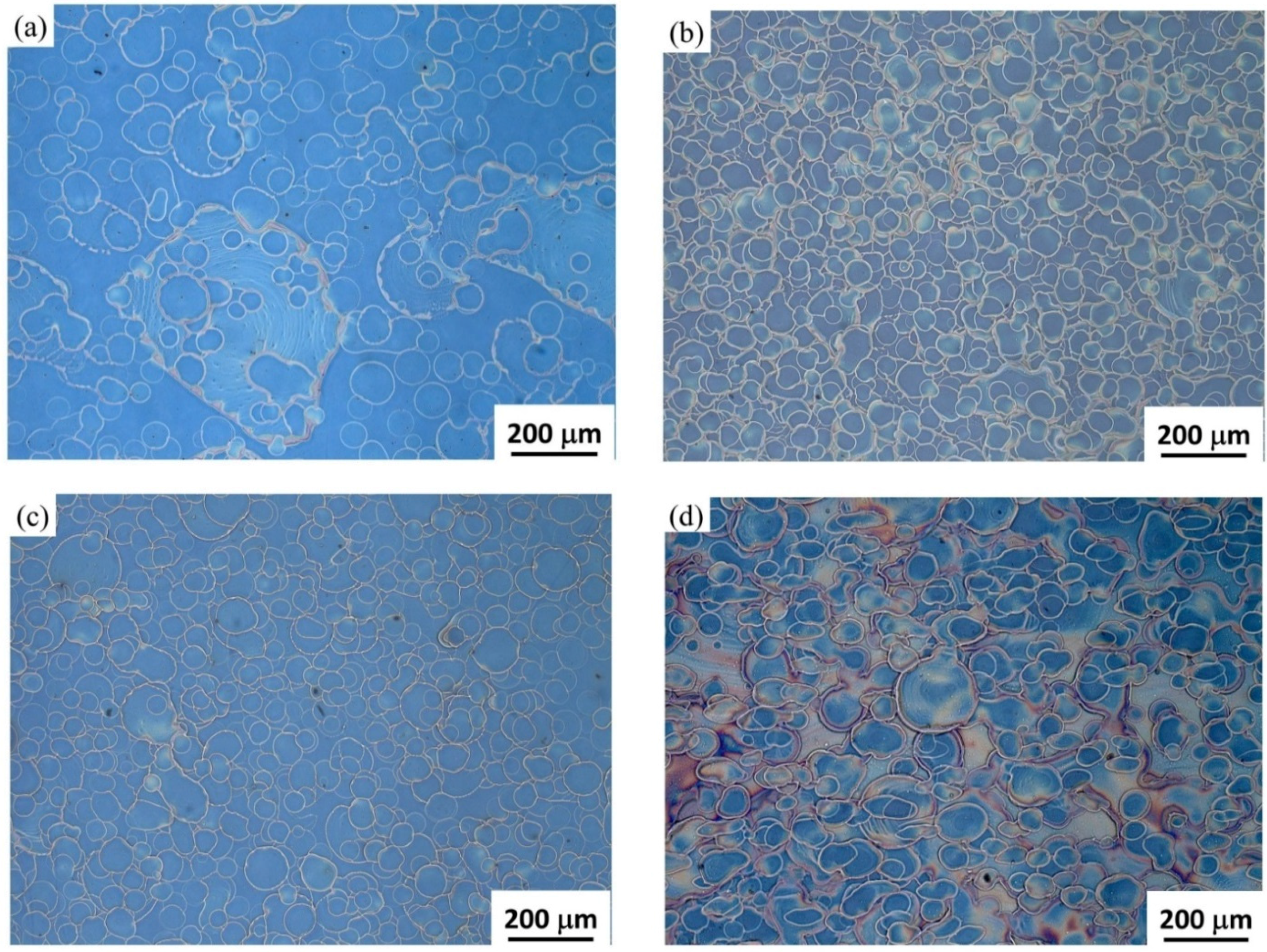
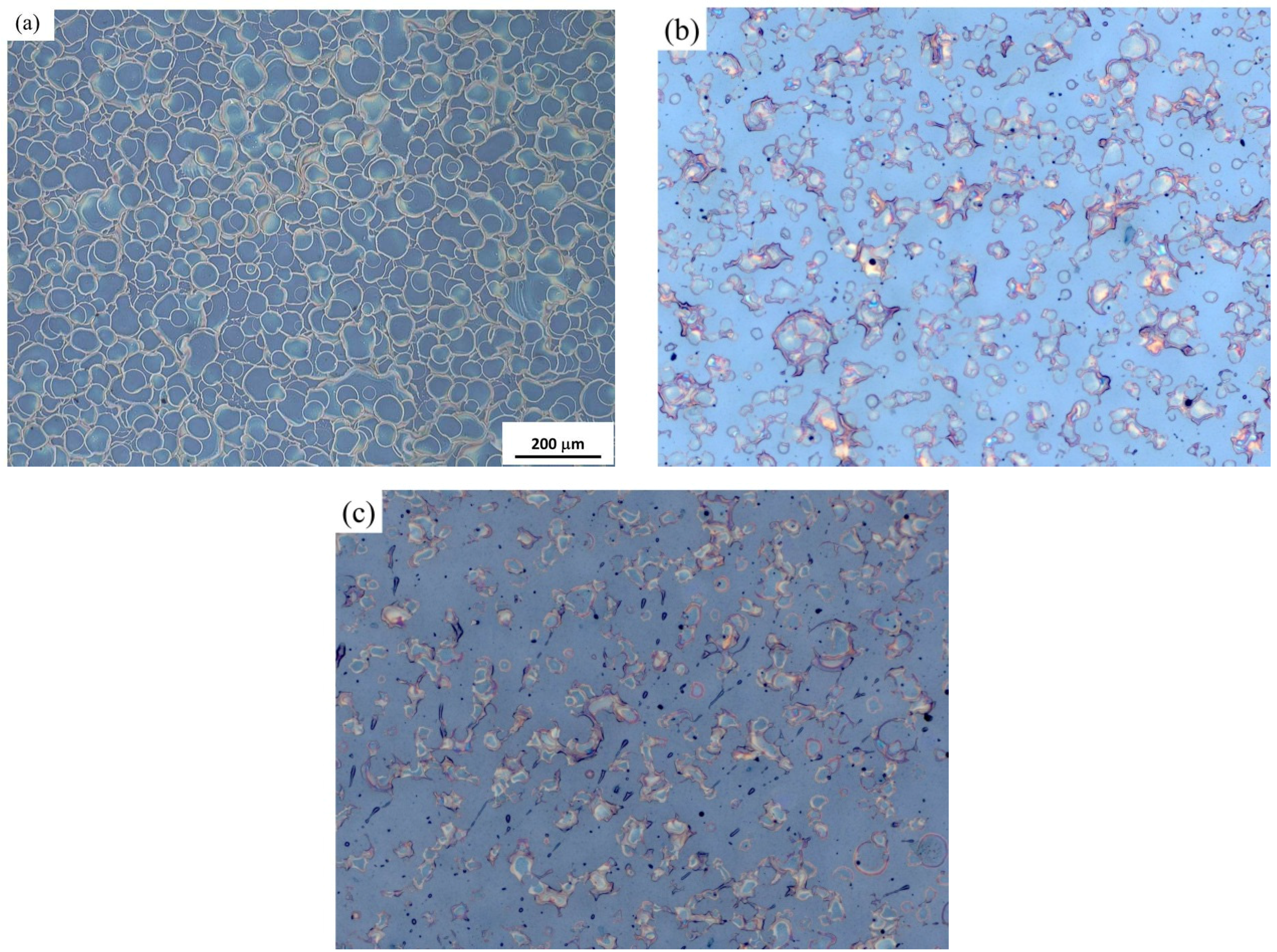
3.2. Surface Topography of Spray-On P3HT:PCBM Films
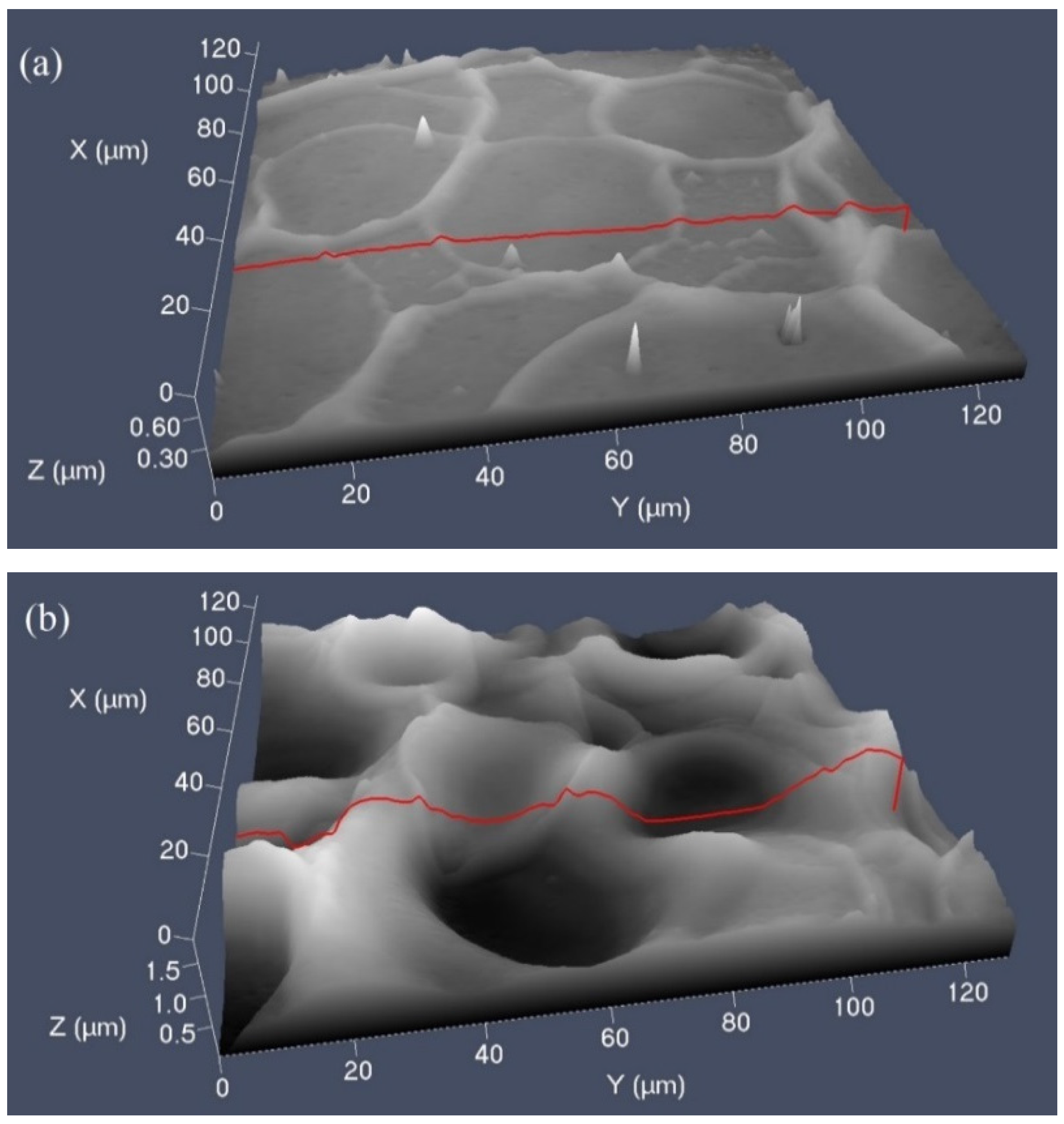
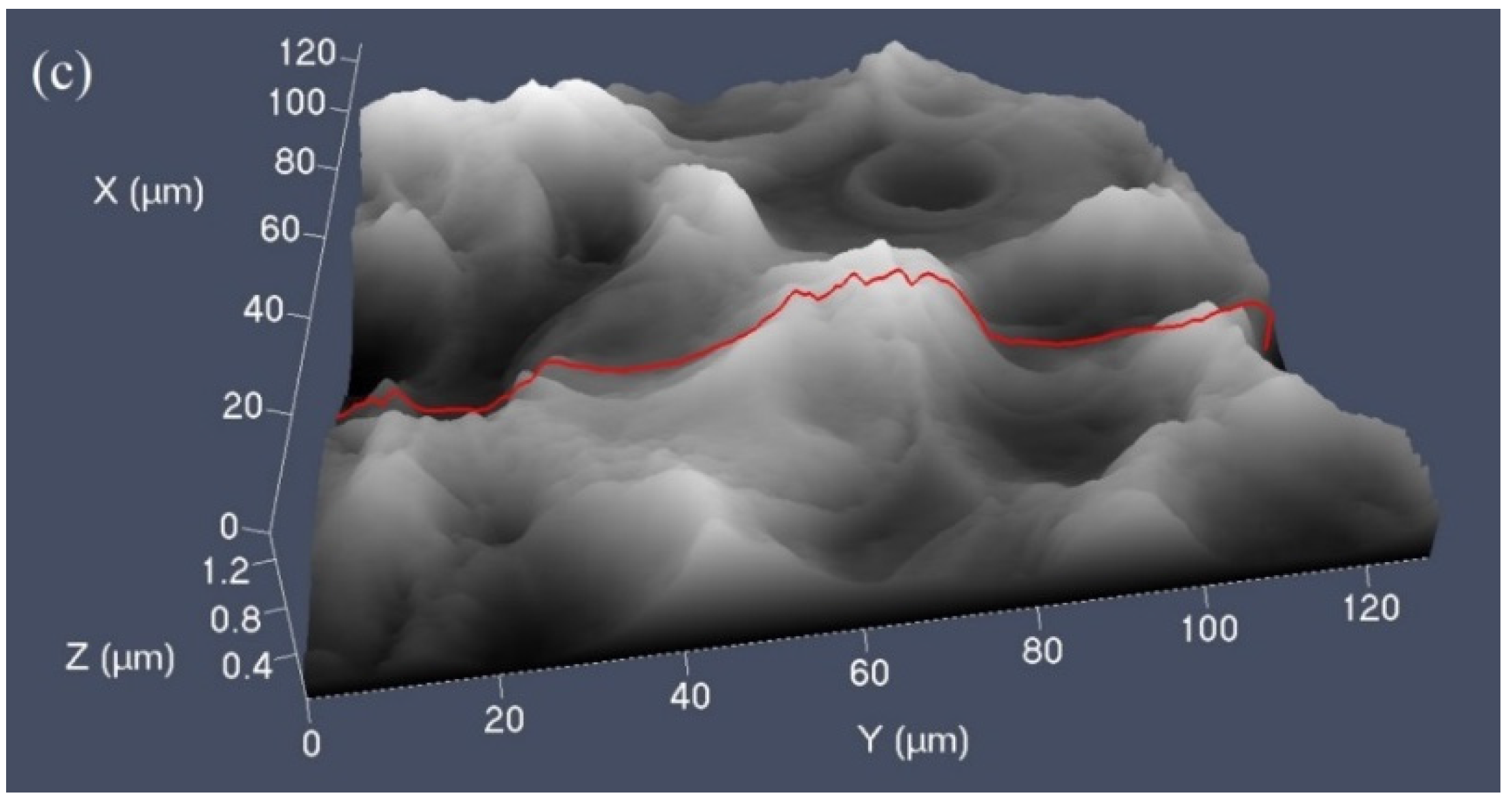


| Number of Spray Deposition Passes | RMS Roughness (nm) |
|---|---|
| 1 | 63 |
| 15 | 279 |
| 30 | 263 |
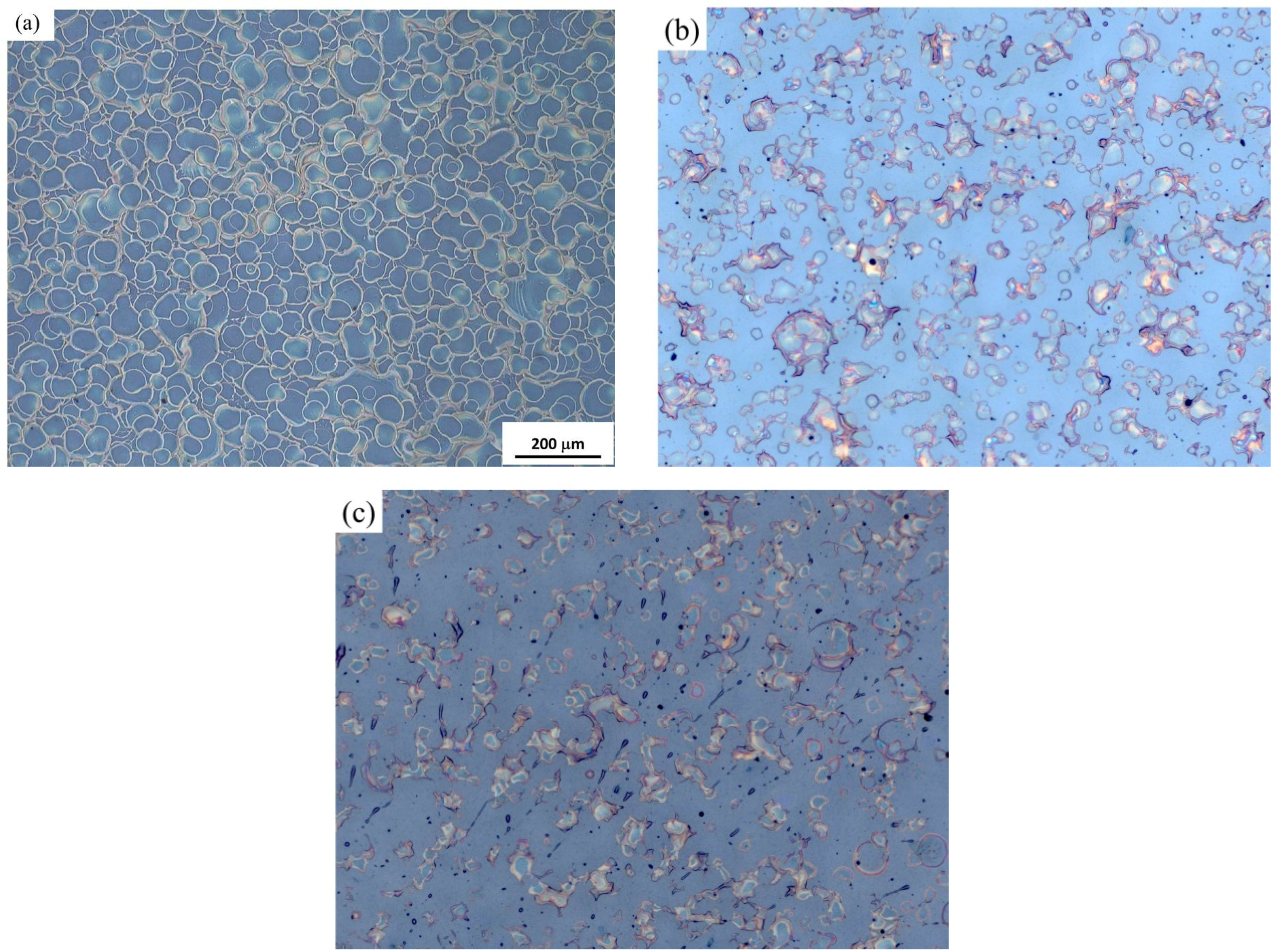
3.3. Characteristic Parameters of P3HT:PCBM Spray-On Films
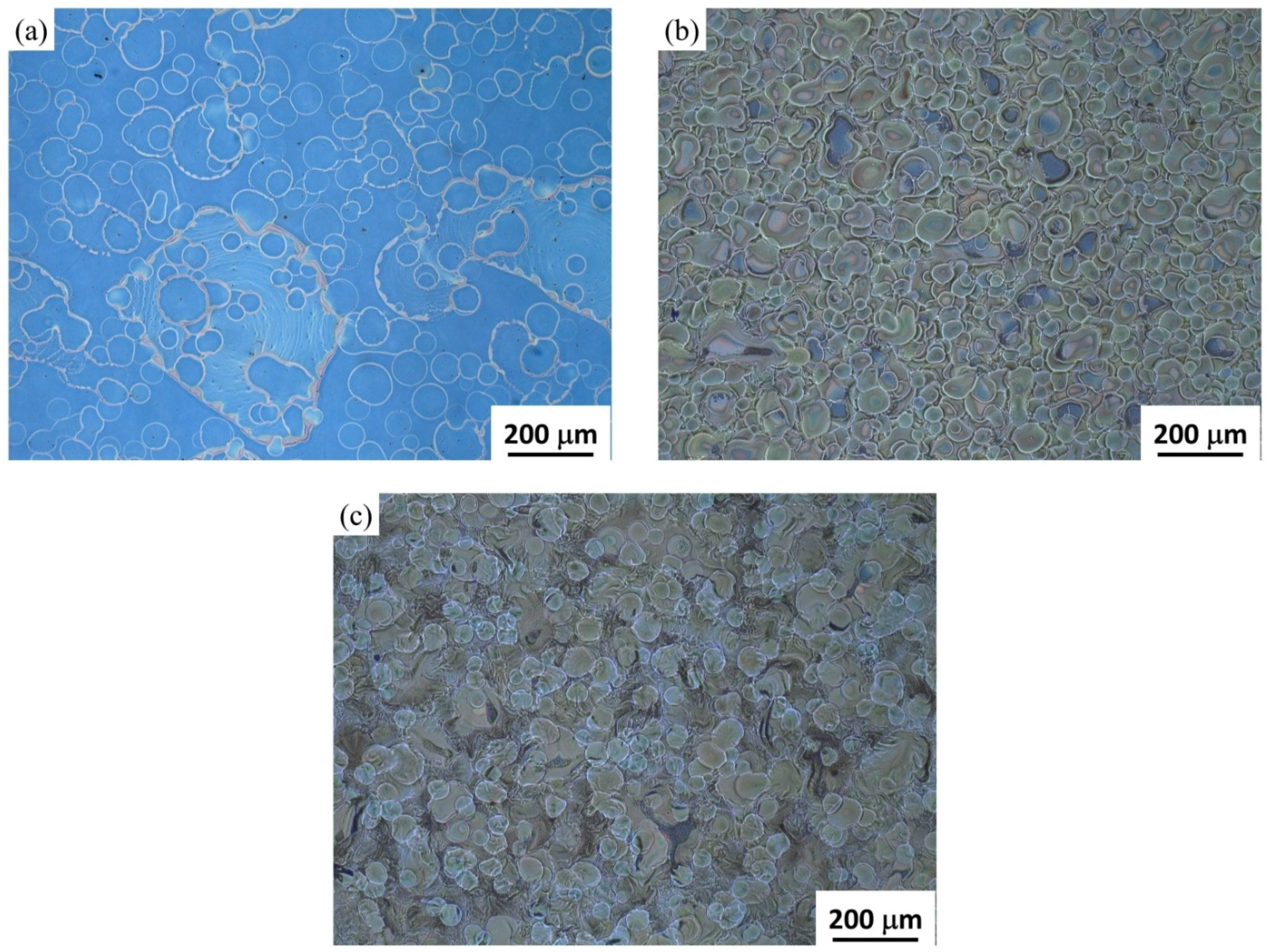
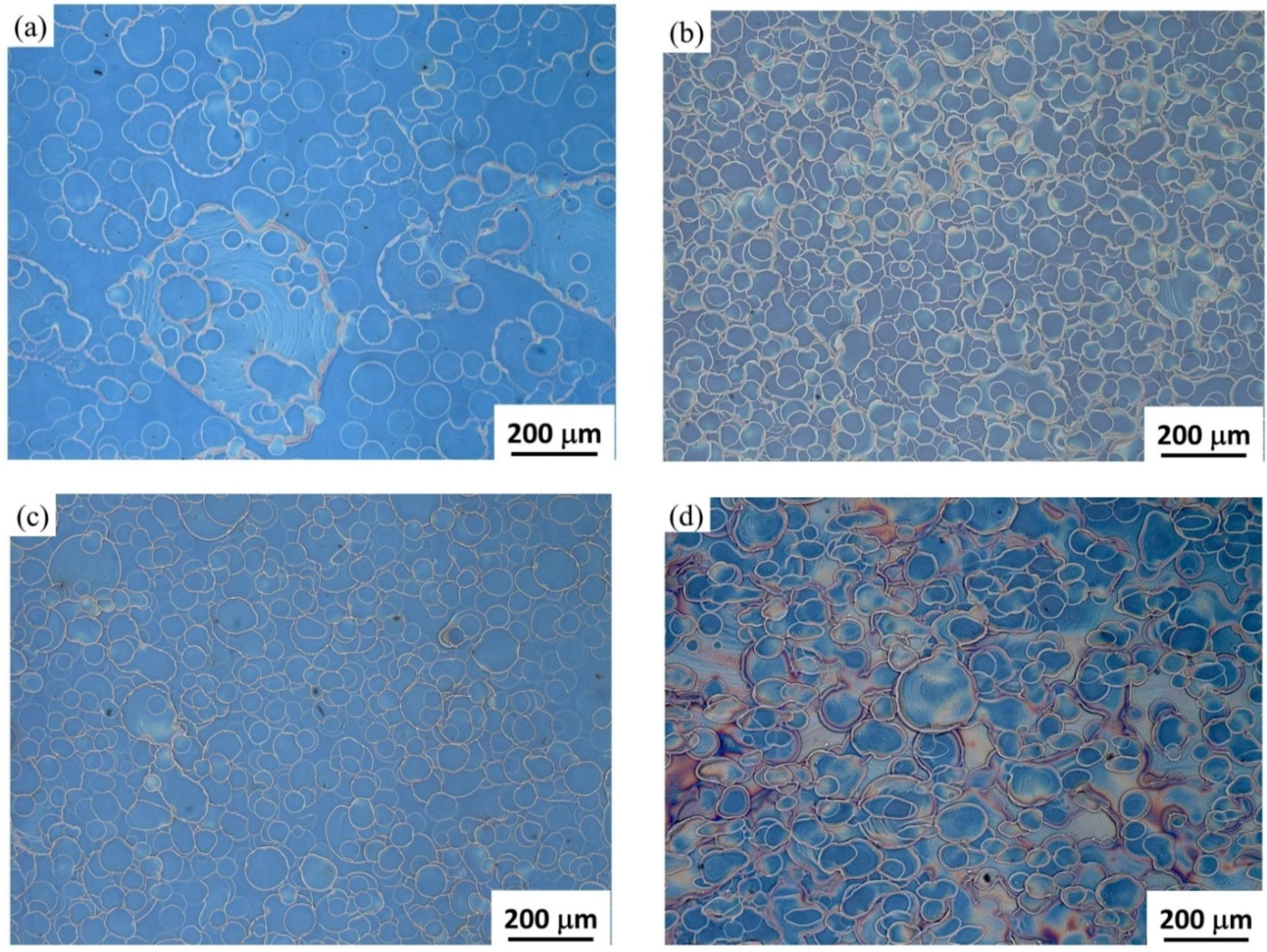
3.3.1. Splat Size Distribution


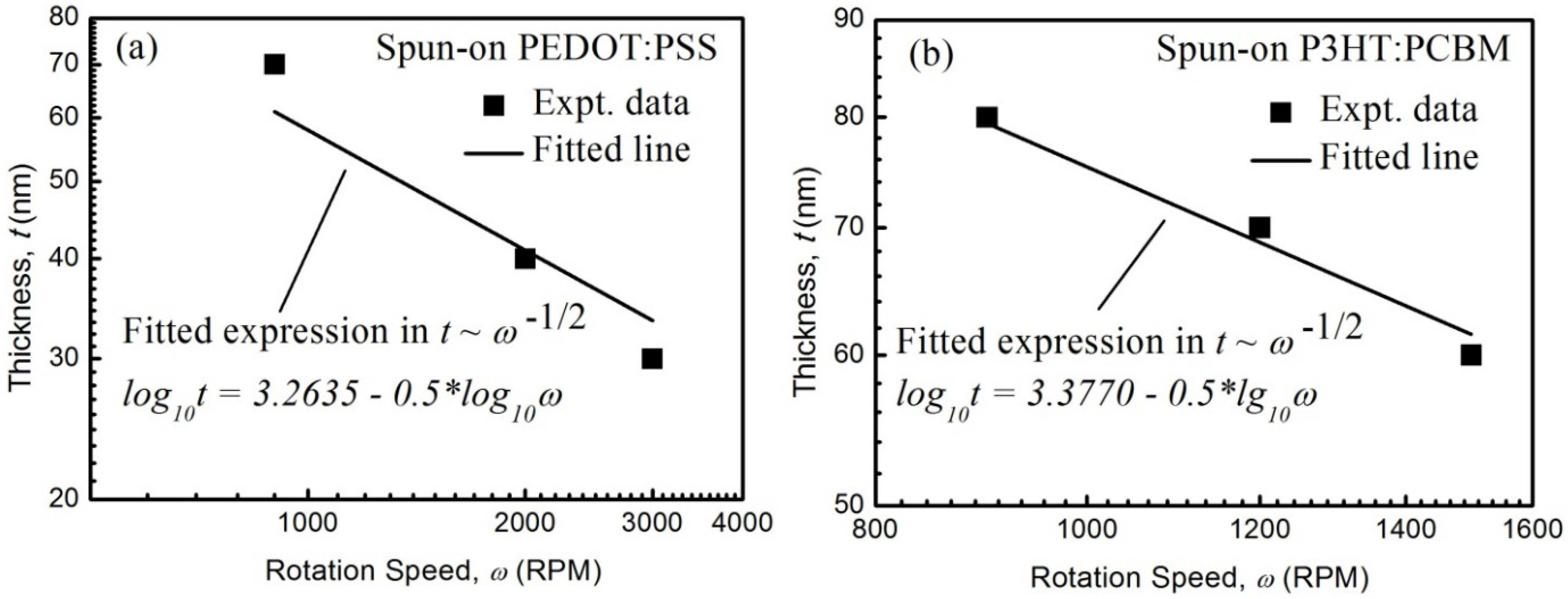
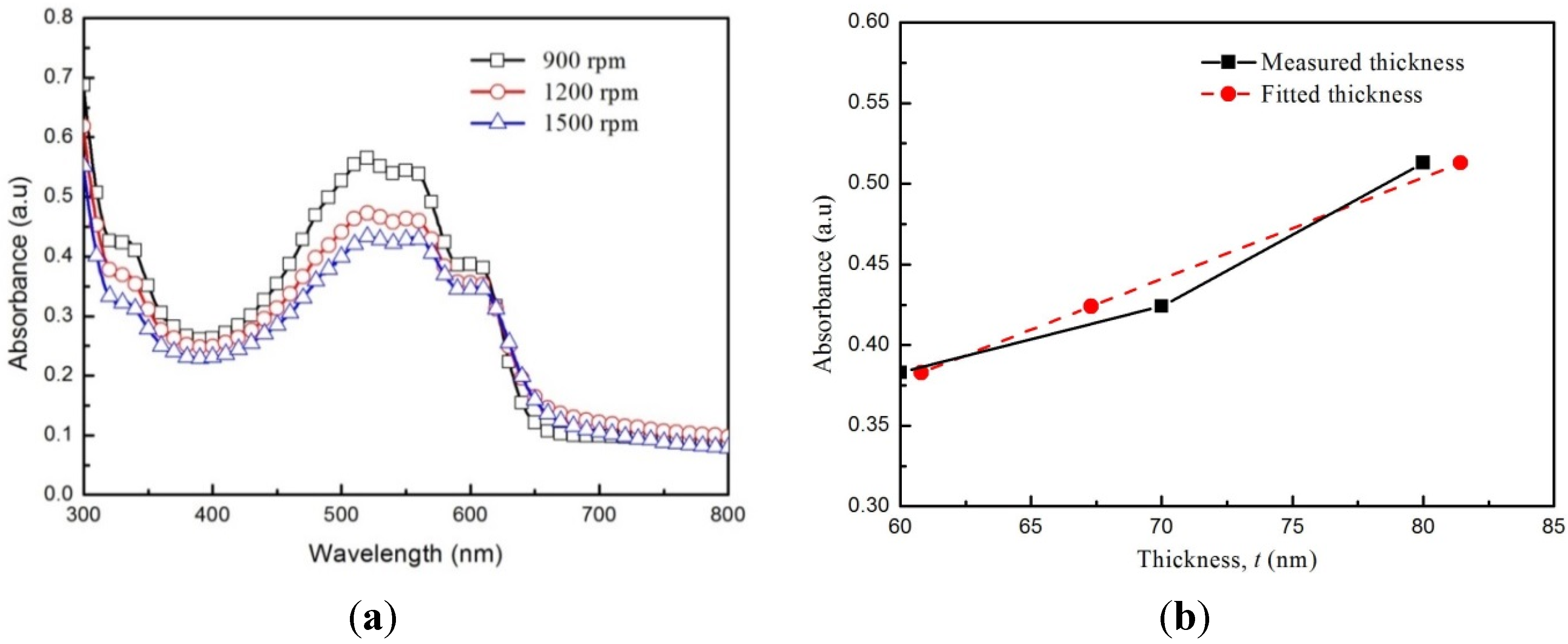
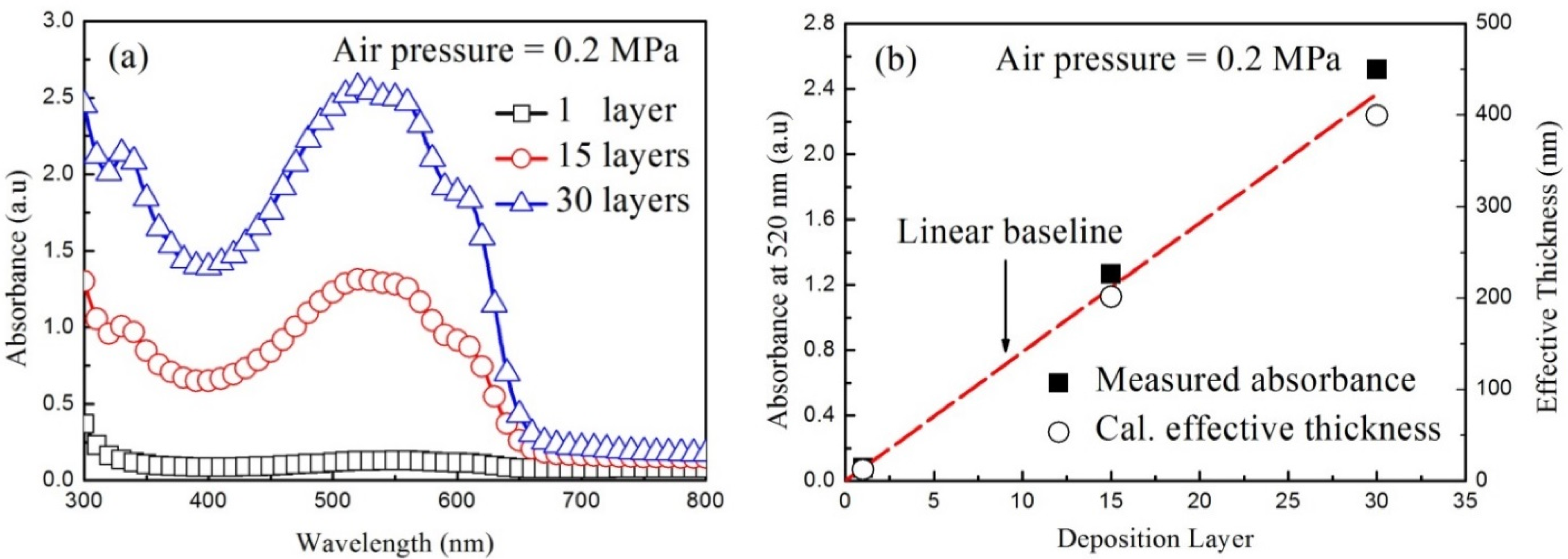
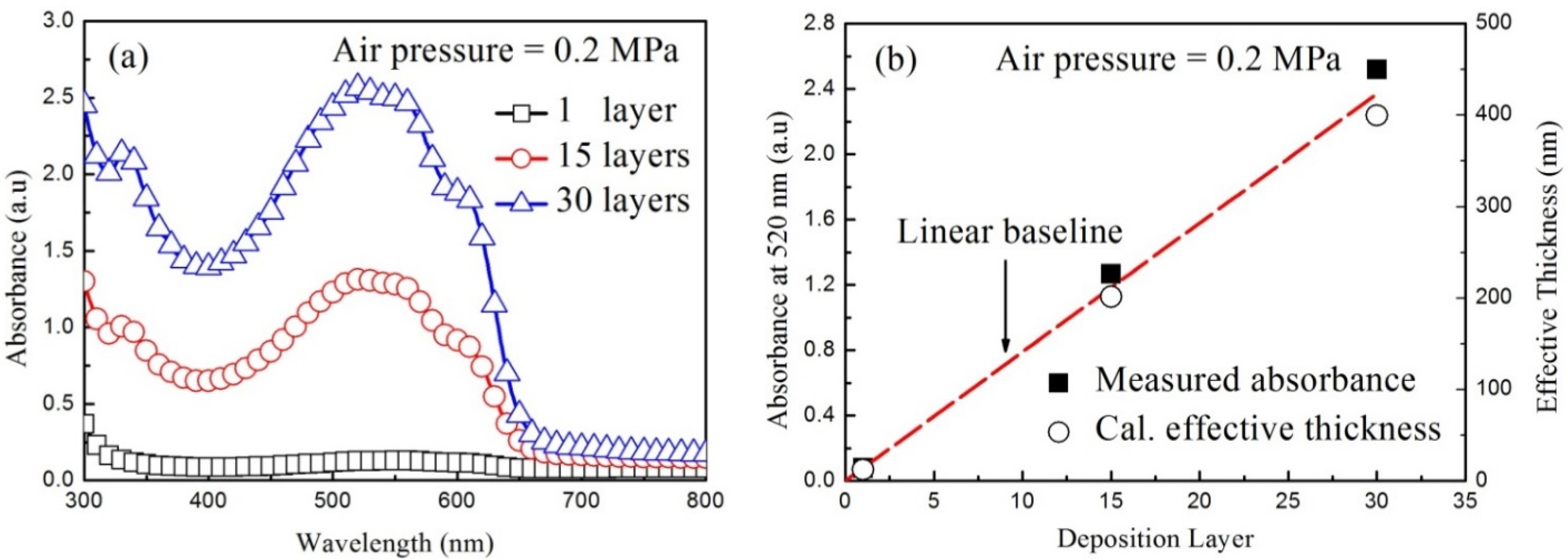
3.3.2. Film Absorbance and Effective Thickness

4. Conclusions
Acknowledgements
Author Contributions
Conflicts of Interest
References
- Brabec, C.J.; Sariciftci, N.S.; Hummelen, J.C. Plastic solar cells. Adv. Funct. Mater. 2001, 11, 15–26. [Google Scholar] [CrossRef]
- You, J.; Dou, L.; Hong, Z.; Li, G.; Yang, Y. Recent trends in polymer tandem solar cells research. Prog. Polym. Sci. 2013, 38, 1909–1928. [Google Scholar] [CrossRef]
- Eslamian, M. Spray-on thin film PV solar cells: Advances, potentials and challenges. Coatings 2014, 4, 60–84. [Google Scholar] [CrossRef]
- Sariciftci, N.S.; Smilowitz, L.; Heeger, A.J.; Wudl, F. Photoinduced electron transfer from a conducting polymer to Buckminsterfullerene. Science 1992, 258, 1474–1476. [Google Scholar] [CrossRef] [PubMed]
- Halls, J.J.M.; Walsh, C.A.; Greenham, N.C.; Marseglia, E.A.; Friend, R.H.; Moratti, S.C.; Holmes, A.B. Efficient photodiodes from interpenetrating polymer networks. Nature 1995, 376, 498–500. [Google Scholar] [CrossRef]
- Li, G.; Shrotriya, V.; Yao, Y.; Yang, Y. Investigation of annealing effects and film thickness dependence of polymer solar cells based on poly(3-hexylthiophene). J. Appl. Phys. 2005, 98. [Google Scholar] [CrossRef]
- Zeng, L.; Tang, C.W.; Chen, S.H. Effects of active layer thickness and thermal annealing on polythiophene: Fullerene bulk heterojunction photovoltaic devices. Appl. Phys. Lett. 2010, 97. [Google Scholar] [CrossRef]
- Flack, W.W.; Soong, D.S.; Bell, A.T.; Hess, D.W. A mathematical model for spin coating of polymer resists. J. Appl. Phys. 1984, 56, 1199–1206. [Google Scholar] [CrossRef]
- Bornside, D.E.; Macosko, C.W.; Scriven, L.E. Spin coating: One-dimensional model. J. Appl. Phys. 1989, 66, 5185–5193. [Google Scholar] [CrossRef]
- Hall, D.B.; Underhill, P.; Torkelson, J.M. Spin coating of thin and ultrathin polymer films. Polym. Eng. Sci. 1998, 38, 2039–2045. [Google Scholar] [CrossRef]
- Cheung, K.P.; Grover, R.; Wang, Y.; Gurkovich, C.; Wang, G.; Scheinbeim, J. Substrate effect on the thickness of spin-coated ultrathin polymer film. Appl. Phys. Lett. 2005, 87. [Google Scholar] [CrossRef]
- Extrand, C.W. Spin coating of very thin polymer films. Polym. Eng. Sci. 1994, 34, 390–394. [Google Scholar] [CrossRef]
- Kim, Y.; Choulis, S.A.; Nelson, J.; Bradley, D.D.C.; Cook, S.; Durrant, J.R. Device annealing effect in organic solar cells with blends of regioregular poly(3-hexylthiophene) and soluble fullerene. Appl. Phys. Lett. 2005, 86. [Google Scholar] [CrossRef]
- Yang, X.; Loos, J.; Veenstra, S.C.; Verhees, W.J.H.; Wienk, M.M.; Kroon, J.M.; Michels, M.A.J.; Janssen, R.A.J. Nanoscale morphology of high-performance polymer solar cells. Nano Lett. 2005, 5, 579–583. [Google Scholar] [CrossRef] [PubMed]
- Reyes-Reyes, M.; Kim, K.; Carroll, D.L. High-efficiency photovoltaic devices based on annealed poly(3-hexylthiophene) and 1-(3-methoxycarbonyl)-propyl-1-phenyl-(6,6)C61 blends. Appl. Phys. Lett. 2005, 87. [Google Scholar] [CrossRef]
- Liu, Y.X.; Lü, L.F.; Ning, Y.; Lu, Y.Z.; Lu, Q.P.; Zhang, C.M.; Fang, Y.; Tang, A.W.; Hu, Y.F.; Lou, Z.D.; et al. Effects of acetone-soaking treatment on the performance of polymer solar cells based on P3HT/PCBM bulk heterojunction. Chin. Phys. B 2014, 23. [Google Scholar] [CrossRef]
- Li, G.; Shrotriya, V.; Huang, J.; Yao, Y.; Moriarty, T.; Emery, K.; Yang, Y. High-efficiency solution processable polymer photovoltaic cells by self-organization of polymer blends. Nat Mater. 2005, 4, 864–868. [Google Scholar] [CrossRef]
- Kim, K.; Liu, J.; Namoothiry, M.A.G.; Carroll, D.L. Roles of donor and acceptor nanodomains in 6% efficient thermally annealed polymer photovoltaics. Appl. Phys. Lett. 2007, 90. [Google Scholar] [CrossRef]
- Riede, M.K.; Mueller, T.; Maennig, B.; Leo, K.; Sylvester-Hvid, K.O.; Zimmermann, B.; Niggemann, M.; Gombert, A. Comment on “roles of donor and acceptor nanodomains in 6% efficient thermally annealed polymer photovoltaics”. Appl. Phys. Lett. 2008, 92. [Google Scholar] [CrossRef]
- Shaheen, S.E.; Radspinner, R.; Peyghambarian, N.; Jabbour, G.E. Fabrication of bulk heterojunction plastic solar cells by screen printing. Appl. Phys. Lett. 2001, 79, 2996–2998. [Google Scholar] [CrossRef]
- Hoth, C.N.; Choulis, S.A.; Schilinsky, P.; Brabec, C.J. High photovoltaic performance of inkjet printed polymer: Fullerene blends. Adv. Mater. 2007, 19, 3973–3978. [Google Scholar] [CrossRef]
- Hong, S.; Yi, M.; Kang, H.; Kong, J.; Lee, W.; Kim, J.-R.; Lee, K. Effect of solvent on large-area polymer-fullerene solar cells fabricated by a slot-die coating method. Sol. Energy Mater. Sol. Cells 2014, 126, 107–112. [Google Scholar] [CrossRef]
- Zabihi, F.; Xie, Y.; Gao, S.; Eslamian, M. Morphology, conductivity, and wetting characteristics of PEDOT:PSS thin films deposited by spin and spray coating. Appl. Surf. Sci. 2015, 338, 163–177. [Google Scholar] [CrossRef]
- Notte, L.L.; Mineo, M.; Polino, G.; Susanna, G.; Brunetti, F.; Brown, M.T.; Carlo, D.A.; Reale, A. Fabrication of fully-spray-processed organic photovoltaic modules by using an automated process in air. Energy Technol. 2013, 1, 757–762. [Google Scholar] [CrossRef]
- Tait, G.J.; Wong, C.; Cheyns, D.; Turbiez, M.; Rand, P.B.; Heremans, P. Ultrasonic spray coating of 6.5% efficient diketopyrrolopyrrole-based organic photovoltaics. IEEE J. Photovolt. 2014, 4, 1538–1544. [Google Scholar] [CrossRef]
- Byung-Kwan, Y.; Doojin, V.; Jang, J.; Na, S.-I.; Kim, S.-S.; Mi-Kyoung, K.; Kim, D.-Y. Factors to be considered in bulk heterojunction polymer solar cells fabricated by the spray process. IEEE J. Sel. Topics Quantum Electron. 2010, 16, 1838–1846. [Google Scholar]
- Girotto, C.; Rand, B.P.; Genoe, J.; Heremans, P. Exploring spray coating as a deposition technique for the fabrication of solution-processed solar cells. Sol. Energy Mater. Sol. Cells 2009, 93, 454–458. [Google Scholar] [CrossRef]
- Hoth, C.N.; Steim, R.; Schilinsky, P.; Choulis, S.A.; Tedde, S.F.; Hayden, O.; Brabec, C.J. Topographical and morphological aspects of spray coated organic photovoltaics. Org. Electron. 2009, 10, 587–593. [Google Scholar] [CrossRef]
- Tait, J.G.; Rand, B.P.; Heremans, P. Concurrently pumped ultrasonic spray coating for donor:acceptor and thickness optimization of organic solar cells. Org. Electron. 2013, 14, 1002–1008. [Google Scholar] [CrossRef]
- Majumder, M.; Rendall, C.; Li, M.; Behabtu, N.; Eukel, J.A.; Hauge, R.H.; Schmidt, H.K.; Pasquali, M. Insights into the physics of spray coating of SWNT films. Chem. Eng. Sci. 2010, 65, 2000–2008. [Google Scholar] [CrossRef]
- Lee, J.-h.; Sagawa, T.; Yoshikawa, S. Morphological and topographical characterizations in spray coated organic solar cells using an additional solvent spray deposition. Org. Electron. 2011, 12, 2165–2173. [Google Scholar] [CrossRef]
- Steirer, K.X.; Reese, M.O.; Rupert, B.L.; Kopidakis, N.; Olson, D.C.; Collins, R.T.; Ginley, D.S. Ultrasonic spray deposition for production of organic solar cells. Sol. Energy Mater. Sol. Cells 2009, 93, 447–453. [Google Scholar] [CrossRef]
- Chen, L.-M.; Hong, Z.; Kwan, W.L.; Lu, C.-H.; Lai, Y.-F.; Lei, B.; Liu, C.-P.; Yang, Y. Multi-source/component spray coating for polymer solar cells. ACS Nano 2010, 4, 4744–4752. [Google Scholar] [CrossRef] [PubMed]
- Vak, D.; Kim, S.-S.; Jo, J.; Oh, S.-H.; Na, S.-I.; Kim, J.; Kim, D.-Y. Fabrication of organic bulk heterojunction solar cells by a spray deposition method for low-cost power generation. Appl. Phys. Lett. 2007, 91. [Google Scholar] [CrossRef]
- Abdellah, A.; Virdi, K.S.; Meier, R.; Döblinger, M.; Müller-Buschbaum, P.; Scheu, C.; Lugli, P.; Scarpa, G. Successive spray deposition of P3HT/PCBM organic photoactive layers: Material composition and device characteristics. Adv. Funct. Mater. 2012, 22, 4078–4086. [Google Scholar] [CrossRef]
- Lee, J.-h.; Sagawa, T.; Yoshikawa, S. Thickness dependence of photovoltaic performance of additional spray coated solar cells. Thin Solid Films 2013, 529, 464–469. [Google Scholar] [CrossRef]
- Girotto, C.; Moia, D.; Rand, B.P.; Heremans, P. High-performance organic solar cells with spray-coated hole-transport and active layers. Adv. Funct. Mater. 2011, 21, 64–72. [Google Scholar] [CrossRef]
- Ishikawa, T.; Nakamura, M.; Fujita, K.; Tsutsui, T. Preparation of organic bulk heterojunction photovoltaic cells by evaporative spray deposition from ultradilute solution. Appl. Phys. Lett. 2004, 84, 2424–2426. [Google Scholar] [CrossRef]
- Zabihi, F.; Eslamian, M. Substrate vibration-assisted spray coating (SVASC): Significant improvement in nano-structure, uniformity, and conductivity of PEDOT: PSS thin films for organic solar cells. J. Coat. Technol. Res. 2015, 12, 711–719. [Google Scholar] [CrossRef]
- Eslamian, M. A Mathematical model for the design and fabrication of polymer solar cells by spray coating. Drying Technol. 2013, 31, 405–413. [Google Scholar] [CrossRef]
- Minsky, M. Memoir on inventing the confocal scanning microscope. Scanning 1988, 10, 128–138. [Google Scholar] [CrossRef]
- Davidovits, P.; Egger, M.D. Scanning laser microscope. Nature 1969, 223, 831–831. [Google Scholar] [CrossRef] [PubMed]
- Davidovits, P.; Egger, M.D. Scanning laser microscope for biological investigations. Appl. Opt. 1971, 10, 1615–1619. [Google Scholar] [CrossRef] [PubMed]
- Eslamian, M.; Newton, J.E. Spray-on PEDOT:PSS and P3HT:PCBM thin films for polymer solar cells. Coatings 2014, 4, 85–97. [Google Scholar] [CrossRef]
- Yarin, A.L. Droplet impact dynamics: Splashing, spreading, receding, bouncing... Annu. Rev. Fluid Mech. 2006, 38, 159–192. [Google Scholar] [CrossRef]
- Eslamian, M.; Ashgriz, N. Effect of precursor, ambient pressure, and temperature on the morphology, crystallinity, and decomposition of powders prepared by spray pyrolysis and drying. Powder Technol. 2006, 167, 149–159. [Google Scholar] [CrossRef]
- Girotto, C.; Moia, D.; Rand, B.P.; Aernouts, T.; Heremans, P. Efficient polymer solar cells via an all-spray-coated deposition. In Proceedings of 35th IEEE Photovoltaic Specialists Conference, Honolulu, HI, USA, 20–25 June 2010; pp. 001068–001072.
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, Y.; Gao, S.; Eslamian, M. Fundamental Study on the Effect of Spray Parameters on Characteristics of P3HT:PCBM Active Layers Made by Spray Coating. Coatings 2015, 5, 488-510. https://doi.org/10.3390/coatings5030488
Xie Y, Gao S, Eslamian M. Fundamental Study on the Effect of Spray Parameters on Characteristics of P3HT:PCBM Active Layers Made by Spray Coating. Coatings. 2015; 5(3):488-510. https://doi.org/10.3390/coatings5030488
Chicago/Turabian StyleXie, Yu, Siyi Gao, and Morteza Eslamian. 2015. "Fundamental Study on the Effect of Spray Parameters on Characteristics of P3HT:PCBM Active Layers Made by Spray Coating" Coatings 5, no. 3: 488-510. https://doi.org/10.3390/coatings5030488