Influence of Nanoclay Dispersion Methods on the Mechanical Behavior of E-Glass/Epoxy Nanocomposites

Abstract
:1. Introduction
2. Results and Discussion
2.1. Mechanical and Viscoelastic Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixing method | Sample | Max stress (MPa) | % increment | Max strain | % increment | Modulus (GPa) | % increment |
|---|---|---|---|---|---|---|---|
| Sonication + three roll milling | Neat epoxy | 914.57 ± 22 | 2.97 ± 0.1 | 29.39 ± 1.0 | |||
| 1% wt.% | 797.73 ± 38 | −12.78 | 2.79 ± 0.2 | −5.98 | 28.69 ± 0.8 | −2.37 | |
| 2% wt.% | 799.81 ± 18 | −12.55 | 2.80 ± 0.2 | −5.72 | 27.74 ± 2.0 | −5.60 | |
| 3% wt.% | 709.68 ± 31 | −22.40 | 2.58 ± 0.1 | −13.30 | 26.33 ± 3.1 | −10.40 | |
| Thinky + three roll milling | 1% wt.% | 919.50 ± 17 | 0.54 | 3.08 ± 0.1 | 4.05 | 29.44 ± 1.1 | 0.20 |
| 2% wt.% | 926.19 ± 35 | 1.27 | 2.81 ± 0.3 | 2.36 | 30.21 ± 1.2 | 2.81 | |
| 3% wt.% | 806.41 ± 23 | −11.83 | 2.83 ± 0.3 | −4.39 | 26.54 ± 2.2 | −9.69 | |
| Magnetic stirring + three roll milling | 1% wt.% | 922.64 ± 15 | 0.88 | 3.10 ± 0.1 | 4.73 | 29.98 ± 0.8 | 2.02 |
| 2% wt.% | 1033.74 ± 12 | 13.03 | 2.94 ± 0.1 | 0.33 | 32.08 ± 0.6 | 9.17 | |
| 3% wt.% | 919.38 ± 14 | 0.53 | 3.02 ± 0.1 | 2.03 | 30.42 ± 0.6 | 3.51 |
| Mixing method | Sample | Max stress (MPa) | % increment | Max strain | % increment | Modulus (GPa) | % increment |
|---|---|---|---|---|---|---|---|
| Sonication + three roll milling | Neat epoxy | 414.02 ± 14 | 0.10 ± 0.01 | 11.2 ± 1.2 | |||
| 1% wt.% | 427.93 ± 10 | 3.36 | 0.11 ± 0.01 | 4.30 | 12.3 ± 2.01 | 9.82 | |
| 2% wt.% | 431.14 ± 13 | 4.14 | 0.11 ± 0.02 | 6.78 | 11.88 ± 1.3 | 6.07 | |
| 3% wt.% | 384.13 ± 28 | −7.22 | 0.10 ± 0.01 | −3.31 | 12.13 ± 1.5 | 8.30 | |
| Thinky + three roll milling | 1% wt.% | 430.85 ± 18 | 4.07 | 0.11 ± 0.01 | 4.74 | 12.7 ± 2.1 | 13.39 |
| 2% wt.% | 434.91 ± 21 | 5.05 | 0.11 ± 0.01 | 7.40 | 11.73 ± 1.8 | 4.73 | |
| 3% wt.% | 386.23 ± 25 | −6.71 | 0.10 ± 0.02 | 0.26 | 11.4 ± 1.1 | 1.79 | |
| Magnetic stirring + three roll milling | 1% wt.% | 436.55 ± 18 | 5.44 | 0.11 ± 0.01 | 6.61 | 11.73 ± 1.2 | 4.73 |
| 2% wt.% | 493.42 ± 16 | 19.18 | 0.11 ± 0.01 | 10.37 | 12.08 ± 1.2 | 7.86 | |
| 3% wt.% | 475.18 ± 21 | 14.77 | 0.10 ± 0.02 | 1.67 | 12.73 ± 0.8 | 5.38 |
| Mixing method | Sample | Storage modulus (GPa) | % increment | Lost modulus (GPa) | % increment | Tan delta | % increment | Tg (oc) | % increment |
|---|---|---|---|---|---|---|---|---|---|
| Sonication + three roll milling | Neat epoxy/epoxy | 22.11 ± 1.05 | 2.98 ± 0.1 | 0.345 ± 0.1 | 116.31 ± 0.9 | ||||
| 1 wt.% | 24.79 ± 4.74 | 10.80 | 3.48 ± 0.2 | 14.19 | 0.36 ± 0.1 | 3.81 | 106.04 ± 1.02 | −9.69 | |
| 2 wt.% | 28.76 ± 0.98 | 23.11 | 2.82 ± 0.1 | −5.67 | 0.33 ± 0.2 | −5.51 | 104.74 ± 1.07 | −11.04 | |
| 3 wt.% | 22.50 ± 3.22 | 1.70 | 2.61 ± 0.3 | −14.16 | 0.31 ± 0.1 | −12.03 | 112.64 ± 1.5 | −3.26 | |
| Thinky + three roll milling | 1 wt.% | 26.56 ± 2.02 | 16.75 | 3.61 ± 0.2 | 17.28 | 0.36 ± 0.1 | 2.82 | 116.33 ± 0.6 | 0.01 |
| 2 wt.% | 30.43 ± 0.96 | 27.32 | 4.42 ± 0.1 | 32.45 | 0.37 ± 0.1 | 7.26 | 111.18 ± 4.44 | −4.61 | |
| 3 wt.% | 23.95 ± 2.48 | 7.66 | 3.21 ± 0.4 | 6.96 | 0.35 ± 0.1 | 0.96 | 116.67 ± 1.8 | 0.31 | |
| Magnetic stirring + three roll milling | 1 wt.% | 47.47 ± 3.52 | 53.42 | 6.42 ± 0.1 | 53.55 | 0.37 ± 0.2 | 6.09 | 116.84 ± 0.2 | 0.45 |
| 2 wt.% | 39.92 ± 7.35 | 44.60 | 5.72 ± 0.1 | 47.84 | 0.38 ± 0.1 | 8.50 | 114.18 ± 0.32 | −1.87 | |
| 3 wt.% | 37.64 ± 1.36 | 41.25 | 5.83 ± 0.3 | 48.86 | 0.36 ± 0.1 | 3.72 | 120.98 ± 0.4 | 3.86 |
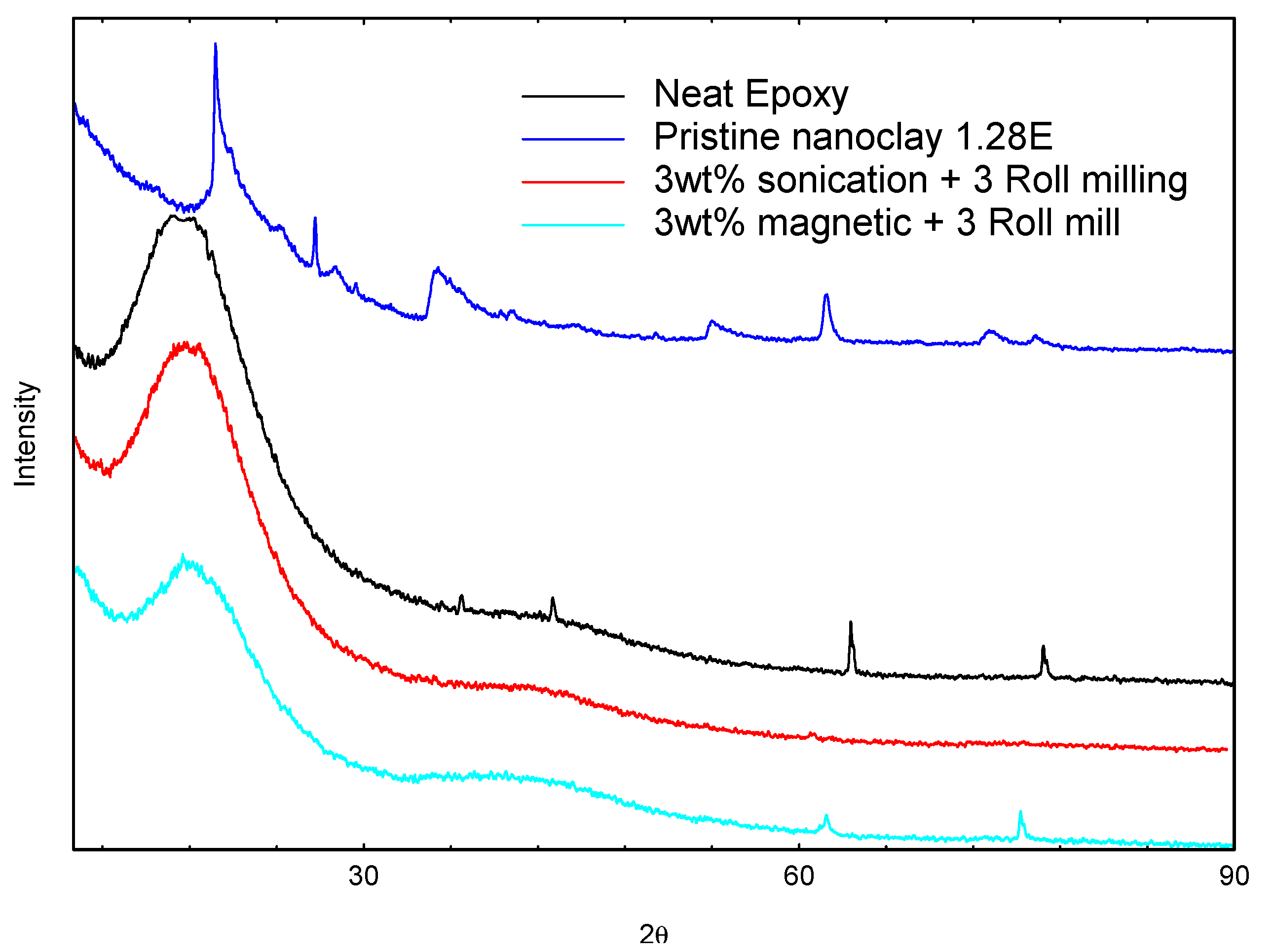
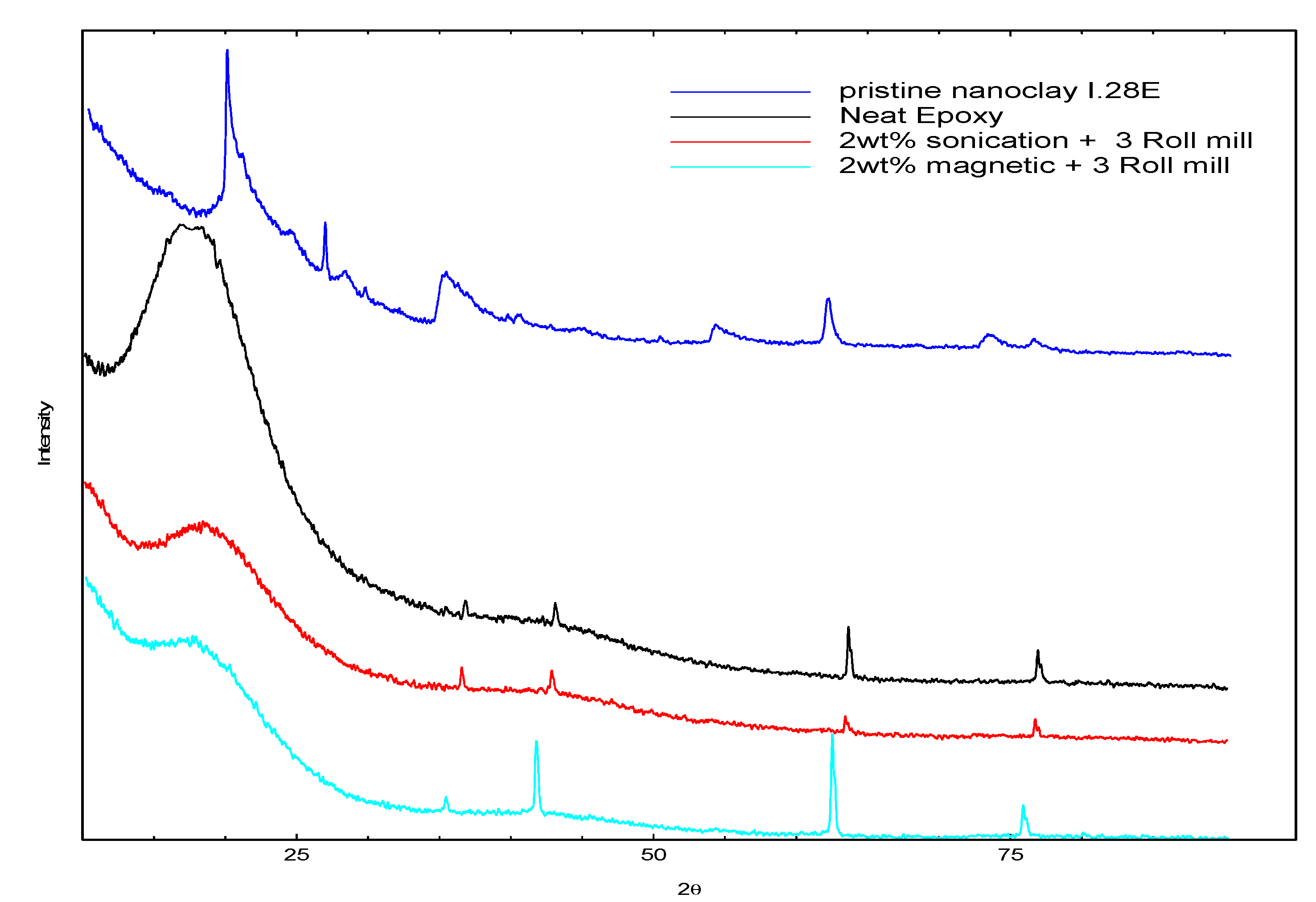
| Sample | 2θ | d-sapcing (Å) | RI |
|---|---|---|---|
| Pure nanoclay | 16.3 | 4.50 | - |
| 2 wt.% magnetic + three roll milling | 13.7 | 4.80 | 6.7 |
| 2 wt.% Sonication + three roll milling | 14.2 | 4.70 | 4.4 |
| 3 wt.% magnetic + three roll milling | 12.4 | 4.60 | 2.5 |
| 3 wt.% Sonication + three roll milling | 12.7 | 4.55 | 1.1 |
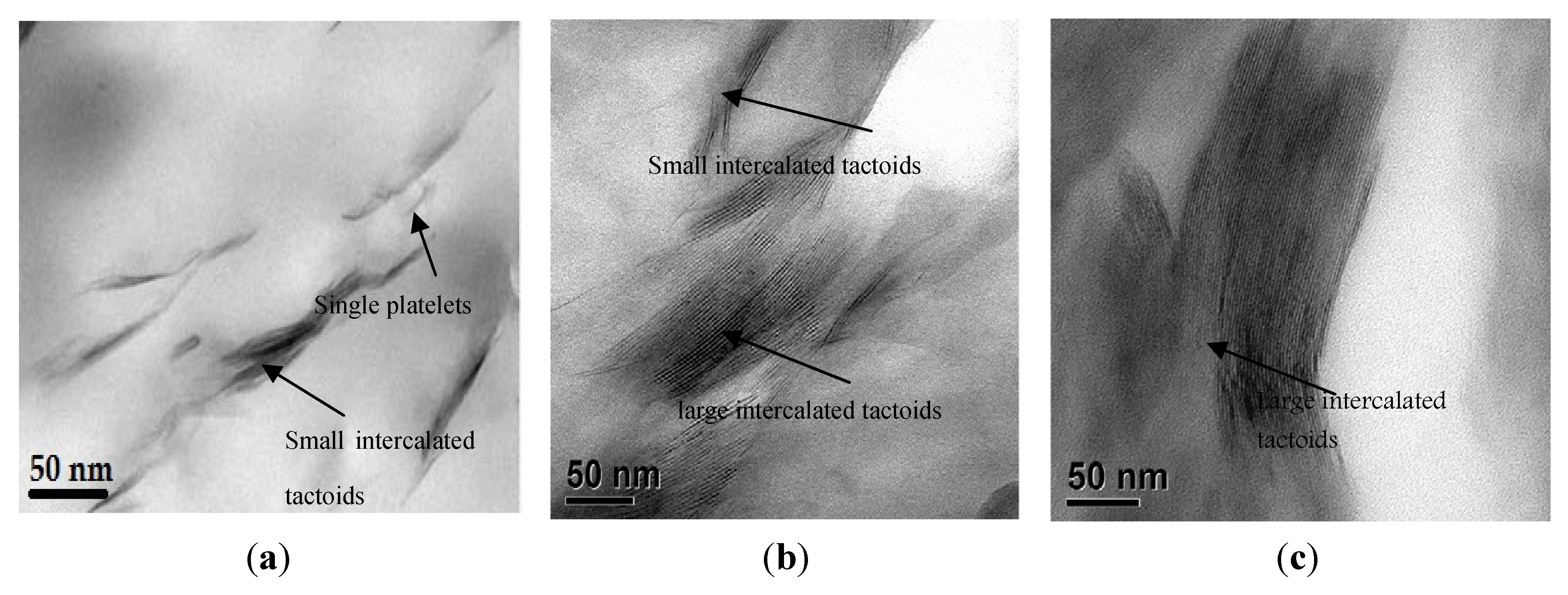
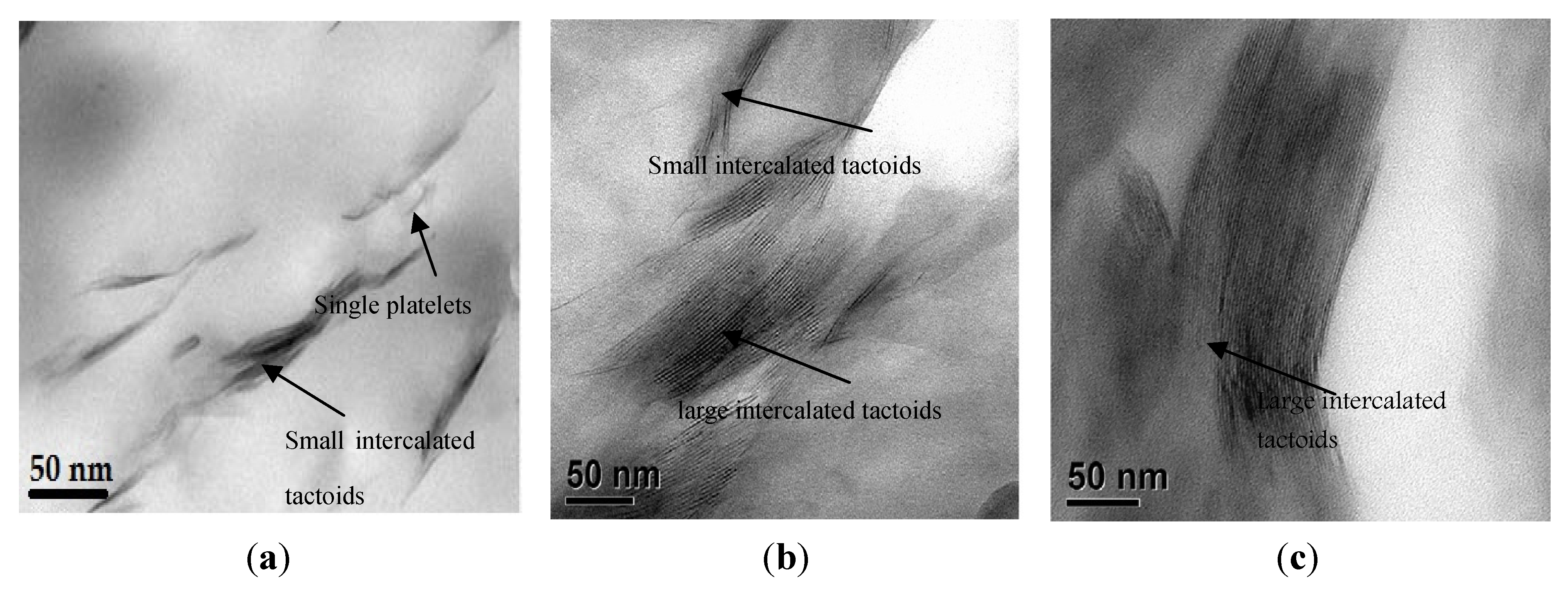
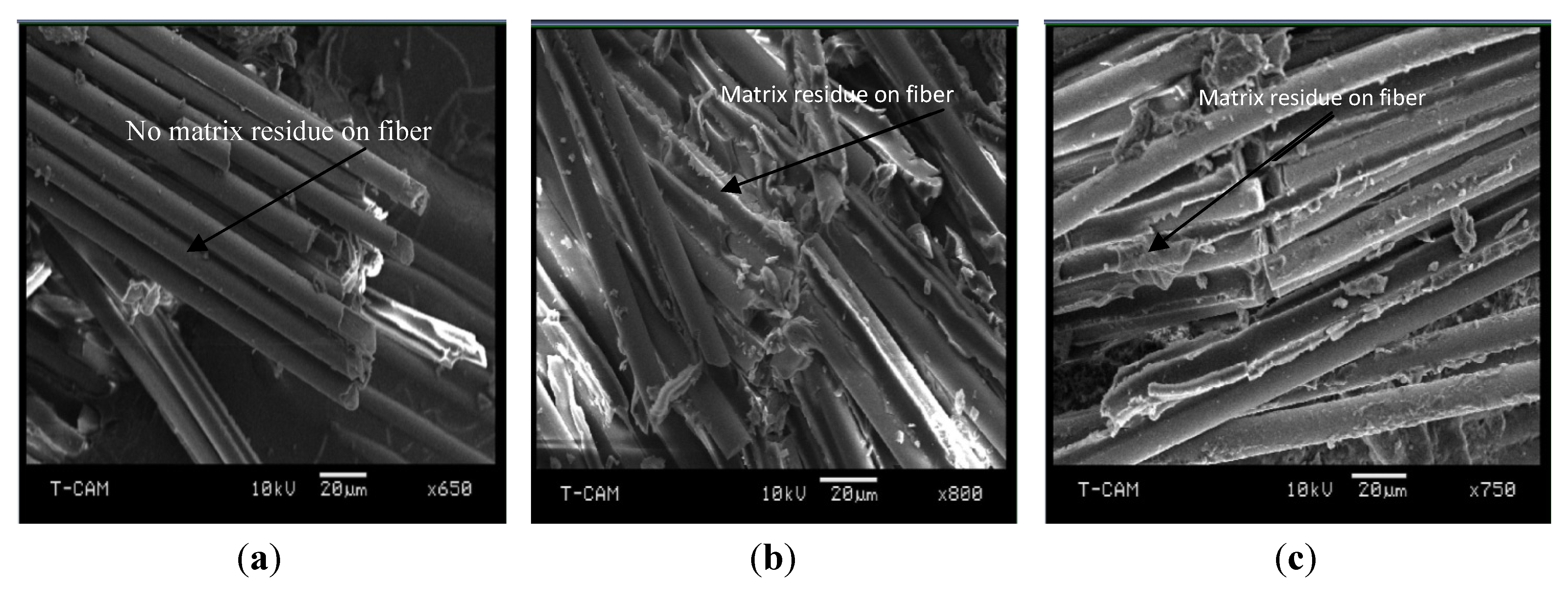
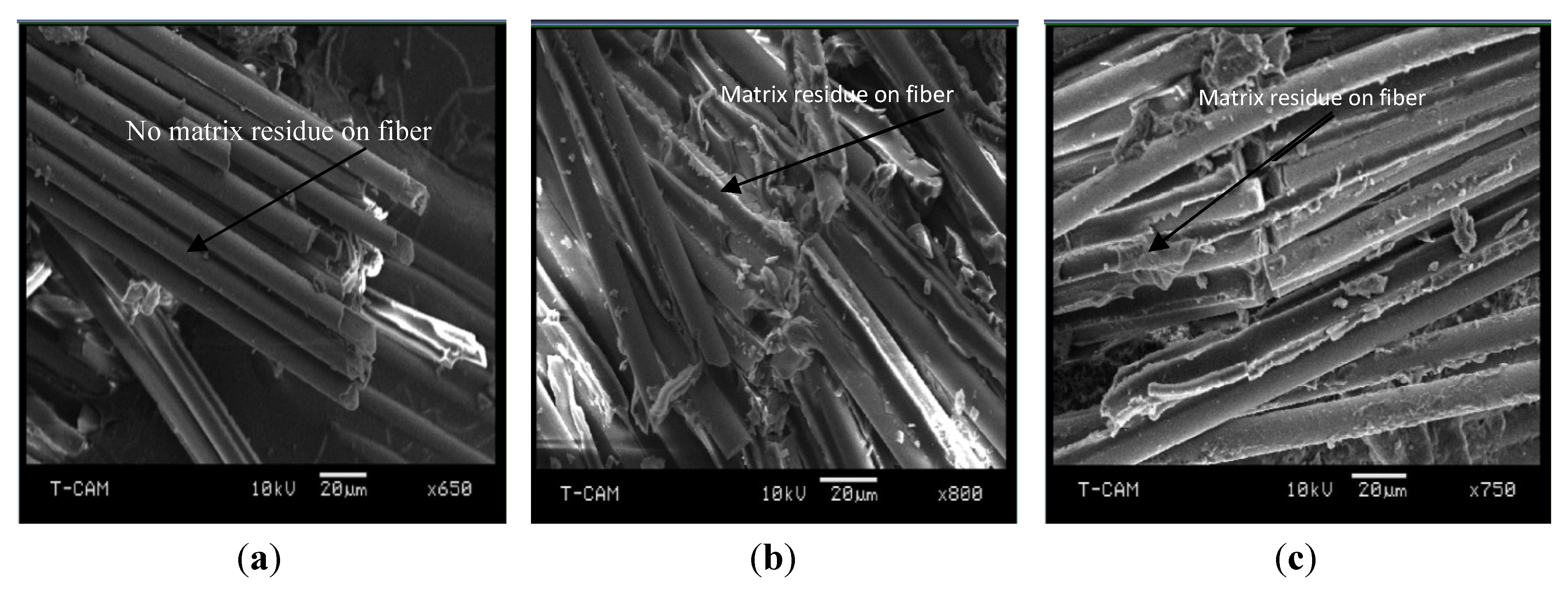
2.2. Morphology and Structural Analysis

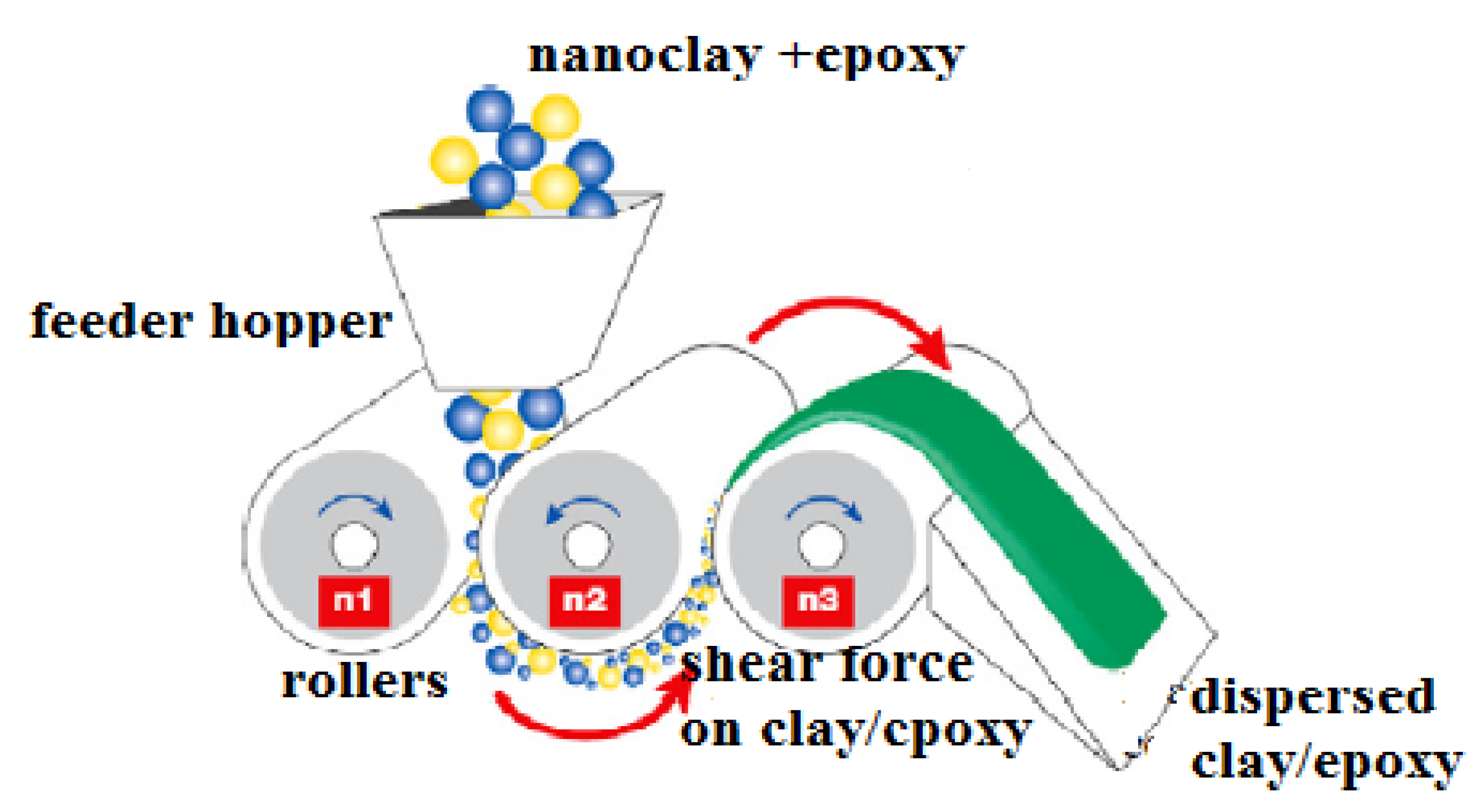
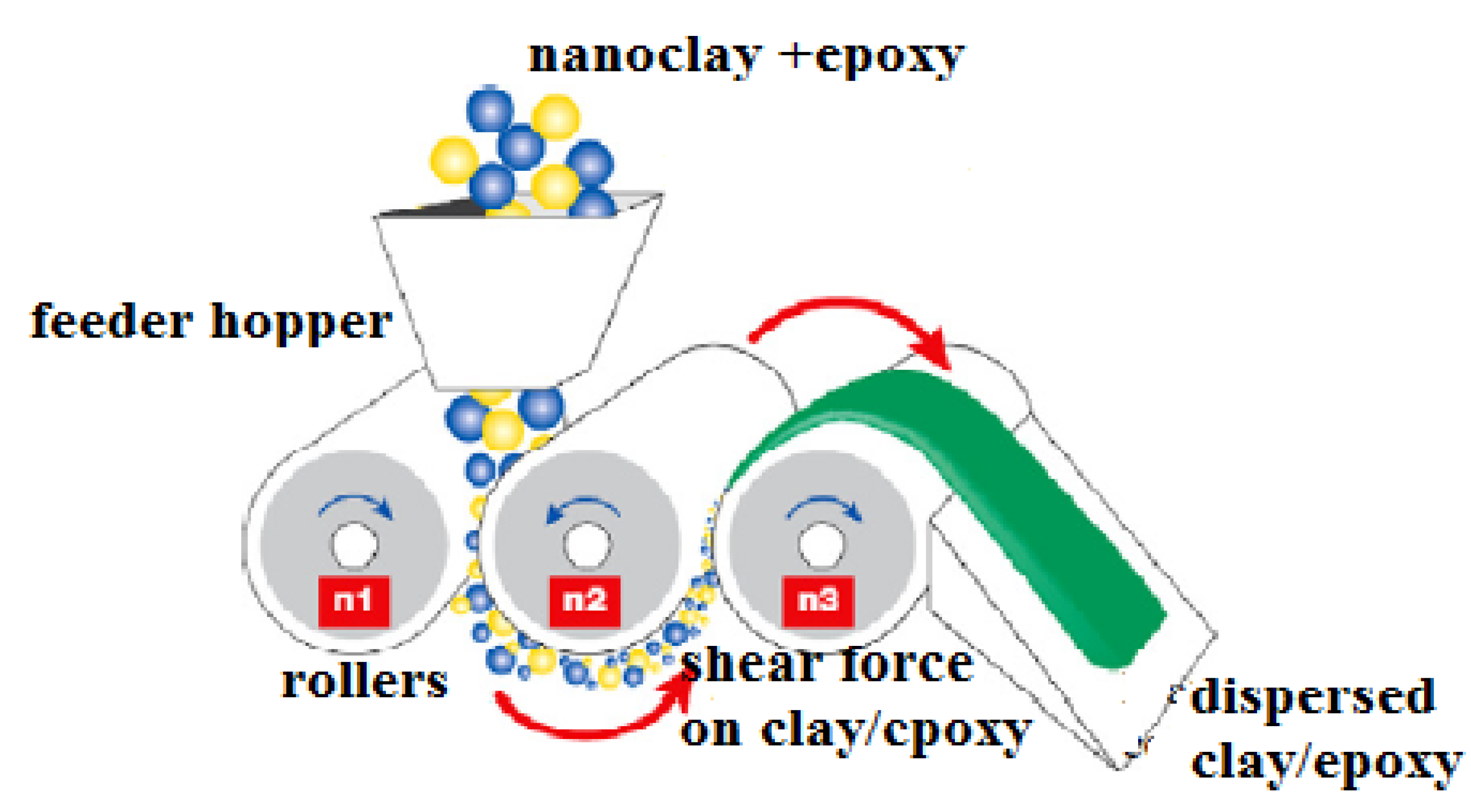
3. Experimental Section
3.1. Material Selection and Fabrication of Specimen
3.2. Method 1: Ultrasonic Sonication Followed by Three Roll Milling
3.3. Method 2: Thinky Mixing (Planetary Centrifugal Vacuum Mixer) Followed by Three Roll Milling
3.4. Method 3: Magnetic Stirring Followed by Three Roll Milling
3.5. Composite Fabrication
3.6. Mechanical and Viscoelastic Testing
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Jo, B.; Park, S.; Kim, D. Mechanical properties of nano-MMT reinforced polymer composite and polymer concrete. Constr. Build. Mater. 2008, 22, 14–20. [Google Scholar] [CrossRef]
- Zainuddina, S.; Hosura, M.V.; Zhou, Y.; Narteh, A.T.; Kumar, A.; Jeelani, S. Experimental and numerical investigations on flexural and thermal properties of nanoclay-epoxy nanocomposites. Mater. Sci. Eng. A 2010, 527, 7920–7926. [Google Scholar] [CrossRef]
- Peng-Cheng, M.; Siddiqui, A.N.; Marom, G.; Kim, J.K. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites. Compos. A 2010, 41, 1345–1367. [Google Scholar] [CrossRef]
- Mirzadeh, A.; Lafleur, P.G.; Kamal, M.R.; Dubois, C. The effects of nanoclay dispersion levels and processing parameters on the dynamic vulcanization of TPV nanocomposites based on PP/EPDM prepared by reactive extrusion. Polym. Eng. Sci. 2012, 52, 1099–1110. [Google Scholar] [CrossRef]
- Wu, C.L.; Zhang, Q.M.; Rong, Z.M.; Klaus, F. Tensile performance improvement of low nanoparticles filled polypropylene composites. Compos. Sci. Technol. 2002, 62, 1327–1340. [Google Scholar] [CrossRef]
- Bandyopadhyay, J.; Suprakas, S.R. The quantitative analysis of nano-clay dispersion in polymer nanocompositesby small angle X-ray scattering combined with electron microscopy. Polymer 2010, 51, 1437–1449. [Google Scholar] [CrossRef]
- Manitiu, M.; Horsch, S.; Gulari, E.; Kannan, M.R. Role of polymer-clay interactions and nano-clay dispersion on the viscoelasticresponse of supercritical CO2 dispersed polyvinylmethylether (PVME)-clay nanocomposites. Polymer 2009, 50, 3786–3796. [Google Scholar] [CrossRef]
- Crosby, J.A.; Lee, J.Y. Polymer nanocomposites: The “nano” effect on mechanical properties. Polym. Rev. 2007, 47, 217–229. [Google Scholar] [CrossRef]
- Tsai, J.L.; Huang, J.C. Strain rate effect on mechanical behaviors of nylon 6–clay nanocomposites. Compos. Mater. 2006, 40, 925–938. [Google Scholar] [CrossRef]
- Yasmin, A.; Abot, J.L.; Daniel, I.M. Processing of clay/epoxy nanocomposites by shear mixing. Scr. Mater. 2003, 49, 81–86. [Google Scholar] [CrossRef]
- Vaia, R.A.; Jant, K.D.; Kramer, E.J.; Giannelis, E.P. Microstructural evolution of melt intercalated polymer-organically modified layered silicatesnanocomposites. Chem. Mater. 1996, 8, 2628–2635. [Google Scholar] [CrossRef]
- Ngo, T.D.; Ton-That, M.T.; Hoa, S.V.; Cole, K.C. Effect of temperature, duration and speed of pre-mixing on the dispersion of clay/epoxy nanocomposites. Compos. Sci. Technol. 2009, 69, 1831–1840. [Google Scholar] [CrossRef]
- Dean, K.; Krstina, J.; Tian, W.; Varley, J.R. Effect of ultrasonic dispersion methods on thermal and mechanical properties of organoclay epoxy nanocomposites. Macromol. Mater. Eng. 2007, 292, 415–427. [Google Scholar] [CrossRef]
- Lee, E.C.; Mielewski, D.F.; Baird, R.J. Exfoliation and dispersion enhancement in polypropylene nanocomposites by in-situ melt phase ultrasonication. Polym. Eng. Sci. 2004, 44, 1773–1782. [Google Scholar] [CrossRef]
- Bensadoun, F.; Kchit, N.; Billotte, C.; Trochu, F.; Ruiz, E. A comparative study of dispersion techniques for nanocomposite made with nanoclay and an unsaturated polyester resin. J. Nanomater. 2011, 10, 7:1–7:12. [Google Scholar]
- Akkapeddi, M.K. Glass fiber reinforced polyamide-6 nanocomposites. Polym. Compos. 2000, 21, 576–585. [Google Scholar] [CrossRef]
- Lam, C.K.; Lau, K.T.; Cheung, H.Y.; Ling, H.Y. Effect of ultrasound sonication in nanoclay clustersof nanoclay/epoxy composites. Mater. Lett. 2005, 59, 1369–1372. [Google Scholar] [CrossRef]
- Bilotti, E.; Fischer, H.R.; Peijs, T. Polymer nanocomposites based on needle-like sepiolite clays: Effect of functionalized polymers on the dispersion of nanofiller, crystallinity, and mechanical properties. Appl. Polym. Sci. 2008, 107, 1116–1123. [Google Scholar] [CrossRef]
- Aktas, L.; Altan, C.M. Characterization of nanocomposite laminates fabricated from aqueous dispersion of nanoclay. Polym. Compos. 2010, 31, 620–629. [Google Scholar]
- Albdiry, M.T.; Yousif, B.F.; Ku, H.; Lau, K.T. A critical review on the manufacturing processes in relation to the properties of nanoclay/polymer composite. J. Compos. Mater. 2012, 47, 1093–1115. [Google Scholar] [CrossRef]
- Butzix, P.; Dsouza, N.N.; Golden, D.T.; Garreti, D. Epoxy and montmorillonite nanocomposite: Effect of composition on reaction kinetics. Polym. Eng. Sci. 2001, 41, 1794–1802. [Google Scholar] [CrossRef]
- Zainuddin, S.; Hosur, M.V.; Zhou, Y.; Kumar, A.; Jeelani, S. Durability study of neat/nanophased GFRP composites subjected to different environmental conditioning. Mater. Sci. Eng. A 2010, 527, 3091–3099. [Google Scholar] [CrossRef]
- Kord, B.; Hosseini, M.S. Effect of nanoclay dispersion on physical and mechanical properties of wood flour polypropylene/glass fiber hybrid composite. Bioresources 2011, 6, 1741–1751. [Google Scholar]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Agubra, V.A.; Owuor, P.S.; Hosur, M.V. Influence of Nanoclay Dispersion Methods on the Mechanical Behavior of E-Glass/Epoxy Nanocomposites. Nanomaterials 2013, 3, 550-563. https://doi.org/10.3390/nano3030550
Agubra VA, Owuor PS, Hosur MV. Influence of Nanoclay Dispersion Methods on the Mechanical Behavior of E-Glass/Epoxy Nanocomposites. Nanomaterials. 2013; 3(3):550-563. https://doi.org/10.3390/nano3030550
Chicago/Turabian StyleAgubra, Victor A., Peter S. Owuor, and Mahesh V. Hosur. 2013. "Influence of Nanoclay Dispersion Methods on the Mechanical Behavior of E-Glass/Epoxy Nanocomposites" Nanomaterials 3, no. 3: 550-563. https://doi.org/10.3390/nano3030550