Perspective on Double Pulsed Gas Metal Arc Welding


School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510641, China
*
Authors to whom correspondence should be addressed.
Appl. Sci. 2017, 7(9), 894; https://doi.org/10.3390/app7090894
Submission received: 18 July 2017
/
Revised: 15 August 2017
/
Accepted: 17 August 2017
/
Published: 1 September 2017
(This article belongs to the Special Issue Gas Tungsten Arc Welding)
Abstract
:Aluminum alloy welding suffers from problems such as solidification cracking and hydrogen-induced porosity, which are sufficiently severe to limit its potential applications. Because mitigated porosity incidence and solidification cracking are observed in aluminum welds using double pulsed gas metal arc welding (DP-GMAW), a comprehensive review of the mechanism is necessary, but absent from the literature. The oscillation of arc force and droplet pressure causes a weld pool stir effect. The expansion and shrinkage of the weld pool cause unusual remelting and resolidification of the previously solidified metal. DP-GMAW has an increased solidification growth rate and cooling rate, compared with conventional pulsed welding at same heat input. Both numerical and experimental results reveal the remarkable concept that refined microstructure in the fusion zone is obtained by using DP-GMAW. The mechanism of microstructural refinement is revealed as a weld pool stir effect and increased cooling rate. Hydrogen bubbles easily float out and then release from the weld pool originated from the weld pool stir effect. Reduced solidification cracking is achieved due to the refined solidification structure that originated from the increased cooling rate. The advantages, evolution process, and future trend of DP-GMAW are discussed.
1. Introduction
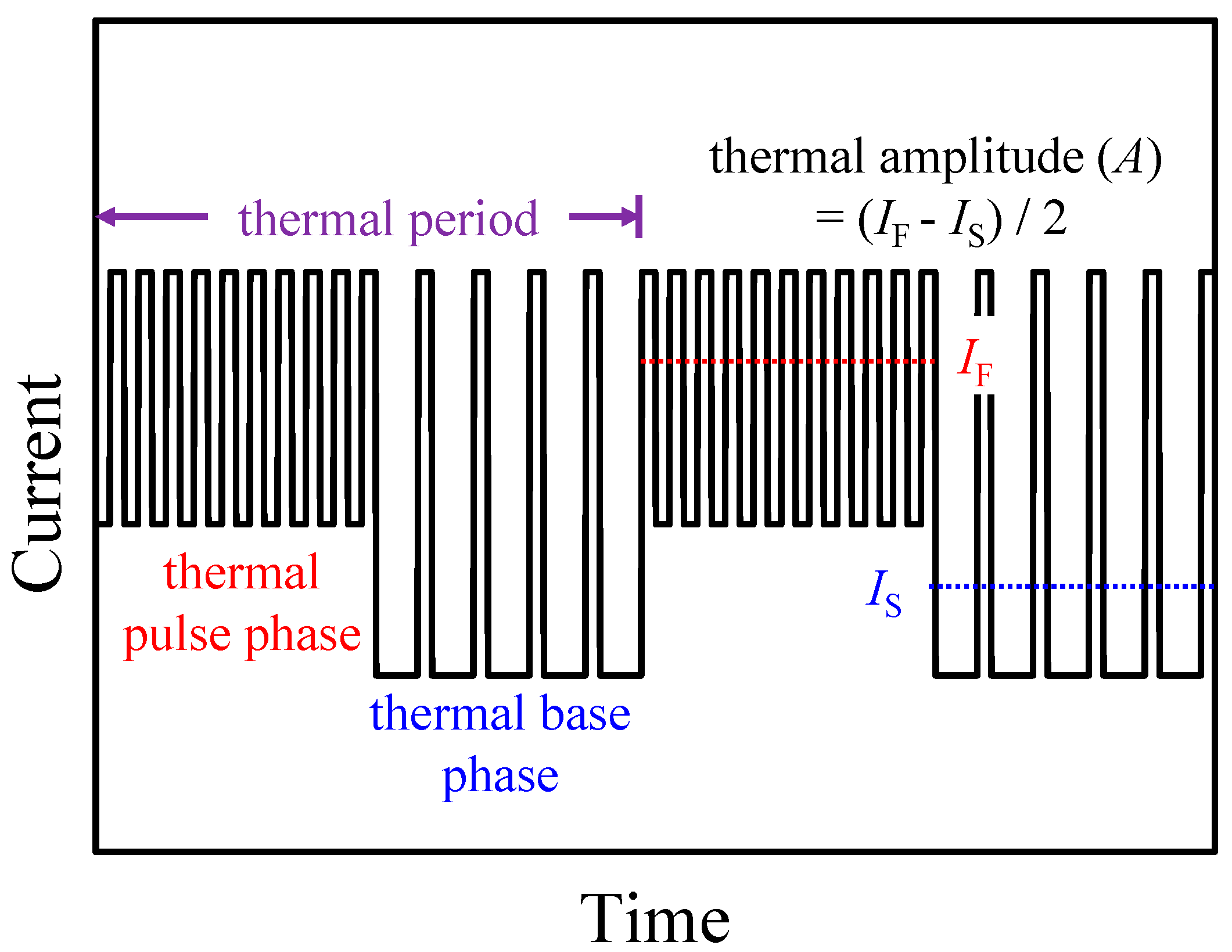
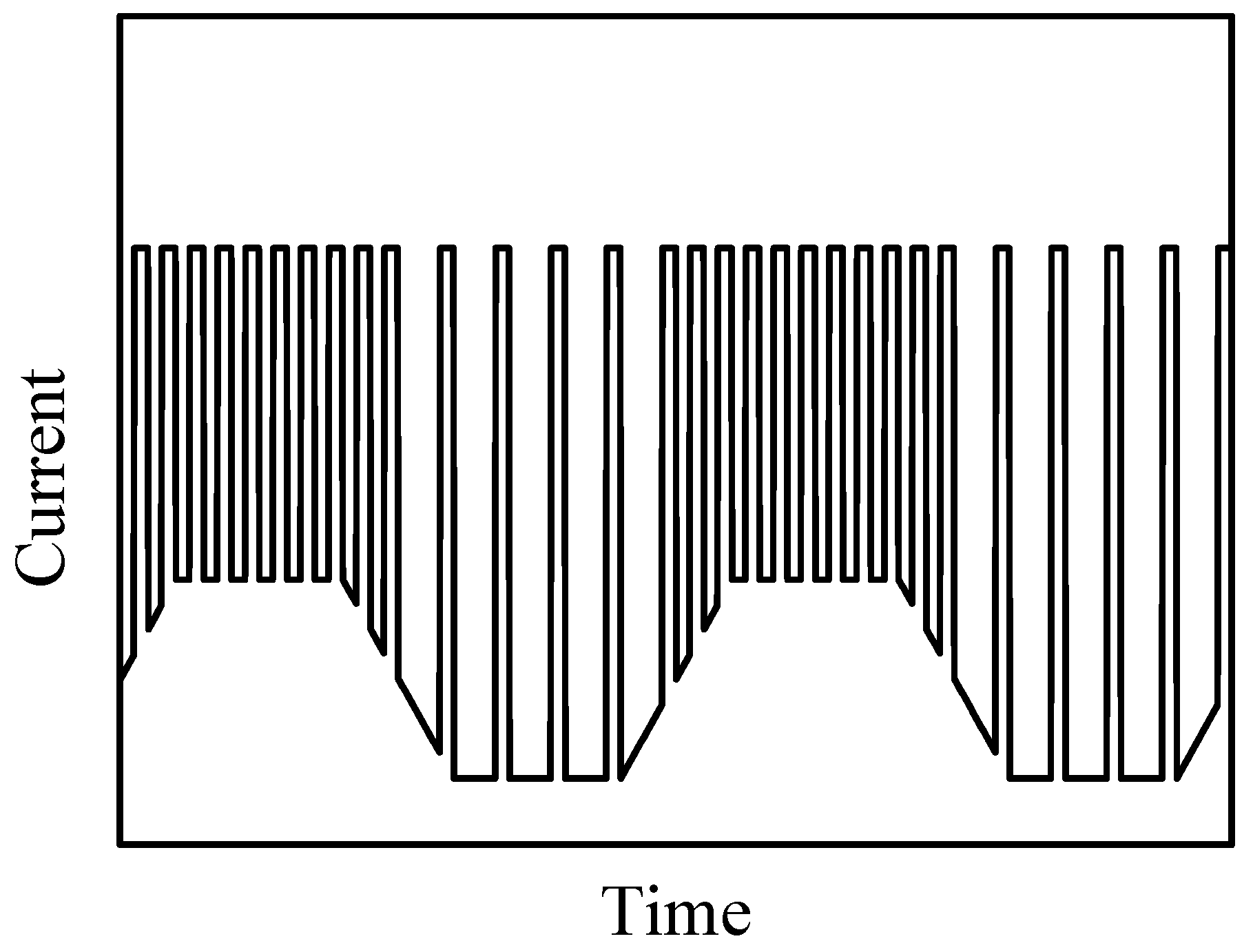
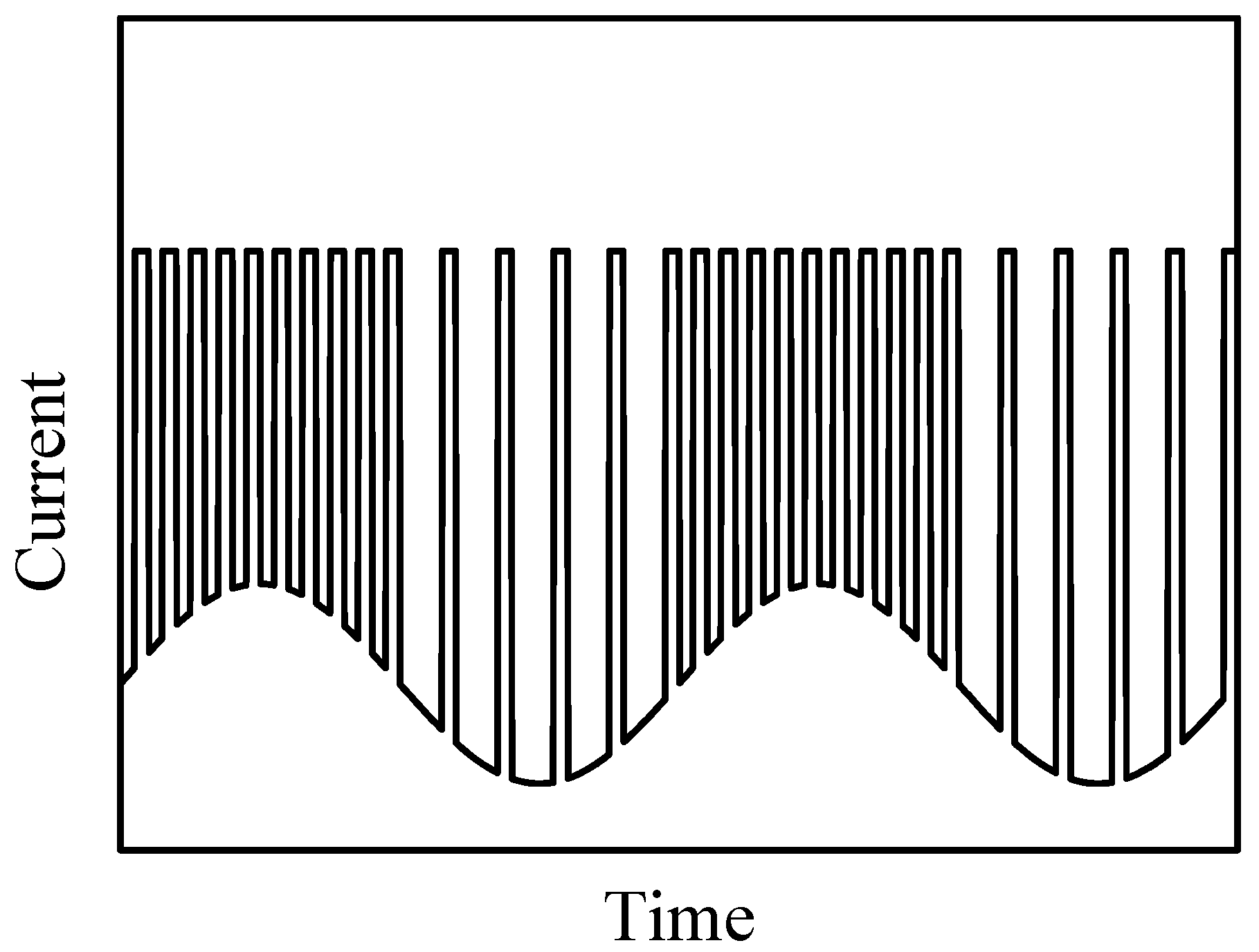
Lightweight engineering alloys serve an important role in aerospace, automotive, and naval industries, for energy-saving and improved maneuverability [1,2]. Steels are progressively substituted by lightweight engineering alloys in these applications [3,4]. Among various lightweight engineering alloys, aluminum alloys have attracted considerable attention, due to their exceptional machinability, acceptable strength, and excellent anti-corrosion properties [5,6]. However, aluminum alloy welding suffers from problems such as solidification cracking and hydrogen-induced porosity, which restrict the potential applications of aluminum alloys [7]. Researchers have made numerous attempts to mitigate these defects. Double pulsed gas metal arc welding (DP-GMAW) is a novel welding method in the manufacturing process [8]. Compared with conventional pulsed GMAW (CP-GMAW), DP-GMAW features many advantages, such as reduced porosity incidence, and improved solidification cracking susceptibility [9]. DP-GMAW has several aliases, e.g., pulsed GMAW with thermal pulsation, impulses, Alu-Plus, pulse/pulse, and low-frequency pulsed GMAW [10,11,12]. Figure 1 illustrates the schematic diagram current waveform of DP-GMAW [13]. The current waveform of DP-GMAW is comprised of the rhythmic thermal base (TB) and thermal pulse (TP) phase, which are employed to modulate the heat distribution without changing the heat input [14]. A thermal period equals the sum of times during a TB phase and TP phase, and thermal frequency (TF) is defined as the reciprocal of the thermal period. A thermal amplitude equals half of the subtraction value between the mean current of TP phase and the average current of TB phase. Both the TB phase and TP phase contain several current pulses (peak current and base current), which are used to generate a high electromagnetic force for projected spray transfer [15,16]. The alternating TB phase and TP phase produce a pulsation in the welding current. Therefore, the heat input is periodical and time-dependent during a thermal period.
DP-GMAW achieves grain and dendrite refinement of aluminum alloy welds due to periodical heat input. Yamamoto et al. [17] found that the mean grain dimension could be reduced using DP-GMAW. In addition, the average grain dimension changed with an increase in the thermal frequency. Liu et al. [18] observed that weld microstructures by CP-GMAW consisted primarily of coarse dendrite grains; coarse dendrite grains significantly decreased and fine dendrite grains increased using DP-GMAW. The dendrite refinement extent was relevant to the thermal frequency.
Mitigated porosity incidence and solidification cracking are observed in aluminum welds using double pulsed gas metal arc welding. Mathivanan et al. [19] conducted experiments on 6061 aluminum alloys produced by CP-GMAW and DP-GMAW. The results indicated that both welds contained some amount of pores, but use of DP-GMAW minimized the porosity incidence. Nakata et al. [20] found that the weld bead cracking ratio was reduced by DP-GMAW during welding of the A7N01 aluminum alloy.
Previous investigations indicate that the grain dimension, dendrite dimension, porosity incidence, and solidification cracking susceptibility of DP-GMAW and CP-GMAW differ. Although it is important, a comprehensive review of the mechanism of reduced porosity incidence and improved solidification cracking susceptibility by DP-GMAW is absent from the literature. Because previous investigations are sporadic, a summary of the thermal parameters, i.e., thermal frequency and thermal amplitude on weld profiles, microstructure, porosity incidence, and solidification cracking susceptibility is essential. At last, the advantages, previous evolution process, and future trend of DP-GMAW are summarized and discussed.
2. Process and Weld Characteristic of DP-GMAW
Pulsation in the welding current by DP-GMAW generates a variation of arc force, droplet pressure, weld pool, and cooling rate. The origin and physical process of reduced porosity incidence and improved solidification cracking susceptibility by DP-GMAW are revealed by these process variables.
2.1. Arc and Droplet Transfer Characteristic
As shown in Figure 1, the average current of the TP phase is significantly greater than the mean current of the TB phase. Greater welding current indicates a higher melting rate of filler wire. Therefore, droplet transfer from filler wire to base metal occurs primarily during the TP phase. The best situation is that the wire feeding rate is synergistic with the welding current. Unfortunately, it is infeasible in practice. Due to the mechanical inertia, the wire feeding system cannot catch up with the variation of the welding current with sufficient speed. The delay of wire feeding usually causes an unstable arc. Most welding machines utilize a constant speed wire feeding system. The TP phase has a higher wire melting rate than the TB phase. The shortest arc length and the longest electrode extension are achieved when the TB phase reaches its end. Conversely, the longest arc length and the shortest electrode extension are obtained when the TP phase reaches its end [21]. The welding current sharply decreases to a small value at the starting time of the TB phase; this little value current is occasionally insufficient to maintain the longest arc. Therefore, the actual welding operation suffers the high chance of arc quenching [22]. This “arc quenching drawback” reduces the welding process stability. Mitigation of this “arc quenching drawback” by adding two transition current pulses is discussed in the subsequent paragraph.
Both welding current and arc dimension are relatively small during the stage of base current. Because arc force of the base current stage is significantly lower than the peak current stage, it is not considered. Only the arc force during the peak current stage is calculated and discussed. The relation between the arc force () and the welding current () is given as [23]:
where is the magnetic permeability of the vacuum, and are the radius of the arc at the welding electrode and base metal, respectively. Based on Equation (1), Liu et al. [24] discussed the variation in the arc force during a thermal period. The results indicate that the arc force of CP-GMAW lies between the largest and smallest values of arc force generated by DP-GMAW. Another outcome is that the arc force of the TP phase is significantly greater than that of the TB phase. Therefore, an oscillation of arc force originated from pulsation in the welding current appears during DP-GMAW.
The main driving force for the metal transfer of CP-GMAW and DP-GMAW is the high electromagnetic force generated by a current pulse. After detachment from the welding wire tip, the droplets are accelerated by the electromagnetic force, and impact into the weld pool with high speed. The droplet pressure is generated in this manner. Liu et al. [24] generalized a method for calculation of the droplet pressure () during welding of 5754 aluminum alloy:
where is the frequency of the droplet transfer, is the trajectory height of a overheated droplet, is the base current, and is the peak current. Based on Equation (2), Liu et al. [24] calculated the droplet pressure on the weld pool of CP-GMAW and DP-GMAW. For CP-GMAW, the peak current, base current, and current frequency maintain the same value with time. The metal transfer frequency and trajectory distance versus time are the same, which ensures a constant droplet pressure. However, the frequency of droplet transfer, and the base current () during TP phase are greater than the TB phase during DP-GMAW. Thus, the droplet pressure of the TP phase is more than twice the droplet pressure of the TB phase. An oscillation of droplet pressure that originated from the pulsation in the welding current is observed during DP-GMAW.
The oscillation of arc force and droplet pressure are synchronous; the pressure on the surface of molten pool periodically changes. The liquid metal centrifugally moves during the TP phase, and centripetally moves during the TB phase, with a certain frequency. This feature is defined as the weld pool stir effect. An enhanced weld pool convection is generated by the weld pool stir effect [25]. As a result, additional fragmentations of the dendrite tip in the mushy zone are produced. Once the dendrite fragments survive in the weld pool, they act as nucleation sites for new grain. Grain refinement is achieved due to dendrite fragment and a larger number of nucleation sites [26]. The weld pool stir effect is identified as the first mechanism of microstructural refinement during DP-GMAW.
2.2. Weld Pool and Bead Characteristic
Yamamoto et al. [17] discovered that the weld pool stir frequency, , coincided with the TF, , for frequencies less than 30 Hz. Once exceeded 30 Hz, reached its maximum, and decreased with a greater , instead of following . Nakata et al. [20] found that the weld pool stir amplitude, , increased sharply, with values ranging from 0 to 10 Hz. reached its maximum and remained almost constant, with values of ranging from 10 to 30 Hz. decreased gradually with , whereas exceeded 30 Hz. DP-GMAW with Hz is equivalent to CP-GMAW. Therefore, DP-GMAW generates a fiercer weld pool stir effect than does CP-GMAW.
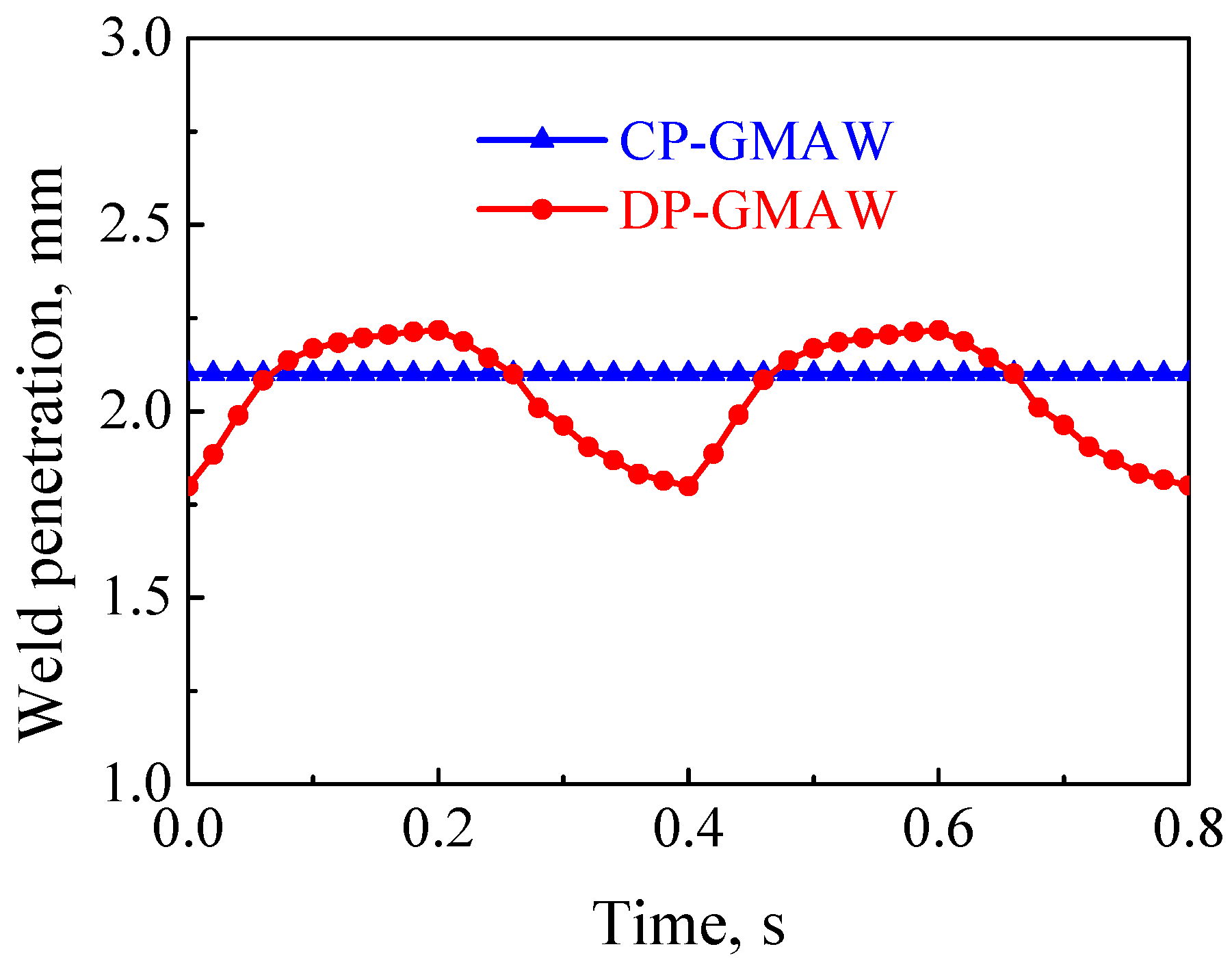
Wang et al. [27] and Zhang et al. [28] observed palpable weld ripples generated by DP-GMAW. The weld crest is produced at the end of the TP phase, whereas the weld trough is generated at the end of the TB phase. Alternating weld crests and weld troughs produce weld ripples. Another outcome is that the ripple wave length reduced with higher TF. Figure 2 illustrates the weld penetration versus time of CP-GMAW and DP-GMAW [29]. The results indicate that the weld penetration of the CP-GMAW lies between the maximum weld penetration and minimum weld penetration of the DP-GMAW for the same heat input. Weld penetration increases with time during the TP phase due to high-level heat input. Maximum weld penetration occurs at the end of TP phase. Weld penetration decreases with time during the TB phase, due to low-level heat input. Minimum weld penetration is generated at the end of the TB phase. Therefore, the weld pool shape and weld bead dimension of DP-GMAW are different from CP-GMAW. With a high thermal frequency, the oscillation of penetration depth decreases due to the short acting time of TP and TB phase.
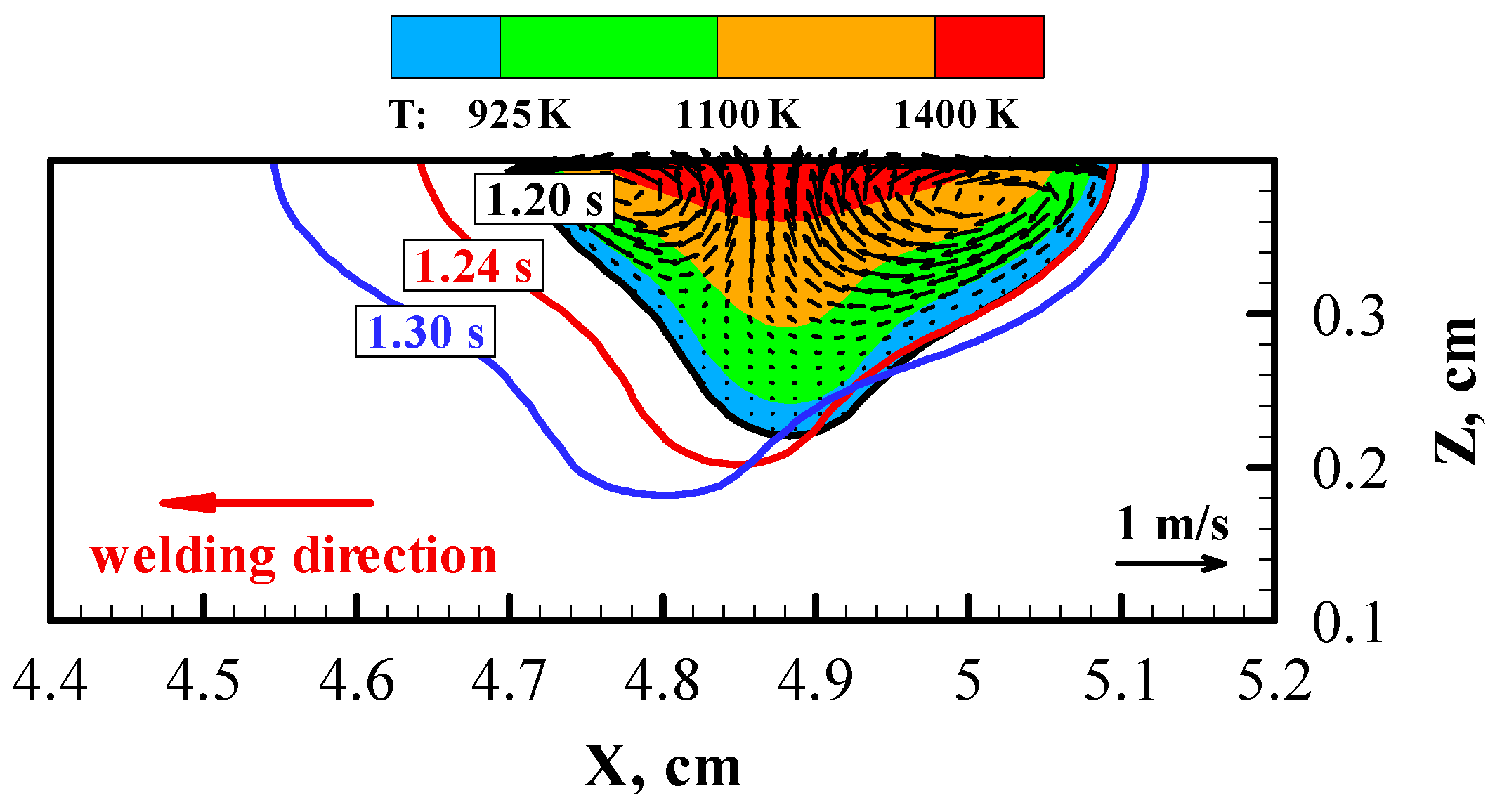
Main driving forces for molten pool convection are buoyancy, electromagnetic, and Marangoni force [30]. Wang et al. [29] developed a well-tested, transient, and three-dimensional heat transfer and fluid flow model of DP-GMAW, by solving the equations of conservation of mass, momentum, and energy. The results indicate that the molten pool expands during the TP phase, due to high-level heat input, and subsequently shrinks during the TB phase, due to low-level heat input. The calculated results exhibit suitable agreement with experimentally observed results [31]. This expansion of the molten pool causes unusual remelting and resolidification of the previously solidified metal. To examine this phenomenon, Figure 3 records the weld pool boundaries of DP-GMAW along the longitudinal section during the TP phase. Although the heat source is moving along the welding direction, the molten pool trailing edge moves in opposite to the welding direction, from 1.24 s to 1.3 s. It is strikingly different from CP-GMAW. As the weld pool expansion speed is higher than the welding speed from 1.24 s to 1.3 s, remelting of the previously solidified fusion metal occurs at the trailing edge of the weld pool. This remelting and resolidification phenomenon produces a change in the mean solidification growth rate.
Figure 4 demonstrates the temporal variation of the solidification growth rate () of CP-GMAW and DP-GMAW [29]. The value R was calculated at molten pool tail on the top surface using the following relation
where is the displacement of the trailing edge during a short time interval of . The cooling rate was calculated at weld pool tail on the top surface for the microstructure evaluation. Unlike CP-GMAW, the solidification growth rate of DP-GMAW is time-dependent. The solidification growth rate decreases with time from 0 s to 0.1 s, because the weld pool expands from 0 s to 0.1 s with its trailing edge moving in a direction opposite to the welding direction. Despite the constant welding speed, the trailing edge comes to a standstill with a decrease in the solidification growth rate from 0 mm/s at 0.04 s, which indicates that the expansion speed of the weld pool at its trailing edge is same as the welding speed. The growth rate is negative between 0.04 s and 0.1 s, because the expansion speed of the weld pool is much greater than the welding speed, remelting occurs, and solidification stops near the trailing edge of the molten pool between 0.04 s and 0.1 s. Due to the remelting phenomenon, the effective length of the solidified metal of DP-GMAW is longer than that of CP-GMAW, whereas the solidification time of DP-GMAW is shorter than that of CP-GMAW. Therefore, the mean value of the solidification growth rate is 10.8 mm s−1 for the DP-GMAW weld. This value is greater than the constant of SP-GMAW, which is 8.0 mm s−1.
The cooling rate () is defined as the product of the temperature gradient () and the solidification growth rate (). The increase in produces a greater , and the mean cooling rate of DP-GMAW is higher at the same heat input. Note that the value of the solidification structure is significantly affected by the cooling rate. From previous studies, the relation between the primary dendrite arm spacing () [32] and secondary dendrite arm spacing () [32,33], and the cooling rate (), is given as
where = 0.33 to 0.5, and are coefficient; their values are dependent on the alloy system. Therefore, both and decrease with an increase in the solidification growth rate and cooling rate. Therefore, DP-GMAW will produce refined grains and dendrites as increased cooling rate. The increased cooling rate is identified as the second mechanism of microstructural refinement during DP-GMAW.
2.3. Solidification Structure
Two types of physical processes regarding grain refinement by DP-GMAW are revealed: (1) the weld pool stir effect originated from the oscillation of arc and droplet pressure, and (2) the increased cooling rate originated from the remelting and resolidification phenomenon. The mechanisms of grain refinement by DP-GMAW are revealed. Grain refining of welds is attractive because finer grains can improve mechanical properties and solidification cracking susceptibility [34,35].
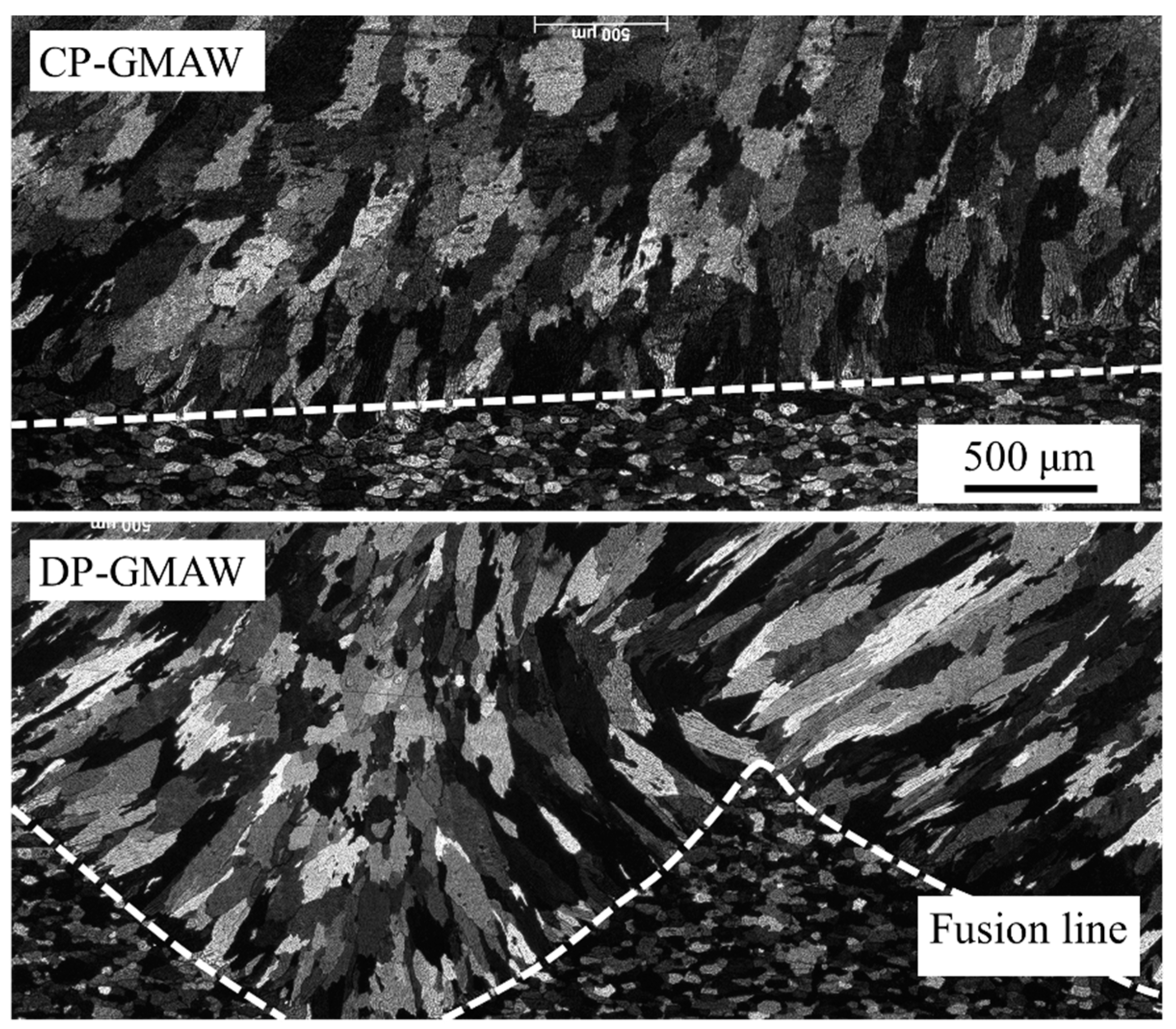
Figure 5 illustrates a typical solidification structure of 1060 aluminum welds by CP-GMAW and DP-GMAW with same heat input. The metallography is obtained from the central longitudinal plane of welds using a polarized microscope. The results indicate that DP-GMAW significantly reduces the mean grain dimension compared with CP-GMAW.
Table 1 shows the microstructural refinement of aluminum alloy welds via DP-GMAW [16,18,19,20,22,29]. The results indicate that DP-GMAW produces finer grain and dendrite than CP-GMAW with the same heat input; these experimentally observed results are powerful evidence that microstructural refinement can be achieved using DP-GMAW. Grain dimension is very important for controlling the welding quality; finer grain indicates better mechanical properties [36]. This finding reveals the new concept that variations of the microstructure can be achieved by changing the pulsing parameters instead of changing the heat input.
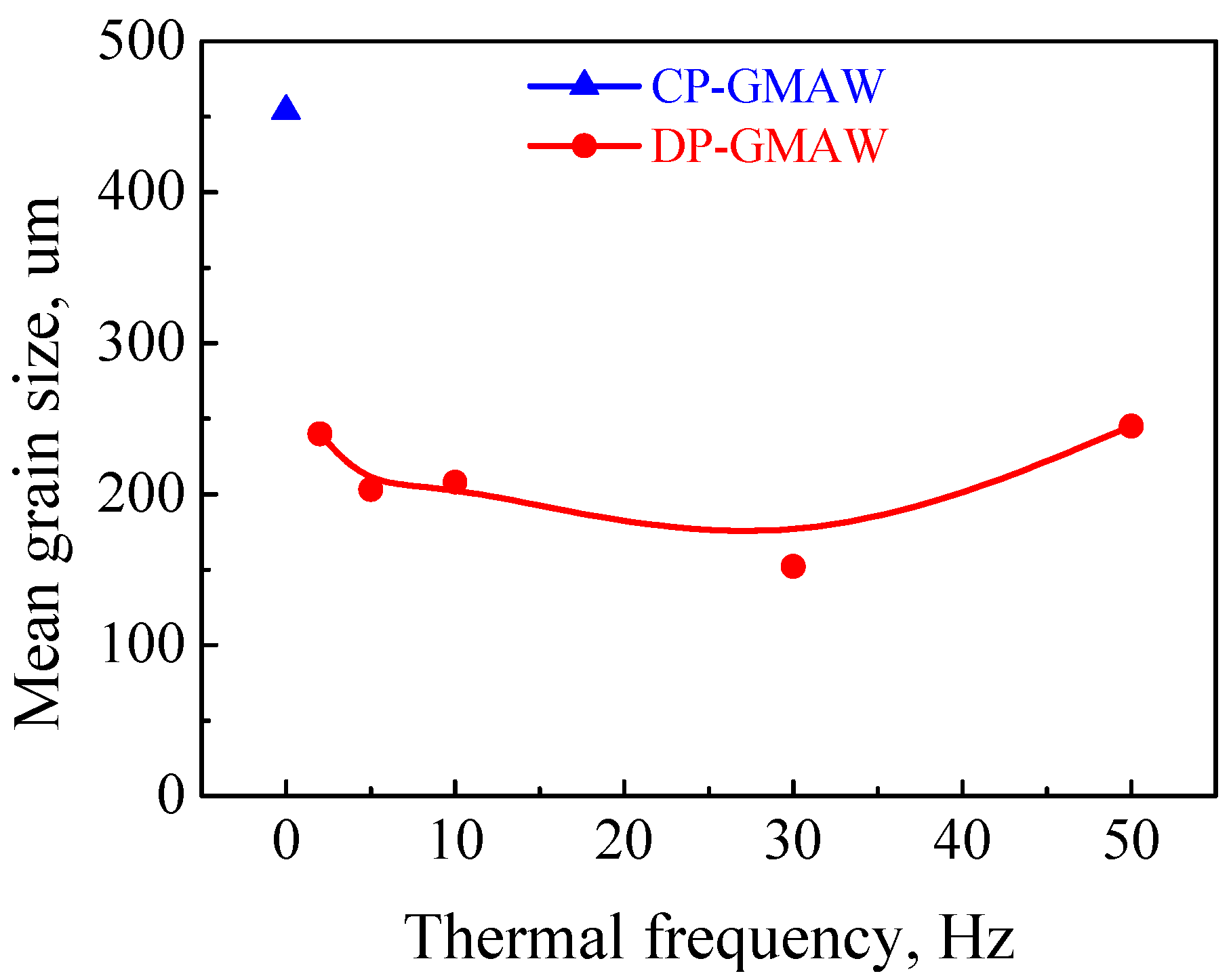
Among the various welding parameters of DP-GMAW, the thermal parameters, i.e., thermal frequency and thermal amplitude have a significant influence on the weld microstructures. Figure 6 demonstrates the mean grain dimension versus thermal frequency of CP-GMAW and DP-GMAW [17]. The results indicate that the grain dimension produced by DP-GMAW is smaller than that of CP-GMAW, regardless of the changes in the thermal frequency. The grain dimension decreases with TF less than 30 Hz, and subsequently increases with higher TF, once the TF exceeds 30 Hz. The optimized TF for grain refinement ranges from 10~30 Hz. The weld pool has a resonance frequency of about 15 Hz. When the TF ranges from 10~30 Hz, the most forceful weld pool stir and weld pool convection are achieved, and the greatest level of grain refinement is produced. The beneficial effect of an increase in the thermal amplitude is a decrease in grain dimension. It is possible to achieve grain refinement of fusion zone by increasing the thermal amplitude in a large section, assuming that the welding process stability is not considered [37].
Although the mean welding current and welding speed of CP-GMAW and DP-GMAW are the same, DP-GMAW produces unique microstructures. The diversity of grain orientation by DP-GMAW is observed in the experiments. Figure 7a shows the experimentally observed grains that are generated during the TB phase, some columnar grains appear bent and exhibit an obtuse angle with the welding direction. The calculated longitudinal view of the weld pool boundaries during 1.3 s to 1.5 s are shown in Figure 7b. The results indicate that weld pool dimension significantly decreases during the beginning period of the TB phase. Therefore, solidification occurs near the front edge of the weld pool. For CP-GMAW (steady-state), this phenomenon does not occur. The grain growth direction is along the direction of temperature gradient, and normal to the solid/liquid interface near the weld pool boundary. The calculated columnar grain grows according to an obtuse angle with the welding direction at 1.3 s, which is represented by a red arrow. The calculated columnar grain grows according to an obtuse angle, with the welding direction at 1.4 s, which is denoted by a blue arrow. Until 1.5 s, the grain grows according to an acute angle with the welding direction, which is represented by a purple arrow. During the TB phase, the starting region of some columnar grains appear bent, and show an obtuse angle with the welding direction.
Two significant outcomes are as follows: (1) DP-GMAW features microstructural refinement compared with CP-GMAW at the same heat input, and the grain dimension can be adjusted by changing the thermal frequency and thermal amplitude. (2) DP-GMAW features a diverse grain orientation due to the variation in the weld pool dimension.
3. Advantages of DP-GMAW
The mechanisms of reduced porosity incidence and improved solidification cracking susceptibility are revealed in this section. The benefits of DP-GMAW, such as precise current adjustment and excellent gap bridging ability, are also discussed.
3.1. Reduced Porosity Incidence
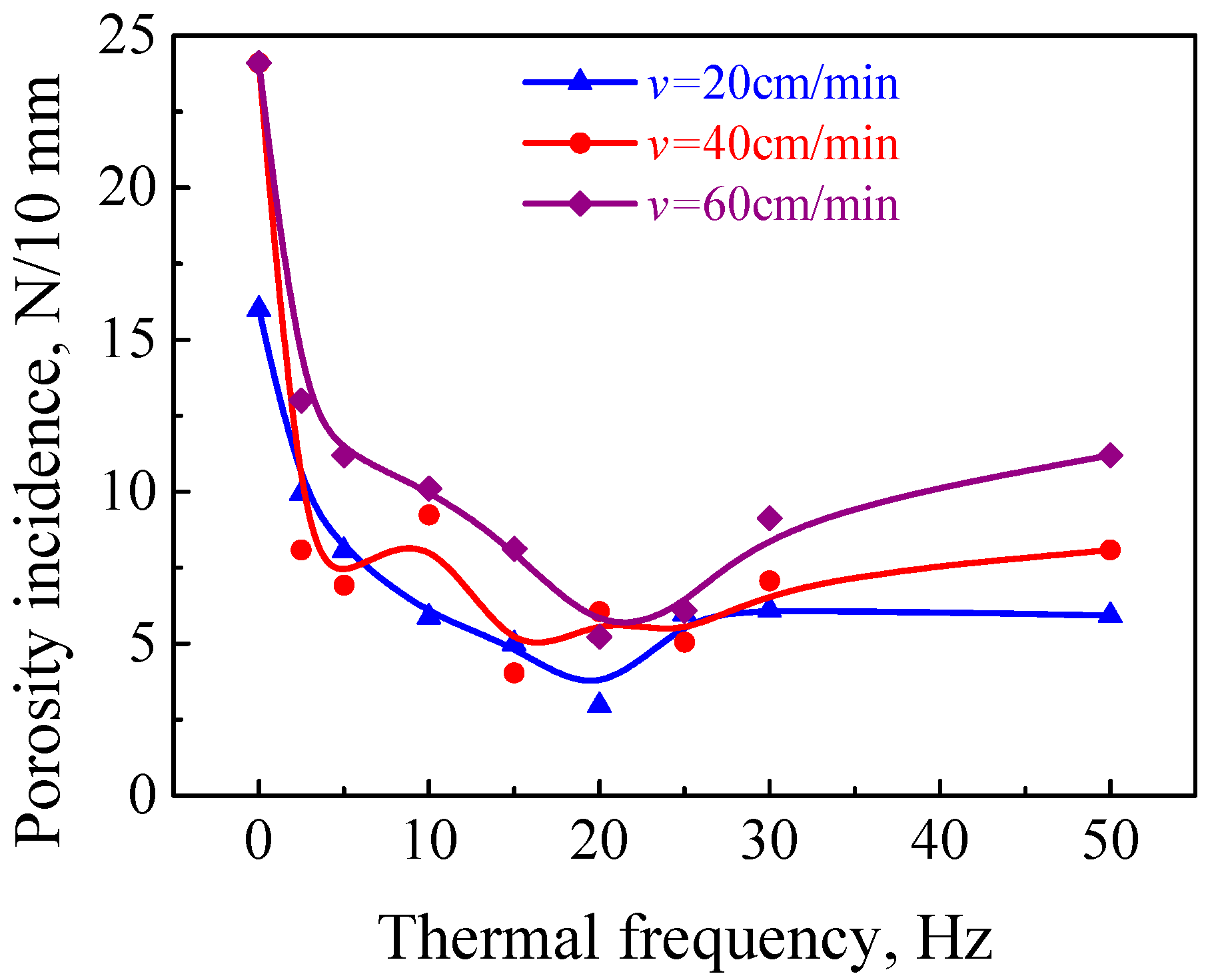
DP-GMAW features the reduced porosity incidence due to the weld pool stir effect. Kumagai et al. [38] and Pal et al. [39] stated that porosity content in welds could be reduced using DP-GMAW. Mathivanan et al. [19] conducted experiments on aluminum alloy 6061 by CP-GMAW and DP-GMAW. The results indicated that both welds contained a certain amount of hydrogen-included pores, but DP-GMAW minimized the porosity incidence. Wang et al. [22] found that the weld by CP-GMAW contained several pores, and fracture occurred at three continuous pores. Both the pore volume and number were reduced using DP-GMAW. Yamamoto et al. [16,40] systematically investigated the porosity incidence by DP-GMAW. Here, porosity incidence is defined as the number of pores per 10 mm length of welds. Figure 8 illustrates the porosity incidence versus the thermal frequency of DP-GMAW with different welding speeds [40]. DP-GMAW with the thermal frequency of 0 Hz is equal CP-GMAW. Welding current and arc voltage are the same for all experiments.
The following conclusions are drawn: (1) DP-GMAW achieves a reduced porosity incidence compared with CP-GMAW, and is an efficient method for the suppression of porosity. (2) The porosity incidence decreases with higher TF to 20 Hz and subsequently increases with higher TF once the TF exceeds 20 Hz. (3) The optimized TF for the suppression of porosity incidence ranges from 10~25 Hz. (4) The porosity incidence exhibits an upward trend with a high welding speed. The weld pool stir effect originated from the oscillation of arc, and the droplet pressure improves the fluidity of the weld pool [18]. With improved fluidity of the weld pool, a larger number of hydrogen bubbles have a chance to float out and be released from the weld pool, and fewer hydrogen bubbles are trapped in the solidification wall of the weld pool. Therefore, the reduced porosity incidence is observed in the experiments.
3.2. Improved Solidification Cracking Susceptibility
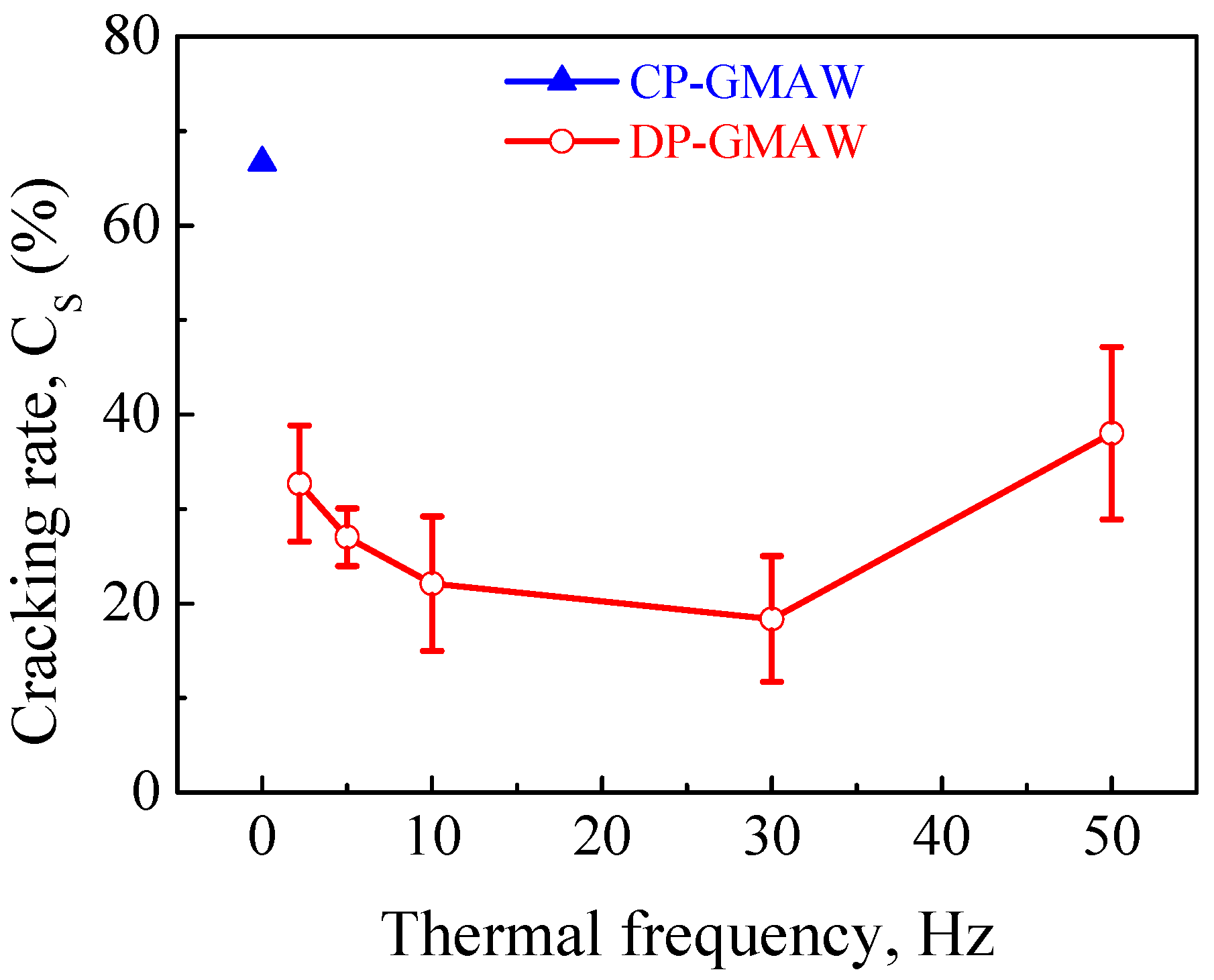
Zhang et al. [12] found that a cracking-free weld joint was produced by DP-GMAW during welding of 8 mm thick magnesium alloy. Zhang et al. [28] noted that no cracks were detected in the fusion zone generated by DP-GMAW during welding of 30Cr–4Mo ferritic stainless steel. Da Silva et al. [9] observed that DP-GMAW reduced cracking in the fusion zone compared with CP-GMAW. This performance was dependent on the thermal amplitude. Nakata et al. [20] found that the bead cracking ratio was reduced by DP-GMAW during welding of the A7N01 aluminum alloy. Harada et al. [41] observed no cracking defect during welding of 5083 aluminum alloy. Figure 9 illustrates the solidification cracking rate versus the thermal frequency of CP-GMAW and DP-GMAW [17]. Here, cracking rate (%) is defined as the division of the crack length by the specimen length in the Houldcroft cracking test. The results indicate that the solidification cracking rate produced by DP-GMAW is less than CP-GMAW, regardless of the changes in the TF. The solidification cracking rate decreases with TF less than 30 Hz, and subsequently increases with a high TF once the TF exceeds 30 Hz. The optimized TF for the mitigation of solidification cracking ranges from 10~30 Hz.
Kimura et al. [42] noted that finer grain dimension featured lower solidification cracking susceptibility during the solidification of AC7A aluminum alloy. Tang et al. [43] found that cracking susceptibility of 6082 aluminum alloy decreased with finer grains when the grain dimension exceeded 25 μm. Numerous investigations reveal that grain refinement of weld metal is an effective method for reducing the solidification cracking susceptibility [44,45,46]. Finer grain has a larger area of grain–boundary per unit volume, which produces a lower tensile strain generated by solidification shrinkage [42]. Finer grain can deform to accommodate contraction strains more easily [47]. The variation of grain orientation inhibits the growth of solidification cracking. Solidification cracking cannot grow long, because a crack has to change its direction periodically.
Improved solidification cracking susceptibility is achieved due to refined solidification structures and variable grain orientation during DP-GMAW. As DP-GMAW method features microstructural refinement, reduced porosity incidence, and improved solidification cracking susceptibility, improvements in mechanical properties are reported in the literature. Mathivanan et al. [19,48] found that both yield strength and ultimate tensile strength could be increased by using DP-GMAW during welding of 6061 aluminum alloy and 310S austenitic stainless steel. Wang et al. [22] found that ultimate tensile strength could by increased by using DP-GMAW due to reduced porosity incidence.
3.3. Precise Current Adjustment and Excellent Gap Bridging Ability
For DP-GMAW, the precise current adjustment is accomplished by changing the following parameters: (1) the base current of the TP phase and the TB phase, (2) the base current duration of the TP phase and the TB phase, and (3) the number of current pulses during the TP phase and the TB phase. The precise current adjustment of DP-GMAW renders it suitable for additional applications and situations.
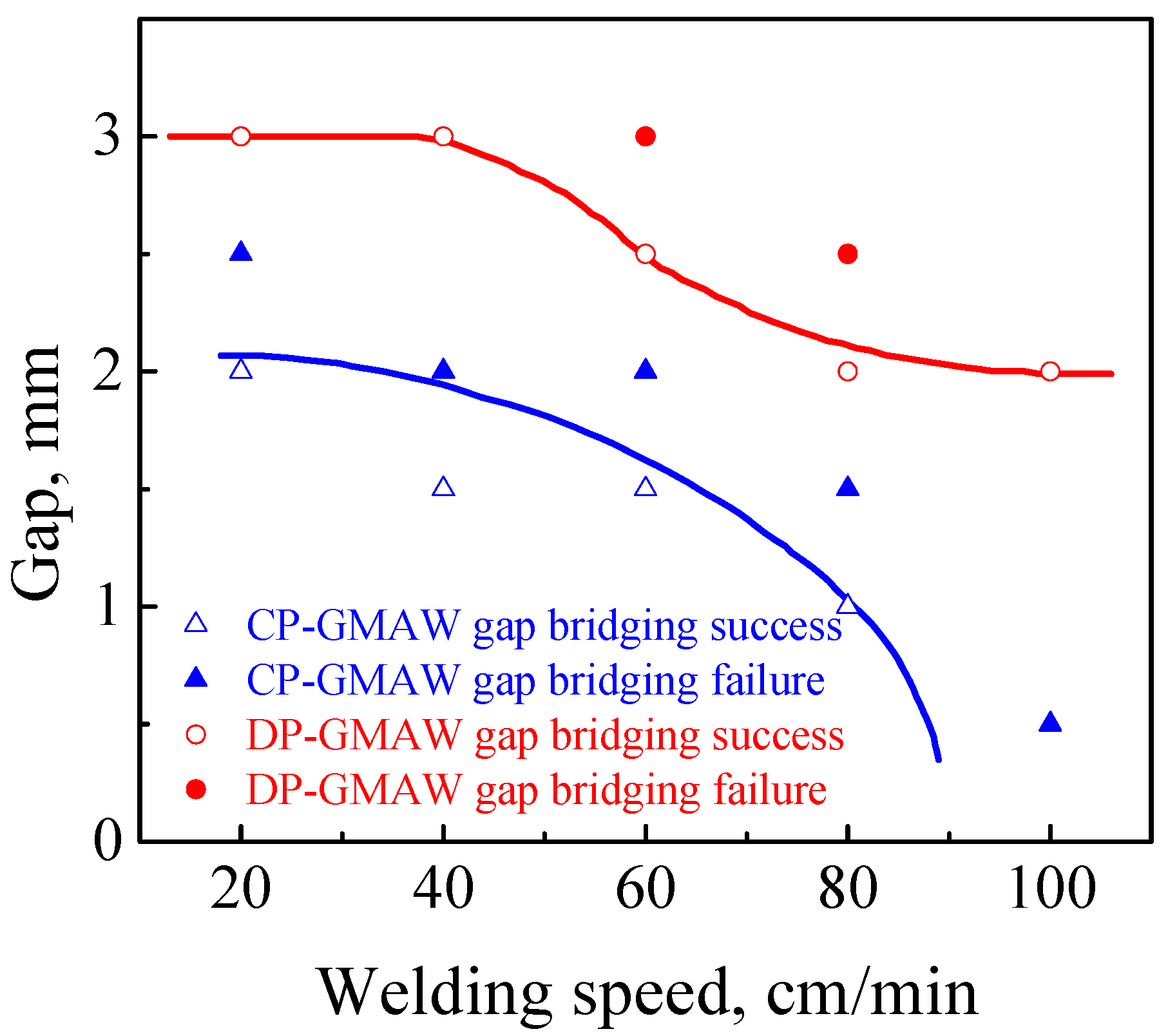
During the TP phase of DP-GMAW, a large dimension arc can melt both sides of the joint to mitigate the lack-of-fusion defect [49]. Researchers discovered that DP-GMAW has an excellent gap bridging ability during lap joint welding with a 3 mm thick 5052 aluminum alloy. Figure 10 displays the critical gap bridging ability versus the welding speed of CP-GMAW and CP-GMAW [16]. The results indicate that the allowable gap for DP-GMAW is wider than the allowable gap for CP-GMAW. The subtraction value of the allowable gap width of CP-GMAW and CP-GMAW is approximately 1 mm. CP-GMAW barely bridges the gap once the welding speed exceeds 1 m/min. However, DP-GMAW can easily bridge the 2 mm-wide gap at this welding speed.
In summary, DP-GMAW is suitable for more applications and situations, especially in the field of high-speed welding of aluminum alloys. DP-GMAW has many applications in industry, such as Double pulse (Fronius®), AUTOMIG II (Migatronic®), and Super pulse (EASB®).
4. Evolution Process and Future Trends of DP-GMAW
4.1. Evolution Process of DP-GMAW
The arc quenching drawback discussed in Section 2.1 reduces the welding process stability of DP-GMAW. Several researchers have developed a method for migration of the “arc quenching drawback” by adding two transition currents during the TP phase and the TB phase. Thus, a trapezoidal modulation-pulsed GMAW (TP-GMAW) is evolved. Figure 11 displays the schematic current waveform of the trapezoidal modulation-pulsed GMAW [18]. TP-GMAW differs from DP-GMAW by two sets of transition impulses, which decelerate the variation rate of the welding current [50].
When the base current fluctuates in a sinusoidal waveform manner, DP-GMAW evolves into sinusoid modulation-pulsed GMAW (SP-GMAW). Figure 12 illustrates a schematic waveform of the welding current of SP-GMAW [22]. The mode of metal transfer is the projected spray transfer. A sine waveform can be derivable in any order. The current variation rate of SP-GMAW becomes smooth in this manner. SP-GMAW achieves a more stable and reliable welding process compared with DP-GMAW [51]. SP-GMAW succeeds the advantages of DP-GMAW. In addition, SP-GMAW achieves accurate heat input control and unified regulation of the welding current [52,53].
4.2. Future Trend of DP-GMAW
4.2.1. Cold Metal Transfer and Pulsed GMAW (CMT-Pulse)
When the TB phase is replaced by the CMT process, DP-GMAW evolves into CMT-Pulse. Figure 13 illustrates a schematic waveform of the welding current of CMT-Pulse [54]. The mode of metal transfer is a mixture of the projected spray transfer during the pulse period, and the short circuit transfer during the CMT period [55]. Weld penetration can be adjusted by changing either the number of pulses during the pulse period, or the number of CMT short circuits during the CMT period [56]. Numerous investigations indicate that the CMT process features high deposition rates [56], low heat input [57,58], and small deformations [59]. During arc additive manufacturing, the CMT-Pulse process is characterized by a reduced porosity incidence compared with CMT [60]. CMT-Pulse may benefit from both DP-GMAW and CMT. However, comparisons between DP-GMAW and CMT-Pulse have not been reported.
4.2.2. Variable Polarity Double Pulsed GMAW (VPDP-GMAW)
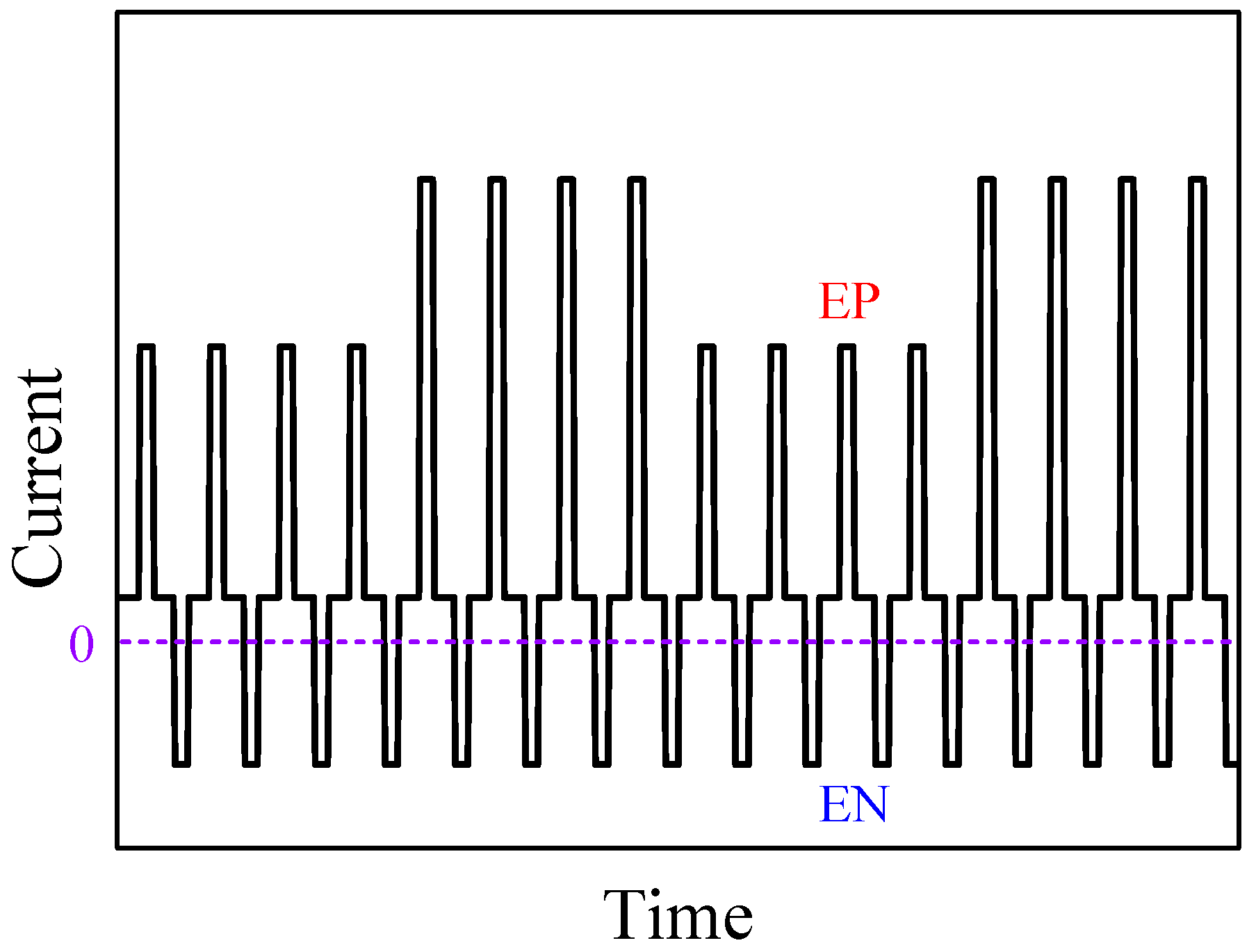
When the base current reduces to a value that is less than zero (electrode negative), DP-GMAW evolves into variable polarity double pulsed GMAW (VPDP-GMAW). Figure 14 provides a schematic waveform of the welding current of VPDP-GMAW [61]. The pulse current during the electrode positive phase is used to generate a high electromagnetic force for projected spray transfer. During the electrode negative phase, the welding arc climbs to the solid part of the welding wire, and the arc root completely covers the droplet surface [62]. Arc energy concentrates primarily on the welding wire and droplet. The highest rate of electrode extension burn off and droplet growth occurs during the electrode negative phase, whereas the least heat is transferred to the weld pool [63].
VP-GMAW has the following advantages compared with conventional GMAW: (1) High melting rate [64]. (2) Low heat input characteristic [65] and associated advantages, such as shallow penetration for welding of sheets, average low temperature [66] and decreased distortion [67]. (3) Weld pool stir property and associated advantages, such as reduced porosity, grain refinement [68] and improved mechanical properties [69].
Joining of Fe–Al dissimilar material by VPDP-GMAW has been reported [70,71]. Kumagai et al. [38] revealed that VPDP-GMAW featured reduced porosity incidence due to the stirring action of weld pool. Su et al. [72] observed that VPDP-GMAW could effectively reduce the heat input. For the same welding current and voltage, VPDP-GMAW exhibited thinner intermetallic compounds than did DP-GMAW. Other benefits of VPDP-GMAW from VP-GMAW and DP-GMAW have not been reported.
4.2.3. Hybrid Laser DP-GMAW
When the laser beam is superimposed as a leading heat source, DP-GMAW evolves into a hybrid laser DP-GMAW. The welding mode is the keyhole mode; thus, the laser heat source dominates the weld penetration. Hybrid laser-arc welding has the following advantages: (1) Greater weld penetration [73,74,75]. (2) Higher welding speed [76,77]. (3) Smaller welding deformation and stress [78,79]. (4) Lower heat input and shallow heat-affect-zone [80,81]. Hybrid laser DP-GMAW may benefit from both laser welding and DP-GMAW. However, research regarding hybrid laser DP-GMAW is not presented in the literature. Numerical and experimental studies of hybrid laser DP-GMAW are essential to promote its potential application.
5. Conclusions
The process characteristics of DP-GMAW and their effect on solidification structure are systematically discussed. Advantages of DP-GMAW and their origin are revealed. At last, previous evolution process and future trends of DP-GMAW are summarized. Below are the specific findings of DP-GMAW:
- (1)
- A periodical welding current generates an oscillation of arc force and droplet pressure, which produces a weld pool stir effect.
- (2)
- Periodical heat input generates expansion and shrinkage of the weld pool, which causes an unusual remelting and resolidification of the previously solidified metal. DP-GMAW has an increased solidification growth rate and cooling rate compared with conventional pulsed welding at the same heat input.
- (3)
- Microstructural refinement of fusion metal by DP-GMAW is reported by several researchers. The mechanism of microstructural refinement is revealed as combined effect of the weld pool stir effect and an increased cooling rate. The numerical and experimental results indicate that a refined microstructure can be achieved by adjusting the pulsing parameters instead of changing the heat input. DP-GMAW features diverse grain orientation due to the expansion and shrinkage of the weld pool.
- (4)
- The weld pool stir effect improves the fluidity of liquid metal in the molten pool. Therefore, a larger number of hydrogen bubbles have a chance to float out and release from the molten pool, and fewer hydrogen bubbles are trapped in the solidification wall and form pores.
- (5)
- Improved solidification cracking susceptibility is achieved due to refined solidification structures by DP-GMAW.
Acknowledgments
The authors are grateful for the financial support for this research from the High-level Leading Talent Introduction Program of GDAS (2016GDASRC-0106) and Industry-university-research of Guangdong Province and Ministry of Education (2013B090600098).
Author Contributions
Leilei Wang and Jiaxiang Xue conceived the idea. Leilei Wang wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Feng, Y.Q.; Luo, Z.; Li, Y.; Ling, Z.X. A Novel Method for Resistance Plug Welding of 7075 Aluminum Alloy. Mater. Manuf. Process. 2016, 31, 2077–2083. [Google Scholar] [CrossRef]
- Shi, J.; Zhou, Y.; Liu, L. Application of Pulsed Laser-TIG Hybrid Heat Source in Root Welding of Thick Plate Titanium Alloys. Appl. Sci. 2017, 7. [Google Scholar] [CrossRef]
- Salih, O.S.; Ou, H.G.; Sun, W.; McCartney, D.G. A review of friction stir welding of aluminium matrix composites. Mater. Des. 2015, 86, 61–71. [Google Scholar] [CrossRef]
- Cabibbo, M.; Forcellese, A.; Simoncini, M.; Pieralisi, M.; Ciccarelli, D. Effect of welding motion and pre-/post-annealing of friction stir welded AA5754 joints. Mater. Des. 2016, 93, 146–159. [Google Scholar] [CrossRef]
- Dragatogiannis, D.A.; Koumoulos, E.P.; Kartsonakis, I.A.; Pantelis, D.I.; Karakizis, P.N.; Charitidis, C.A. Dissimilar Friction Stir Welding Between 5083 and 6082 Al Alloys Reinforced With TiC Nanoparticles. Mater. Manuf. Process. 2016, 31, 2101–2114. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V.; Reddy, C.; Khatirkar, R.K. Effect of friction stir welding process parameters on Mg-AZ31B/Al-AA6061 joints. Mater. Manuf. Process. 2017, 1–7. [Google Scholar] [CrossRef]
- Zhu, Q.; Xue, J.; Yao, P.; Dong, C.; Wang, L.; Heng, G.; Li, Z. Gaussian pulsed current waveform welding for aluminum alloys. Mater. Manuf. Process. 2015, 30, 1124–1130. [Google Scholar] [CrossRef]
- Yi, J.; Cao, S.F.; Li, L.X.; Guo, P.C.; Liu, K.Y. Effect of welding current on morphology and microstructure of Al alloy T-joint in double-pulsed MIG welding. Trans. Nonferrous Met. Soc. China 2015, 25, 3204–3211. [Google Scholar] [CrossRef]
- Da Silva, C.L.M.; Scotti, A. Performance assessment of the (Trans)Varestraint tests for determining solidification cracking susceptibility when using welding processes with filler metal. Meas. Sci. Technol. 2004, 15, 2215. [Google Scholar] [CrossRef]
- Da Silva, C.L. M.; Scotti, A. The influence of double pulse on porosity formation in aluminum GMAW. J. Mater. Process. Technol. 2006, 171, 366–372. [Google Scholar] [CrossRef]
- Kah, P.; Suoranta, R.; Martikainen, J. Advanced gas metal arc welding processes. Int. J. Adv. Manuf. Technol. 2013, 67, 655–674. [Google Scholar] [CrossRef]
- Zhang, Z.D.; Kong, X.Y. Study on DC Double Pulse Metal Inert Gas (MIG) Welding of Magnesium Alloy. Mater. Manuf. Process. 2012, 27, 462–466. [Google Scholar] [CrossRef]
- Xue, J. Probing improved double pulsed GMAW. Weld. Cut. China 2017, 170–175. [Google Scholar] [CrossRef]
- Devakumaran, K.; Rajasekaran, N.; Ghosh, P.K. Process Characteristics of Inverter Type GMAW Power Source under Static and Dynamic Operating Conditions. Mater. Manuf. Process. 2012, 27, 1450–1456. [Google Scholar] [CrossRef]
- Sen, M.; Mukherjee, M.; Pal, T.K. Evaluation of correlations between DP-GMAW process parameters and bead geometry. Weld. J. 2015, 94, 265S–279S. [Google Scholar]
- Yamamoto, H.; Harada, S.; Ueyama, T.; Ogawa, S. Development of low-frequency pulsed MIG welding for aluminium alloys. Weld. Int. 1992, 6, 580–583. [Google Scholar] [CrossRef]
- Yamamoto, H.; Harada, S.; Ueyama, T.; Ogawa, S.; Matsuda, F.; Nakata, K. Beneficial effects of low-frequency pulsed MIG welding on grain refinement of weld metal and improvement of solidification crack susceptibility of aluminium alloys: Study of low-frequency pulsed MIG welding. Weld. Int. 1993, 7, 456–461. [Google Scholar] [CrossRef]
- Liu, A.; Tang, X.; Lu, F. Study on welding process and prosperities of AA5754 Al-alloy welded by double pulsed gas metal arc welding. Mater. Des. 2013, 50, 149–155. [Google Scholar] [CrossRef]
- Mathivanan, A.; Devakumaran, K.; Kumar, A.S. Comparative study on mechanical and metallurgical properties of AA6061 aluminum alloy sheet weld by pulsed current and dual pulse gas metal arc welding processes. Mater. Manuf. Process. 2014, 29, 941–947. [Google Scholar] [CrossRef]
- Nakata, K.; Matsuda, F.; Jogan, S.; Harada, S.; Ueyama, T. Improvement of weld solidification crack susceptibility of Al-Zn-Mg ternary alloy by low-frequency pulsed GMA (MIG) welding with trial-manufactured Zr-added Al-high-Mg welding wire. Weld. Int. 1994, 8, 690–696. [Google Scholar] [CrossRef]
- Liu, A.; Tang, X.; Lu, F. Arc profile characteristics of Al alloy in double-pulsed GMAW. Int. J. Adv. Manuf. Technol. 2013, 65, 1–7. [Google Scholar] [CrossRef]
- Wang, L.L.; Heng, G.C.; Chen, H.; Xue, J.X.; Lin, F.L.; Huang, W.J. Methods and results regarding sinusoid modulated pulse gas metal arc welding. Int. J. Adv. Manuf. Technol. 2016, 86, 1841–1851. [Google Scholar] [CrossRef]
- Rokhlin, S.; Guu, A. A study of arc force, pool depression, and weld penetration during gas tungsten arc welding. Weld. J. 1993, 72, 381S–390S. [Google Scholar]
- Liu, A. Investigation on Weld Formation Mechanism of DP-GMAW Welding an Al Alloy under Alternative Oscillation of High-low Frequency Pulses. Ph.D. Thesis, Shanghai Jiao Tong University, Shanghai, China, 2014. [Google Scholar]
- Becker, D.W.; Adams, C.M. The role of pulsed GTA welding variables in solidification and grain refinement. Weld. J. 1979, 58, 143S–152S. [Google Scholar]
- Kou, S. Welding Metallurgy; John Wiley & Sons: Hoboken, NJ, USA, 2003; Volume 2, pp. 180–181. [Google Scholar]
- Wang, L.L.; Jin, L.; Huang, W.J.; Xu, M.; Xue, J.X. Effect of thermal frequency on AA6061 aluminum alloy double pulsed gas metal arc welding. Mater. Manuf. Process. 2016, 31, 2152–2157. [Google Scholar] [CrossRef]
- Zhang, H.; Hu, S.; Shen, J.; Ma, L.; Yin, F. Microstructures and mechanical properties of 30Cr-4Mo ferritic stainless steel joints produced by double-pulsed gas metal arc welding. Int. J. Adv. Manuf. Technol. 2015, 80, 1975–1983. [Google Scholar] [CrossRef]
- Wang, L.L.; Wei, H.L.; Xue, J.X.; DebRoy, T. A pathway to microstructural refinement through double pulsed gas metal arc welding. Scr. Mater. 2017, 134, 61–65. [Google Scholar] [CrossRef]
- David, S.A.; Debroy, T. Current issues and problems in welding science. Science 1992, 257, 497–502. [Google Scholar] [CrossRef] [PubMed]
- Liu, A.; Tang, X.; Lu, F. Weld pool profile characteristics of Al alloy in double-pulsed GMAW. Int. J. Adv. Manuf. Technol. 2013, 68, 2015–2023. [Google Scholar] [CrossRef]
- David, S.A.; Vitek, J.M. Correlation between solidification parameters and weld microstructures. Int. Mater. Rev. 1989, 34, 213–245. [Google Scholar] [CrossRef]
- Cicutti, C.; Boeri, R. On the relationship between primary and secondary dendrite arm spacing in continuous casting products. Scr. Mater. 2001, 45, 1455–1460. [Google Scholar] [CrossRef]
- Yuan, T.; Luo, Z.; Kou, S. Grain refining of magnesium welds by arc oscillation. Acta Mater. 2016, 116, 166–176. [Google Scholar] [CrossRef]
- Sreekumar, V.M.; Eskin, D.G. A New Al-Zr-Ti Master Alloy for Ultrasonic Grain Refinement of Wrought and Foundry Aluminum Alloys. JOM 2016, 68, 3088–3093. [Google Scholar] [CrossRef]
- Zhang, Z.; Wu, Q.; Grujicic, M.; Wan, Z.Y. Monte Carlo simulation of grain growth and welding zones in friction stir welding of AA6082-T6. J. Mater. Sci. 2016, 51, 1882–1895. [Google Scholar] [CrossRef]
- Wang, L.L.; Wei, H.L.; Xue, J.X.; DebRoy, T. Special features of double pulsed gas metal arc welding. J. Mater. Process. Technol. 2017, in press. [Google Scholar] [CrossRef]
- Kumagai, M. Recent technological developments in welding of aluminium and its alloys. Weld. Int. 2003, 17, 173–181. [Google Scholar] [CrossRef]
- Pal, K.; Pal, S.K. Effect of Pulse Parameters on Weld Quality in Pulsed Gas Metal Arc Welding: A Review. J. Mater. Eng. Perform. 2010, 20, 918–931. [Google Scholar] [CrossRef]
- Yamamoto, H.; Harada, S.; Ueyama, T.; Ogawa, S.; Matsuda, F.; Nakata, K. Inhibiting effect of low-frequency pulsed MIG welding on blowhole generation in AI and its alloys (3rd report). Study of low-frequency pulsed MIG welding. Weld. Int. 1994, 8, 606–611. [Google Scholar] [CrossRef]
- Harada, S.; Ueyama, T.; Zhou, D.; Kudo, K.; Nakata, K. Surface modification of aluminium alloy by MIG welding with Al-Cu cladding wire. Weld. Int. 1994, 8, 432–437. [Google Scholar] [CrossRef]
- Kimura, R.; Hatayama, H.; Shinozaki, K.; Murashima, I.; Asada, J.; Yoshida, M. Effect of grain refiner and grain size on the susceptibility of Al-Mg die casting alloy to cracking during solidification. J. Mater. Process. Technol. 2009, 209, 210–219. [Google Scholar] [CrossRef]
- Tang, Z.; Vollertsen, F. Influence of grain refinement on hot cracking in laser welding of aluminum. Weld. World 2014, 58, 355–366. [Google Scholar] [CrossRef]
- Schempp, P.; Cross, C.E.; Pittner, A.; Oder, G.; Neumann, R.S.; Rooch, H.; Dorfel, I.; Osterle, W.; Rethmeier, M. Solidification of GTA Aluminum Weld Metal: Part 1-Grain Morphology Dependent upon Alloy Composition and Grain Refiner Content. Weld. J. 2014, 93, 53S–59S. [Google Scholar]
- Schempp, P.; Rethmeier, M. Understanding grain refinement in aluminium welding. Weld. World 2015, 59, 767–784. [Google Scholar] [CrossRef]
- Takai, R.; Kimura, S.; Kashiuchi, R.; Kotaki, H.; Yoshida, M. Grain refinement effects on the strain rate sensitivity and grain boundary sliding in partially solidified Al–5 wt%Mg alloy. Mater. Sci. Eng. A 2016, 667, 417–425. [Google Scholar] [CrossRef]
- Kou, S. Solidification and liquation cracking issues in welding. JOM 2003, 55, 37–42. [Google Scholar] [CrossRef]
- Mathivanan, A.; Senthilkumar, A.; Devakumaran, K. Pulsed current and dual pulse gas metal arc welding of grade AISI: 310S austenitic stainless steel. Def. Technol. 2015, 11, 269–274. [Google Scholar] [CrossRef]
- Tong, H.; Ueyama, T. Features of low frequency modulated type pulsed MIG welding process. Weld. Join. 2001, 33–35. [Google Scholar] [CrossRef]
- Chen, X.; Lin, F.; Wei, Z.; Xue, J. Double-pulsed MIG expert database based on mathematical modeling. Trans. China Weld. Inst. 2011, 32, 37–40. [Google Scholar]
- Wei, Z.; Chen, X.; Xue, J. Research on sinusoid modulated pulse MIG welding methodology. China Weld. 2011, 20, 75–80. [Google Scholar]
- Wei, Z.; Long, P.; Chen, X.; Xue, J. Application of control parameter in sinusoid modulation pulsed MIG welding of aluminum alloy. Trans. China Weld. Inst. 2012, 33, 9–12. [Google Scholar]
- Wei, Z.H.; Long, P.; Xue, J.-X. Regulation of sinusoidal swing parameters in aluminum welding using sinusoidal pulsed MIG welding. J. South China Univ. Technol. 2012, 40, 7–12. [Google Scholar] [CrossRef]
- Pang, J.; Hu, S.; Shen, J.; Wang, P.; Liang, Y. Arc characteristics and metal transfer behavior of CMT + P welding process. J. Mater. Process. Technol. 2016, 238, 212–217. [Google Scholar] [CrossRef]
- Fink, C.; Zinke, M. Welding of nickel-based alloy 617 using modified dip arc processes. Weld. World 2013, 57, 323–333. [Google Scholar] [CrossRef]
- Pickin, C.G.; Young, K. Evaluation of cold metal transfer (CMT) process for welding aluminium alloy. Sci. Technol. Weld. Join. 2006, 11, 583–585. [Google Scholar] [CrossRef]
- Zhang, H.; Hu, S.; Wang, Z.; Liang, Y. The effect of welding speed on microstructures of cold metal transfer deposited AZ31 magnesium alloy clad. Mater. Des. 2015, 86, 894–901. [Google Scholar] [CrossRef]
- Madhavan, S.; Kamaraj, M.; Vijayaraghavan, L. Cold metal transfer welding of aluminium to magnesium: Microstructure and mechanical properties. Sci. Technol. Weld. Join. 2016, 21, 310–316. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, H.; He, P. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding. Mater. Des. 2009, 30, 1850–1852. [Google Scholar] [CrossRef]
- Cong, B.; Ding, J.; Williams, S. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3%Cu alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 1593–1606. [Google Scholar] [CrossRef]
- Tong, H.; Ueyama, T.; Harada, S.; Ushio, M. Quality and productivity improvement in aluminium alloy thin sheet welding using alternating current pulsed metal inert gas welding system. Sci. Technol. Weld. Join. 2001, 6, 203–208. [Google Scholar] [CrossRef]
- Arif, N.; Chung, H. Alternating current-gas metal arc welding for application to thick plates. J. Mater. Process. Technol. 2015, 222, 75–83. [Google Scholar] [CrossRef]
- Harwig, D.D.; Dierksheide, J.E.; Yapp, D.; Blackman, S. Arc behavior and melting rate in the VP-GMAW process. Weld. J. 2006, 85, 52S–62S. [Google Scholar]
- Vilarinho, L.O.; Nascimento, A.S.; Fernandes, D.B.; Mota, C.A. M. Methodology for Parameter Calculation of VP-GMAW. Weld. J. 2009, 88, 92S–98S. [Google Scholar]
- Park, H.J.; Kim, D.C.; Kang, M.J.; Rhee, S. The arc phenomenon by the characteristic of EN ratio in AC pulse GMAW. Int. J. Adv. Manuf. Technol. 2013, 66, 867–875. [Google Scholar] [CrossRef]
- Tong, H.; Ueyama, T.; Nakata, K.; Ushio, M. High speed welding of aluminium alloy sheets using laser assisted alternating current pulsed metal inert gas process. Sci. Technol. Weld. Join. 2003, 8, 229–234. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Fan, C.L.; Lin, S.B.; Yang, C.L. Novel soft variable polarity plasma arc and its influence on keyhole in horizontal welding of aluminium alloys. Sci. Technol. Weld. Join. 2014, 19, 493–499. [Google Scholar] [CrossRef]
- Babu, N.K.; Cross, C.E. Grain Refinement of AZ31 Magnesium Alloy Weldments by AC Pulsing Technique. Metall. Mater. Trans. A 2012, 43A, 4145–4154. [Google Scholar] [CrossRef]
- Kumar, R.; Dilthey, U.; Dwivedi, D.K.; Ghosh, P.K. Thin sheet welding of Al 6082 alloy by AC pulse-GMA and AC wave pulse-GMA welding. Mater. Des. 2009, 30, 306–313. [Google Scholar] [CrossRef]
- Su, Y.; Hua, X.; Wu, Y. Influence of alloy elements on microstructure and mechanical property of aluminum–steel lap joint made by gas metal arc welding. J. Mater. Process. Technol. 2014, 214, 750–755. [Google Scholar] [CrossRef]
- Su, Y.; Hua, X.; Wu, Y.; Zhang, Y.; Guo, Y. Characterization of intermetallic compound layer thickness at aluminum-steel interface during overlaying. Mater. Des. 2015, 78, 1–4. [Google Scholar] [CrossRef]
- Su, Y.; Hua, X.; Wu, Y. Effect of input current modes on intermetallic layer and mechanical property of aluminum-steel lap joint obtained by gas metal arc welding. Mater. Sci. Eng. A 2013, 578, 340–345. [Google Scholar] [CrossRef]
- Subashini, L.; Prabhakar, K.V.P.; Ravi, C.G.; Swati, G.; Padmanabham, G. Single Pass Laser-Arc Hybrid Welding of Maraging Steel Thick Sections. Mater. Manuf. Process. 2016, 31, 2186–2198. [Google Scholar] [CrossRef]
- Kang, K.; Kawahito, Y.; Gao, M.; Zeng, X. Effects of laser-arc distance on corrosion behavior of single-pass hybrid welded stainless clad steel plate. Mater. Des. 2017, 123, 80–88. [Google Scholar] [CrossRef]
- Leo, P.; D’Ostuni, S.; Casalino, G. Hybrid welding of AA5754 annealed alloy: Role of post weld heat treatment on microstructure and mechanical properties. Mater. Des. 2016, 90, 777–786. [Google Scholar] [CrossRef]
- Blecher, J.J.; Palmer, T.A.; DebRoy, T. Mitigation of Root Defect in Laser and Hybrid Laser-Arc Welding. Weld. J. 2015, 94, 73S–82S. [Google Scholar]
- Mazar Atabaki, M.; Ma, J.; Liu, W.; Kovacevic, R. Pore formation and its mitigation during hybrid laser/arc welding of advanced high strength steel. Mater. Des. 2015, 67, 509–521. [Google Scholar] [CrossRef]
- Zhang, L.-J.; Bai, Q.-L.; Ning, J.; Wang, A.; Yang, J.-N.; Yin, X.-Q.; Zhang, J.-X. A comparative study on the microstructure and properties of copper joint between MIG welding and laser-MIG hybrid welding. Mater. Des. 2016, 110, 35–50. [Google Scholar] [CrossRef]
- He, C.; Huang, C.; Liu, Y.; Li, J.; Wang, Q. Effects of mechanical heterogeneity on the tensile and fatigue behaviours in a laser-arc hybrid welded aluminium alloy joint. Mater. Des. 2015, 65, 289–296. [Google Scholar] [CrossRef]
- Wang, P.; Chen, X.; Pan, Q.; Madigan, B.; Long, J. Laser welding dissimilar materials of aluminum to steel: an overview. Int. J. Adv. Manuf. Technol. 2016, 1–10. [Google Scholar] [CrossRef]
- You, D.; Gao, X.; Katayama, S. Monitoring of high-power laser welding using high-speed photographing and image processing. Mech. Syst. Signal Proc. 2014, 49, 39–52. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram current waveform of double pulsed gas metal arc welding (DP-GMAW).
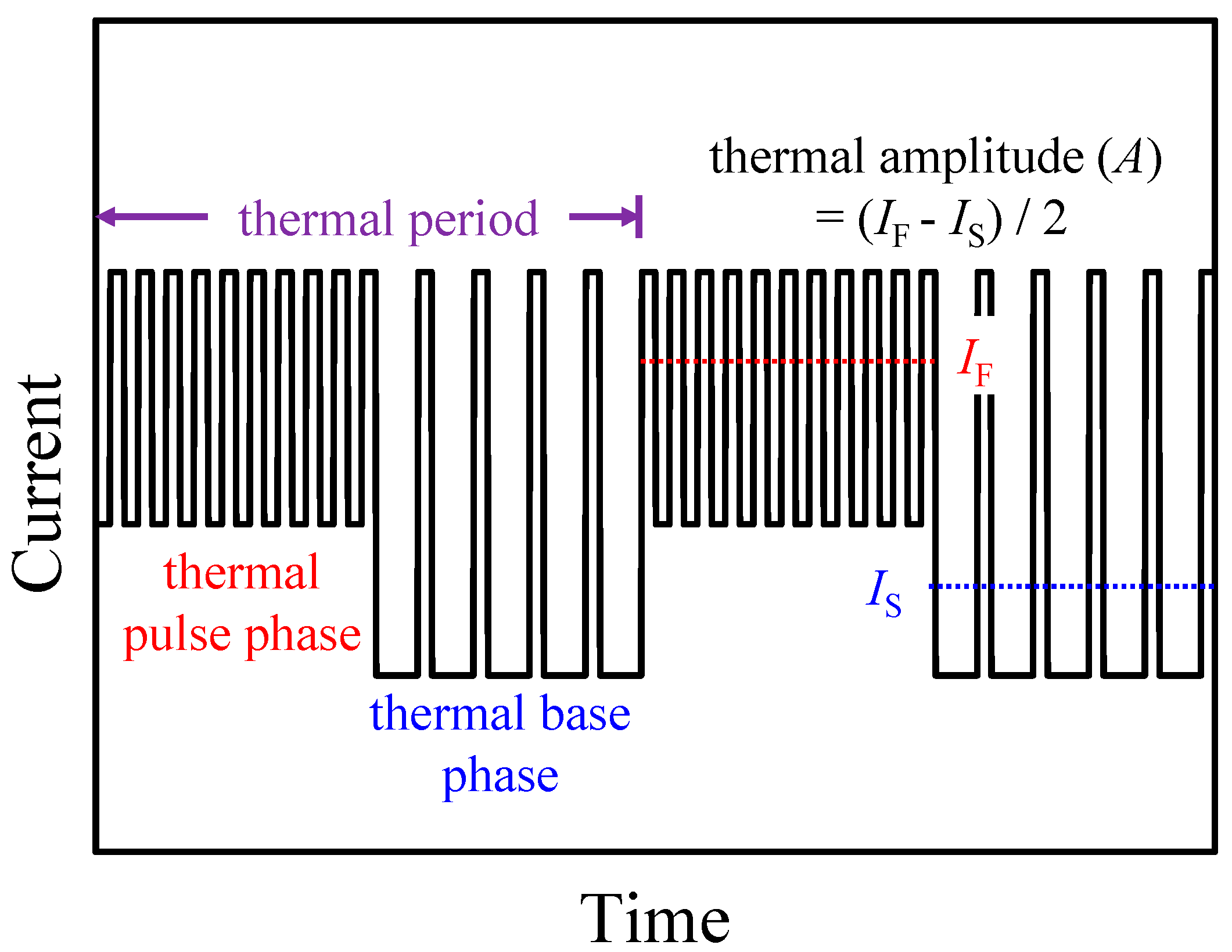
Figure 2.
Weld penetration versus time of CP-GMAW and DP-GMAW (reproduced with permission from [29], Copyright Elsevier, 2017).
Figure 2.
Weld penetration versus time of CP-GMAW and DP-GMAW (reproduced with permission from [29], Copyright Elsevier, 2017).
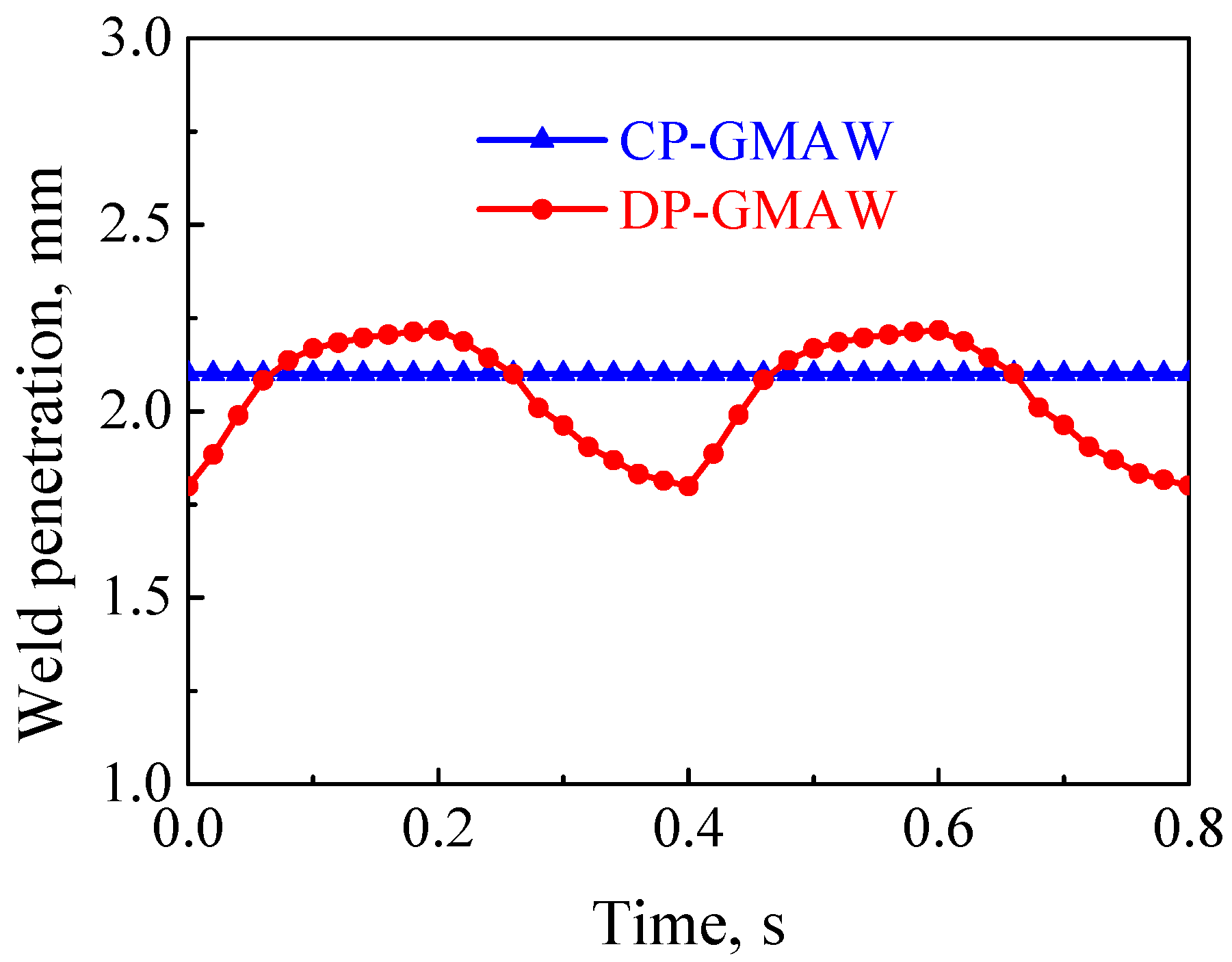
Figure 3.
Weld pool boundary of 6061 aluminum alloy by DP-GMAW during thermal pulse phase.
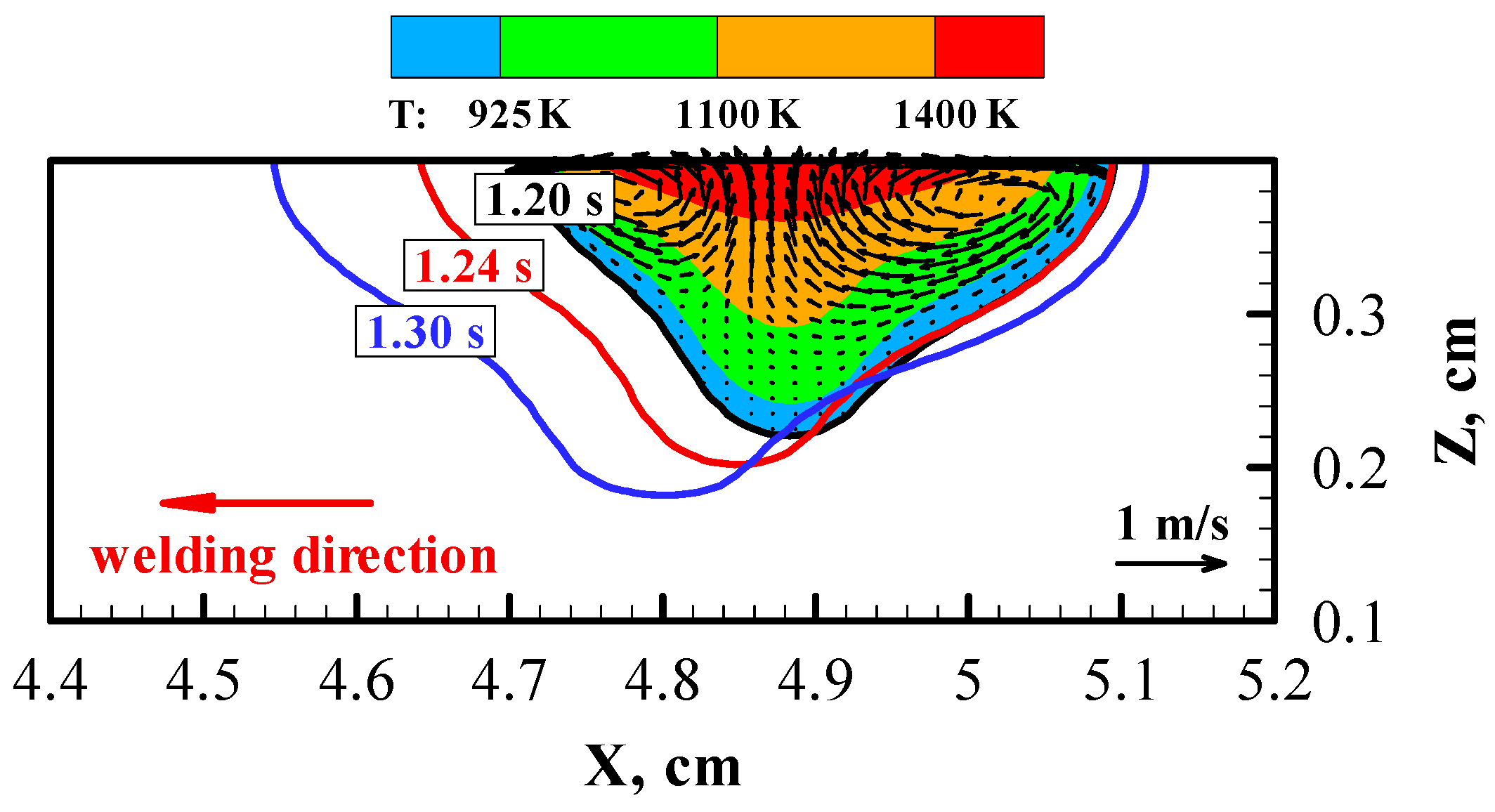
Figure 4.
Solidification growth rate versus time of CP-GMAW and DP-GMAW (reproduced with permission from [29], Copyright Elsevier, 2017).
Figure 4.
Solidification growth rate versus time of CP-GMAW and DP-GMAW (reproduced with permission from [29], Copyright Elsevier, 2017).
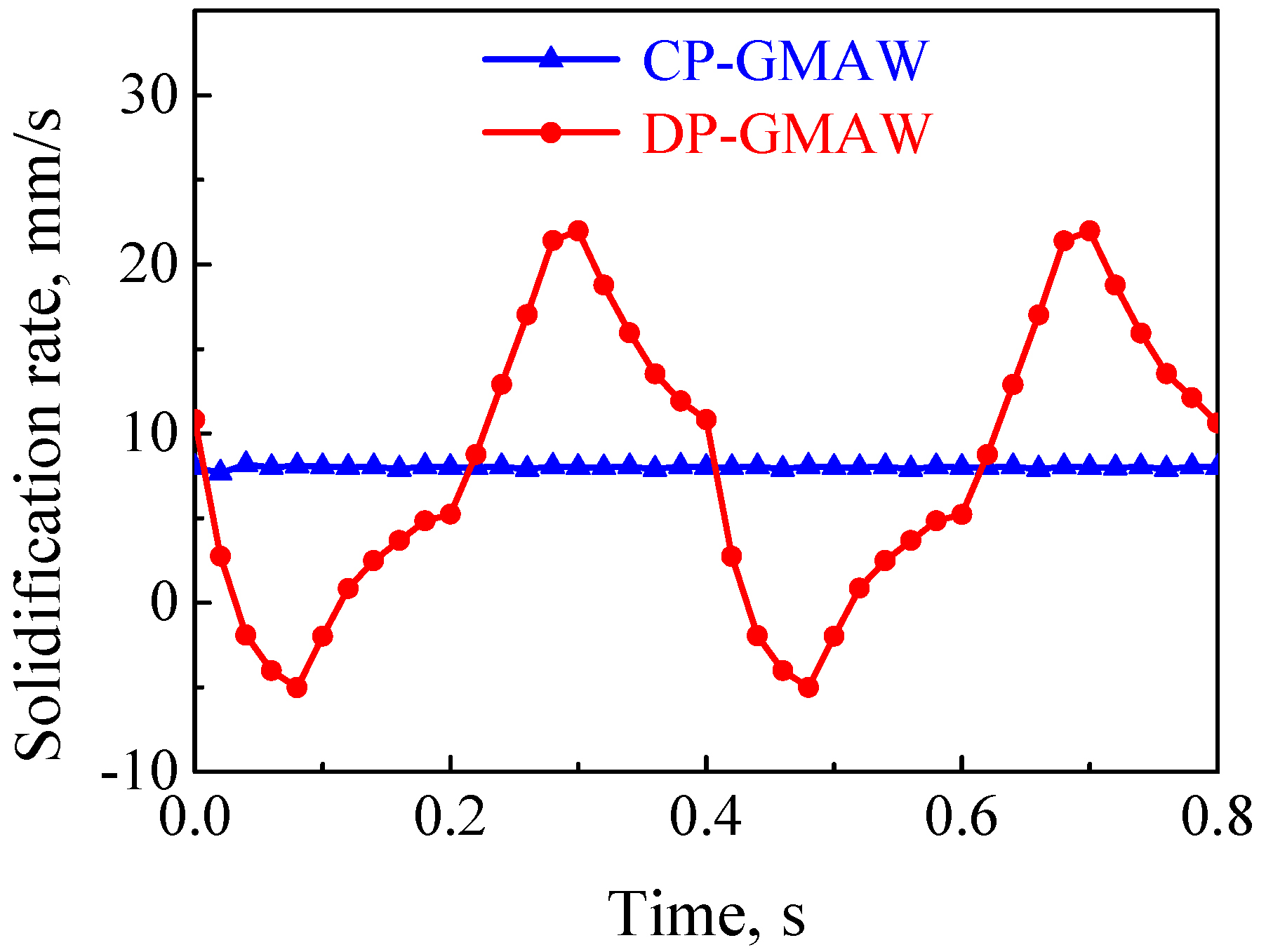
Figure 5.
Solidification structure of 1070 aluminum welds by CP-GMAW and DP-GMAW with same heat input.
Figure 5.
Solidification structure of 1070 aluminum welds by CP-GMAW and DP-GMAW with same heat input.

Figure 6.
Mean grain dimension versus thermal frequency of CP-GMAW and DP-GMAW (reproduced with permission from [17], Copyright Taylor & Francis, 1993).
Figure 6.
Mean grain dimension versus thermal frequency of CP-GMAW and DP-GMAW (reproduced with permission from [17], Copyright Taylor & Francis, 1993).
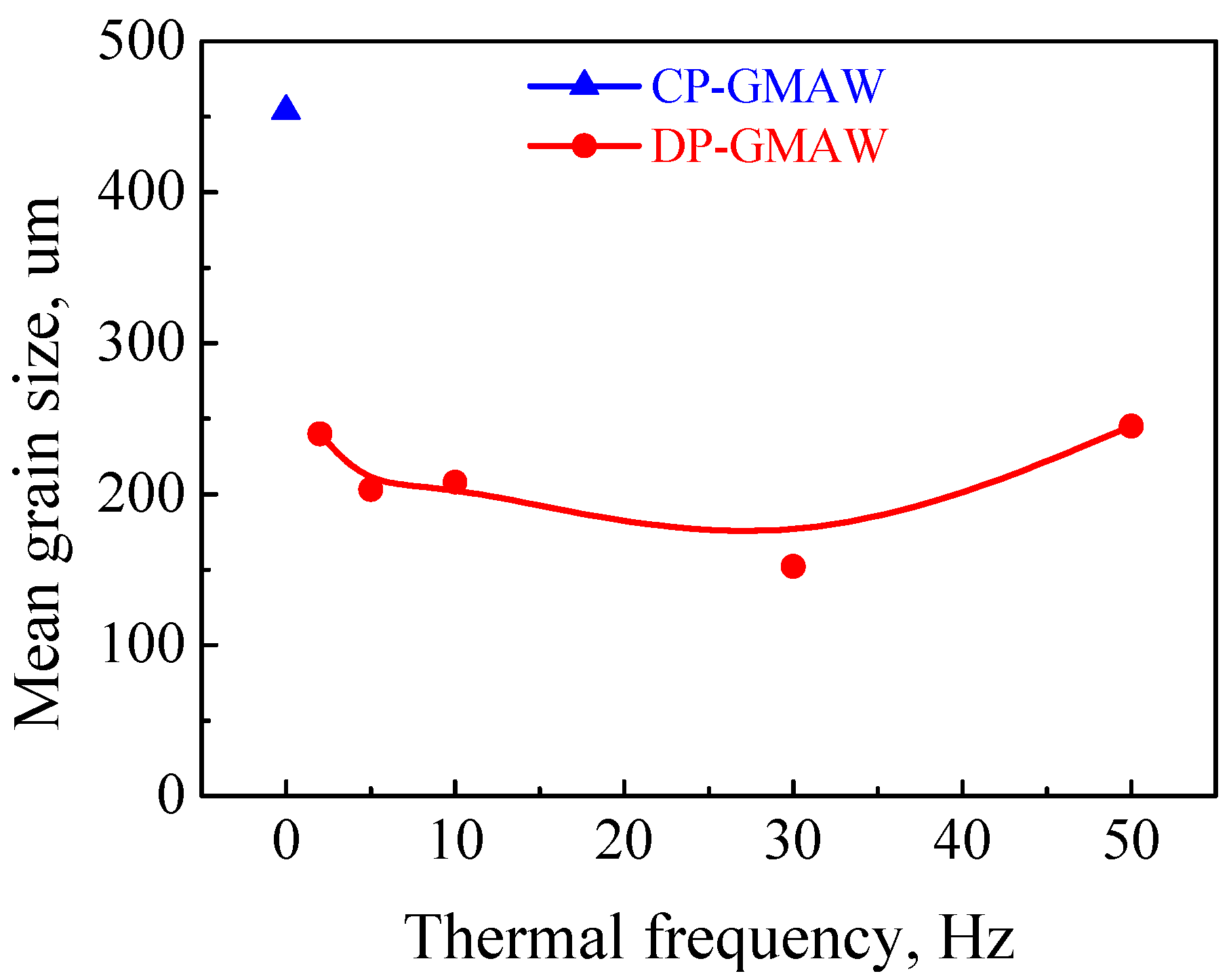
Figure 7.
Grain growth direction of 5052 aluminum alloy by DP-GMAW during the thermal base phase. (a) Experimental result. (b) Calculated result.
Figure 7.
Grain growth direction of 5052 aluminum alloy by DP-GMAW during the thermal base phase. (a) Experimental result. (b) Calculated result.

Figure 8.
Porosity incidence versus thermal frequency of DP-GMAW with different welding speed (reproduced with permission from [40], Copyright Taylor & Francis, 1994).
Figure 8.
Porosity incidence versus thermal frequency of DP-GMAW with different welding speed (reproduced with permission from [40], Copyright Taylor & Francis, 1994).
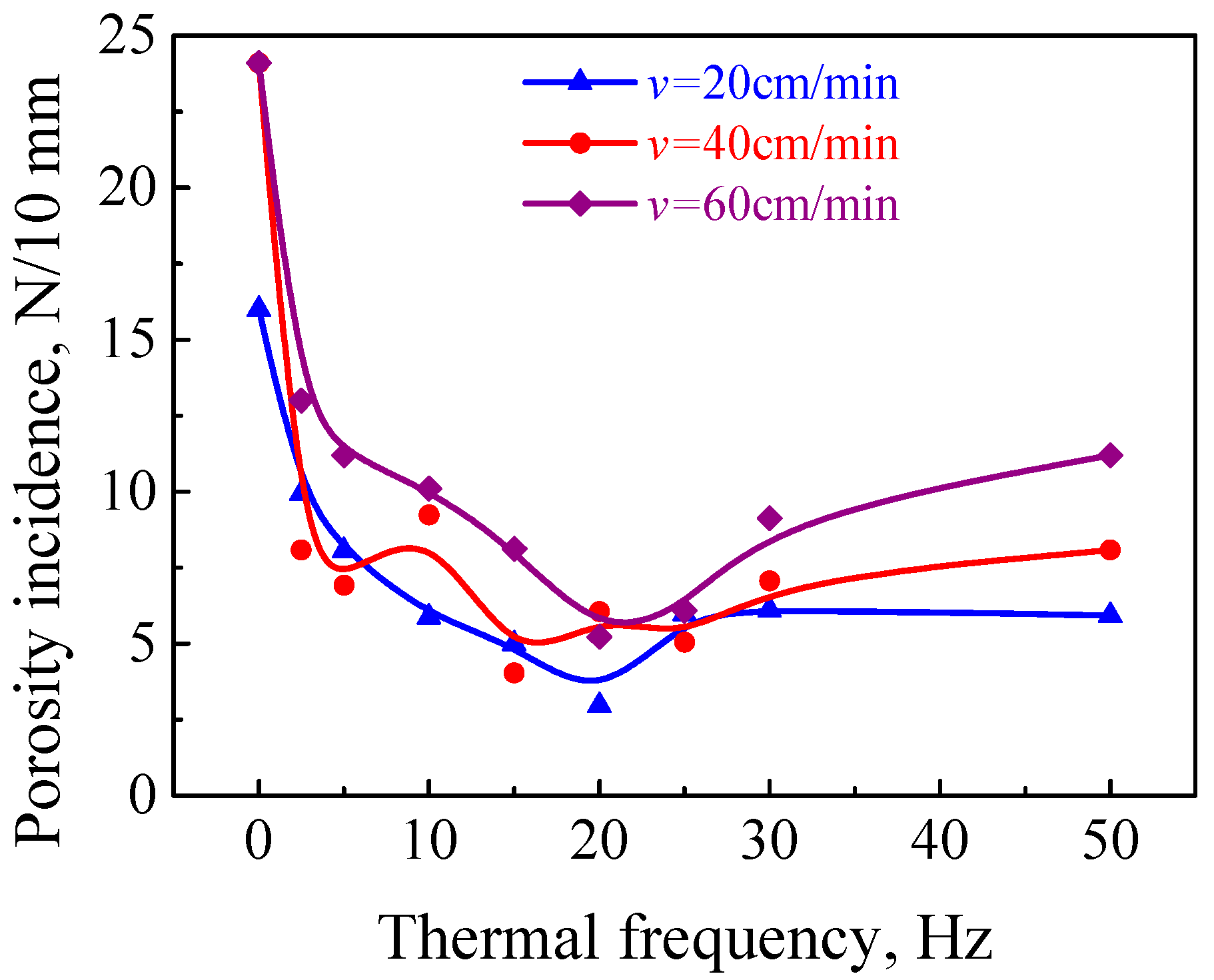
Figure 9.
Solidification cracking rate versus thermal frequency of CP-GMAW and DP-GMAW (reproduced with permission from [17], Copyright Taylor & Francis, 1993).
Figure 9.
Solidification cracking rate versus thermal frequency of CP-GMAW and DP-GMAW (reproduced with permission from [17], Copyright Taylor & Francis, 1993).
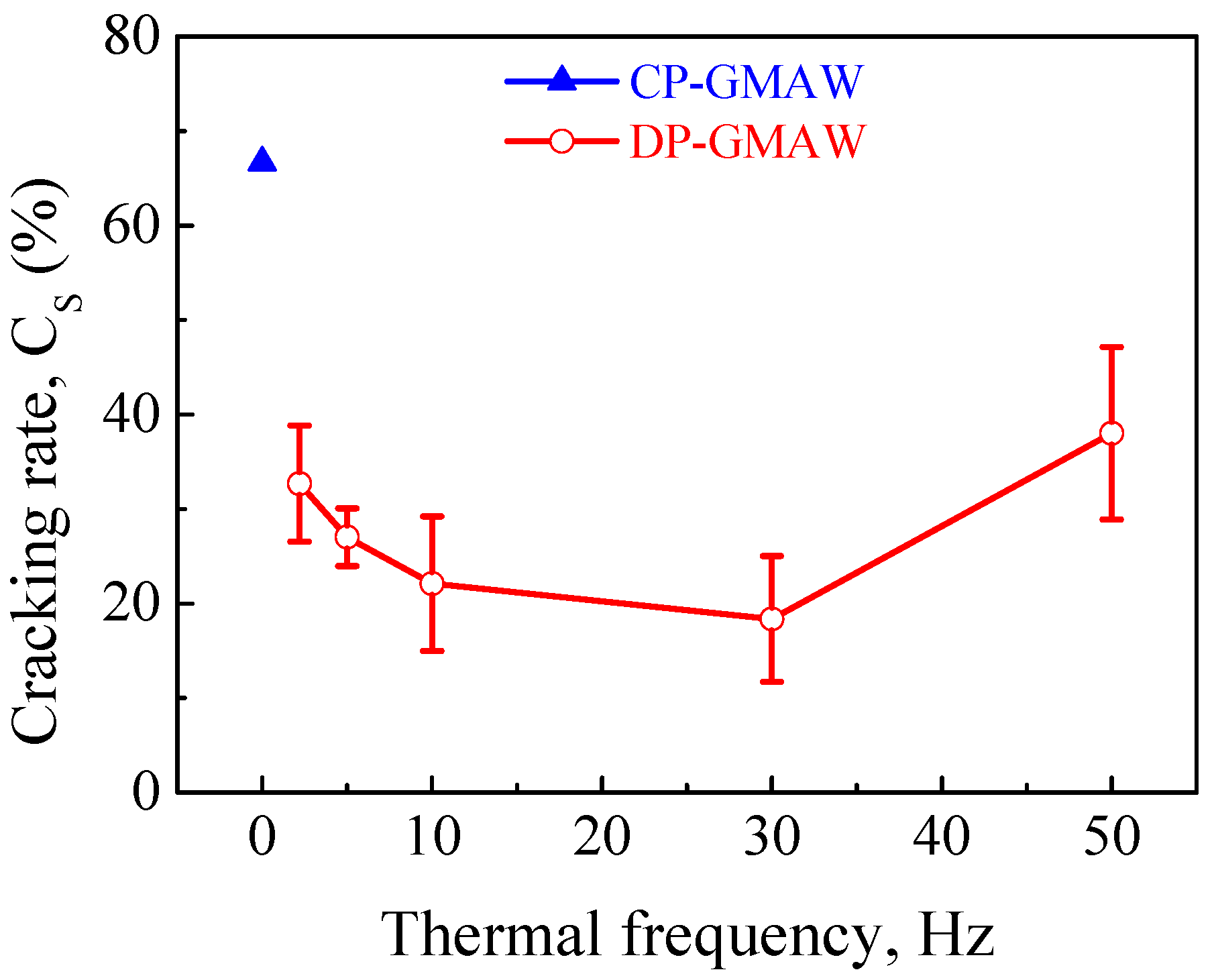
Figure 10.
Critical gap bridging ability versus welding speed of CP-GMAW and DP-GMAW (reproduced with permission from [16], Copyright Taylor & Francis, 1992).
Figure 10.
Critical gap bridging ability versus welding speed of CP-GMAW and DP-GMAW (reproduced with permission from [16], Copyright Taylor & Francis, 1992).
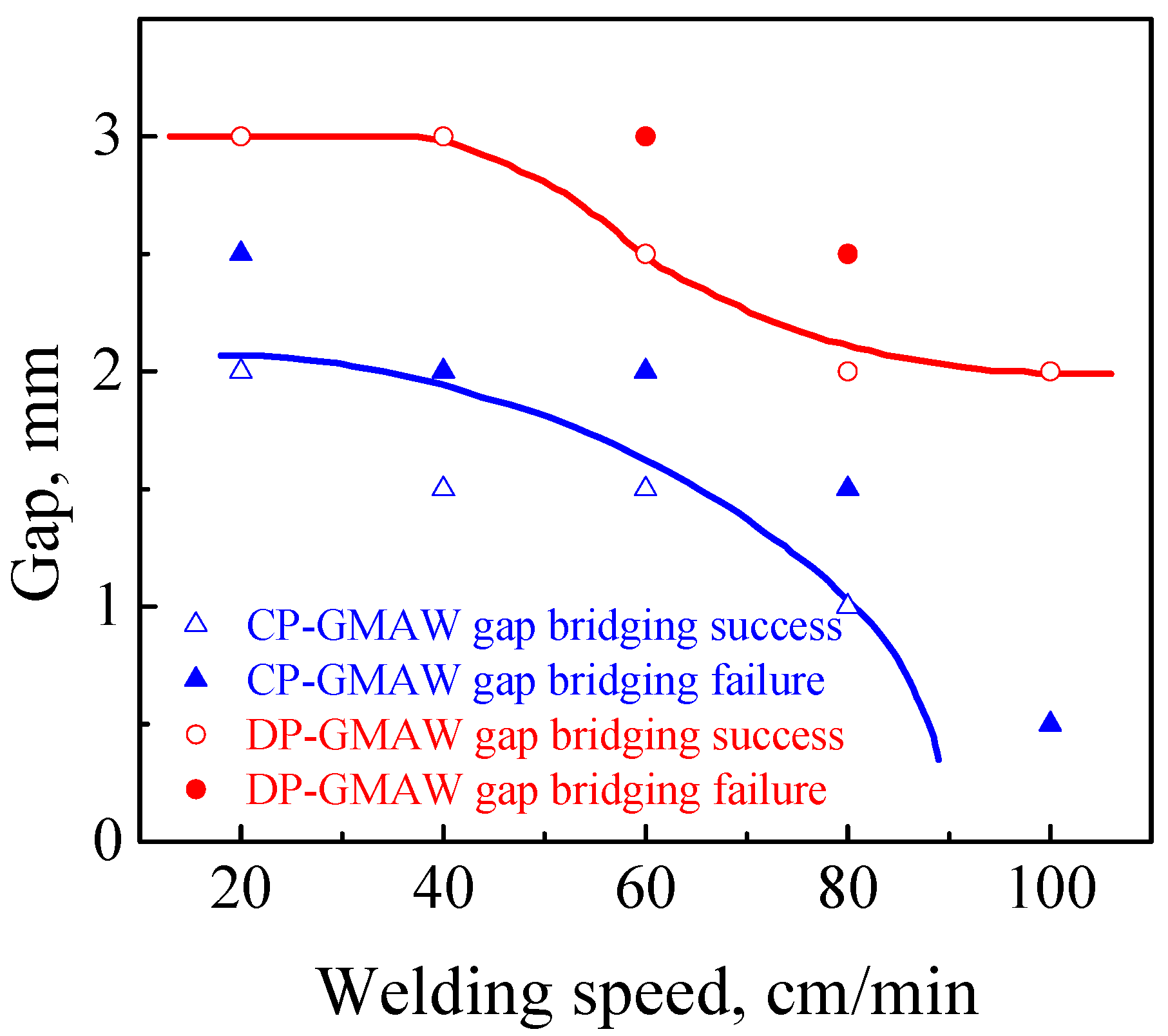
Figure 11.
Schematic diagram current waveform of trapezoidal modulation pulsed GMAW (reproduced with permission from [18], Copyright Elsevier, 2013).
Figure 11.
Schematic diagram current waveform of trapezoidal modulation pulsed GMAW (reproduced with permission from [18], Copyright Elsevier, 2013).
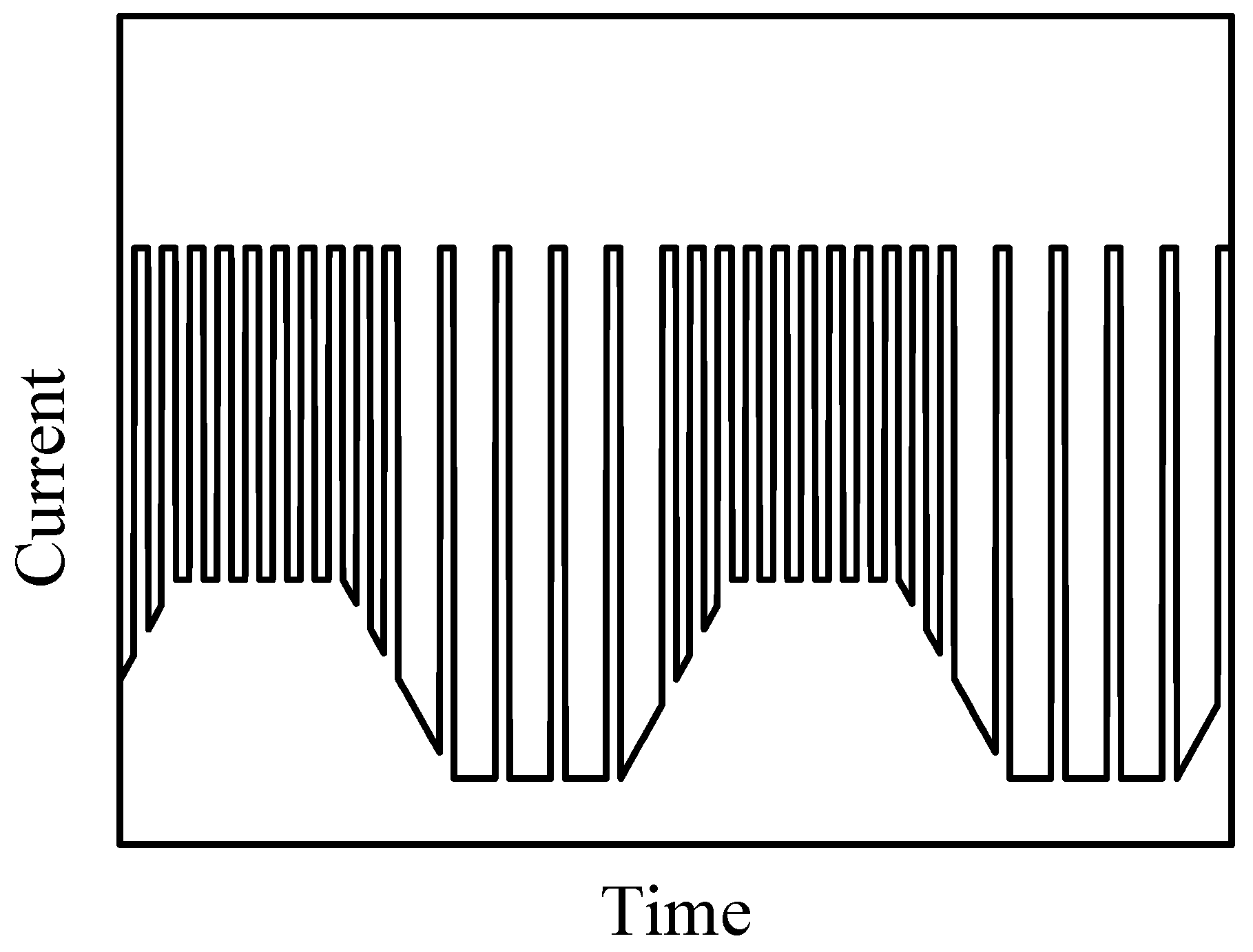
Figure 12.
Schematic diagram current waveform of sinusoid modulation pulsed GMAW (reproduced with permission from [22], Copyright Springer, 2016).
Figure 12.
Schematic diagram current waveform of sinusoid modulation pulsed GMAW (reproduced with permission from [22], Copyright Springer, 2016).
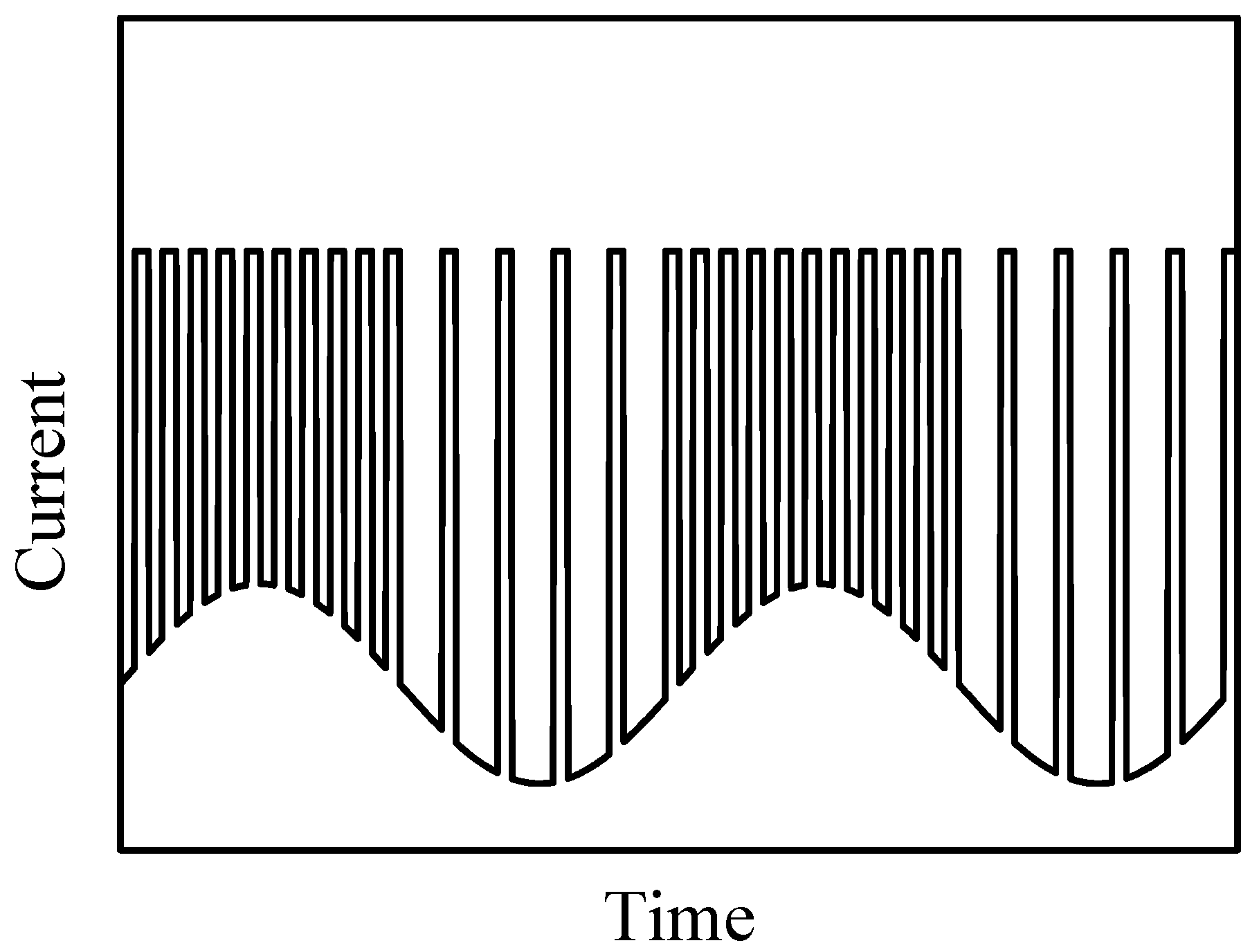
Figure 13.
Schematic diagram current waveform of CMT-Pulse GMAW (reproduced with permission from [54], Copyright Elsevier, 2016).
Figure 13.
Schematic diagram current waveform of CMT-Pulse GMAW (reproduced with permission from [54], Copyright Elsevier, 2016).
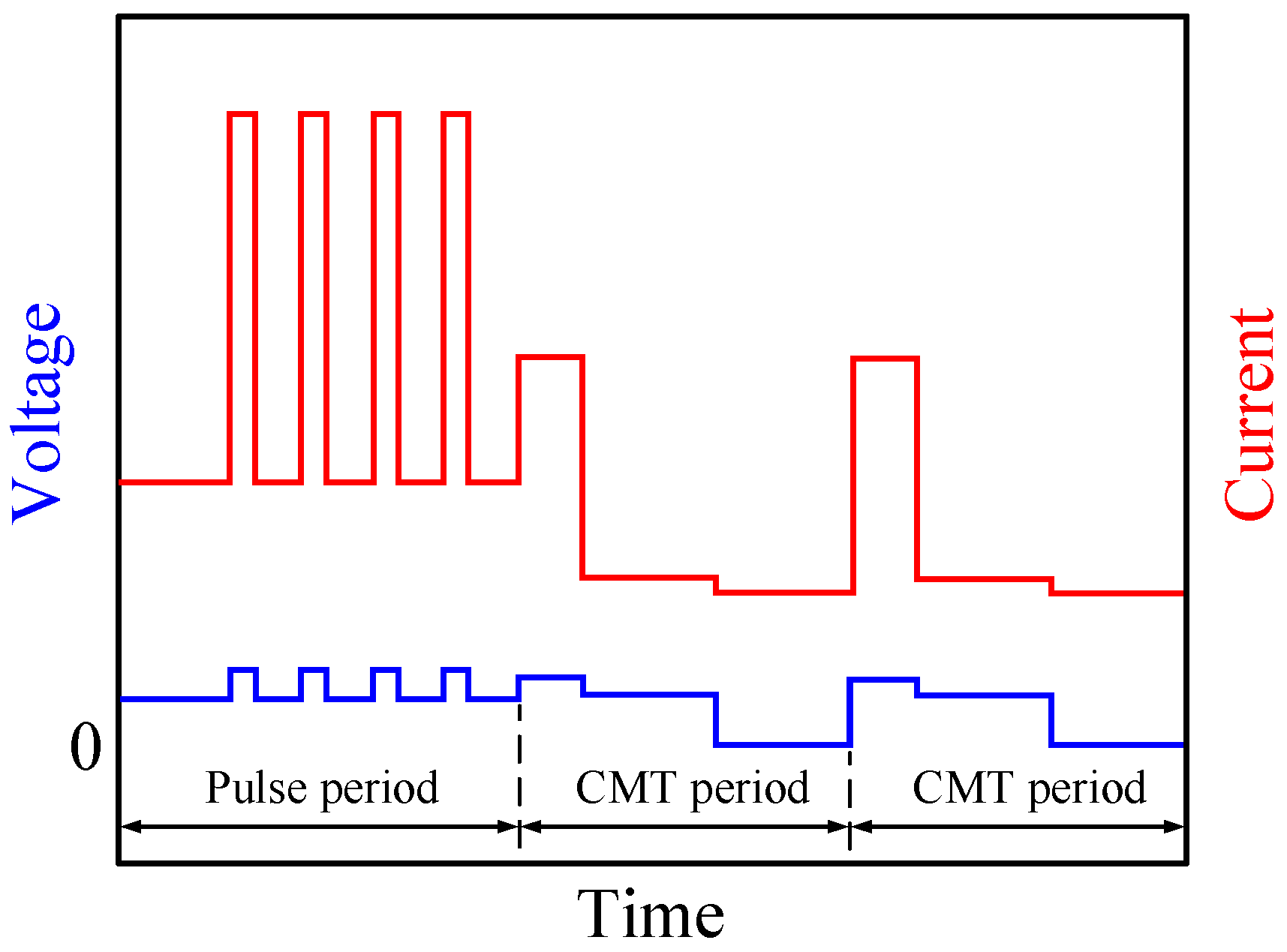
Figure 14.
The schematic diagram current waveform of low-frequency variable polarity GMAW (reproduced with permission from [61], Copyright Taylor & Francis, 2001).
Figure 14.
The schematic diagram current waveform of low-frequency variable polarity GMAW (reproduced with permission from [61], Copyright Taylor & Francis, 2001).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wang, L.; Xue, J. Perspective on Double Pulsed Gas Metal Arc Welding. Appl. Sci. 2017, 7, 894. https://doi.org/10.3390/app7090894
AMA Style
Wang L, Xue J. Perspective on Double Pulsed Gas Metal Arc Welding. Applied Sciences. 2017; 7(9):894. https://doi.org/10.3390/app7090894
Chicago/Turabian StyleWang, Leilei, and Jiaxiang Xue. 2017. "Perspective on Double Pulsed Gas Metal Arc Welding" Applied Sciences 7, no. 9: 894. https://doi.org/10.3390/app7090894
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.