
Surface Quality of Staggered PCD End Mill in Milling of Carbon Fiber Reinforced Plastics

Abstract
:1. Introduction
- (1)
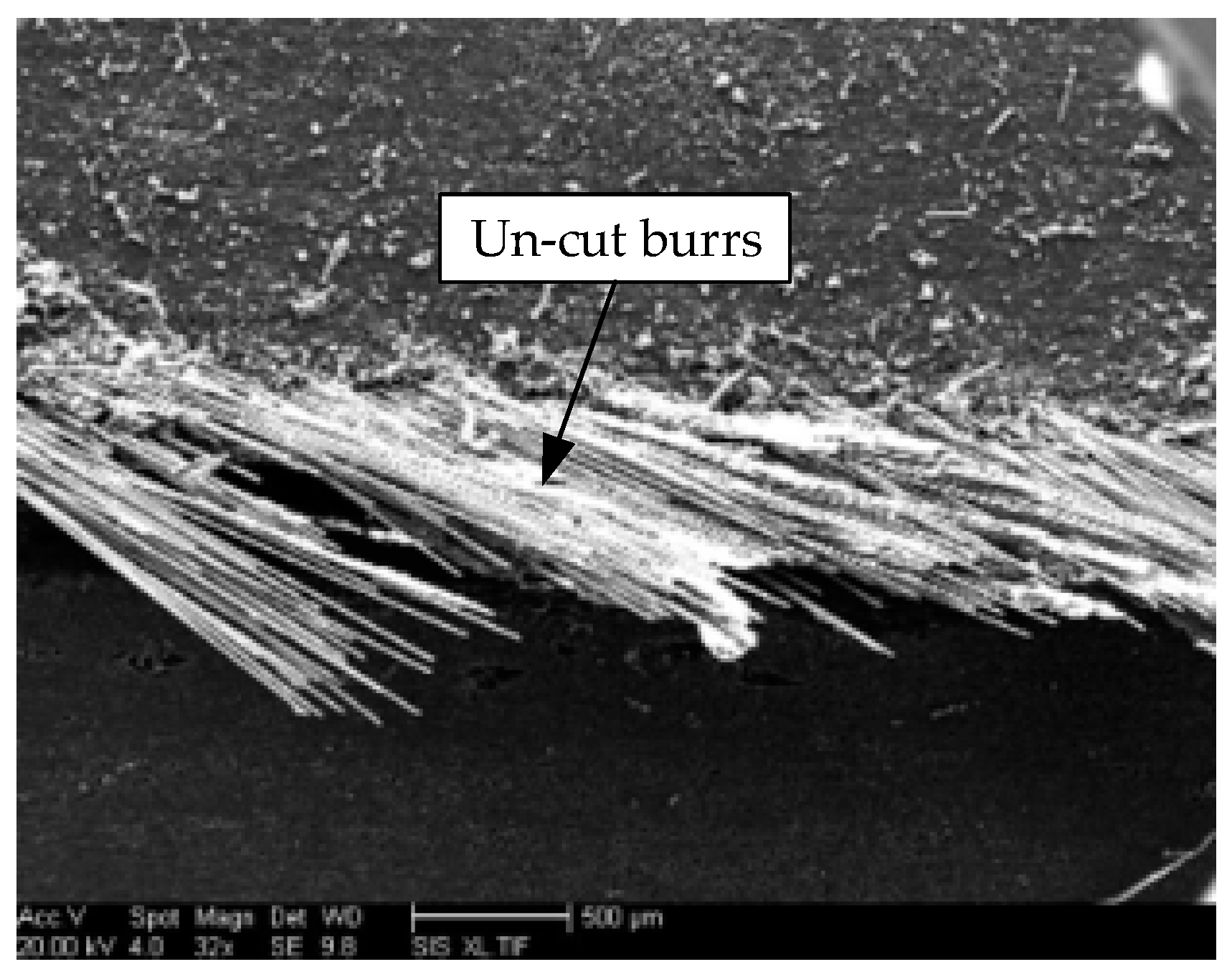
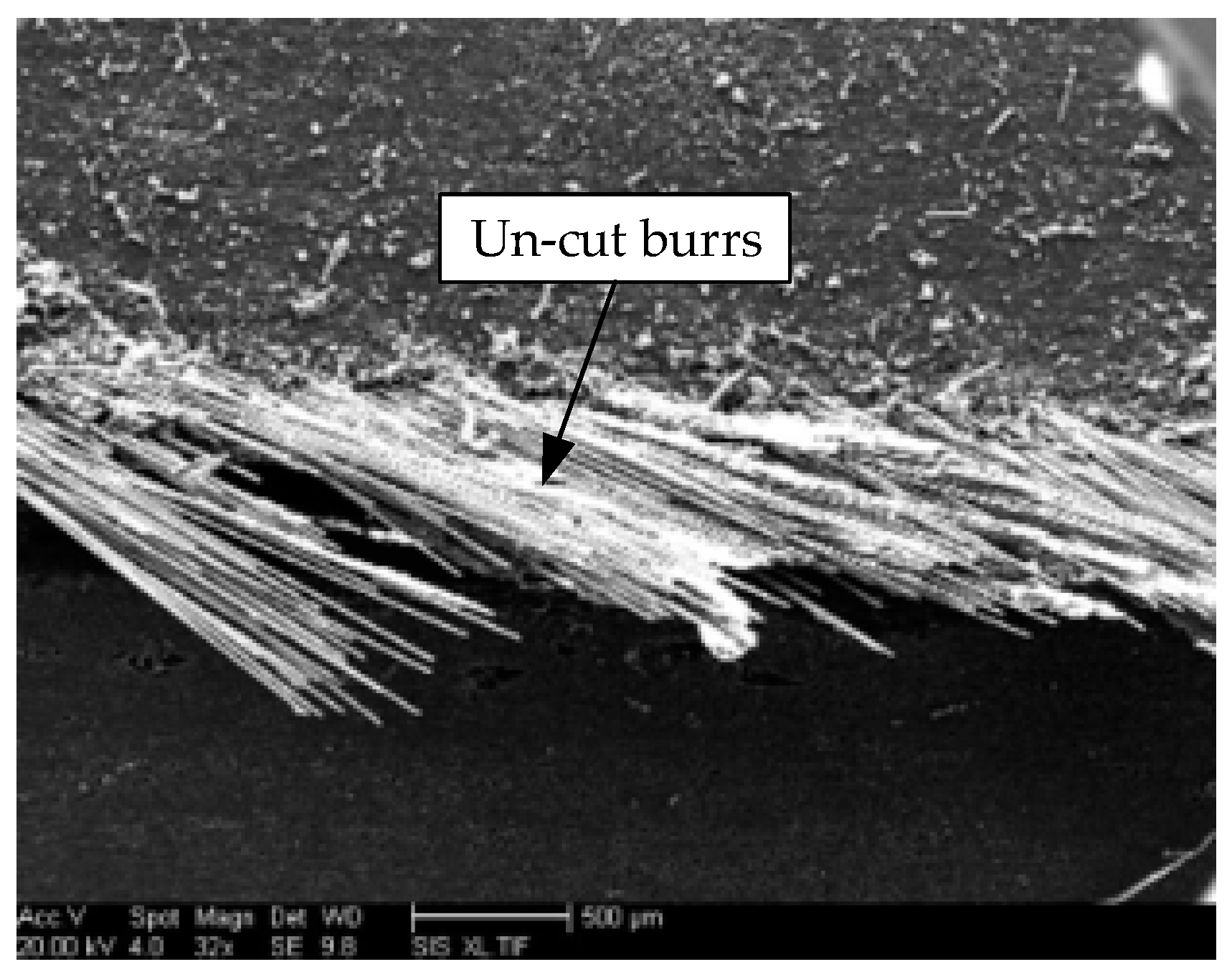
- Surface fiber burr: In the milling process, the surface carbon fibers will be affected by the axial cutting force outward from the surface [14]. When the axial force is greater than the interlayer bonding force in milling, fiber debonding will occur, which means a detachment from the resin. Bending deformation occurs under a cutting force after fiber debonding. Because there is no material support outside of the surface, the un-cut carbon fiber remains on the machined surface and forms burrs. The burr direction generally follows the fiber direction.
- (2)
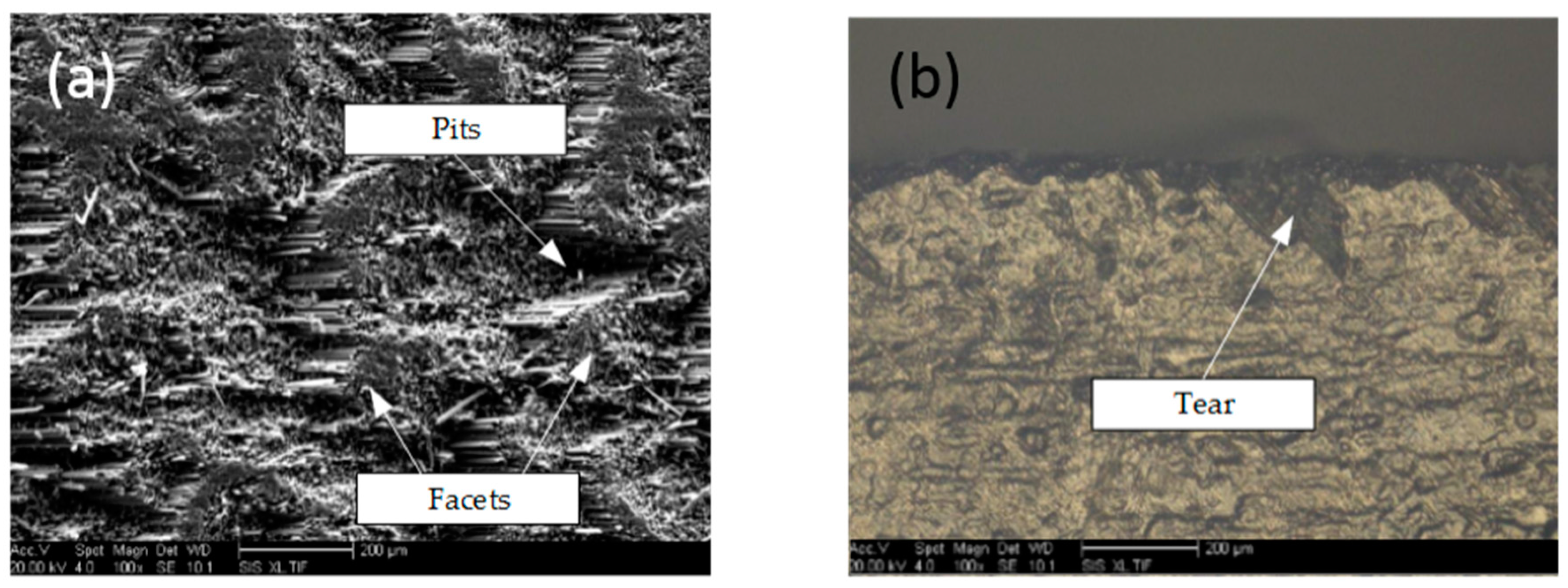
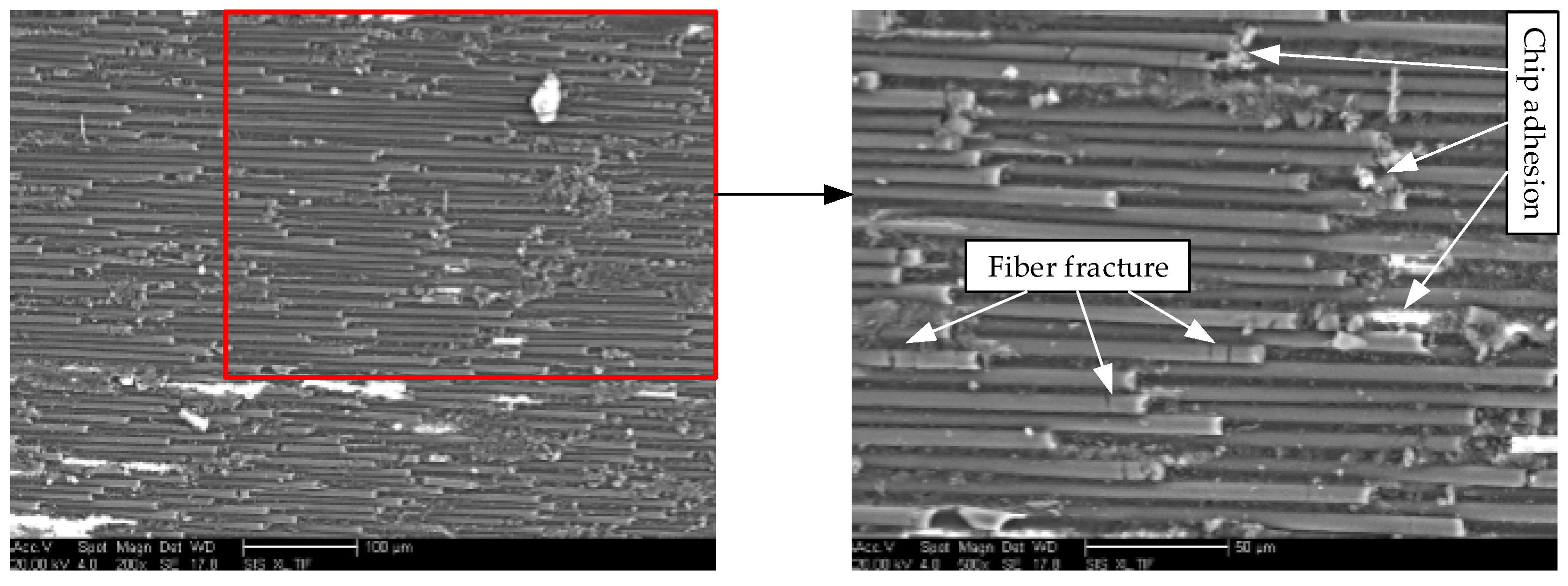
- Surface fiber tear: During milling, in the inverse fiber direction, the surface carbon fiber is bent and broken by the tool, and the broken crack stretches deep into the material of the surface layer of the workpiece, and a tear defect is formed [15,16,17,18]. If the residual burr is extremely long, it can easily be twined by the cutter tooth and break the fiber. The fracture location is generally deep in the surface of the workpiece, and the tear defect is formed on the surface of the workpiece; the depth is influenced by the tear angle and cutting edge sharpness. As the axial tensile strength of the fiber is greater than the interlayer bonding strength, the fiber layer is separated from the matrix material before tensile fracture, and the tear direction is generally along the surface fiber direction. Tearing of the milling surface is generally accompanied by burr defects, and they have a similar variation tendency.
- (3)
- Interlayer delamination of the machined surface: When the interlayer stress exceeds the interlayer bonding strength and fiber bonding strength in the milling process, debonding will occur between the carbon fiber bundles and matrix material, accompanying the deformation of the fiber layer. The deformation of the fiber layer will gradually recover after cutting; however, the delamination defect is permanent as the matrix loses its adhesive capacity. Interlayer delamination defects may occur in any fiber layer of the milling fracture [19,20]. If they occur on the surface, there will be tear and burrs. Therefore, delamination of the surface layer is the source of the development of tear and burrs. Delamination will directly affect the material strength and fatigue resistance performance.
2. Materials and Methods
3. Machined Surface Roughness
3.1. Experimental Procedure
3.2. Range Analysis of Surface Roughness
3.3. Influence of Milling Parameters on Surface Roughness
3.4. Regression Model of Surface Roughness and Its Significance Test
4. Effects of Fiber Orientation on the Machined Surface
4.1. Surface Topography of the Machined Surface
4.1.1. Experimental Procedure
4.1.2. Surface Topography
4.2. Slot Milling Defects
4.2.1. Experimental Procedure
4.2.2. Analysis of Machining Defects
5. Conclusions
- (1)
- The experiment shows that the machining defects of CFRPs mainly include delamination, tearing and burrs. Tears are generally accompanied by burrs. Debonding and instability of CFRP surface material fiber is the cause of machining defects.
- (2)
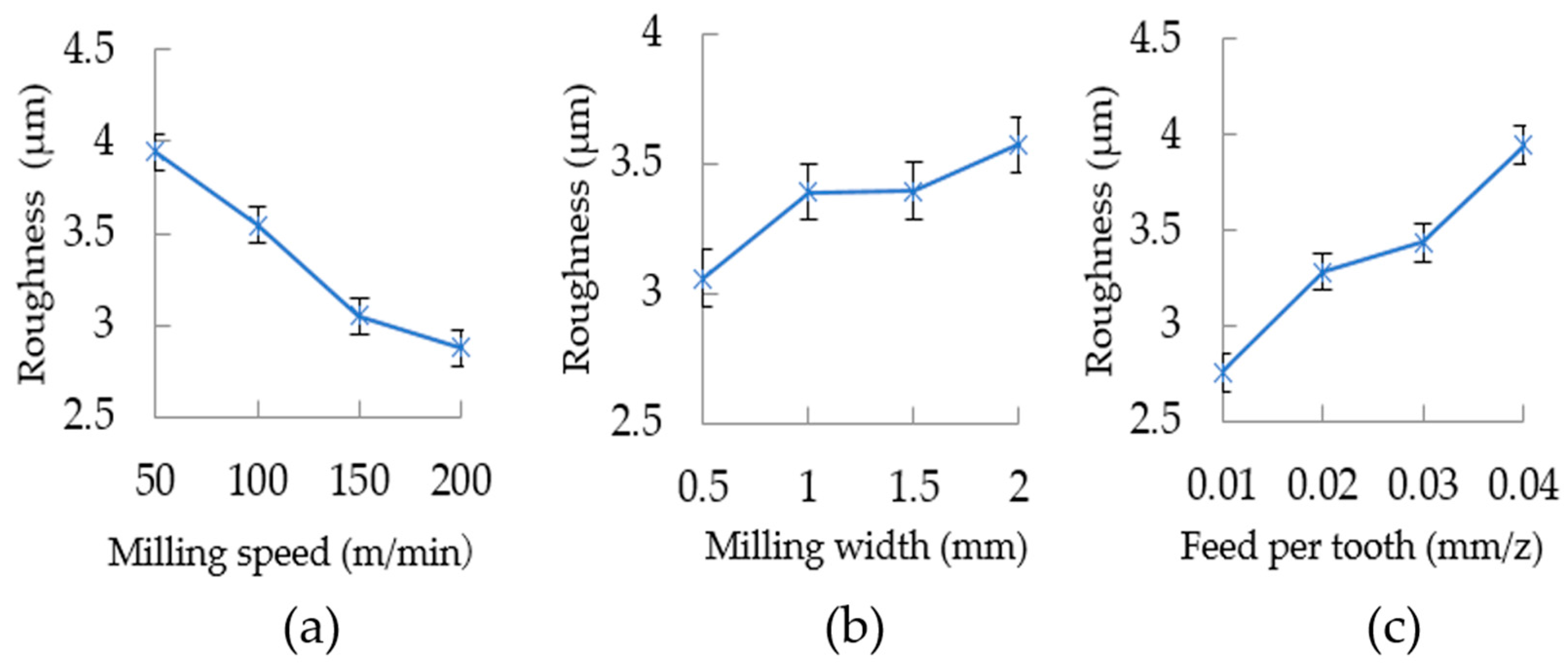
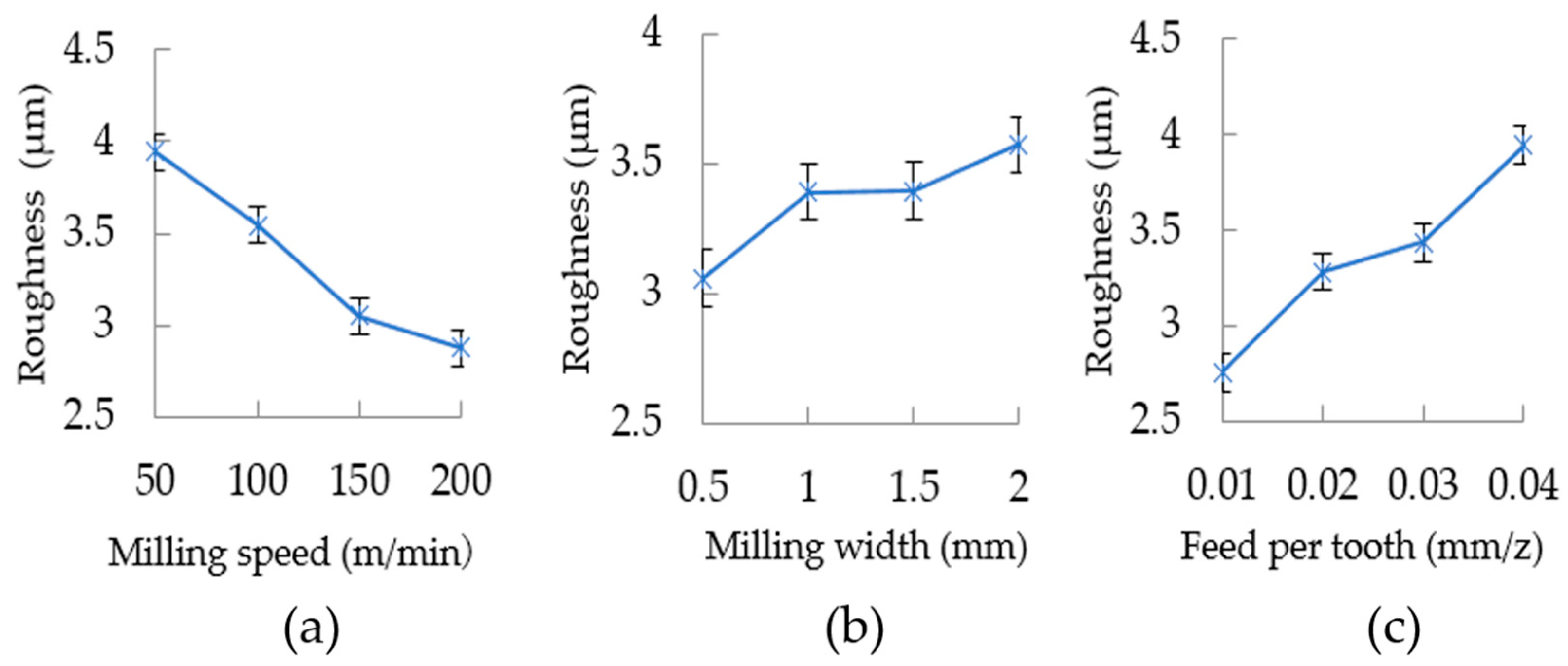
- In trimming milling, the surface roughness increases with increasing feed rate and milling width and decreases with increasing milling speed. The feed rate has a greater influence on surface roughness. Increasing the milling speed and milling width can increase machining efficiency and improve machined surface quality.
- (3)
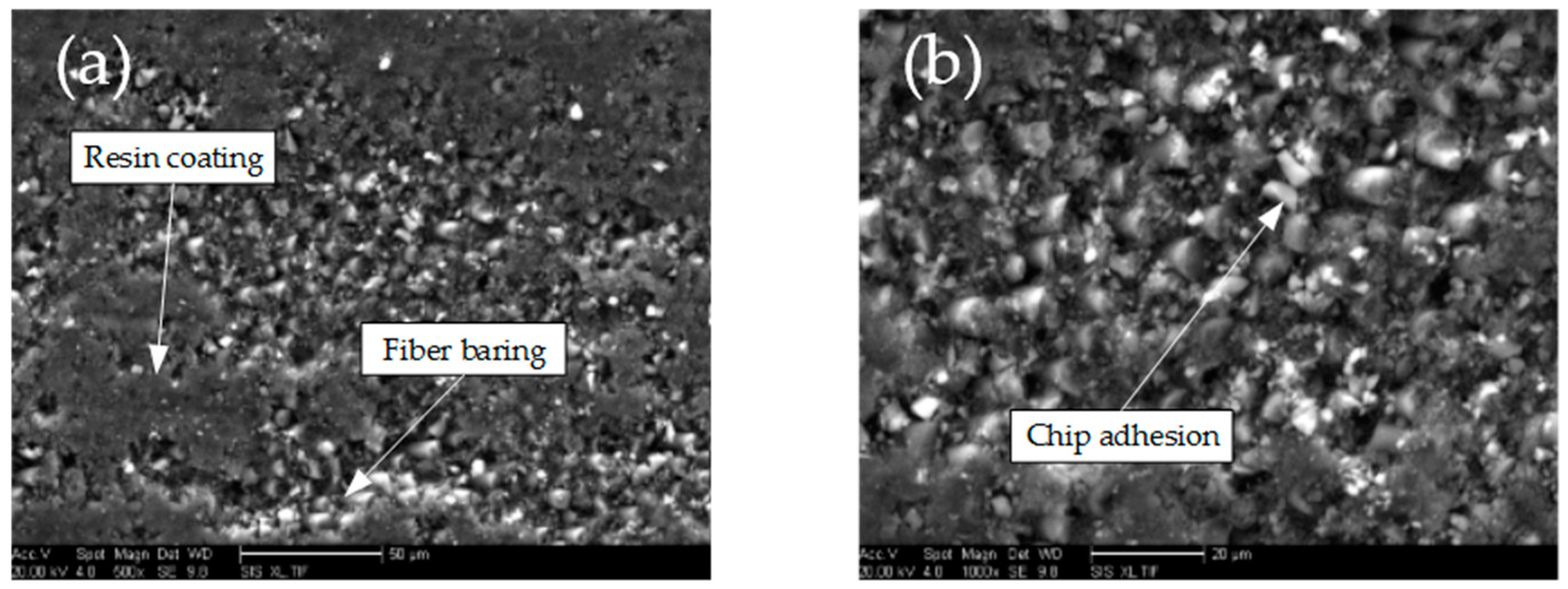
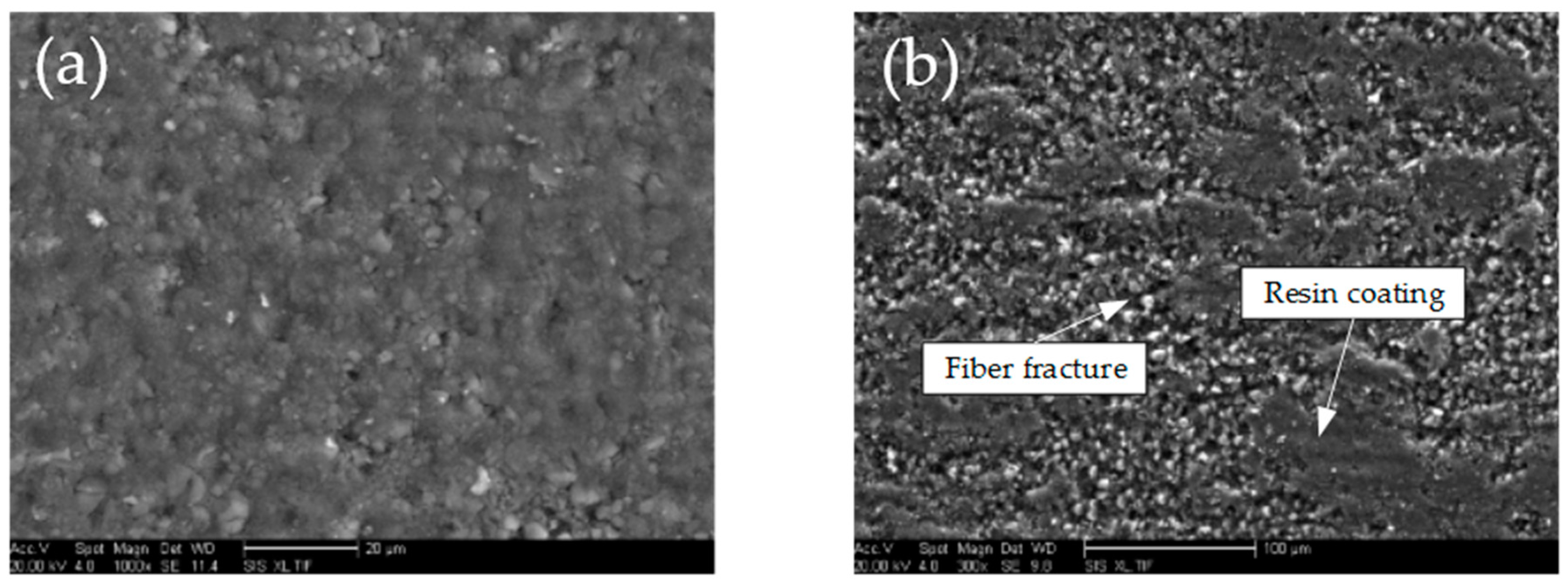
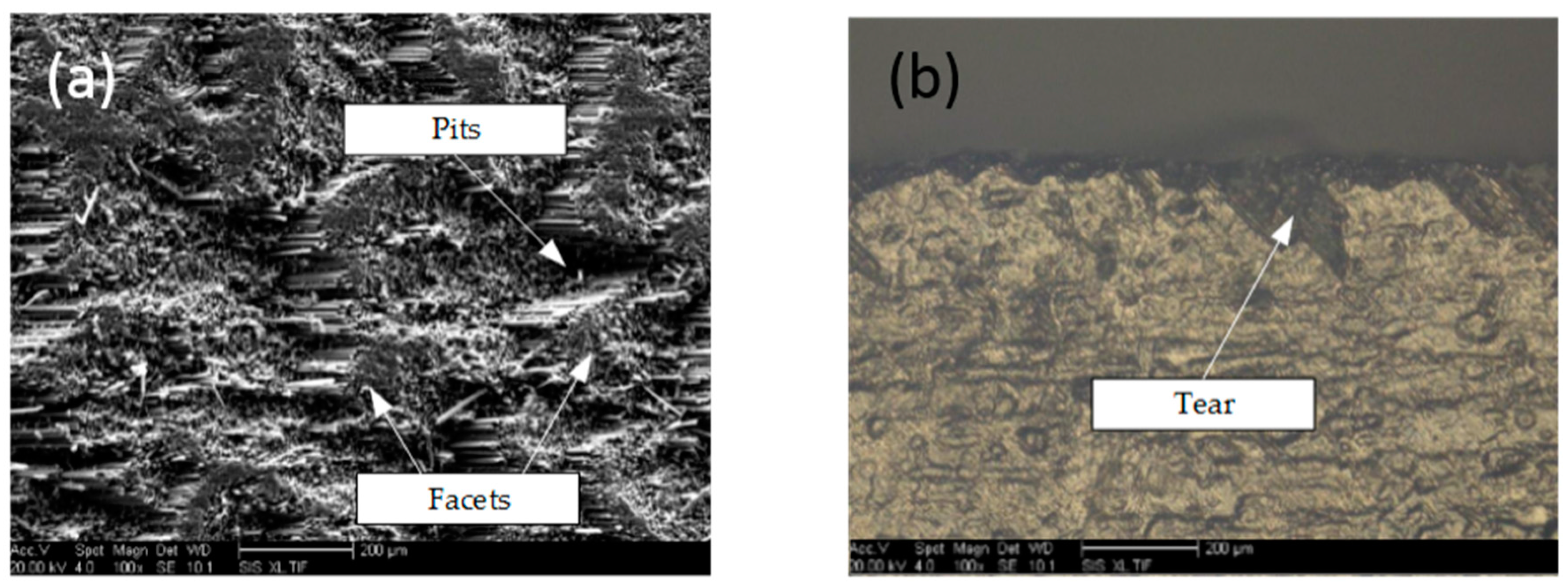
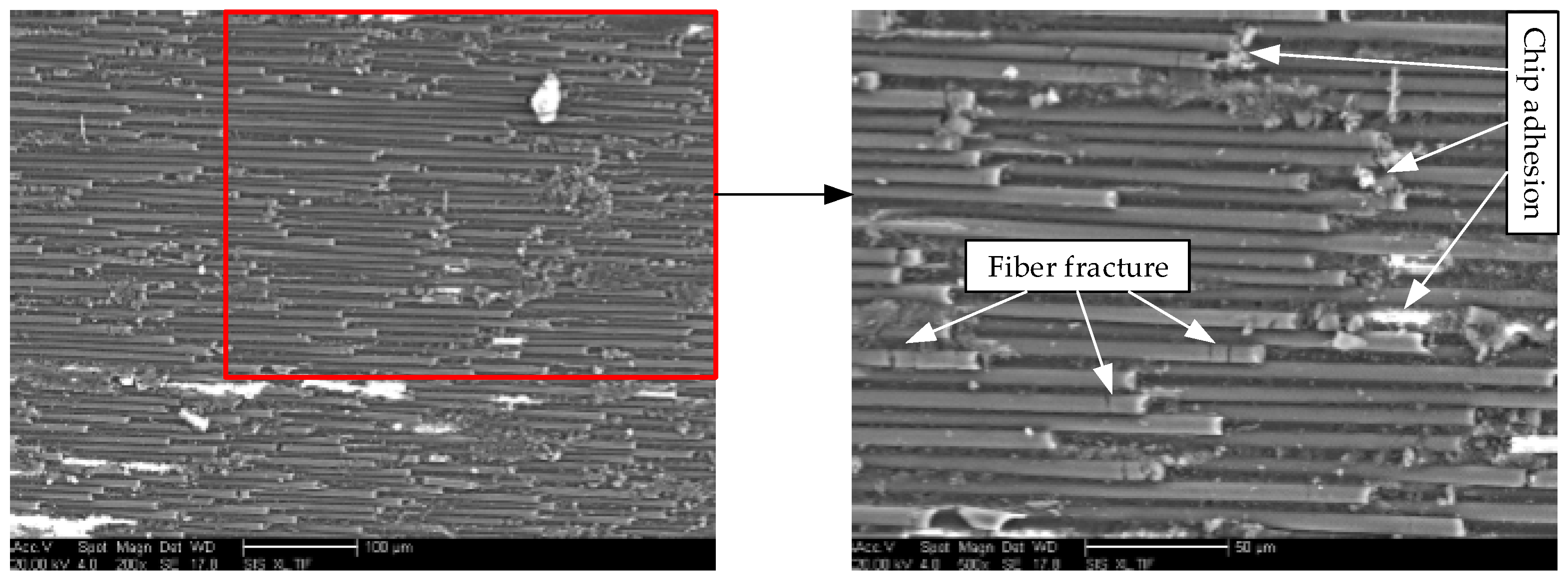
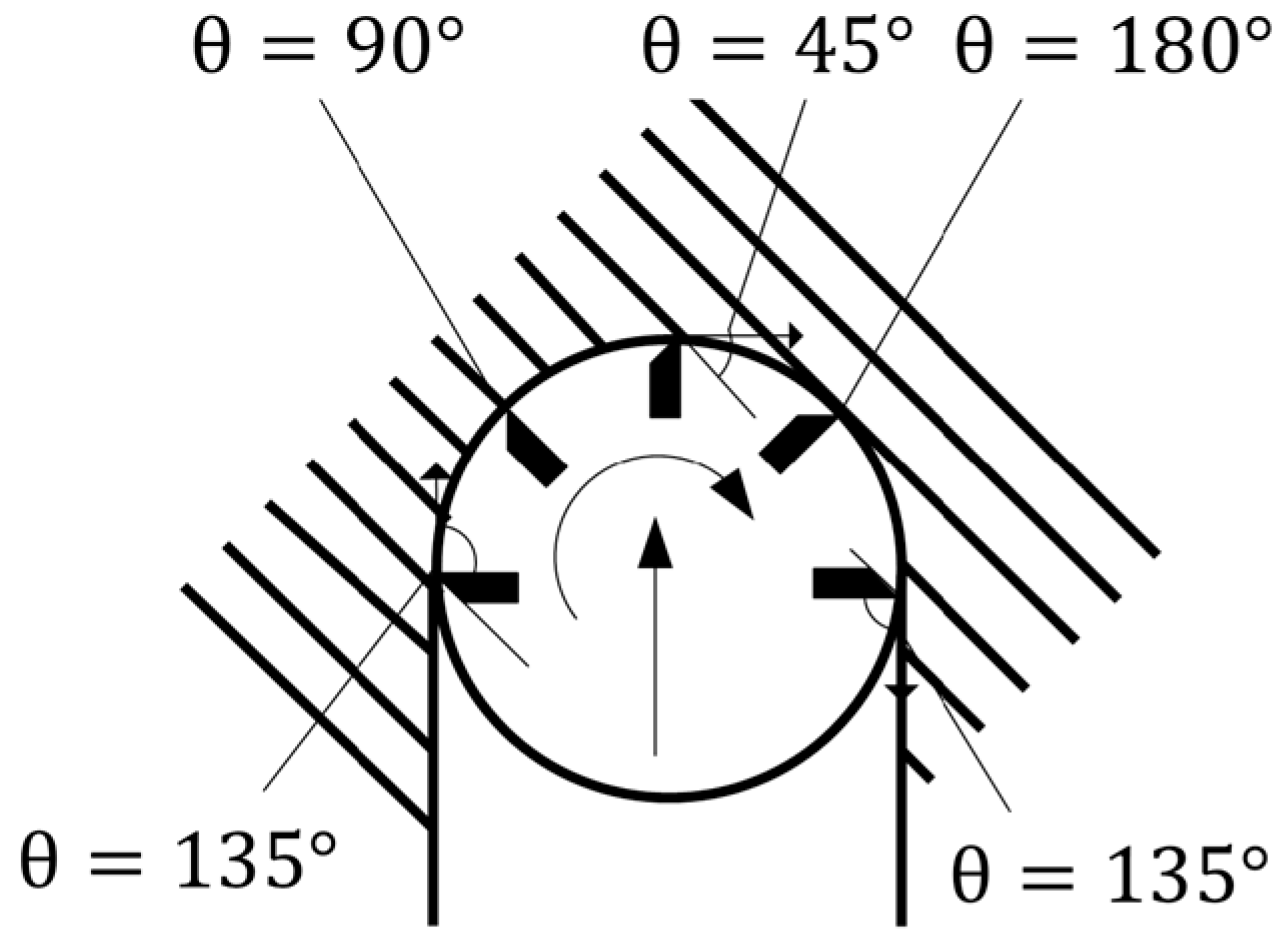
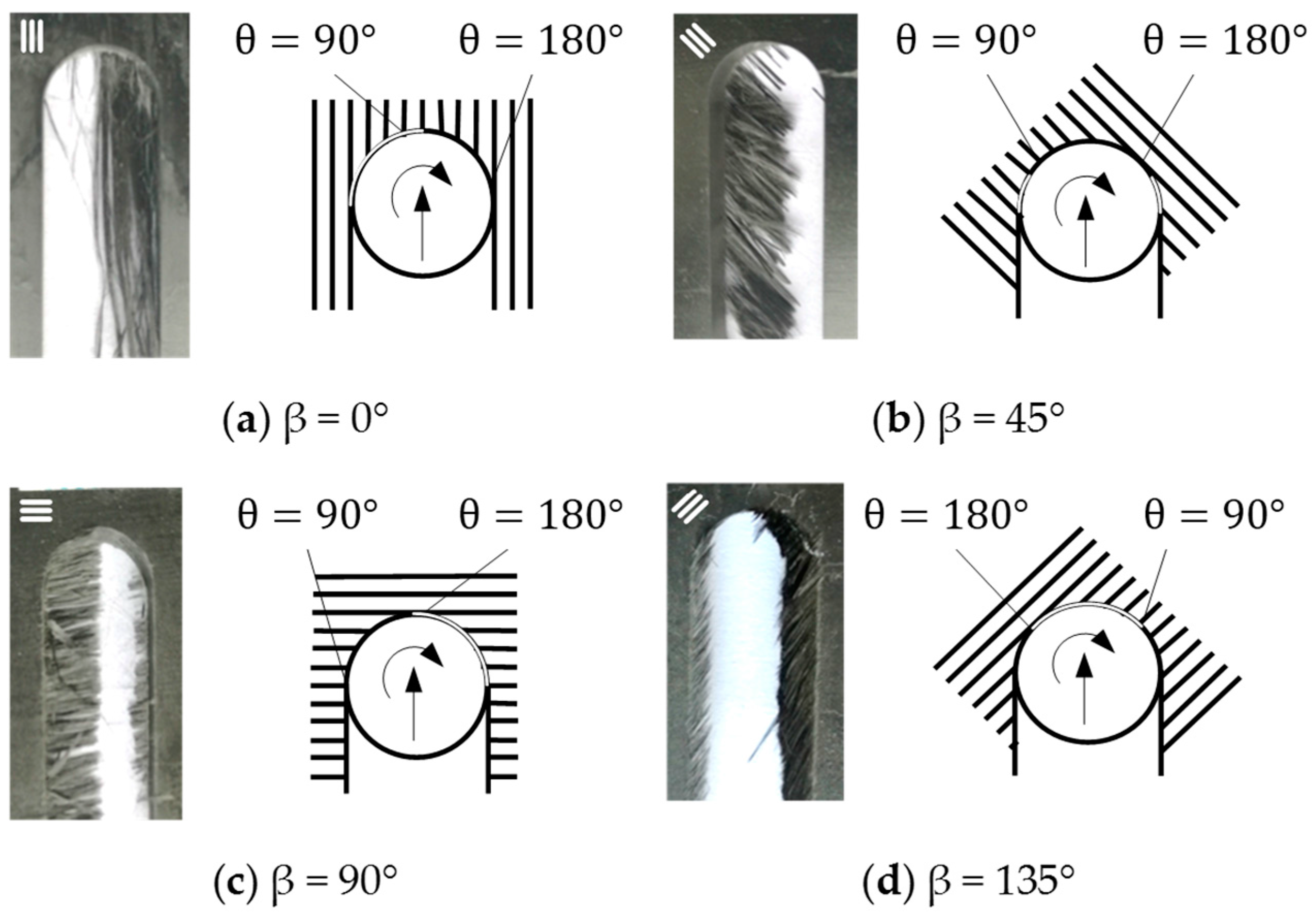
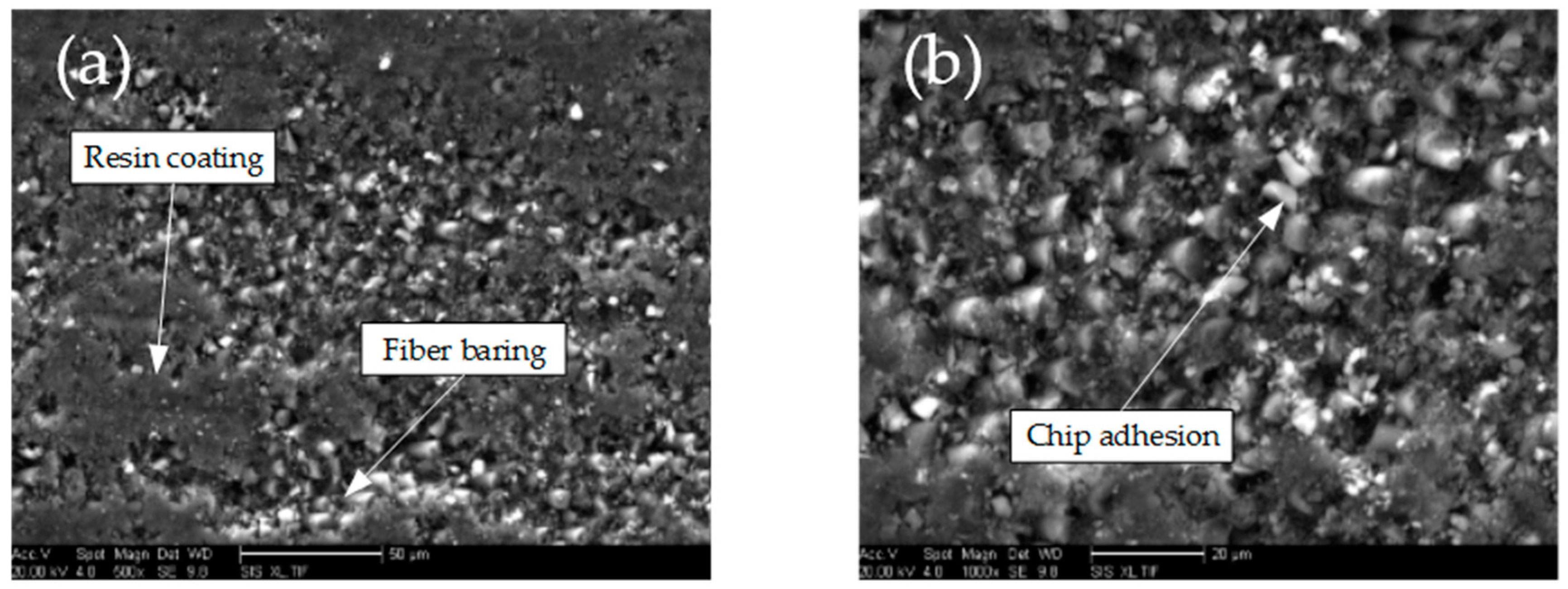
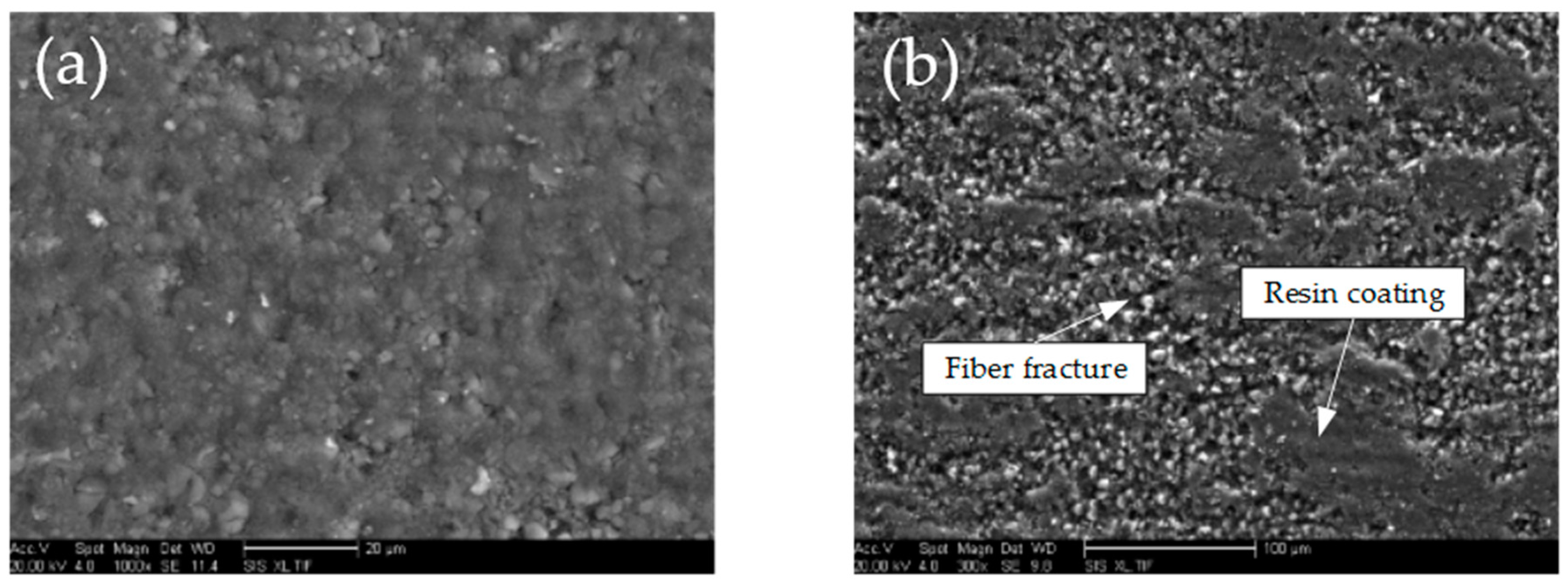
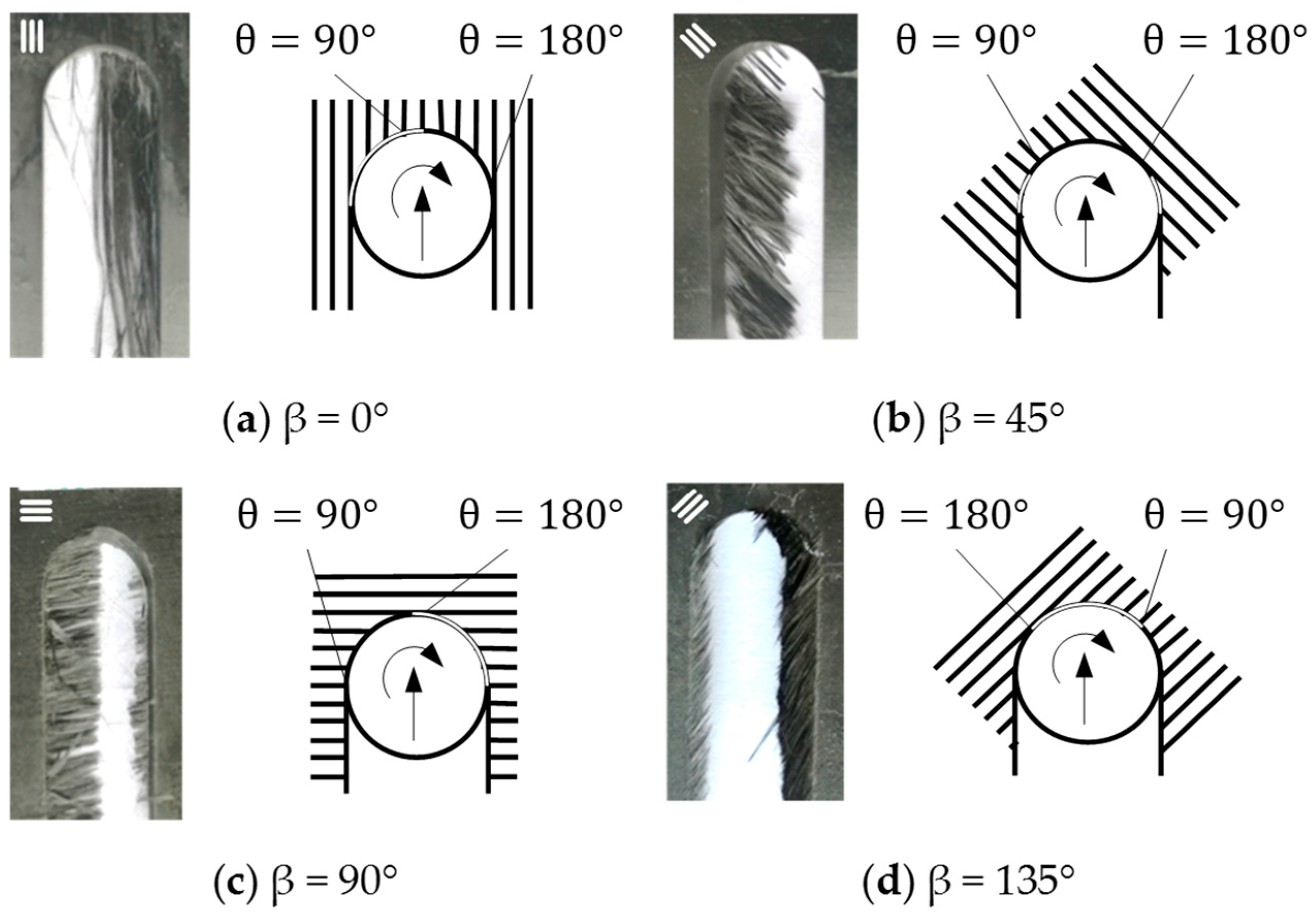
- In slot milling, when cutting along the fiber direction (fiber cutting angle 0°–90°), the machining surface has severe resin coating and burrs. In reverse cutting (fiber cutting angle 90°–180°), the machined surface has serrated fractures, and tear defects occur.
- (4)
- In slot milling, there will be no burr defects in the reverse cutting area, even if the tool is badly worn. Therefore, by choosing a reasonable milling path and ensuring the surface fiber is in the inverse cutting state, a prolonged tool life and good surface quality can be obtained.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Slamani, M.; Gauthier, S.; Chatelain, J.F. A Study of the Combined Effects of Machining Parameters on Cutting Force Components during High speed Robotic Trimming of CFRPs. Measurement 2015, 59, 268–283. [Google Scholar] [CrossRef]
- Zenia, S.; Ayed, L.B.; Nouari, M.; Delamézière, A. An Elastoplastic Constitutive Damage Model to Simulate the Chip Formation Process and Workpiece Subsurface Defects when Machining CFRP Composites. Procedia CIRP 2015, 31, 100–105. [Google Scholar] [CrossRef]
- Voß, R.; Henerichs, M.; Kuster, F.; Wegener, K. Chip Root Analysis after Machining Carbon Fiber Reinforced Plastics (CFRP) at Different Fiber Orientations. Procedia CIRP 2014, 14, 217–222. [Google Scholar] [CrossRef]
- Çolak, O.; Sunar, T. Cutting Forces and 3D Surface Analysis of CFRP Milling with PCD Cutting Tools. Procedia CIRP 2016, 45, 75–78. [Google Scholar] [CrossRef]
- Gao, C.; Xiao, J.; Xu, J.; Ke, Y. Factor Analysis of Machining Parameters of Fiber-reinforced Polymer Composites Based on Finite Element Simulation with Experimental Investigation. Int. J. Adv. Manuf. Technol. 2016, 83, 1113–1125. [Google Scholar] [CrossRef]
- Pecat, O.; Rentsch, R.; Brinksmeier, E. Influence of Milling Process Parameters on the Surface Integrity of CFRP. Procedia CIRP 2012, 1, 466–470. [Google Scholar] [CrossRef]
- Rajasekaran, T.; Palanikumar, K.; Arunachalam, S. Investigation on the Turning Parameters for Surface Roughness Using Taguchi Analysis. Procedia Eng. 2013, 51, 781–790. [Google Scholar] [CrossRef]
- Konneh, M.; Izman, S.; Kassim, A.A.R. Milling Damage on Carbon Fibre Reinforced Polymer Using TiAlN Coated End Mills. J. Phys. Conf. Ser. 2015, 628, 12033–12040. [Google Scholar] [CrossRef]
- Haddad, M.; Zitoune, R.; Eyma, F.; Castanie, B. Study of the Surface Defects and Dust Generated during Trimming of CFRP: Influence of Tool Geometry, Machining Parameters and Cutting Speed Range. Compos. A Appl. Sci. Manuf. 2014, 66, 142–154. [Google Scholar] [CrossRef]
- Voß, R.; Henerichs, M.; Rupp, S.; Kuster, F.; Wegener, K. Evaluation of Bore Exit Quality for Fibre Reinforced Plastics Including Delamination and Uncut Fibres. CIRP J. Manuf. Sci. Technol. 2016, 12, 56–66. [Google Scholar] [CrossRef]
- Calzada, K.A.; Kapoor, S.G.; Devor, R.E.; Samuel, J.; Srivastava, A.K. Modeling and Interpretation of Fiber Orientation-based Failure Mechanisms in Machining of Carbon Fiber-reinforced Polymer Composites. J. Manuf. Process. 2012, 14, 141–149. [Google Scholar] [CrossRef]
- Schorník, V.; Daňa, M.; Zetková, I. The Influence of the Cutting Conditions on the Machined Surface Quality when the CFRP Is Machined. Procedia Eng. 2015, 100, 1270–1276. [Google Scholar] [CrossRef]
- Lissek, F.; Tegas, J.; Kaufeld, M. Damage Quantification for the Machining of CFRP: An Introduction about Characteristic Values Considering Shape and Orientation of Drilling-induced Delamination. Procedia Eng. 2016, 149, 2–16. [Google Scholar] [CrossRef]
- Wang, H.; Sun, J.; Li, J.; Li, W. Roughness Modelling Analysis for Milling of Carbon Fibre Reinforced Polymer Composites. Mater. Technol. 2015, 30, A46–A50. [Google Scholar] [CrossRef]
- Kiliçkap, E.; Yardimeden, A.; Çelik, H.Y. Investigation of Experimental Study of End Milling of CFRP Composite. Sci. Eng. Compos. Mater. 2015, 22, 89–95. [Google Scholar] [CrossRef]
- Geng, D.; Zhang, D.; Xu, Y.; He, F.; Liu, D.; Duan, Z. Rotary Ultrasonic Elliptical Machining for Side Milling of CFRP: Tool Performance and Surface Integrity. Ultrasonics 2015, 59, 128–137. [Google Scholar] [CrossRef] [PubMed]
- Yagishita, H. Experimental Research on Circular Milling of Bi-layer Composite Materials Consisting of CFRP Laminates and Titanium Alloys. Key Eng. Mater. 2014, 622, 1207–1214. [Google Scholar] [CrossRef]
- Shyha, I.; Soo, S.L.; Aspinwall, D.; Bradley, S. Effect of Laminate Configuration and Feed rate on Cutting Performance when Drilling Holes in Carbon Fibre Reinforced Plastic Composites. J. Mater. Process. Technol. 2010, 210, 1023–1034. [Google Scholar] [CrossRef]
- Hintze, W.; Hartmann, D. Modeling of Delamination during Milling of Unidirectional CFRP. Procedia CIRP 2013, 8, 444–449. [Google Scholar] [CrossRef]
- Hintze, W.; Cordes, M.; Koerkel, G. Influence of Weave Structure on Delamination when Milling CFRP. J. Mater. Process. Technol. 2015, 216, 199–205. [Google Scholar] [CrossRef]
- Davim, J.P. Machinability of Fibre-Reinforced Plastics; DE Gruyter: Berlin, Germany, 2015. [Google Scholar]
- Davim, J.P. Machining Composite Materials; ISTE-Wiley: London, UK, 2009. [Google Scholar]
- Davim, J.P.; Reis, P.; António, C.C. A Study on Milling of Glass Fiber Reinforced Plastics Manufactured by Hand-lay up Using Statistical Analysis (ANOVA). Compos. Struct. 2004, 64, 493–500. [Google Scholar] [CrossRef]
- Davim, J.P.; Mata, F.; Gaitonde, V.N.; Karnik, S.R. Machinability Evaluation in Unreinforced and Reinforced PEEK Composites Using Response Surface Models. J. Thermoplast. Compos. Mater. 2010, 23, 5–18. [Google Scholar] [CrossRef]
- Davim, J.P.; Silva, L.R.; Festas, A.; Abrão, A.M. Machinability Study on Precision Turning of PA66 Polyamide with and without Glass Fiber Reinforcing. Mater. Des. 2009, 30, 228–234. [Google Scholar] [CrossRef]
- Davim, J.P.; Mata, F. Physical Cutting Model of Polyetheretherketone Composites. Mater. Des. 2006, 27, 847–852. [Google Scholar] [CrossRef]
- Maegawa, S.; Morikawa, Y.; Hayakawa, S.; Itoigawa, F.; Nakamura, T. Mechanism for Changes in Cutting Forces for Down-milling of Unidirectional Carbon Fiber Reinforced Polymer Laminates: Modeling and Experimentation. Int. J. Mach. Tool. Manuf. 2016, 100, 7–13. [Google Scholar] [CrossRef]
- Maegawa, S.; Morikawa, Y.; Hayakawa, S.; Itoigawa, F.; Nakamura, T. Effects of Fiber Orientation Direction on Tool-wear Processes in Down-milling of Carbon Fiber-reinforced Plastic Laminates. Int. J. Autom. Technol. 2015, 9, 356–364. [Google Scholar]
- Davim, J.P.; Rubiob, J.C.; Abraob, A.M. A Novel Approach Based on Digital Image Analysis to Evaluate the Delamination Factor after Drilling Composite Laminates. Compos. Sci. Technol. 2007, 67, 1939–1945. [Google Scholar] [CrossRef]
- Davim, J.P.; Mata, F. Optimisation of Surface Roughness on Turning Fibre-reinforced Plastics (FRPs) with Diamond Cutting Tools. Int. J. Adv. Manuf. Technol. 2005, 26, 319–323. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Machinability Study on Composite (Polyetheretherketone Reinforced with 30% Glass Fibre–PEEK GF 30) Using Polycrystalline Diamond (PCD) and Cemented Carbide (K20) Tools. Int. J. Adv. Manuf. Technol. 2004, 23, 412–418. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rake Angle | Relief Angle | Inclination Angle | Tool Length | Tool Diameter |
|---|---|---|---|---|
| Staggered | 70 mm | 12 mm |
| Filament Count | Filament Radius | Longitudinal Young’s Modulus | Transversal Young’s Modulus | Shear Modulus | Elongation | Density |
|---|---|---|---|---|---|---|
| 12,000 | 0.5–1 μm | 230 GPa | 8.4 GPa | 3.8 GPa | 2.11% | 1.8 |
| Ply Orientation | Volume Ratio of Carbon Fiber | Reinforcing Material | Matrix Material | Size (mm) |
|---|---|---|---|---|
| T700 | AG-80 epoxy | 200 × 110 × 5 |
| No. | Cutting Speed v (m/min) | Milling Width ae (mm) | Feed Per Tooth fz (mm/tooth) | Surface Roughness Ra (μm) |
|---|---|---|---|---|
| 1 | 50 | 0.5 | 0.01 | 2.97 |
| 2 | 50 | 1 | 0.02 | 3.77 |
| 3 | 50 | 1.5 | 0.03 | 4.21 |
| 4 | 50 | 2 | 0.04 | 4.83 |
| 5 | 100 | 0.5 | 0.02 | 3.26 |
| 6 | 100 | 1 | 0.01 | 3.12 |
| 7 | 100 | 1.5 | 0.04 | 4.21 |
| 8 | 100 | 2 | 0.03 | 3.60 |
| 9 | 150 | 0.5 | 0.03 | 3.00 |
| 10 | 150 | 1 | 0.04 | 3.73 |
| 11 | 150 | 1.5 | 0.01 | 2.27 |
| 12 | 150 | 2 | 0.02 | 3.20 |
| 13 | 200 | 0.5 | 0.04 | 3.01 |
| 14 | 200 | 1 | 0.03 | 2.93 |
| 15 | 200 | 1.5 | 0.02 | 2.90 |
| 16 | 200 | 2 | 0.01 | 2.67 |
| No. | A—Cutting Speed v (m/min) | B—Milling Width ae (mm) | C—Feed Per Tooth fz (mm/tooth) |
|---|---|---|---|
| 1 | 3.942 | 3.058 | 2.755 |
| 2 | 3.547 | 3.388 | 3.282 |
| 3 | 3.050 | 3.395 | 3.435 |
| 4 | 2.877 | 3.573 | 3.943 |
| R(Max.−Min.) | 1.065 | 0.515 | 1.188 |
| Rank of primary-secondary | C, A, B | ||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, G.; Chen, H.; Huang, Z.; Gao, F.; Chen, T. Surface Quality of Staggered PCD End Mill in Milling of Carbon Fiber Reinforced Plastics. Appl. Sci. 2017, 7, 199. https://doi.org/10.3390/app7020199
Liu G, Chen H, Huang Z, Gao F, Chen T. Surface Quality of Staggered PCD End Mill in Milling of Carbon Fiber Reinforced Plastics. Applied Sciences. 2017; 7(2):199. https://doi.org/10.3390/app7020199
Chicago/Turabian StyleLiu, Guangjun, Hongyuan Chen, Zhen Huang, Fei Gao, and Tao Chen. 2017. "Surface Quality of Staggered PCD End Mill in Milling of Carbon Fiber Reinforced Plastics" Applied Sciences 7, no. 2: 199. https://doi.org/10.3390/app7020199