
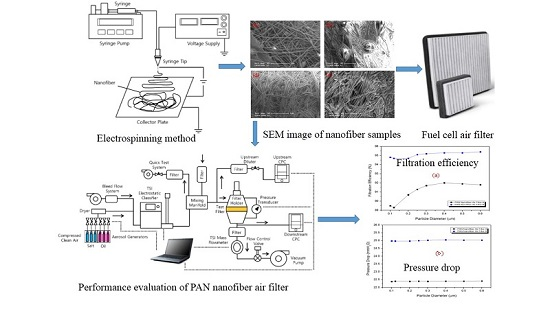
Electrospinning Fabrication and Performance Evaluation of Polyacrylonitrile Nanofiber for Air Filter Applications

Abstract
:
1. Introduction
2. Experimental Procedure
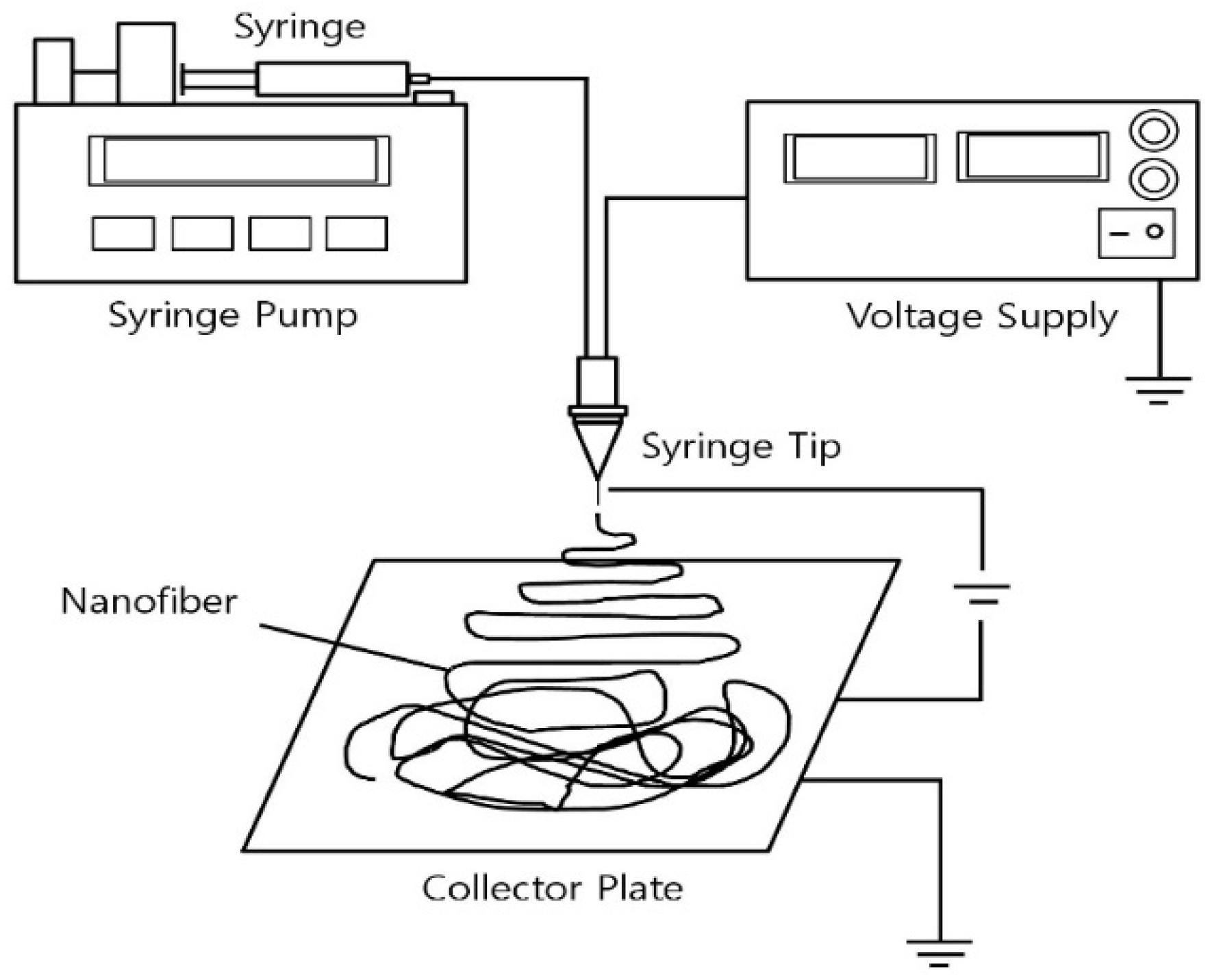
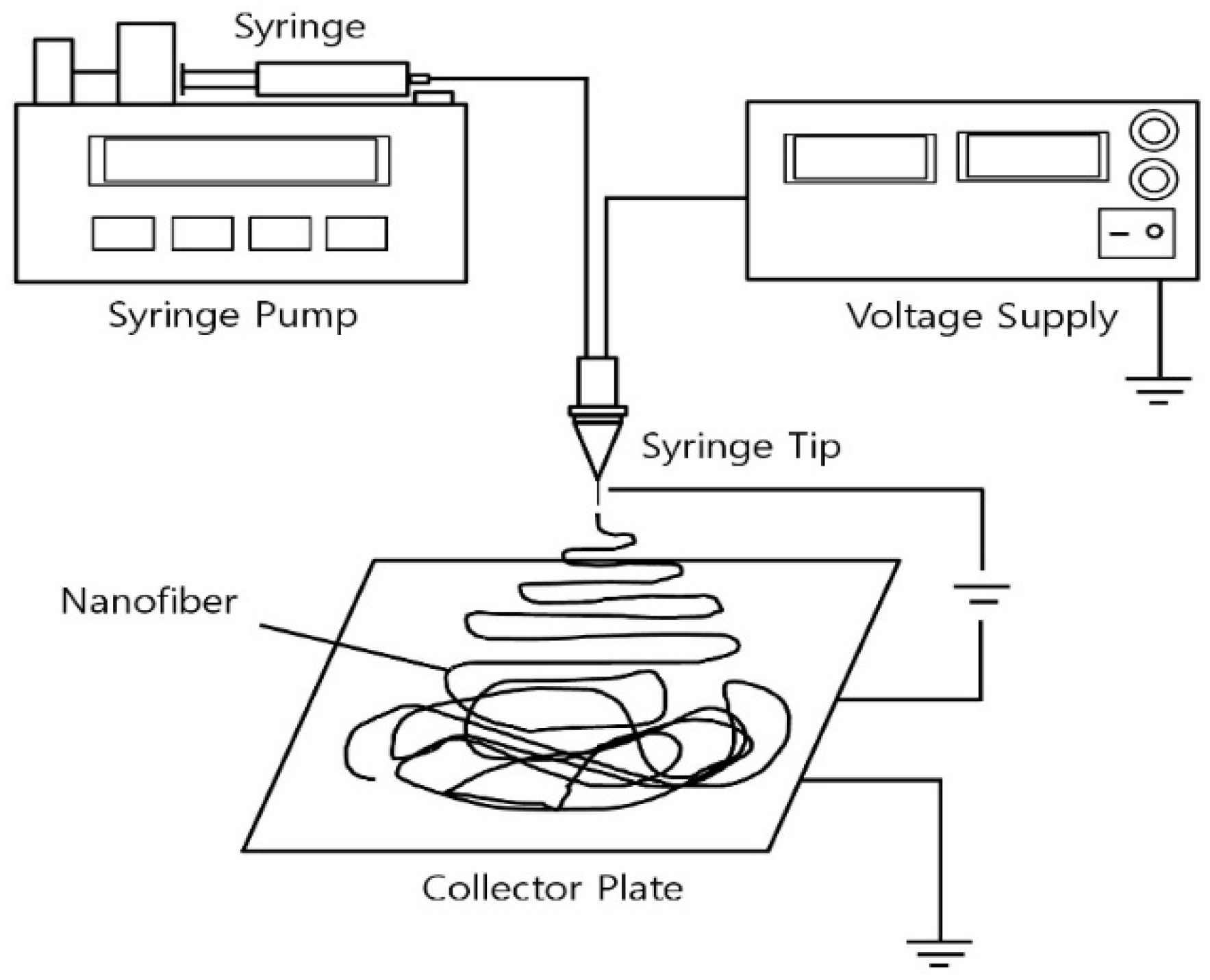
2.1. Electrospinning Process
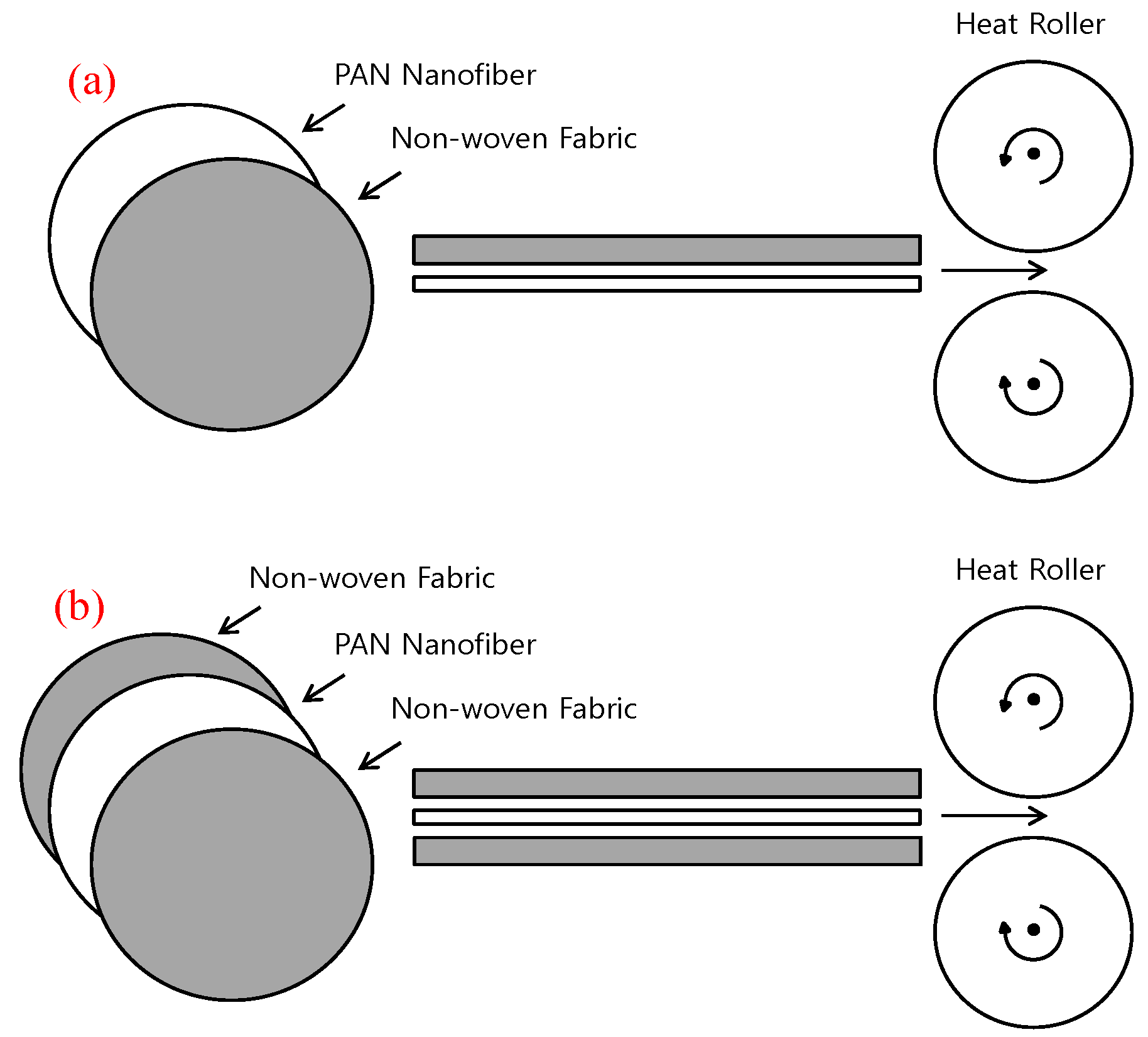
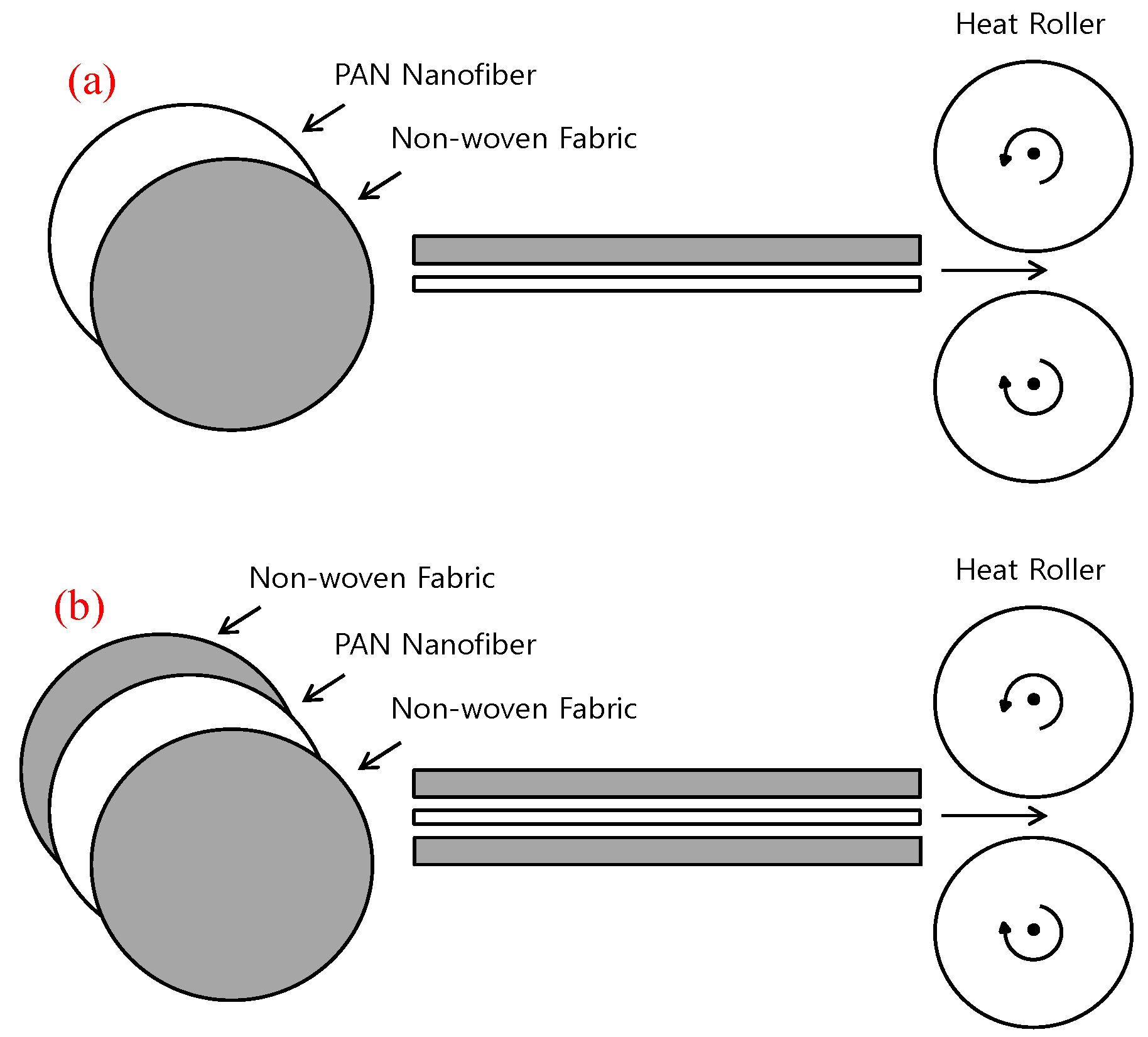
2.2. Heat Roller Process
3. Result and Discussion
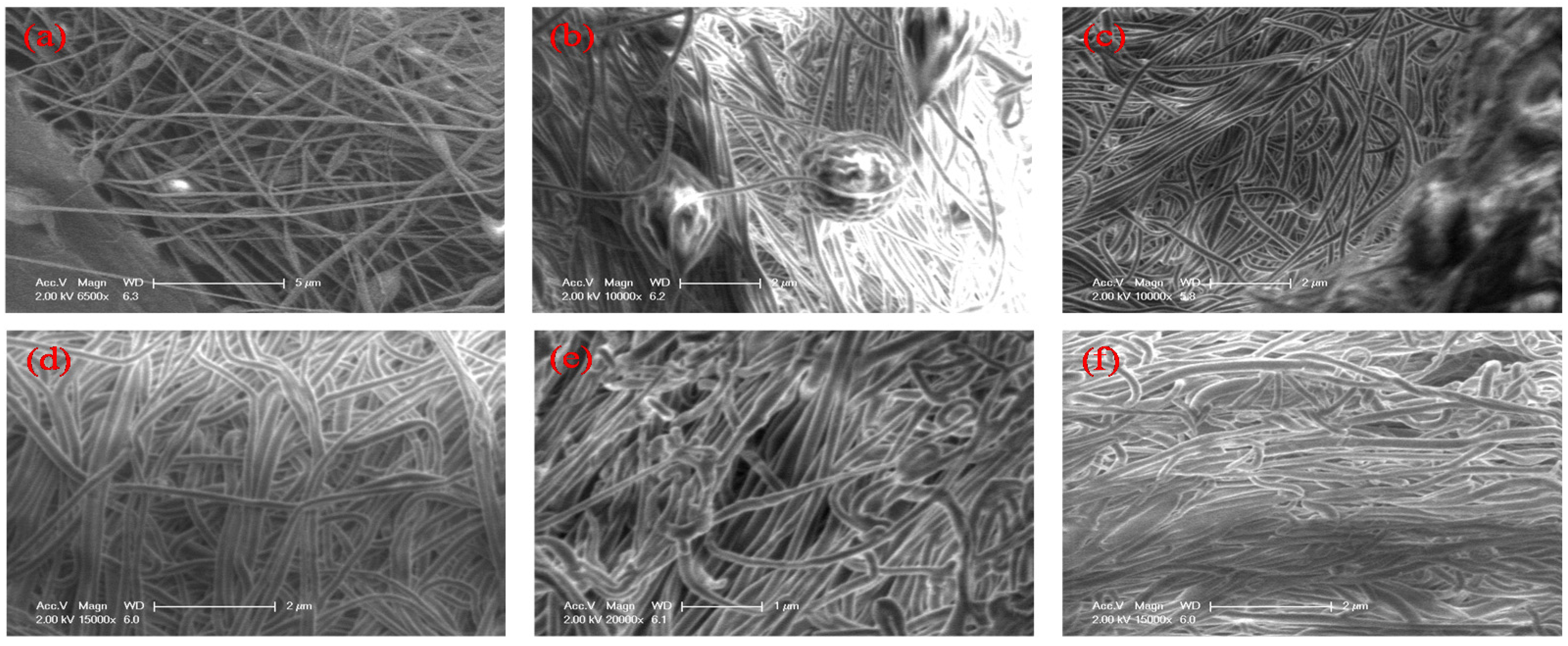
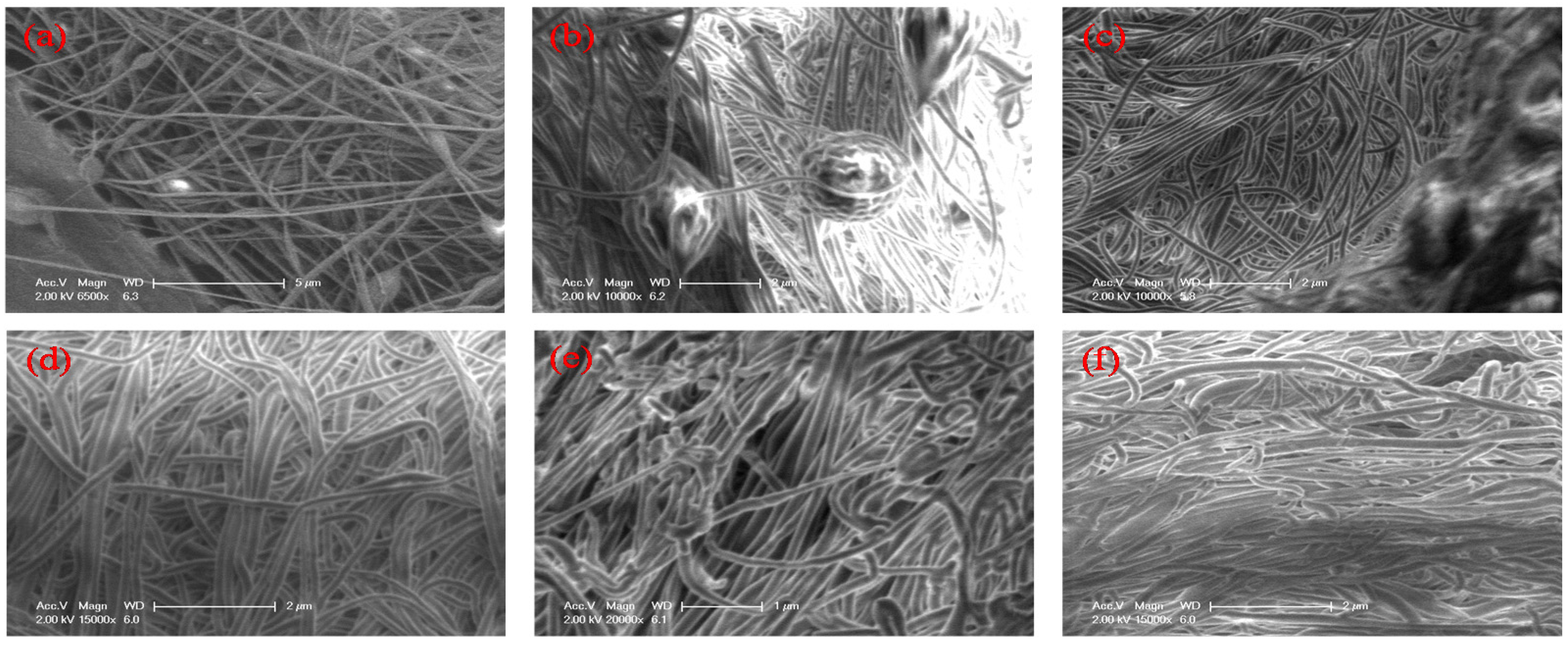
3.1. Manufacture of PAN Nanofiber
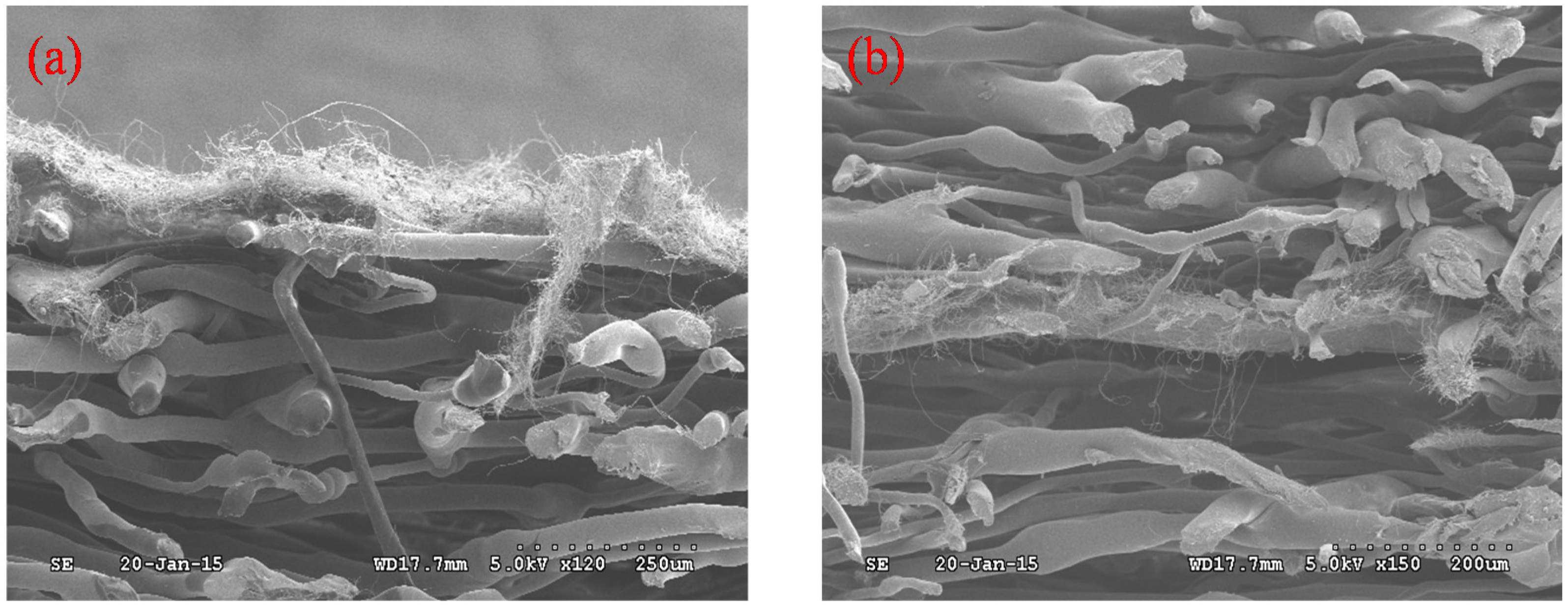
3.2. Layer of PAN Nanofiber Air Filter
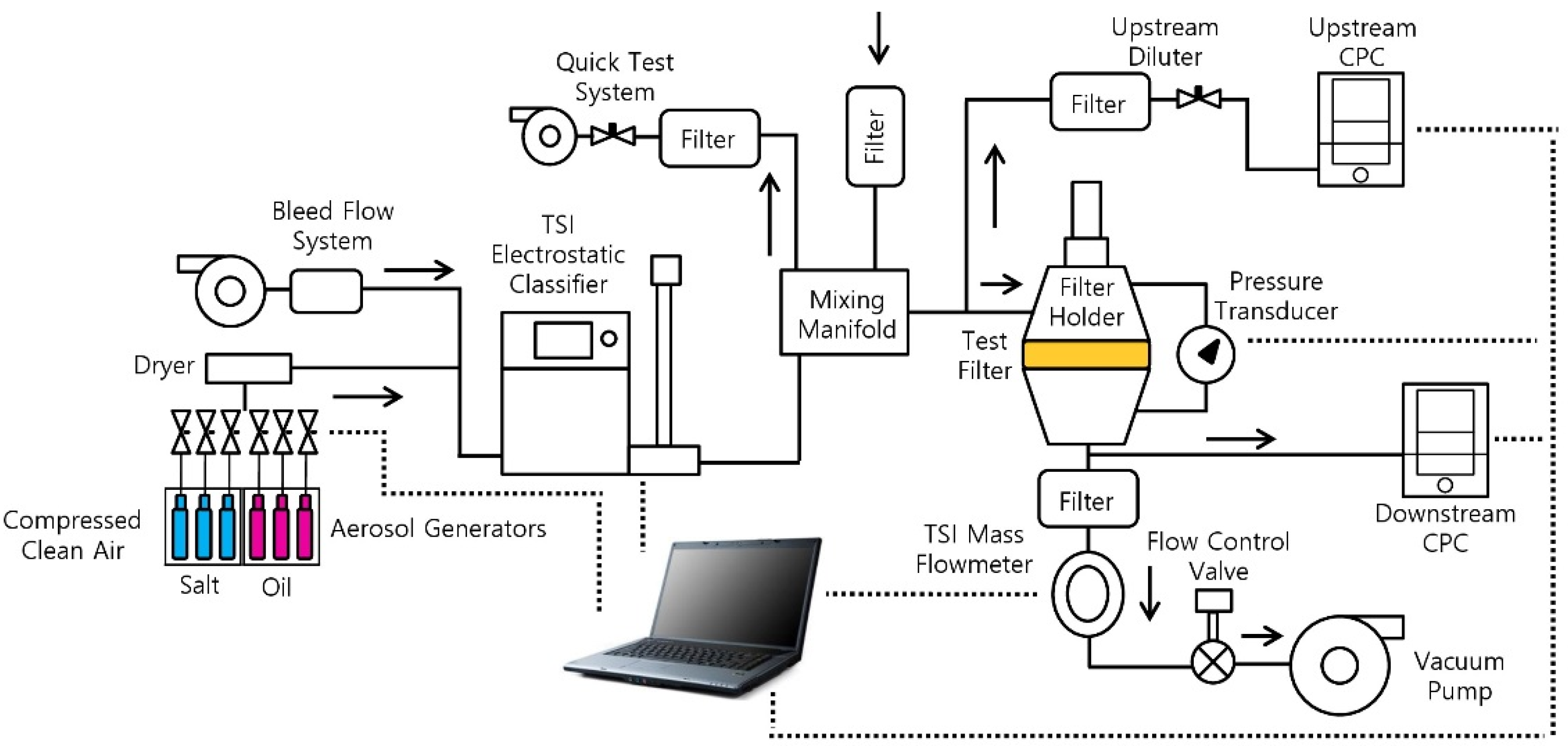
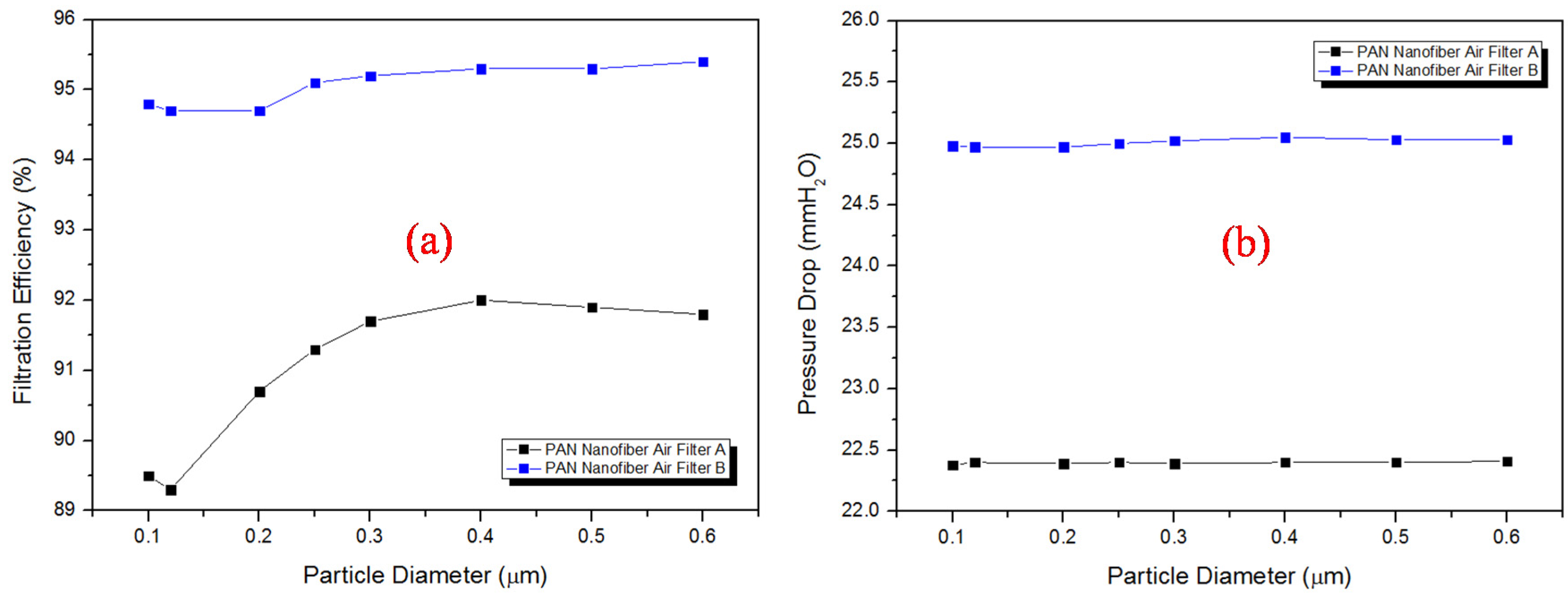
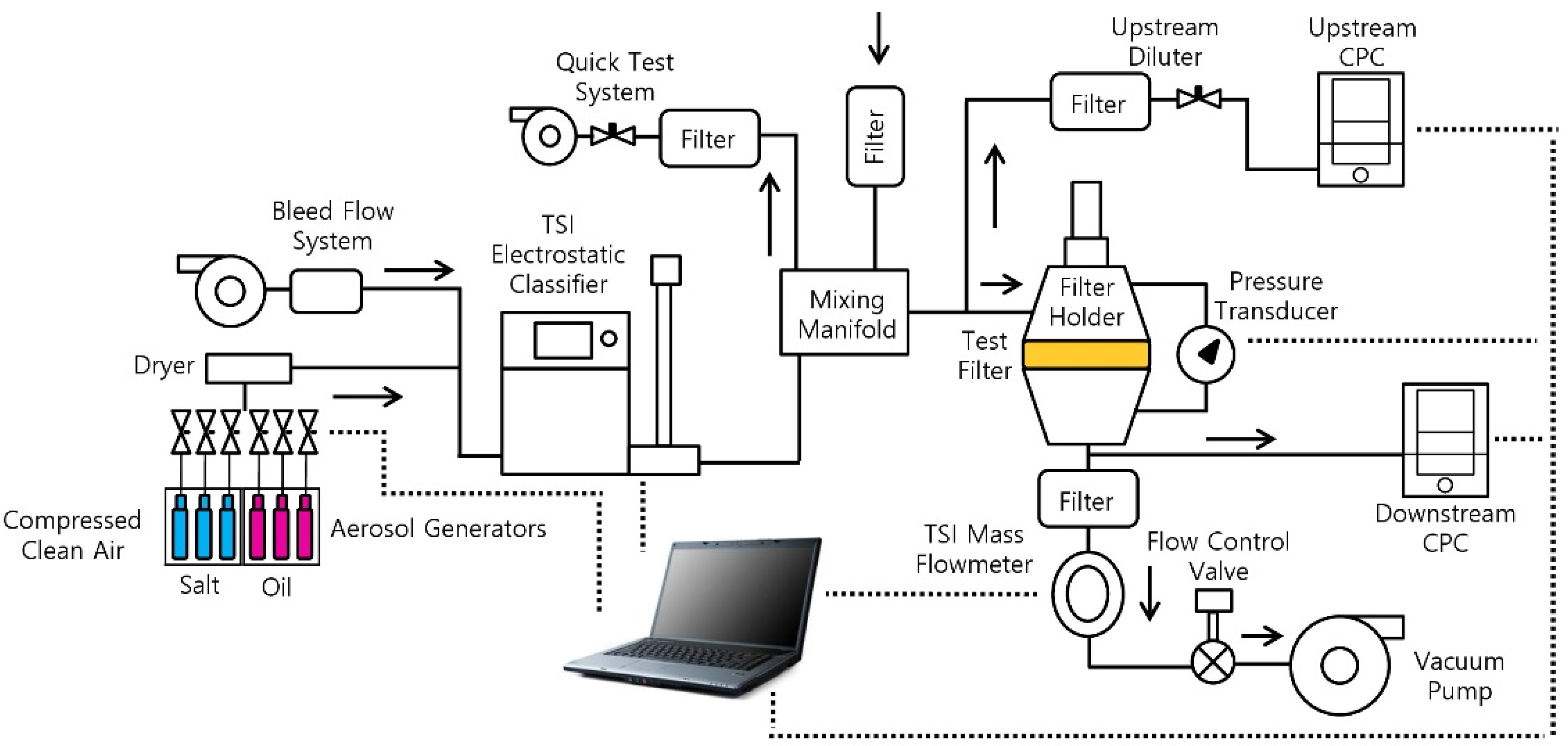
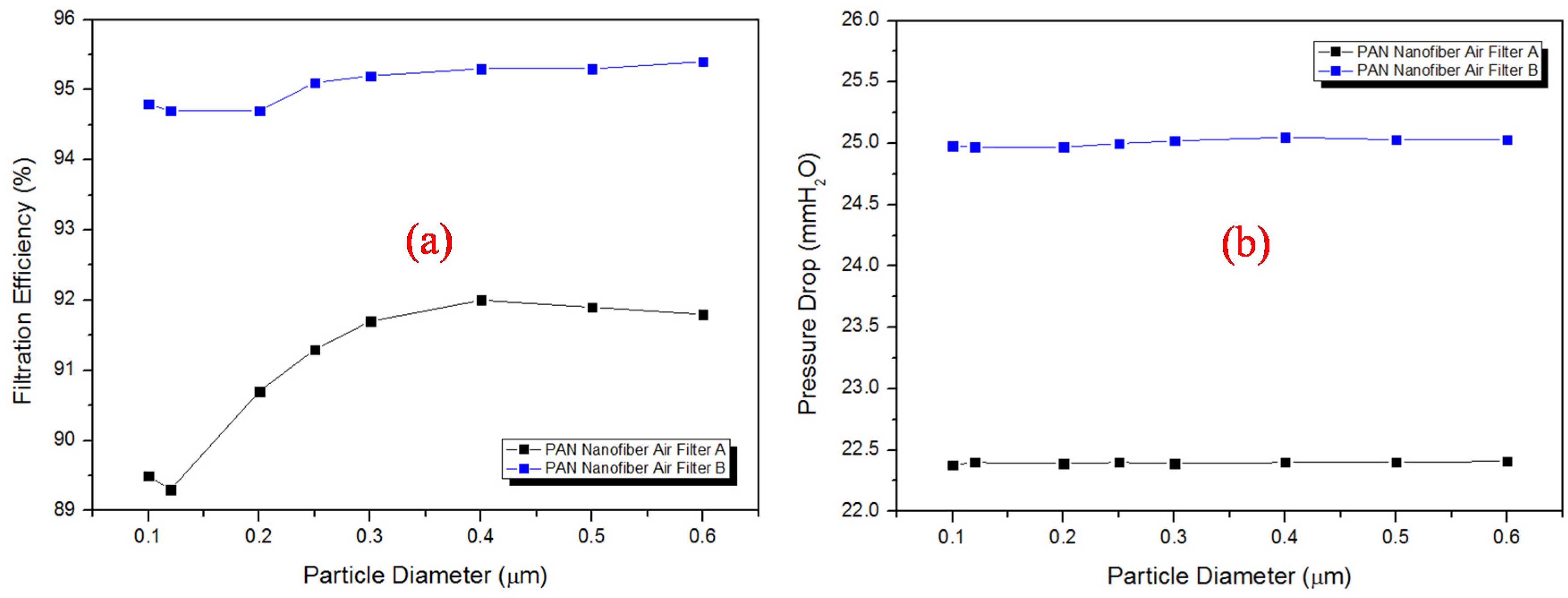
3.3. Performance Evaluation of The PAN Nanofiber Air Filters
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Daniel, M.K.; Donald, R.C.; Wenhua, H.Z.; Kenneth, C.W.; Nelms, R.M.; Bruce, J.T. Fuel cell cathode air filters: Methodologies for design and optimization. J. Power Sources 2007, 168, 391–399. [Google Scholar]
- Jon, M.M.; Paul, L.A.; Lakeman, J.B.; Gary, O.M. The effects of battlefield contaminants on PEMFC performance. J. Power Sources 2000, 85, 254–260. [Google Scholar]
- Cloupeau, M.; Prunet, F.B. Electrostatic spraying of liquid: Main functioning modes. J. Electrostat. 1990, 25, 165–184. [Google Scholar] [CrossRef]
- Christian, B.; Benjamin, S.H.; Benjamin, C. Nanofibrous materials and their applications. Ann. Rev. Mater. Res. 2006, 36, 333–368. [Google Scholar]
- Audrey, F.; Ioannis, S.C. Polymer nanofibers assembled by electrospinning. Curr. Opi. Colloid In. Sci. 2003, 8, 64–75. [Google Scholar]
- Jaeger, R.; Bergshoef, M.M.; Cristina, M.I.B.; Holger, S.; Vansco, G.J. Electrospinning of ultra-thin polymer fibers. Macromol. Symp. 1998, 127, 141–150. [Google Scholar] [CrossRef]
- Gibson, P.; Schreuder, G.H.; Pentheny, C. Electrospinning technology: Direct application of tailorable ultrathin membrane. J. Coated Fabrics 1998, 28, 63–72. [Google Scholar]
- Jong, S.K.; Reneker, D.H. Mechanical properties of composites using ultrafine electrospun fibers. Polym. Compos. 1999, 20, 124–131. [Google Scholar]
- Shin, Y.M.; Hohman, M.M.; Brener, M.P.; Rutledge, G.C. Electrospinning: A whipping fluid jet generates submicron polymer fibers. Appl. Phys. Lett. 2001, 78, 1149–1151. [Google Scholar] [CrossRef]
- Reneker, D.H.; Chun, I.S. Nanometre diameter fibers of polymer, produced by electrospinning. Nanotechnology 1996, 7, 216–223. [Google Scholar] [CrossRef]
- Tayler, G. Disintegration of Water drops in an electric field. P. Roy. Soc. Lond. A Mat. 1964, 280, 383–397. [Google Scholar] [CrossRef]
- Doshi, J.; Renerker, D.H. Electrospinning process and application of electrospun fibers. J. Electrostat. 1995, 35, 151–160. [Google Scholar] [CrossRef]
- Spivak, A.F.; Dzenis, Y.A. Asymptotic decay of radius of a weakly conductive viscous jet in an external electric field. Appl. Phys. Lett. 1998, 73, 3067–3069. [Google Scholar] [CrossRef]
- Shin, Y.M.; Hohman, M.M.; Brenner, M.P.; Rutledge, G.C. Experimental characterization of electrospinning: The electrically forced jet and instabilities. Polymer 2001, 42, 9955–9967. [Google Scholar] [CrossRef]
- Hendricks, C.D.; Schneider, J.M. Stability of a conducting droplet under the influence of surface tension and electrostatic force. Am. J. Phys. 1963, 31, 450–453. [Google Scholar] [CrossRef]
- Rayleigh, L. On the equilibrium of liquid conducting masses charged with electricity. Philos. Mag. A 1882, 14, 184–186. [Google Scholar] [CrossRef]
- Inculet, I.I.; Fischer, J.K. Electrostatic aerial spraying. IEEE Trans. Ind. Appl. 1989, 25, 558–562. [Google Scholar] [CrossRef]
- Deitzel, J.M.; Kleinmeyer, J.; Harris, D.; Beck, T.N.C. The effect of processing variables on morphology of electrospun nanofibers and textiles. Polymer 2001, 42, 261–272. [Google Scholar] [CrossRef]
- Copriani, E.; Zanetti, M.; Bracco, P.; Brunella, V.; Luda, M.P.; Costa, L. Crosslinking and carbonization processes in PAN films and nanofibers. Polym. Degrad. Stabil. 2016, 123, 178–188. [Google Scholar] [CrossRef]
- Fong, H.; Chun, I.; Renerker, D.H. Beaded nanofibers formed during electrospinning. Polymer 1999, 40, 4585–4592. [Google Scholar] [CrossRef]
- Saeed, A.; Syed, M.M.; Isa, M.T.; Abhilash, M.B.; Hamed, H. Experimental investigation of the effect of different process variables on the viscosity of sulfonated polyacrylamide copolymers. J. Petrol. Explor. Prod. Technol. 2016, 1, 1–15. [Google Scholar]
- Shimasaki, S.; Taniguchi, S. Formation of uniformly sized metal droplets from a capillary jet by electromagnetic force. Appl. Math. Modell. 2011, 35, 1571–1580. [Google Scholar] [CrossRef]
- Huang, Z.M.; Zhang, Y.Z.; Kotaki, M.; Ramakrishna, S. A review on polymer nanofibers by electrospinning and their application in nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar]
- Fong, H.; Reneker, D.H. Elastomeric nanofibers of styrene-butadiene-styrene triblock copolymer. J. Polym. Sci. B 1999, 37, 3488–3493. [Google Scholar] [CrossRef]
- Tehron, S.A.; Zussman, E.; Yarin, A.L. Experimental investigation of the governing parameters in the electrospinning of polymer solutions. Polymer 2004, 45, 2017–2023. [Google Scholar] [CrossRef]
- Marco, F.C.; Ludimila, P. Sheet Splitting with a Heat Seal Lamination Technique. Available online: http://www.innventia.com/documents/rapporter/innventia%20report%2071.pdf (accessed on 18 July 2016).
- Garreau, A.; Duvail, J.L. Recent advances in optically active polymer-based nanowires and nanotubes. Adv. Opt. Mater. 2015, 2, 1122–1140. [Google Scholar] [CrossRef]
- Buchko, C.J.; Chen, L.C.; Shen, Y.; David, C.M. Processing and microstructural characterization of porous bipcompatible protein polymer thin films. Polymer 1999, 40, 7397–7407. [Google Scholar] [CrossRef]
- Entov, V.M.; Shmaryan, L.E. Numerical modeling of the capillary breakup of jets of polymeric liquids. Fluid Dyn. 1997, 32, 696–703. [Google Scholar]
- The New Series of BSEN 1822: 2010 Standard. Available online: http://www.tripleair-technology.com/TripleAir_Norm_EN.php (accessed on 18 July 2016).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Name/Value |
|---|---|
| Polymer | Polyacrylonitrile |
| Solvent | Dimethylformamide |
| Molecular weight of repeat unit of PAN (g/mol) | 53.06 |
| Solution viscosity (cSt) | 86 |
| Flow rate (mL/h) | 0.3 |
| Voltage (kV) | 10 |
| Distance (cm) | 28 |
| Injection hour (h) | 5 |
| Property | Value |
|---|---|
| Lamination Size (cm2) | 15 |
| Lamination Velocity (mm/s) | 3.3 |
| Lamination Temperature (°C) | 140 |
| Measurement Times | 4 |
| Sample | Flow Rate (mL/h) | Voltage (kV) | Distance (cm) |
|---|---|---|---|
| (a) | 0.1 | 10 | 28 |
| (b) | 0.2 | 10 | 28 |
| (c) | 0.3 | 12 | 28 |
| (d) | 0.3 | 14 | 28 |
| (e) | 0.3 | 10 | 23 |
| (f) | 0.3 | 10 | 18 |
| Property | Value |
|---|---|
| Temperature (°C) | 25 |
| Humidity (%) | 40 |
| Filter size (cm2) | 15 |
| Particle diameter (μm) | 0.1–0.6 |
| Flow rate (l/min) | 32 |
| Face velocity (cm/s) | 5.3 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vinh, N.D.; Kim, H.-M. Electrospinning Fabrication and Performance Evaluation of Polyacrylonitrile Nanofiber for Air Filter Applications. Appl. Sci. 2016, 6, 235. https://doi.org/10.3390/app6090235
Vinh ND, Kim H-M. Electrospinning Fabrication and Performance Evaluation of Polyacrylonitrile Nanofiber for Air Filter Applications. Applied Sciences. 2016; 6(9):235. https://doi.org/10.3390/app6090235
Chicago/Turabian StyleVinh, Nguyen Duy, and Hyung-Man Kim. 2016. "Electrospinning Fabrication and Performance Evaluation of Polyacrylonitrile Nanofiber for Air Filter Applications" Applied Sciences 6, no. 9: 235. https://doi.org/10.3390/app6090235