Thermodynamic Considerations for a Pyrometallurgical Extraction of Indium and Silver from a Jarosite Residue


Chair of Nonferrous Metallurgy, Montanuniversitaet Leoben, Leoben 8700, Austria
*
Author to whom correspondence should be addressed.
Metals 2018, 8(5), 335; https://doi.org/10.3390/met8050335
Submission received: 26 March 2018
/
Revised: 20 April 2018
/
Accepted: 3 May 2018
/
Published: 9 May 2018
(This article belongs to the Special Issue Sustainable Utilization of Metals - Processing, Recovery and Recycling)
Abstract
:Indium and silver are technologically important, critical metals, and in the majority of cases, they are extracted as a by-product of another carrier metal. The importance of indium has seen recent growth, and for technological reasons, these metals can be found in industrial residues from primary zinc production, such as the iron precipitate—jarosite. To secure the supply of such metals in Europe, and with the idea of a circular economy and the sustainable use of raw materials, the recycling of such industrial residues is coming into focus. Due to the low value of jarosite, the focus must lie simultaneously on the recovery of valuable metals and the production of high-quality products in order to pursue an economical process. The objective of this article is to give the fundamentals for the development of a successful process to extract the minor elements from roasted jarosite. As such, we use thermodynamic calculations to show the behavior of indium and silver, leading to a recommendation for the required conditions for a successful extraction process. In summary, the formation of chlorine compounds shows high potential to meet the challenge of simultaneously recovering these metals together with zinc at the lowest possible energy input.
1. Introduction
Recycling rates have increased in recent decades, but this is mainly due to the reutilization of end-of-life products and their better collection logistics. For economic reasons, a decrease in the level of easily minable primary resources, and stricter environmental legislation regulating, for instance, land filling, different industrial residues have also become a focal point of the recycling industry. As the valuable metal content when compared to various end-of-life products or primary ore concentrates is in most cases drastically lower, the requirements of newly-developed recycling processes are more demanding. This results in a strategy to develop concepts capable of the simultaneous extraction of metals and generation of products with an “added value”.
The zinc industry is one of the base metal industries carrying a broad variety of accompanying side elements and is the focus of this research—in particular, its iron precipitate residue. As an example, zinc ore concentrate includes several metals, such as indium, defined as a critical metal by the European Commission [1]. Today, the hydrometallurgical zinc extraction from oxidic or sulfidic zinc concentrates dominates, with a ratio of more than 90% of primary zinc production. Even though several new technologies have been implemented in the last few decades (e.g., direct leaching of sulfidic ore and solvent extraction for solution purification), the typical flow sheet of a hydrometallurgical zinc plant still features the concentration, roasting, neutral- and hot-acid leaching of the zinc ore followed by electrowinning, as shown in Figure 1.
To begin with, the zinc ore concentrate is oxidized in a roasting step, prior to the leaching of the calcine. During the roasting step, the contained iron reacts with zinc, forming a barely-soluble zinc ferrite spinel, rendering the hot-acid leaching step mandatory. To avoid a high volume of processed solution for the following iron precipitation step, the hot-acid leaching is only carried out for the solid neutral leaching residue (NLR). In the case of iron ores with low iron content, the hot-acid leaching step can be avoided. Over time, various iron removal technologies have evolved. An overview of the three common iron residues (hematite, goethite and jarosite), including the metal contents of iron and zinc, as well as their typical moisture contents, is shown in Table 1.
Furthermore, the typical contents of iron and zinc, and the relative amount of generated residue per ton of produced zinc are given. Since the material is dumped as sludge, the content of H2O, either chemically bound or adherent to the sludge, is also shown. Although the jarosite precipitate has the lowest iron content and, with this, the highest level of moisture, it is the most commonly used source of iron removal among those listed, and offers the highest possibility of also finding silver and indium in the residue.
Equation (1) is the mineralogical structural formula of jarosite. It shows that it is a basic iron sulfate compound, where R is a placeholder for potential cations like H3O+, Na+, K+, NH4+, Ag+, Li+, Ti+, Rb+, and R2 for Hg2+, Pb2+ [2,6]. On an industrial scale, jarosite precipitation is based on the addition of ammonium or sodium for economical and ecological reasons [2,3,7,8].
Moreover, Zn, Cd, Ag, Cu2+, and In3+ can be assimilated into the jarosite structure [9]. For that reason, this article describes the thermodynamic fundamentals for the extraction of minor elements like silver and indium from industrially generated jarosite over the course of primary zinc production. The main focus is placed on the simultaneous extraction of a zinc oxide product also carrying compounds of indium and silver.
This offers the advantage of an easy reutilization of the “added value” product in the primary zinc production industry. The silver and indium form the additional value on top of the zinc oxide, and they can be recovered if the zinc oxide is produced in adequately equipped zinc plants, without further investment in new facilities. Specifically, the simultaneous recovery of an added value product is the basis for the development of an economical and sustainable process for the recycling of jarosite.
2. Materials and Methods
2.1. Formation of Jarosite
Jarosite precipitation is summarized in Equations (2)–(4), using the case of ammonium jarosite formation:
If the above reactions are combined, the overall reaction can be written as in Equation (5):
Although jarosite precipitation is a selective removal process of iron, small losses of other dissolved metals like zinc, lead, or silver cannot be avoided, leading to the aforementioned assimilation into the jarosite structure. Patiño mentioned the substitution of a cation with silver in a sodium jarosite sample in literature [10]—as in Equation (1)—with the ratio of elements as shown in Equation (6):
Salinas [11] reports a similar composition of an investigated industrial jarosite sample, with its molar ratio shown in Equation (7):
Furthermore, it can be observed in Equation (5) that H2SO4 is formed during this precipitation, which leads to the necessity of the addition of neutralization agents to avoid resolubilization. Commonly, calcined ore from the roasting step is utilized for neutralization during the precipitation of jarosite, leading to a certain amount of impurities not caused by the precipitation itself. Going hand in hand with this, elements or compounds in the ore concentrate are present in the precipitate as well, including lead, silver, zinc-ferrite, and indium, in addition to gangue compounds.
Table 2 shows the elemental analysis of a typical jarosite residue, with 27.1 wt. % of iron, approximately 6.5 wt. % of zinc and lead, and also sulfur, silver, and indium, in concentrations of 8.4 wt. %, 180 ppm, and 230 ppm, respectively.
The substitution of the cation placeholder in the jarosite and the utilization of calcine for neutralization are not the only possible sources of side elements in the residue. In some plants, no Pb–Ag–residue separation is performed, due to low contents of those elements in the concentrate. Still, a certain amount of this by-product is always generated, and in such a case, ends up together with the iron in the precipitation residue—jarosite—as well [4]. Aside from that, dissolved silver oxide precipitates to insoluble silver chloride in the presence of chlorine ions in the pregnant solution, resulting in up to 5 wt. % of the silver contained in the residue being present as a chloride compound [13,14].
2.2. Behavior of Jarosite during Thermal Treatment
During a pyrometallurgical treatment under oxidizing atmosphere, the jarosite residue decomposes into separate compounds. The splitting of crystal water, the separation of the OH-group, and the separation of the sulfate group can be described for all common types of jarosite in the three characteristic steps shown, respectively, in Equations (8)–(10) for sodium jarosite:
Based on the stoichiometry of the jarosite compounds, a theoretical amount of 35.9 wt. % is separated via the gaseous reaction products, mainly leaving behind iron oxide. In the context of silver and indium, it can be stated that the possibly formed Ag2O is not stable at an increased temperature, and consequently dissociates to metallic silver. Moreover, stable indium(III)oxide does not show any significant vapor pressure and is therefore also in the calcined residue.
2.3. Thermodynamic Considerations of the Behavior of Indium and Silver
Typically, the volatility of metallic zinc is exploited to extract the valuable zinc from secondary resources, as is done for steel mill dust in Waelz kilns, or for drosses in the French and American processes for the production of high-purity zinc oxide. Based on the previously described idea of an added value zinc oxide for the primary zinc industry, extracted from jarosite, the thermodynamic investigations in this article describe the possibility of forming volatile compounds of silver and indium, resulting in co-evaporation with zinc. To achieve this, the software package HSC Chemistry 8.1.4 (Outotec Oyj., Helsinki, Finland) was used to calculate two kinds of phase stability diagrams. The first module used for calculation showed stability regions (the Tpp diagram module) for the variation of Cl2(g) partial pressure as a function of temperature at a fixed O2(g) partial pressure. With this module, the required temperature for a certain reaction could easily be determined. The second module illustrated phase stability boundaries as lines (the Lpp diagram module) for the variation of Cl2(g) vapor pressure as a function of O2(g) partial pressure at a fixed temperature.
Additionally, vapor pressure curves for different indium and silver compounds were plotted to determine whether they were volatile or stayed in the solid phase. In these cases, the reaction equation module of the HSC software was used to determine the equilibrium constant of the general reaction applied to the relevant compound, as shown in Equation (11):
The formula of the equilibrium constant, K, for the general vaporization reaction above can be transformed according to the vapor pressure, p. Based on the assumption of pure substances, the activity can be set to 1, resulting in the simplified Equation (12) for the vapor pressure of a compound at the temperature assumed for the calculation of the equilibrium constant:
With a stoichiometric coefficient of 1, the partial pressure becomes equal to the equilibrium constant of the vaporization reaction.
3. Results and Discussion
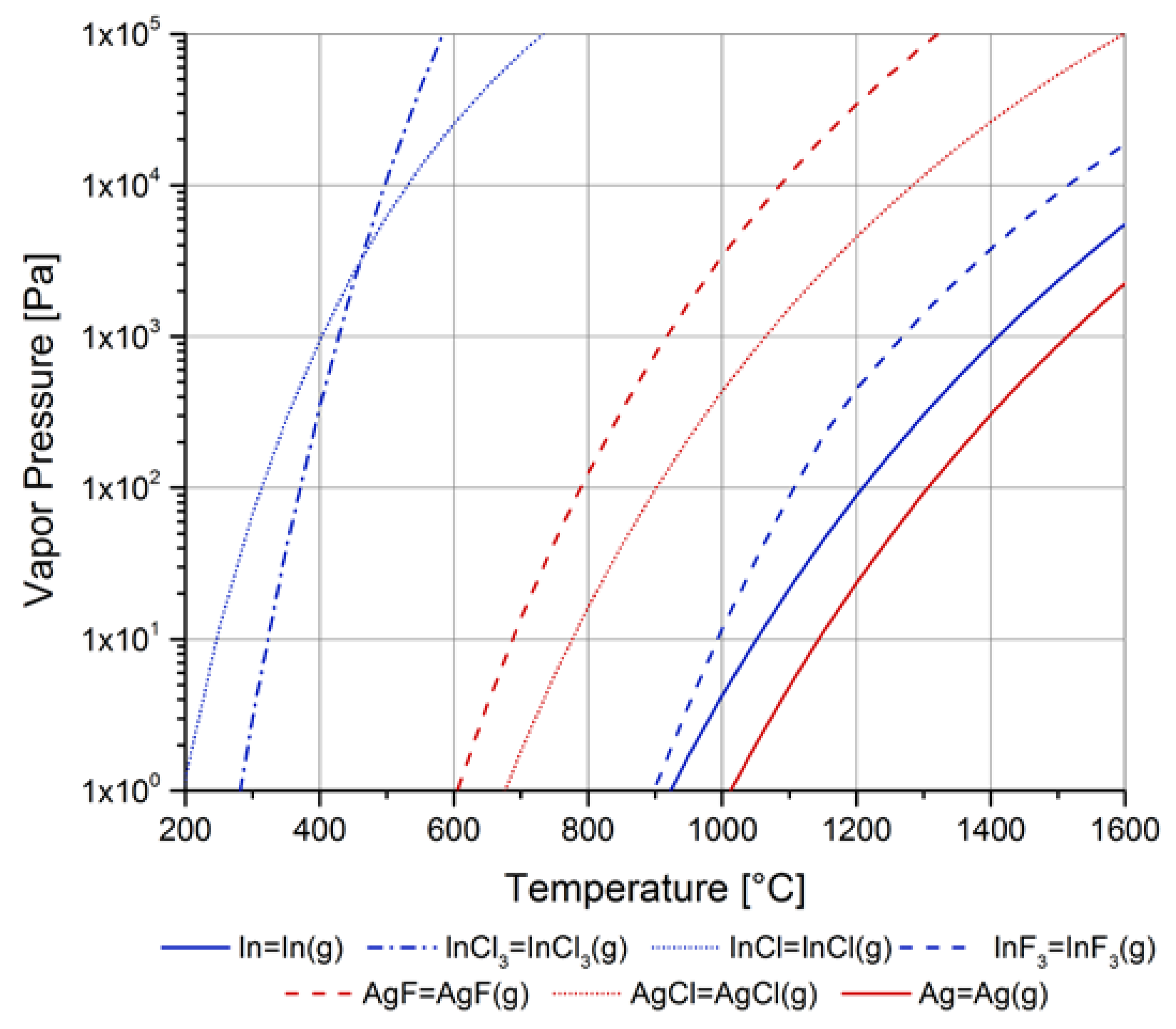
The results of the thermodynamic investigation concerning the vapor pressure curves plotted with the software package HSC Chemistry 8.1.4 are shown in Figure 2. At a temperature of 900 °C, metallic indium (solid blue line) started to have a slowly-increasing vapor pressure, despite its theoretical boiling point being 2071 °C. In addition, metallic silver (solid red line) first increased in vapor pressure at slightly over 1000 °C, and with this, represented a possible partial transition to the gaseous state. The partial pressures of the metallic forms of indium and silver were very low, and were therefore not suitable for extraction via the vapor phase under moderate temperature regimes.
If the aim is to reach high extraction yields for silver and indium via a vaporization process, in addition to the recovery of zinc, the vapor pressure of the compounds should be as high as possible. Typically, zinc is vaporized above 907 °C, but it has significant vapor pressure at even lower temperatures. As such, the aim for silver and indium was to find volatile compounds below 907 °C. Consequently, oxides and halides were also evaluated, as they are typically known to be volatile compounds. Concerning the oxides, it can be stated that silver oxide was not stable and dissociated into its metallic form, while indium(II)oxide was not volatile in the range mentioned. Other indium oxides pointed out in the literature (e.g., In4O3, In4O6, and In7O9) could be formed during reduction processes, but reacted under oxidizing conditions once again forming indium(II)oxide. Indium(I)oxide, In2O, could also be formed during a reduction process, but was only stable in the gaseous phase, which is the reason why it is not shown in Figure 2. In the case of a reduction potential that was too high, it was further reduced to the metallic state. Thermodynamic calculations also showed that the presence of a chlorine carrier such as ZnCl2 immediately led to the formation of InCl. It could be seen that InCl and InCl3 already had significant vapor pressures at very low temperatures (>300 °C), while AgCl started demonstrating vapor pressure at >700 °C. The fluorine compounds (dashed lines) of silver (AgF) and indium (InF3) started showing vapor pressures at >900 °C and >600 °C, respectively.
In summary, the vapor pressure calculations showed that the volatility of halides was higher than that of the oxide compounds or the metallic forms of indium and silver. Moreover, the fact that chlorine compounds are less disturbing in the primary zinc industry than fluorine compounds, and can be removed more easily from a zinc oxide product before utilization, means that they are the preferred compounds for selective extraction via the vapor phase.
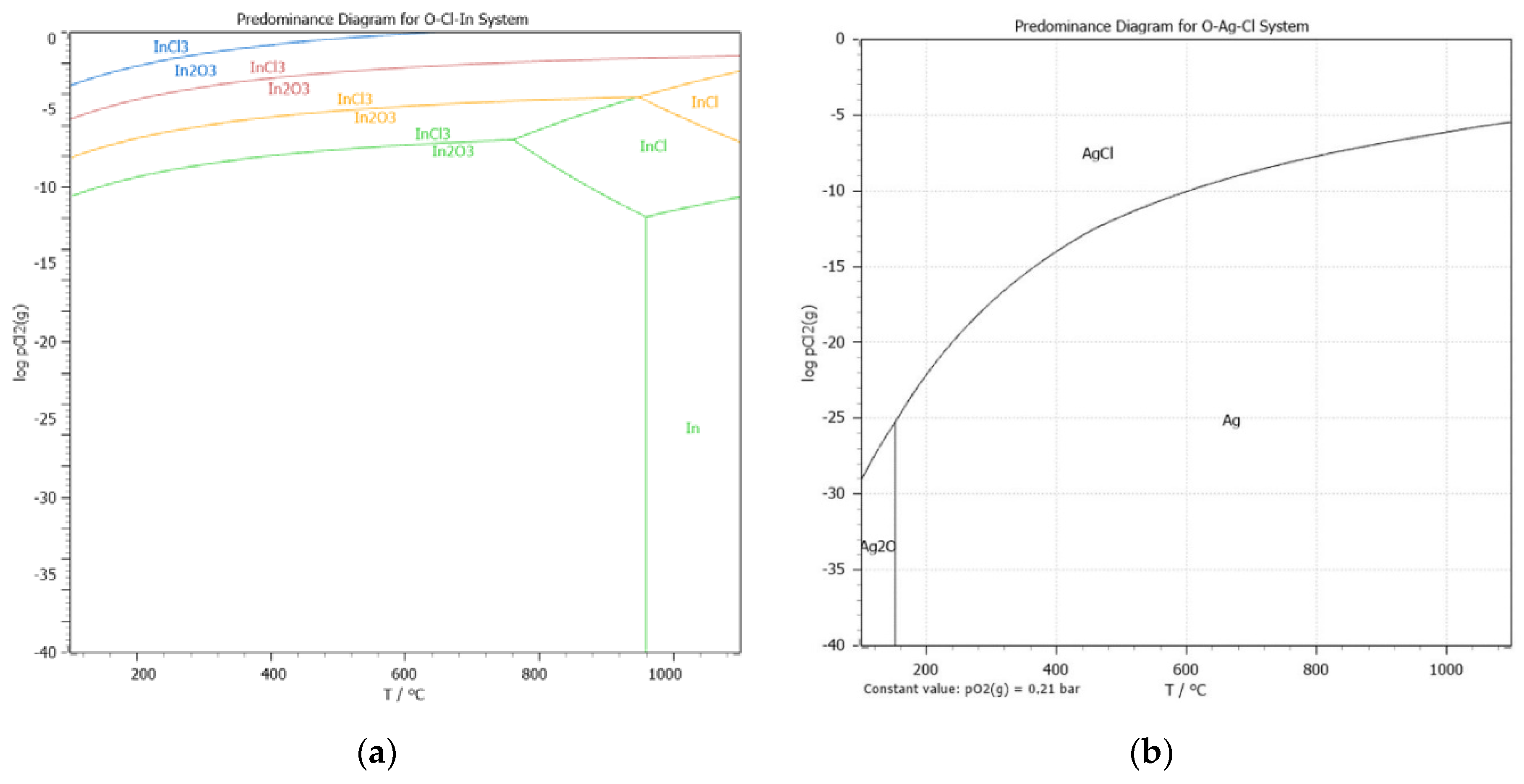
To determine the required conditions for the formation of volatile indium and silver compounds, phase stability diagrams of indium and silver, as well as their chlorides and oxides were calculated, as shown in Figure 3.
Figure 3a shows, for four selected O2(g) partial pressures ranging from 0.21 bar (blue line) to 1 × 10−15 bar (green line), the predominance diagrams for metallic indium, In2O3, InCl, and InCl3. Indium oxide had a wide range of stability in all cases, but was a non-volatile compound in the temperature range considered. It was also determined that a certain Cl2(g) partial pressure or any chlorine source was required, which could be ensured by, for instance, the addition of less-stable chlorine compounds, forming indium chloride. The stability region of In2O3 could be decreased by lowering the O2(g) partial pressure, which could be realized by purging with an inert gas or through the addition of reducing agents like carbon. Furthermore, it could be seen that at increased temperatures (>800 °C) and adequate O2(g) and Cl2(g) partial pressures, InCl showed a more stable region. The advantage of InCl when compared to InCl3 is the ratio of indium to the consumed chlorine carrier for the formation of volatile indium chloride, which is one-third of its molar ratio in InCl3. The predominantly-formed compound at lower Cl2(g) partial pressure in the temperature range considered was InCl3.
As mentioned before, silver oxide was not stable when the temperature was increased above 180 °C, and reacted to form metallic silver. Figure 3b illustrates this fact on the left side of the diagram. The influence of O2(g) partial pressure on the stability regions concerning AgCl and Ag was not significant; the only change upon decrease was that the silver oxide already dissociated at a lower temperature. This was why only one O2(g) partial pressure is shown in the diagram. It can also be stated that, over the complete investigated temperature range, silver(I)chloride was formed so long as a source for chlorine was available, which was less stable than AgCl. As exhibited in Figure 2, silver(I)chloride had a higher vapor pressure than metallic silver, which positively influenced a targeted recovery.
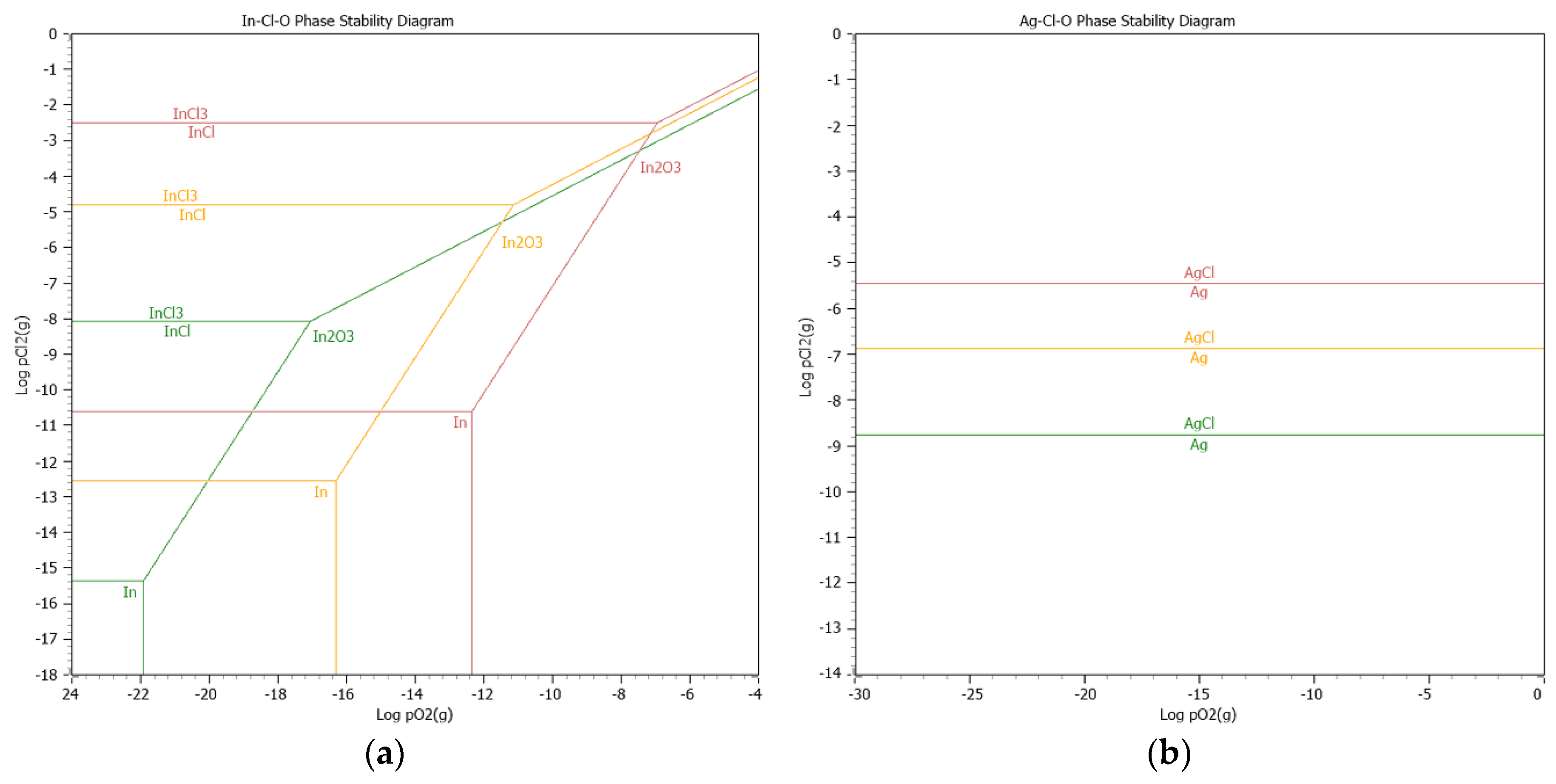
Figure 4 shows the phase stability boundaries calculated for three temperatures, ranging from 700 °C (green line) to 1100 °C (red line), for indium and silver, and their chlorides and oxides.
Figure 4a shows again that the indium oxide was stable so long as the partial pressure of oxygen was high enough and the Cl2(g) partial pressure was low. In the case of decreased O2(g) partial pressure, metallic indium could be formed. The lower the temperature, the lower the partial pressure of O2(g) had to be to form metallic indium. If the Cl2(g) partial pressure was also taken into account, the diagram shows that the partial pressure itself had the main influence on InCl3 formation, instead of temperature variation. For the formation of InCl from In2O3, the temperature could also significantly move the stability boundaries, but as described in the preliminary paragraph, the formation of InCl3 was more likely in the investigated temperature region due to a requirement for lower Cl2(g) partial pressure, combined with an acceptably high O2(g) partial pressure. The increase in temperature shifted the stability region of InCl to a lower Cl2(g) partial pressure, and at a temperature of 1415 °C (not shown in Figure 4a), indium(I)chloride was formed instead of InCl3.
The predominance diagram for silver shown in Figure 4b illustrates the Cl2(g) partial pressure as a function of the O2(g) partial pressure at constant temperatures. The horizontal lines for all three investigated temperatures highlight the aforementioned fact that the O2(g) partial pressure had no significant influence on the stability boundary of AgCl(g) and Ag. Silver(I)oxide was not stable at the investigated temperatures between 700 to 1100 °C, and therefore does not appear in the diagram.
In summary, it can be said that the volatilization of silver could be positively influenced by the presence of a chlorine carrier, leading to the formation of silver(I)chloride at any O2(g) partial pressure in the investigated range (below 1 bar) and with this, the required temperature shifted to lower values.
Regarding indium oxide, reducing conditions were required to bind the oxygen and reduce the O2(g) partial pressure, supporting the formation of InCl3(g) or InCl(g) for successful volatilization.
4. Conclusions
For the development of an economical and ecological process, the target is the simultaneous recovery of product with optimized quality. Especially in the case of industrial residues such as the iron precipitate of the zinc industry (which is typically low in value), elements like indium and silver contribute significantly to the overall economy of a potential recycling process if they are recovered in a meaningful way. Therefore, the investigated extraction method by the formation of volatile chlorine compounds of indium and silver supports the idea of generating an “added value” product through the simultaneous recovery of the elements zinc, indium, and silver in one metallurgical step. The fact that indium oxide requires a reducing agent is not a disadvantage, as it goes hand-in-hand with a potential reduction of zinc oxide for its vaporization as metallic zinc. Furthermore, this does not influence the silver extraction, where the oxygen partial pressure is of minor significance.
In the context of minimizing the operational costs of the process, the substitution of required additives (e.g., chlorine carriers in this case) is also a factor. This was investigated in [11], describing a possible combined treatment of two residues, one of them carrying chlorine as a constituent, along with electric arc furnace dust.
Author Contributions
S.S. conceived, designed and performed the experiments/calculations; J.A. contributed the calculation tool; S.S. and J.A. analyzed the data; S.S. wrote the paper.
Acknowledgments
The authors want to thank the Austrian Research Promotion Agency (FFG) and the Federal Ministry of Science, Research and Economy (BMWFW) for the financial support of this research activity (FFG project number: 844725).
Conflicts of Interest
The authors declare no conflict of interest.
References
- European Commission: Report on Critical Materials for the EU. Available online: http://ec.europa.eu/DocsRoom/documents/10010/attachments/1/translations/en/renditions/native (accessed on 24 November 2017).
- Pawlek, F. Metallhüttenkunde; Walter de Gruyter: Berlin, Germany, 1983; ISBN 3-11-007458-3. [Google Scholar]
- Unger, A. Charakterisierung und Evaluierung von Rückständen aus der Primären Hydrometallurgischen Zinkgewinnung. Master’s Thesis, Montanuniversität Leoben, Leoben, Austria, 2011. [Google Scholar]
- Sinclair, R.J. The Extractive Metallurgy of Zinc; AusIMM, Carlton, Vic.: Carlton, Australia, 2005; ISBN 1-92080634-2. [Google Scholar]
- Nitzert, M.R. Beitrag zur Thermischen Aufarbeitung von Jarosit und Weiteren Zinklaugungsrückstände im Gleichstromelektroreduktionsofen. Ph.D. Thesis, Technical University Aachen, Aachen, Germany, 1986. [Google Scholar]
- Röpenack, A. Jarositfällung: Die Bedeutung der Eisenfällung für die hydrometallurgische Zinkgewinnung. Erzmetall 1978, 32, 272–276. [Google Scholar]
- Frost, R.L.; Wills, R.A.; Weier, M.L.; Musumeci, A.W.; Martens, W. Thermal decomposition of natural and synthetic plumbojarosites: Importance in “archeochemistry”. Thermochim. Acta 2005, 432, 30–35. [Google Scholar] [CrossRef] [Green Version]
- Graf, G.; Ullmann, Z. Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 2003; Volume A28, pp. 509–530. [Google Scholar]
- Dutrizac, J.E.; Jambor, J.L. Jarosites and Their Application in Hydrometallurgy. Rev. Mineral. Geochem. 2000, 40, 405–452. [Google Scholar] [CrossRef]
- Patiño, F.; Salinas, E.; Cruells, M.; Roca, A. Alkaline decomposition–cyanidation kinetics of argentian natrojarosite. Hydrometallurgy 1998, 49, 323–336. [Google Scholar] [CrossRef]
- Salinas, E.; Roca, A.; Cruells, M.; Patiño, F.; Córdoba, D.A. Characterization and alkaline decomposition–cyanidation kinetics of industrial ammonium jarosite in NaOH media. Hydrometallurgy 2001, 60, 237–246. [Google Scholar] [CrossRef]
- Wegscheider, S.; Steinlechner, S.; Leuchtenmüller, M. Innovative Concept for the Recovery of Silver and Indium by a Combined Treatment of Jarosite and Electric Arc Furnace Dust. JOM 2016, 69, 388–394. [Google Scholar] [CrossRef]
- Wyslouzil, D.M.; Salter, R.S. Silver leaching fundamentals. In Lead-Zinc '90 Proceedings of a World Symposium on Metallurgy and Environmental Control; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 1990; pp. 87–105. [Google Scholar]
- Huang, Z. The recovery of silver and scare elements at Zhuzhou smelter. In Lead-Zinc '90 Proceedings of a World Symposium on Metallurgy and Environmental Control; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 1990; pp. 239–250. [Google Scholar]
Figure 1.
Flow sheet of zinc production by roasting, neutral- and hot-acid leaching, and electrowinning [2,3]. NLR: neutral leaching residue.

Figure 2.
Vapor pressures for selected indium (blue lines) and silver compounds (red lines) as a function of temperature.
Figure 2.
Vapor pressures for selected indium (blue lines) and silver compounds (red lines) as a function of temperature.

Figure 3.
(a) Predominance diagram (Tpp) for the system O-Cl-In at four O2(g) partial pressures (green: 1 × 10−15 bar; yellow: 1 × 10−10 bar; red: 1 × 10−5 bar; blue: 0.21 bar;) (b) Predominance diagram (Tpp) for the system O-Cl-Ag at a O2(g) partial pressures of 0.21 bar.
Figure 3.
(a) Predominance diagram (Tpp) for the system O-Cl-In at four O2(g) partial pressures (green: 1 × 10−15 bar; yellow: 1 × 10−10 bar; red: 1 × 10−5 bar; blue: 0.21 bar;) (b) Predominance diagram (Tpp) for the system O-Cl-Ag at a O2(g) partial pressures of 0.21 bar.

Figure 4.
(a) Predominance diagram (Lpp) for the system O-Cl-In at three temperatures (green: 700 °C; yellow: 900 °C; red: 1100 °C) (b) Predominance diagram (Lpp) for the system O-Cl-Ag at three temperatures (green: 700 °C; yellow: 900 °C; red: 1100 °C).
Figure 4.
(a) Predominance diagram (Lpp) for the system O-Cl-In at three temperatures (green: 700 °C; yellow: 900 °C; red: 1100 °C) (b) Predominance diagram (Lpp) for the system O-Cl-Ag at three temperatures (green: 700 °C; yellow: 900 °C; red: 1100 °C).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Residue | Content | Quantity Dry | Moisture | Quantity Moist | |||
|---|---|---|---|---|---|---|---|
| Adherent | Chem. Bound | Total | |||||
| Fe (wt. %) | Zn (wt. %) | (kg/t Zn) | (kg H2O/t Zn) | (wt. %) | (kg/t Zn) | ||
| Hematite | 57–60 | 1 | 245 | 27 | 0 | 10 | 272 |
| Goethite | 34–40 | 8.5–13 | 370 | 250 | 24 | 43 | 637 |
| Jarosite | 29 | 2–6 | 520 | 350 | 47 | 44 | 907 |
Table 2.
Typical elemental analysis of a jarosite sample [12].
Table 2.
Typical elemental analysis of a jarosite sample [12].
| Element | Concentration (wt. %) | Method |
|---|---|---|
| Ag | 0.018 | DIN EN ISO 11885 |
| In | 0.023 | DIN EN ISO 11885 |
| Fe | 27.1 | DIN EN ISO 11885 |
| Zn | 6.5 | DIN EN ISO 11885 |
| Pb | 6.2 | DIN EN ISO 11885 |
| S | 8.4 | DIN EN ISO 11885 |
| Cl | <0.1 | DIN 38405 D1-2 |
| F | 0.01 | DIN 38405 part 1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Steinlechner, S.; Antrekowitsch, J. Thermodynamic Considerations for a Pyrometallurgical Extraction of Indium and Silver from a Jarosite Residue. Metals 2018, 8, 335. https://doi.org/10.3390/met8050335
AMA Style
Steinlechner S, Antrekowitsch J. Thermodynamic Considerations for a Pyrometallurgical Extraction of Indium and Silver from a Jarosite Residue. Metals. 2018; 8(5):335. https://doi.org/10.3390/met8050335
Chicago/Turabian StyleSteinlechner, Stefan, and Jürgen Antrekowitsch. 2018. "Thermodynamic Considerations for a Pyrometallurgical Extraction of Indium and Silver from a Jarosite Residue" Metals 8, no. 5: 335. https://doi.org/10.3390/met8050335
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.