1. Introduction
The P91 steel grade is a widely used material in power-plant header applications, such as heavy-section boiler components, heat exchangers, piping and tubing, etc. The interest in this ferritic–martensitic steel arises mainly due to its high creep strength and toughness at elevated temperatures, enhanced oxidation and corrosion resistance, low thermal expansion coefficient and low cost as compared to other high-temperature alloys [
1]. Due to its outstanding characteristics, this material has been extensively investigated in the past few years. The research has mainly focused on the thermomechanical processing of the microstructure under high temperature, which determines the high-temperature creep and fatigue performance in both thermal and nuclear power-generation applications [
1,
2,
3,
4,
5,
6,
7,
8,
9].
One of the aspects which has been investigated to a much lesser extent is that concerning the formulation of the constitutive description of this material during deformation under hot-working conditions. Such relationships are of fundamental importance in numerical behaviour and the optimisation of industrial hot-working operations employed in the manufacturing of high-temperature components by means, for example, of the Mannesmann process for the production of seamless tubes. In such a process, the material is pre-heated in the temperature range of 1200–1280 °C and, due to deformational heating, it can achieve up to approximately 1300 °C. In addition, according to the literature and the preliminary finite element (FE) simulations conducted by the authors, the applied strain could vary in the range of 5 to 10 and the strain rate in the span of 40–50 s
−1 [
10]. Thus, it can be clearly observed that the manufacturing of such components is conducted under severe transient deformation conditions and, therefore, the prediction of flow stress, work-hardening and work-softening rates has to be carried out on the basis of valid state parameters.
Concerning the analysis of the constitutive description of the P91 steel under hot-working conditions, Samantaray and co-workers [
11] have conducted an investigation in order to compare the capability of the Johnson–Cook (JC), modified Zerilli–Armstrong (ZA), and strain-compensated Arrhenius-type (SCAT) constitutive models for representing the elevated temperature flow behaviour of a modified 9Cr-1Mo steel, by means of hot compression tests. These authors concluded that both the ZA and SCAT models were able to provide a good description of the experimental data, although the SCAT model seemed to be more accurate due to the higher number of material constants involved in the formulation.
In subsequent investigations on the same alloy, Samantaray and co-workers [
12], described the effects of temperature and strain rate on deformation behaviour by assuming that the Zener–Hollomon parameter and the different constants involved in the hyperbolic sine relationship were a function of the applied strain through simple parametric relationships. According to their results, the apparent activation energy for hot deformation of this material could vary between 369 kJ∙mol
−1 and 391 kJ∙mol
−1 in the course of plastic deformation. Krishnan et al. [
13], despite using similar parametric relationships for a temperature range of 1173–1373 K, presented an apparent activation energy value slightly higher, also dependent on the plastic deformation which could fluctuate between 395 kJ∙mol
−1 and 465 kJ∙mol
−1.
Samantaray et al. [
14] conducted a further analysis analysis of the hot workability of the P91 alloy when the material is deformed in the temperature range of 1123–1373 K at strain rates in the span of 0.001–10 s
−1. According to their results, based on the so-called dynamic materials model approach, the apparent activation energy for hot deformation in the optimum domain is of approximately 400 kJ∙mol
−1.
Further research on the constitutive formulation of the P91 alloy under hot-working conditions led Samantaray and co-workers [
15] to the development of a strain-dependent rate equation for the evaluation of processing conditions on the hot-deformation behaviour of this alloy. More recent work conducted by the same research group [
16] involved the analysis of the flow-stress data of the P91 steel on the basis of the Dorn power-law equation and by introducing the concept of resisting stress to dislocation motion. In this analysis, the authors also evaluated the different parameters involved in the rate equation employed for the computation of the stress, at different applied strains.
In a recent investigation, Li and Ma [
17] developed the constitutive formulation of a 30Cr-2Ni-4Mo-V steel grade. The constitutive description was based on the integrated expression of the Estrin–Mecking work-hardening law and its modified form, which takes into account flow softening due to dynamic recrystallization (DRX). In the latter, the volume fraction recrystallized dynamically, and (
) is computed as a function of the strain applied. The effect of deformation temperature and strain rate were introduced in the analysis by means of the hyperbolic sine relationship, by assuming that the pre-exponential constant varies with deformation temperature.
The above account clearly shows that, although important contributions have been made toward describing in a precise manner the flow stress of the P91 steel and other steel grades employed in high-temperature applications, most of the proposed formulations are based on the use of different relationships, whose parameters are expressed as a function of the strain applied to the material, or in which the flow stress is given in the form of integrated equations, also as a function of strain. In spite of the fact that these formulations could provide a satisfactory description of the flow stress when the material is deformed under constant conditions of temperature and strain rate, their applicability for modelling industrial deformation processes, which occur under severe transient deformation conditions, would be limited.
Therefore, the present investigation has been conducted in order to formulate, for the first time, a more general constitutive description, able to predict accurately the flow stress and work-hardening and work-softening rates of the P91 steel either under constant and transient deformation conditions. In such a formulation, the flow stress of this steel grade is independent of the strain applied to the material, which is not a valid state parameter. On the contrary, it is computed recursively, from its previous value and as a function of the current values of deformation temperature and strain rate during each strain interval in the course of plastic deformation, from the corresponding expression of the work-hardening rate of the material. The different constants involved in the analysis are determined in a systematic and rational manner from the experimental values of the flow-stress and deformation conditions. The formulation is then validated by means of hot-compression tests conducted under both constant and transient loading conditions, involving a wide range of temperature and strain rate. The formulation is subsequently implemented in the commercial FE computer code FORGE® (NxT 2.1, Transvalor S.A., Mougins, France) in order to model the deformation behaviour of the material under hot axisymmetric compression conditions.
4. Experimental Results
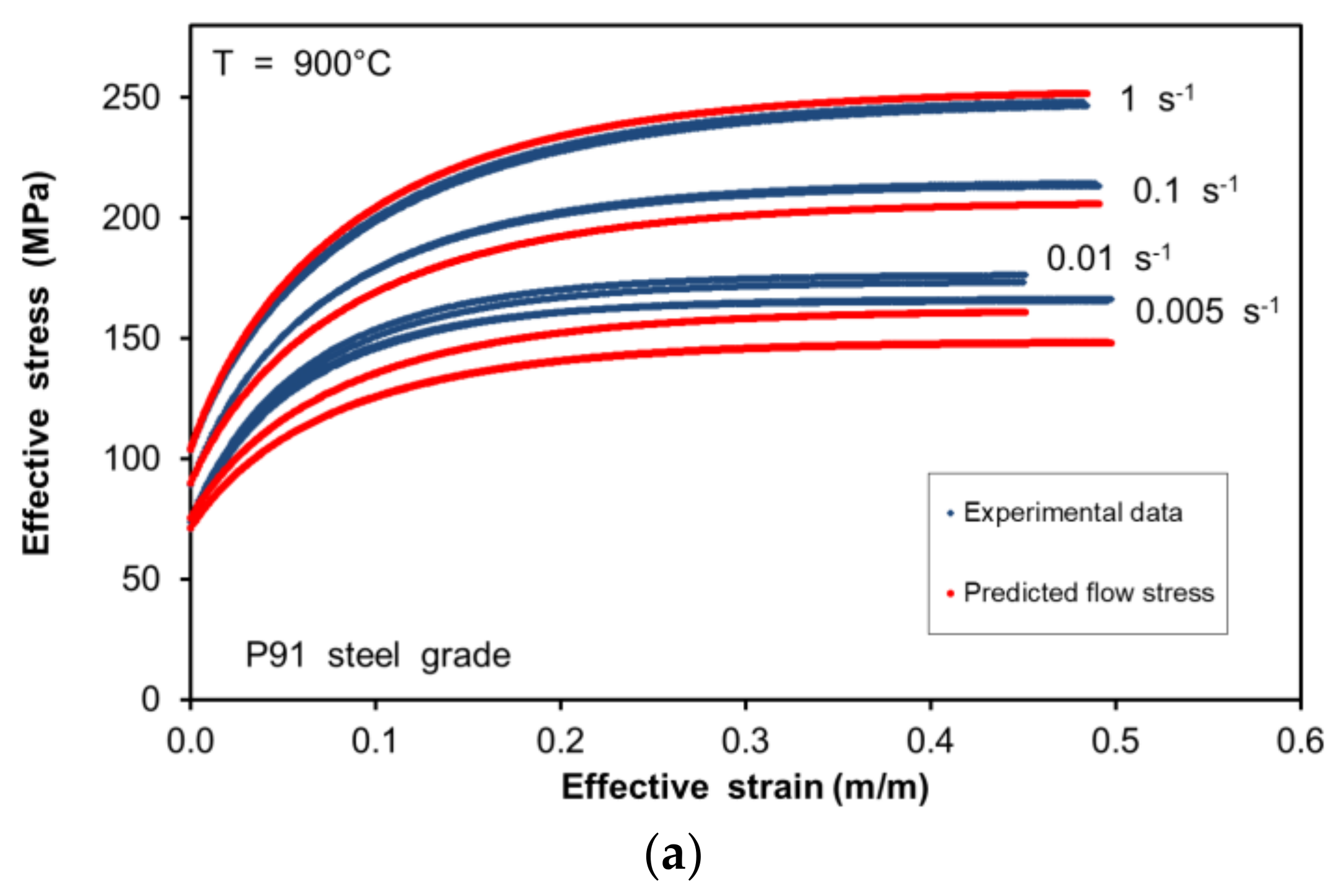
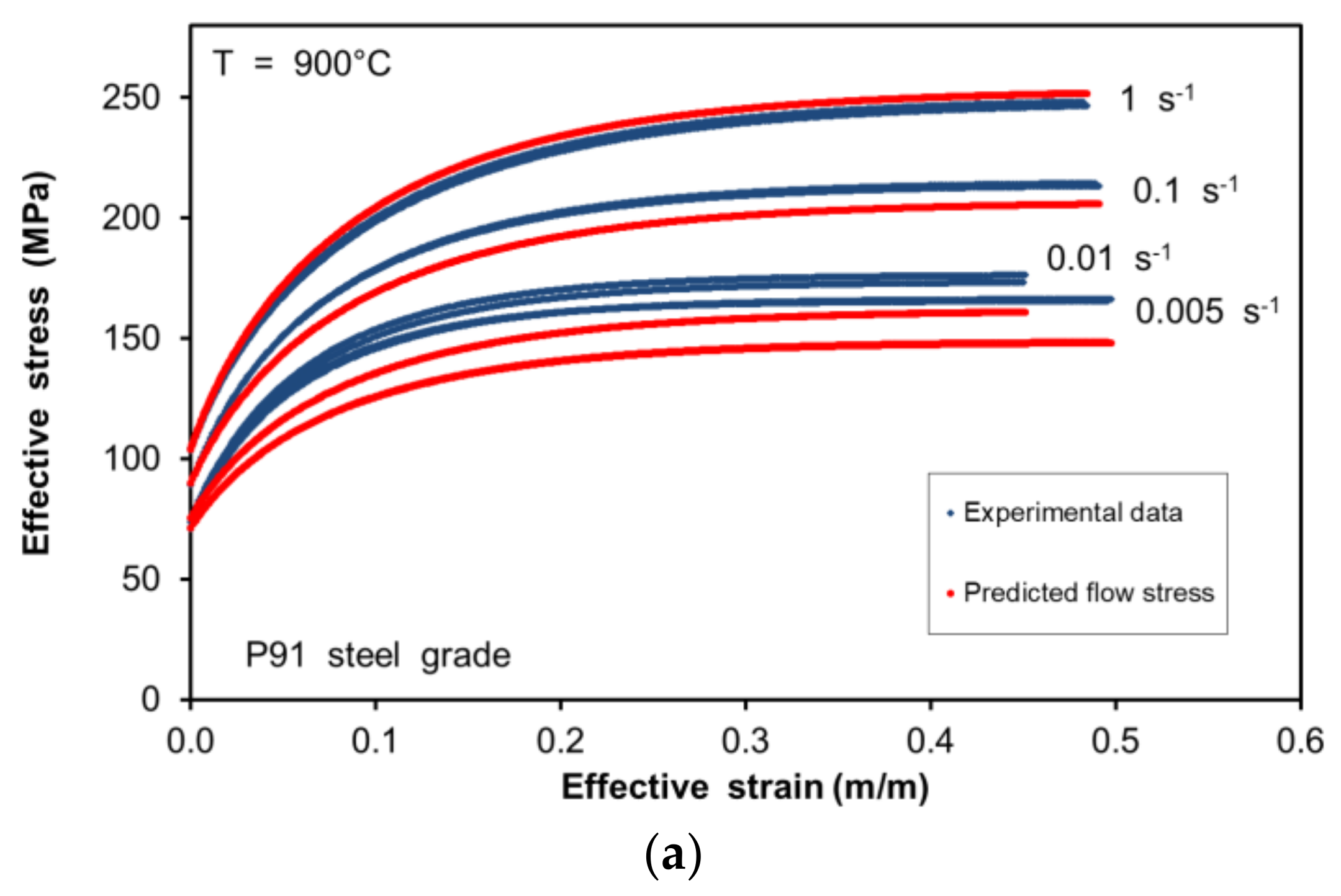
The experimental stress–strain curves obtained from the axisymmetric compression tests under the deformation conditions presented in the previous section are illustrated in
Figure 2. All curves present an initial WH transient stage and, depending on the dynamic restoration mechanism prevailing afterwards, the flow stress curves tend to achieve a saturation value (DRV) or to reach a peak value followed by the work softening of the material (DRX), which exhibits a final steady state stress value.
According to the results in the indicated plots, at temperatures lower than 950 °C only DRV is present and thus all the curves reach a saturation stress value. This stress parameter is dependent on strain-rate and temperature conditions through the Zener–Hollomon parameter Z, being higher when the strain rate is increased or the temperature decreased.
However, under temperatures higher than 950 °C, both DRV and DRX dynamic restoration mechanisms are present depending on the strain rate conditions under which the deformation is conducted. This clearly indicates that the Z value is crucial for the definition of the flow-stress and microstructural changes taking place during the hot deformation of the material. Therefore, a critical Zc value must be determined in order to associate the deformation conditions (strain rate and temperature) with the prevailing restoration mechanisms.
In the present study, from the analysis under constant deformation conditions, all the material-dependent parameters presented in the description of the constitutive model are determined.
As pointed out in the introductory section, among the material-dependent parameters the apparent activation energy for hot deformation of the material
Q is of fundamental importance. In fact, it directly influences the value of
Z, describing the deformation conditions and thus all the stress parameters considered in the constitutive model description. Although previous studies for the P91 steel used
Q values that vary in the course of plastic deformation for an accurate description of the flow stress [
13], in the present study a single value of
Q is sufficient for the description of the flow stress under all evaluated deformation conditions.
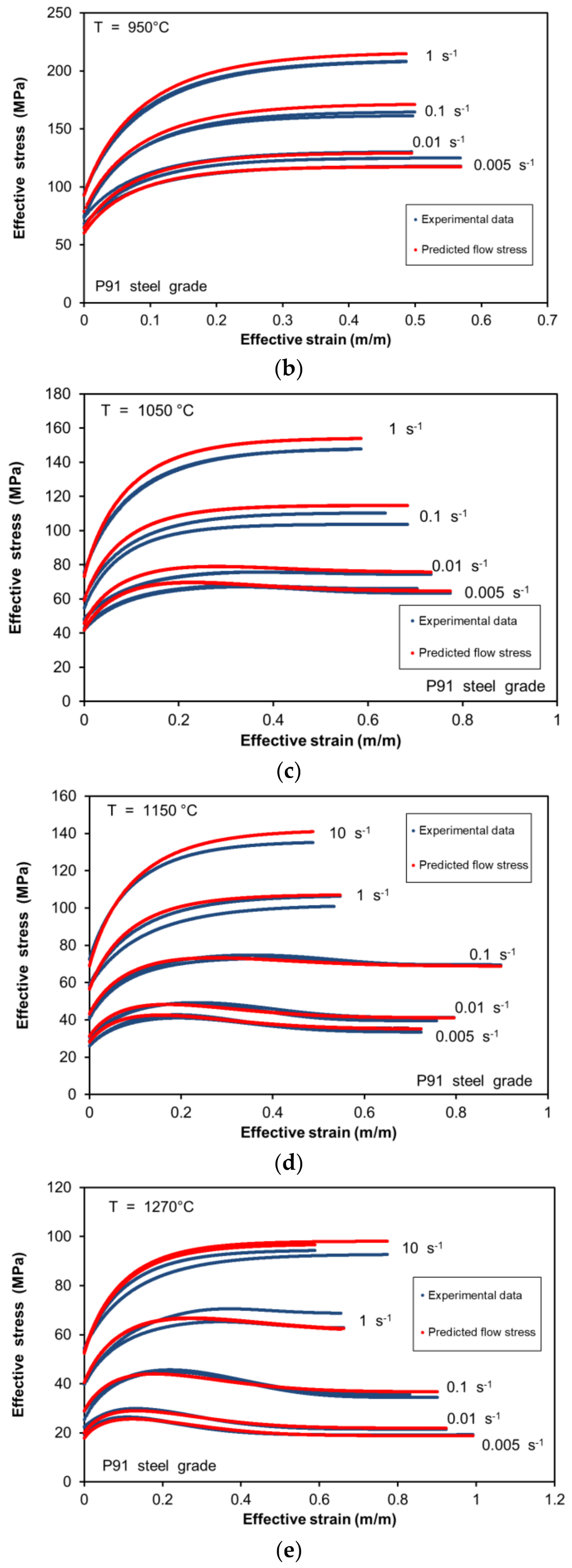
The determination of the
Q value is based on the procedure reported for other materials [
20,
21,
26,
27,
30] which, according to Luton and Sellars [
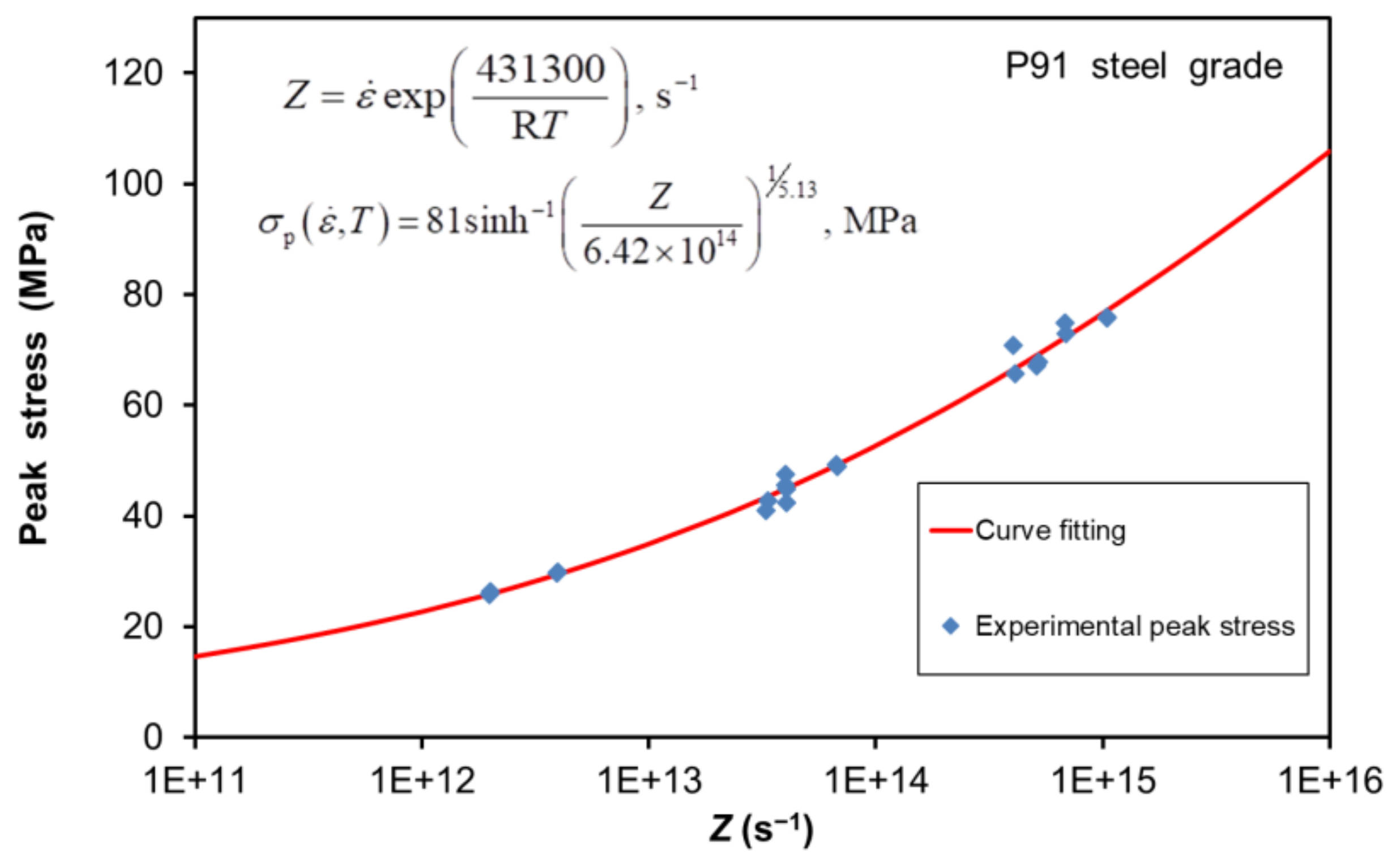
31], allows the determination of its magnitude from the dependence of the peak stress on the temperature and strain rate. This procedure is illustrated in
Figure 3, giving as a result a confident
Q value of approximately 431.7 kJ∙mol
−1. The magnitude determined is slightly higher than the previous values reported by Samantaray et al. for the P91 steel, who observed a maximum value of 391 kJ∙mol
−1 [
12], whereas in a later study reported an optimum magnitude of about 400 kJ∙mol
−1 [
16]. However, this is in good agreement with the reported values of Krishnan et al. [
13], which varied between 395 kJ∙mol
−1 and 465 kJ∙mol
−1.
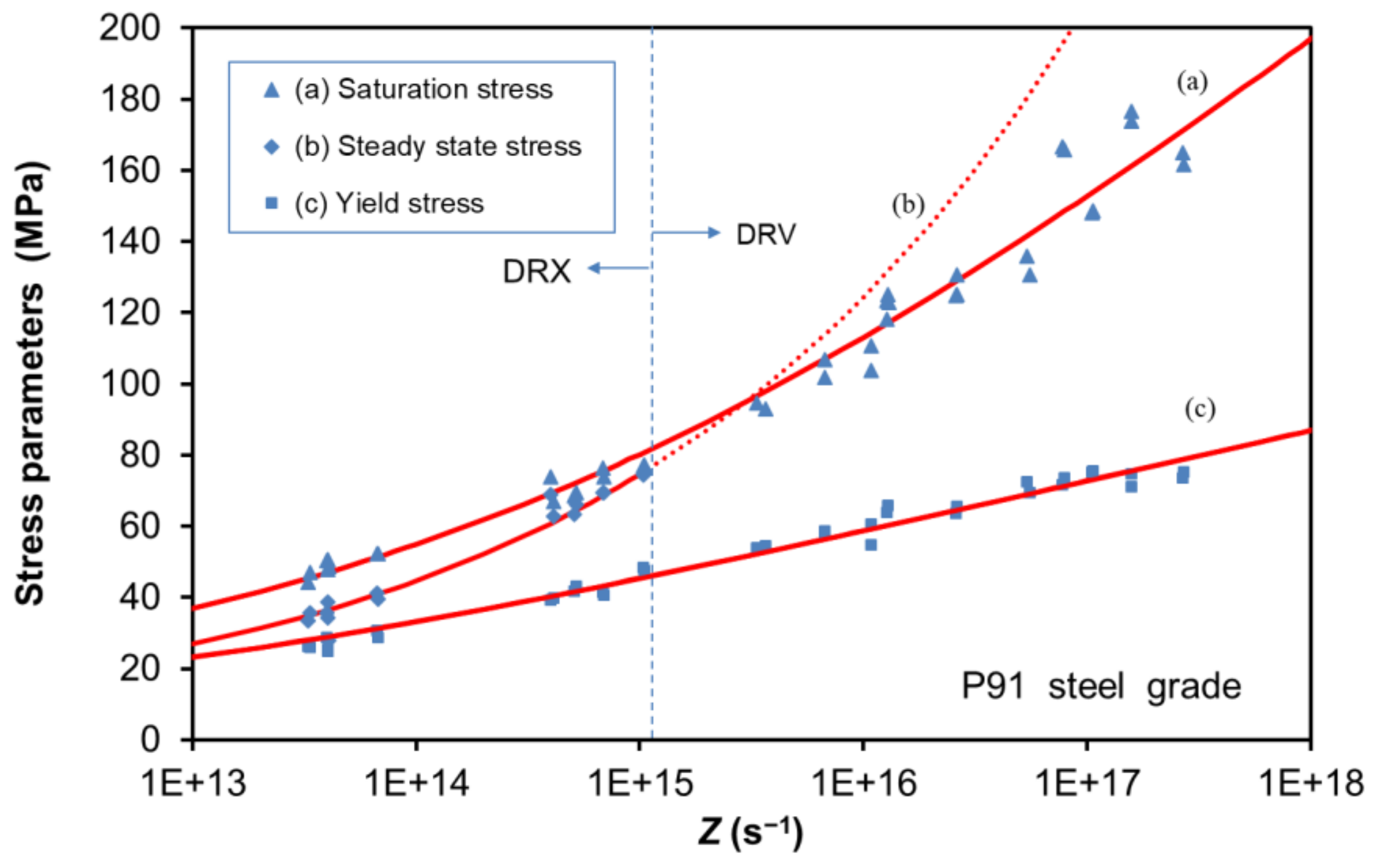
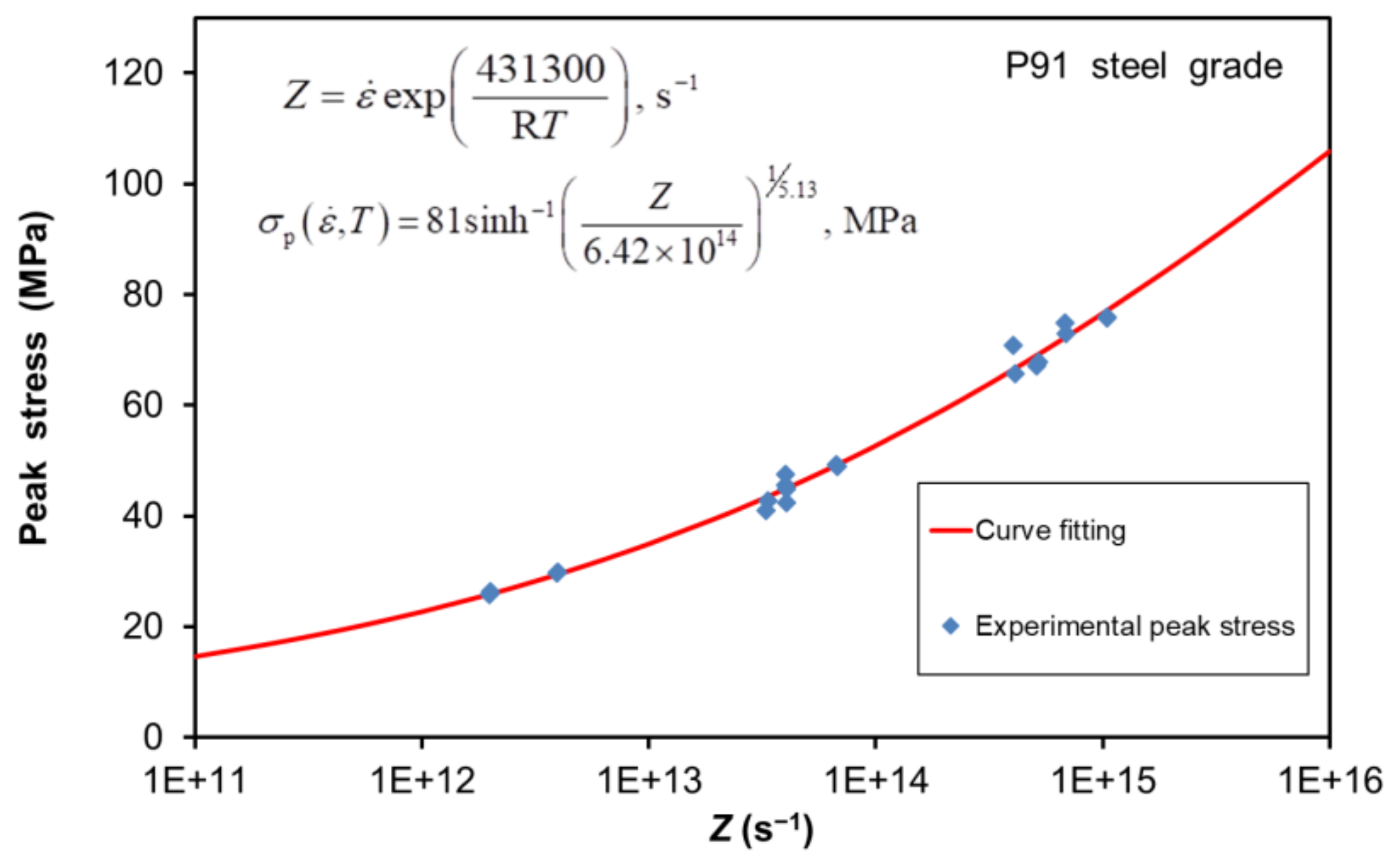
After the determination of the Q value, it is possible to identify the critical Zener–Hollomon parameter Zc, which defines the deformation conditions under which the material undergoes DRV () or if DRX is the prevailing restoration mechanism ().
When DRV is the only dynamic restoration mechanism, the description of the flow-stress curve is described by means of Equation (9), which implies that only three parameters ought to be determined, namely , and . However, whenever DRX prevails, Equation (19) defines the flow-stress curves, which besides the above parameters, requires the determination of , and .
Figure 4 illustrates the existing transition between restoration mechanisms depending on the
Z value.
In addition, under the same
Z basis the saturation, yield and steady-state stress values according to STG model are compared with the experimental data from the individual curves. When the
Z value increases, the stress parameters exhibit a similar behaviour, but in a clear non-linear trend. However, it can be appreciated how the STG model is capable of reproducing correctly the non-linear variation of these stress parameters with respect to temperature and strain rate through the
Z value, giving a good prediction under a wide range of deformation conditions. All the values of the parameters involved in the STG model for the definition of
,
and
are reported in
Table 2.
Another important aspect to be defined is the WH transient stage, which is directly related to the initial work-hardening rate
. The stress–strain curves presented in
Figure 2 illustrate that depending on the deformation conditions, the slope of the curves in the initial stage varies. Therefore,
is defined by Equation (11), being dependent on
Z and the temperature-dependent shear modulus. According to its definition, the
value tends to be higher as
Z increases, which agrees with the initial slopes of the experimental measured curves.
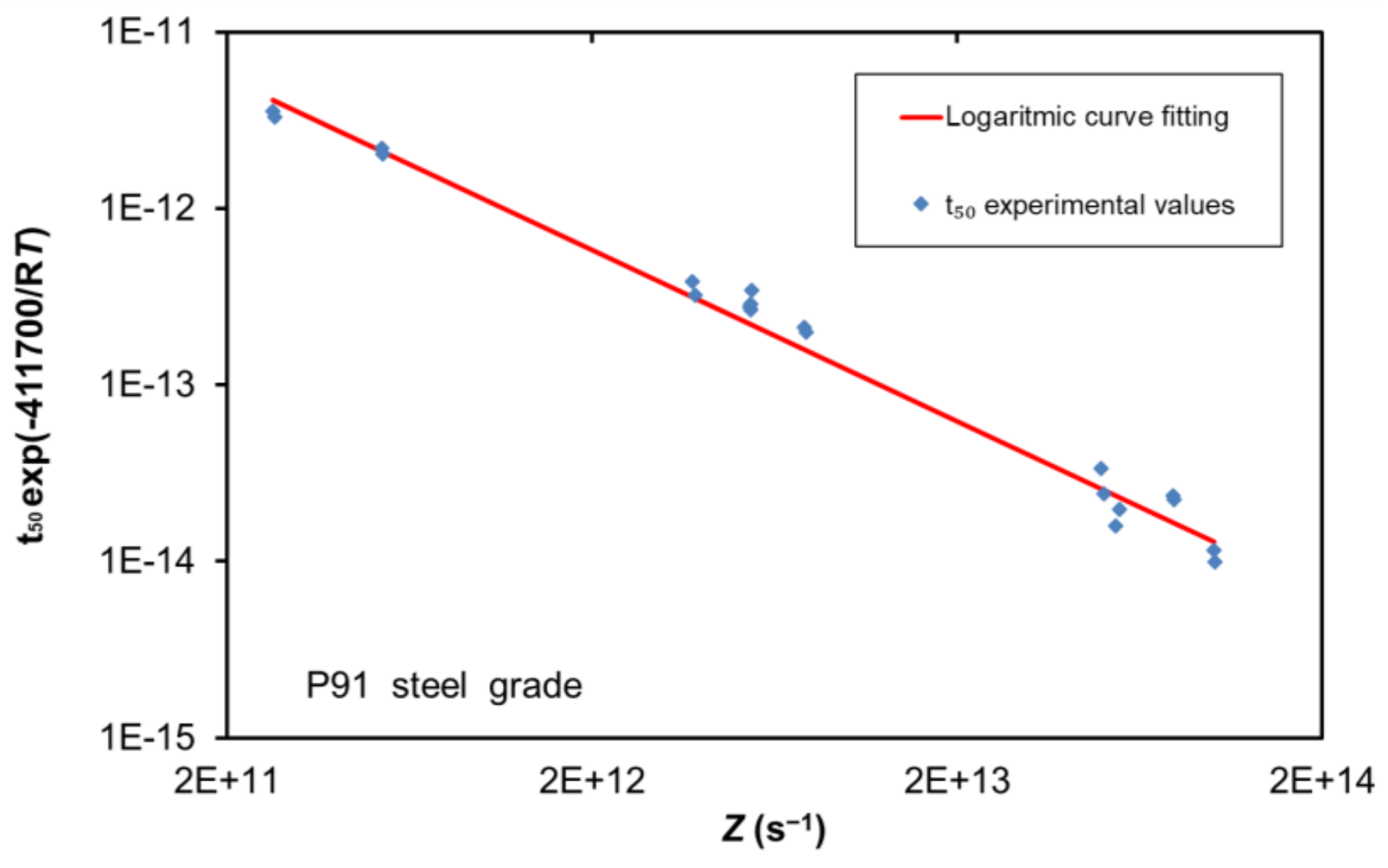
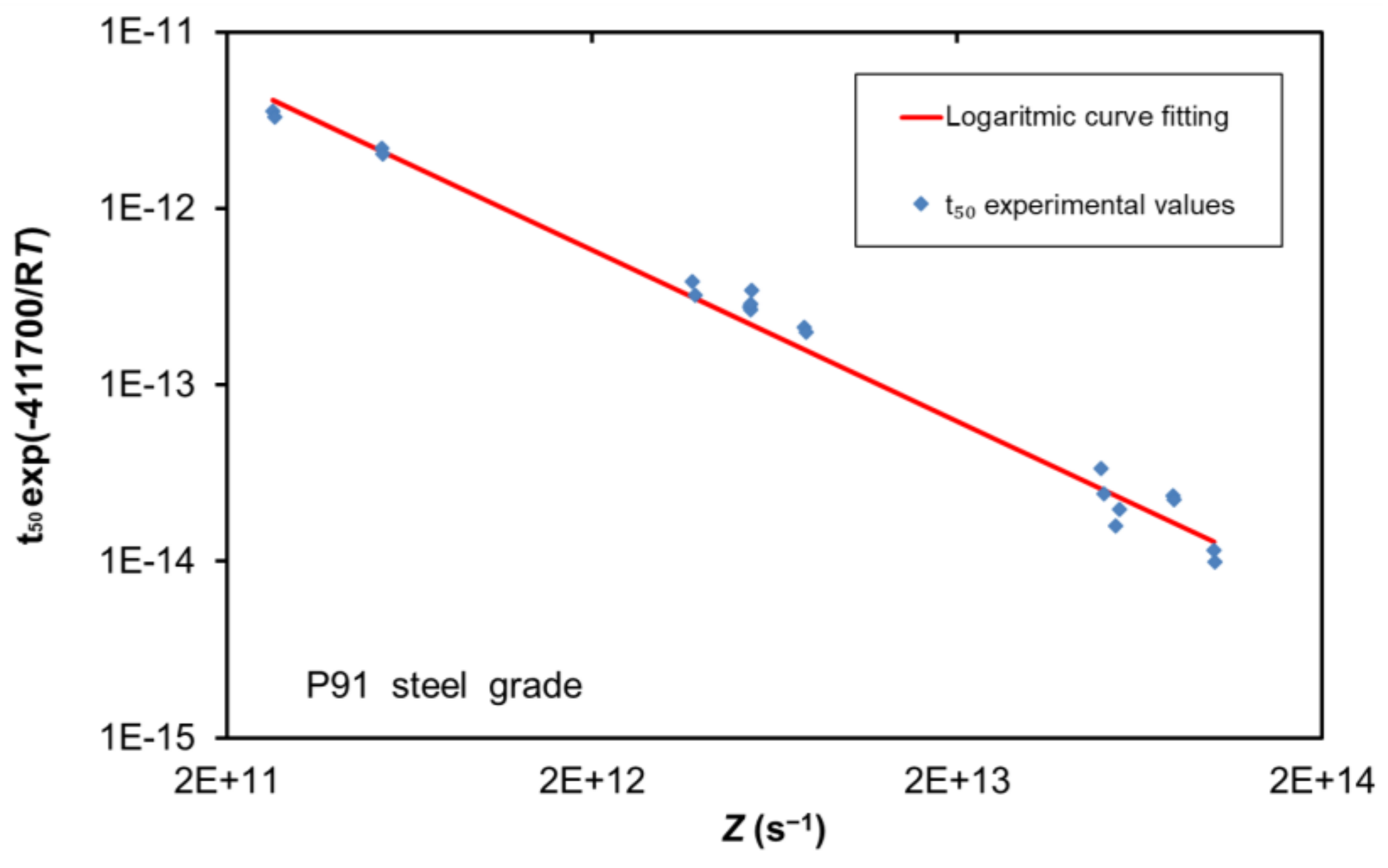
Finally, it is important to define correctly the DRX kinetics, through the determination of all the parameters involved in Equation (16), relative to the description of the time required for 50% DRX. The kinetics description is accomplished by the evaluation of all the material parameters under different deformation conditions as illustrated in
Figure 5. The calculated values are shown on the plot. It is remarkable that the value for the apparent activation energy for the initiation of DRX,
, presents a value of 411.7 kJ∙mol
−1 slightly lower than its analogous value for hot deformation.
The recrystallized fraction
can be evaluated subsequently by the determination of the Avrami exponent
, which is performed using a global least-squares optimisation procedure, yielding a final value of 2. This optimisation procedure is performed by the minimisation of the following sum of squares:
In the previous expression stands for the experimental stress value, is the calculated stress value under similar deformation conditions, and N is the total number of data values considered in the characterization of the P91 steel, which in this study reached approximately 32,000.
The predicted flow-stress values are shown in combination with its corresponding experimental values in
Figure 2, showing the capability of the constitutive model to describe the material behaviour under different deformation conditions.
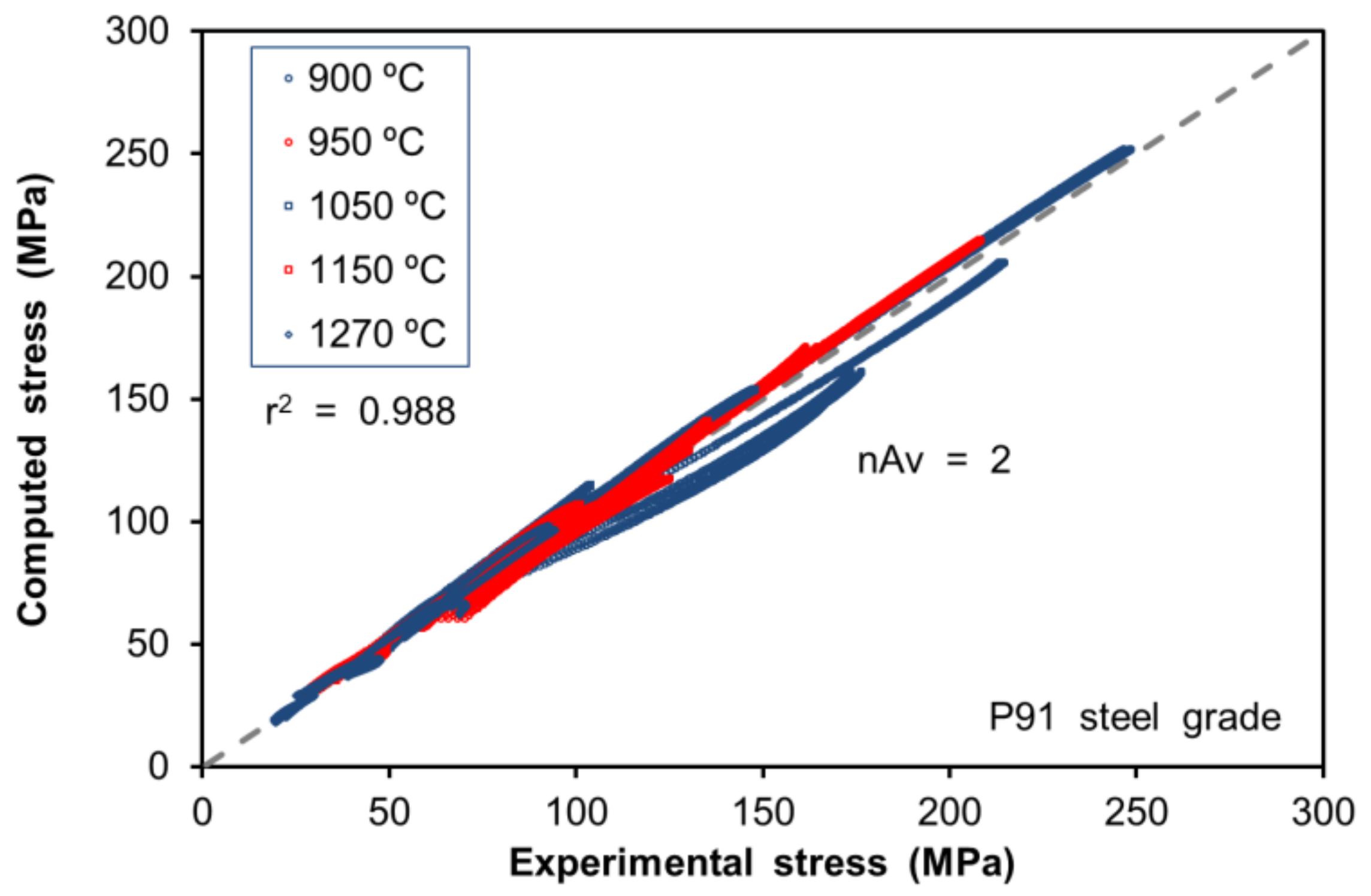
The accuracy of the proposed model has also been evaluated. To this aim, the calculated flow-stress values are directly compared with their corresponding experimental ones in
Figure 6.
There is a good correlation between the predicted and experimental values (
= 0.988), which, considering the high number of data points and wide range of temperatures and strain rates, illustrates the capability of the proposed constitutive model. The error of the proposed model is illustrated in
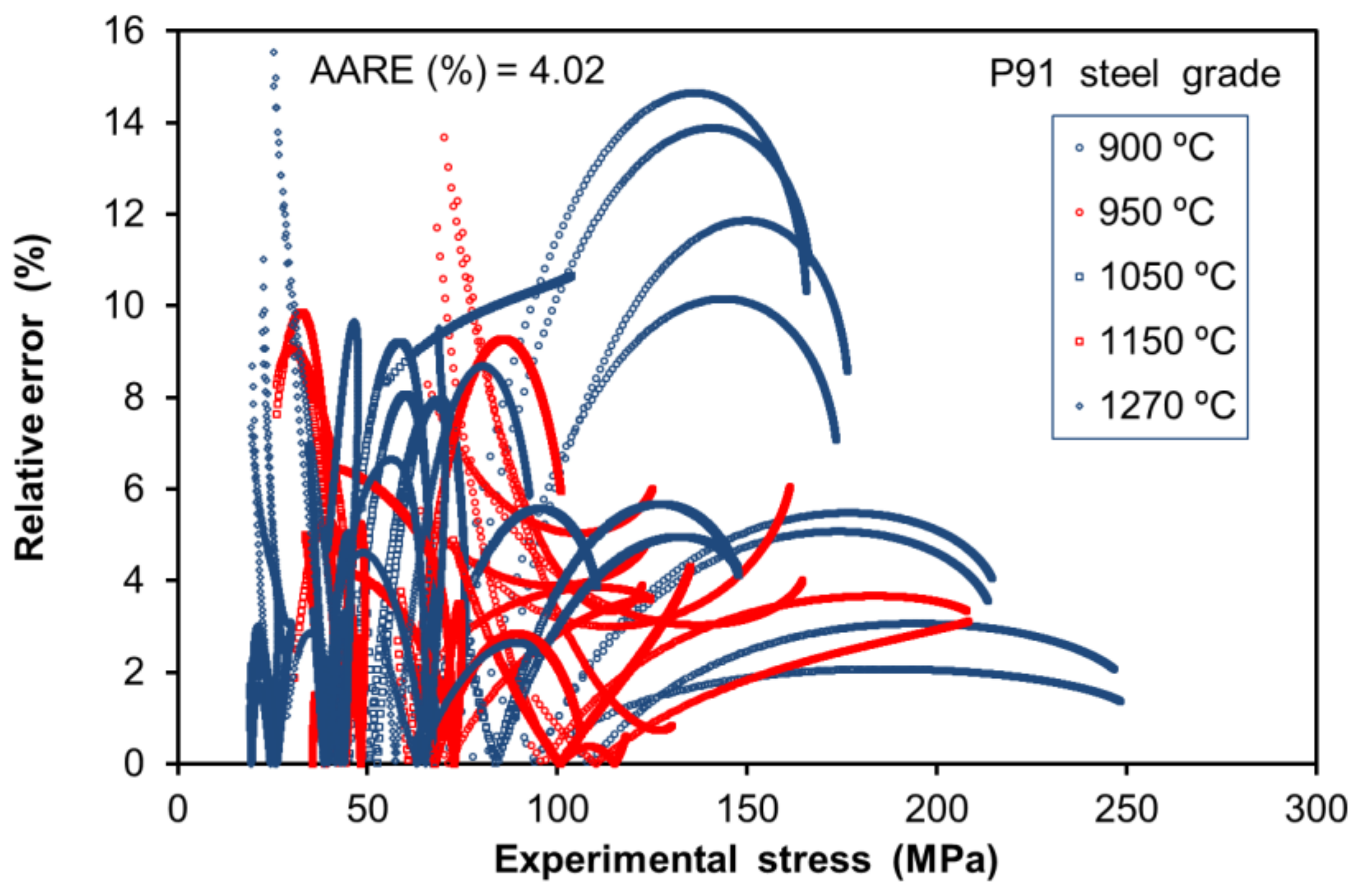
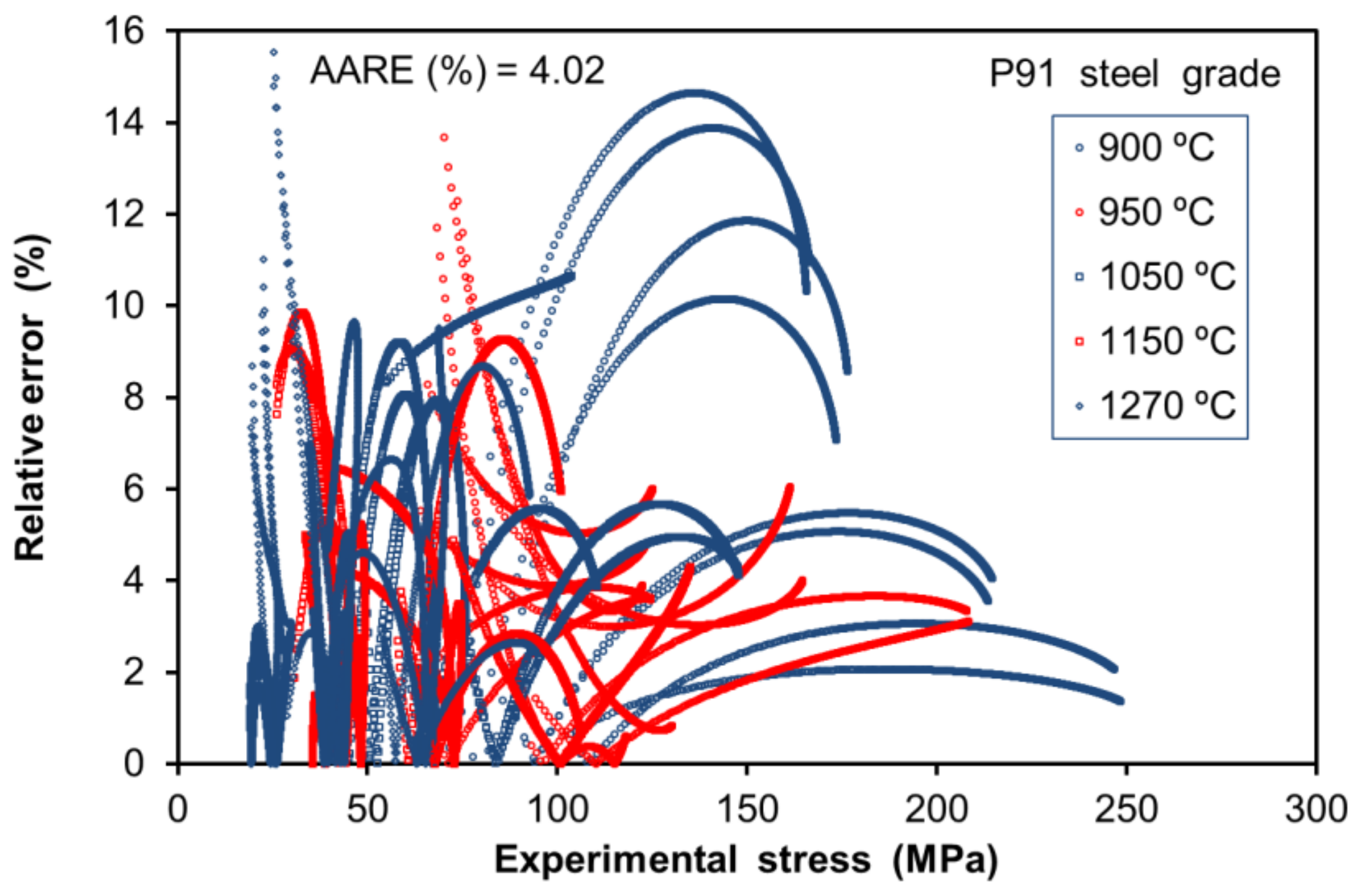
Figure 7, showing the change in relative error, defined by:
The maximum relative error (RE) value is lower than 16% and up to 94% of the predicted stress values show a RE value lower than 10%, which indicates the reliability of the proposed constitutive formulation. In addition, the average absolute relative error (AARE) is shown in
Figure 7, which is calculated as:
presenting a value of approximately 4%. As a result, it can be concluded that the model certainly reproduces the flow-stress values of P91 steel under a wide range of deformation conditions.
The results of the numerical implementation of the presented formulation in the FE software FORGE® are evaluated in the next section. Similarly, its potential under transient deformation conditions compared to other well-known constitutive formulations is assessed in the following section.
6. Discussion
The flow-stress behaviour of the P91 steel has been characterized from a set of axisymmetric compression tests, on the basis of both a phenomenological model and a physically-based incremental model under constant deformation conditions. In addition, the applicability of the physically-based formulation has been demonstrated in FE software.
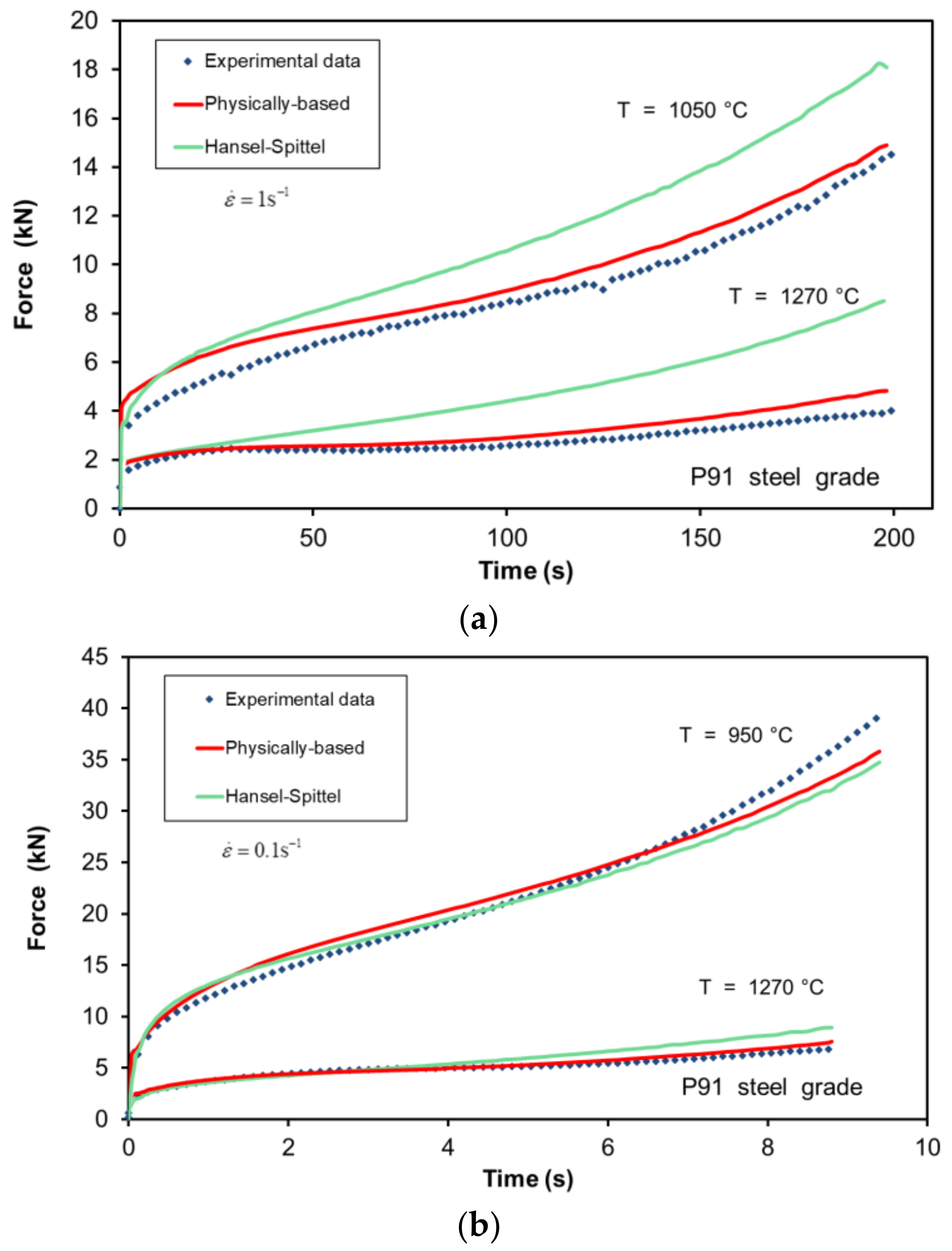
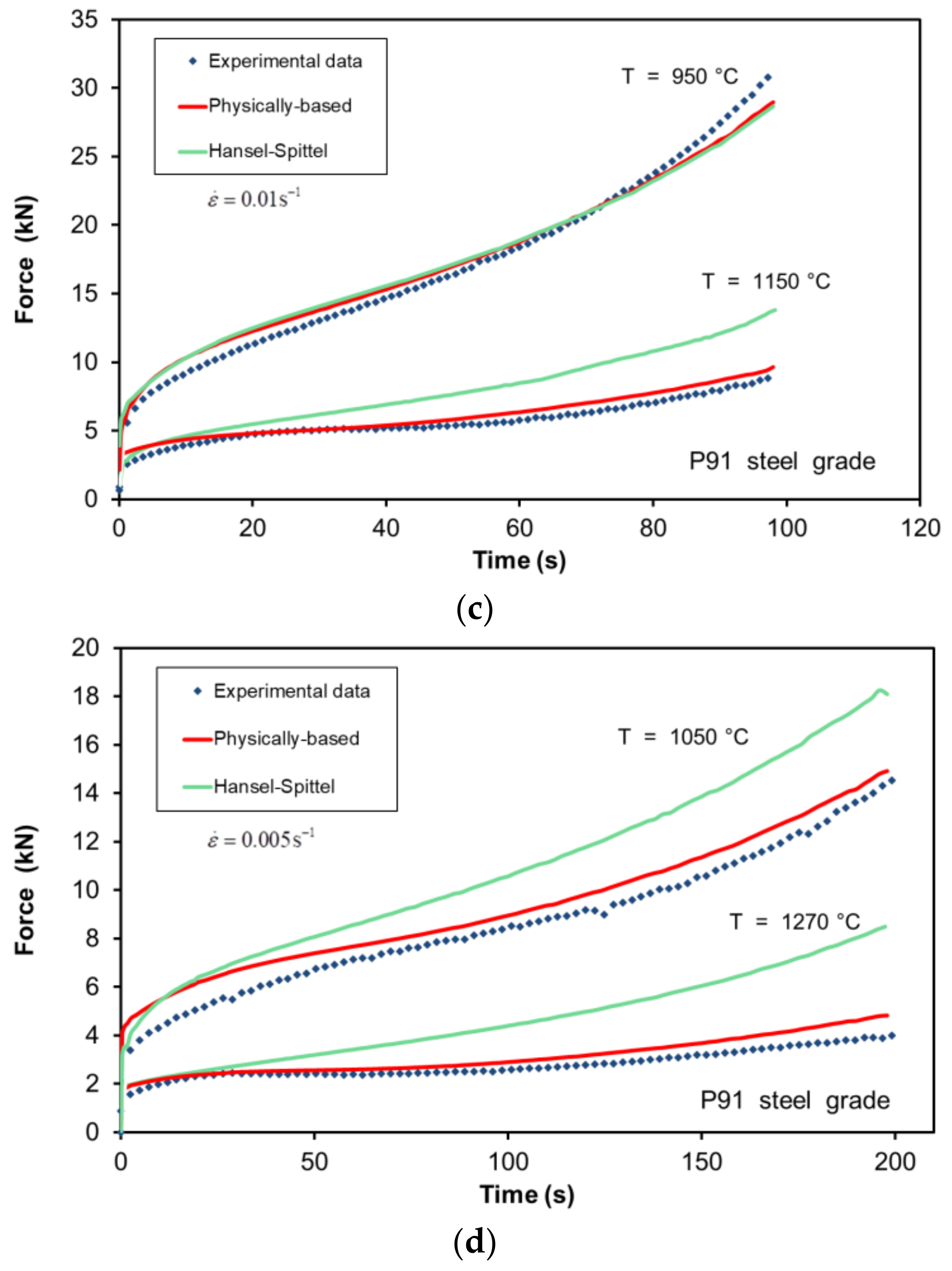
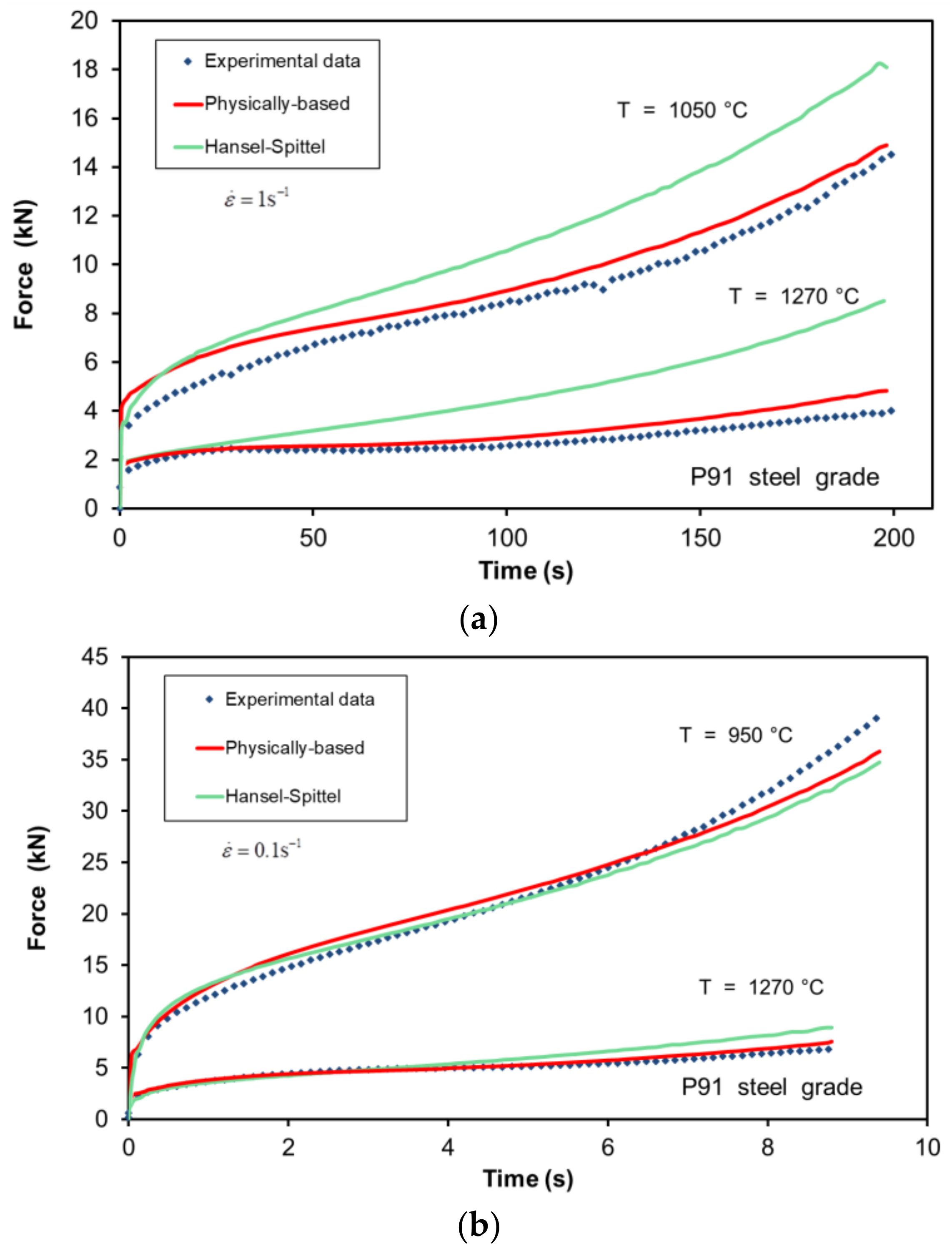
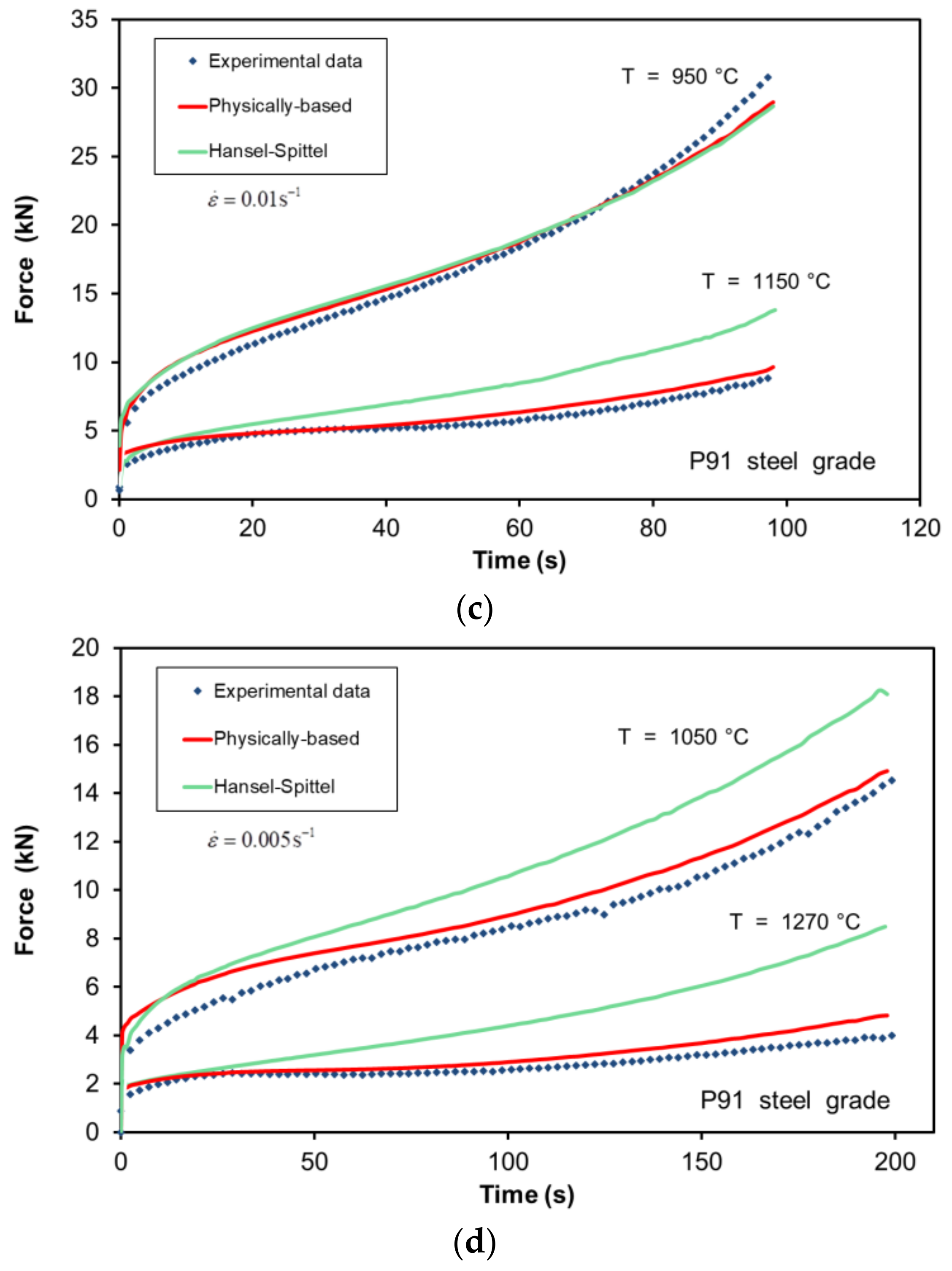
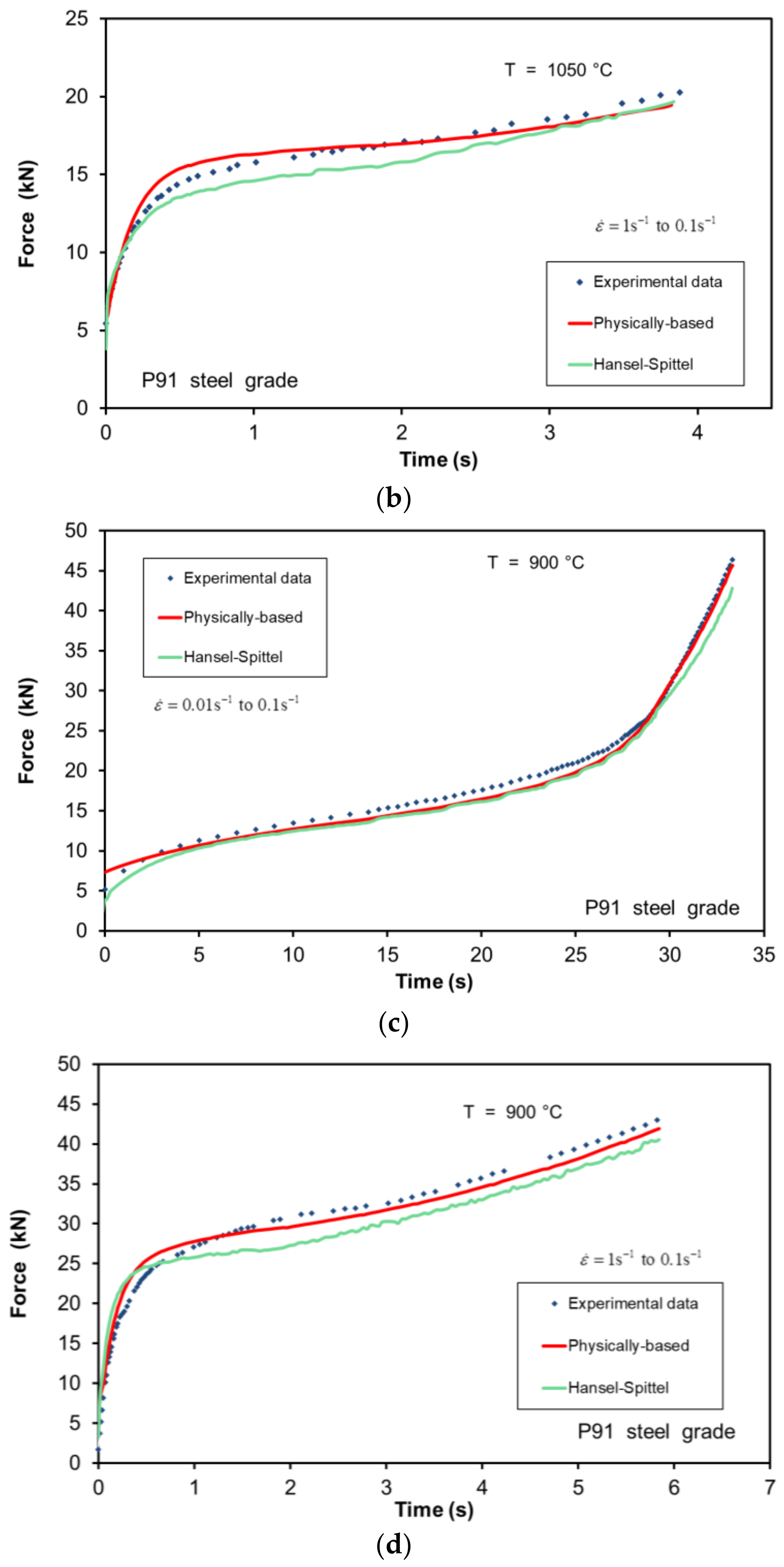
Figure 9 shows the comparison between both formulations in terms of force versus time under a wide range of temperatures and strain rates. In this section, the accuracy of both formulations is discussed on the basis of their differences.
The Zener–Hollomon parameter defines the deformation conditions under which a given dynamic restoration process prevails. On the one hand, in those simulations in which the
Z value is greater than 1.1 × 10
15 s
−1, like in
Figure 9a, the sample is subjected to an initial WH stage followed by DRV until the material reaches a saturation stress. This restoration mechanism prevails for temperatures lower than 950 °C and for higher temperatures if the strain rate is sufficiently high. As under these conditions there is no material softening due to DRX, both formulations can reproduce correctly the experimental force recorded during the compression tests. However, under deformation conditions in which both formulations are thought to be valid, the physically-based formulation continues to be more accurate than the Hansel–Spittel law.
On the other hand, when the
Z value is less than 1.1 × 10
15 s
−1, the prevailing restoration mechanism, besides DRV, is DRX and, therefore, the material softens. Due to its formulation, the Hansel–Spittel law is not capable of reproducing the work softening of the material. Therefore, the physically-based model gives better results under these deformation conditions. In
Figure 9d, due to the high temperature (up to 1270 °C), both curves show work softening and thus the force predicted by the Hansel Spittel law shows a higher deviation with respect to the experimental one.
Figure 9b,c illustrate two test sets in which DRV and DRX are present in each of them at a strain rate of 0.1 s
−1 and 0.01 s
−1, respectively. In both figures the experimental curve at a lower temperature represents the case in which DRV is the prevailing restoration mechanism and, as stated, the constitutive models present fewer appreciable differences. However, higher deviations are present in the curves corresponding to higher temperatures, as DRX is the main restoration mechanism and, as previously stated, the Hansel–Spittel law cannot reproduce it.
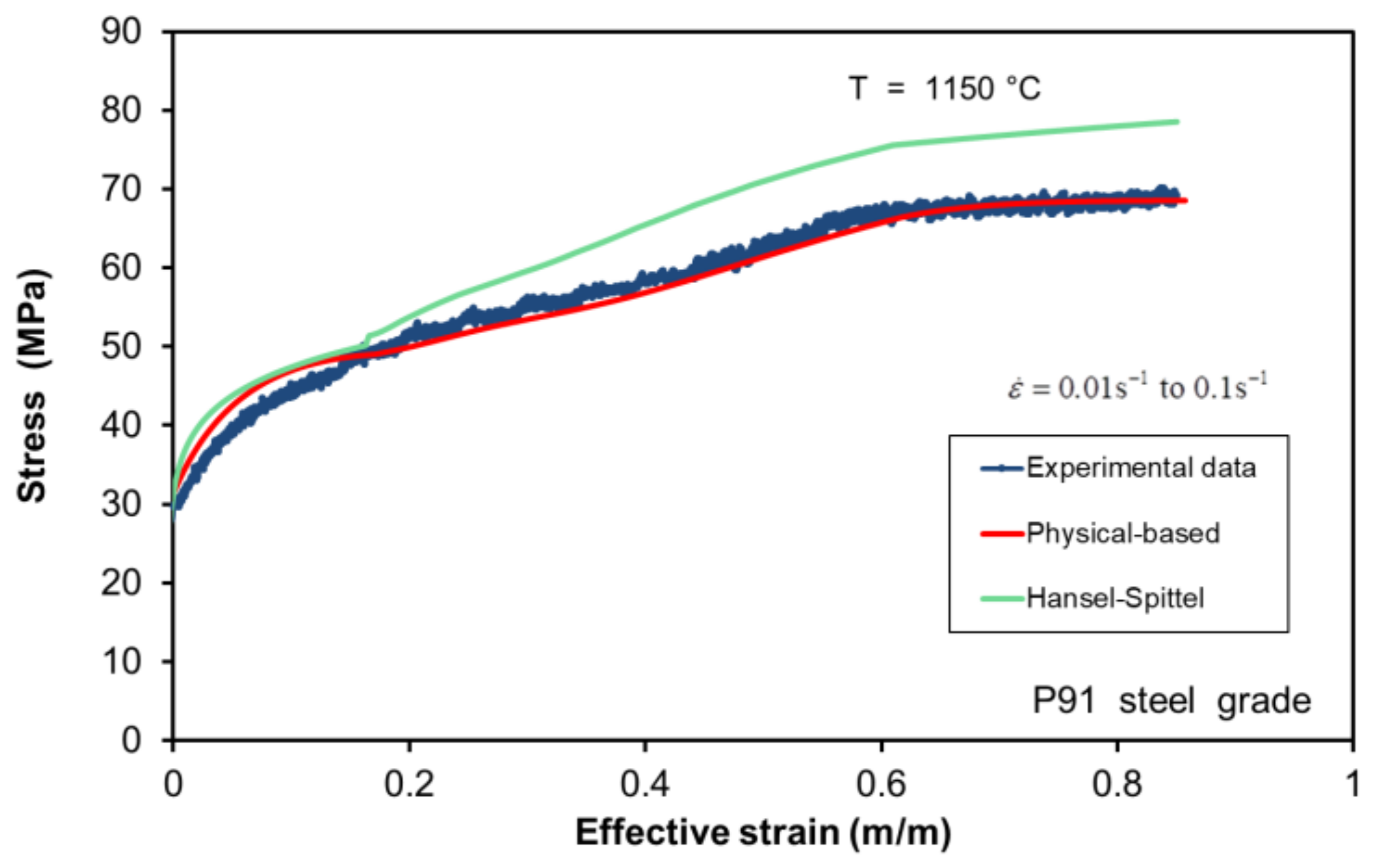
Another important aspect to be discussed is the feasibility of reproducing transient loading conditions with the considered constitutive models.
Figure 10 shows an experimental stress–strain curve at a constant temperature of 1150 °C and variable strain rate. The strain rate starts at 0.01 s
−1, keeping it constant up to an effective strain of 0.17, then it is progressively increased together with the strain up to 0.1 s
−1. This test shows that the Hansel–Spittel model cannot deal with transient deformation conditions and that it only shows an acceptable result when the strain rate is constant. During the transient stage, the flow stress shows a small step when the strain rate starts to increase and an abrupt variation when the strain rate reaches 0.1 s
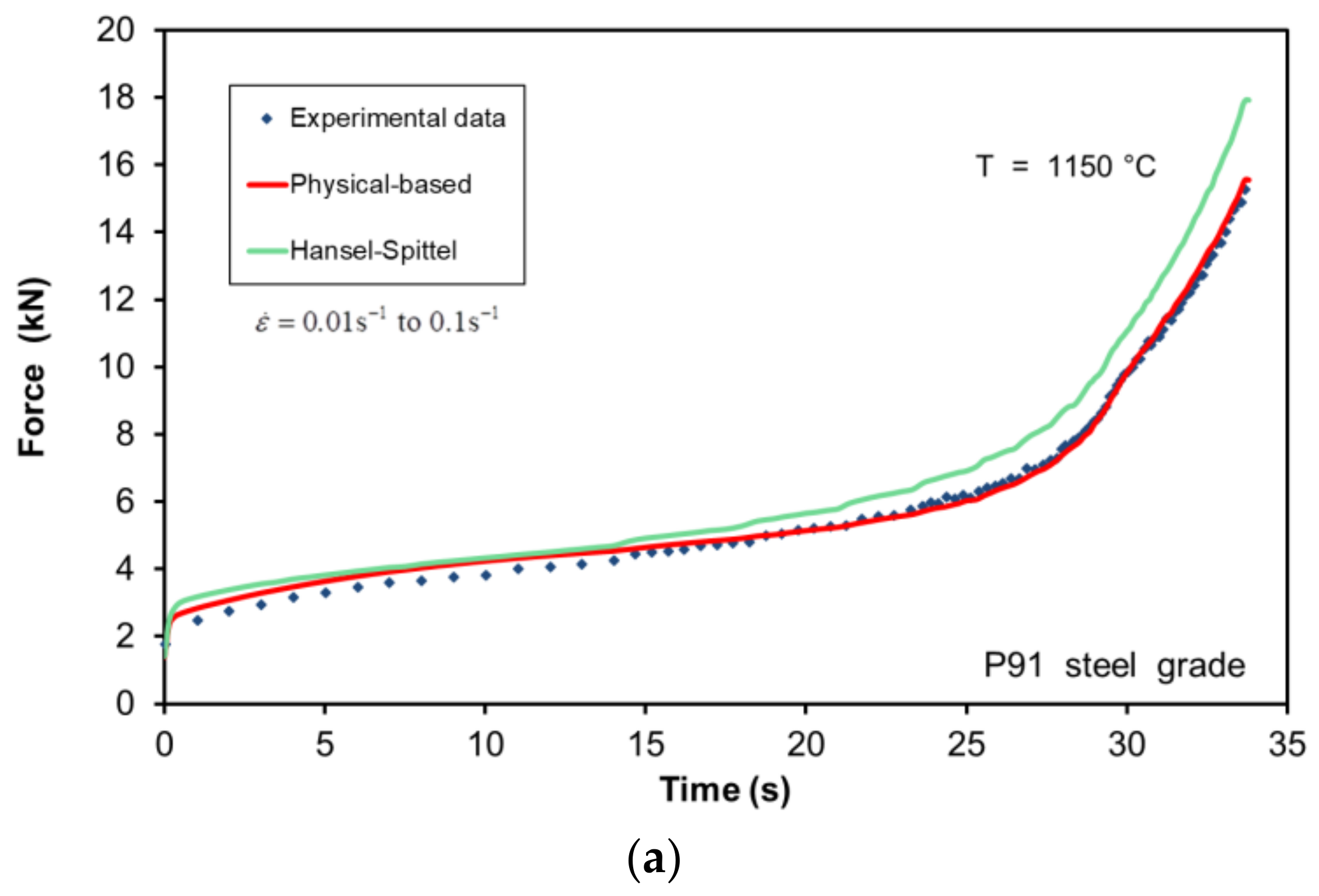
−1. However, the physically-based incremental model can cope with transient loading conditions, showing a smoother curve, which follows quite well the experimental flow-stress curve. This is confirmed by the experimental force–time curves presented in
Figure 11, in which the physically-based model shows better overall results. It is remarkable in
Figure 11a, as it reproduces precisely the force at the end of the test when work softening is present.
It is also important to point out that for the first time the incremental physically-based model has been implemented in FE software. The axisymmetric compression test simulation results (
Figure 9 and
Figure 11) indicate the accuracy of the implemented model under both constant and transient deformation conditions. Therefore, for the simulation of metal-forming processes conducted under transient deformation conditions, the use of the proposed formulation is highly recommended. Similarly, if the deformation conditions are prone to favour the work softening of the material, the importance of using a constitutive model that accounts for such phenomenon has been proved.
Finally, regarding the computation time, the physically-based model presents an average increase of approximately 35% in the axisymmetric compression test simulations as compared to the Hansel–Spittel law.

 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}