A New Recycling Process for Tungsten Carbide Soft Scrap That Employs a Mechanochemical Reaction with Sodium Hydroxide


Department of Energy & Resources Engineering, Kangwon National University, Chuncheon 24341, Korea
*
Author to whom correspondence should be addressed.
Metals 2017, 7(7), 230; https://doi.org/10.3390/met7070230
Submission received: 2 June 2017
/
Revised: 17 June 2017
/
Accepted: 19 June 2017
/
Published: 22 June 2017
Abstract
:WC soft scrap, including Co used as a binder, thermally oxidized at 600 °C, was subjected to grinding with NaOH in a mechanochemical reaction, followed by water leaching to establish an effective recycling process. Na2WO4 was synthesized through a mechanochemical (MC) reaction with oxidized scrap, and Na2CO3 was formed when the mixing ratio of NaOH increased. These as-synthesized compounds were water-soluble. When the weight ratio of soft scrap to NaOH was 1:0.5, 99.2% W was extracted by water leaching, while the extraction yield of Co was limited to 3.57% under the same conditions.
1. Introduction
Tungsten is one of the most important refractory metals, and tungsten carbide (WC) is used in a variety of products, such as cutting tools, wear parts, and mining drill bits, because of its superior toughness and hardness. Moreover, other refractory carbides, such as TiC and TaC, are frequently combined with WC alloys along with a metal binder or cementing agent, typically cobalt (Co), which holds the hard carbide grains together in a dense composite structure. In this regard, sustainable hard metal production is important to and supports modern industry, especially as it expands with global population growth and elevating standards of living. Concurrently, it is important to reduce the environmental impact of industrial processes because emission remediation costs have escalated; some harmful processes have been completely outlawed. The majority of tungsten (W) produced is used to meet the demand for hard metals, so it is critical to consider the W supply chain. Over the past decade, W precursor prices have undergone a dramatic escalation (an eight-fold increase) and industrial electricity costs (a major production expense) have increased significantly (by 30%). In this regard, W production via the recycling of hard-metal scrap, which allows for reduced cost, energy consumption, and environmental impact, has been in the limelight. The recycling ratio of W has increased continuously, but still is no greater than approximately 25% due to the physical and chemical diversity of various types of scrap (e.g., materials that have reached the end of their life or more prevalently those that are generated during the manufacturing of W materials (including WC)). This scrap can be classified by shape; (1) powder (soft scrap) or (2) bulky (hard scrap) [1,2,3,4,5,6,7,8,9,10].
Worn tools, such as cutting and drilling bits made of WC hard metals, are generally classified as hard scrap. Soft scrap does not have a defined shape and is composed mainly of unsintered WC powder. Typically, this scrap is the waste product of W manufacturing, and it includes wires, coils, powders, and turnings. Soft scrap contains more metallic impurities than hard scrap, but does not need to be crushed like hard scrap. To enhance the recycling efficiency and increase the selective recovery of valuable metals, soft scrap should be treated with special care [11].
Researchers have investigated the recycling process of WC soft scrap via two main processes: alkali treatment and acid treatment [12,13,14]. Alkali treatment is typically executed in one of two ways: (1) transformation of WC to sodium tungstate, which is soluble in water, via an alkali fusion process using sodium nitrate/nitrite and sodium carbonate, or (2) dissolution of the oxidized scrap using a sodium hydroxide solution followed by the removal of impurities, the precipitation of tungstic acid, and dissolution by ammonia. In acid treatment, cobalt (which is utilized as a binder material) is extracted, first leaving an insoluble WC residue [15,16,17,18]. There are challenges to using both of these methods in an industrial process for recycling WC soft scrap. The alkali treatment requires a high-temperature fusion step and the separation of cobalt from the residue, which consume a large amount of energy. In the case of the acid treatment, the purity of the recovered WC is often too low for it to be reused as a raw material in hard metal manufacturing processes; high temperature alkali fusion processes or oxidation are needed to augment tungsten recovery [19,20]. In addition, the tungsten product may be contaminated by the incomplete leaching of cobalt. Moreover, after such treatments, W and Co must be recovered from the solution. For these reasons, we have developed a new process that involves a mechanochemical (MC) reaction and that enables us to recover tungsten selectively from oxidized soft scrap.
Here, we provide information and the optimal conditions that can be employed for the effective and economic recycling of WC soft scrap, enabling the facile recovery of tungsten.
2. Experimental Procedure
2.1. Starting Materials and Characterization
The soft scrap used in this study consisted of a hard metal sludge generated in the manufacturing process of turning tools composed of WC, and it was provided by TaeguTec Co., Daegu, Korea. This scrap contained not only the components generated as a byproduct in the manufacturing process, but also foreign substances, such as paper and organic dust, introduced during collection. To separate these substances, the scrap was screened with a #500 sieve (aperture size: 25 µm) for 1 h using a sieve shaker (J-VSS, JISICO Co., Seoul, Korea). As a result, 77.33 wt % of the as-received scrap was acquired, and this portion was used as the starting material. The chemical composition of the starting materials was analyzed by X-ray fluorescence spectrometry (XRF, ZSX Primus II, Rigaku Co., Tokyo, Japan) (Table 1). The major elements detected were as follows: tungsten (W, 54.3 wt %), oxygen (O, 16.6 wt %), carbon (C, 15.7 wt %), cobalt (Co, 5.25 wt %), silicon (Si, 1.95 wt %), and iron (Fe, 1.56 wt %). For the major components (W, Co) in the soft scrap, the leaching tendencies were surveyed, and a method to selectively recover W was presented.
2.2. Experimental Procedure
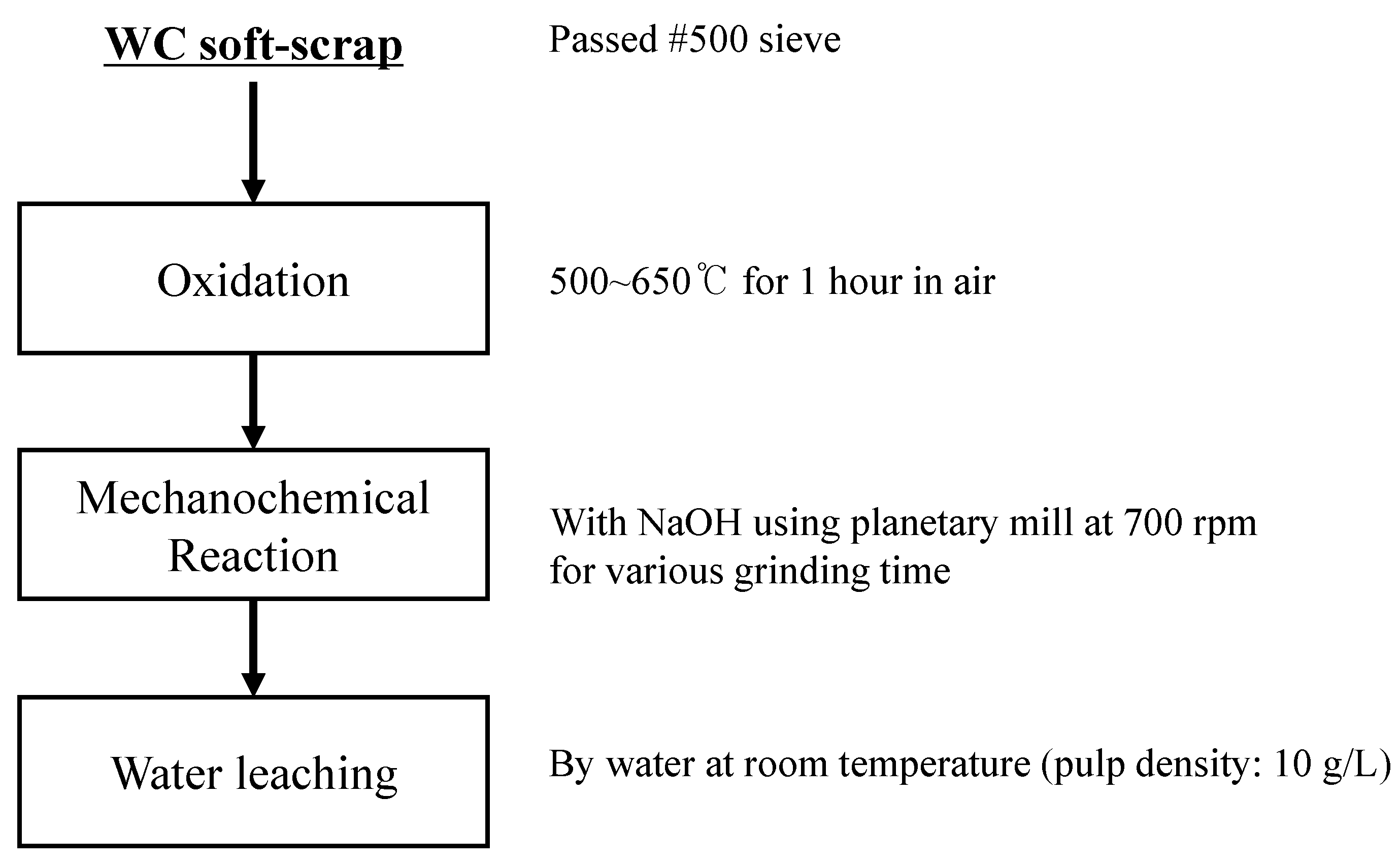
The recovery of W from the soft scrap proceeded in three steps: (1) thermal treatment to oxidize WC, (2) MC treatment with NaOH, and (3) water-leaching of the MC-treated scrap (Figure 1). The oxidation for the WC soft scrap should be carried out before the MC treatment because the WC powder, which is characterized by strength and hardness, may cause excessive abrasion of the grinding ports and media.
The starting material (WC soft scrap) was thermally oxidized using an electric furnace. The scrap (100 g) was placed in an alumina boat and heated for 1 h in air at temperatures ranging from 500 to 650 °C. Sodium hydroxide (NaOH) was used as an additive to induce the MC reaction (Junsei Chemical Co., Ltd., Tokyo, Japan). The thermally treated scrap was mixed with sodium hydroxide (NaOH) in different weight ratios (soft scrap: NaOH), ranging from 1:0.3 to 1:0.5, and these mixtures were stored in a desiccator. A planetary mill (Pulverisette-7, Fritsch Gmbh, Idar-Oberstein, Germany) was used to grind the mixture for the MC reaction. The mill contained a pair of pots composed of zirconia installed on a rotating disc driven by an electric motor. The mixture (4 g) was placed in the port (45 cm3 inner volume) with seven zirconia balls (15 mm in diameter) and ground in air at 700 rpm for certain periods of time. Subsequently, the ground mixture was leached in distilled water under the following conditions: room temperature, 10 g/L slurry density, and stirring with a magnetic bar. During the leaching procedure, 1 mL leaching liquor samples were taken between 5 s and 1 h. To acquire more accurate data, the total content of the two components (W, Co) was calculated for each sample. For this reason, the content of the components (W, Co) in both the leached solution and leached residue was analyzed. To dissolve the residue completely, a chemical digestion method was used. The leachability was determined via the following equation:
where M denotes the two components (W, Co) in this study, M content (A) is the M mass calculated from the M concentration in the leached solution, and M content (B) represents the M mass in the leached residue after complete dissolution.
2.3. Characterization
Thermogravimetric and differential thermal analysis (TG-DTA, DTG-60H, Shimadzu Co., Kyoto, Japan) using a heating rate of 10 °C/min in air flow (100 mL/min) scanning from room temperature up to 800 °C was utilized to determine the optimal temperature for oxidizing the soft scrap. The starting soft scrap and the treated mixtures were characterized by high resolution X-ray diffraction (HRXRD, X’pert-Pro MPD, PANalytical, Almelo, The Netherlands) using Cu-Kα radiation (λ = 1.5406 Å) to identify how the phases changed after thermal and MC treatment. The leachability of the two major components (W, Co) was measured using an inductively coupled plasma spectrometer (ICP, OPTIMA 7300DV, Perkin Elmer, Waltham, MA, USA).
3. Results and Discussion
3.1. Oxidation of the Starting Sample, Soft Scrap Passed by #500 Sieve
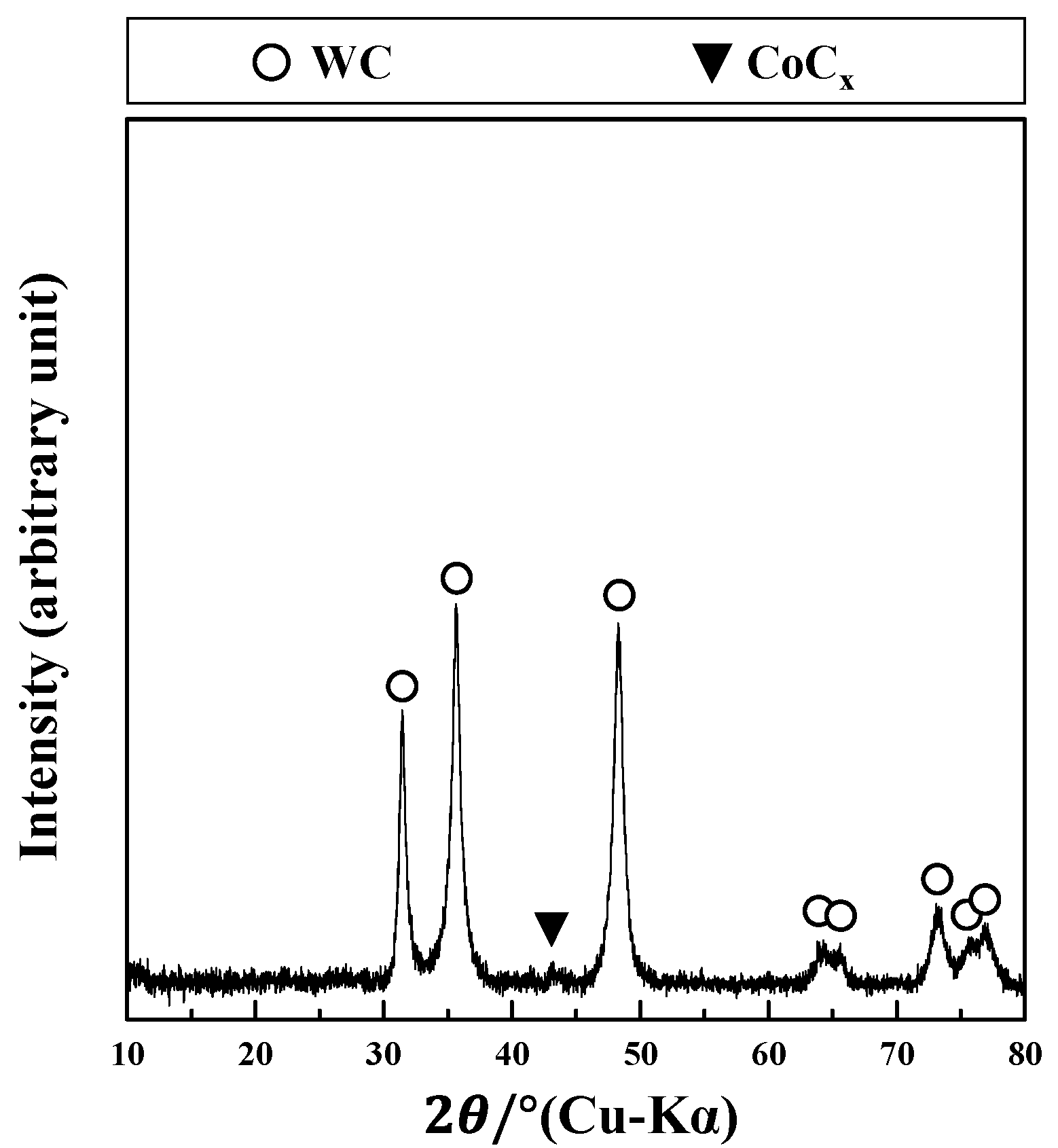
Figure 2 shows the XRD pattern of the starting sample, which was passed through a #500 sieve (aperture size: 25 µm). Despite the various elements comprising this scrap (Table 1), only two compositions, WC (JCPDs No. 73-0471) and CoCx (JCPDs No. 44-0962), were observed in the pattern. Further, the main peaks were associated with WC and only a single weak peak associated with CoCx was observed. Peaks corresponding to the other components were not detected, likely owing to their relatively smaller particle size (≤25 µm) and lower crystallinity.
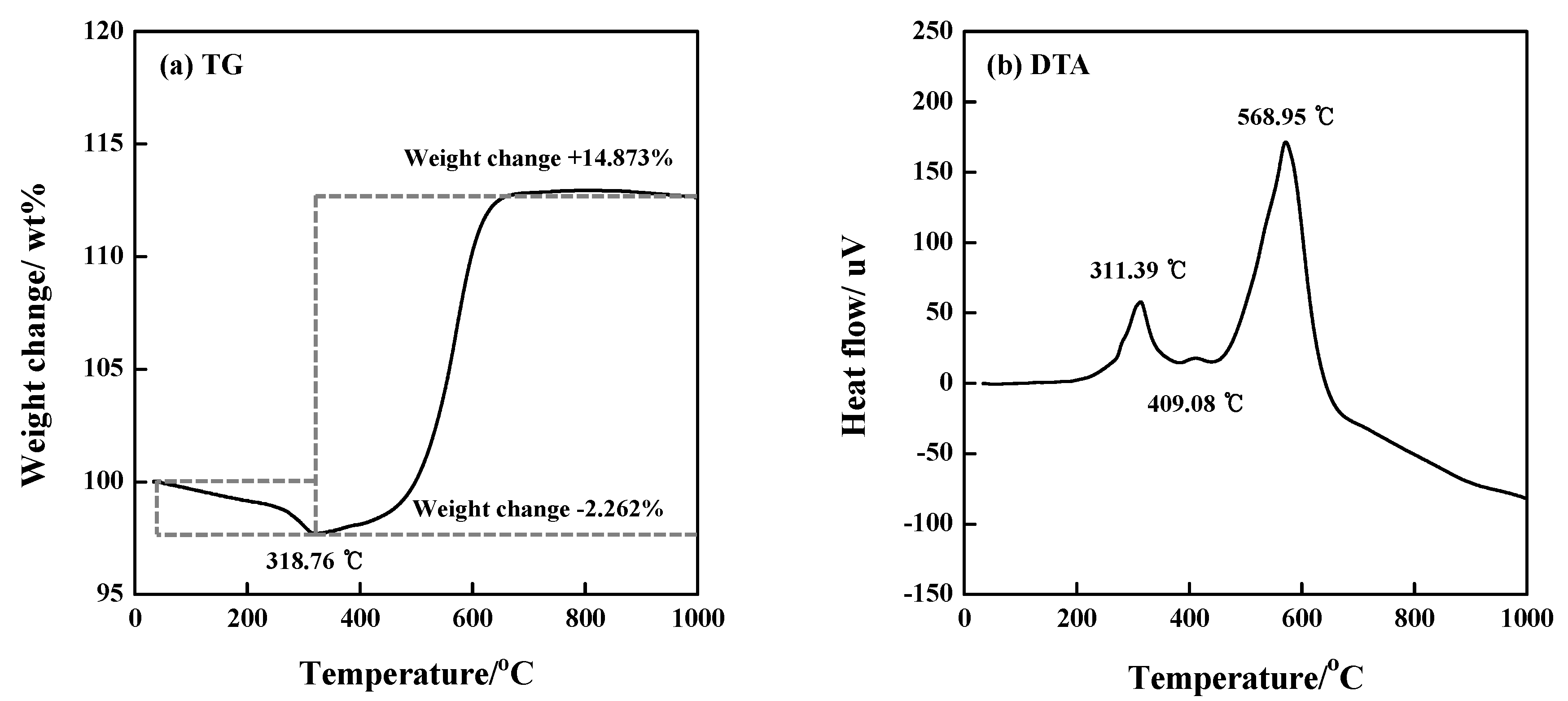
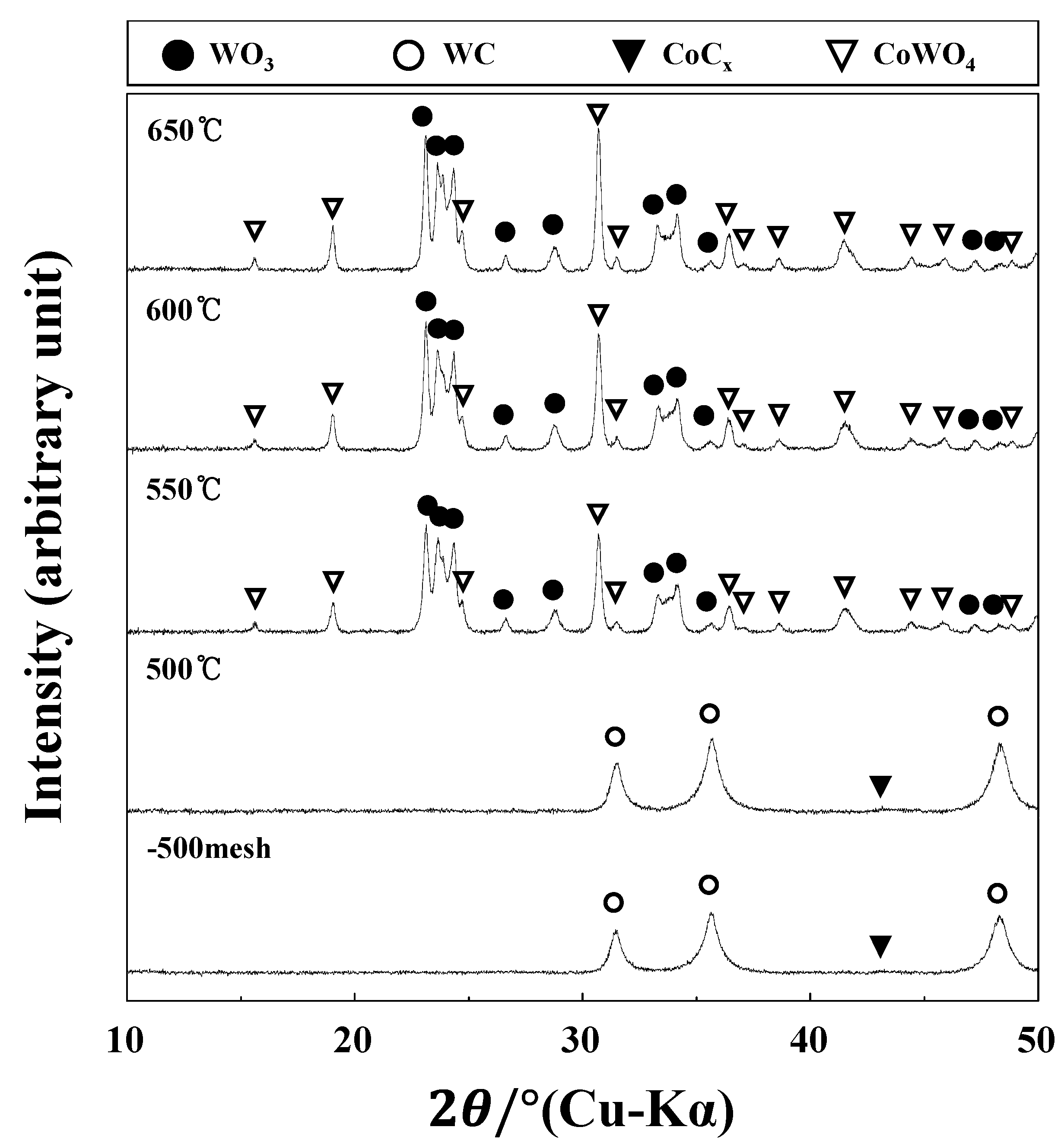
To determine the oxidation conditions for the samples, TG-DTA analysis was carried out (Figure 3). As shown in Figure 3a, the weight of the sample decreased by as much as 2.26% at approximately 320 °C. Then, it increased gradually with increasing temperatures up to 650 °C by as much as 14.87%. As for the differential thermal analysis (Figure 3b), three exothermic peaks were observed at approximately 310, 410, and 570 °C, corresponding to the combustion of the oil component in the sludge, the oxidation of cobalt carbide, and the oxidation of tungsten carbide, respectively (recovery of WC from hard material sludge). The weight loss observed via thermogravimetric analysis at temperatures lower than 318 °C can be attributed to the removal of moisture and oil components; the weight gain observed between 320 and 650 °C can be attributed to the oxidation of WC-Co carbide. Thus, thermal treatment was carried out for 1 h between 500 and 650 °C to oxidize and eliminate the combustible impurities so that the optimal treatment temperature could be determined. XRD patterns of the thermally treated scrap are presented in Figure 4. When the scrap was treated at 500 °C, the pattern of peaks was similar to that of the starting scrap (except the intensities differed). However, when the scrap was treated at 550 °C, peaks corresponding to a new phase (WO3 and CoWO4) were detected and their intensities increased with increasing treatment temperature. Peaks corresponding to the starting material were not observed when it was treated between 550 and 650 °C, implying that the starting scrap should be treated thermally at 550 °C or higher (for 1 h in air) to be changed from a mixture of WC and CoCx into a mixture of WO3 and CoWO4 phases.
3.2. MC Reaction of the Oxidized Scrap with NaOH
Scrap samples treated at 550, 600, and 650 °C were ground with NaOH to induce an MC reaction. Each of these scraps was mixed with NaOH at a weight ratio of 1:0.4. Four grams of the mixture was ground at 700 rpm for 2 h. After grinding, these mixtures were dried at 105 °C for 2 h to eliminate moisture so that they could be analyzed using XRD.
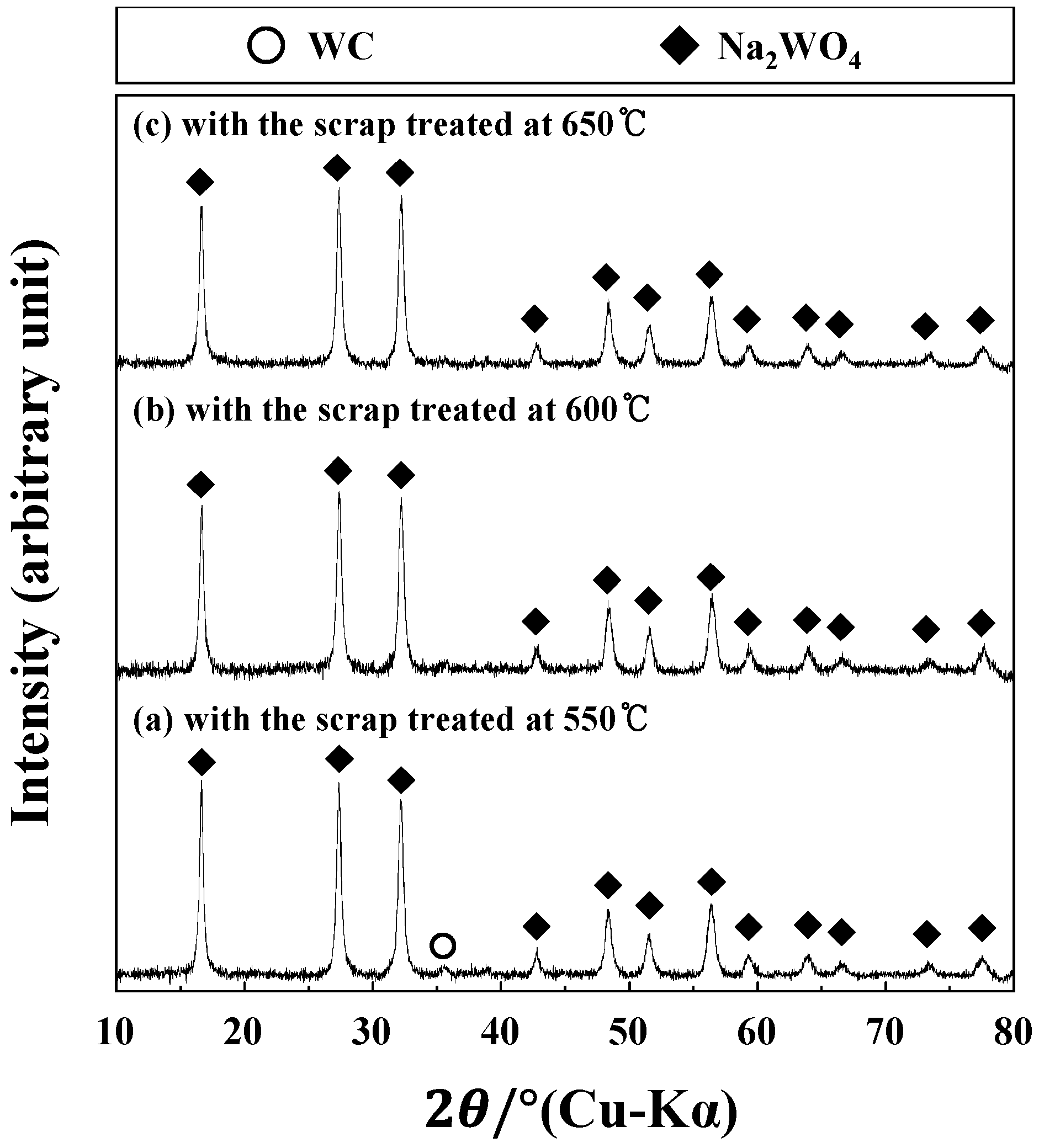
The XRD patterns of the ground mixtures are shown in Figure 5. Peaks corresponding to WO3 and CoWO4 could not be found, and those of sodium tungsten oxide (Na2WO4) were seen regardless of treatment temperature. However, a small WC peak was detected for the scrap treated at 550 °C. These results imply that the oxide (Na2WO4) shall be formed in the mechanochemical reaction as expressed by Equation (2).
Moreover, the peak for WC was indicative of incomplete oxidation (Figure 5a). Therefore, an MC reaction and subsequent water-leaching should be carried out for the scrap treated at 600 °C or higher.
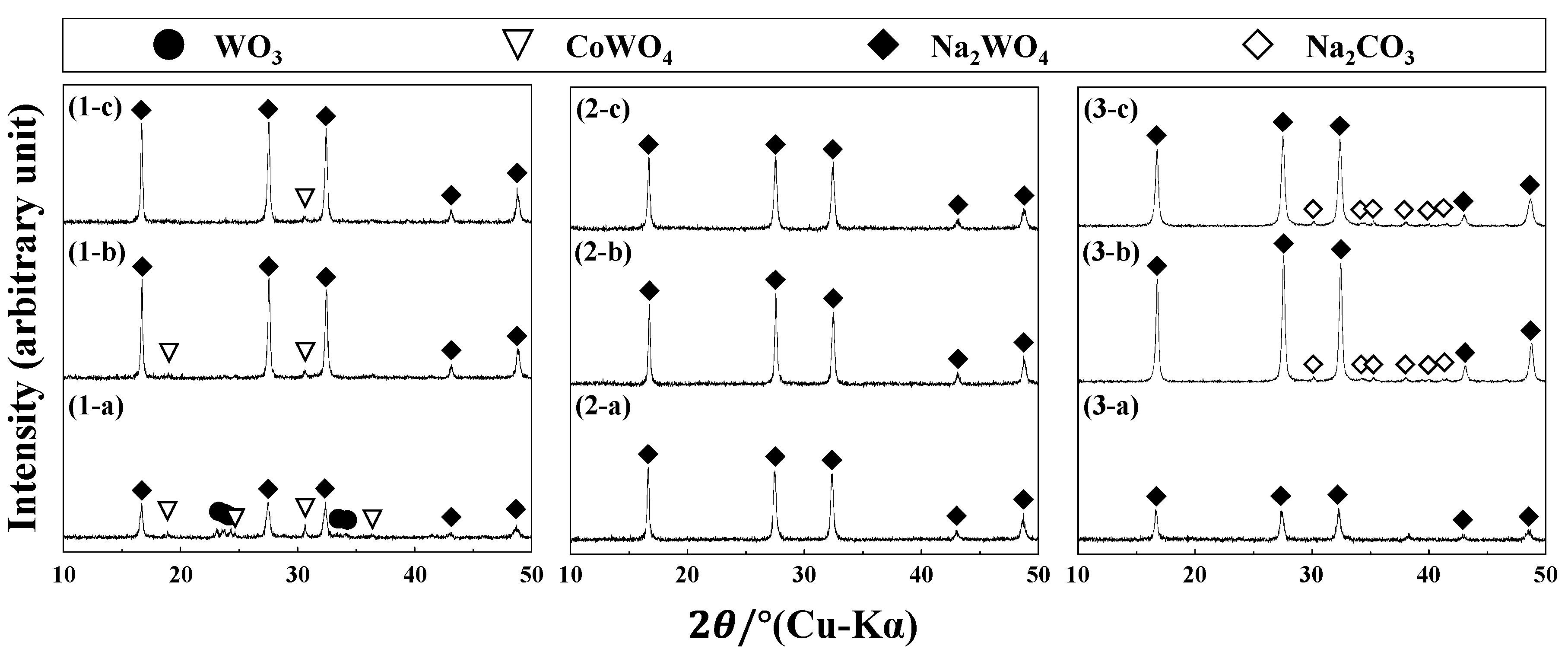
For the scrap treated at 600 °C, its MC reactivity was investigated under various grinding conditions (different mixing ratios (scrap: NaOH = 1:0.3–1:0.5) and grinding times (5–30 min)). Figure 6(1) shows the XRD patterns of the scrap mixture treated at 600 °C with NaOH (1:0.3) for various grinding times (5, 15, and 30 min). As shown in Figure 6(1-a), peaks corresponding to the unreacted scrap, such as WO3 (JCPDS No. 43-1035) and CoWO4, (JCPDS No. 72-0479), were observed. After 5 min of grinding, new peaks for Na2WO4 (JCPDS No. 70-1040) appeared. Upon increasing the grinding time, the intensities of these new peaks increased, while the intensities of the peaks corresponding to the unreacted compounds decreased gradually. For the scrap ground for 30 min (Figure 6(1-c)), only one CoWO4 peak was discernible, and the other peaks corresponded to Na2WO4. For the samples with a mixing ratio of 1:0.4 (Figure 6(2)), peaks corresponding to Na2WO4 were identified regardless of grinding time, and the changes in the intensities of those peaks were unperceivable. The peaks corresponding to Na2CO3 (JCPDS No. 77-2082) could be observed in the XRD pattern of the ground mixture with a ratio of 1:0.5 (Figure 6(3)). For the mixture ground for 5 min Figure 6(3-a), only peaks of Na2WO4 were found (similar to the pattern of Figure 6(2-a)), but with noticeable differences in their intensities. With increasing grinding time (15 min or longer), the peaks corresponding to Na2WO4 increased, and the peaks of Na2CO3 were also found. These results imply that the mixing ratio of NaOH dictates the MC reaction with the oxidized soft scrap, and the reactivity is improved with increasing NaOH. For the mixing ratio of 1:0.3 (the lowest amount of NaOH used here), the MC reaction did not proceed until all of the scrap (CoWO4) had reacted. These peaks corresponding to the unreacted scrap disappeared as the NaOH was increased through amorphization and MC reaction (Figure 6(2)). Moreover, Na2CO3 could be formed in the ground mixture (1:0.5) by the progressive reaction between residual carbide/carbonate components and NaOH (Figure 6(3)).
3.3. Water-Leaching for the Ground Mixture of the Soft Scrap and NaOH
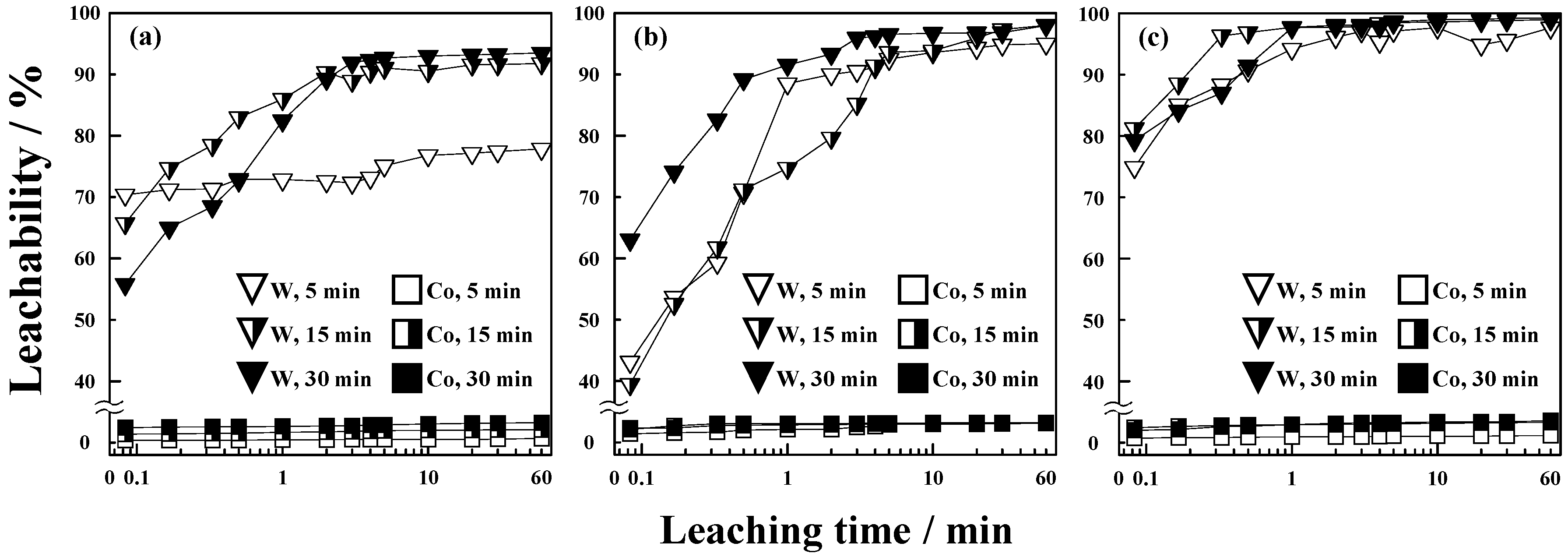
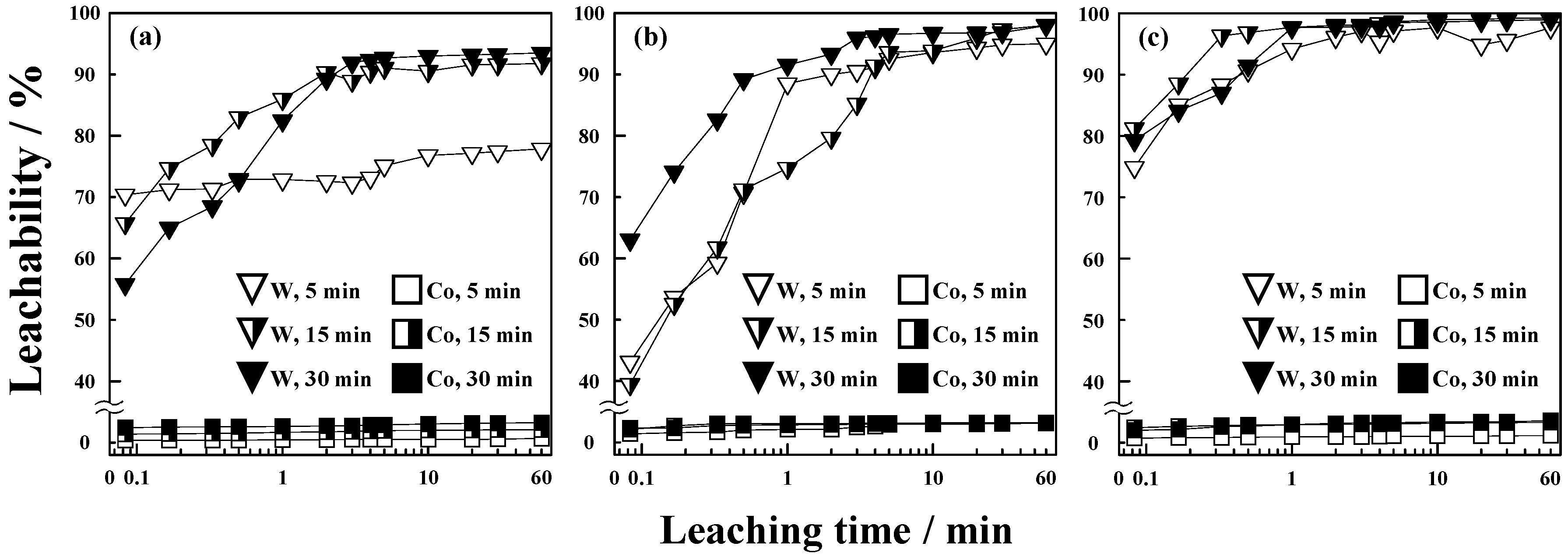
Figure 7 shows the leaching trends of W and Co according to the mixing ratio and grinding time. For the ground mixture with a ratio of 1:0.3 (Figure 7a), the leachability of W increased proportionally with grinding time and its dissolution mostly stopped within 2 min. Unusually, the extraction of W for the mixture ground for 5 min barely increased during 60 min of leaching. More W was extracted with the 1:0.4 (Figure 7b) mixture than with the 1:0.3 mixture, reaching a maximum of 98% within 60 min. For the 1:0.5 (Figure 7c) mixture, the leachability of W was as high as 95% in the early stages of leaching (within 1 min) and as much as 99.2% was extracted in less than 60 min of water-leaching. Co was difficult to extract, and its leachability was rarely more than 3.5% under any of the conditions explored.
In summary, the leaching of W increased with increasing NaOH and increasing grinding time, and Co could not easily be extracted regardless of the conditions of grinding or leaching that were used.
4. Conclusions
We developed a new process that involves a mechanochemical (MC) reaction which enables the recovery of tungsten with a high yield as well as the extraction of tungsten selectively from oxidized soft scrap by using only water as a leaching agent. Soft scrap was screened with a #500 sieve, then subjected to oxidation, MC reaction, and water-leaching in turn to provide information and the optimal conditions to achieve effective recycling.
The oxidation of the soft scrap proceeded at 550 °C (for 1 h in air) to transform it into WO3 and CoWO4 (according to TG and XRD analysis). It was essential for the scrap to be treated at 600 °C to eliminate unreacted WC.
Sodium tungsten oxide (Na2WO4) was synthesized through a solid-state MC reaction between oxidized scrap and NaOH with grinding under atmospheric conditions. The MC reaction proceeded as grinding progressed and was bolstered by the addition of NaOH. With increasing NaOH, Na2CO3 and Na2WO4 were synthesized after only 10 min of grinding. This progression had a critical effect on the subsequent room temperature water-leaching step.
The leachability of W in the ground mixture increased as the ratio of NaOH increased during the MC treatment. Consequently, 99.2% of W was extracted from the ground mixture of oxidized scrap by water-leaching for 60 min with a mixing ratio of 1:0.5 (scrap: NaOH), while the extraction of Co was limited to 3.57% under the same conditions.
Acknowledgments
This study was supported by the R&D Center for Valuable Recycling (Global-Top R&BD Program) of the Ministry of Environment (Project No. 2016002230002). This work was also supported by Korea Energy and Mineral Resources Engineering Program funded by the Ministry of Trade, Industry and Energy.
Author Contributions
Jaeryeong Lee and Suyun Kim conceived and designed the experiments; Suyun Kim and Byoungjin Kim performed the mechanochemical reaction experiments and analyzed the ICP, TG-DTA, and XRD data; Jaeryeong Lee wrote the paper and modified the paper; all authors contributed equally to the discussion.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Penrice, T.W. Alternative binders for hard metals. J. Mater. Shap. Technol. 1987, 5, 35–39. [Google Scholar] [CrossRef]
- Ogwu, A.A.; Davies, T.J. Proposed selection rules for suitable binders in cemented hard metals with possible applications for improving ductility in intermetallics. J. Mater. Sci. 1992, 27, 5382–5388. [Google Scholar] [CrossRef]
- Paul, R.L.; Te Riele, W.A.M.; Nicol, M.J. A novel process for recycling tungsten carbide scrap. Int. J. Miner. Process. 1985, 15, 41–56. [Google Scholar] [CrossRef]
- Grzesik, W. Advanced Machining Processes of Metallic Materials: Theory, Modelling and Applications, 1st ed.; Elsevier: Oxford, UK, 2008. [Google Scholar]
- Prakash, L.J. Application of fine grained tungsten carbide based cemented carbides. Int. J. Refract. Met. Hard Mater. 1995, 13, 257–264. [Google Scholar] [CrossRef]
- Lee, D.J.; Yoo, C.S. Predicting a promising fusion technology in geoscience and mineral resources engineering using Korean patent data. Geosyst. Eng. 2014, 17, 34–42. [Google Scholar] [CrossRef]
- Nakamura, T. E-Scrap recycling system and technologies in Japan. Geosyst. Eng. 2014, 17, 104–112. [Google Scholar] [CrossRef]
- Shibata, J.; Murayama, N.; Niinae, M. Recovery of tungsten and cobalt from tungsten carbide tool waste by hydrometallurgical method. Geosyst. Eng. 2014, 17, 120–124. [Google Scholar] [CrossRef]
- Han, K.N.; Kellar, J.J.; Cross, W.M.; Safarzadeh, S. Opportunities and challenges for treating rare-earth elements. Geosyst. Eng. 2014, 17, 178–194. [Google Scholar] [CrossRef]
- Kim, J.R.; Song, Y.E.; Munussami, G.; Kim, C.M.; Jeon, B.H. Recent applications of bio electrochemical system for useful resource recovery: Retrieval of nutrient and metal from wastewater. Geosyst. Eng. 2015, 18, 173–180. [Google Scholar] [CrossRef]
- Lee, J.R.; Lee, J.W.; Kim, B.J.; Kim, Y.J. Leaching behavior of Al, Co and W from the Al-alloying treated WC-Co tool as a new recycling process for WC hard scrap. Metals 2016, 6, 174. [Google Scholar] [CrossRef]
- Walraedt, J. The coldstream process: A new powder production equipment. Powder Metall. Int. 1970, 3, 24–27. [Google Scholar]
- Barnard, P.G.; Heine, K. Reclamation of Refractory Carbides from Carbide Materials. U.S. Patent 3,595,484, 27 July 1971. [Google Scholar]
- Edward, M.T. Process of Separating Hard Constituents from Sintered Hard Metals. U.S. Patent 2,407,752, 17 September 1946. [Google Scholar]
- Kojima, T.; Shimizu, T.; Sasai, R.; Itoh, H. Recycling process of WC-Co cermets by hydrothermal treatment. J. Mater. Sci. 2005, 40, 5167–5172. [Google Scholar] [CrossRef]
- Malyshev, V.V.; Gab, A.I. Resource-saving methods for recycling waste tungsten carbide-cobalt cermets and extraction of tungsten from tungsten concentrates. Theor. Found. Chem. Eng. 2007, 41, 436–441. [Google Scholar] [CrossRef]
- Ghandehari, M.H.; Faulkner, J.K.; Schussler, M. Selective dissolution of the binder phase alloy (Co-W) from WC-Co cemented carbides in particulate bed electrode systems. J. Electrochem. Soc. 1982, 129, 2666–2668. [Google Scholar] [CrossRef]
- Brookes, K.J.A. Reclaimed tungsten powders with ‘virgin’ properties. Met. Powder Rep. 1990, 45, 131–132. [Google Scholar] [CrossRef]
- Venkateswaran, S.; Schubert, W.D.; Lux, B.; Ostermann, M.; Kieffer, B. W-scrap recycling by the melt bath technique. Int. J. Refract. Met. Hard Mater. 1996, 14, 263–270. [Google Scholar] [CrossRef]
- Gu, W.H.; Jeong, Y.S.; Kim, K.M.; Kim, J.C.; Son, S.H.; Kim, S.J. Thermal oxidation behavior of WC-Co hard metal machining tool tip scraps. J. Mater. Process. Technol. 2012, 212, 1250–1256. [Google Scholar] [CrossRef]
Figure 1.
Flow chart of experimental procedures.
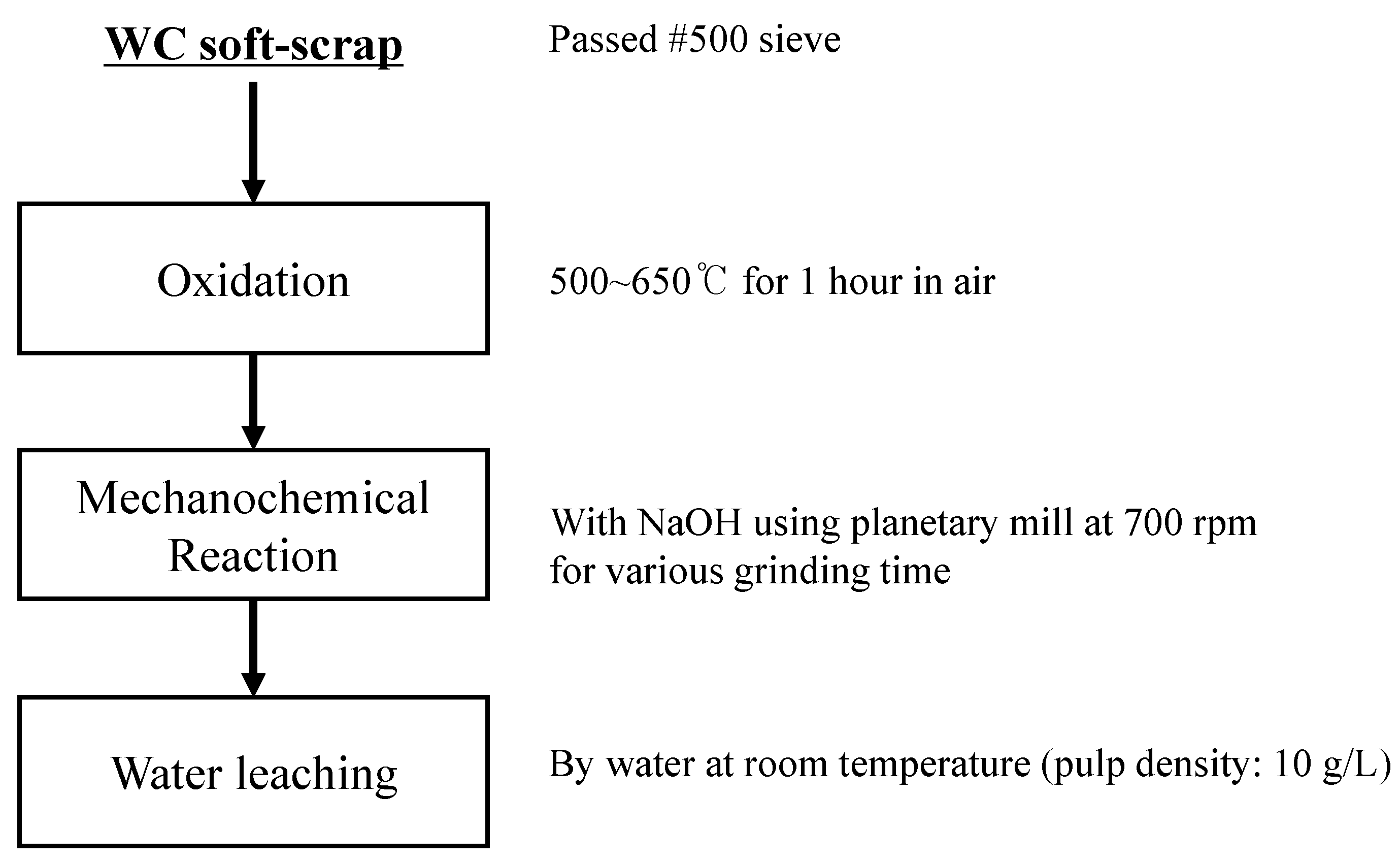
Figure 2.
X-ray diffraction (XRD) pattern of the starting sample used in this study.
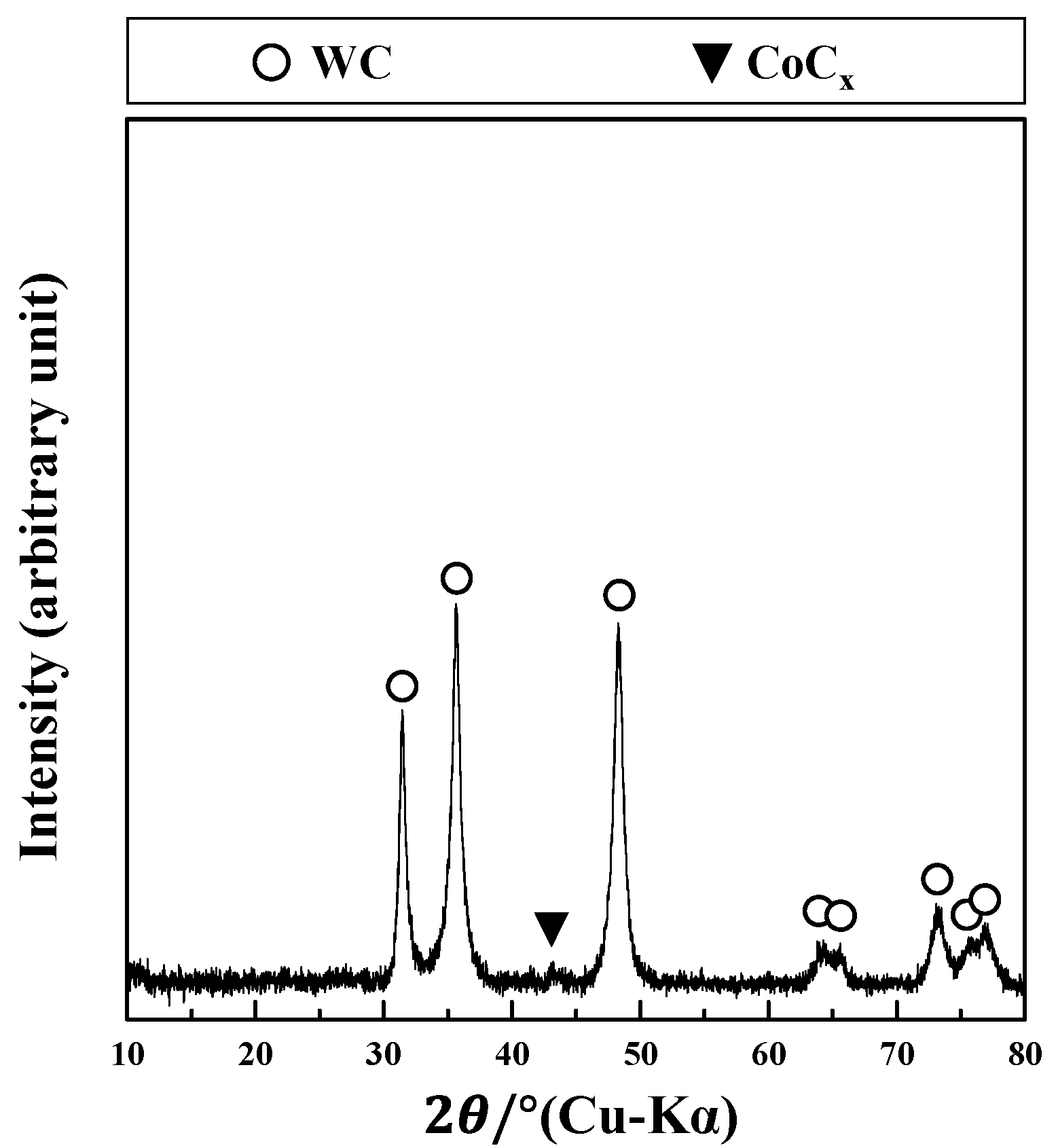
Figure 3.
TG-DTA (thermogravimetric and differential thermal analysis) profiles for the soft scrap of WC.
Figure 3.
TG-DTA (thermogravimetric and differential thermal analysis) profiles for the soft scrap of WC.
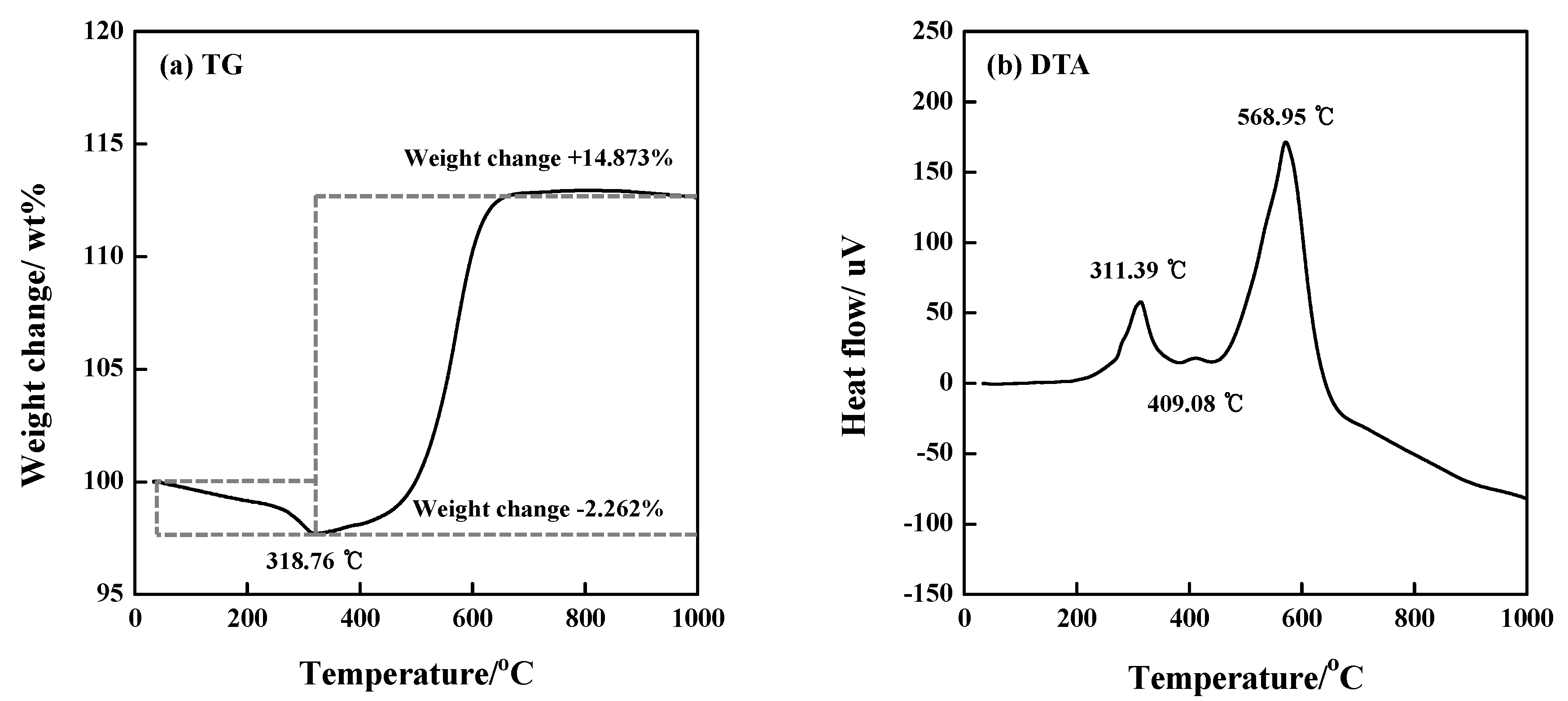
Figure 4.
XRD pattern of the samples treated thermally from 500 to 650 °C for 1 h in air.

Figure 5.
XRD patterns of the ground mixture, NaOH, and the scrap thermally treated at (a) 550 °C, (b) 600 °C, and (c) 650 °C.
Figure 5.
XRD patterns of the ground mixture, NaOH, and the scrap thermally treated at (a) 550 °C, (b) 600 °C, and (c) 650 °C.
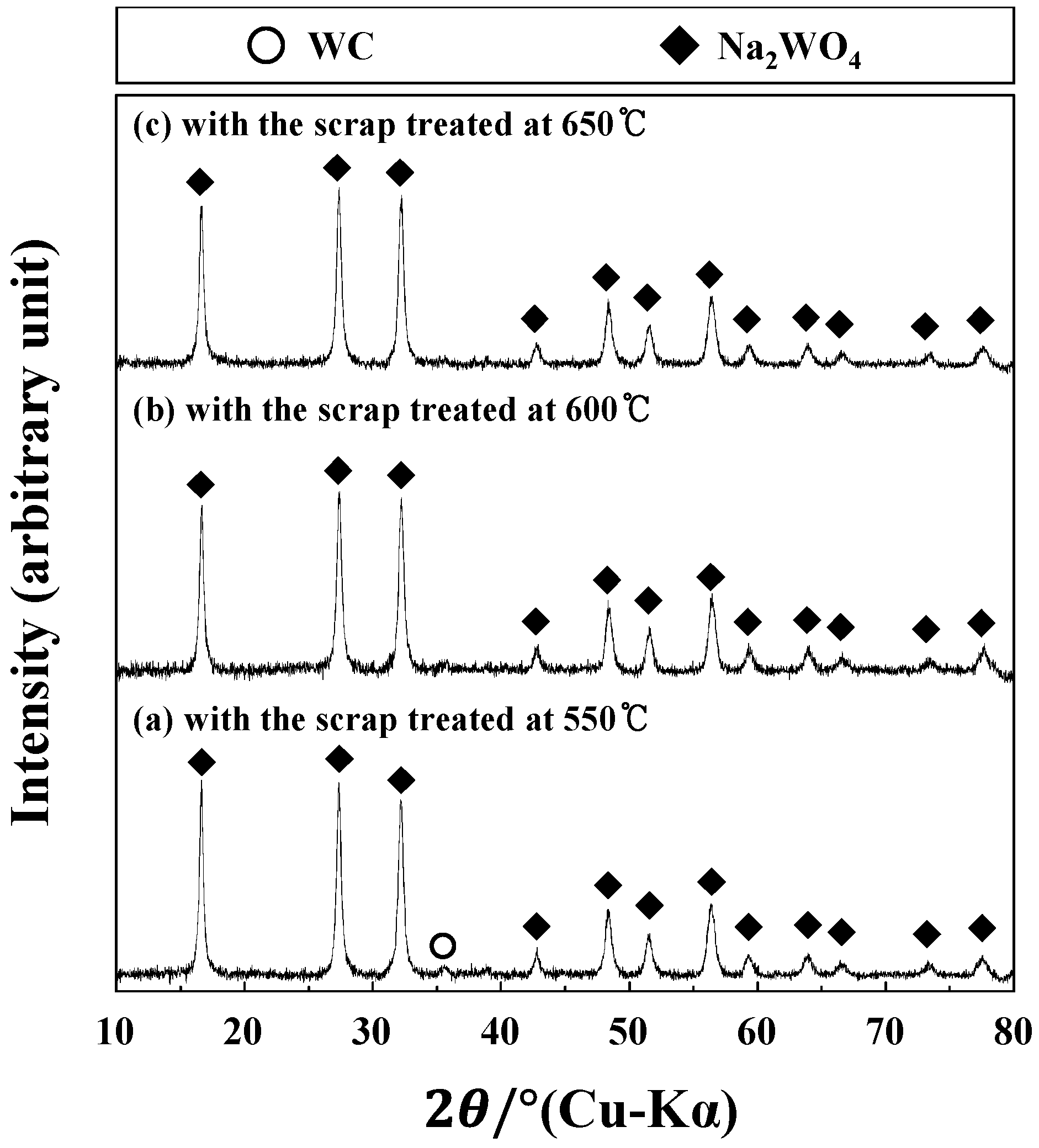
Figure 6.
XRD patterns of the ground mixture: (1) mixing ratio of soft scrap: NaOH = 1:0.3, (2) 1:0.4, (3) 1:0.5 with (a) grinding time: 5 min, (b) 15 min, and (c) 30 min.
Figure 6.
XRD patterns of the ground mixture: (1) mixing ratio of soft scrap: NaOH = 1:0.3, (2) 1:0.4, (3) 1:0.5 with (a) grinding time: 5 min, (b) 15 min, and (c) 30 min.
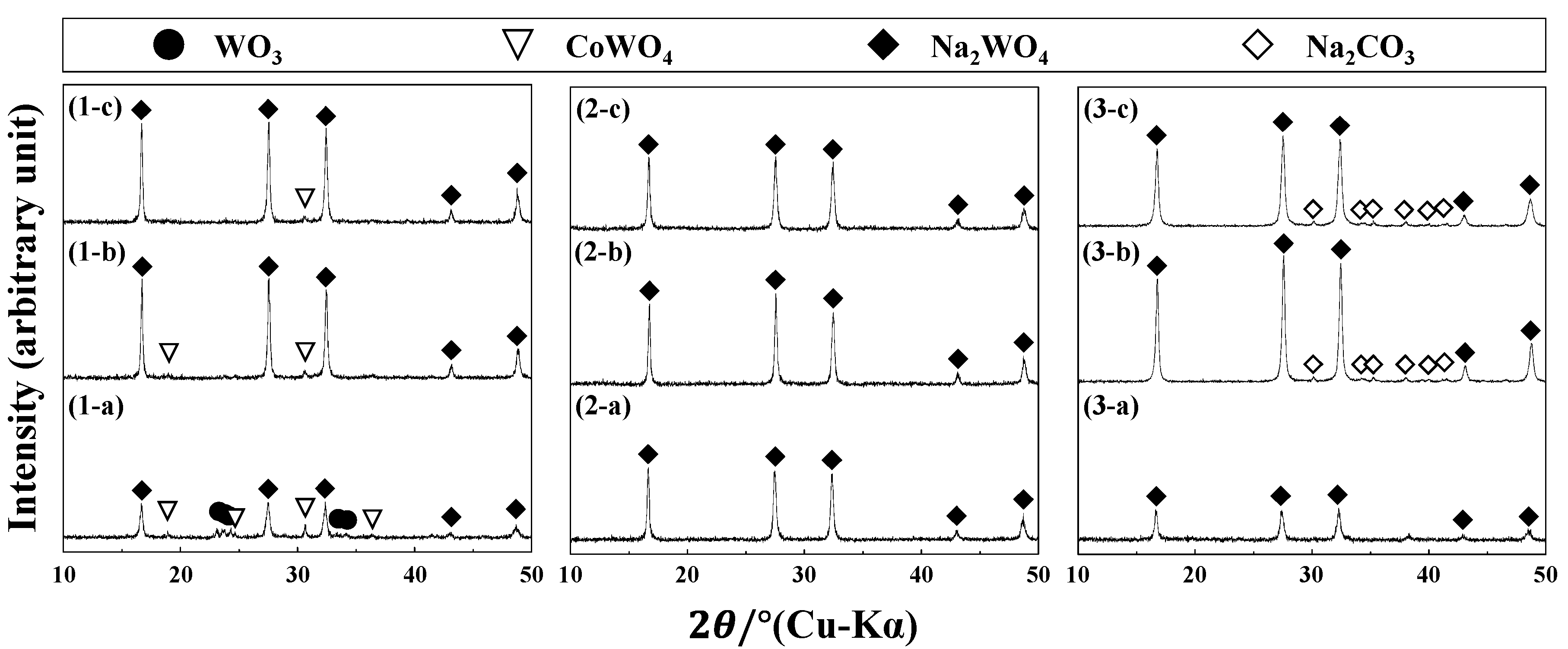
Figure 7.
Effect of mixing ratio (soft scrap: NaOH) and grinding duration on the dissolution of W and Co via water-leaching: (a) 1:0.3, (b) 1:0.4, and (c) 1:0.5 (pulp density: 10 g/L, room temperature, stirring speed: 400 rpm).
Figure 7.
Effect of mixing ratio (soft scrap: NaOH) and grinding duration on the dissolution of W and Co via water-leaching: (a) 1:0.3, (b) 1:0.4, and (c) 1:0.5 (pulp density: 10 g/L, room temperature, stirring speed: 400 rpm).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of the soft scrap used as a starting material in this study.
| Element | Content (wt %) | Element | Content (wt %) |
|---|---|---|---|
| W | 54.3 | Al | 0.19 |
| Co | 5.25 | Cu | 0.07 |
| Si | 1.95 | V | 0.05 |
| Fe | 1.56 | Mo | 0.05 |
| Cr | 0.28 | C | 15.7 |
| Nb | 0.24 | O | 16.6 |
| Ni | 0.23 | Others (B, Na, P, K) | 3.56 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Lee, J.; Kim, S.; Kim, B. A New Recycling Process for Tungsten Carbide Soft Scrap That Employs a Mechanochemical Reaction with Sodium Hydroxide. Metals 2017, 7, 230. https://doi.org/10.3390/met7070230
AMA Style
Lee J, Kim S, Kim B. A New Recycling Process for Tungsten Carbide Soft Scrap That Employs a Mechanochemical Reaction with Sodium Hydroxide. Metals. 2017; 7(7):230. https://doi.org/10.3390/met7070230
Chicago/Turabian StyleLee, Jaeryeong, Suyun Kim, and Byoungjin Kim. 2017. "A New Recycling Process for Tungsten Carbide Soft Scrap That Employs a Mechanochemical Reaction with Sodium Hydroxide" Metals 7, no. 7: 230. https://doi.org/10.3390/met7070230
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.