
Failure Analysis of High Strength Galvanized Bolts Used in Steel Towers

 , and
, and
Abstract
:
1. Introduction
2. Materials and Methods
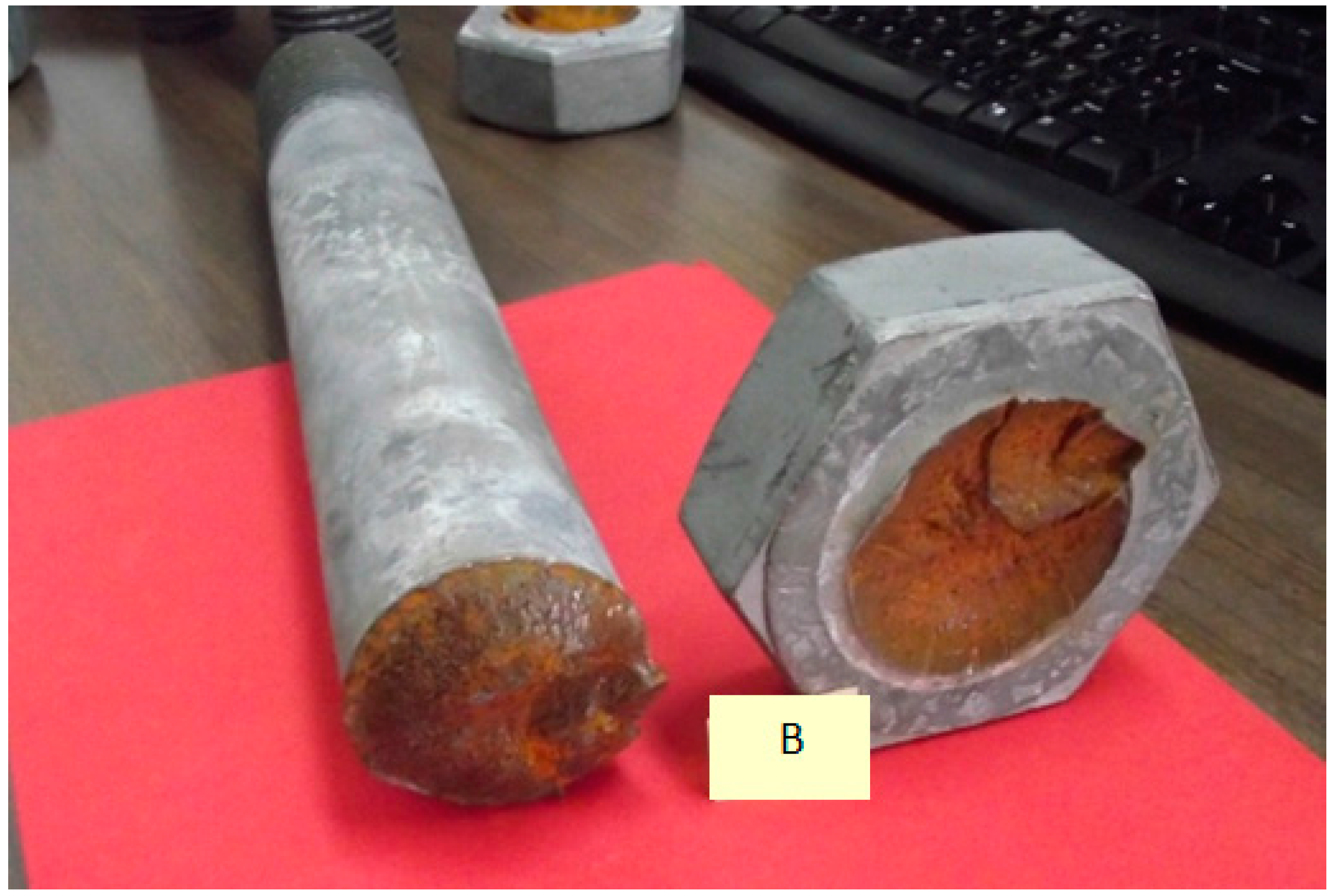
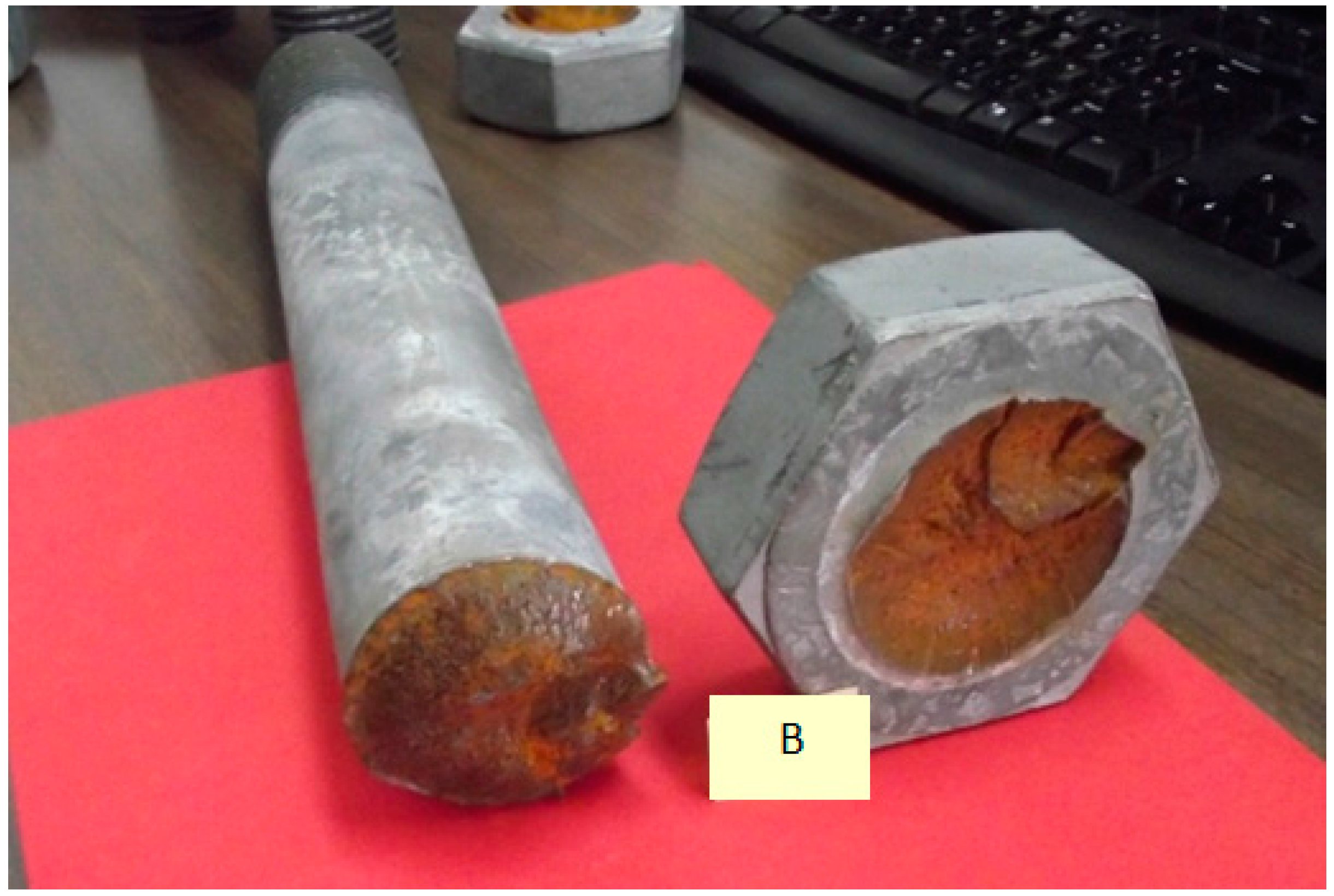
2.1. Description of the Bolts
- Bolt A, batch 1, material 42CrMo4
- Bolt B, batch 2, material 42CrMo4
- Bolt C, batch 3, material 42CrMo4
2.2. Experimental and Analytical Procedure
- Visual inspection and macrographic analysis
- Chemical composition
- Microstructural analysis
- Hardness measurements
- Mechanical tests
- Fractographic analysis
- Structural integrity assessment of the fractured bolts
3. Results
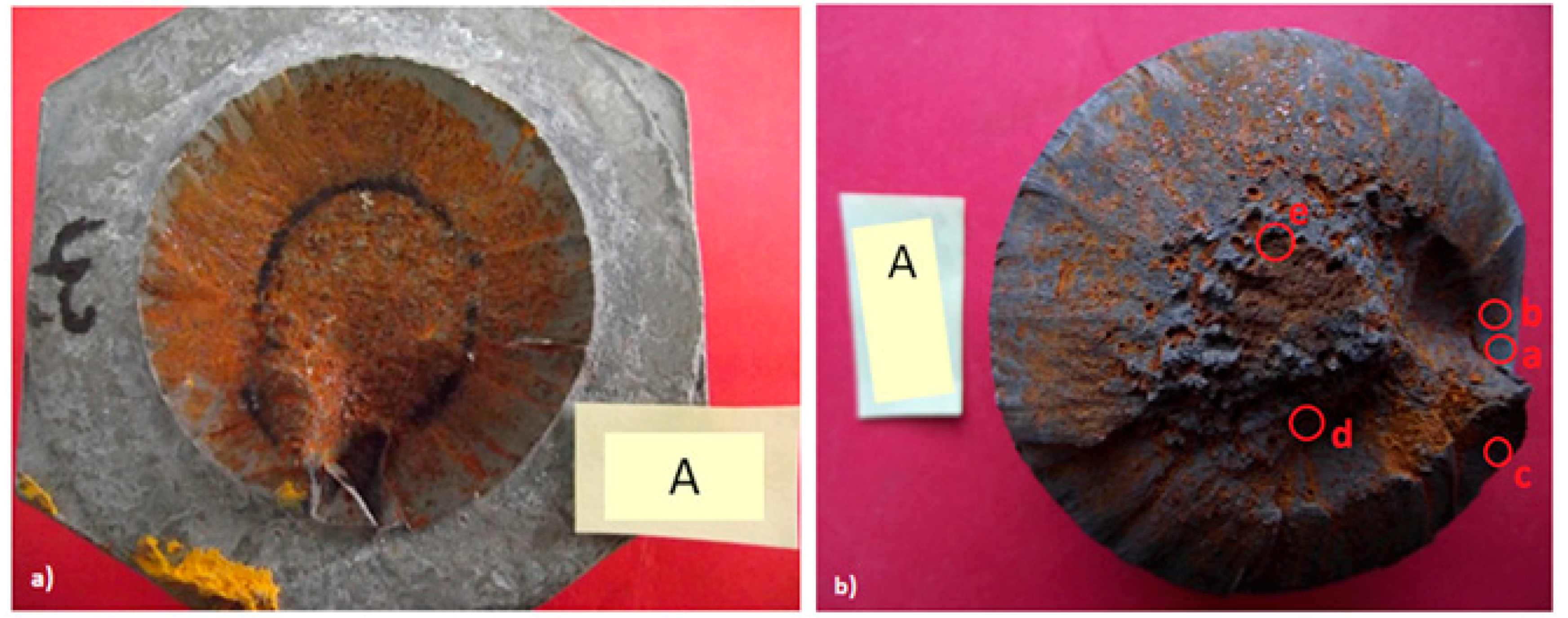
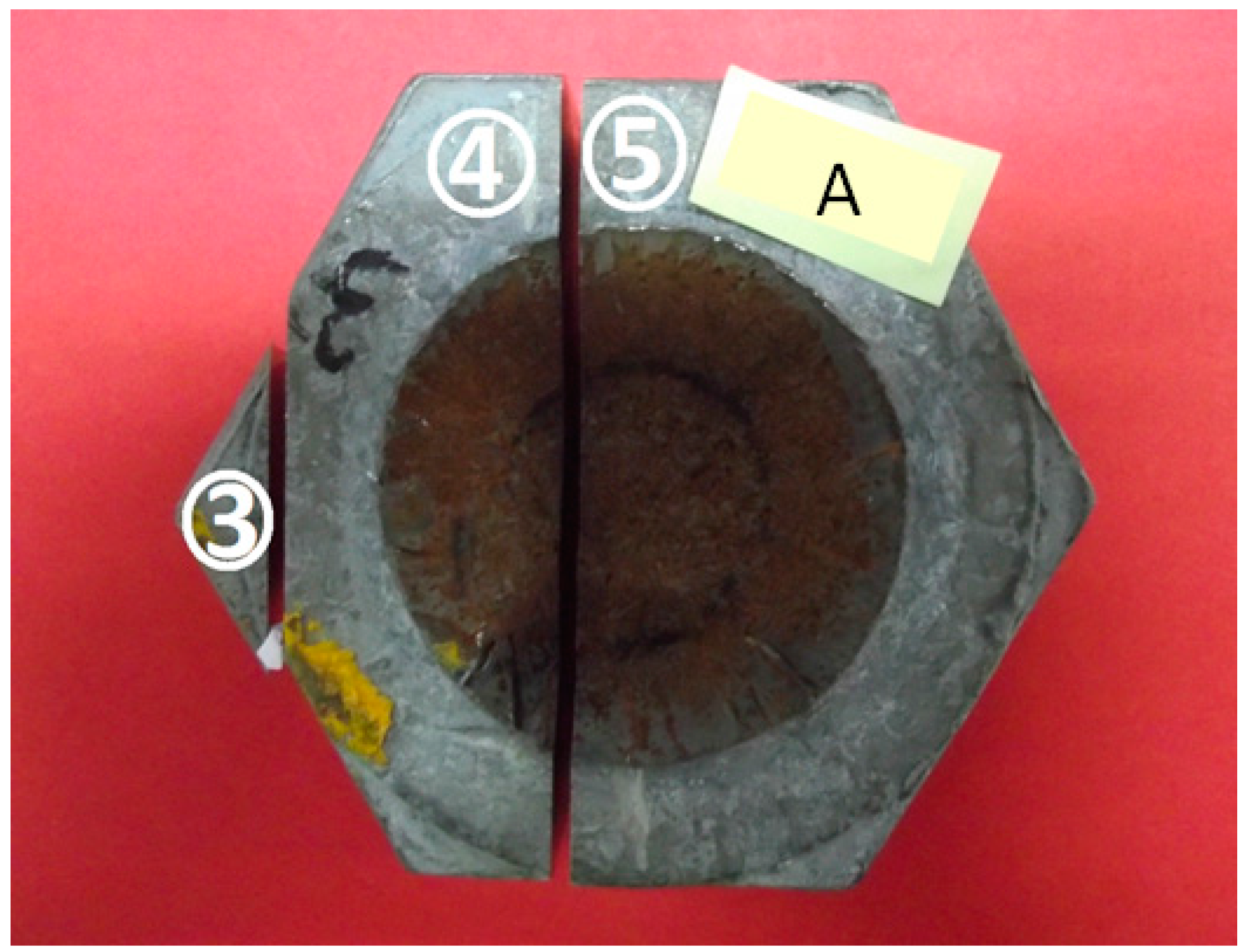
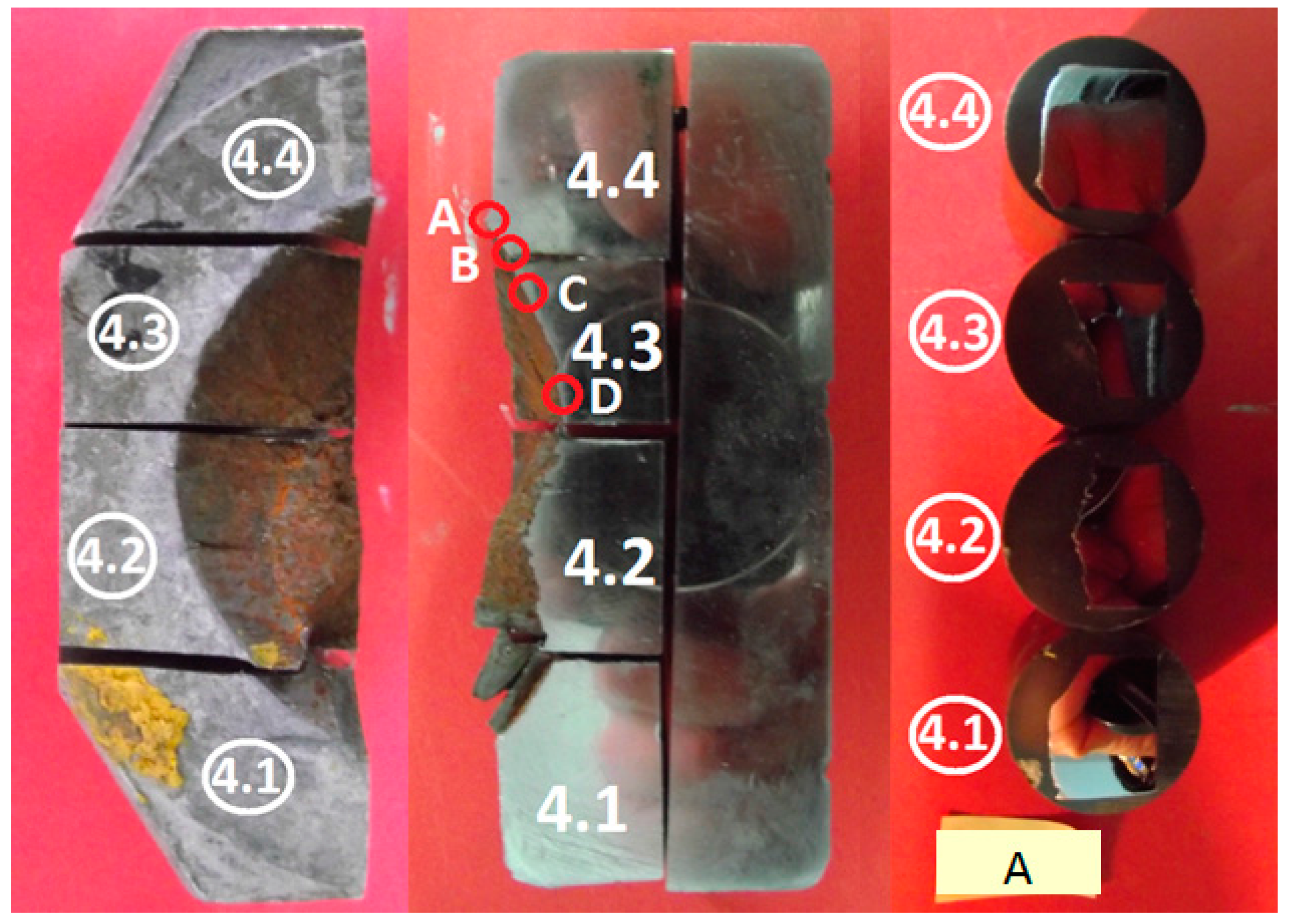
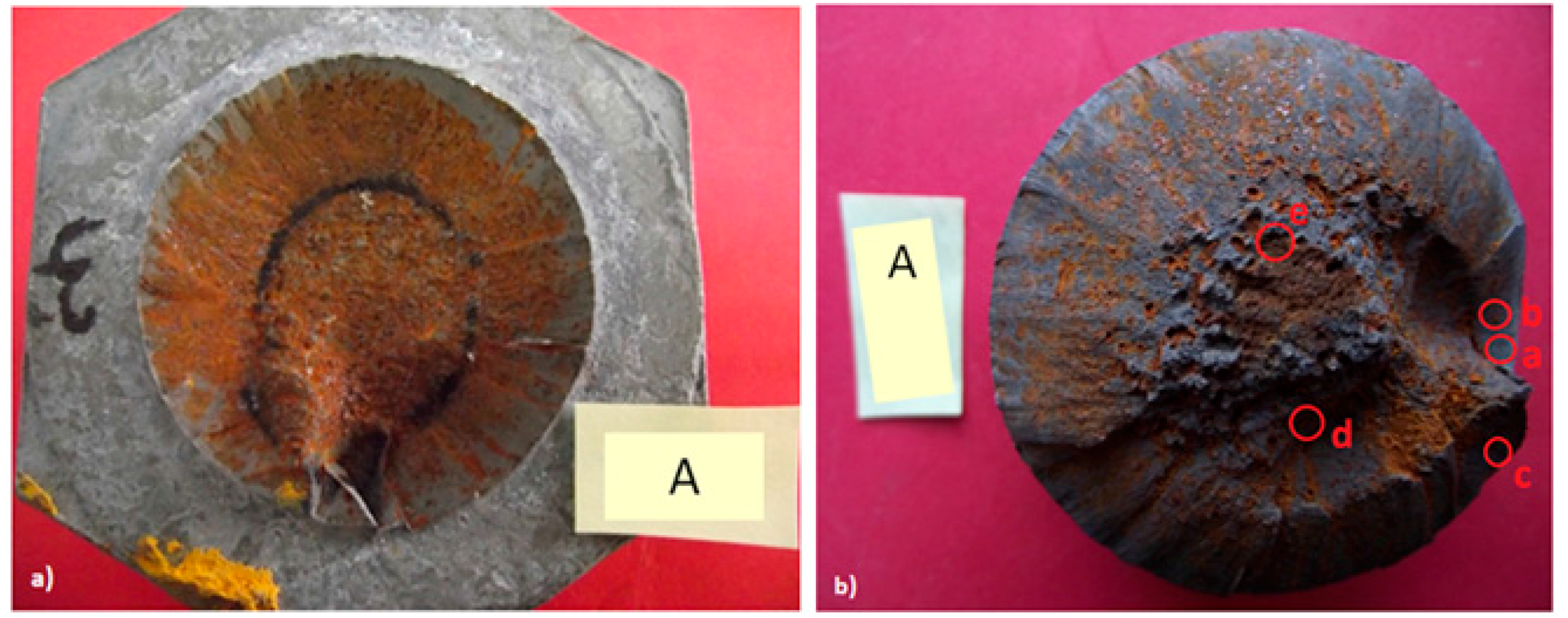
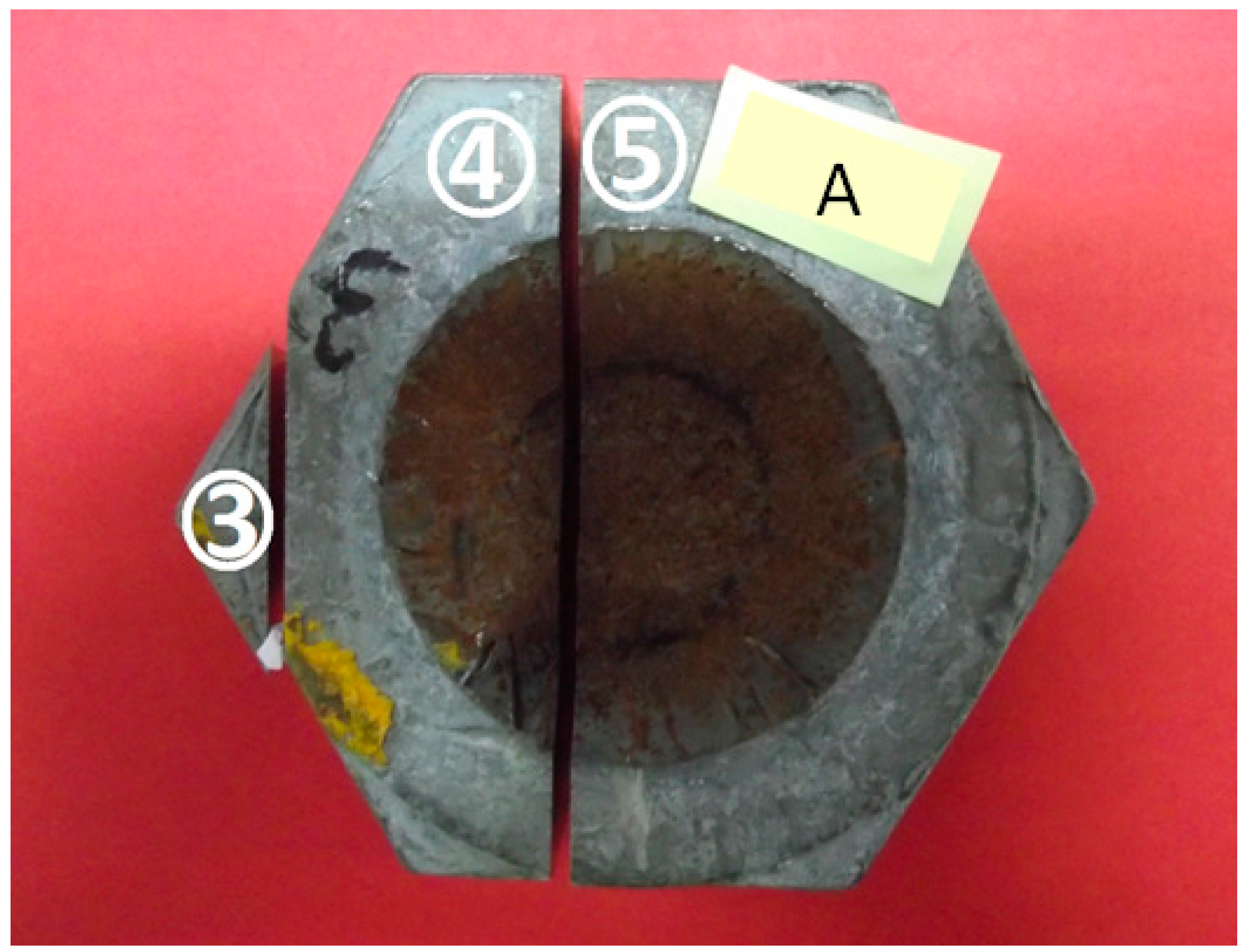
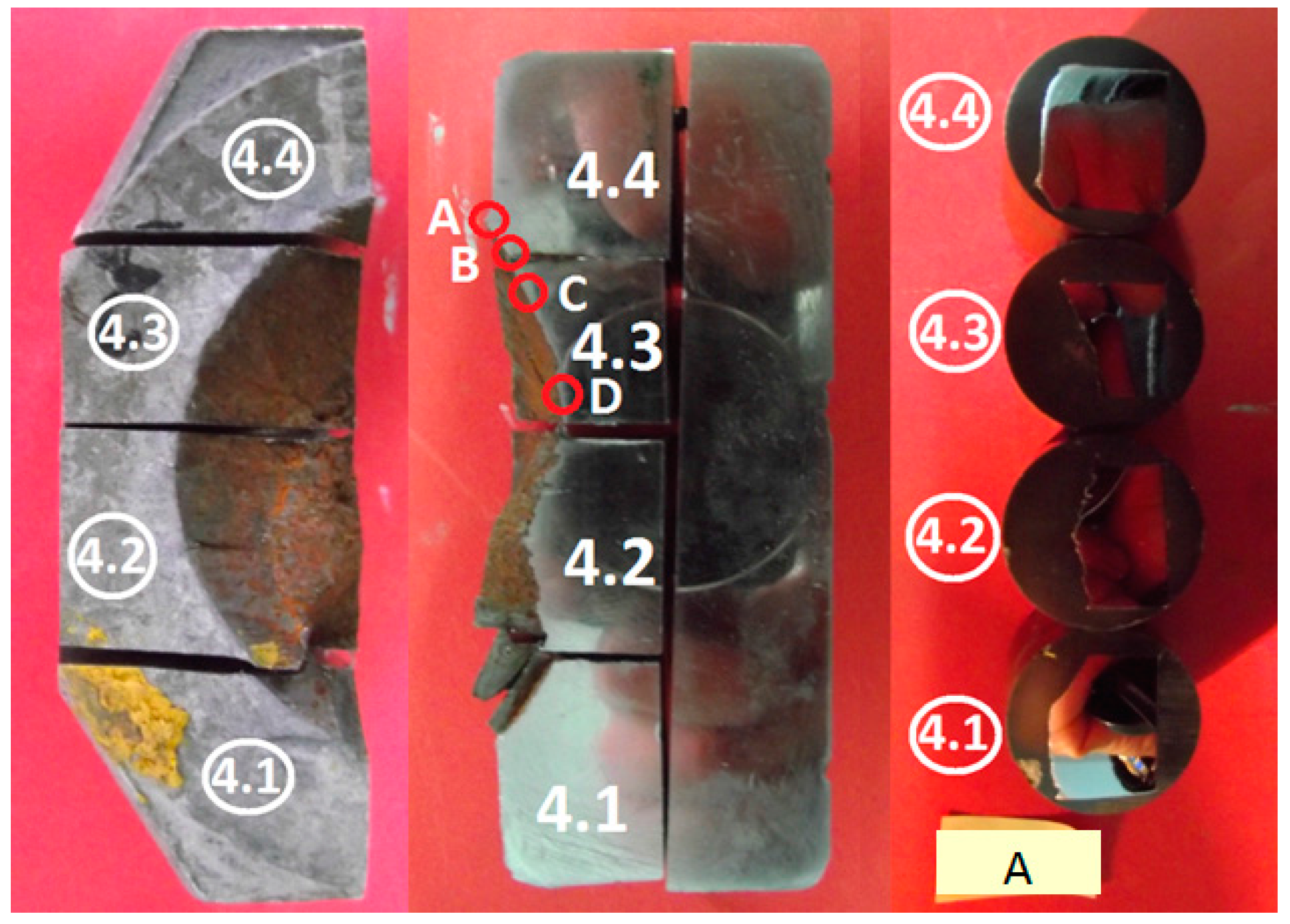
3.1. Visual Inspection and Macrographic Analysis
3.2. Chemical Composition
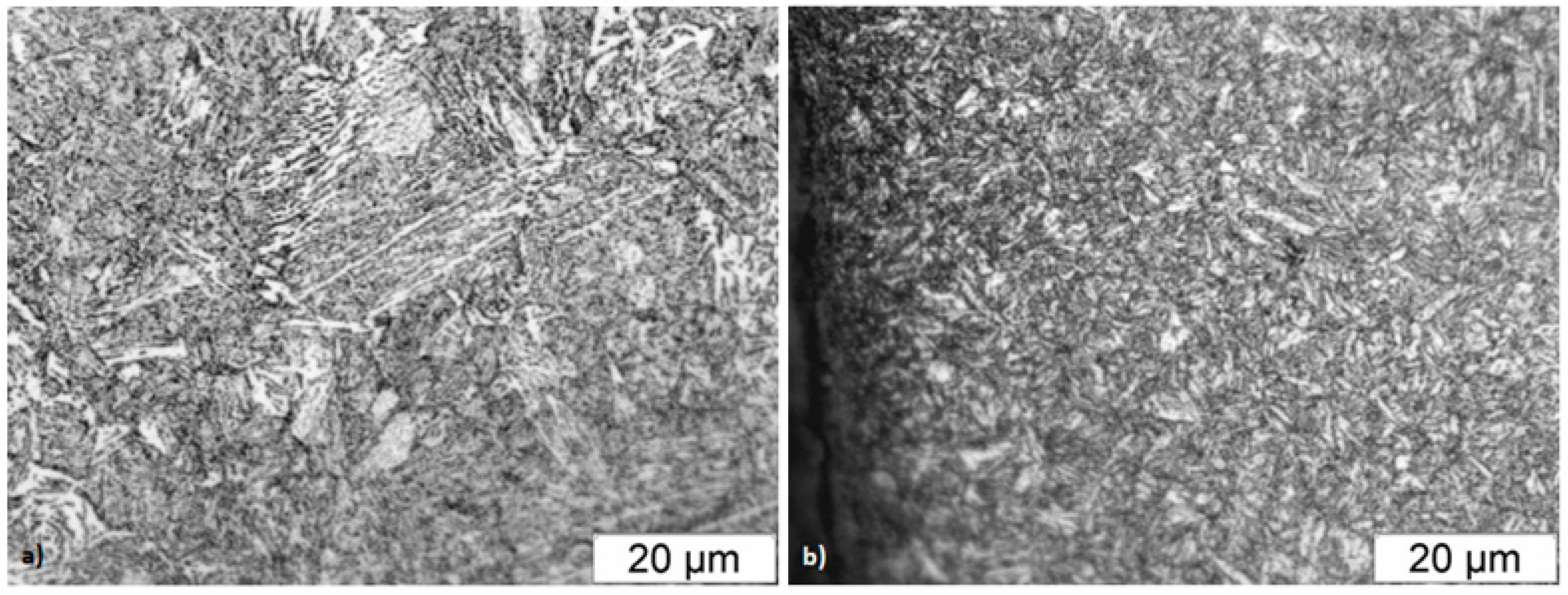
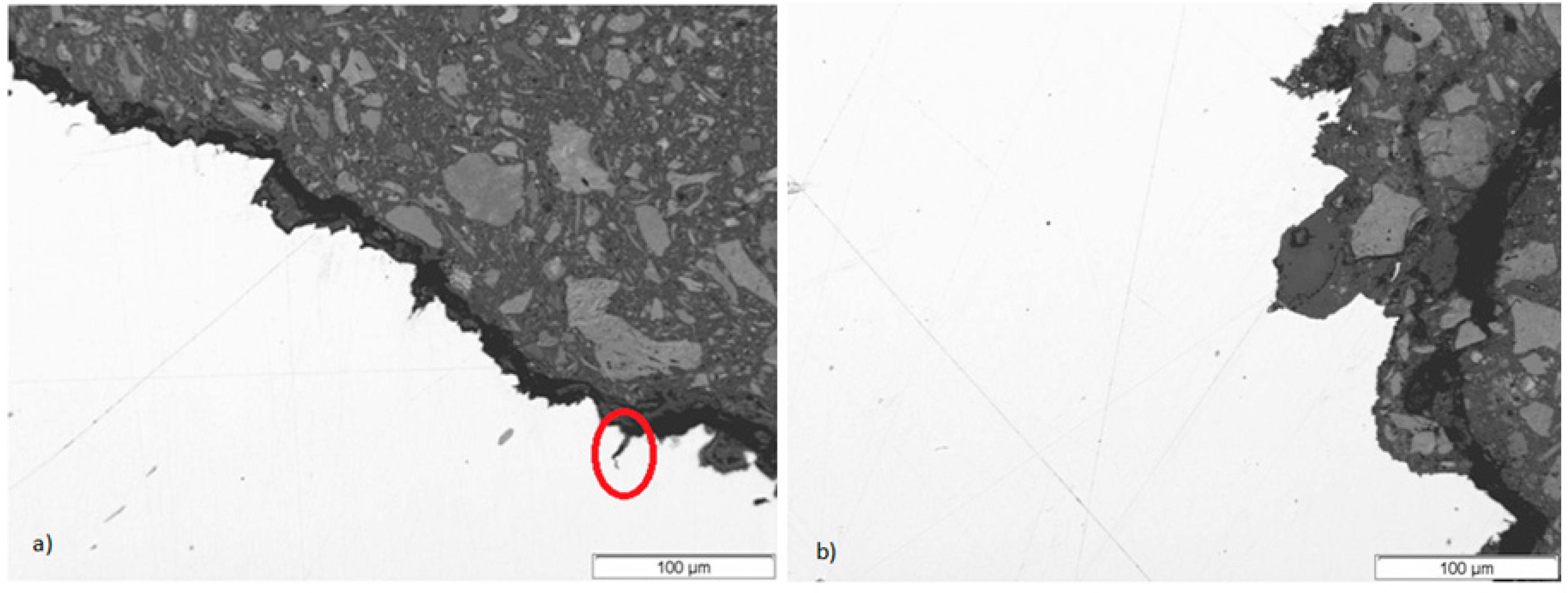
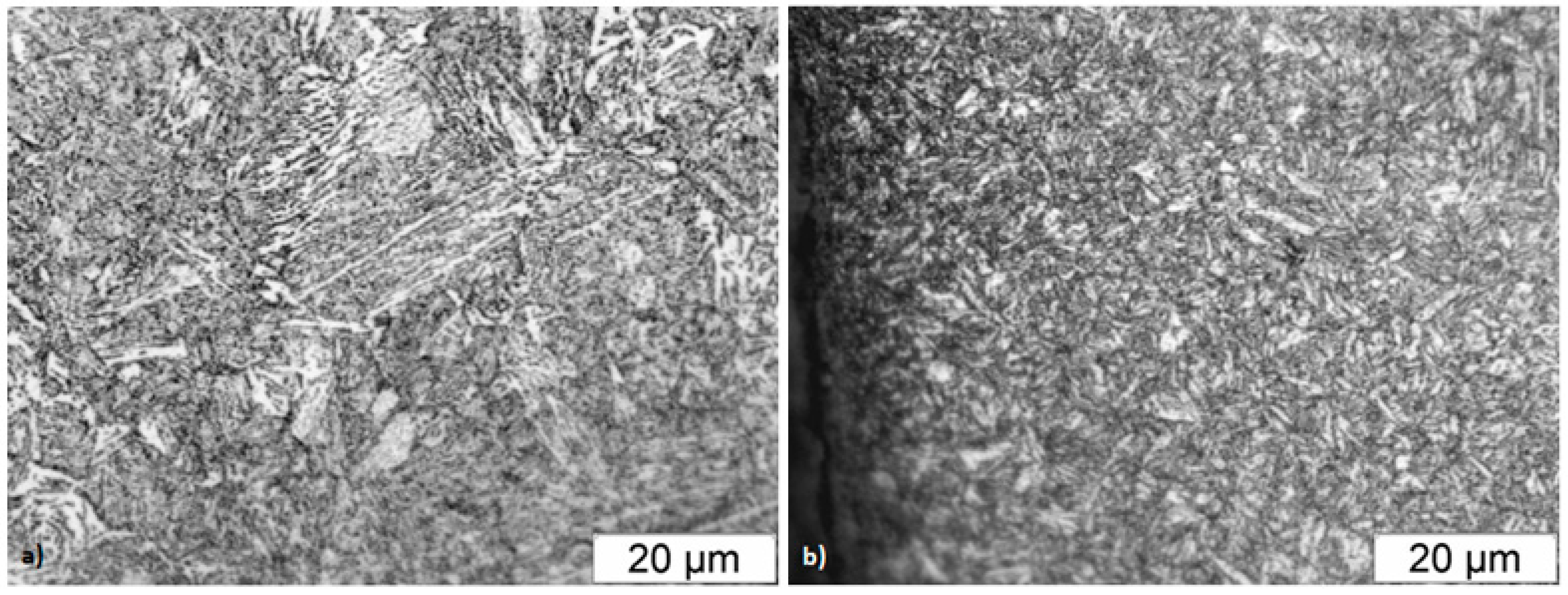
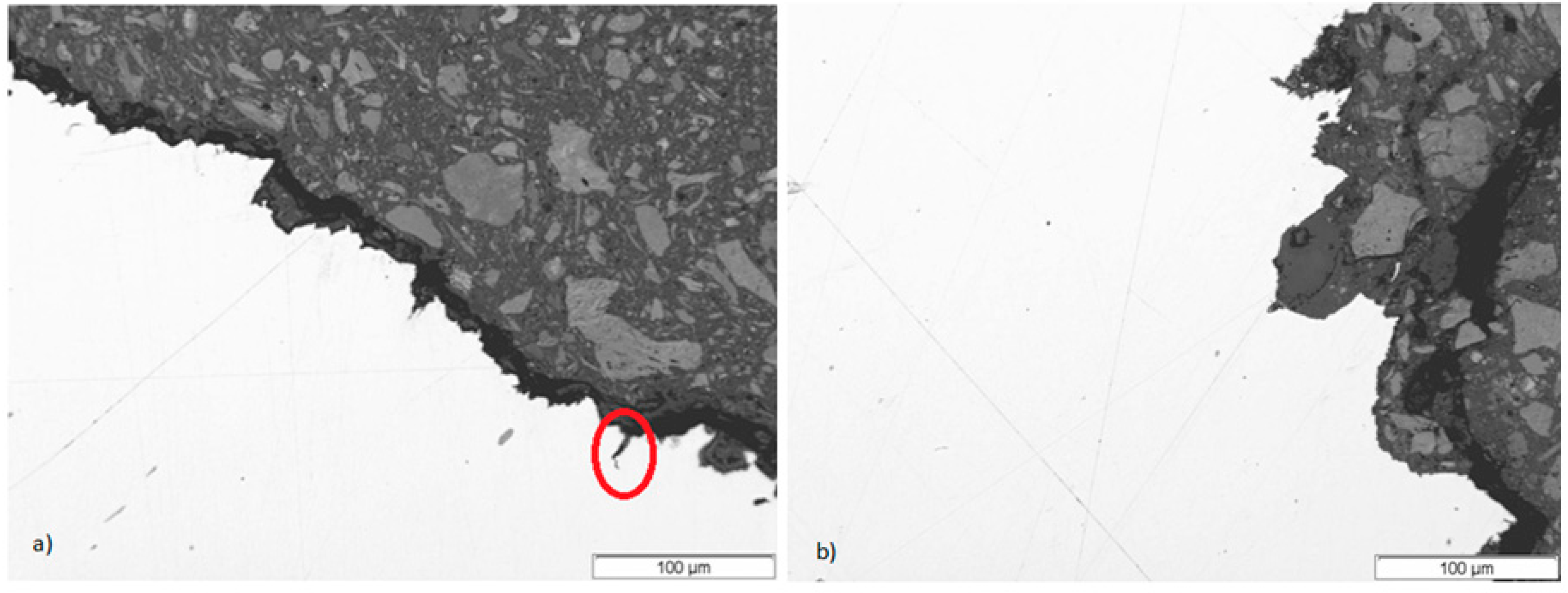
3.3. Microstructural Analysis
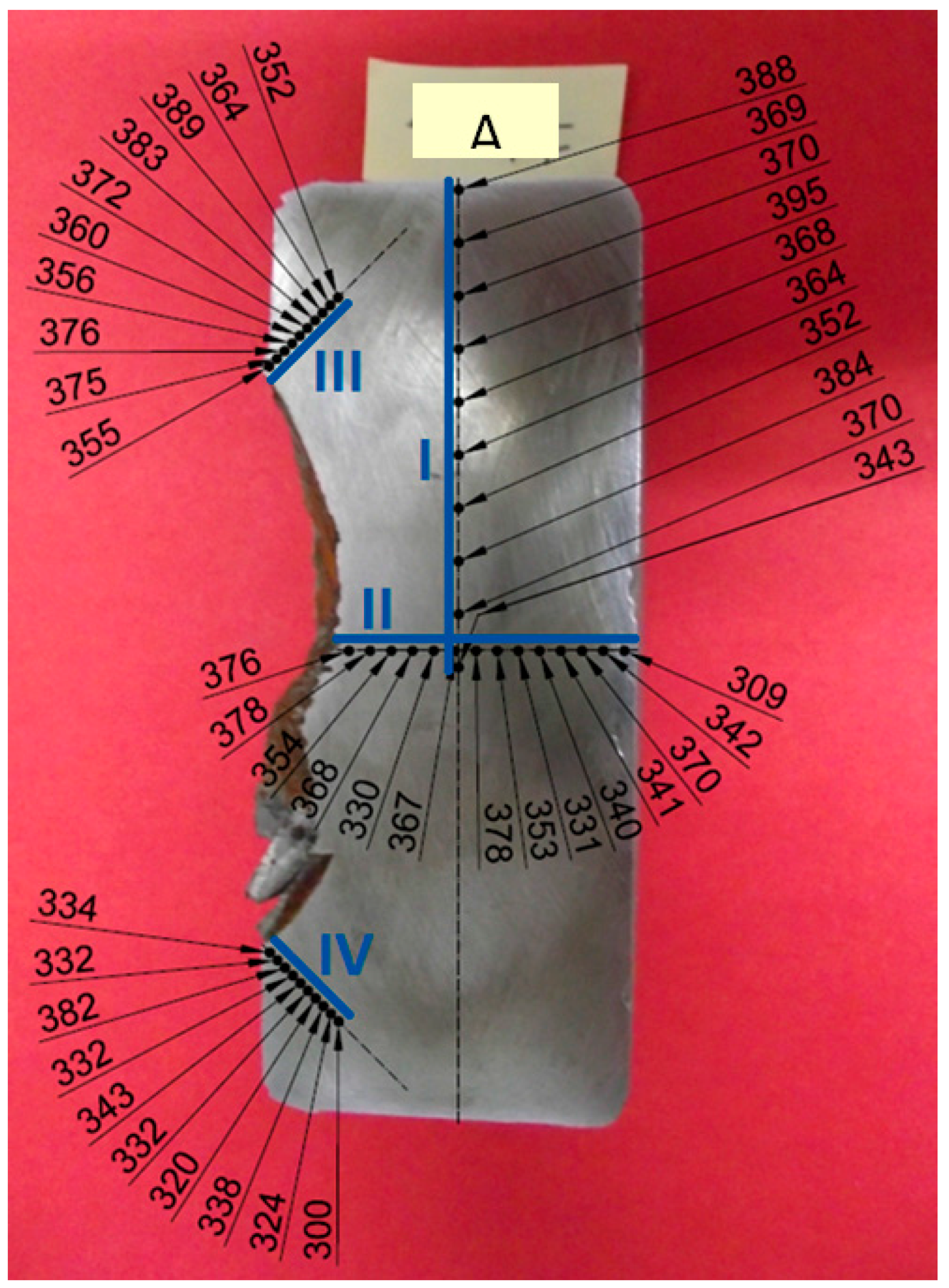
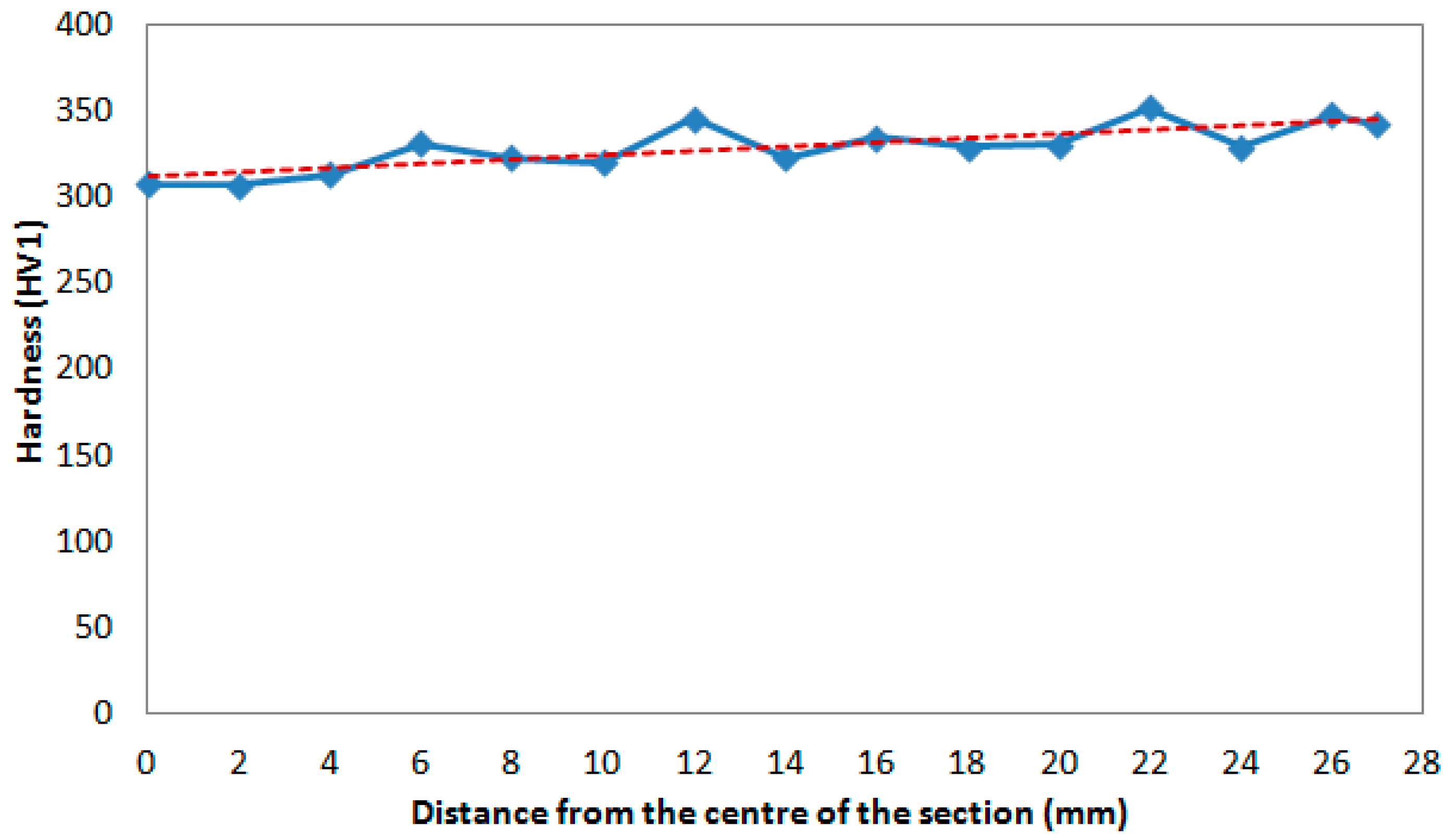
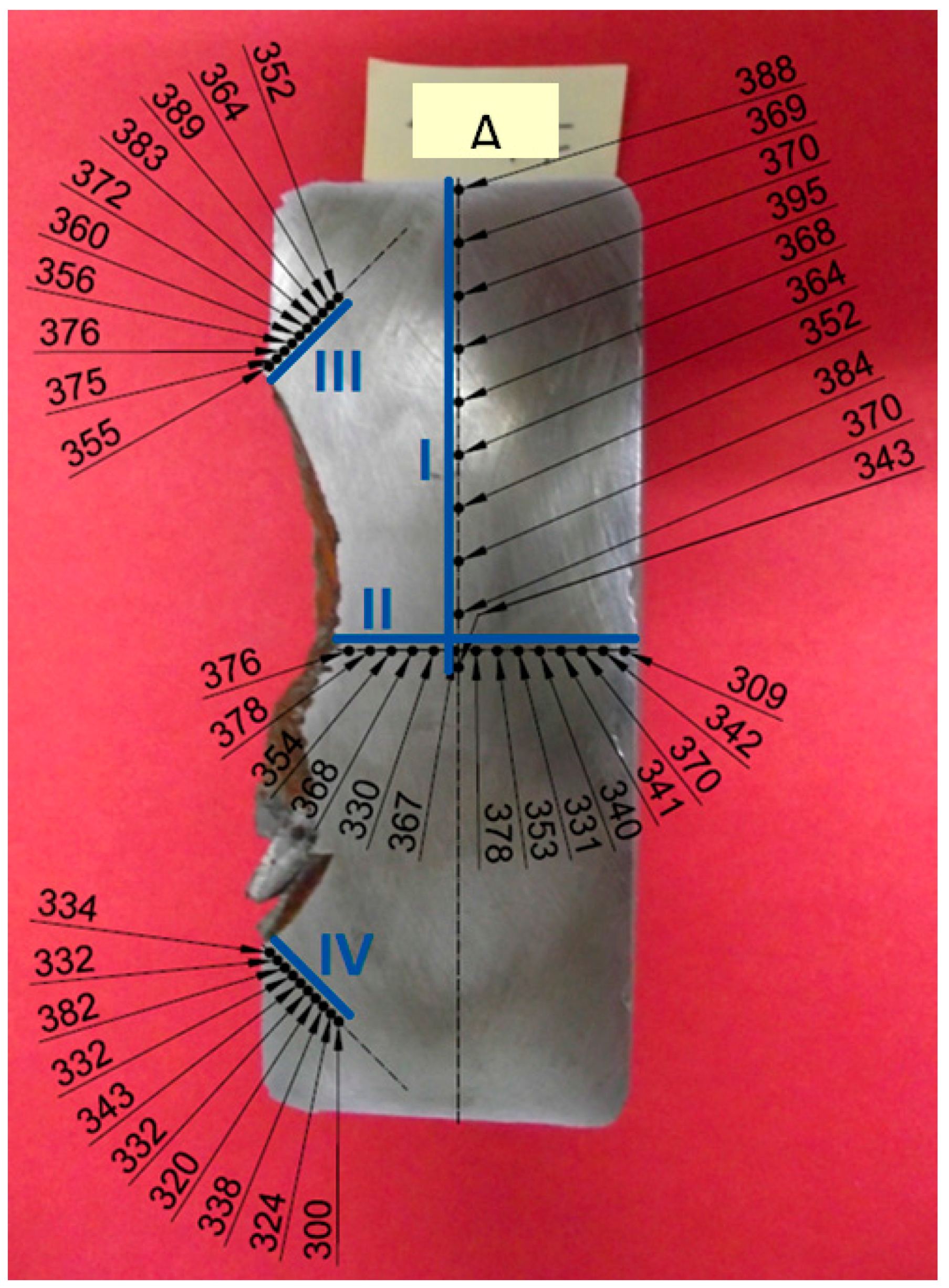
3.4. Hardness Measurements
- Path I: all along the half-width of the bolt head, approximately in the middle of the thickness.
- Path II: from the fracture surface to the head upper surface, all along the thickness of the bolt head.
- Paths III and IV: following 45° with the fracture surface and starting from the points (on the fracture surface) where the bolt head and the bolt shank originally met.
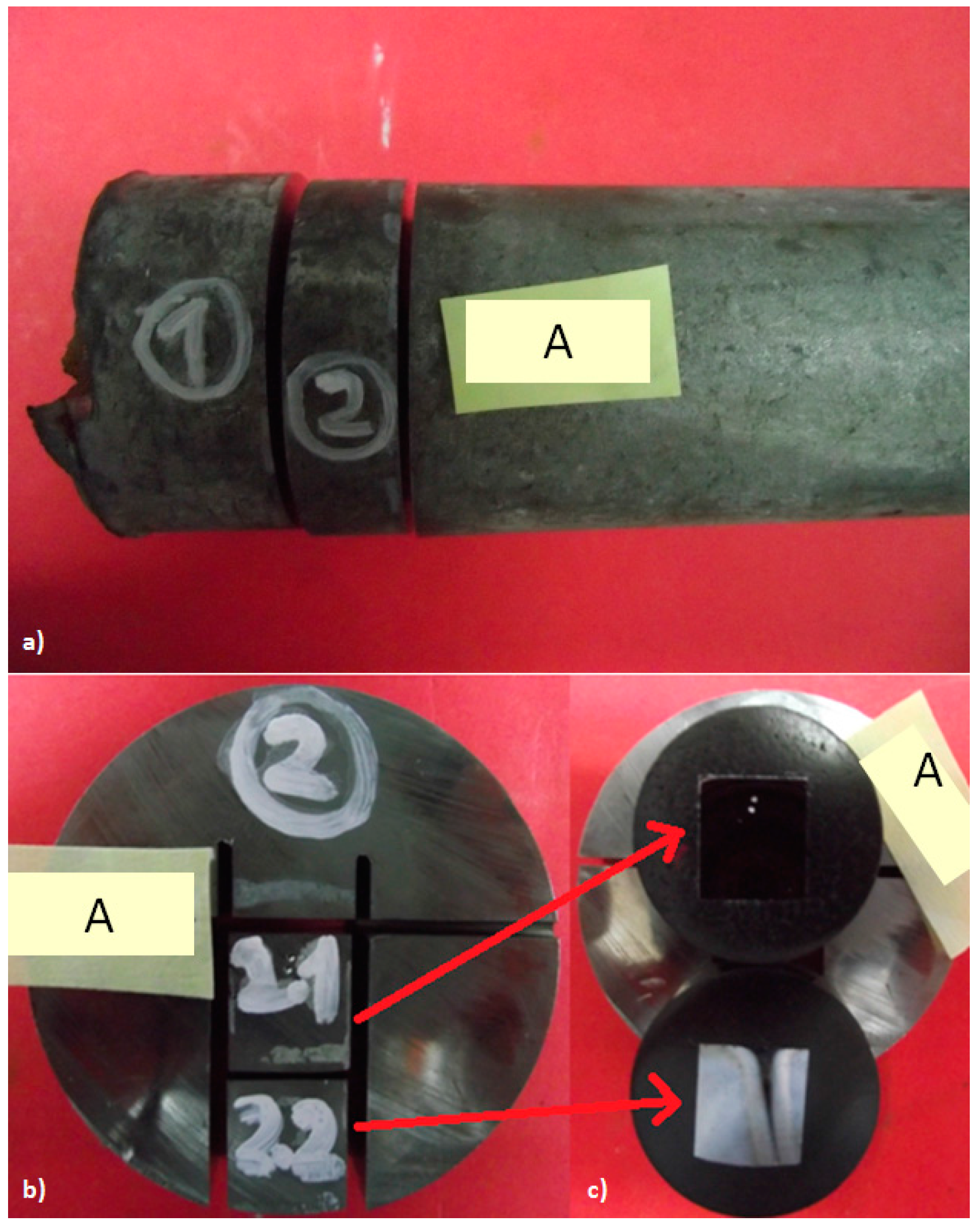
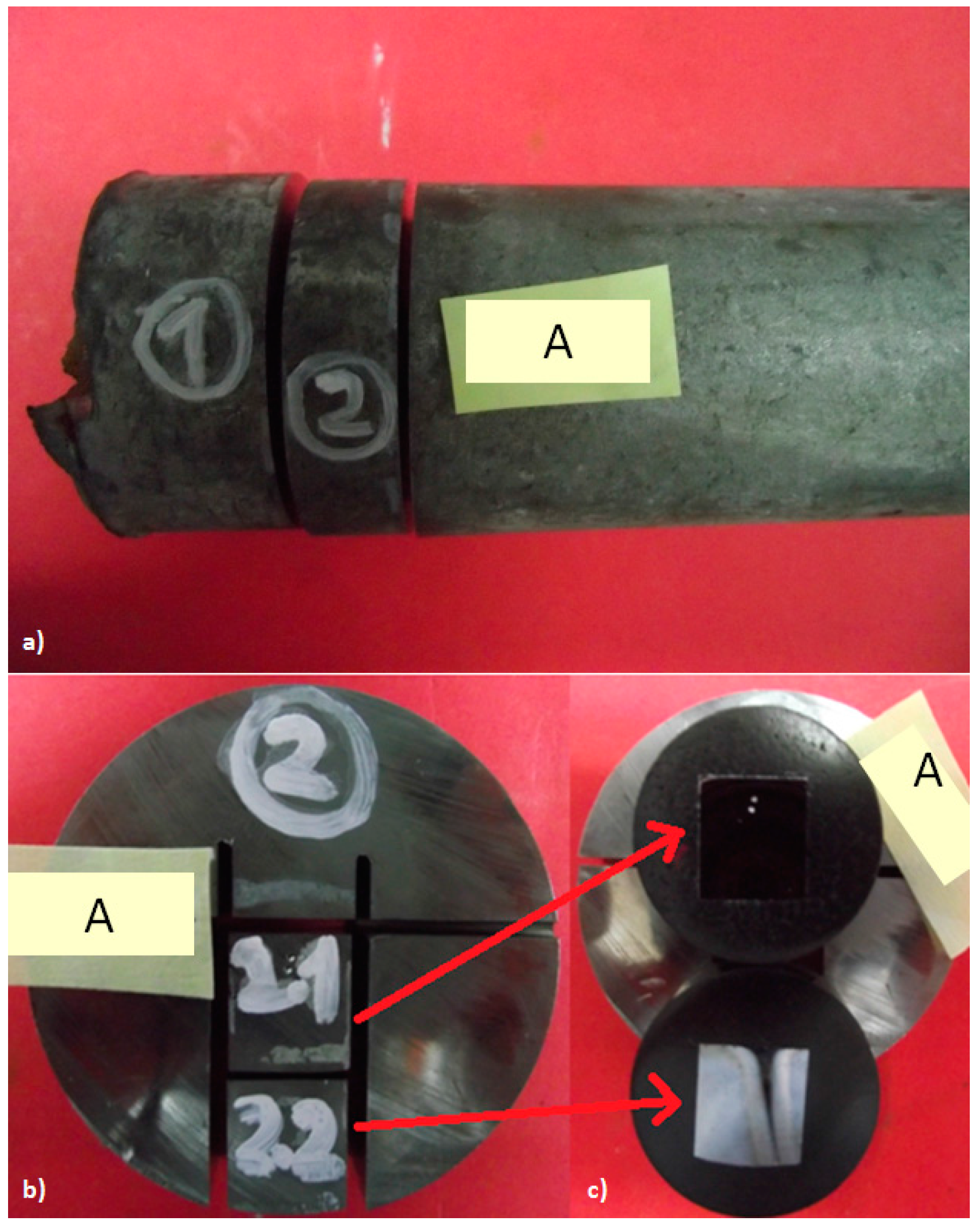
3.5. Tensile Tests
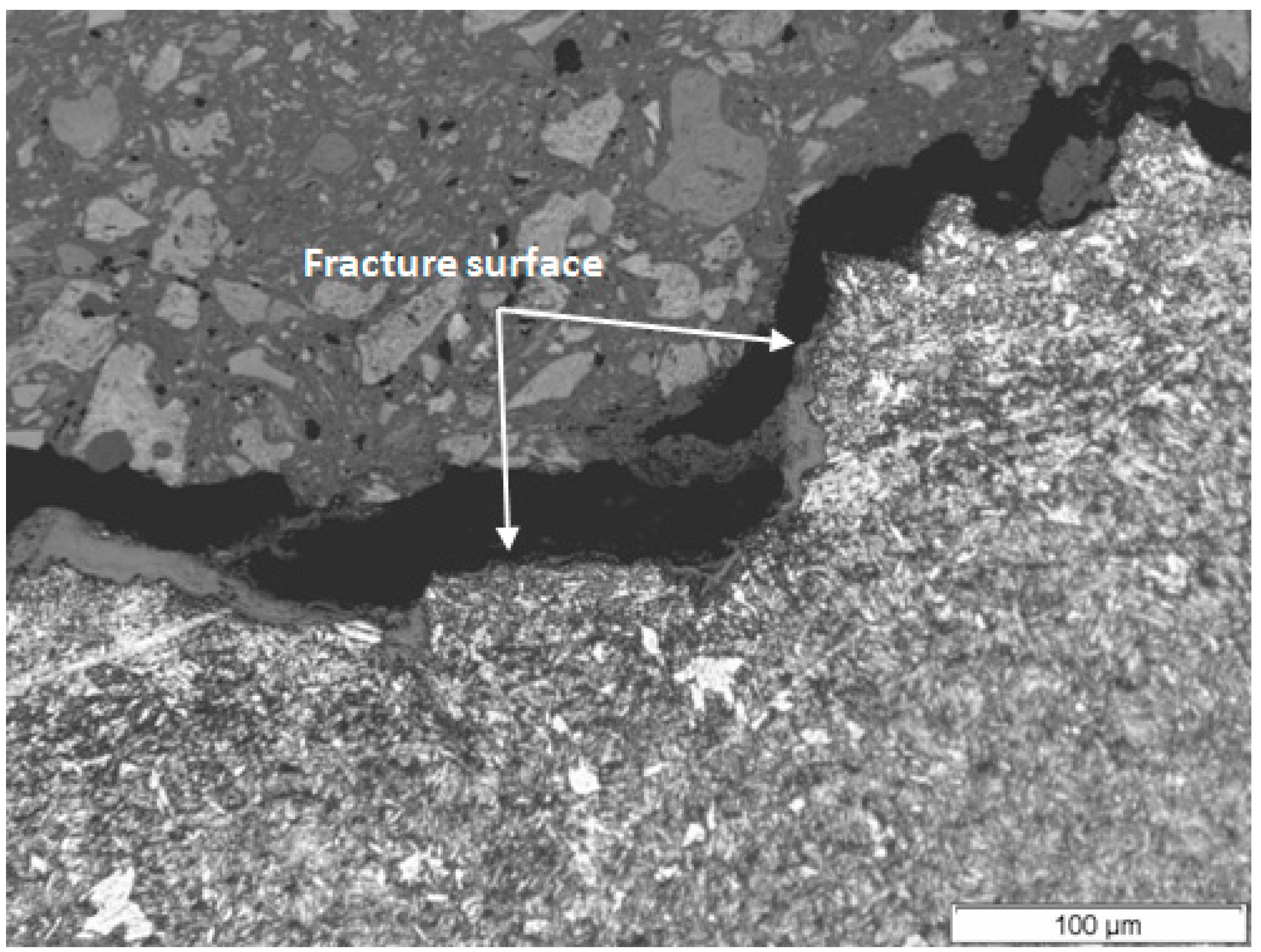
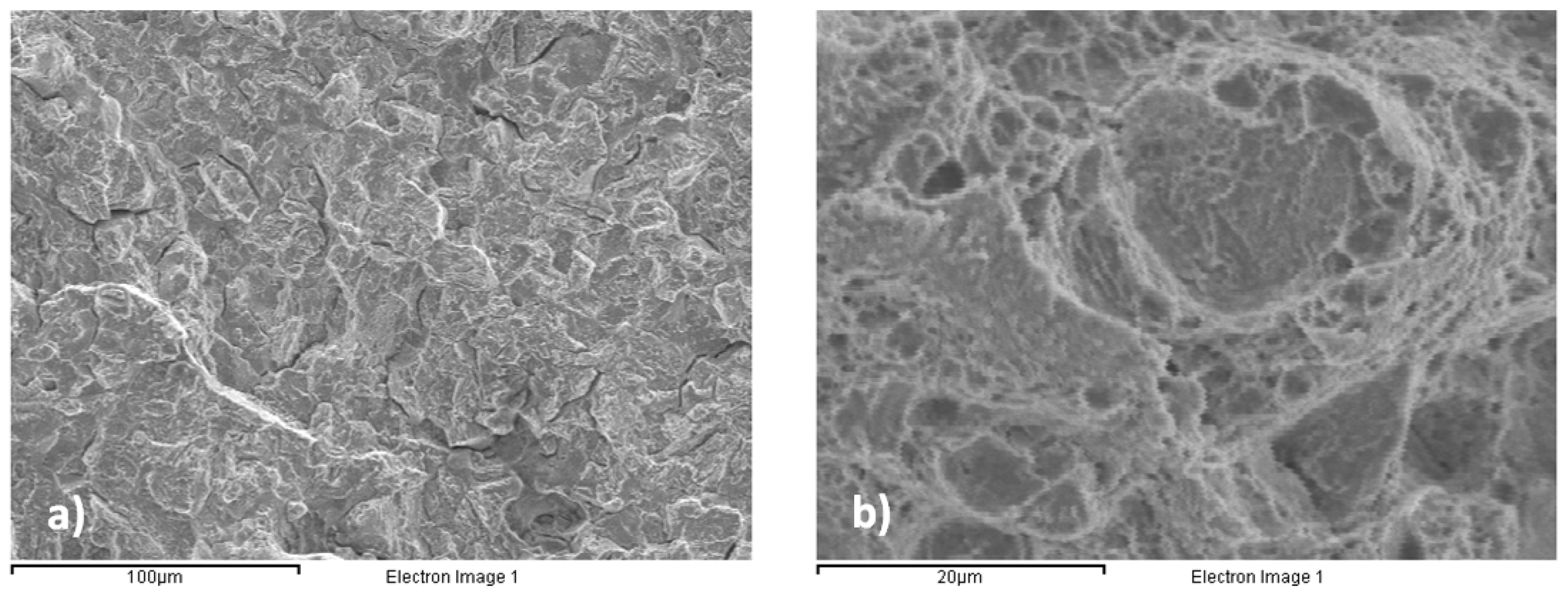
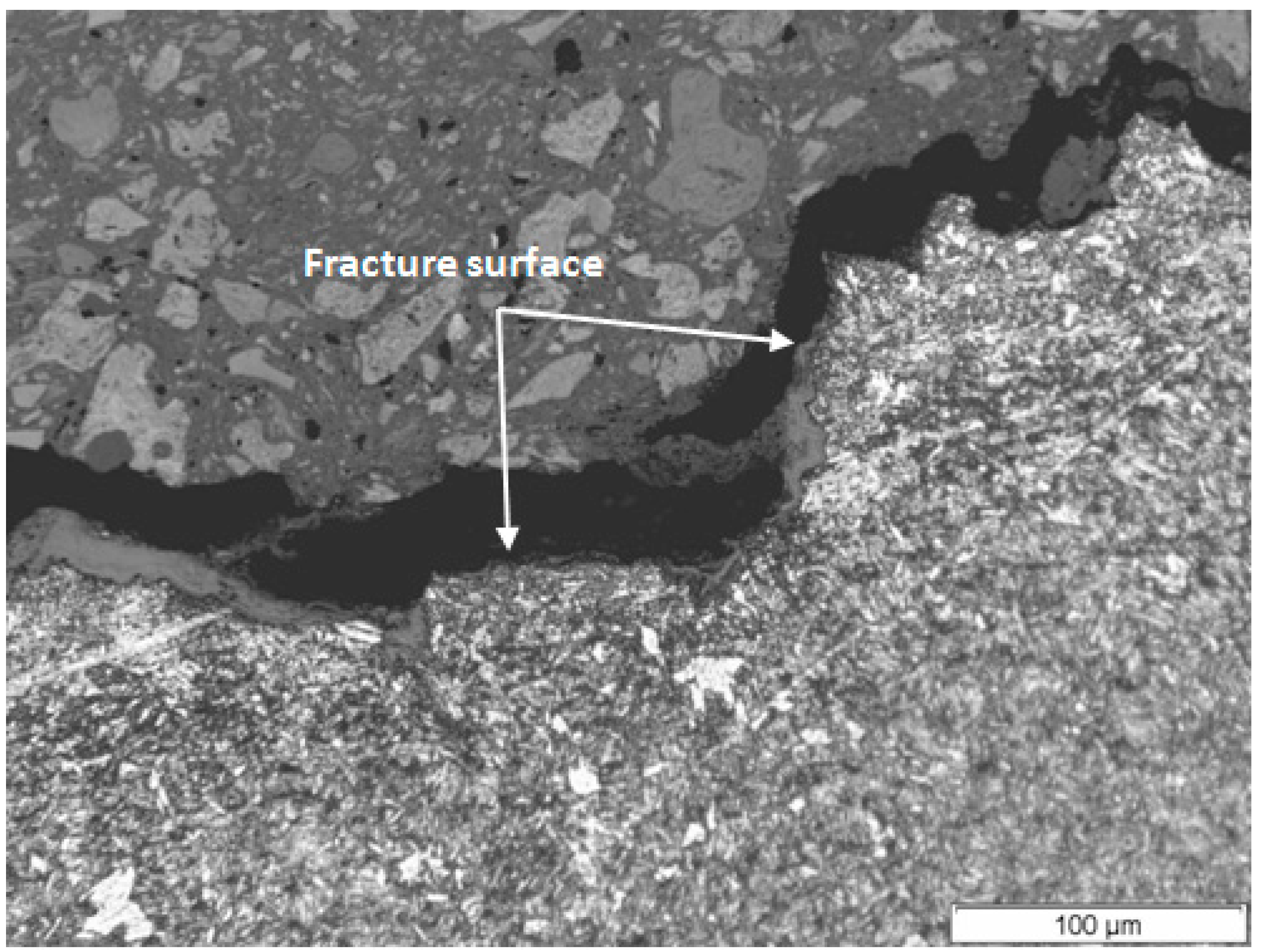
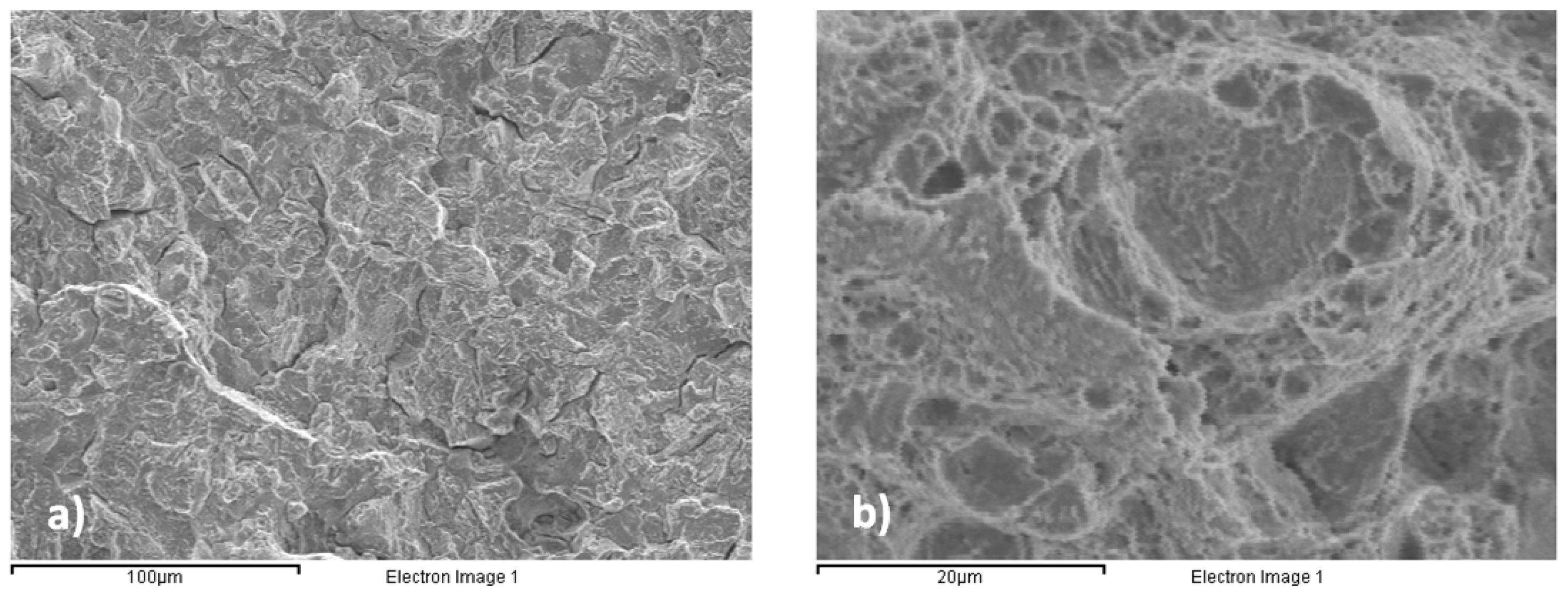
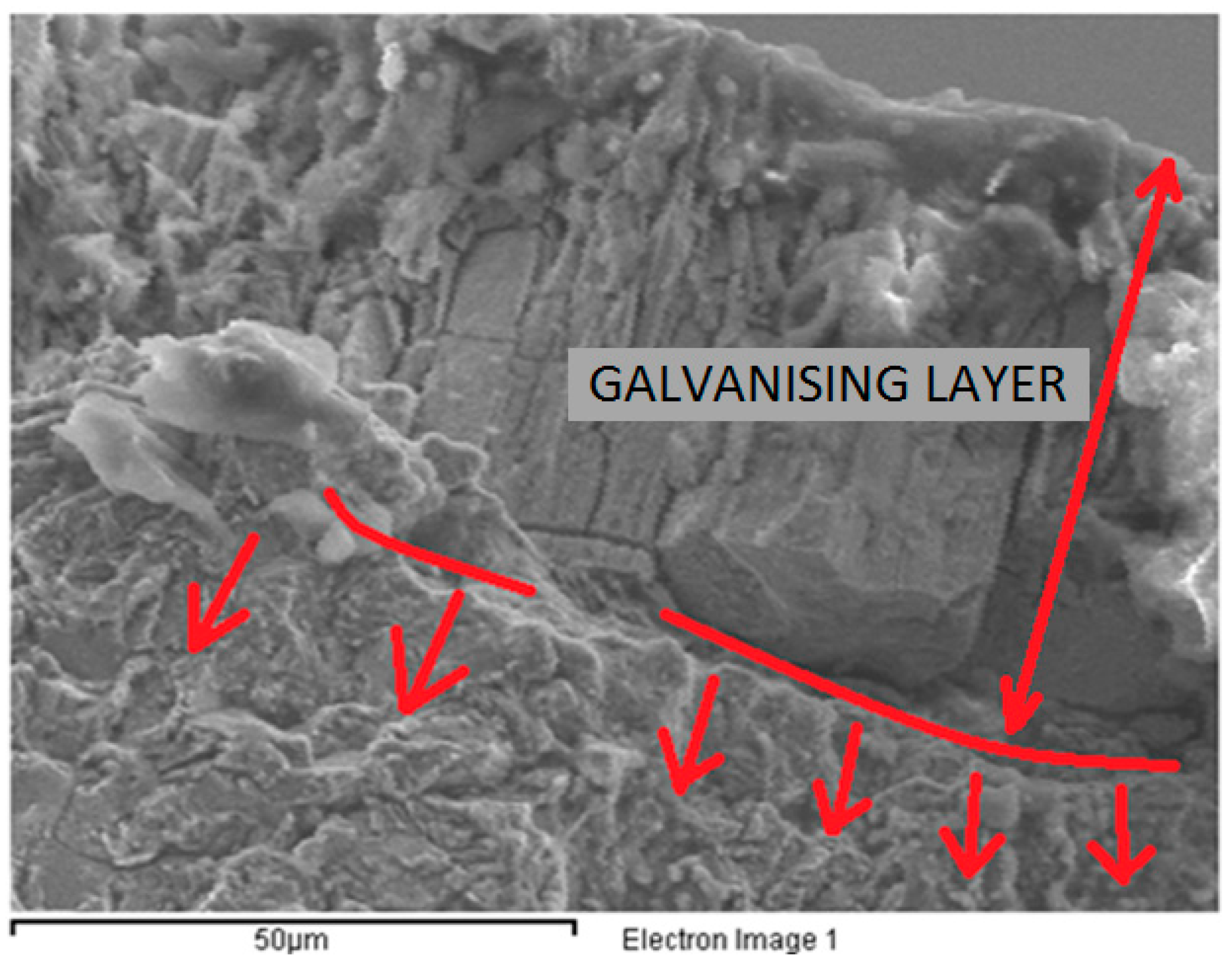
3.6. Fractographic Analysis
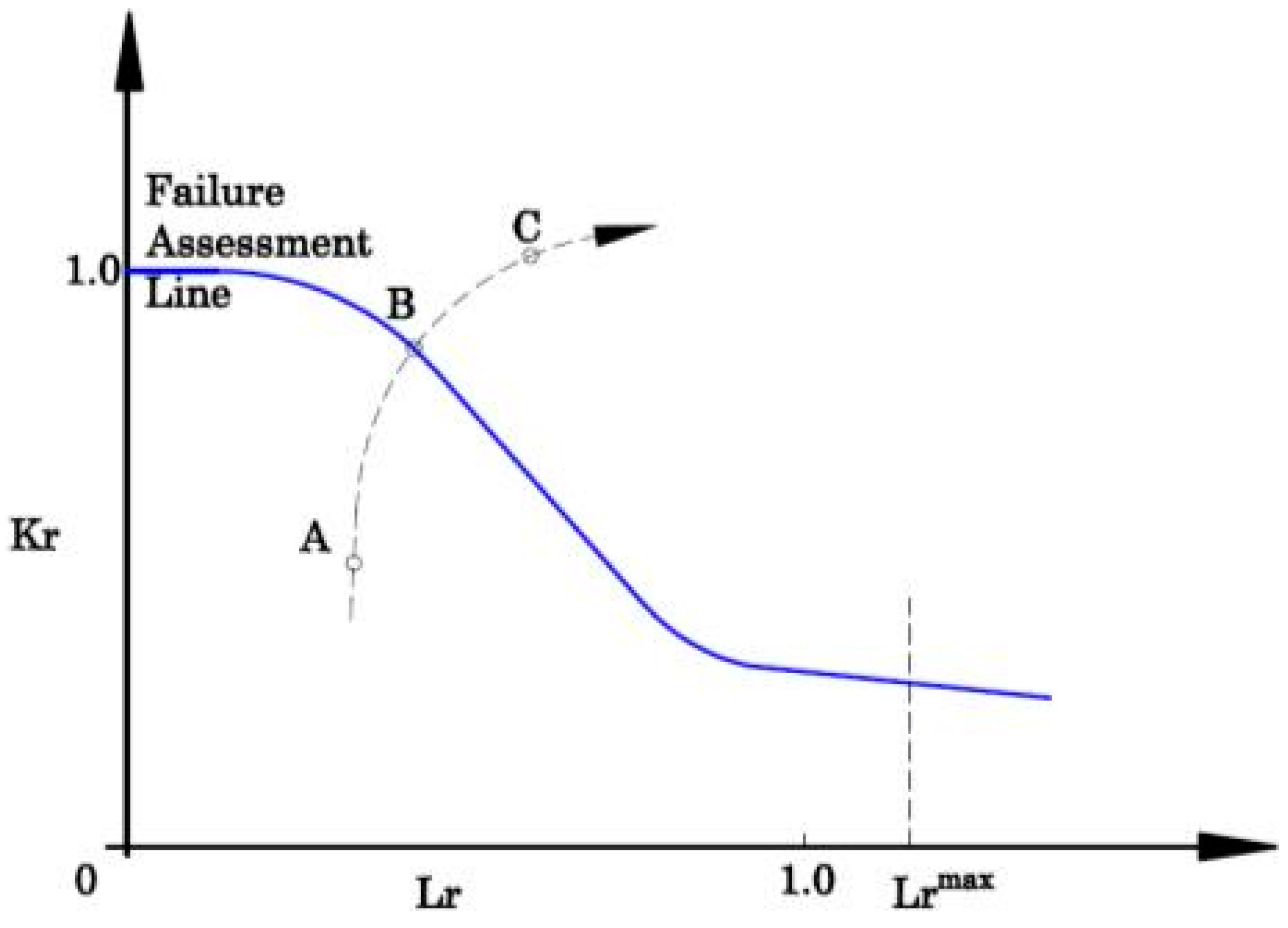
3.7. Structural Integrity Assessment
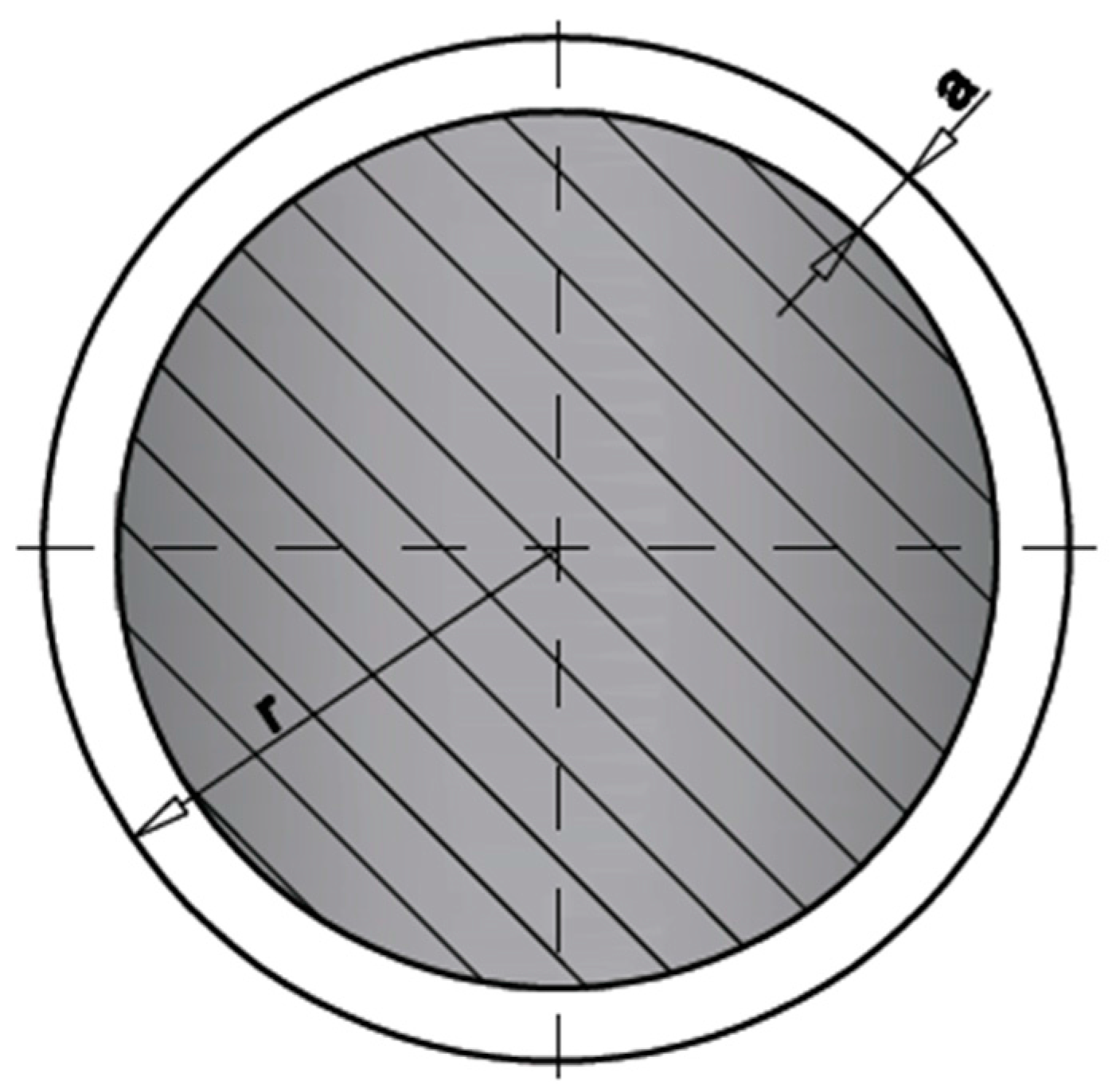
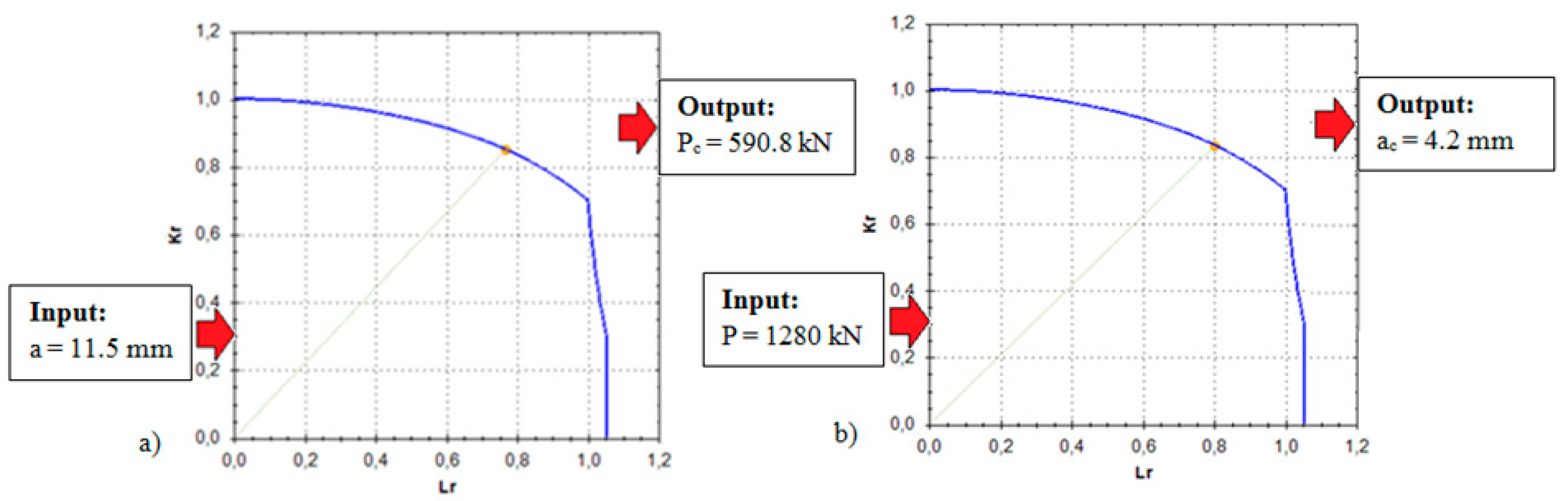
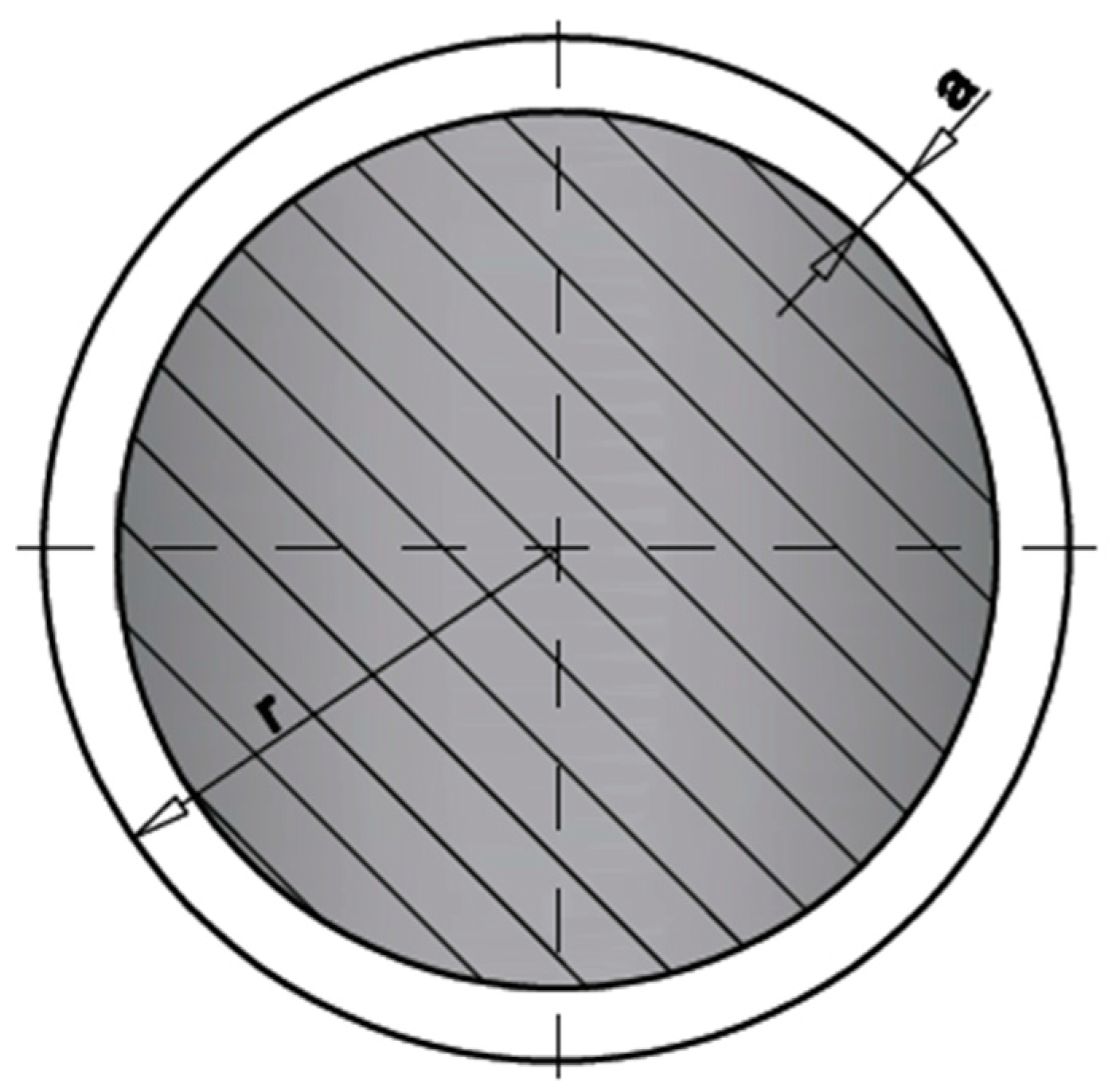
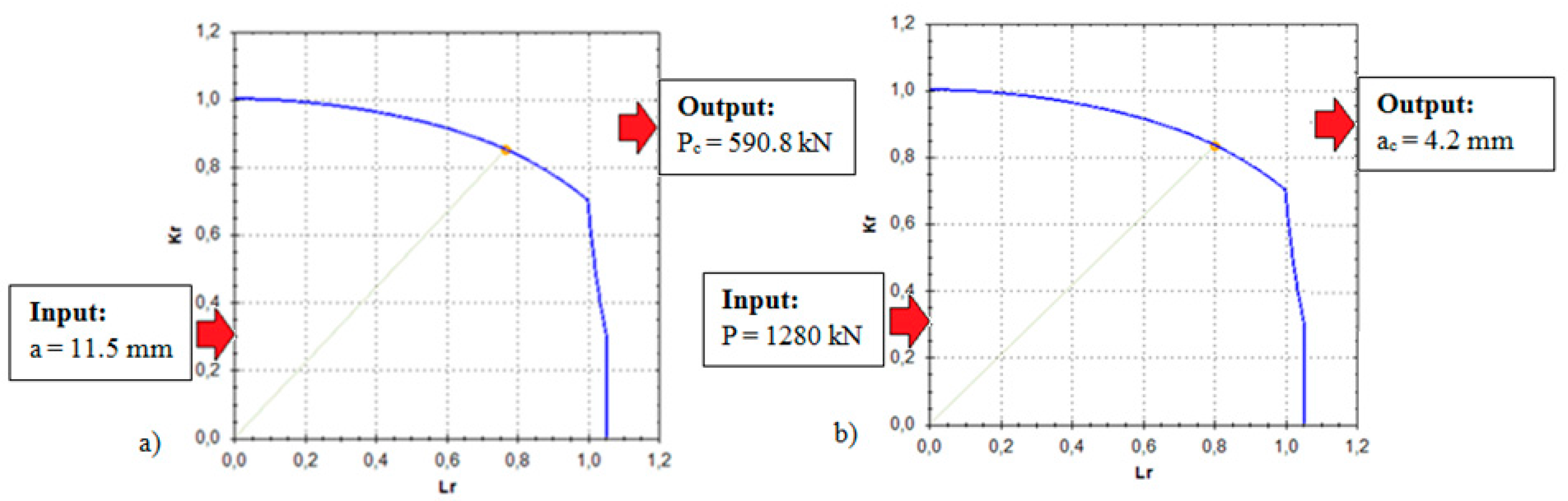
- Circumferential flaw in the round bar (Figure 15), the crack size (a) being 11.5 mm (as a lower value of the size of the external smooth area). The corresponding critical load is determined.
- Circumferential flaw in the round bar, the applied load being 1280 kN (equal to the preload). Thus, the critical crack size is determined.
- Preload of 1280 kN, considering a bolt of M56 and class 10.9, leads to an axial stress of the tower bolt of 671 MPa, clearly under the level at yield stress (900 MPa).
4. Discussion
5. Conclusions
Author Contributions
Conflicts of Interest
References
- Boyd, W.K.; Hyler, W.S. Factors affecting environmental performance of high-strength bolts. J. Struct. Div. 1973, 99, 1571–1588. [Google Scholar]
- Townsend, H.E. Effects of Zinc Coatings on the Stress Corrosion Cracking and Hydrogen Embrittlement of Low-Alloy Steel. Metall. Trans. A 1975, 6, 877–883. [Google Scholar] [CrossRef]
- Timmins, P.F. Solutions to Hydrogen Attack in Steels; ASM International: Materials Park, OH, USA, 1997. [Google Scholar]
- Levy, E. Cracking of an alloy steel bolt. In Handbook of Case Histories in Failure Analysis; Esakul, K.A., Ed.; ASM International: Materials Park, OH, USA, 1992; Volume 1, pp. 303–304. [Google Scholar]
- Kerns, G.E. Fractures of hot dip galvanized steel anchor bolts in chemical plant construction project. In Handbook of Case Histories in Failure Analysis; Esakul, K.A., Ed.; ASM International: Materials Park, OH, USA, 1992; Volume 1, pp. 328–331. [Google Scholar]
- Baggerly, R.G. Hydrogen-assisted Stress cracking of carburized and zinc plated SAE Grade 8 wheel studs. In Handbook of Case Histories in Failure Analysis; Esakul, K.A., Ed.; ASM International: Materials Park, OH, USA, 1992; Volume 2, pp. 396–400. [Google Scholar]
- Levy, E. Hydrogen embrittlement delayed failure of a 4340 steel draw-in bolt. In Handbook of Case Histories in Failure Analysis; ASM International: Materials Park, OH, USA, 1992; Volume 2, pp. 401–404. [Google Scholar]
- Carpio, J.; Casado, J.A.; Álvarez, J.A.; Méndez, D.; Gutiérrez-Solana, F. Stress corrosion cracking of structural steels immersed in hot-dip galvanizing baths. Eng. Fail. Anal. 2010, 17, 19–27. [Google Scholar] [CrossRef]
- Asociación Española de Normalización y Certificación. Características Mecánicas de los Elementos de Fijación de Acero al Carbono y Acero Aleado. Parte 1: Pernos, Tornillos y Bulones con Clases de Calidad Especificadas. Rosca de Paso Grueso y Rosca de Paso Fino; UNE-EN-ISO 898-1:2010; AENOR: Madrid, Spain, 2010. [Google Scholar]
- Asociación Española de Normalización y Certificación. Características Mecánicas de los Elementos de Fijación de Acero al Carbono y Acero Aleado. Parte 2: Tuercas con Valores de Carga de Prueba Especificados. Rosca de Paso Grueso; UNE-EN-ISO 898-2:2010; AENOR: Madrid, Spain, 2010. [Google Scholar]
- Asociación Española de Normalización y Certificación. Conjuntos de Elementos de Fijación Estructurales de Alta Resistencia Para Precarga. Parte 2: Ensayo de Aptitud a la Precarga; UNE-EN-ISO 14399-2:2009; AENOR: Madrid, Spain, 2009. [Google Scholar]
- Asociación Española de Normalización y Certificación. Elementos de Fijación. Recubrimientos por Galvanización en Caliente; UNE-EN-ISO 10684:2006; AENOR: Madrid, Spain, 2006. [Google Scholar]
- Asociación Española de Normalización y Certificación. Eurocódigo 3: Proyecto de Estructuras de Acero; UNE-EN-ISO 1993-1-8:2011; AENOR: Madrid, Spain, 2011. [Google Scholar]
- Asociación Española de Normalización y Certificación. Uniones Atornilladas Estructurales sin Precarga. Parte 1: Requisitos Generals; UNE-EN-ISO 15048-1:2008; AENOR: Madrid, Spain, 2008. [Google Scholar]
- Asociación Española de Normalización y Certificación. Tuercas Hexagonales Autofrenadas de Acero. Propiedades de Funcionamiento. Ensayos de Par y Fuerza de Apriete y par de Autofrenado; UNE-EN-ISO 2320:2009; AENOR: Madrid, Spain, 2009. [Google Scholar]
- Asociación Española de Normalización y Certificación. Sistemas de Designación de Aceros. Parte 1: Designación Simbólica; UNE-EN-10027-1:2006; AENOR: Madrid, Spain, 2006. [Google Scholar]
- American Society for Testing and Materials. Standard Test Method for Knoop and Vickers Hardness of Materials; ASTM: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Asociación Española de Normalización y Certificación. Materiales Metálicos. Ensayo de Tracción. Parte 1: Método de Ensayo a Temperatura Ambiente; UNE-EN-ISO 6892-1:2010; AENOR: Madrid, Spain, 2010. [Google Scholar]
- British Standards. Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures; British Standards: London, UK, 2013. [Google Scholar]
- GKSS Forschungszentrum. FITNET Fitness-for-Service (FFS) Procedure; Kocak, M., Webster, S., Janosch, J.J., Ainsworth, R.A., Koers, R., Eds.; GKSS Forschungszentrum: Geesthacht, Germany, 2008; Volume 1. [Google Scholar]
- Asociación Española de Normalización y Certificación. Materiales Metálicos. Ensayo de Flexión por Choque con Péndulo Charpy. Parte 1: Método de Ensayo; ISO 148-1:2011; AENOR: Madrid, Spain, 2011. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|
| 0.38–0.45 | ≤0.4 | 0.6–0.9 | ≤0.025 | ≤0.035 | 0.90–1.20 | 0.15–0.3 |
| Bolt | Quenching Temperature (°C) | Time (min) | Tempering Temperature (°C) | Time (min) | Oil Temperature (°C) |
|---|---|---|---|---|---|
| A | 855 | 180 | 570 | 180 | 90 |
| B | 855 | 180 | 555 | 180 | 90 |
| C | 855 | 180 | 560 | 180 | 90 |
| Property | Min | Max |
|---|---|---|
| Tensile strength, Rm (MPa) | 1040 | - |
| Proof stress 0.2%, Rp0.2 (MPa) | 940 | - |
| Strain under max. load (L0 = 5d0) (%) | 9 | - |
| Reduction of area, Z (%) | 48 | - |
| Charpy Energy (−20 °C) | 27 | - |
| Hardness Brinell, HB | 326 | 355 |
| Surface hardness HV 0.3 | - | 390 |
| C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|
| 0.42 | 0.27 | 0.80 | ≤0.025 | ≤0.035 | 1.10 | 0.22 |
| Property | A | B | C |
|---|---|---|---|
| Tensile strength, Rm (MPa) | 1101 | 1106 | 1117 |
| Proof stress 0.2%, Rp0.2 (MPa) | 1001 | 1002 | 1011 |
| Strain under max. load (L0 = 5d0) (%) | 15.6 | 13.8 | 13.9 |
| Reduction of area, Z (%) | 56.0 | 52.0 | 52.0 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Álvarez, J.A.; Lacalle, R.; Arroyo, B.; Cicero, S.; Gutiérrez-Solana, F. Failure Analysis of High Strength Galvanized Bolts Used in Steel Towers. Metals 2016, 6, 163. https://doi.org/10.3390/met6070163
Álvarez JA, Lacalle R, Arroyo B, Cicero S, Gutiérrez-Solana F. Failure Analysis of High Strength Galvanized Bolts Used in Steel Towers. Metals. 2016; 6(7):163. https://doi.org/10.3390/met6070163
Chicago/Turabian StyleÁlvarez, Jose Alberto, Roberto Lacalle, Borja Arroyo, Sergio Cicero, and Federico Gutiérrez-Solana. 2016. "Failure Analysis of High Strength Galvanized Bolts Used in Steel Towers" Metals 6, no. 7: 163. https://doi.org/10.3390/met6070163