
Corrosion Resistance Properties of Aluminum Coating Applied by Arc Thermal Metal Spray in SAE J2334 Solution with Exposure Periods


Abstract
:
1. Introduction
- To evaluate the performance of Al coatings in immersion conditions of SAE J2334 solution;
- To determine the kinetics and mechanism of corrosion process for Al coatings applied by arc thermal metals spray in the presence of stimulants, i.e., carbonate and chloride ions;
- To study the role of stimulants on the formation of corrosion products on the surface of Al coatings in SAE J2334 solution;
- To study the nature of corrosion products formed on Al coating surface in presence of stimulants, i.e., carbonate and chloride ions.
2. Materials and Methods
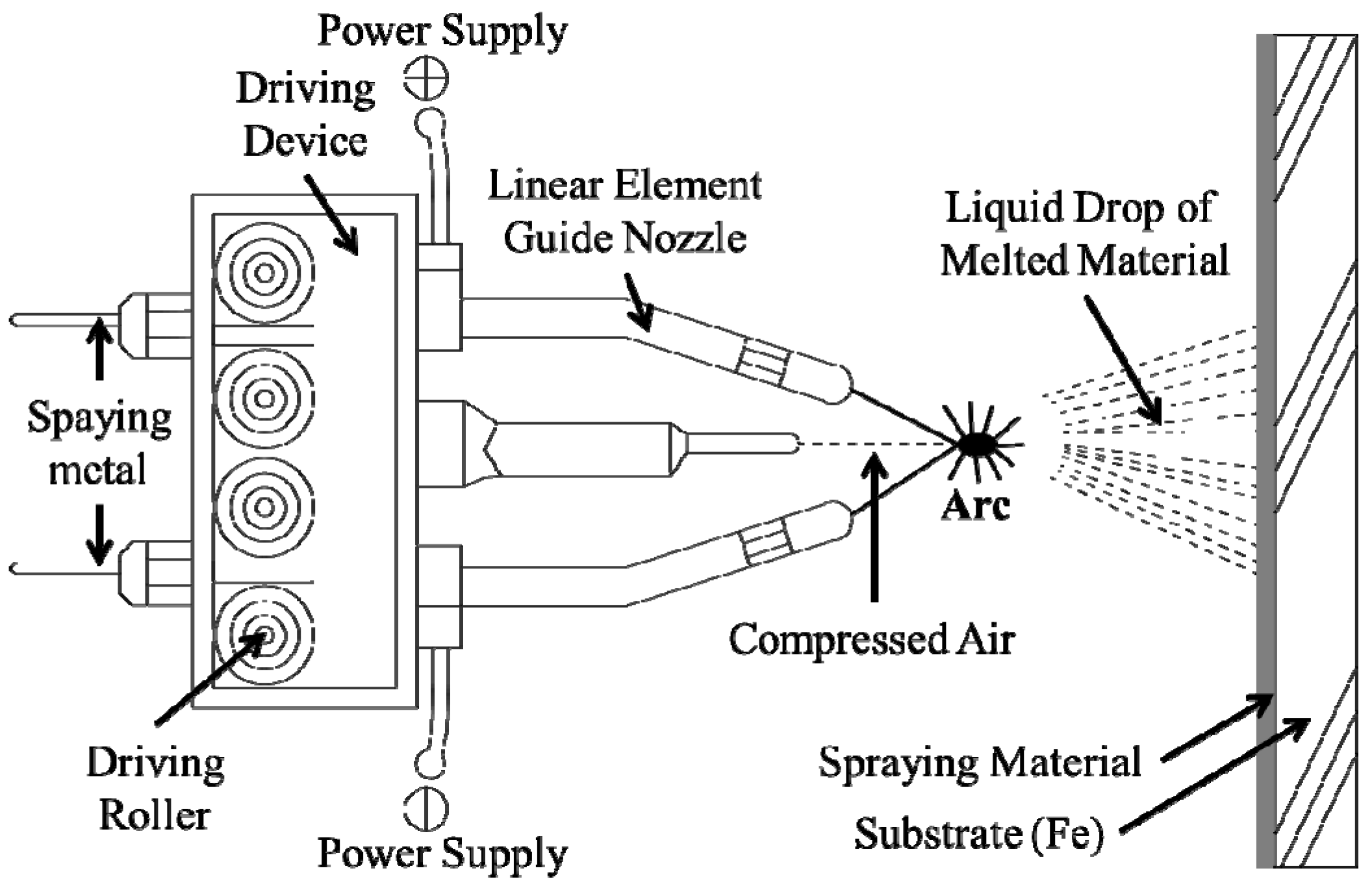
2.1. Process of Coating
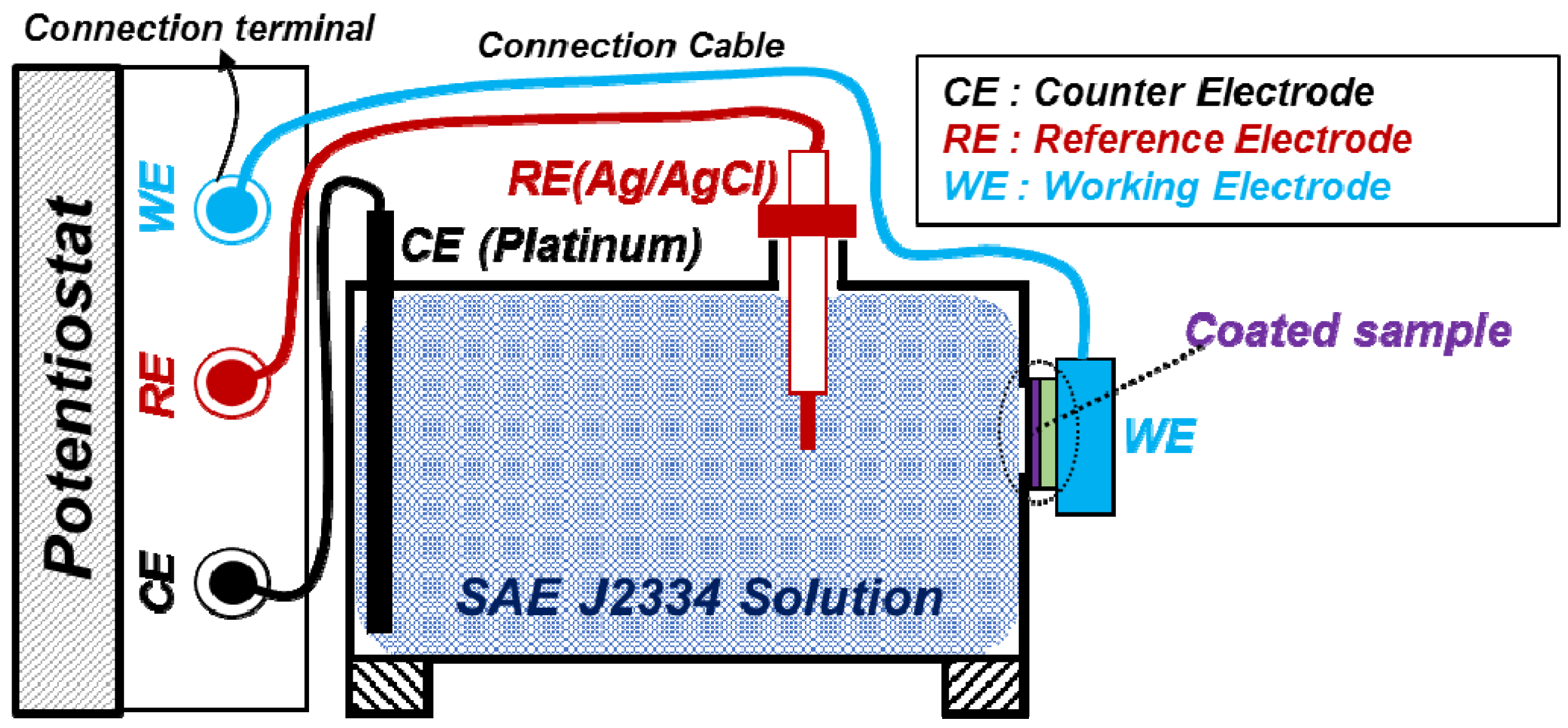
2.2. Electrochemical Studies
2.3. Characterization of Coating and Corrosion Products
3. Results and Discussion
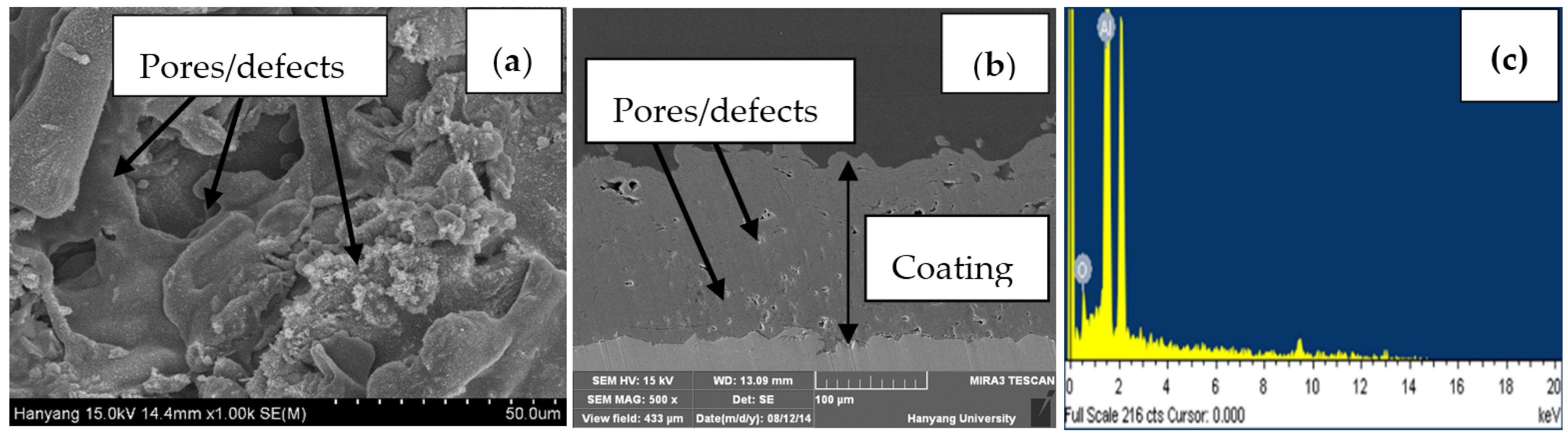
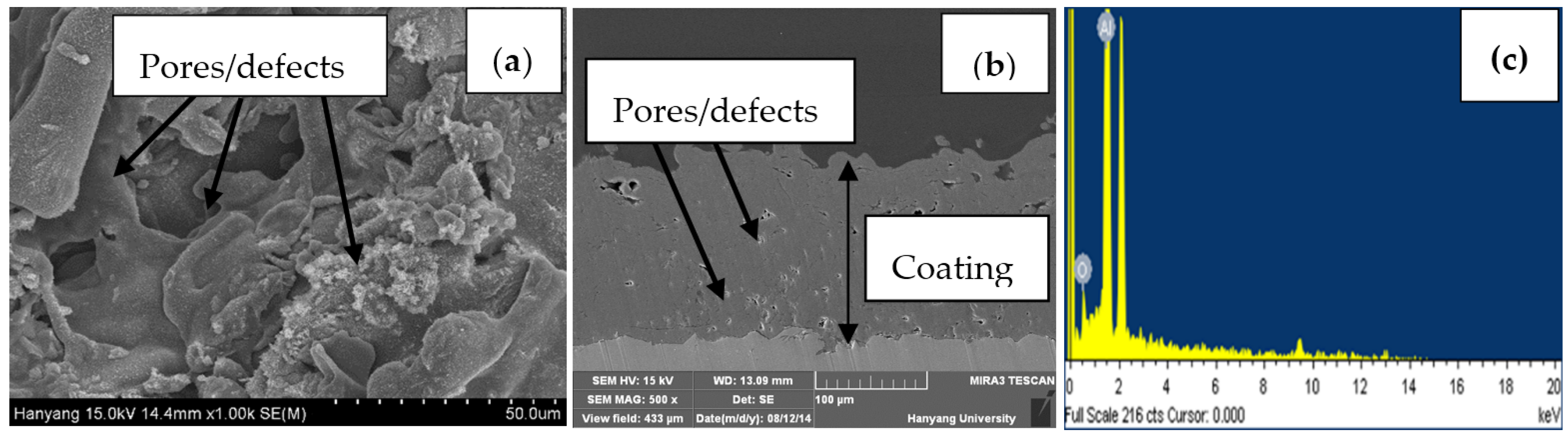
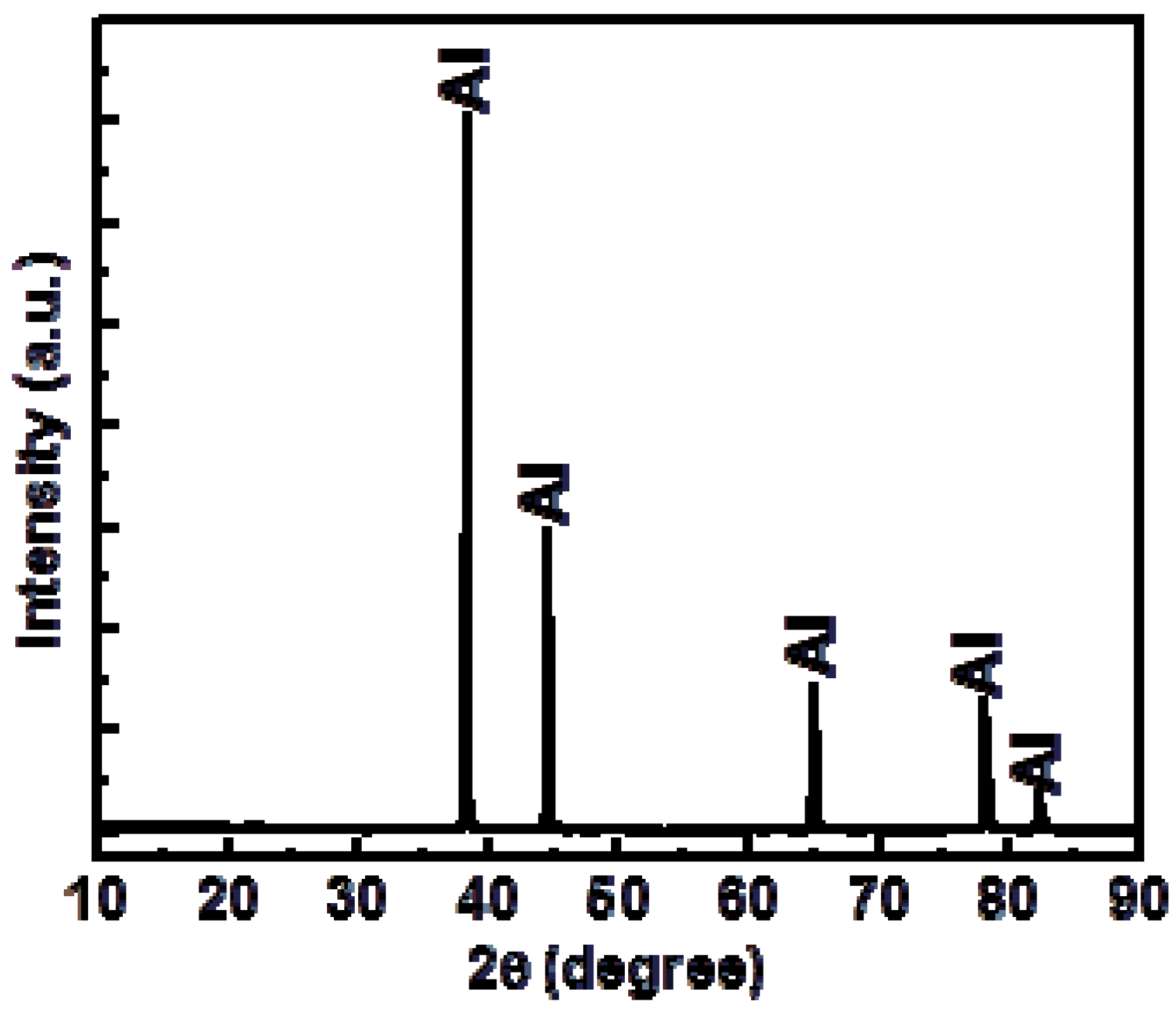
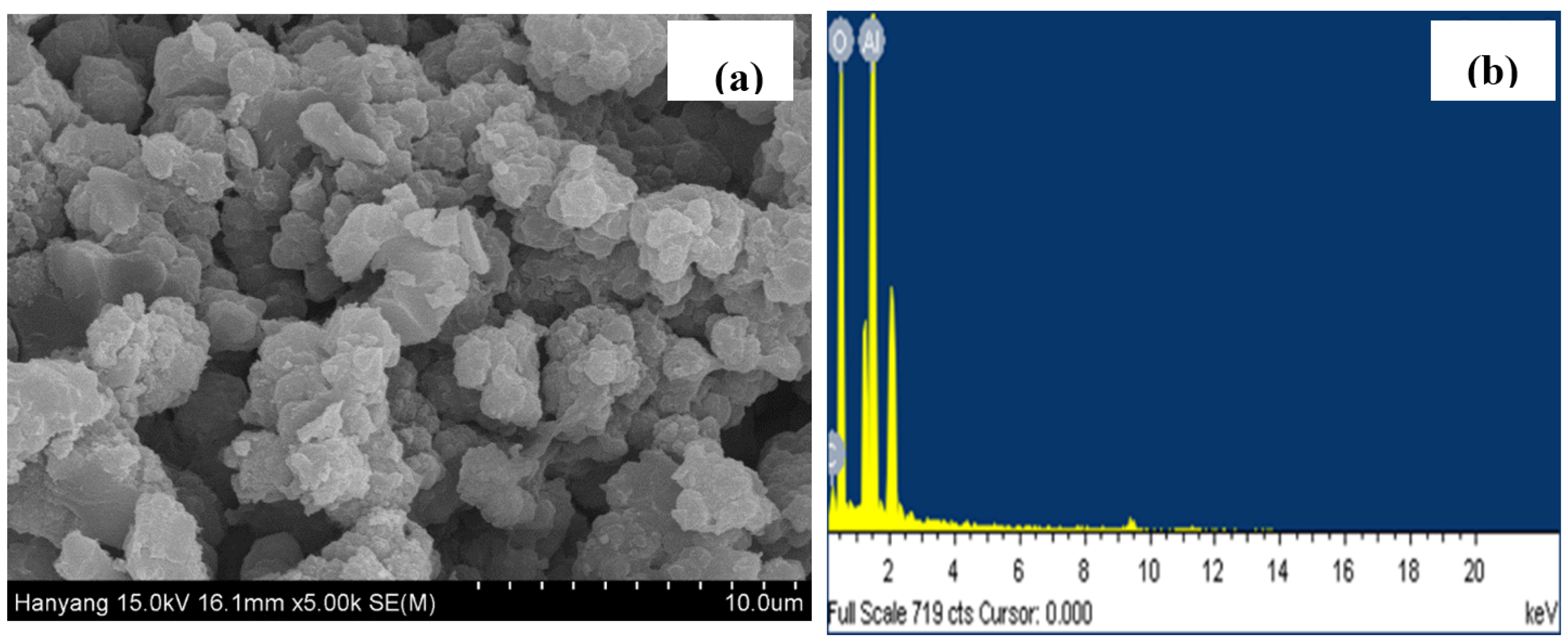
3.1. Characterization of the Arc Thermal Sprayed Coatings
3.2. Electrochemical Studies of Coating
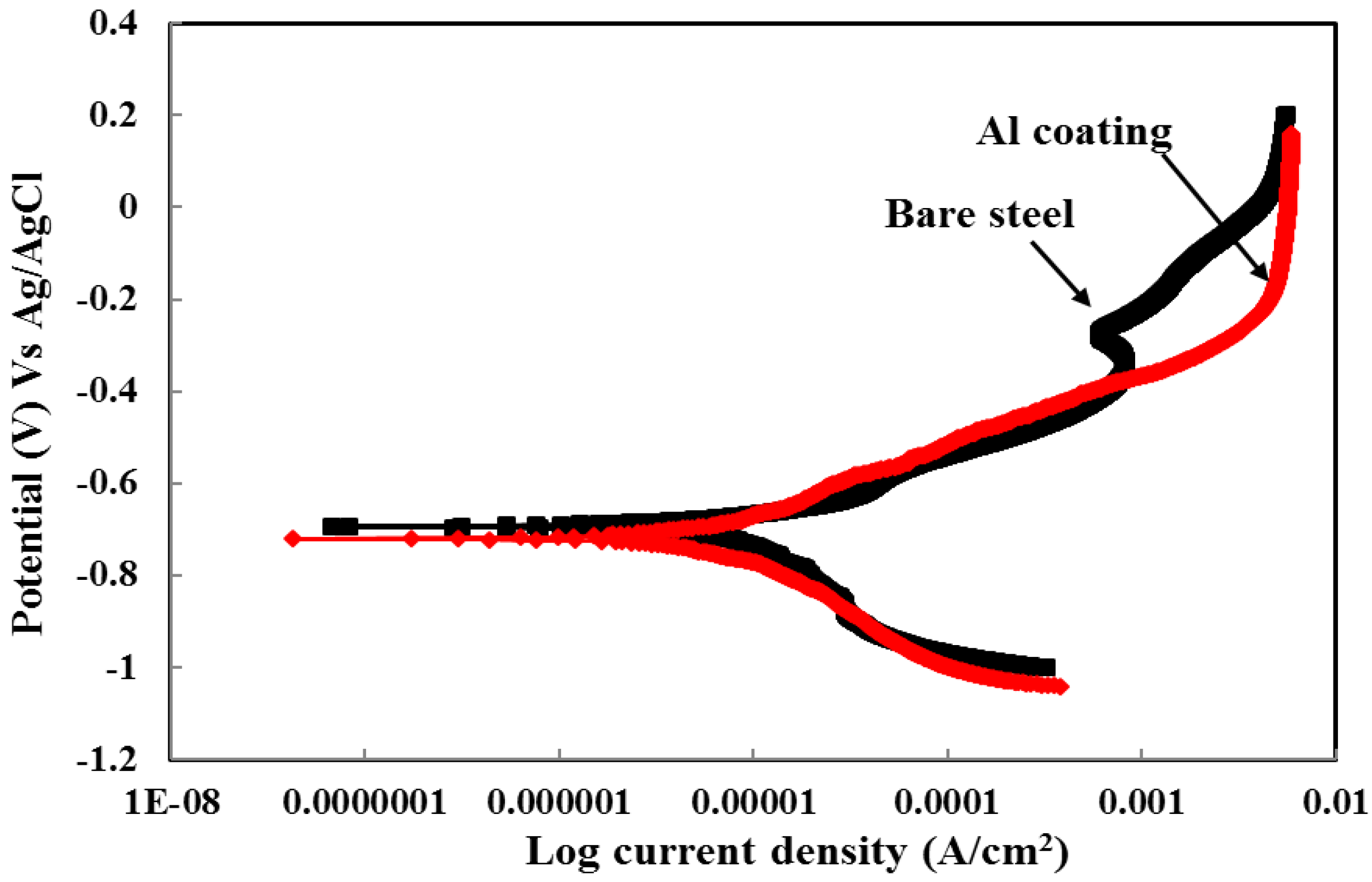
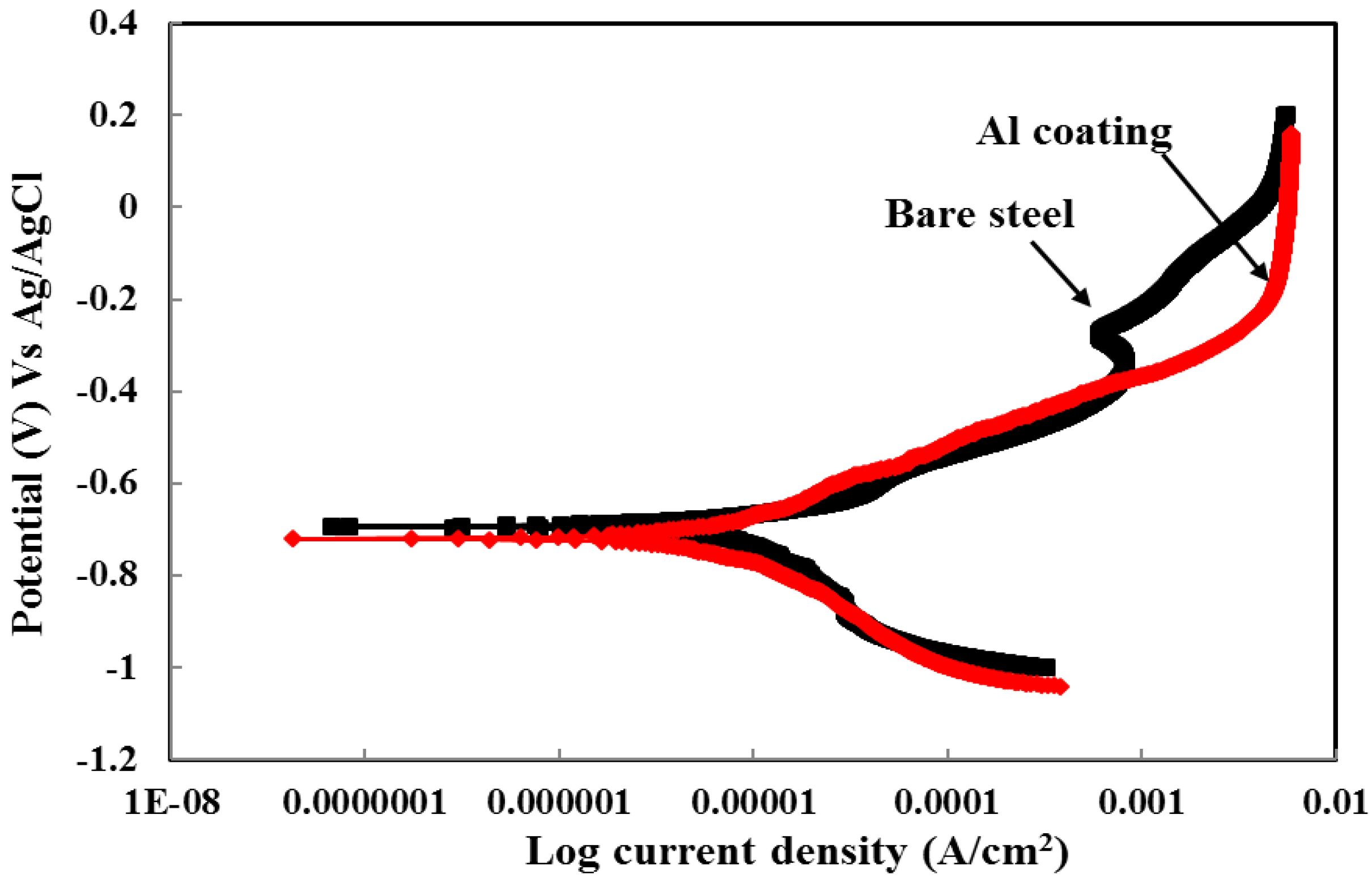
3.2.1. Potentiodynamic Studies
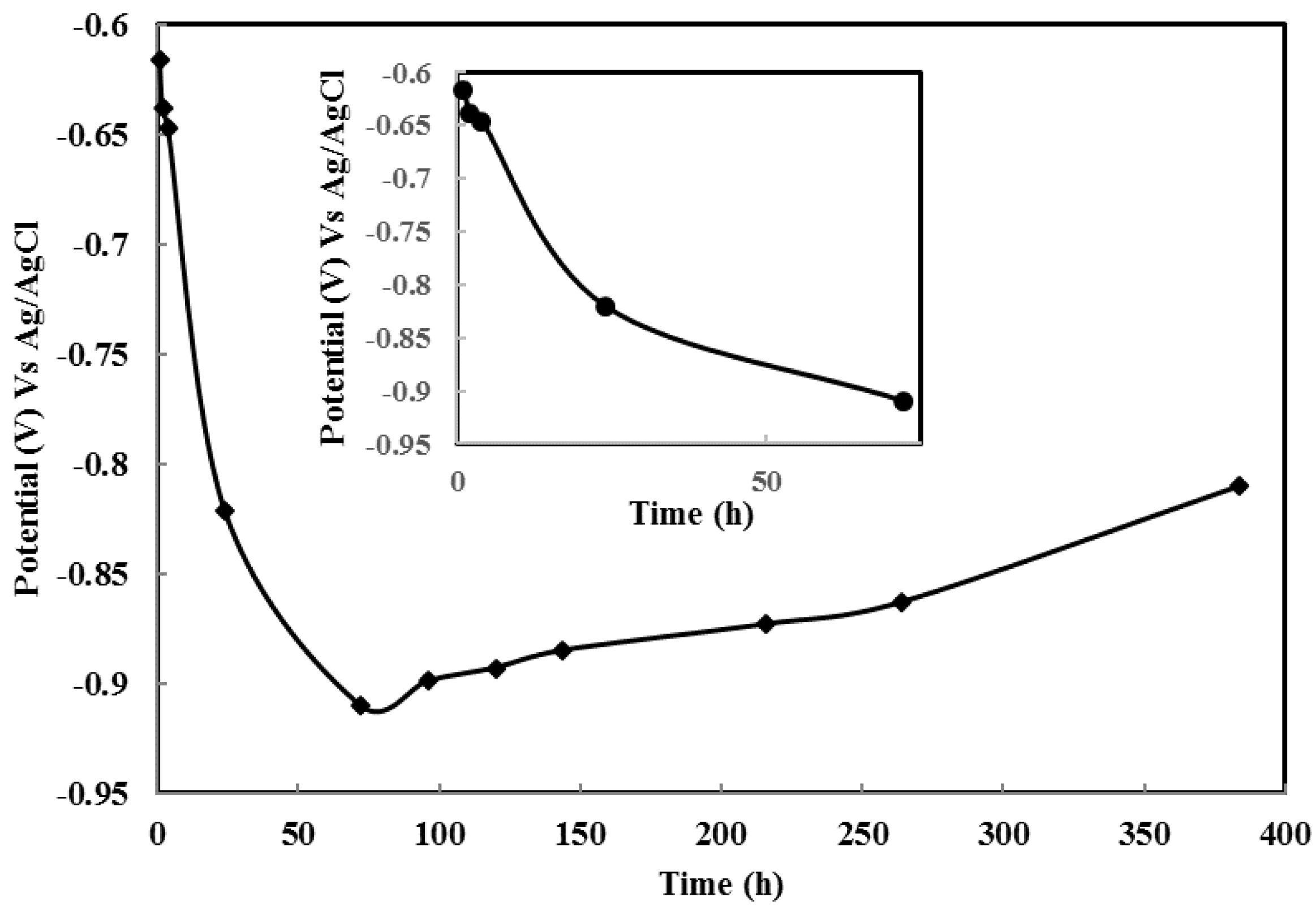
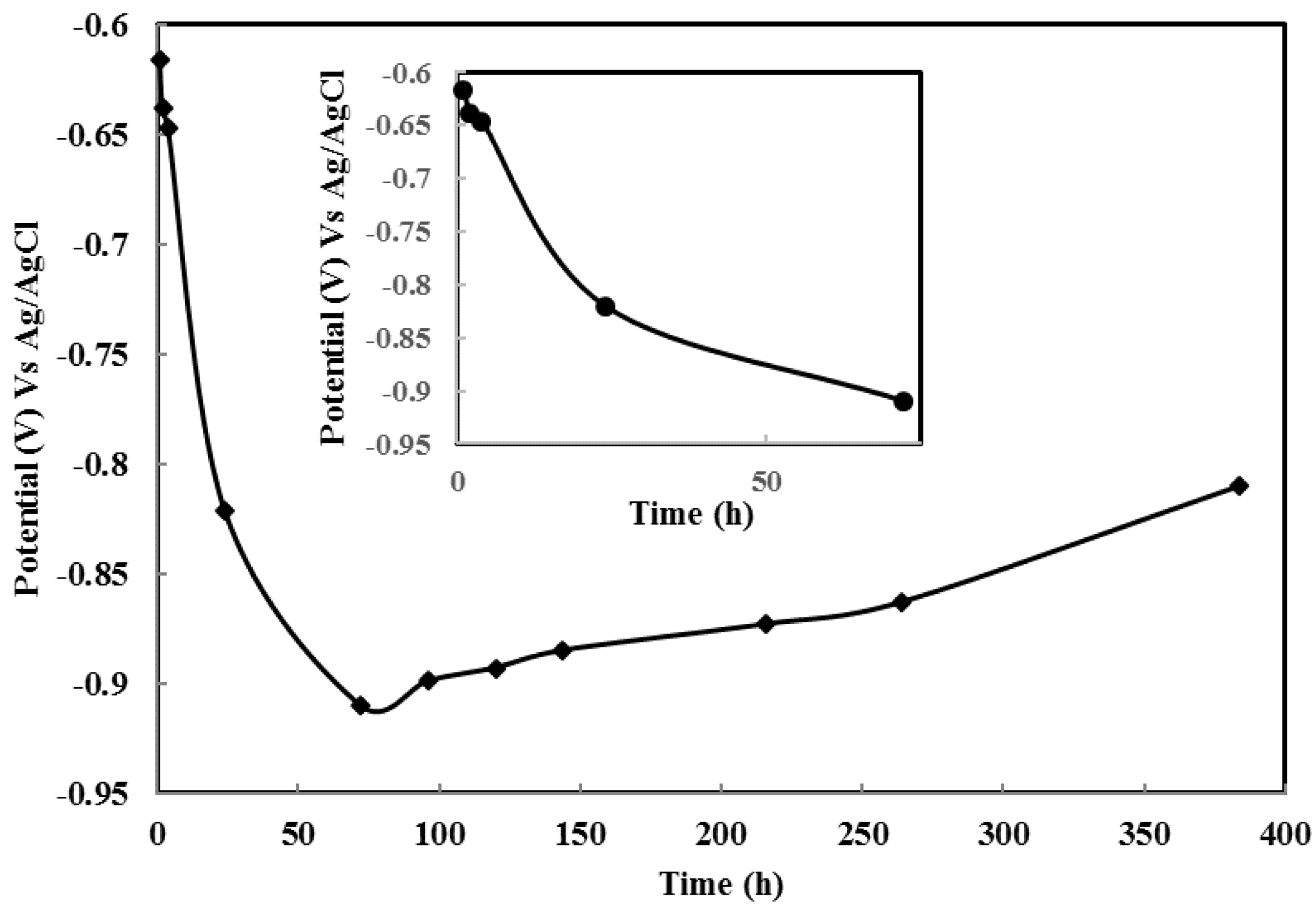
3.2.2. Potential-Time Studies of Al Coating in SAE J2334 Solution.
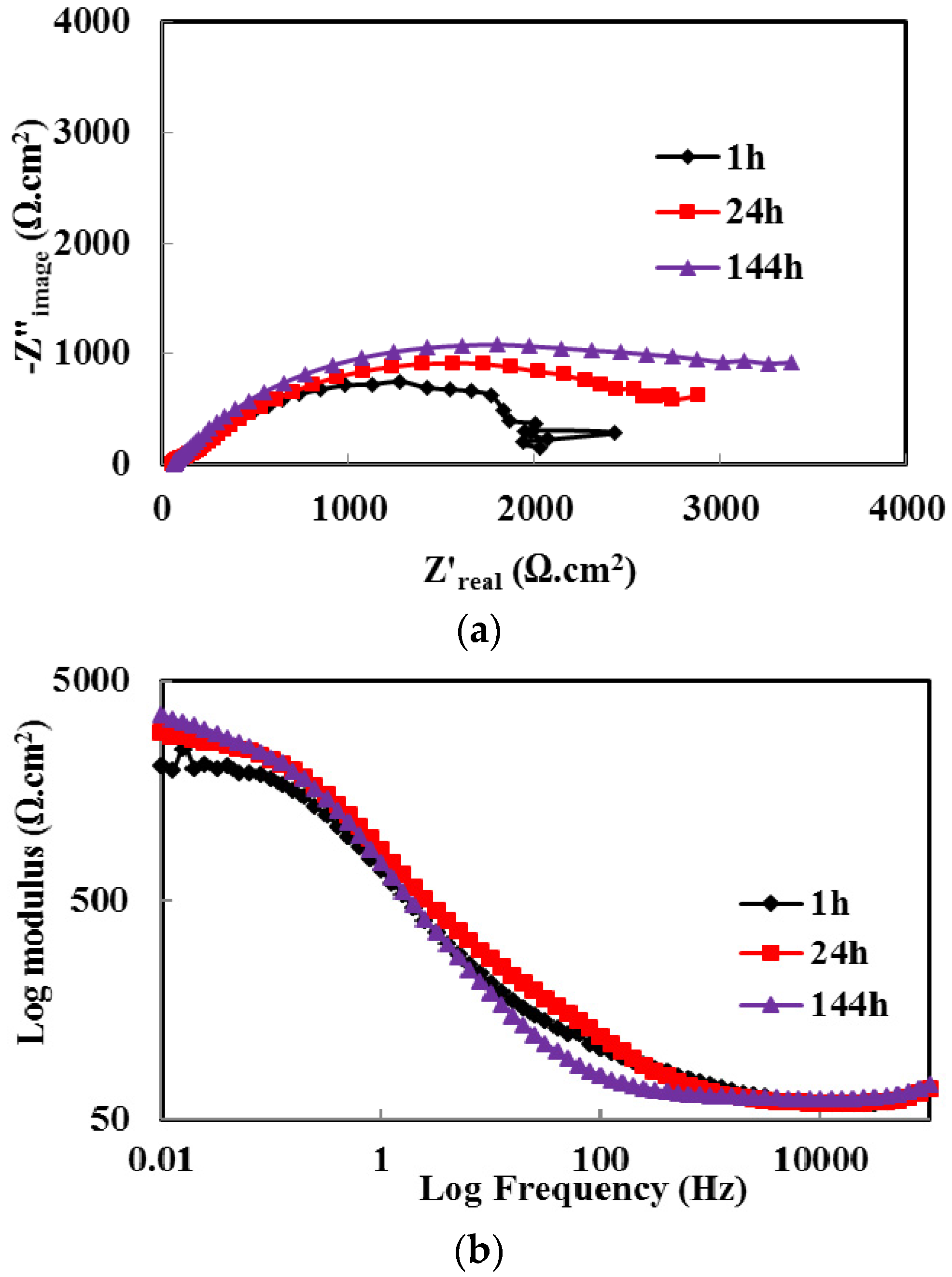
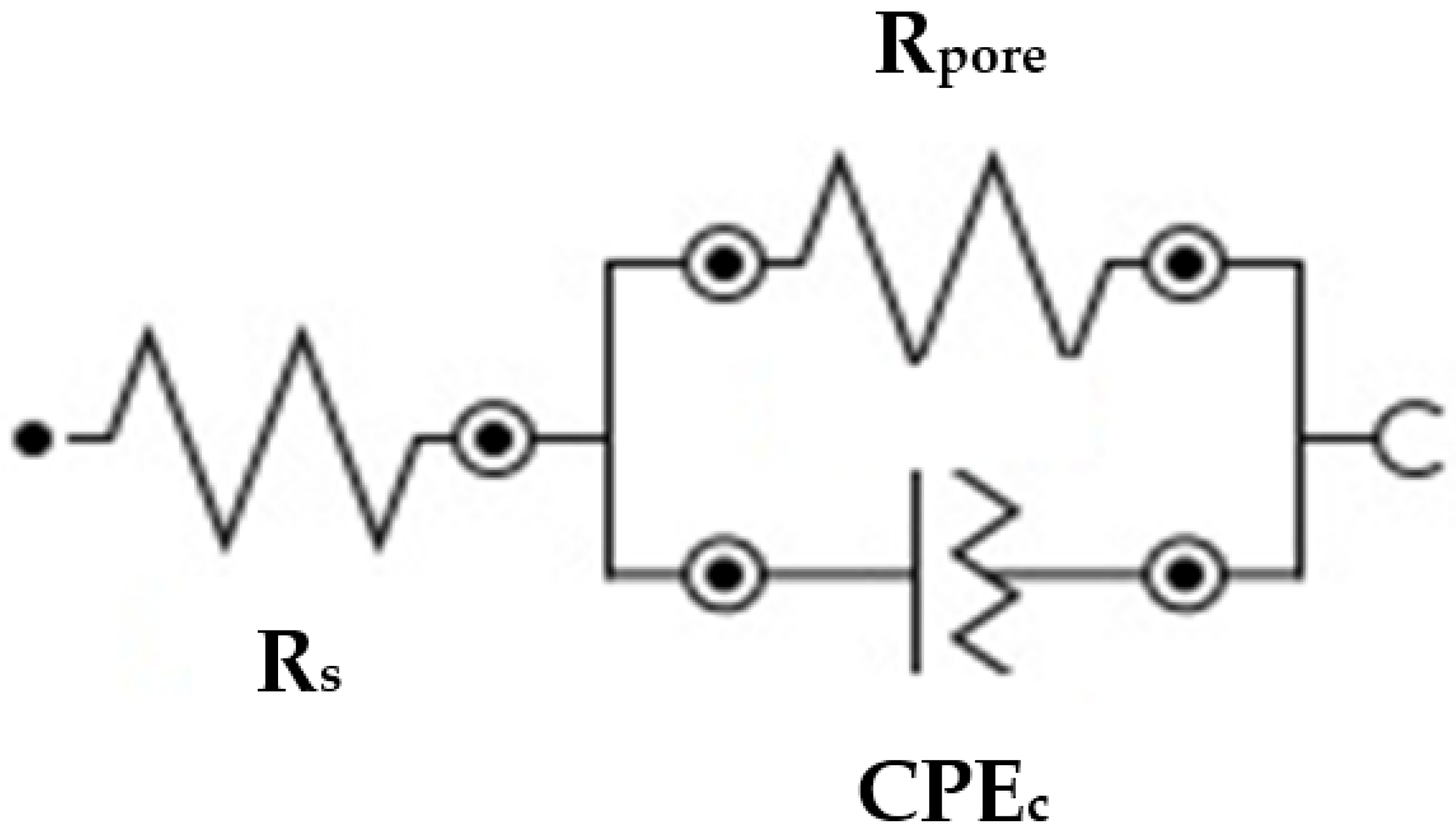
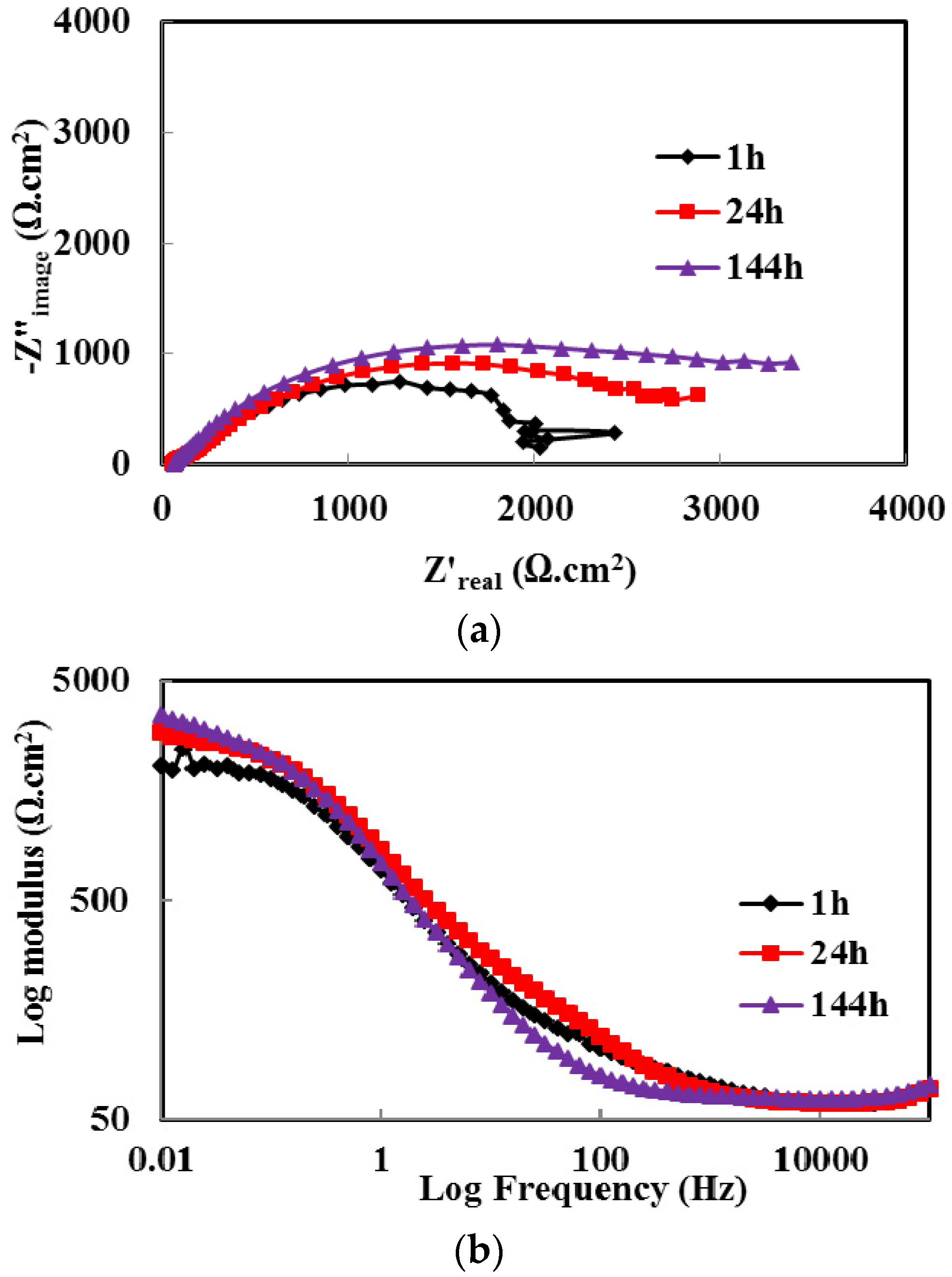
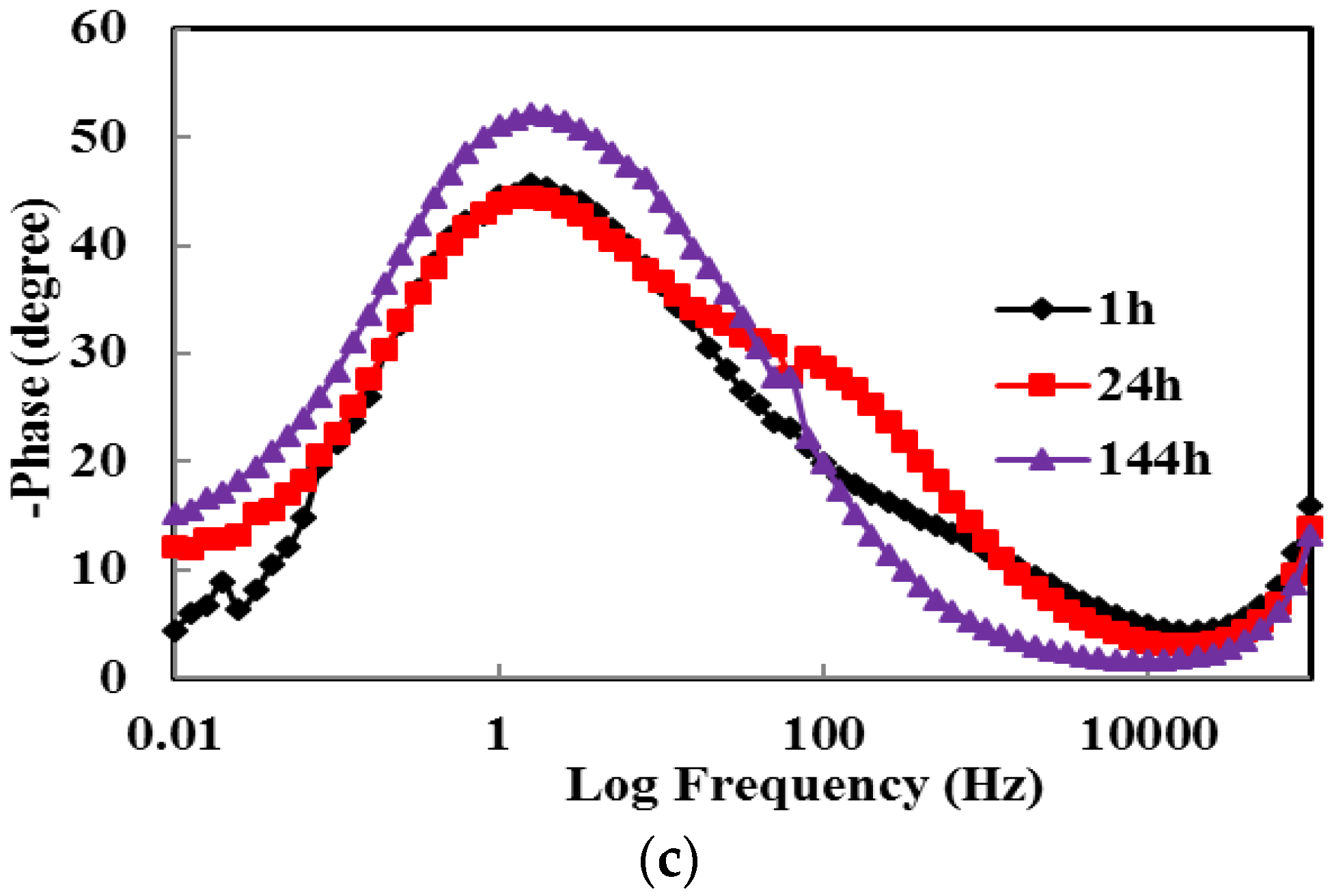
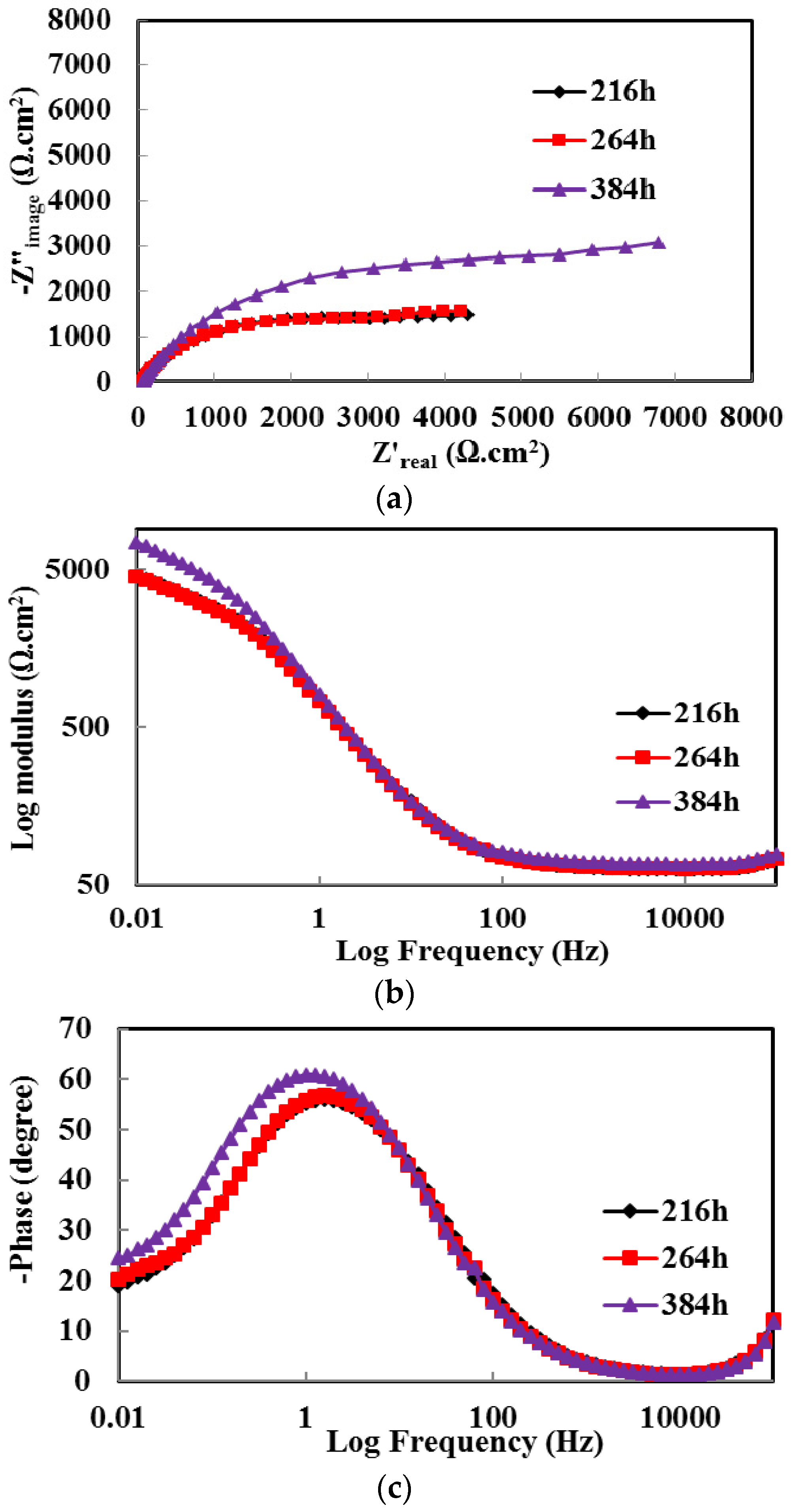
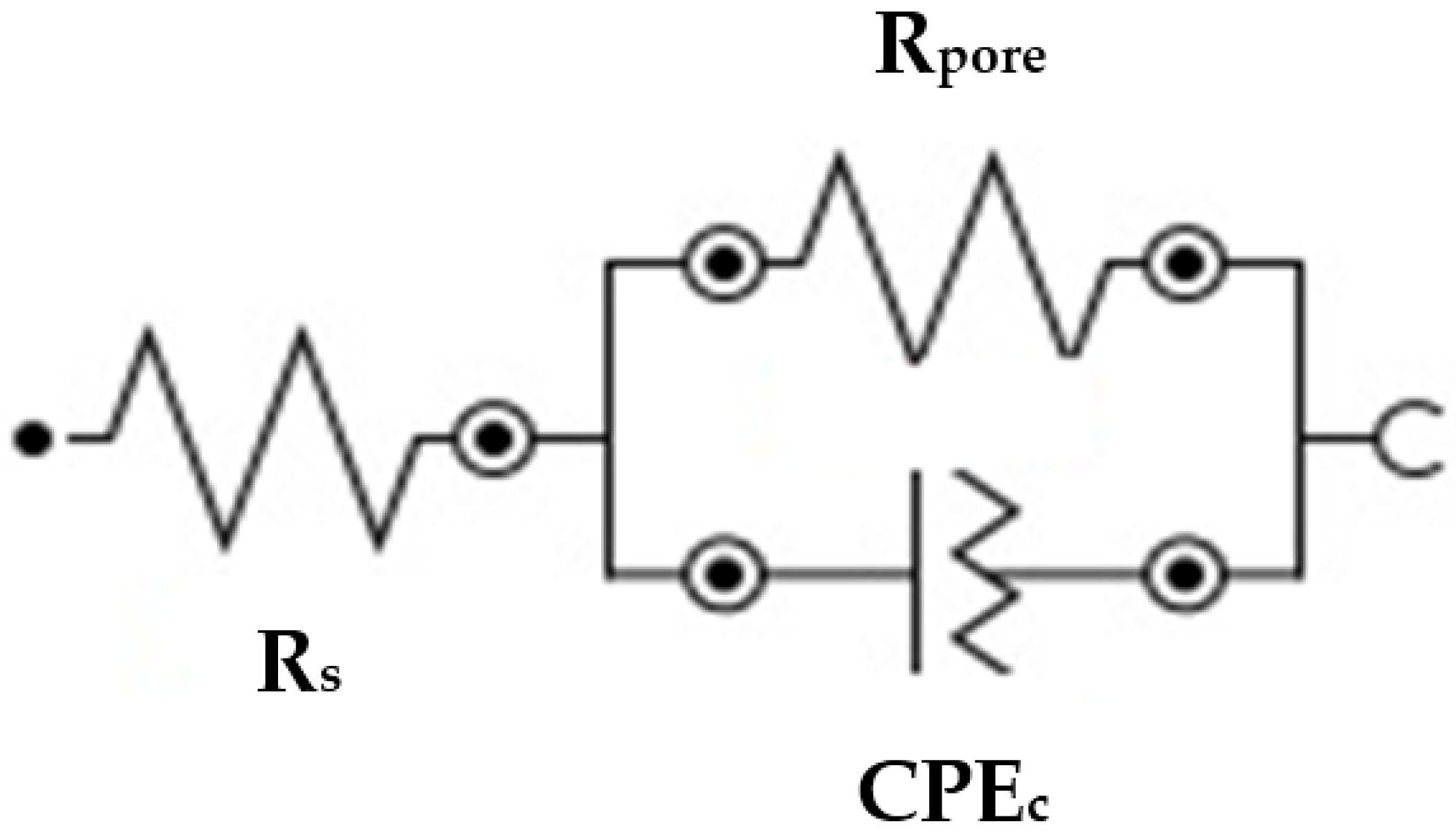
3.2.3. Electrochemical Impedance Spectroscopy (EIS) Evaluation of Coating in SAE J2334 Solution
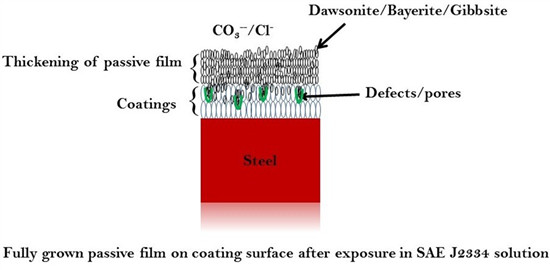
3.3. Characteristics of Passive Film Formed on the Coating Surface
3.3.1. SEM Studies of Passive Film
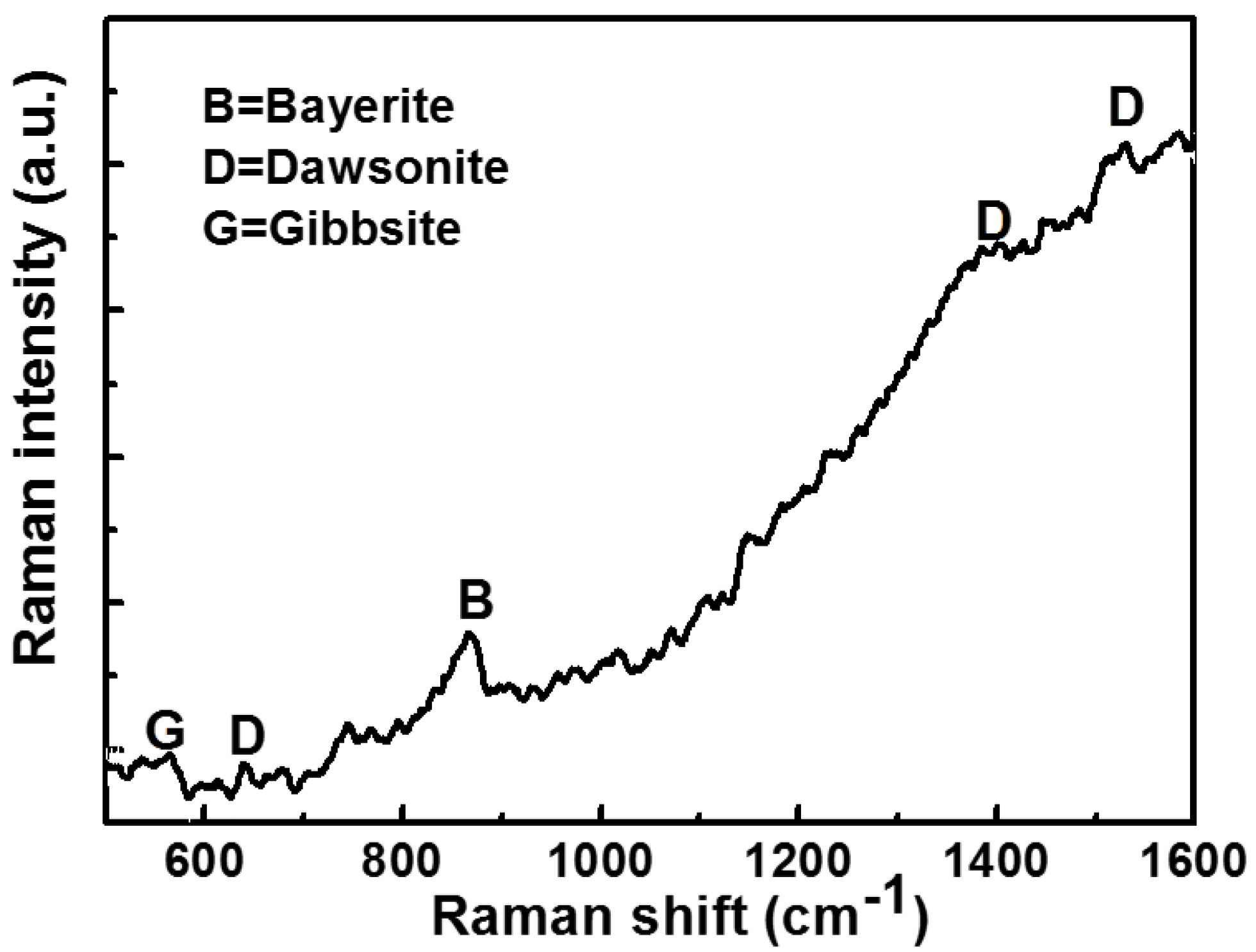
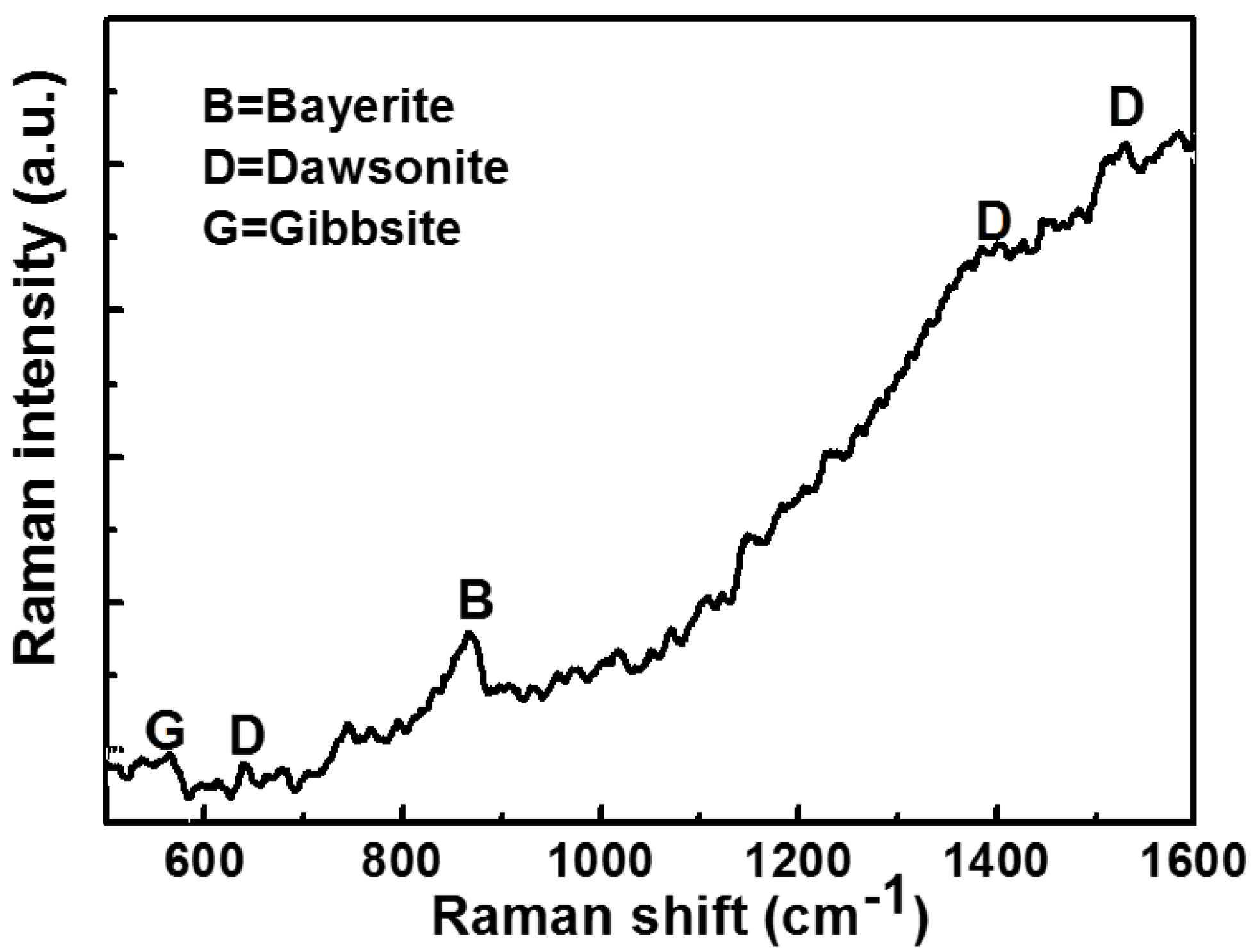
3.3.2. Raman Spectroscopy of Passive Film
4. Conclusions
- The corrosion characteristics of the Al coating applied using the arc thermal metal spray process in the presence of stimulants provide enhanced corrosion resistance properties to the steel substrate with exposure periods in the SAE J2334 solution;
- The enhanced corrosion resistance properties of the Al coating is due to presence of NaCl, CaCl2 and NaHCO3 in the solution, which reduces the anodic surface area of the coating and the cathodic reduction of oxygen by forming a thin layer of protective passive film;
- Kinetics and the mechanism determined by EIS and potentiodynamic studies suggested the passivating nature of the Al coating in the presence of carbonate and chloride ions of the SAE J2334 solution with exposure periods;
- The morphology of passive films is very dense, layered, thick, compact and adherent to the Al coating surface;
- Raman spectroscopy confirmed the formation of Dawsonite, Gibbsite and Bayerite on the Al coating surface. These phases are very protective in nature and sparingly soluble.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Jandin, G.; Liao, H.; Feng, Z.Q.; Coddet, C. Correlations between Operating Conditions, Microstructure and Mechanical Properties of Twin Wire Arc Sprayed Steel Coatings. Mater. Sci. Eng. A 2003, 349, 298–305. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Miguel, J.M.; Armada, S.; Vizcaino, S.; Climent, F. Use of scanning white light interferometry in the characterization of wear mechanisms in thermal-sprayed coatings. Mater. Charact. 2001, 47, 307–314. [Google Scholar] [CrossRef]
- Rhys-Jones, T.N. Thermally sprayed coating systems for surface protection and clearance control applications in aero engines. Surf. Coat. Technol. 1990, 43–44, 402–415. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; John Wiley & Sons Ltd.: West Sussex, UK, 2008. [Google Scholar]
- Chaliampalias, D.; Vourlias, G.; Pavlidou, E.; Stergioudis, G.; Skolianos, S.; Chrissafis, K. High temperature oxidation and corrosion in marine environments of thermal spray deposited coatings. Appl. Surf. Sci. 2008, 255, 3104–3111. [Google Scholar] [CrossRef]
- Choe, H.-B.; Lee, H.-S.; Shin, J.-H. Experimental study on the electrochemical anti corrosion properties of steel structures applying the arc thermal metal spraying method. Materials 2014, 7, 7722–7736. [Google Scholar] [CrossRef]
- Krepski, R.P. Thermal Spray: Coating Applications in the Chemical Process Industries; Published for the Materials Technology Institute of the Chemical Process Industries Inc.: St. Louis, MO, USA, 1993; Volume 2, p. 8. [Google Scholar]
- Paredes, R.S.C.; Amico, S.C.; d’Oliveira, A.S.C.M. The effect of roughness and pre-heating of the substrate on the morphology of aluminium coatings deposited by thermal spraying. Surf. Coat. Technol. 2006, 200, 3049–3055. [Google Scholar] [CrossRef]
- Li, Y.; Liu, J.; Duan, J.; Hou, B. Thermally sprayed aluminium and zinc coatings for tidal zone cathodic protection of offshore platform pile leg. Mater. Perform. 2006, 45, 16–20. [Google Scholar]
- Muhamad, H.A.M.; Hayati, S.N.; Kiyai, A.S.; Binti, M.S.N. Thermal arc spray overview. Mater. Sci. Eng. 2013, 46, 1–10. [Google Scholar] [CrossRef]
- Jiang, Q.; Miao, Q.; Liang, W.-P.; Ying, F.; Tong, F.; Xu, Y.; Ren, B.-L.; Yao, Z.-J.; Zhang, P.-Z. Corrosion behavior of arc sprayed Al–Zn–Si–RE coatings on mild steel in 3.5 wt. % NaCl solution. Electrochim. Acta 2014, 115, 644–656. [Google Scholar] [CrossRef]
- Valdez, B.; Kiyota, S.; Stoytcheva, M.; Zlatev, R.; Bastidas, J.M. Cerium-based conversion coatings to improve the corrosion resistance of aluminium alloy 6061-T6. Corros. Sci. 2014, 87, 141–149. [Google Scholar] [CrossRef]
- Panossian, Z.; Mariaca, L.; Morcillo, M.; Flores, S.; Rocha, J.; Pena, J.J.; Herrera, F.; Corvo, F.; Sanchez, M.; Rincon, O.T.; et al. Steel Cathodic Protection Afforded by Zinc, Aluminium and Zinc/Aluminium Alloy Coatings in the Atmosphere. Surf. Coat. Technol. 2005, 190, 244–248. [Google Scholar] [CrossRef]
- Schweitzer, P.A. Atmospheric Corrosion. In Fundamentals of Corrosion Mechanisms, Causes and Preventive Methods; CRC Press, Taylor and Francis Group: Boca Raton, FL, USA, 2009; Chapter 4. [Google Scholar]
- Salas, O.; de Troconis, O.; Rojas, D.; Tosaya, A.; Nathalie, R.; Miguel, S. Six-year evaluation of thermal-sprayed coating Zn/Al in tropical marine environments. Int. J. Corros. 2012. [Google Scholar] [CrossRef]
- Steffens, H.D.; Babiak, Z.; Wewel, M. Recent developments in arc spraying. IEEE Trans. Plasma Sci. 1990, 18, 974–975. [Google Scholar] [CrossRef]
- Davis, J.R. Surface Engineering for Corrosion and Wear Resistance; ASM International: Materials Park, OH, USA, 2001. [Google Scholar]
- Muhamad, H.A.M.; Hayati, S.N.; Kiyai, A.S.; Binti, M.S.N. Critical process and performance parameters of thermal arc spray coating. Int. J. Mater. Eng. Innov. 2014, 5, 12–27. [Google Scholar]
- ASTM D4541-09e1, Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers; ASTM International: West Conshohocken, PA, USA, 2009. [CrossRef]
- Standard SAE J2334; Society of Automotive Engineers (SAE): Warrendale, PA, USA, 2003.
- Saha, J.K.; Mitra, P.K.; Paul, S.; Singh, D.D.N. Performance of different organic coatings on steel substrate by accelerated and in atmospheric exposure tests. Indian J. Chem. Technol. 2010, 17, 102–110. [Google Scholar]
- Singh, D.D.N.; Dey, M.; Singh, V. Role of Buffering and Complexing Agents in Zinc Plating Chloride Baths on Corrosion-Resistance of Produced Coatings. Corrosion 2002, 58, 971–980. [Google Scholar] [CrossRef]
- Singh, D.D.N.; Yadav, S.; Saha, J.K. Role of climatic conditions on corrosion characteristics of structural steels. Corros. Sci. 2008, 50, 93–110. [Google Scholar] [CrossRef]
- Townsend, H.E.; Simpson, M.W.; van der Linde, W.B.; McCune, D.C. License Plate Cosmetic Corrosion Test of Automotive Coated Steel Sheet. Corrosion 1999, 55, 406–411. [Google Scholar] [CrossRef]
- Abedi, E.E.; Hamidreza, S.; Mohamad, A.G.; Javad, M.; Larry, P. Study of Corrosion Behavior of Arc Sprayed Aluminum Coating on Mild Steel. J. Therm. Spray Technol. 2012, 21, 1195–1202. [Google Scholar] [CrossRef]
- Han, M.-S.; Woo, Y.-B.; Ko, S.-C.; Jeong, Y.-J.; Jang, S.-K.; Kim, S.-J. Effects of thickness of Al thermal spray coating for STS 304. Trans. Nonferr. Met. Soc. China 2009, 19, 925–929. [Google Scholar] [CrossRef]
- Torres, B.; Campo, M.; Urena, A.; Rams, J. Thermal spray coatings of highly reinforced aluminium matrix composites with sol-gel silica coated SiC particles. Surf. Coat. Technol. 2007, 201, 7552–7559. [Google Scholar] [CrossRef]
- Deshpande, S.; Kulkami, A.; Sampath, S.; Herman, H. Application of image analysis for characterization of porosity in thermal spray coatings and correlation with small angle neutron scattering. Surf. Coat. Technol. 2004, 187, 6–16. [Google Scholar] [CrossRef]
- Celik, E.; Ozdemir, I.; Avcic, E.; Tsunekawa, Y. Corrosion behaviour of plasma sprayed coatings. Surf. Coat. Technol. 2005, 193, 297–302. [Google Scholar] [CrossRef]
- Kawakita, J.; Kuroda, S.; Fukushima, T.; Kodama, T. Corrosion resistance of HVOF sprayed HastelloyC nickel base alloy in seawater. Corros. Sci. 2003, 45, 2819–2835. [Google Scholar] [CrossRef]
- Baxter, C.S. Thermal spray inspection method and training requirement. Mater. Perform. 1997, 36, 31–32. [Google Scholar]
- Wixson, D. Thermal spray deposits shield structure from corrosion. Weld. J. 2009, 88, 46–48. [Google Scholar]
- Salman, S.A.; Ichino, R.; Okido, M.A. Comparative electrochemical study of AZ31 and AZ91 magnesium alloy. Int. J. Corros. 2010, 2010, 412129. [Google Scholar] [CrossRef]
- Dean, S.W. Electrochemical methods of corrosion testing. In Electrochemical Techniques for Corrosion; Baboian, R., Ed.; NACE: Houston, TX, USA, 1977; pp. 52–60. [Google Scholar]
- Dzhurinskiy, D.; Maeva, E.; Leshchinsky, E.; Maev, R.G. Corrosion protection of light alloys using low pressure cold spray. J. Therm. Spray Technol. 2012, 21, 304–313. [Google Scholar] [CrossRef]
- Moran, A.L.; Shaw, B.A. In Situ Evaluation of Oxide Formation in Aluminum Thermal Spray Coatings. J. Electrochem. Soc. 1988, 135, 2773–2774. [Google Scholar] [CrossRef]
- Hurlen, T.; Haijg, A.T. Corrosion and passive behavior of Aluminum in weakly alkaline solution. Electrochem. Acta 1984, 29, 1833–1838. [Google Scholar]
- Liu, Y.; Visser, P.; Zhou, X.; Lyon, S.B.; Hashimoto, T.; Curioni, M.; Gholinia, A.; Thompson, G.E.; Smyth, G.; Gibbon, S.R.; et al. Protective Film Formation on AA2024-T3 Aluminum Alloy by Leaching of Lithium Carbonate from an Organic Coating. J. Electrochem. Soc. 2016, 163, C45–C53. [Google Scholar] [CrossRef]
- Ishizaki, T.; Masuda, Y.; Teshima, K. Composite film formed on magnesium alloy AZ31 by chemical conversion from molybdate/phosphate/fluorinate aqueous solution toward corrosion protection. Surf. Coat. Technol. 2013, 217, 76–83. [Google Scholar] [CrossRef]
- Wen, J.B.; Ma, J.J.; He, J.G. Al-Base Sacrificial Anode Material for Corrosion Protection; Chemical Industry Press: Beijing, China, 2012; pp. 67–79. [Google Scholar]
- Ryl, J.; Wysocka, J.; Jarzynka, M.; Zielinski, A.; Orlikowski, J.; Darowicki, K. Effect of native air-formed oxidation on the corrosion behaviour of AA 7075 aluminium alloys. Corros. Sci. 2014, 87, 150–155. [Google Scholar] [CrossRef]
- Onofre-Bustamante, E.; Dominguez-Crespo, M.A.; Torres-Huerta, A.M.; Olvera-Martinez, A.; Genesca-Llongueras, J.; Rodriguez-Gomez, F.J. Characterization of cerium-based conversion coatings for corrosion protection of AISI-1010 commercial carbon steel. J. Solid State Electrochem. 2009, 13, 1785–1799. [Google Scholar] [CrossRef]
- Stefanov, P.; Atanasova, G.; Stoychev, D.; Marinova, T.S. Electrochemical deposition of CeO2 on ZrO2 and Al2O3 thin films formed on stainless steel. Surf. Coat. Technol. 2004, 180–181, 446–449. [Google Scholar] [CrossRef]
- Dongrui, Y.; Omar, R.; Homero, C. FeCO3 layer evolution for API 5L X52 steel in carbon dioxide-saturated NaCl brine in the presence of 1-decyl-3-methylimidazolium chloride. Corros. Sci. 2014, 87, 40–50. [Google Scholar]
- Verdian, M.M.; Raeissi, K.; Salehi, M. Electrochemical Impedance Spectroscopy of HVOF-Sprayed NiTi Intermetallic Coatings Deposited on AISI 1045 Steel. J. Alloy. Compd. 2010, 507, 42–46. [Google Scholar] [CrossRef]
- Gudic, S.; Radosevic, J.; Kliskic, M. Study of passivation of Al and Al-Sn alloys in borate buffer solutions using electrochemical impedance spectroscopy. Electrochim. Acta 2002, 47, 3009–3016. [Google Scholar] [CrossRef]
- Martin, F.J.; Cheek, G.T.; O’Grady, W.E.; Natishan, P.M. Impedance studies of the passive film on aluminium. Corros. Sci. 2005, 47, 3187–3201. [Google Scholar] [CrossRef]
- Liu, Y.J.; Wang, Z.Y.; Ke, W. Study on influence of native oxide and corrosion products on atmospheric corrosion of pure Al. Corros. Sci. 2014, 80, 169–176. [Google Scholar] [CrossRef]
- Maddela, S.; O’Keefe, M.J.; Wang, Y.M.; Kuo, H.H. Influence of surface pretreatment on coating morphology and corrosion performance of cerium-based conversion coatings on AZ91D alloy. Corrosion 2010, 66, 1–8. [Google Scholar] [CrossRef]
- Bastidas, J.M.; Polo, J.L.; Torres, C.L.; Cano, E. A study on the stability of AISI 316L stainless steel pitting corrosion through its transfer functions. Corros. Sci. 2001, 43, 269–281. [Google Scholar] [CrossRef]
- Flores, J.F.; Olaya, J.J.; Colas, R.; Rodil, S.E.; Valdez, B.S.; Fuente, I.G. Corrosion behaviour of TaN thin PVD films on steels. Corros. Eng. Sci. Technol. 2006, 41, 168–176. [Google Scholar] [CrossRef]
- Cox, B.; Wong, Y.M. Simulation porous oxide films on Zirconium alloys. J. Nucl. Mater. 1995, 218, 324–334. [Google Scholar] [CrossRef]
- Singh, J.K.; Singh, D.D.N. The nature of rusts and corrosion characteristics of low alloy and plain carbon steels in three kinds of concrete pore solution with salinity and different pH. Corros. Sci. 2012, 56, 129–142. [Google Scholar] [CrossRef]
- Blucher, D.B.; Lindstrom, R.; Svensson, J.E.; Johansson, L.G. The Effect of CO2 on the NaCl-Induced Atmospheric Corrosion of Aluminum. J. Electrochem. Soc. 2001, 148, B127–B131. [Google Scholar] [CrossRef]
- Lin, C.; Li, X. Role of CO2 in the initial stage of atmospheric corrosion of AZ91 magnesium alloy in the presence of NaCl. Rare Met. 2006, 25, 190–196. [Google Scholar] [CrossRef]
- Maier, B.; Frankel, G.S. Behavior of Magnesium-Rich Primers on AA2024-T3. Corrosion 2011, 67, 1–15. [Google Scholar] [CrossRef]
- Pathak, S.S.; Blanton, M.D.; Mendon, S.K.; Rawlins, J.W. Mineralogical Transformation and Electrochemical Nature of Magnesium-Rich Primers during Natural Weathering. Metals 2014, 4, 322–334. [Google Scholar] [CrossRef]
- Ruan, H.D.; Frost, R.L.; Kloprogg, J.T. Comparison of the Raman spectra of Bayerite, Boehmite, Diaspore and Gibbsite. J. Raman Spectrosc. 2001, 32, 745–750. [Google Scholar] [CrossRef] [Green Version]
- Frost, R.L.; Bouzaid, J.M. Raman spectroscopy of Dawsonite NaAl(CO3)(OH)2. J. Raman Spectrosc. 2007, 38, 873–879. [Google Scholar] [CrossRef] [Green Version]
- Pascale, B.; Palmer, D.A.; Anovitz, L.M.; Juske, H. Dawsonite synthesis and re-evaluation of its thermodynamic properties from solubility measurements: Implications for mineral trapping of CO2. Geochim. Cosmochim. Acta 2007, 71, 4438–4455. [Google Scholar]
- Ferrante, M.J.; Stuve, J.M.; Richardson, D.W. Thermodynamic Data for Synthetic Dawsonite; Bureau of Mines: Washington, DC, USA, 1976; p. 13. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt. %) | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cu | Cr | Ni | Fe |
| 0.240 | 0.260 | 0.950 | 0.016 | 0.008 | 0.020 | 0.040 | 0.030 | balance |
| Parameters (unit) | Quantitative Value |
|---|---|
| Air Pressure (bar) | 4–6 |
| Spraying distance (cm) | 15–25 |
| Spraying Voltage (V) | 30 |
| Spraying Current (A) | 200 |
| Sample Number | Bond Strength (MPa) |
|---|---|
| 1 | 4.81 |
| 2 | 4.97 |
| 3 | 4.83 |
| 4 | 4.82 |
| Average | 4.86 |
| Sample ID | Electrochemical Parameters | |||
|---|---|---|---|---|
| Ecorr (V) vs. Ag/AgCl | Rp (Ω·cm2) | Icorr (µA·cm−2) | CR (µm/year) | |
| Bare steel | −0.689 | 4155.0 | 15.22 | 176.82 |
| Al coating | −0.717 | 5634.0 | 12.96 | 141.26 |
| Exposure Periods (h) | Rs (Ω·cm2) | Rpore (Ω·cm2) | CPEc Yo (Ω−1·cm−2·s−n) | n |
|---|---|---|---|---|
| 1 | 64.15 | 2327.0 | 3.73 × 10−4 | 0.65 |
| 24 | 62.16 | 2985.1 | 3.70 × 10−4 | 0.66 |
| 144 | 60.65 | 4005.4 | 3.59 × 10−4 | 0.67 |
| 216 | 62.44 | 4646.4 | 3.47 × 10−4 | 0.73 |
| 384 | 69.55 | 7357.9 | 2.85 × 10−4 | 0.80 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, H.-S.; Singh, J.K.; Ismail, M.A.; Bhattacharya, C. Corrosion Resistance Properties of Aluminum Coating Applied by Arc Thermal Metal Spray in SAE J2334 Solution with Exposure Periods. Metals 2016, 6, 55. https://doi.org/10.3390/met6030055
Lee H-S, Singh JK, Ismail MA, Bhattacharya C. Corrosion Resistance Properties of Aluminum Coating Applied by Arc Thermal Metal Spray in SAE J2334 Solution with Exposure Periods. Metals. 2016; 6(3):55. https://doi.org/10.3390/met6030055
Chicago/Turabian StyleLee, Han-Seung, Jitendra Kumar Singh, Mohamed A. Ismail, and Chinmoy Bhattacharya. 2016. "Corrosion Resistance Properties of Aluminum Coating Applied by Arc Thermal Metal Spray in SAE J2334 Solution with Exposure Periods" Metals 6, no. 3: 55. https://doi.org/10.3390/met6030055