
Influence of Hardness, Matrix and Carbides in Combination with Nitridation on Abrasive Wear Resistance of X210Cr12 Tool Steel

Abstract
:1. Introduction
2. Materials and Methods
3. Results
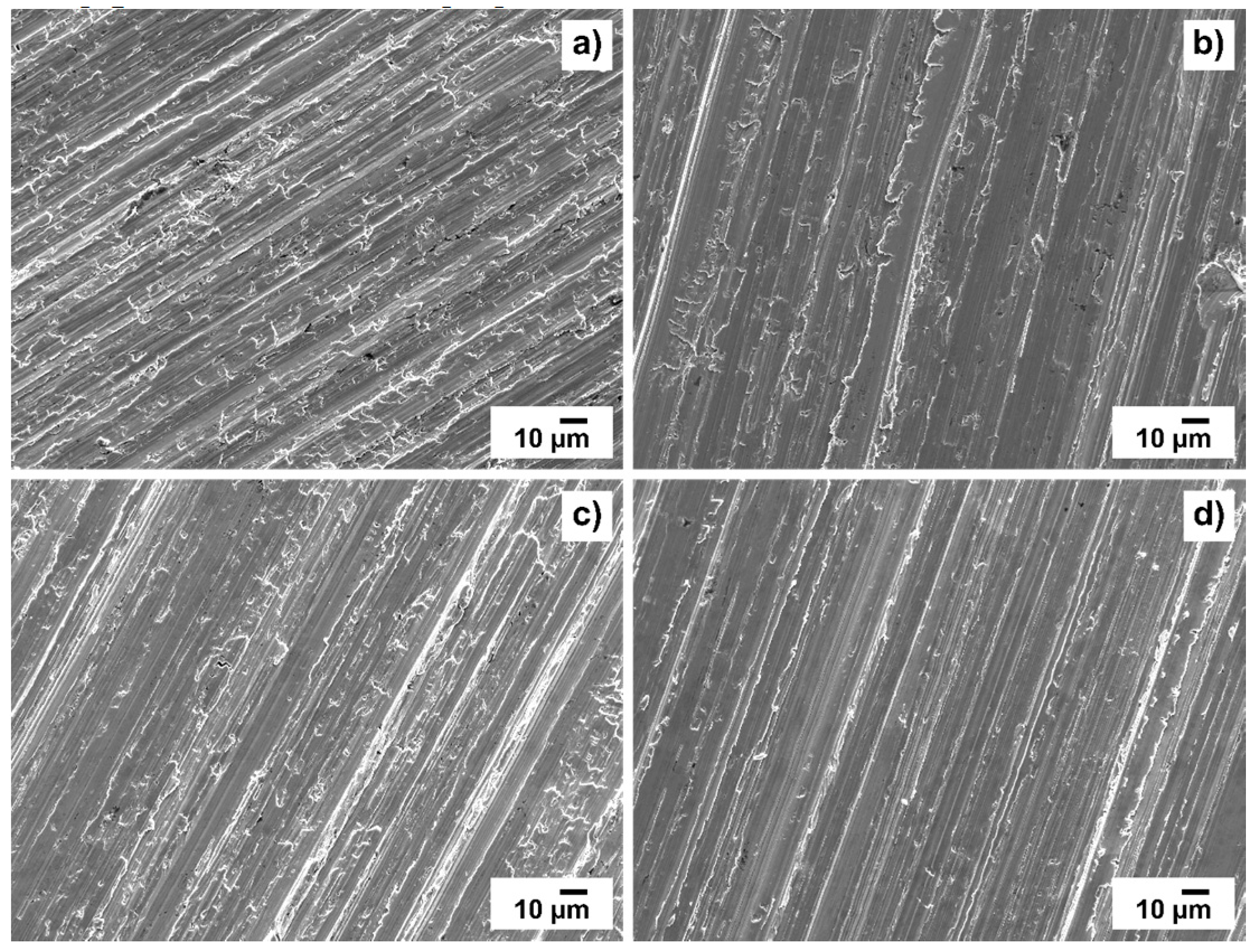
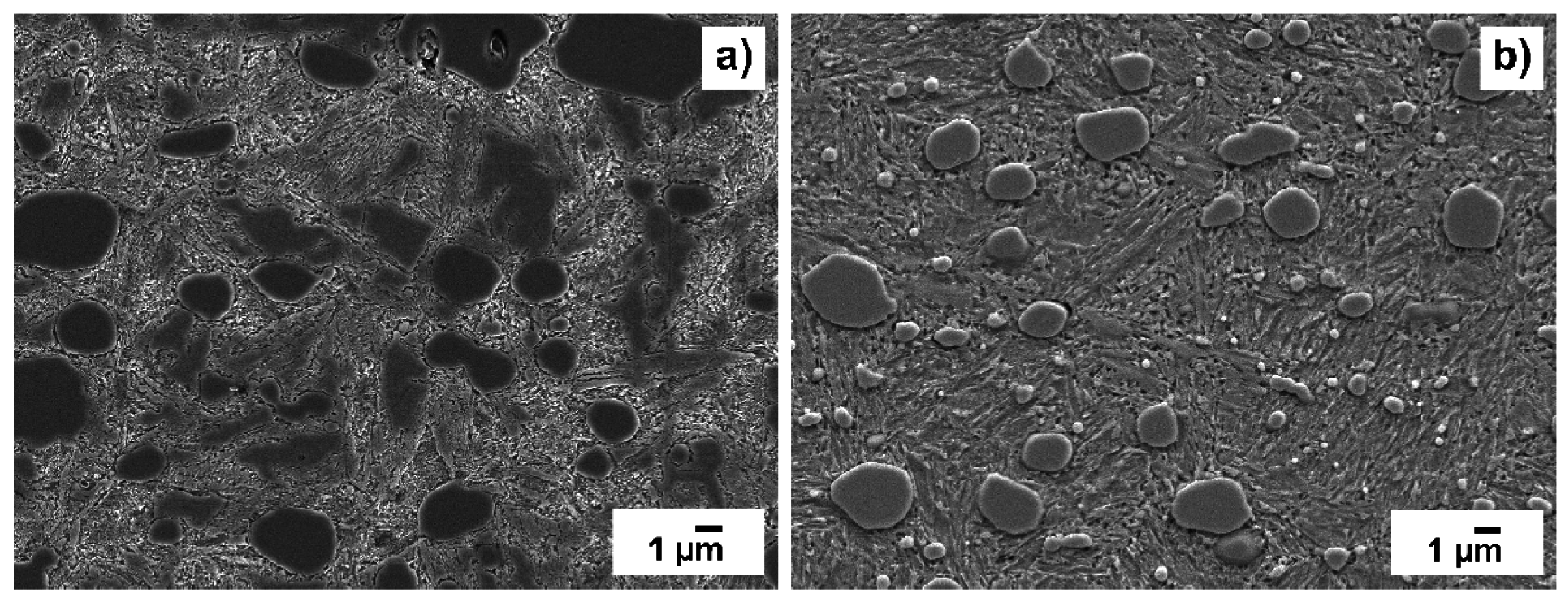
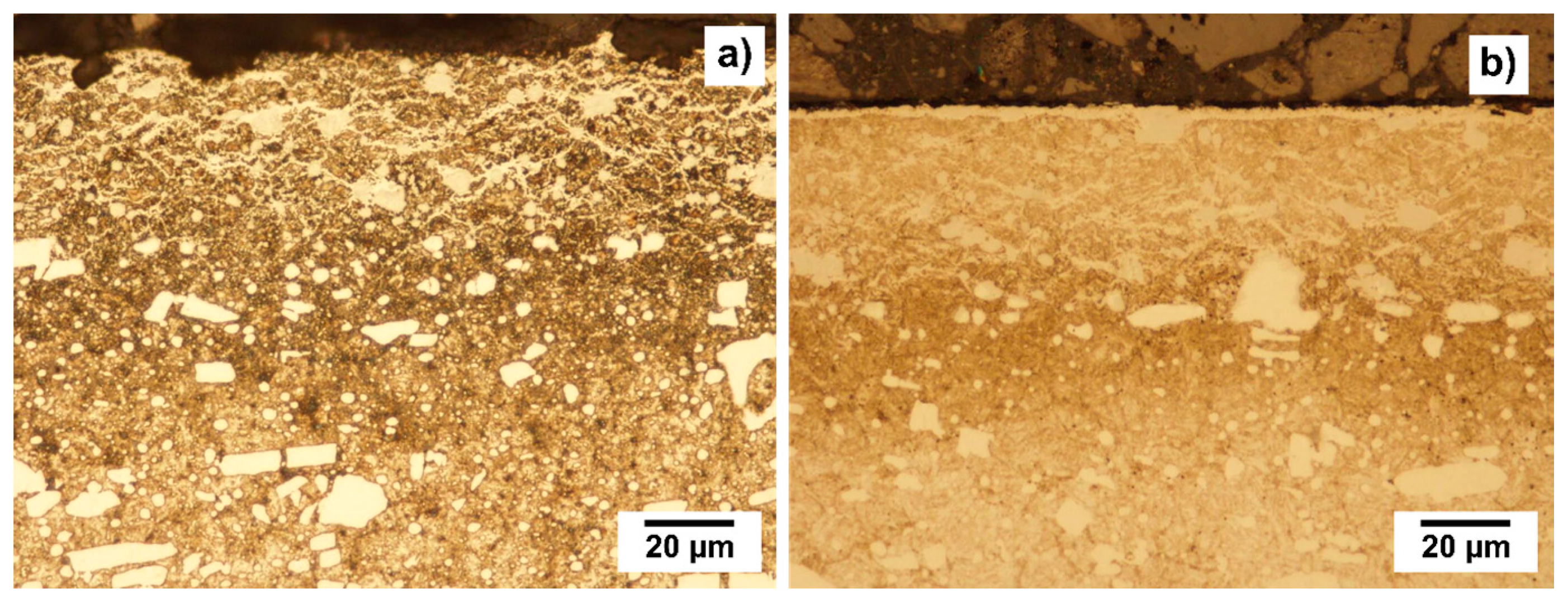
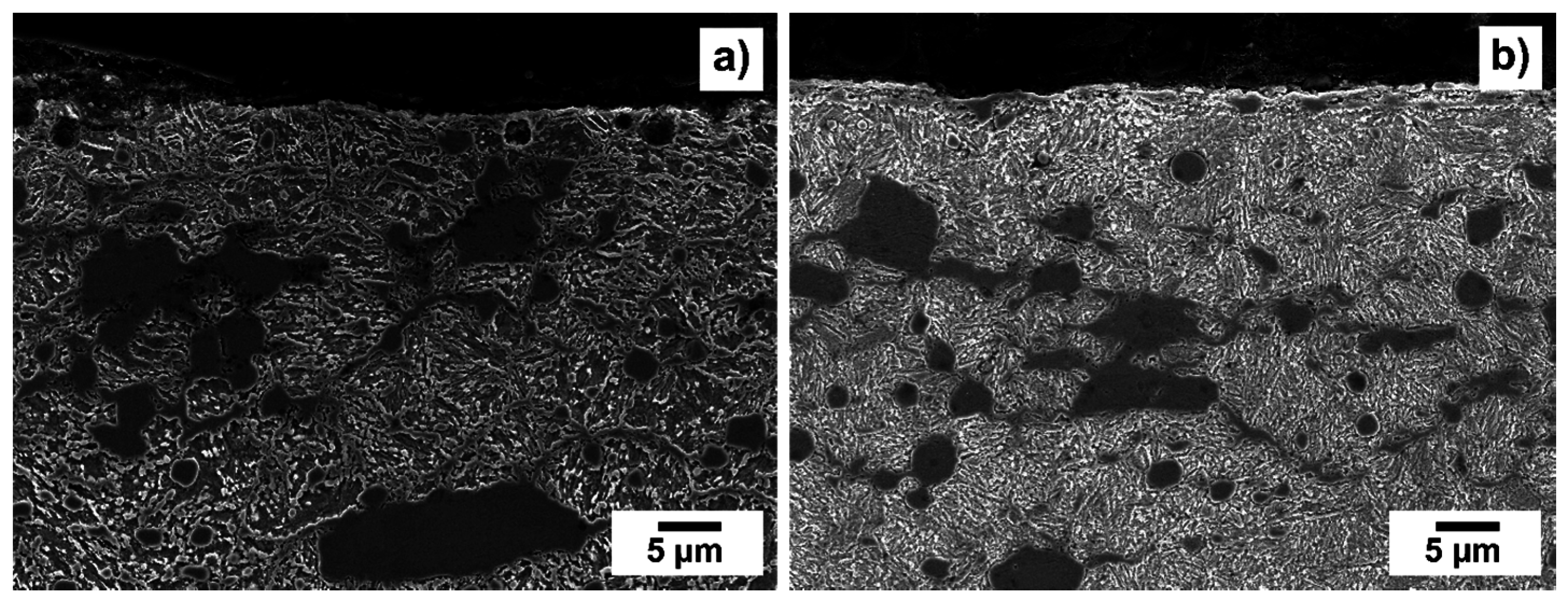
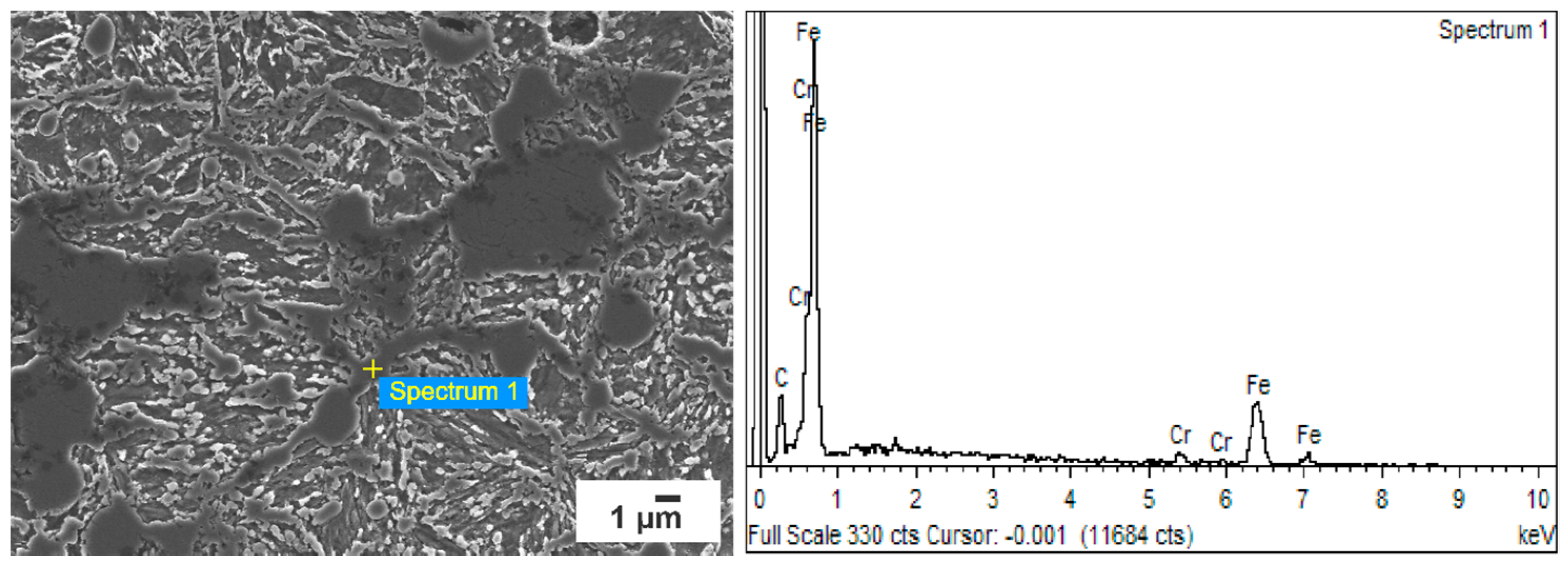
3.1. Materials and Microstructure
3.2. Mechanical Properties
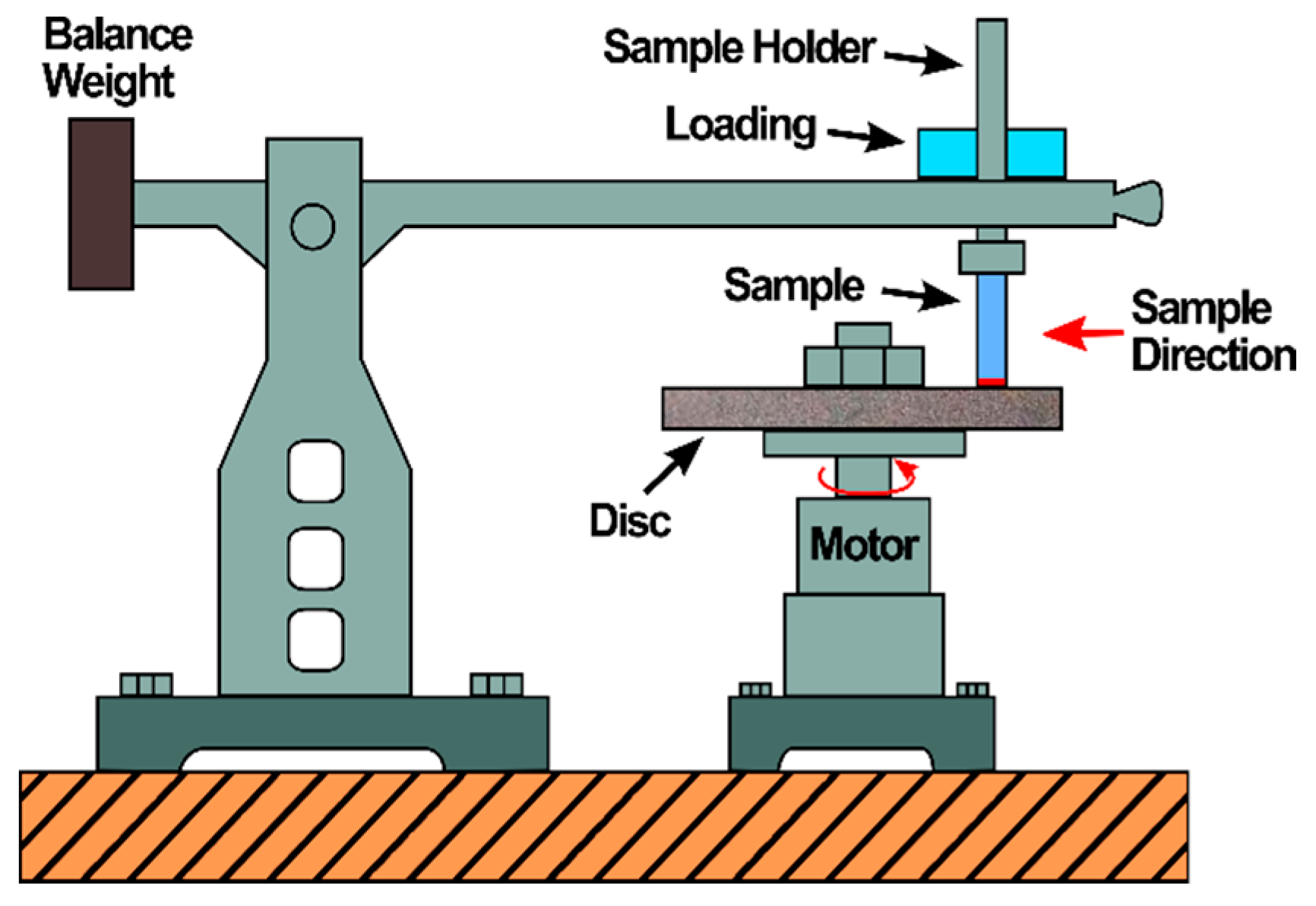
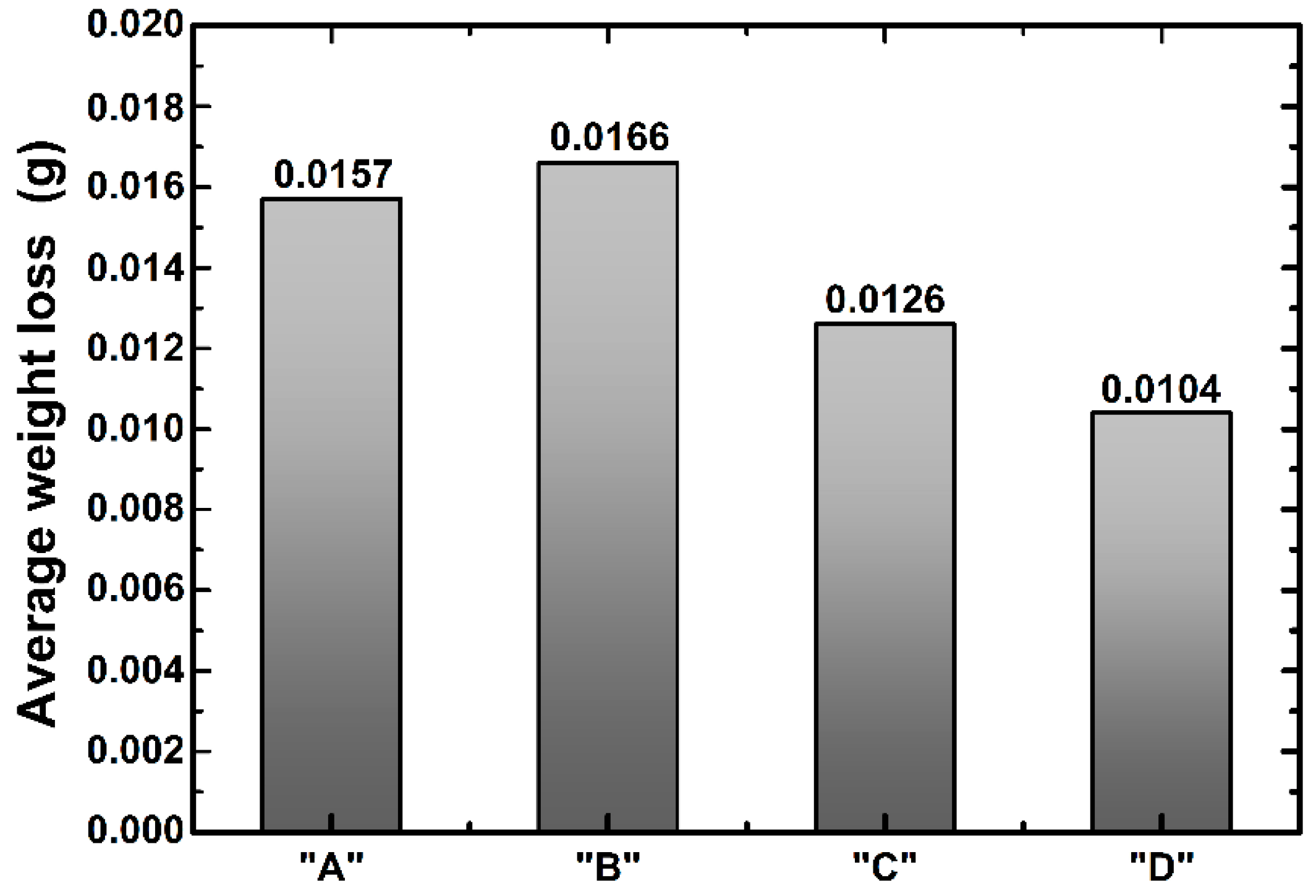
3.3. Abrasion Wear Resistance
4. Conclusions
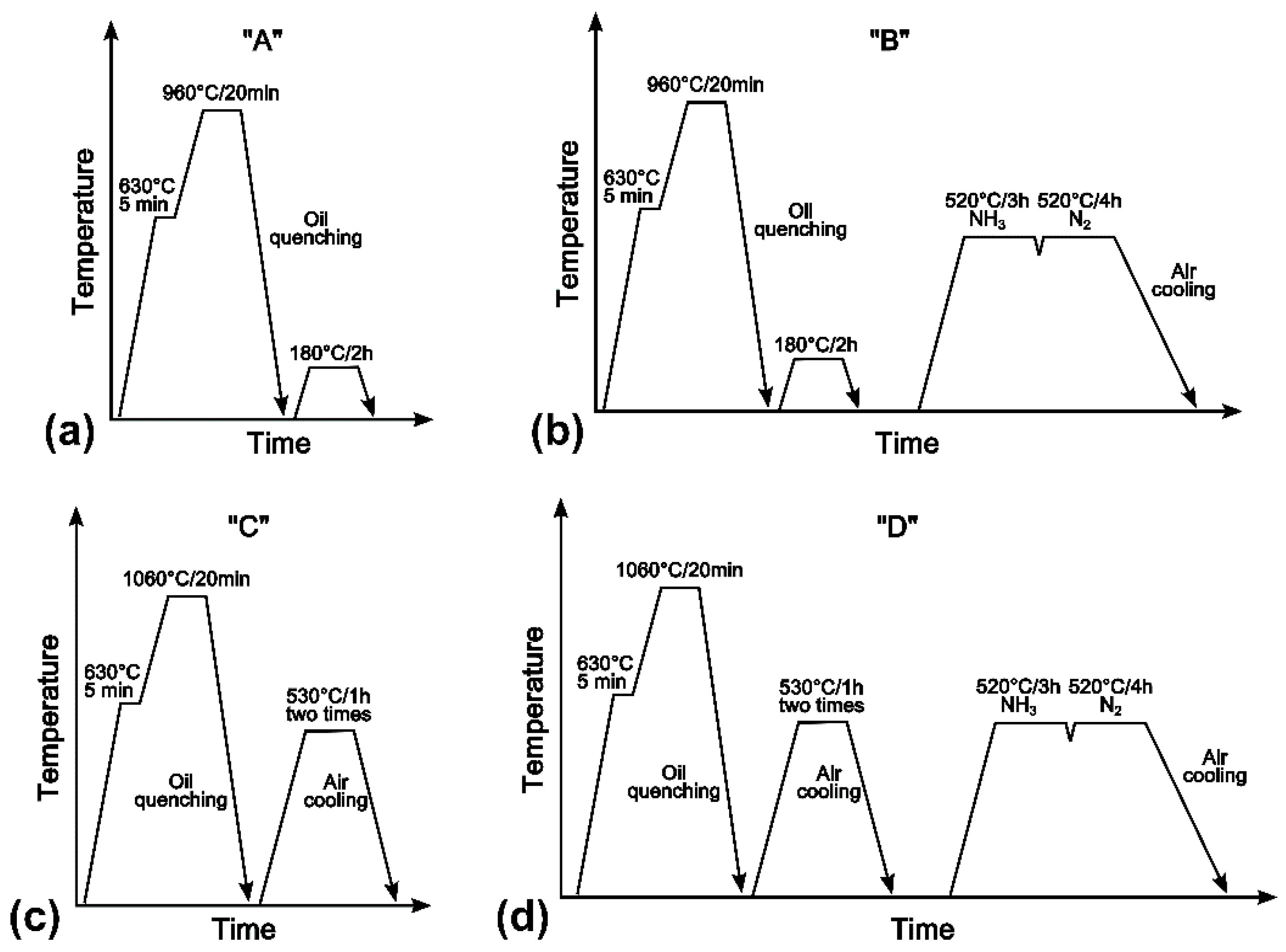
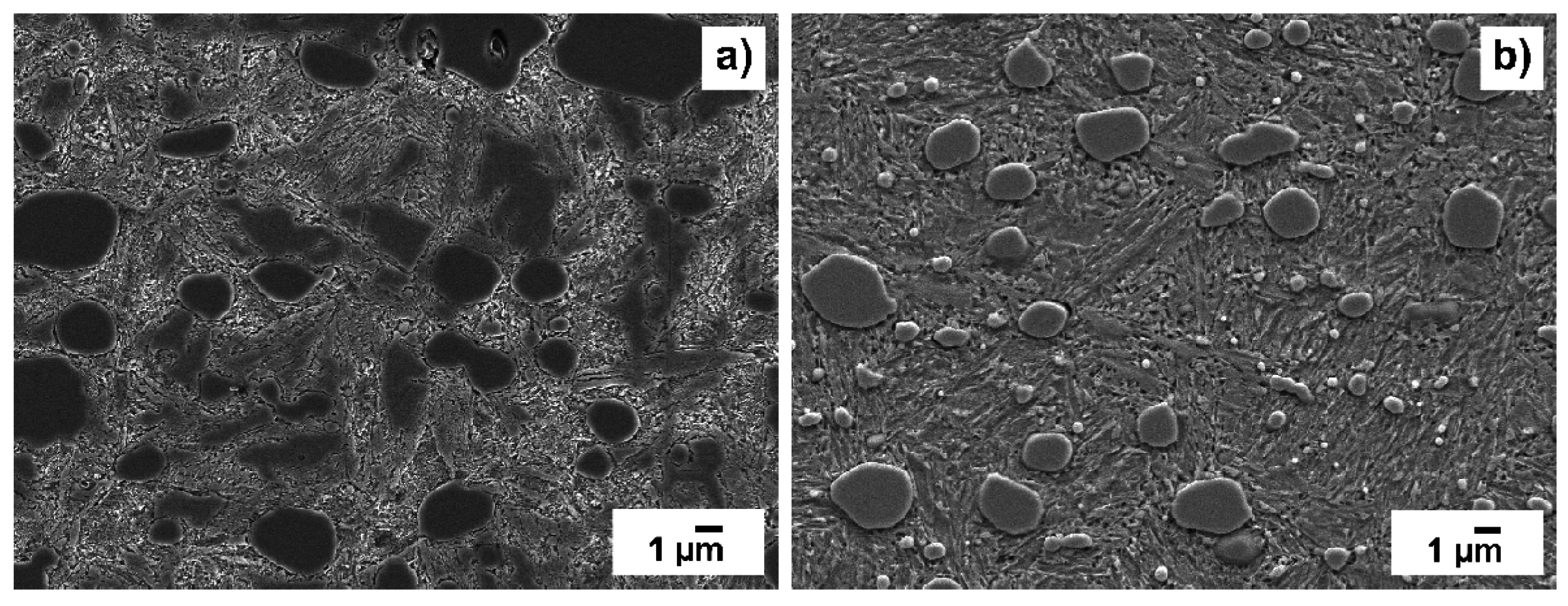
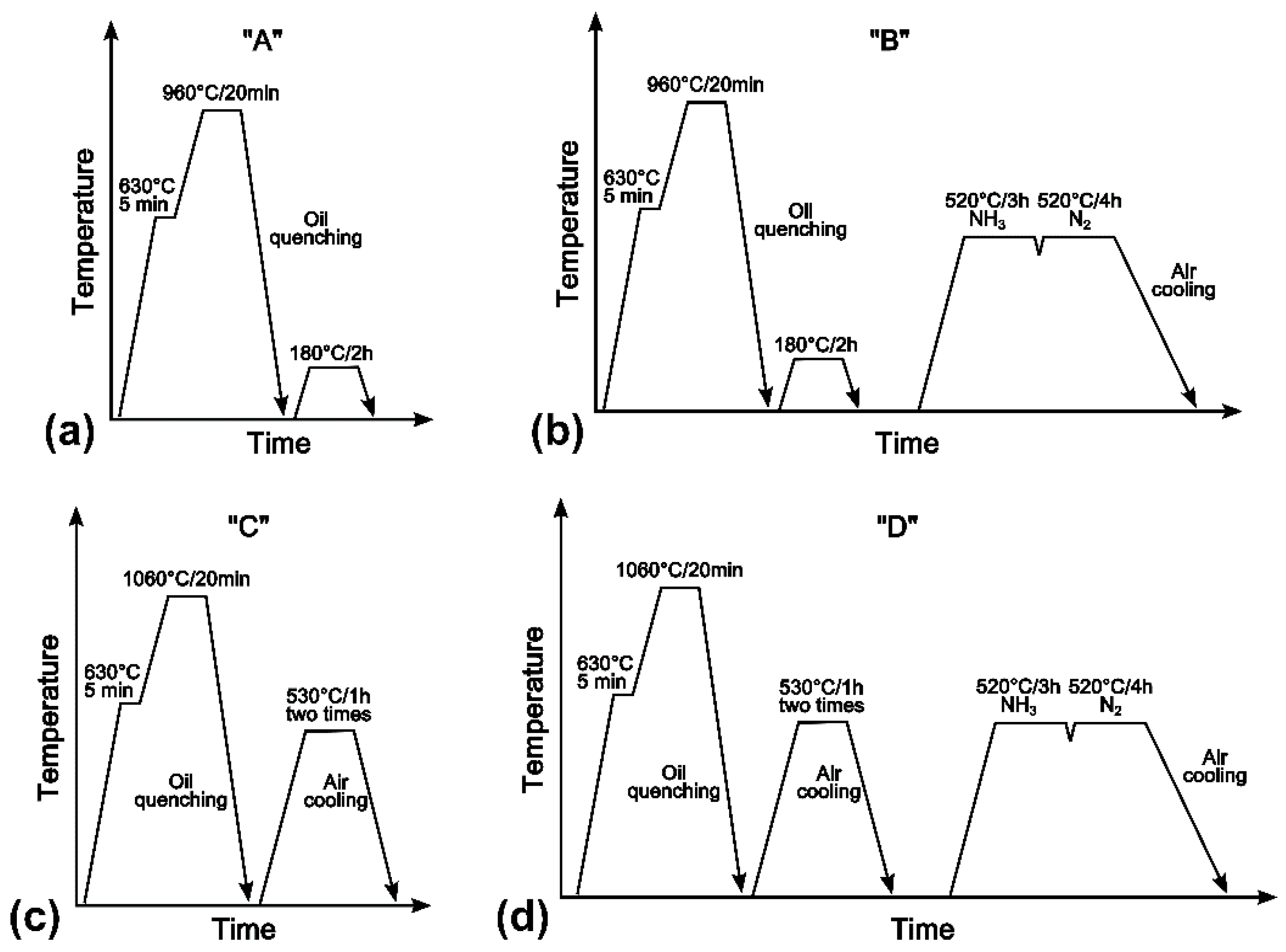
- Quenching the steel from a lower temperature preserved the primary carbides and high carbon content in microstructure resulting in retained austenite stabilization and higher wear rates.
- Quenching and tempering the steel at higher temperatures to achieve its secondary hardness resulted in a martensitic microstructure with fine carbides and higher carbon and chromium saturation of the martensitic matrix. Compared to the previous treatment the steel showed lower weight loss, even though its hardness was lower (57 HRC).
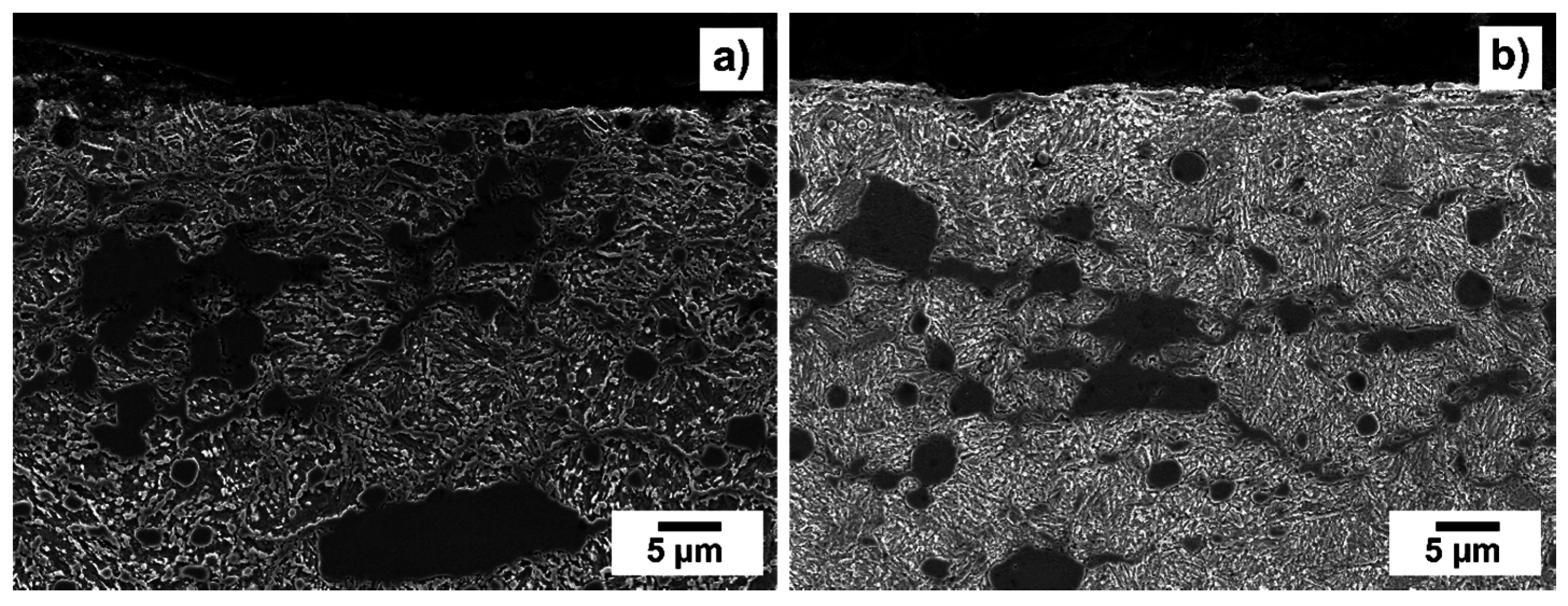
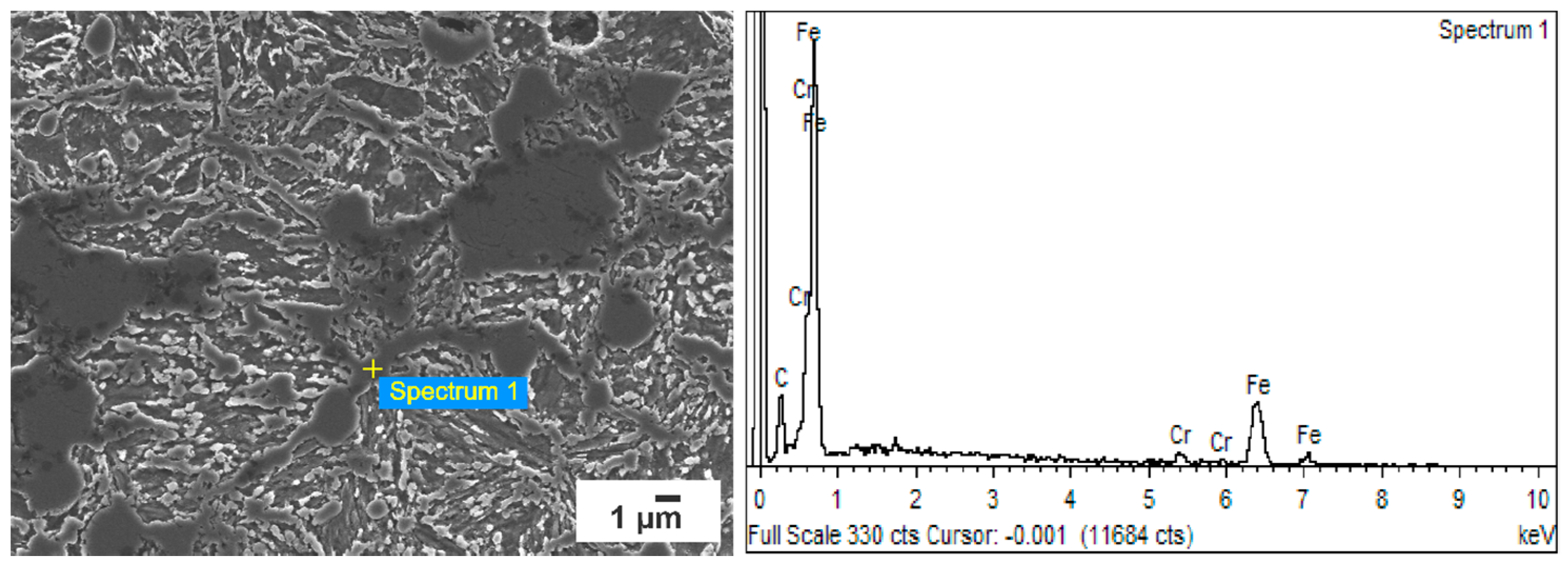
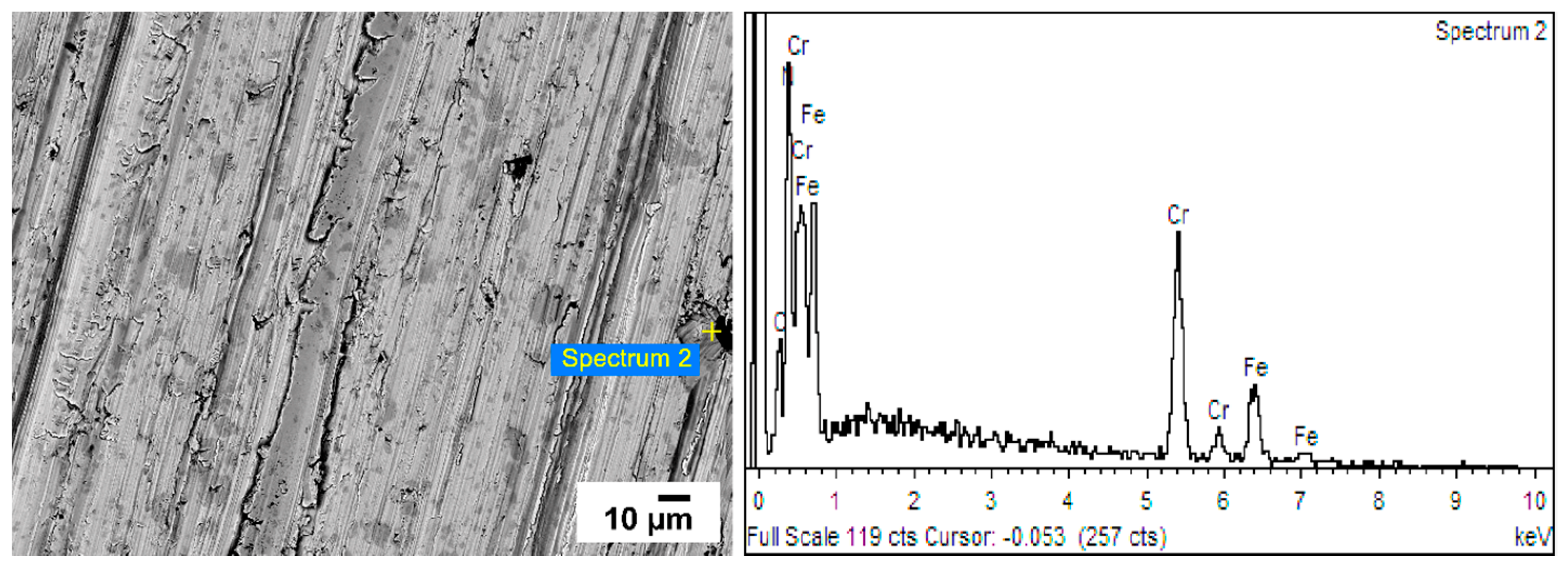
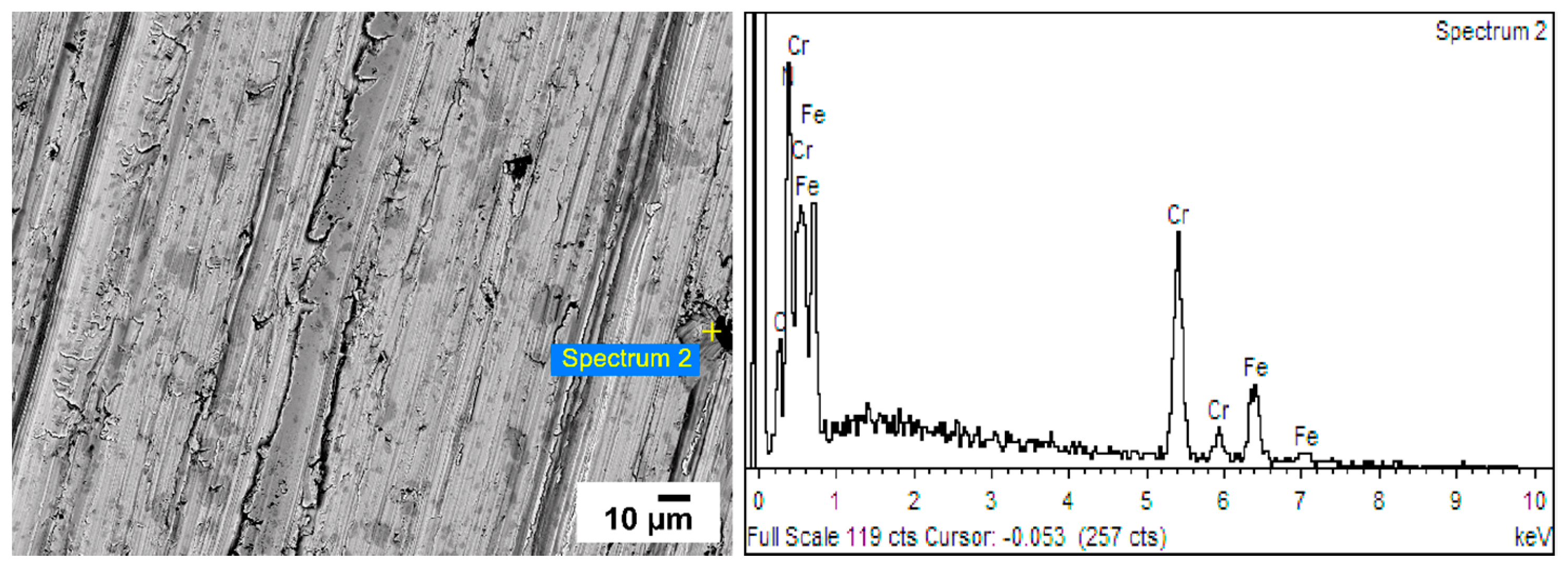
- Nitriding of the steel containing primary carbides produced a harder layer compared to the quenched and tempered state with thin elongated Fe-Cr carbides. However, this type of treatment was found to be very unsatisfactory due to the mechanical removing of primary carbides during abrasion test resulting in the lowest abrasion wear resistance.
- Nitriding the steel that was quenched and tempered at higher temperatures for achieving secondary hardness was very beneficial. The hard and uniform nitrided layer improved the abrasion wear resistance as the weight loss of the sample was the lowest. This result was achieved via finer carbides size and their proper morphology, higher saturation of martensite with chromium and carbon after the quenching stage and small amount of retained austenite.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hutchings, I.M. Tribology-Friction and Wear Enginnering Material; CRC Press: London, UK, 1992. [Google Scholar]
- Sapate, S.G.; Chopde, A.D.; Nimbalkar, P.M.; Chandarkar, D.M. Effect of microsturcture on slury abrasion response of En-31 steel. Mater. Des. 2007, 28, 1923–1927. [Google Scholar]
- Sevim, I.; Eryurek, I.B. Effect of abrasive particle size on wear resistance in non-heat-treated steels. Kov. Mater. 2005, 43, 158–168. [Google Scholar]
- Blau, P.J.; Dehoff, R.R. Development of a two-body wet abrasion test method with attentation to the effects of reused abradant. Wear 2013, 302, 1035–1039. [Google Scholar] [CrossRef]
- Deng, X.T.; Wang, Z.D.; Han, Y.; Zhao, H.; Wang, G.D. Microstructure and abrasive wear behavior of medium carbon low alloy martensitic abrasion resistant steel. J. Iron Steel Res. 2014, 21, 98–103. [Google Scholar] [CrossRef]
- Ruffing, C.; Kersher, E.; Courtois-Manara, E.; Prang, R.; Kübel, C.; Ivanisenko, Y.; Kerscher, E. Fatigue Behaviorof ultrafine-grained medium carbon steel with different carbide morphologies processed by high pressure torsion. Metals 2015, 5, 891–909. [Google Scholar] [CrossRef]
- Gural, A. Influence of martensite particle size on dry sliding wear behavior pm low carbon dual phase powder metallurgy steals. Kov. Mater. 2010, 48, 25–31. [Google Scholar]
- Bakshi, S.D.; Bhadeshia, H.K.D.H.; Shipway, P.H. Three-body abrasive wear of fine pearilite, nanostrucutred bainite and martensite. Wear 2013, 308, 46–53. [Google Scholar] [CrossRef]
- Singh, K.; Khatirkar, R.K.; Sapate, S.G. Microstructure evolution and abrasive wear behavior of D2 steel. Wear 2015, 328–329, 206–216. [Google Scholar] [CrossRef]
- Ooi, S.; Bhadeshia, H.K.D.H. Duplex hardening of steels for aero engine bearings. ISIJ Int. 2012, 52, 1927–1934. [Google Scholar] [CrossRef]
- Yeh, S.H.; Chiu, L.H.; Chang, H. Effects of gas nitriding on the mechanical and corrosion, properties of SACM 645 Steel. Engineering 2011, 3, 942–948. [Google Scholar] [CrossRef]
- Rabinowicz, E. Friction and Wear of Materials; Wiley: New York, NY, USA, 1965. [Google Scholar]
- Guagliano, M.; Moridia, A.; Guaglianoa, M.; Ghidinib, A.; Boniardia, M. The effect of nitriding, severe shot peening and their combination on the fatigue behavior and micro-structure of low-alloy steel. Int. J. Fatigue 2014, 62, 67–76. [Google Scholar]
- Ashrafizadeh, F. Influence of plasma and gas nitriding on fatigue resistance of plain carbon (Ck 45) steel. Sur. Coat. Technol. 2003, 173–174, 1196–1200. [Google Scholar]
- Podgornik, B.; Vižntin, J.; Leskovšek, V. Wear properties of induction hardened, conventional nitrided and pulse plasma nitrided AISI 4140 steel in dry slury sliding conditions. Wear 1999, 232, 231–242. [Google Scholar] [CrossRef]
- Karamis, M.B.; Yildizli, K.; Aydin, G.C. Sliding/rolling wear performance of plasma nitrided H11 hot working steel. Tribol. Int. 2012, 51, 18–24. [Google Scholar] [CrossRef]
- Orecny, M.; Bursak, M.; Vinas, J. The influence of heat treatment on the abrasive wear resistance of a construction and tool steel. Metallurgy 2015, 54, 191–193. [Google Scholar]
- Zabavnik, V.; Bursak, M. Quenching and Quality Control of Materials; Emilena: Košice, Slovakia, 2004. [Google Scholar]
- Material X210Cr12 Data List. Available online: www.bohlerturkiye.com/K100DE.pdf (accessed on 21 September 2016).
- Conci, M.D.; Bozzib, A.C.; Franco, A.R., Jr. Effect of plasma nitriding potential on tribological behaviour of AISI D2 cold-worked tool steel. Wear 2014, 317, 188–193. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | S | P | Mo | Ni | V | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 2.07 | 0.33 | 0.4 | 11.6 | 0.021 | 0.024 | 0.13 | 0.25 | 0.06 | bal. |
| Heat Treatment | After Quenching | After Tempering |
|---|---|---|
| “A” | 62 ± 1 | 61 ± 1 |
| “C” | 53 ± 0.8 | 57 ± 0.8 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orečný, M.; Buršák, M.; Šebek, M.; Falat, L. Influence of Hardness, Matrix and Carbides in Combination with Nitridation on Abrasive Wear Resistance of X210Cr12 Tool Steel. Metals 2016, 6, 236. https://doi.org/10.3390/met6100236
Orečný M, Buršák M, Šebek M, Falat L. Influence of Hardness, Matrix and Carbides in Combination with Nitridation on Abrasive Wear Resistance of X210Cr12 Tool Steel. Metals. 2016; 6(10):236. https://doi.org/10.3390/met6100236
Chicago/Turabian StyleOrečný, Martin, Marián Buršák, Martin Šebek, and Ladislav Falat. 2016. "Influence of Hardness, Matrix and Carbides in Combination with Nitridation on Abrasive Wear Resistance of X210Cr12 Tool Steel" Metals 6, no. 10: 236. https://doi.org/10.3390/met6100236