
Effect of Ceramic Content on the Compression Properties of TiB2-Ti2AlC/TiAl Composites


Abstract
:
1. Introduction
2. Experimental Section
3. Results and Discussion
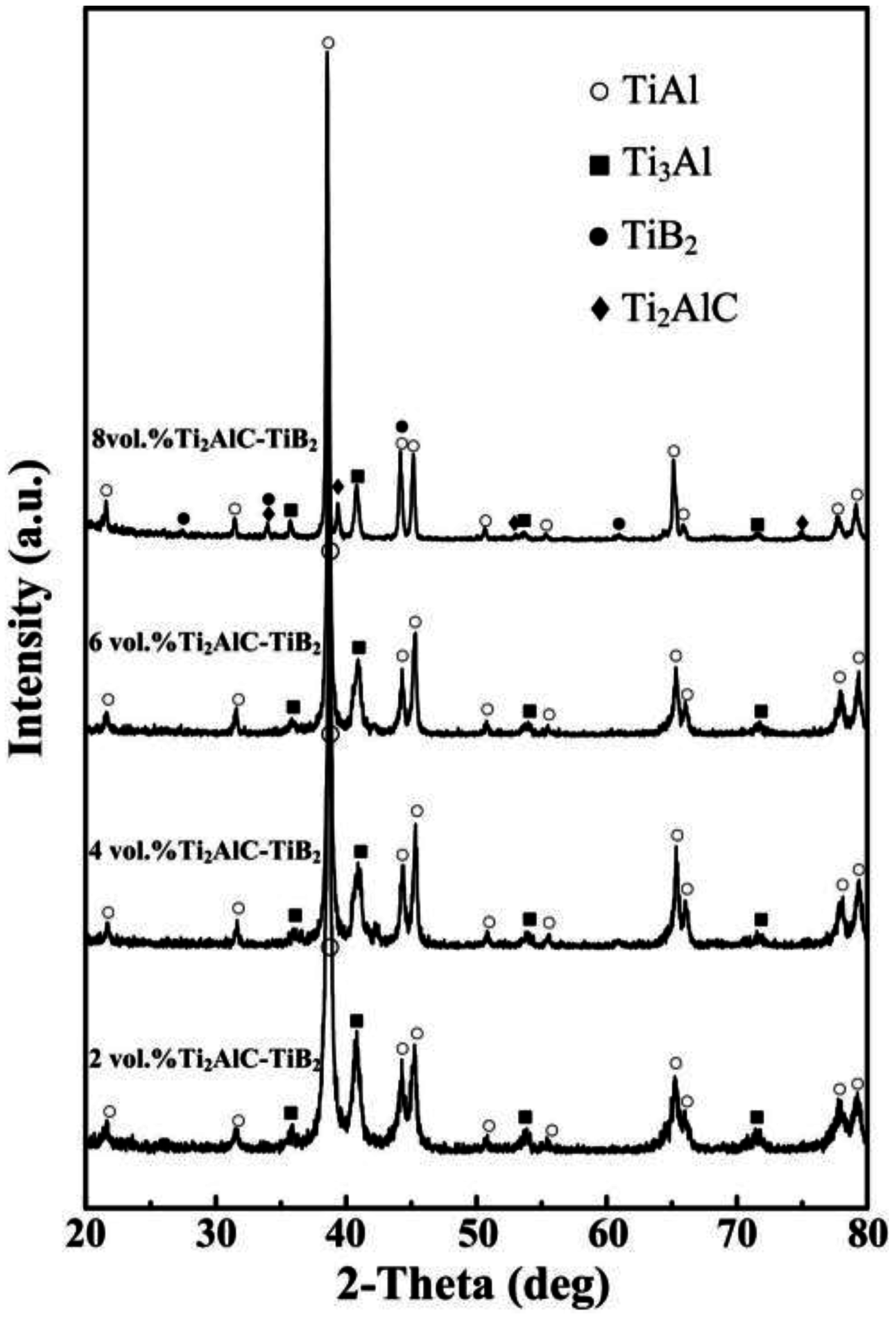
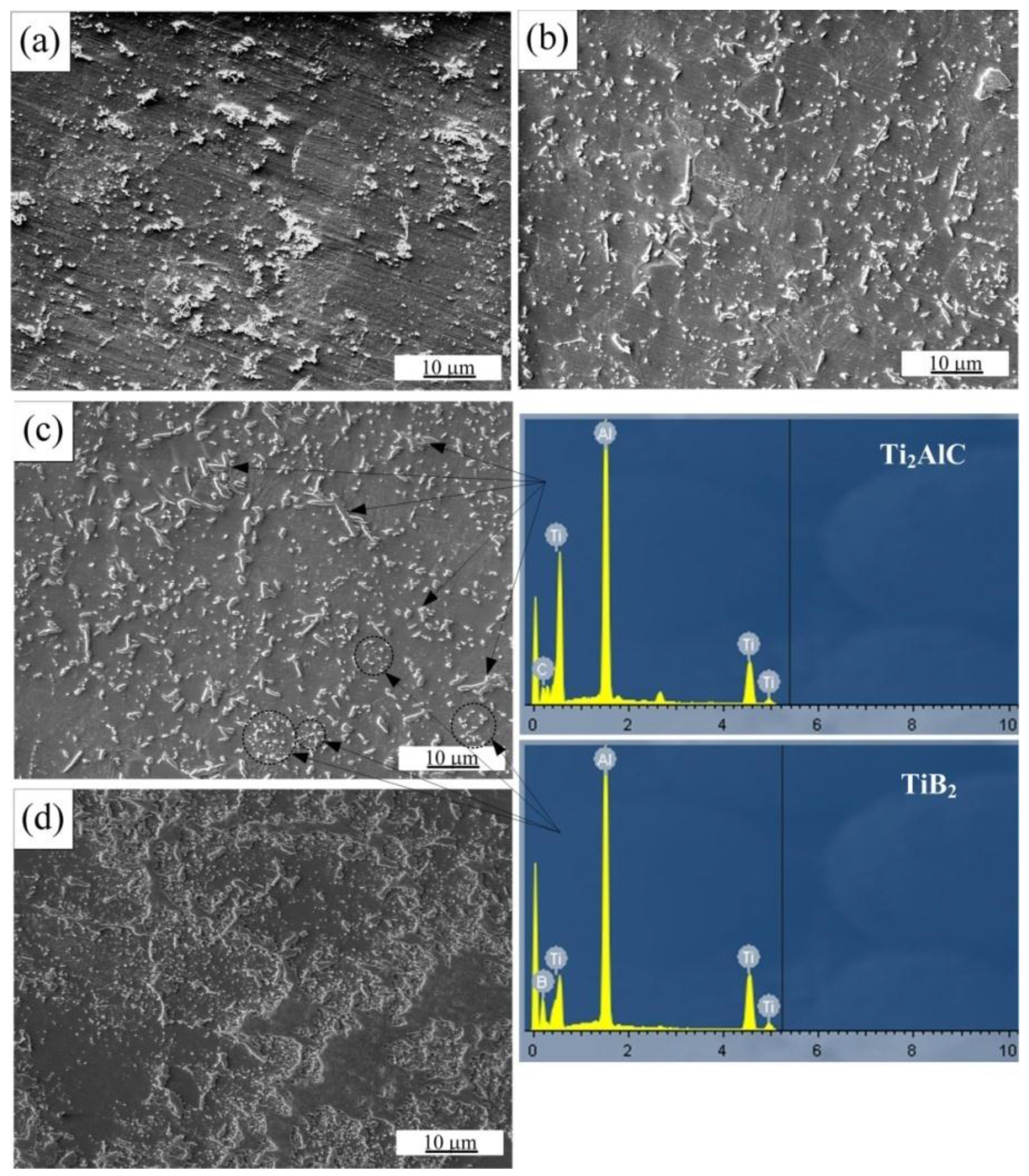
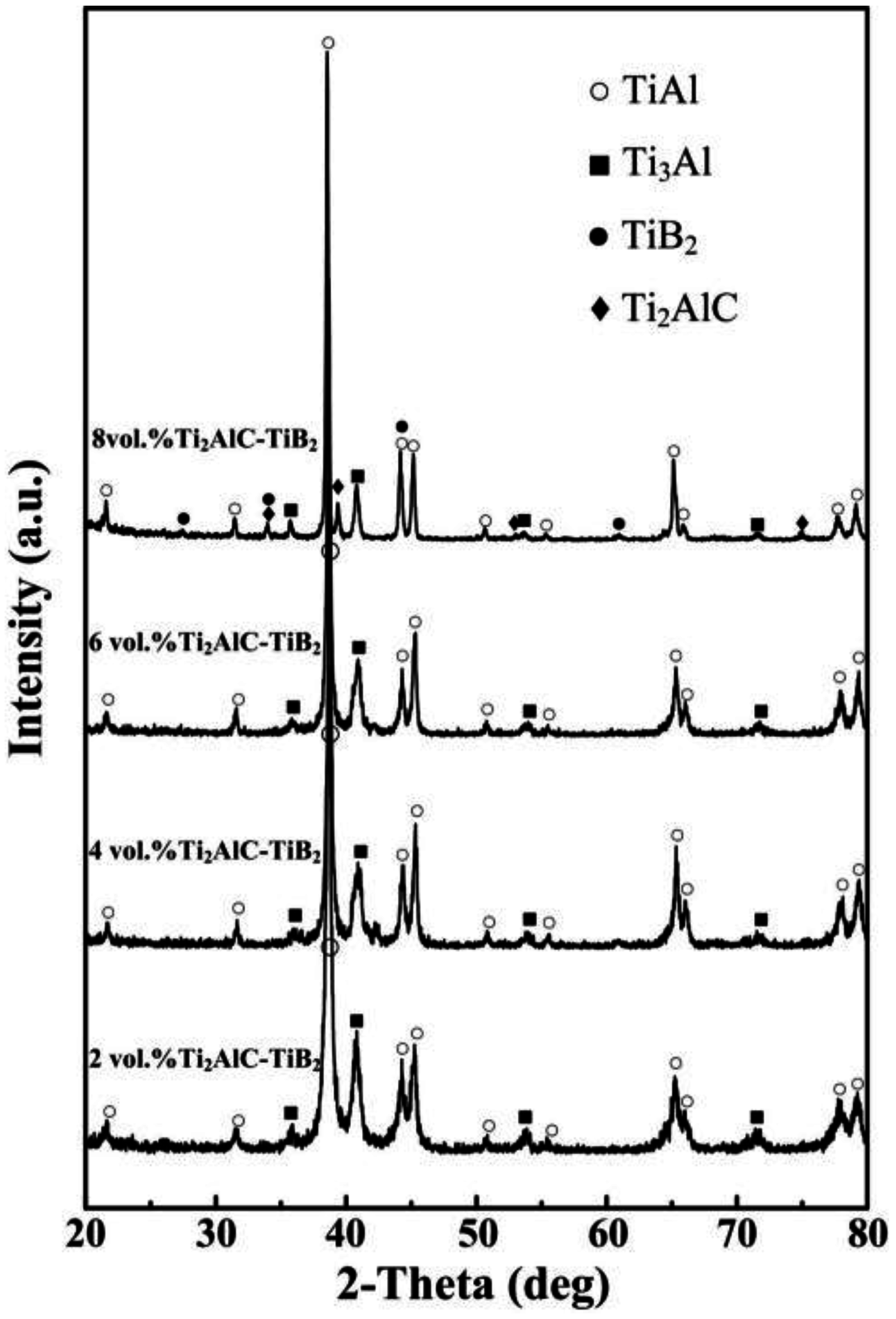
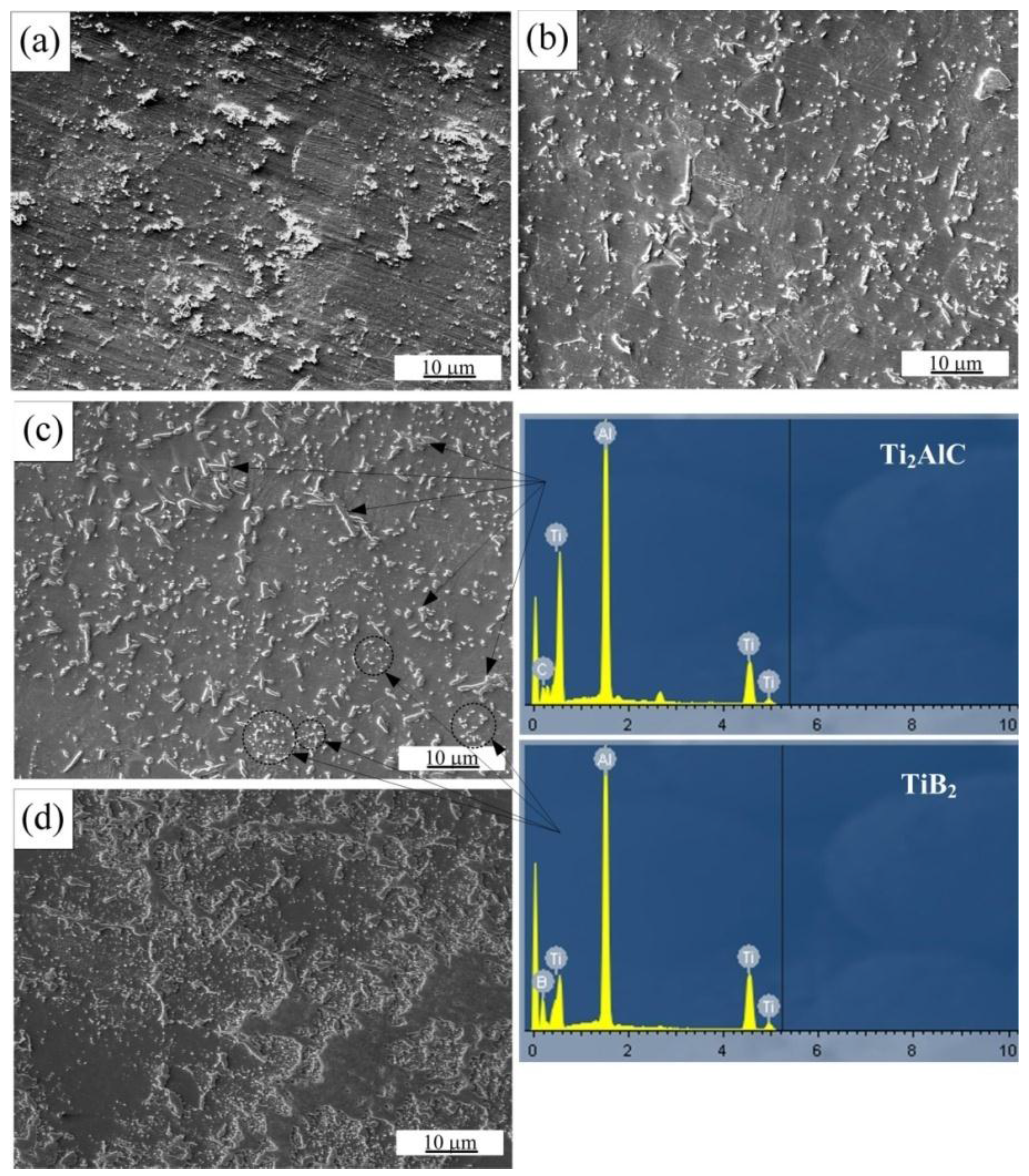
3.1. Phase Constituents and Microstructures
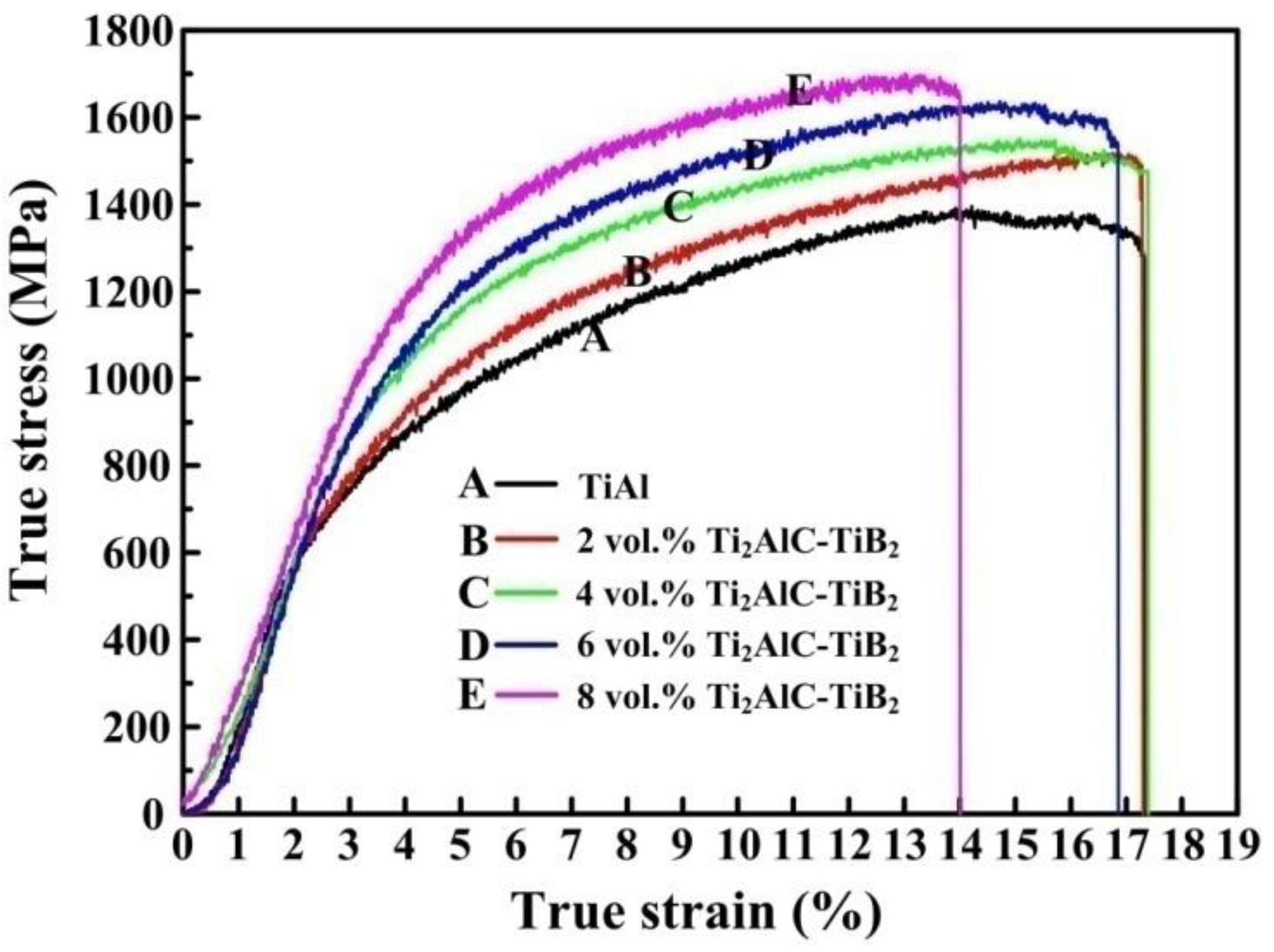
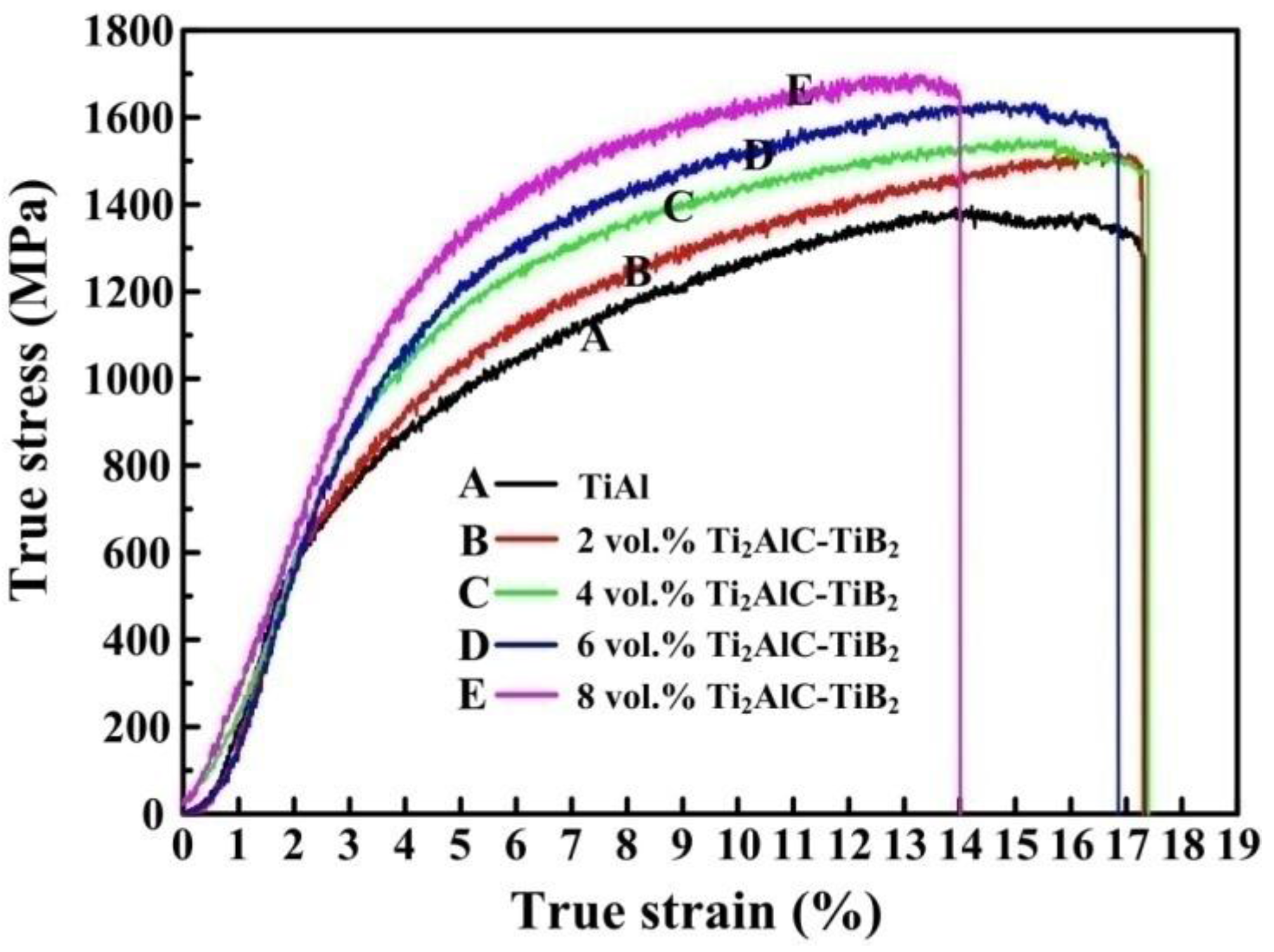
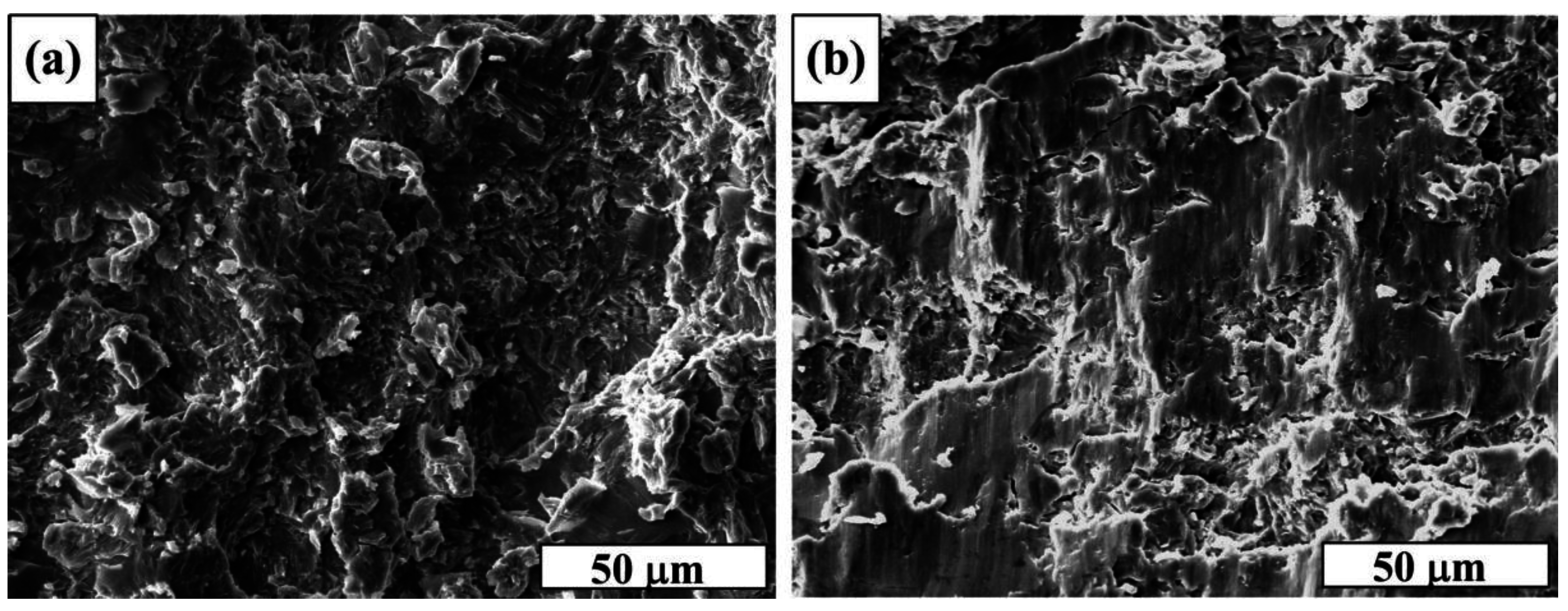
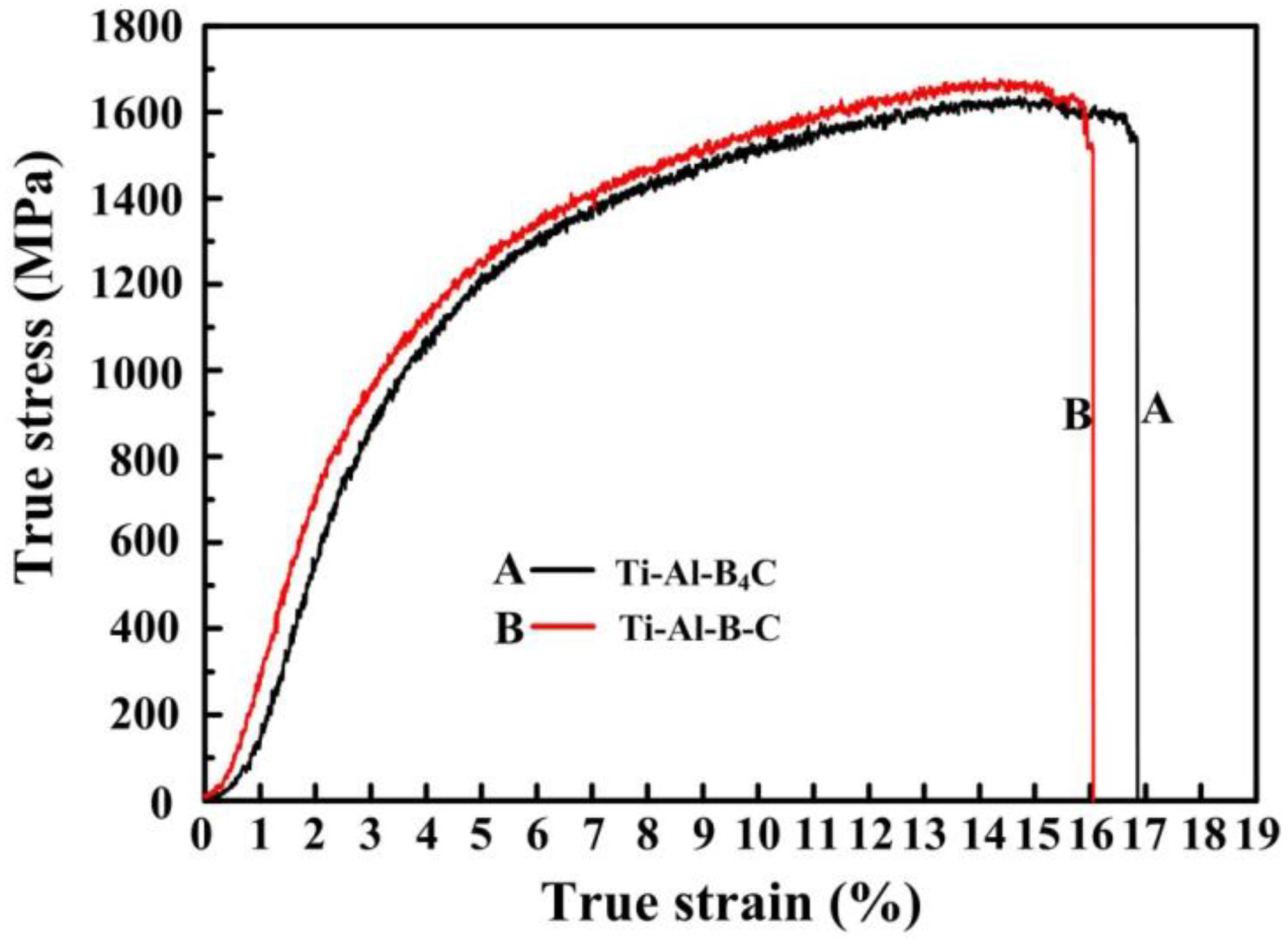
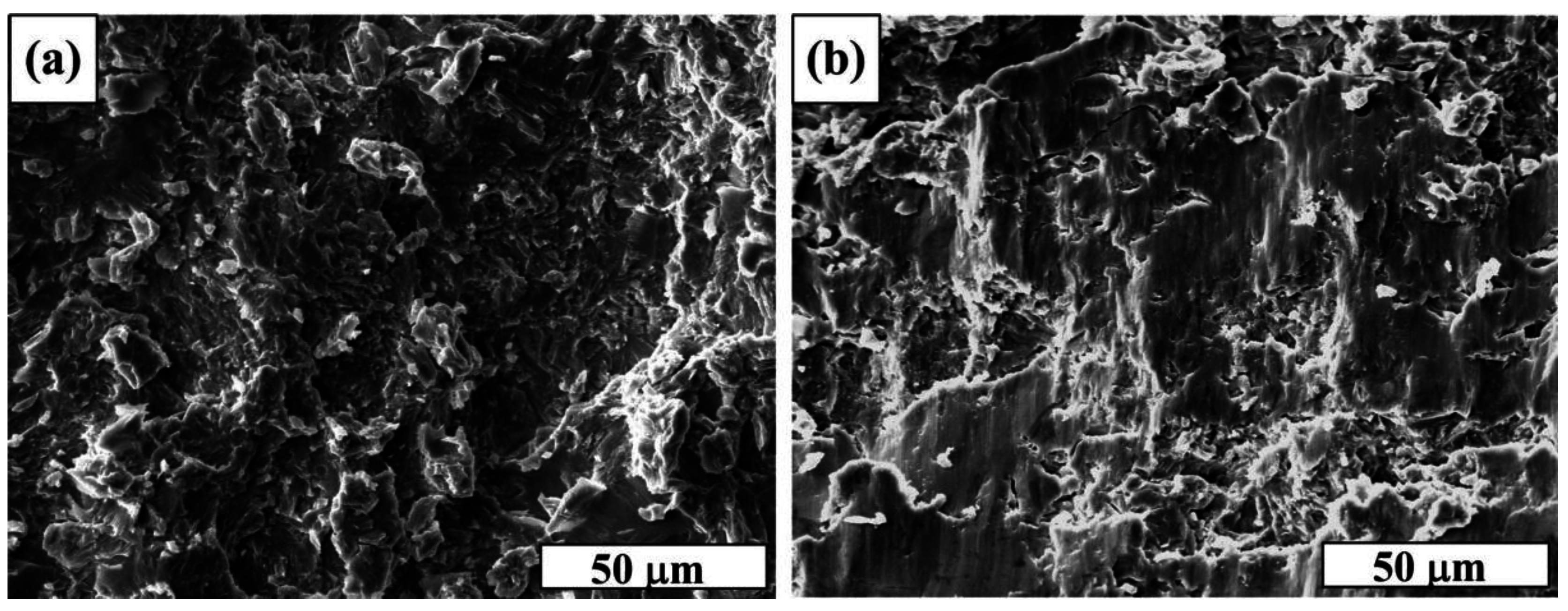
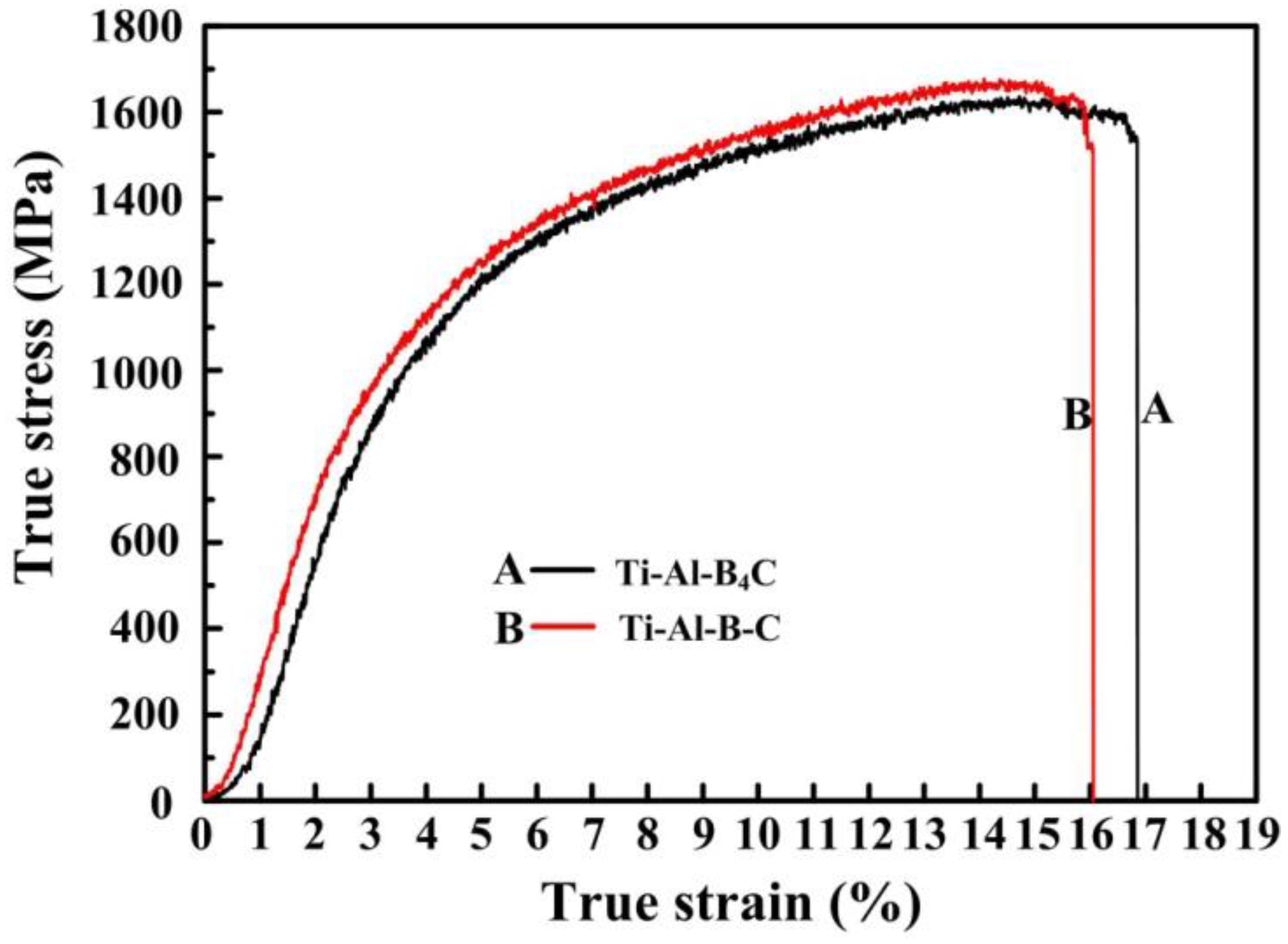
3.2. Compression Properties and Work-Hardening Capacity

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ceramic Content | Measureddensity (g/cm3) | σy (MPa) | σucs (MPa) | εf (%) | Hc |
|---|---|---|---|---|---|
| TiAl | 3.72 ± 0.03 | 465 ± 41 | 1415 ± 20 | 17.3 ± 0.0 | 2.07 ± 0.31 |
| 2 vol. % | 3.74 ± 0.02 | 625 ± 24 | 1487 ± 32 | 16.8 ± 0.3 | 1.39 ± 0.15 |
| 4 vol. % | 3.80 ± 0.02 | 711 ± 25 | 1562 ± 10 | 17.7 ± 0.3 | 1.20 ± 0.07 |
| 6 vol. % | 3.82 ± 0.02 | 781 ± 25 | 1649 ± 12 | 16.6 ± 0.2 | 1.11 ± 0.05 |
| 8 vol. % | 3.88 ± 0.05 | 865 ± 29 | 1695 ± 5 | 14.9 ± 0.9 | 0.96 ± 0.06 |
| System | Ceramic Content | σy (MPa) | σucs (MPa) | εf (%) | Hc |
|---|---|---|---|---|---|
| Ti-Al-B4C | 6 vol. % | 781 ± 25 | 1649 ± 12 | 16.6 ± 0.2 | 1.11 ± 0.05 |
| Ti-Al-B-C | 6 vol. % | 771 ± 23 | 1677 ± 1 | 15.8 ± 0.3 | 1.18 ± 0.06 |
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kumar, K.S.; Bao, G. Intermetallic-matrix composites: An overview. Compos. Sci. Technol. 1994, 52, 127–150. [Google Scholar] [CrossRef]
- Xiang, L.Y.; Wang, F.; Zhu, J.F.; Wang, X.F. Mechanical properties and microstructure of Al2O3/TiAl in situ composites doped with Cr2O3. Mater. Sci. Eng. A 2011, 528, 3337–3341. [Google Scholar] [CrossRef]
- Rao, K.P.; Zhou, J.B. Characterization and mechanical properties of in situ synthesized Ti5Si3/TiAl composites. Mater. Sci. Eng. A 2003, 356, 208–218. [Google Scholar] [CrossRef]
- Yang, C.H.; Wang, F.; Ai, T.T.; Zhu, J.F. Microstructure and mechanical properties of in situ TiAl/Ti2AlC composites prepared by reactive hot pressing. Ceram. Int. 2014, 40, 8165–8171. [Google Scholar] [CrossRef]
- Ai, T.T.; Wang, F.; Feng, X.M.; Ruan, M.M. Microstructural and mechanical properties of dual Ti3AlC2-Ti2AlC reinforced TiAl composites fabricated by reaction hot pressing. Ceram. Int. 2014, 40, 9947–9953. [Google Scholar] [CrossRef]
- Li, B.; Lavernia, E.J. Spray forming and co-injection of particulate reinforced TiAl/TiB2 composites. Acta Mater. 1997, 45, 5015–5030. [Google Scholar] [CrossRef]
- Van Meter, M.L.; Kampe, S.L.; Christodoulou, L. Mechanical properties of near-γ titanium aluminides reinforced with high volume percentages of TiB2. Scr. Mater. 1996, 34, 1251–1256. [Google Scholar] [CrossRef]
- Hirose, A.; Hasegawa, M.; Kobayashi, K.F. Microstructures and mechanical properties of TiB2 particle reinforced TiAl composites by plasma arc melting process. Mater. Sci. Eng. A 1997, 239–240, 46–54. [Google Scholar]
- Bohn, R.; Klassen, T.; Bormann, R. Room temperature mechanical behavior of silicon-doped TiAl alloys with grain sizes in the nano-and submicron-range. Acta Mater. 2001, 49, 299–311. [Google Scholar] [CrossRef]
- Kim, S.H.; Chung, H.H.; Pyo, S.G.; Hwang, S.J.; Kim, N.J. Effect of B on the Microstructure and Mechanical Properties of Mechanically Milled TiAl Alloys. Metall. Mater. Trans. A 1998, 29, 2273–2283. [Google Scholar] [CrossRef]
- Lin, Z.J.; Zhuo, M.J.; Zhou, Y.C.; Li, M.S.; Wang, Y.J. Microstructural characterization of layered ternary Ti2AlC. Acta Mater. 2006, 54, 1009–1015. [Google Scholar] [CrossRef]
- Chen, Y.L.; Yan, M.; Sun, Y.M.; Mei, B.C.; Zhu, J.Q. The phase transformation and microstructure of TiAl/Ti2Al composites caused by hot pressing. Ceram. Int. 2009, 35, 1807–1812. [Google Scholar] [CrossRef]
- Kulkarni, S.R.; Datye, A.V.; Wu, K.-H. Synthesis of Ti2AlC by spark plasma sintering of TiAl-carbon nanotube powder mixture. J. Alloys Compd. 2010, 490, 155–159. [Google Scholar] [CrossRef]
- Shu, S.L.; Qiu, F.; Lü, S.J.; Jin, S.B.; Jiang, Q.C. Phase transitions and compression properties of Ti2AlC/TiAl composites fabricated by combustion synthesis reaction. Mater. Sci. Eng. A 2012, 539, 344–348. [Google Scholar] [CrossRef]
- Yang, F.; Kong, F.T.; Chen, Y.Y.; Xiao, S.L. Effect of spark plasma sintering temperature on the microstructure and mechanical properties of a Ti2AlC/TiAl composite. J. Alloys Compd. 2010, 496, 462–466. [Google Scholar] [CrossRef]
- Shu, S.L.; Qiu, F.; Lin, Y.; Wang, Y.; Wang, J.; Jiang, Q. Effect of B4C size on the fabrication and compression properties of in situ TiB2-Ti2AlC/TiAl composites. J. Alloys Compd. 2013, 551, 88–91. [Google Scholar] [CrossRef]
- Alman, D.E. Reactive sintering of TiAl-Ti5Si3 in situ composites. Intermetallics 2005, 13, 572–579. [Google Scholar] [CrossRef]
- Afrin, N.; Chen, D.L.; Cao, X.; Jahazi, M. Strain hardening behavior of a friction stir welded magnesium alloy. Scr. Mater. 2007, 57, 1004–1007. [Google Scholar] [CrossRef]
- Sun, B.B.; Sui, M.L.; Wang, Y.M.; He, G.; Eckert, J.; Ma, E. Ultrafine composite microstructure in a bulk Ti alloy for high strength, strain hardening and tensile ductility. Acta Mater. 2006, 54, 1349–1357. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Bingert, J.F.; Liao, X.Z.; Cui, B.Z.; Han, K.; Sergueeva, A.V.; Mukherjee, A.K.; Valiev, R.Z.; Langdon, T.G.; Zhu, Y.T. Simultaneously increasing the ductility and strength of nano structured alloys. Adv. Mater. 2006, 18, 2949–2953. [Google Scholar] [CrossRef]
- Calderon, H.A.; Garibay-Febles, V.; Umemoto, M.; Yamaguchi, M. Mechanical properties of nanocrystalline Ti-Al-X alloys. Mater. Sci. Eng. A 2002, 329–331, 196–205. [Google Scholar] [CrossRef]
- Rao, K.P.; Vyas, A. Comparison of titanium silicide and carbide reinforced in situ synthesized TiAl composites and their mechanical properties. Intermetallics 2011, 19, 1236–1242. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shu, S.; Tong, C.; Qiu, F.; Jiang, Q. Effect of Ceramic Content on the Compression Properties of TiB2-Ti2AlC/TiAl Composites. Metals 2015, 5, 2200-2209. https://doi.org/10.3390/met5042200
Shu S, Tong C, Qiu F, Jiang Q. Effect of Ceramic Content on the Compression Properties of TiB2-Ti2AlC/TiAl Composites. Metals. 2015; 5(4):2200-2209. https://doi.org/10.3390/met5042200
Chicago/Turabian StyleShu, Shili, Cunzhu Tong, Feng Qiu, and Qichuan Jiang. 2015. "Effect of Ceramic Content on the Compression Properties of TiB2-Ti2AlC/TiAl Composites" Metals 5, no. 4: 2200-2209. https://doi.org/10.3390/met5042200