
Enhanced Mechanical Properties and Electrical Conductivity in Ultrafine-Grained Al 6101 Alloy Processed via ECAP-Conform

 ,
,
Abstract
:
1. Introduction
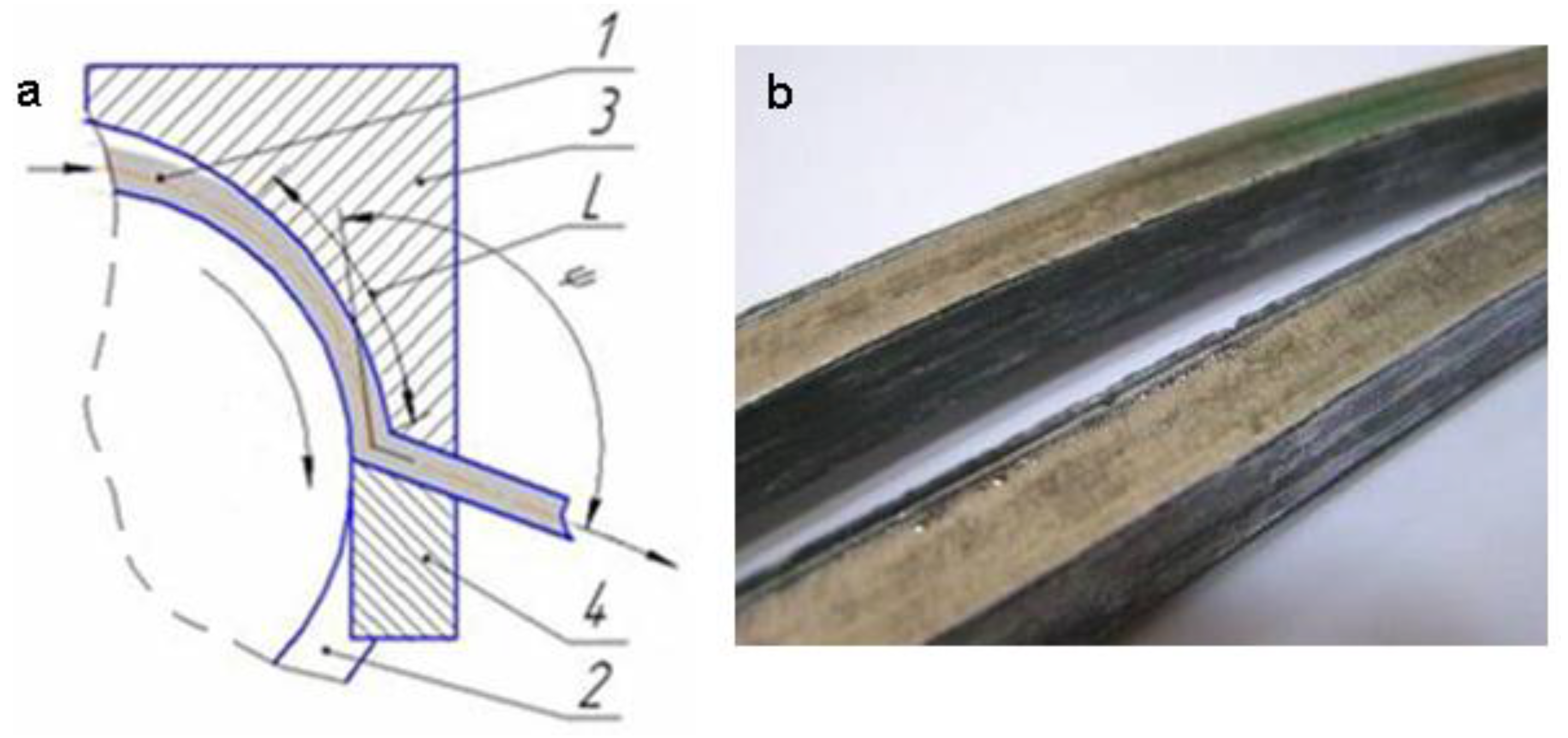
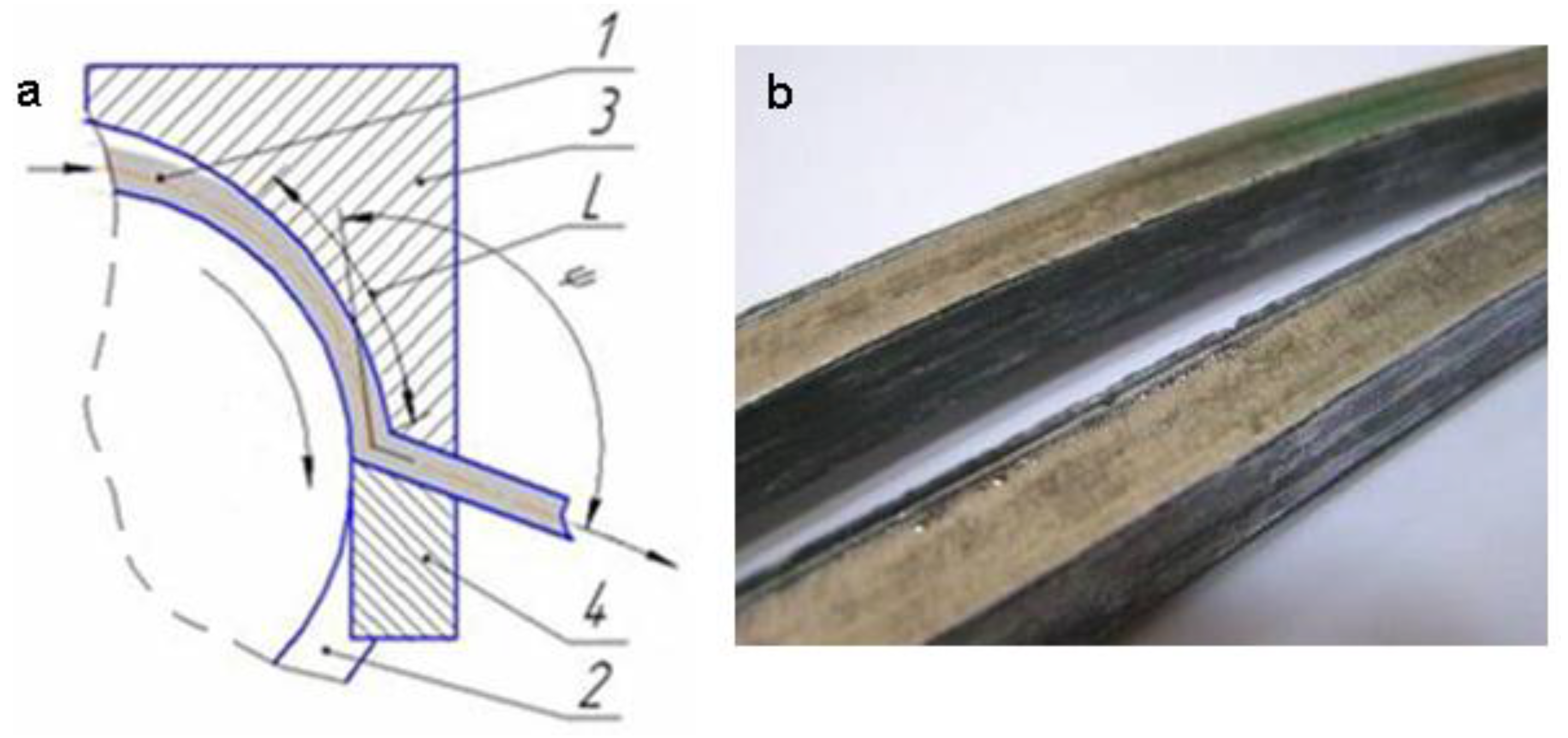
2. Experimental Section
3. Results and Discussion
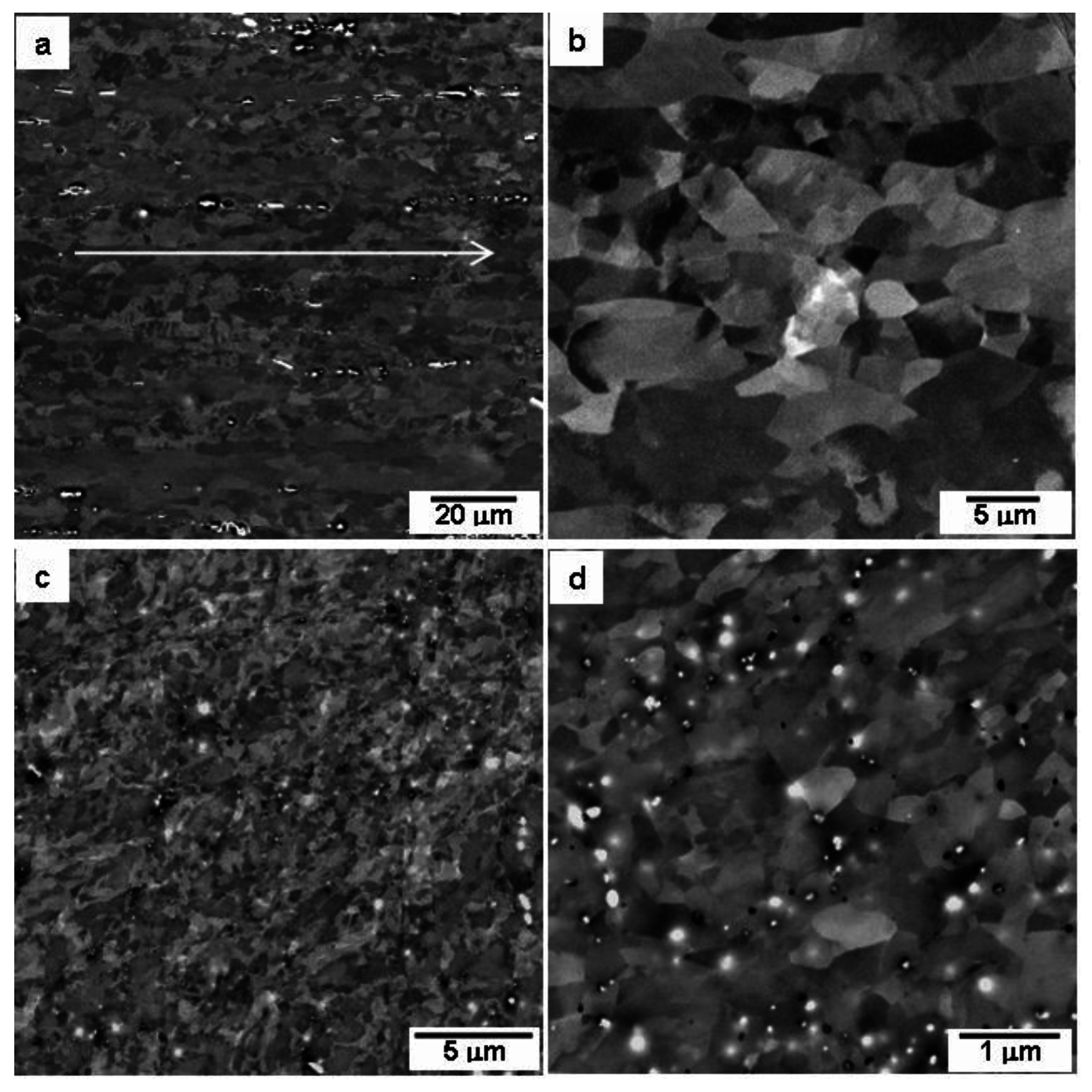
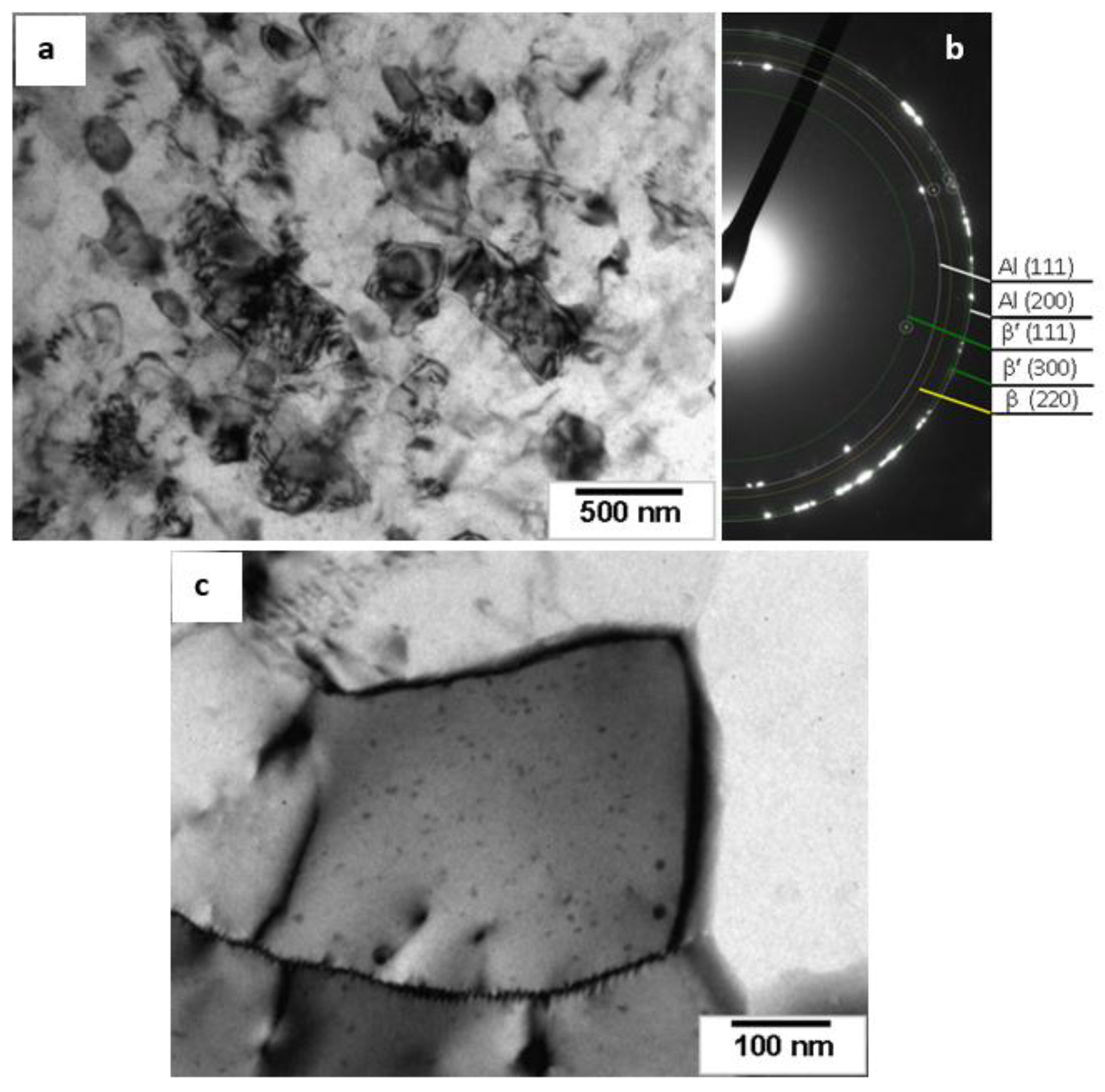
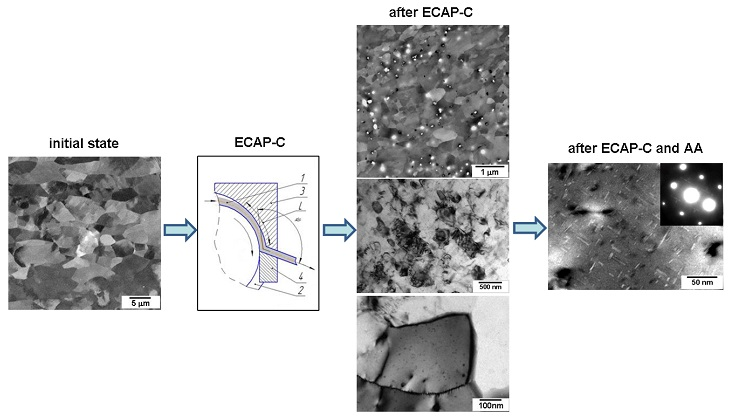
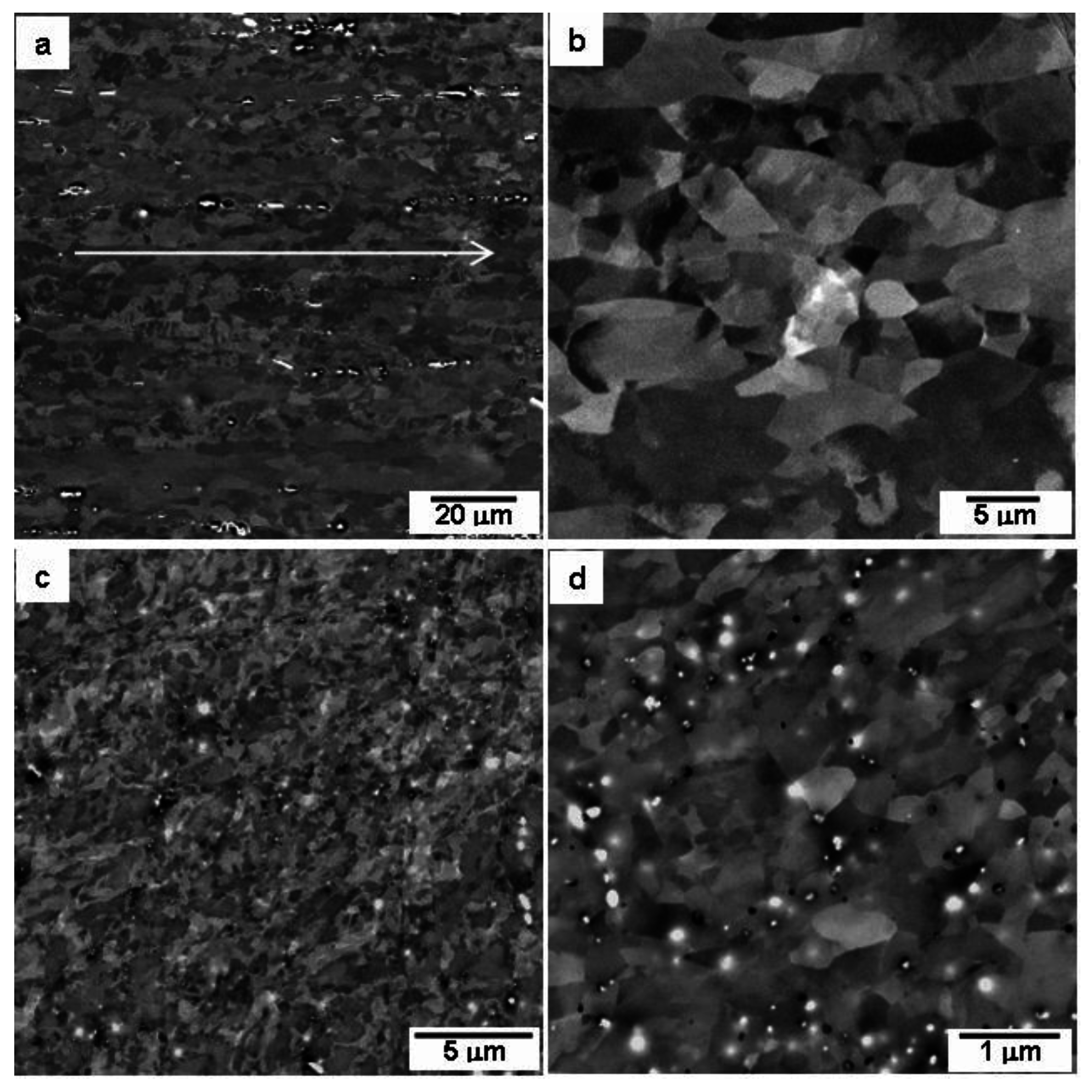
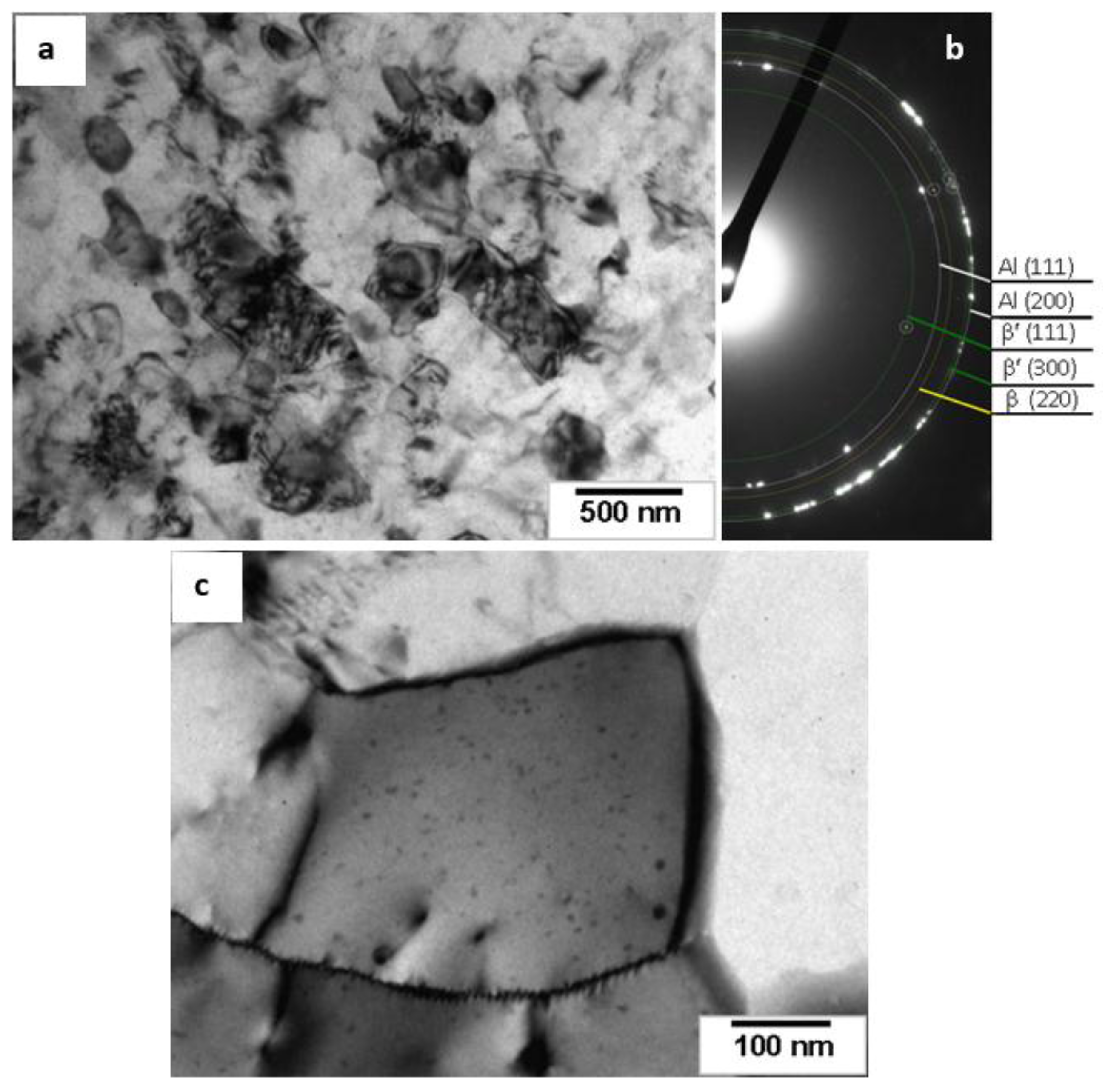
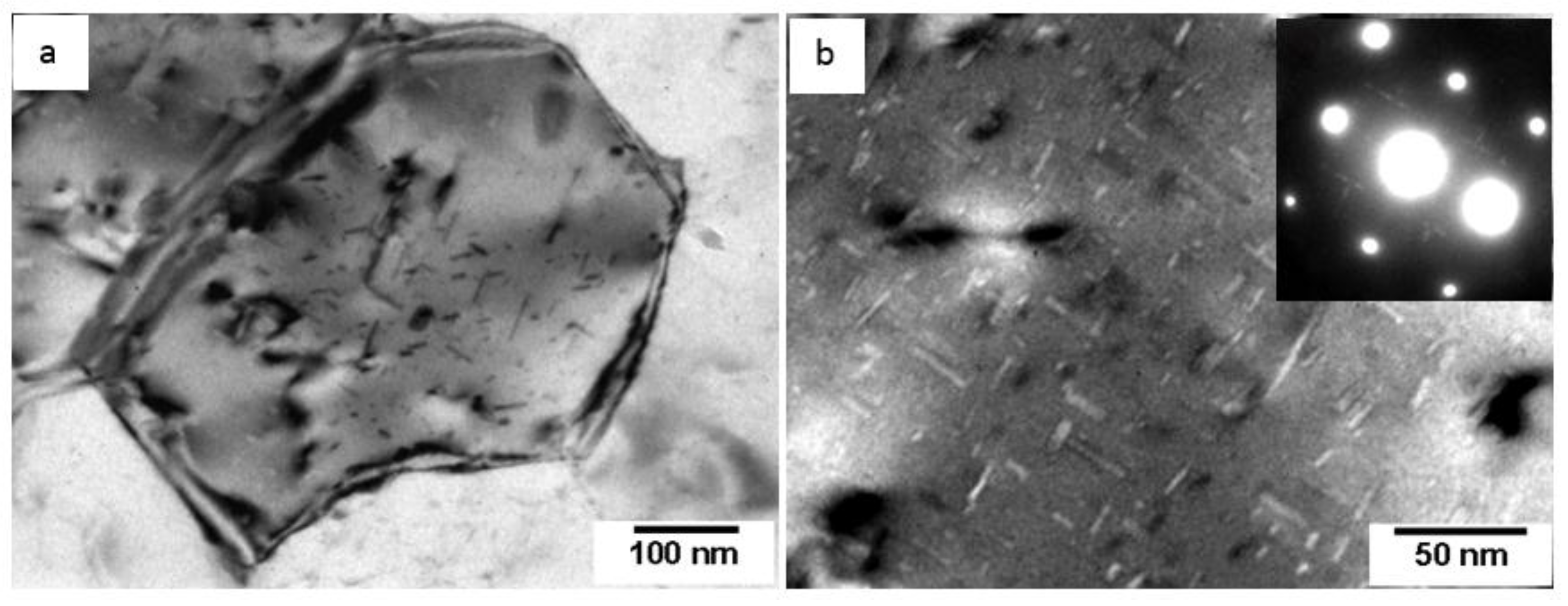
3.1. Microstructural Features of the Alloy Processed via ECAP-C

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | D (nm) | <ε2>1/2 (%) | а (Å) | ρ (m−2) |
|---|---|---|---|---|
| Initial state—Т1 (this work) | - | - | 4.0531 ± 0.0008 | - |
| 6 cycles ECAP-С at 170 °C | 165 ± 20 | 0.110 ± 0.024 | 4.0520 ± 0.0002 | 8.0 × 1013 |
| ECAP-С + AA at 170 °C | 188 ± 13 | 0.067 ± 0.031 | 4.0508 ± 0.0004 | 4.3 × 1013 |
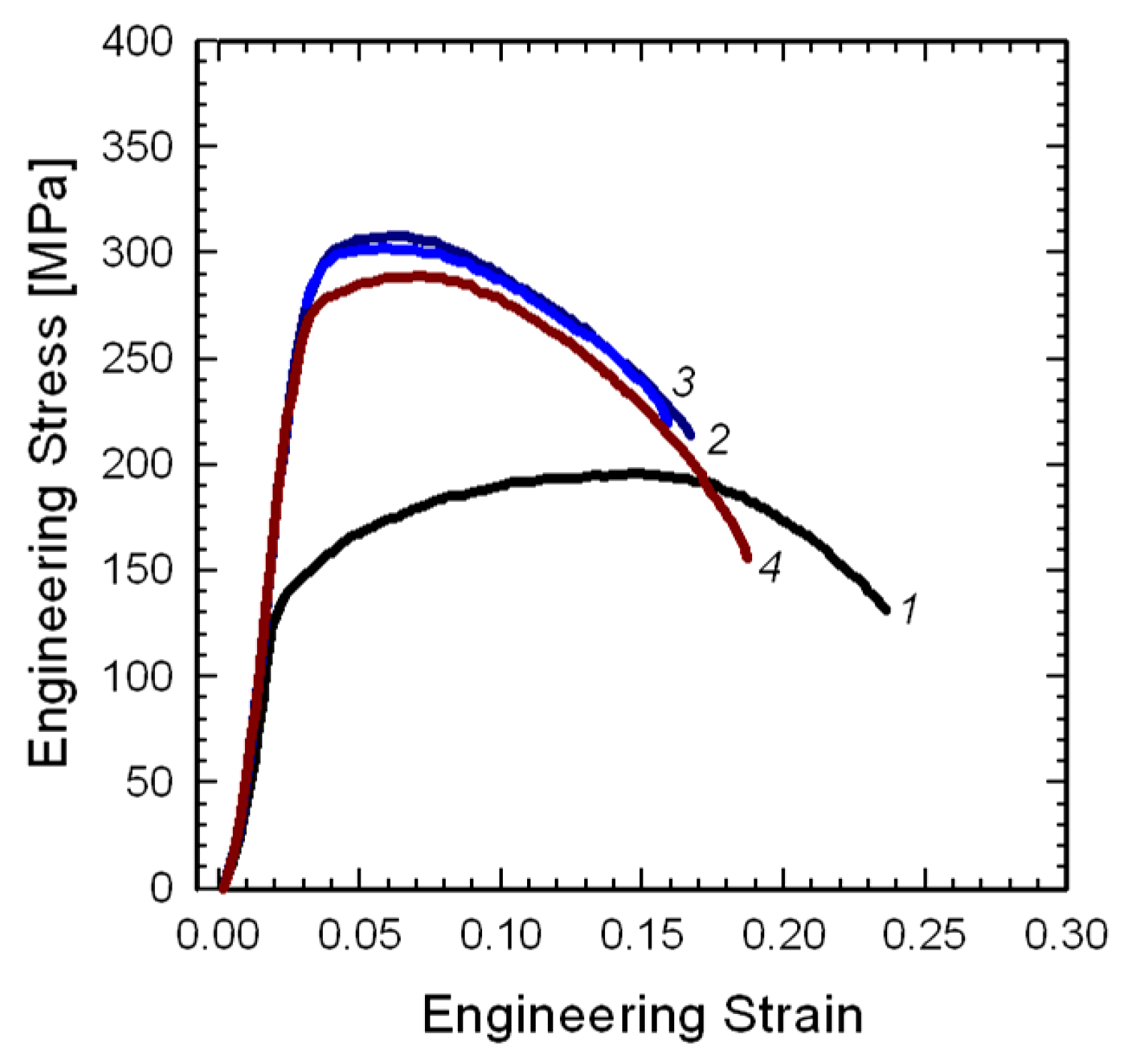
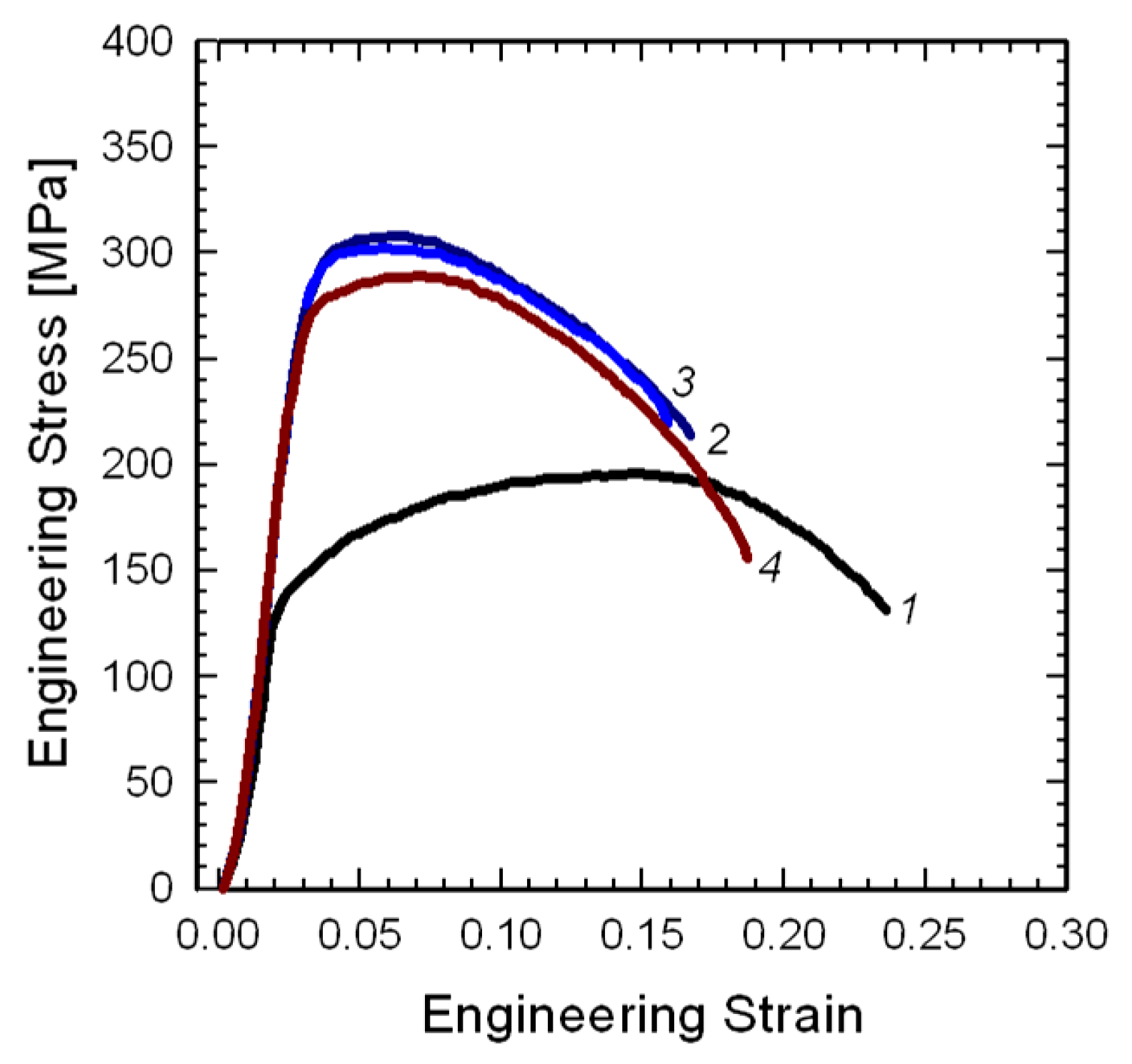
3.2. Mechanical Properties and Electrical Conductivity of the Alloy Processed via ECAP-C
| State | YS (MPa) | UTS (MPa) | Eltotal (%) | Resistivity 3 (Ω·mm2/m) | IACS (%) |
|---|---|---|---|---|---|
| Initial state—Т1 (this work) | 120 ± 1 | 195 ± 2 | 22.0 ± 0.4 | 0.03423 | 50.4 |
| UFG wire rods produced by ECAP-C + AA | |||||
| 6 passes ECAP-С at 130 °C | 282 ± 8 | 308 ± 9 | 15.1 ± 0.6 | 0.03242 | 53.1 |
| ECAP-С + AA at 170 °C | 291 ± 10 | 304 ± 3 | 15.0 ± 0.3 | 0.03020 | 57.1 |
| ECAP-C + AA at 190 °C | 261 ± 6 | 288 ± 4 | 16.8 ± 0.9 | 0.03001 | 57.4 |
| Wire 3.2 mm in diameter produced from UFG rods | |||||
| ECAP-C + AA at 170 °C + drawing (diam. 3.2 mm) | - | 364 ± 9 | 3.5 ± 0.2 | 0.03055 | 56.4 |
| Conventionally produced continuous cast redraw rolled rods | |||||
| Т1 2 | - | ≥190 | ≥17 | ≤0.03500 | 49.3 |
| Т4 1 | - | 180–205 | 15 | 0.03316 | 52.0 |
| Wire produced by conventional thermal/thermomechanical treatment | |||||
| Т6 1 | - | 205–250 | - | 0.03135 | 55.0 |
| Т81 1 | - | 305–315 | 6 | 0.03253 | 53.0 |
| AL2 (diam. 3.0–5.0 mm) [5] | - | 315 | 3.0 | 0.03284 | 52.5 |
| AL7 (diam. 3.0–3.5 mm) [5] | - | 275 | 3.0 | 0.03050 | 56.5 |
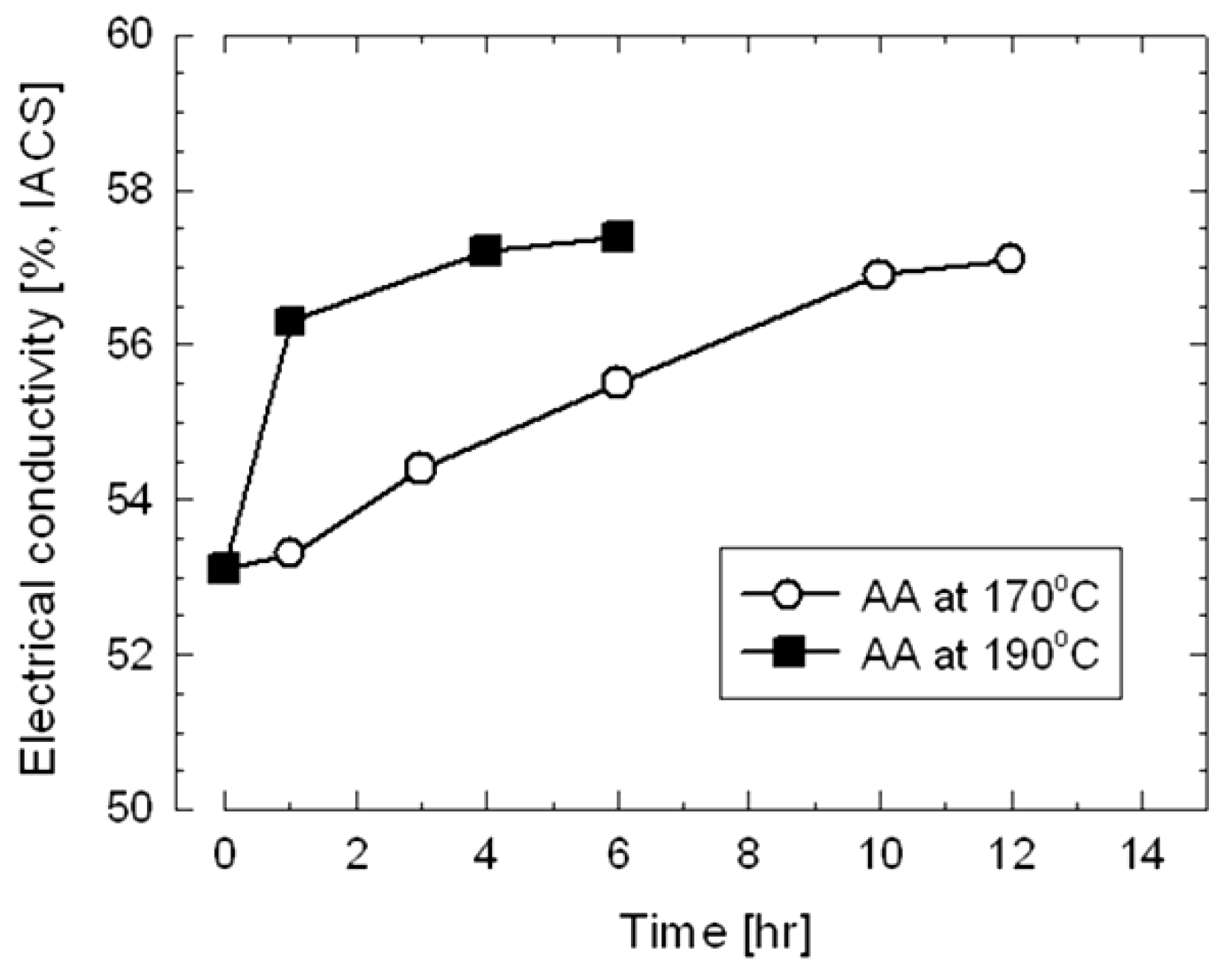
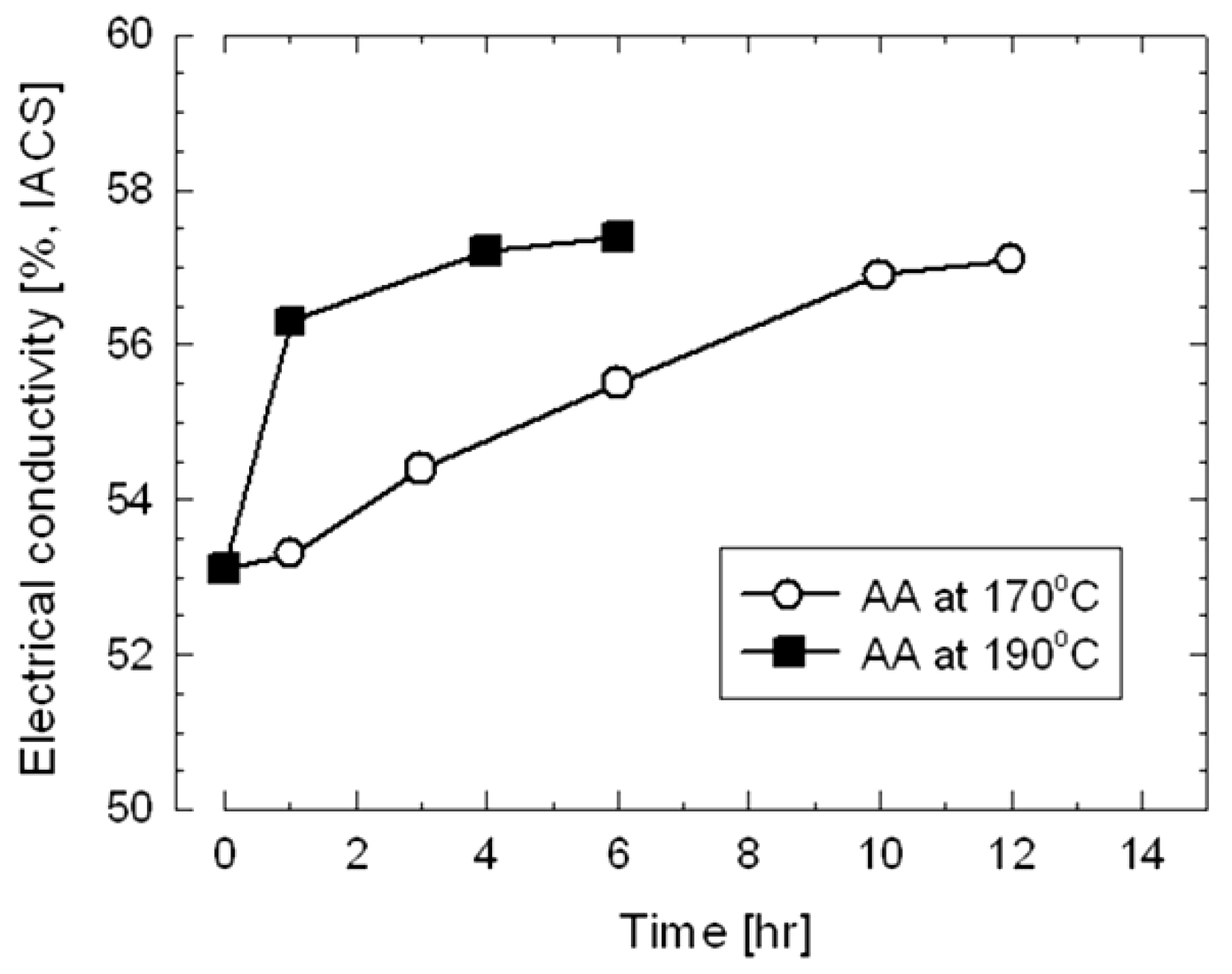
3.3. Properties and Microstructure of the UFG Alloy Processed via Artificial Aging
4. Conclusions
- It is demonstrated for the first time that continuous ECAP-C processing can be efficiently used to form the UFG microstructure in Al alloys of the Al-Mg-Si system. ECAP-C with six cycles at 130 °C of Al 6101 alloy resulted in the formation of a homogeneous UFG microstructure with a grain size varying from 400 nm to 600 nm in long-length rods.
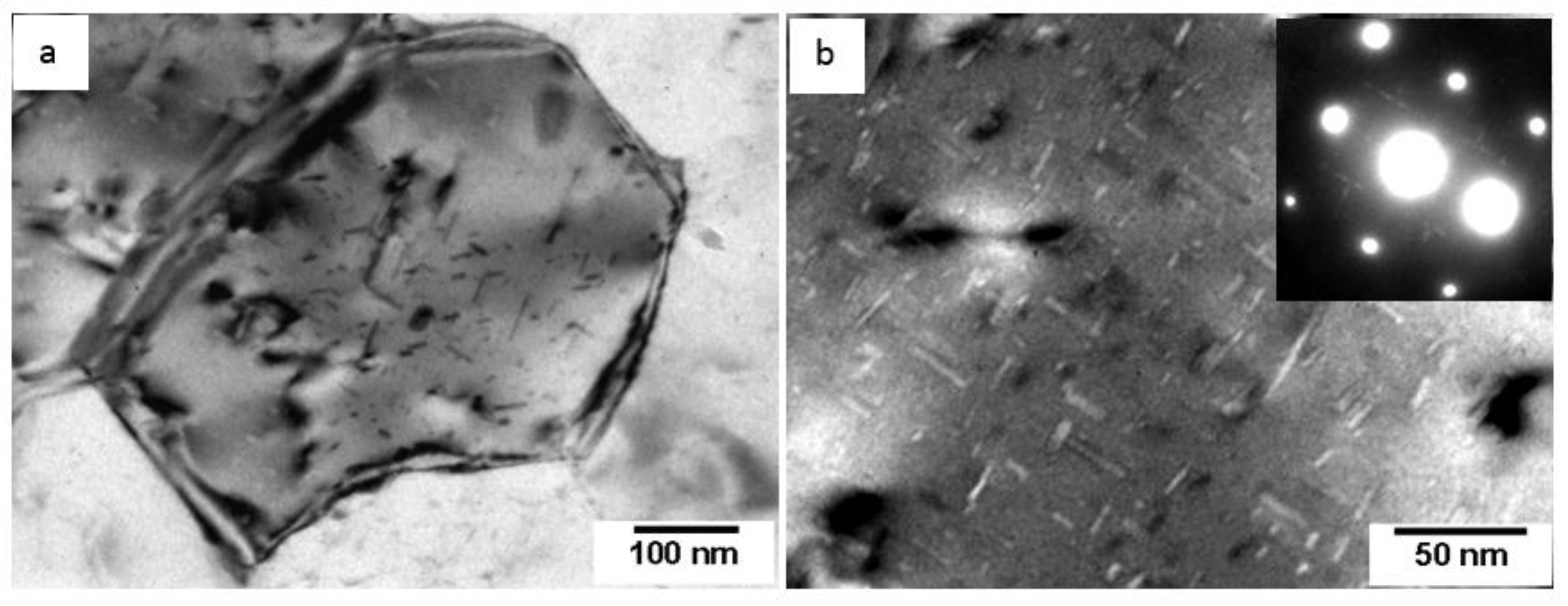
- Grain refinement down to ultrafine scale during ECAP-C is accompanied by a dynamic aging leading to the formation of spherical metastable β′-second-phase precipitates and stable β-phase from 3 nm to 20 nm in size.
- Long-length wire rods made of UFG Al 6101 alloy have much higher mechanical strength as compared to their counterparts processed via conventional treatment techniques. Further artificial aging at 170 °C of UFG billets processed via ECAP-C has no effect on their mechanical strength (at 170 °C) but leads to some strength degradation at 190 °C.
- Electrical conductivity of the Al 6101 alloy depends on its microstructural features due to SPD processing. Decomposition of supersaturated solid solution leading to the formation of metastable β′-phase and stable β-phase in the course of ECAP-C as a result of dynamic aging and additional β′-phase during artificial aging is an efficient approach to enhance the electrical conductivity of the alloy. UFG long-length rods were used to produce the wire samples by cold drawing with superior properties considerably exceeding the existing counterparts processed via conventional techniques.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Nicoud, J.C.; Gaschingard, P. Important recent developments in the manufacture of redraw rod in Almelec (AA-6101 Al-Mg-Si Alloy) for the conductors employed on overhead power transmission and distribution lines. In Proceedings of the Wire Assoc, Asia 82, Singapore, 4–8 October 1982; pp. 43–46.
- Davies, G. Aluminium alloy (6201, 6101A) conductors. In Proceedings of the International Conference on Overhead Line Design and Construction: Theory and Practice (up to 150 kV), London, UK, 28–30 November 1988; pp. 93–97.
- Kiessling, F.; Nefzger, P.; Nolasco, J.F.; Kaintzyk, U. Overhead Power Lines: Planning, Desing, Construction; Springer-Verlag: Berlin, Germany, 2003. [Google Scholar]
- Totten, G.E.; MacKenzie, D.S. (Eds.) Handbook of Aluminium; Marcel Dekker: New York, NY, USA, 2003.
- European Committee for Standardization (CEN). EN 50183, Overhead Power Line Conductors—Bare Conductors of Aluminium Alloy with Magnesium and Silicon Content; CEN: Bruxelles, Belgium, 2002. [Google Scholar]
- Koch, S. Aluminum alloys for wire harnesses in automotive engineering. BHM 2007, 152, 62–67. [Google Scholar] [CrossRef]
- Cervantes, E.; Guerrero, M.; Ramos, J.A.; Montes, S.A. Influence of natural aging and cold deformation on the mechanical and electrical properties of 6201-T81 aluminum alloy wires. Mater. Res. Soc. Symp. Proc. 2010, 1275, 75–80. [Google Scholar] [CrossRef]
- Karabay, S. Modification of AA-6201 alloy for manufacturing conductivity and extra high conductivity wires with property of high tensile stress after artificial aging heat treatment of high for all aluminium alloy conductors. Mater. Design 2006, 27, 821–832. [Google Scholar] [CrossRef]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Murayama, M.; Hono, K.; Saga, M.; Kikuchi, M. Atom probe studies on the early stages of precipitation in Al-Mg-Si alloys. Mater. Sci. Eng. A 1998, 250, 127–132. [Google Scholar] [CrossRef]
- Murayama, M.; Hono, K. Pre-precipitate clusters and precipitation processes in Al-Mg-Si alloys. Acta Mater. 1999, 47, 1537–1548. [Google Scholar]
- Andersen, S.J.; Marioara, C.D.; Froseth, A.; Vissers, R.; Zandbergen, H.W. Crystal structure of the orthorhombic U2-Al4Mg4Si4 precipitate in the Al-Mg-Si alloy system and its relation to the β' and β′′ phases. Mater. Sci. Eng. A 2005, 390, 127–138. [Google Scholar] [CrossRef]
- Vissers, R.; van Huis, M.A.; Jansen, J.; Zandbergen, H.W.; Marioara, C.D.; Andersen, S.J. The Crystal Structure of the β′ Phase in Al-Mg-Si Alloys. Acta Mater. 2007, 55, 3815–3823. [Google Scholar] [CrossRef]
- Pogatscher, S.; Antrekowitsch, H.; Leitner, H.; Ebner, T.; Uggowitzer, P.J. Mechanisms controlling the artificial aging of Al-Mg-Si Alloys. Acta Mater. 2011, 59, 3352–3363. [Google Scholar] [CrossRef]
- Wuhua, Y.; Zhenyu, L. Effect of Zr addition on properties of Al-Mg-Si aluminum alloy used for all aluminum alloy conductor. Mater. Design 2011, 32, 4195–4200. [Google Scholar]
- Gupta, A.K.; Lloyd, D.J.; Court, S.A. Precipitation hardening processes in an Al-0.4% Mg-1.3% Si-0.25% Fe aluminum alloy. Mater. Sci. Eng. A 2001, 301, 140–146. [Google Scholar] [CrossRef]
- Gupta, A.K.; Lloyd, D.J.; Court, S.A. Precipitation hardening in Al-Mg-Si alloys with and without excess Si. Mater. Sci. Eng. A 2001, 316, 11–17. [Google Scholar] [CrossRef]
- Liu, C.H.; Chen, J.; Lai, Y.X.; Zhu, D.H.; Gu, Y.; Chen, J.H. Enhancing electrical conductivity and strength in Al alloys by modification of conventional thermo-mechanical process. Mater. Design 2015. [Google Scholar] [CrossRef]
- Bobruk, E.V.; Murashkin, M.Y.; Kazykhanov, V.U.; Valiev, R.Z. Aging behavior and properties of ultrafine-grained aluminum alloys of Al-Mg-Si system. Rev. Adv. Mater. Sci. 2012, 31, 101–115. [Google Scholar]
- Sabirov, I.; Murashkin, M.; Valiev, R.Z. Nanostructured aluminium alloys produced by severe plastic deformation: New horizons in development. Mater. Sci. Eng. A 2013, 560, 1–24. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Murashkin, M.Y.; Sabirov, I. A nanostructural design to produce high-strength Al alloys with enhanced electrical conductivity. Scr. Mater. 2014, 76, 13–16. [Google Scholar] [CrossRef]
- Murashkin, M.; Sabirov, I.; Kazykhanov, V.; Bobruk, E.; Dubravina, A.; Valiev, R.Z. Enhanced mechanical properties and electrical conductivity in ultra-fine grained Al alloy processed via ECAP-PC. J. Mater. Sci. 2013, 48, 4501–4509. [Google Scholar] [CrossRef]
- Sauvage, X.; Bobruk, E.V.; Murashkin, M.Y.; Nasedkina, Y.; Enikeev, N.A.; Valiev, R.Z. Optimization of electrical conductivity and strength combination by structure design at the nanoscale in Al-Mg-Si alloys. Acta Mater. 2015, 98, 355–366. [Google Scholar] [CrossRef]
- Sha, G.; Tugcu, K.; Liao, X.Z.; Trimby, P.W.; Murashkin, M.Y.; Valiev, R.Z.; Ringer, S.P. Strength, grain refinement and solute nanostructures of an Al-Mg-Si alloy (AA6060) processed by high-pressure torsion. Acta Mater. 2014, 63, 169–179. [Google Scholar] [CrossRef]
- Rositter, P.L. The Electrical Resistivity of Metals and Alloys; Cambridge University Press: Cambridge, UK, 2003. [Google Scholar]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014. [Google Scholar]
- Semenova, I.P.; Polyakov, A.V.; Raab, G.I.; Lowe, T.C.; Valiev, R.Z. Enhanced fatigue properties of ultrafine-grained Ti rods processed by ECAP-Conform November. J. Mater. Sci. 2012, 47, 7777–7781. [Google Scholar] [CrossRef]
- Gunderov, D.V.; Polyakov, A.V.; Semenova, I.P.; Raab, G.I.; Churakova, A.A.; Gimaltdinova, E.I.; Sabirov, I.; Segurado, J.; Sitdikov, V.D.; Alexandrov, I.V.; et al. Evolution of microstructure, macrotexture and mechanical properties of commercially pure Ti during ECAP-conform processing and drawing. Mater. Sci. Eng. A 2013, 562, 128–136. [Google Scholar] [CrossRef]
- Raab, G.J.; Valiev, R.Z.; Lowe, T.C.; Zhu, T.Y. Continuous processing of ultrafine grained Al by ECAP-Conform. Mater. Sci. Eng. A 2004, 382, 30–34. [Google Scholar] [CrossRef]
- Xu, C.; Schroeder, S.; Berbon, P.B.; Langdon, T.G. Principles of ECAP-Conform as a continuous process for achieving grain refinement: Application to an aluminum alloy. Acta Mater. 2010, 58, 1379–1386. [Google Scholar] [CrossRef]
- Niendorf, T.; Böhner, A.; Höppel, H.W.; Göken, M.; Valiev, R.Z.; Maier, H.J. Comparison of the monotonic and cyclic mechanical properties of ultrafine-grained low carbon steels processed by continuous and conventional equal channel angular pressing. Mater. Design 2013, 47, 138–142. [Google Scholar] [CrossRef]
- Segal, V.M. Materials processing by simple shear. Mater. Sci. Eng. A 1995, 147, 157–164. [Google Scholar] [CrossRef]
- Langdon, T.G.; Furukawa, M.; Nemoto, M.; Horita, Z. Using equal-channel angular pressing for refining grain size. JOM 2000, 52, 30–33. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Lutterotti, M.; Matthies, S.; Wenk, H.R. MAUD (Material Analysis Using Diffraction): A user friendly Java program for Rietveld Texture Analysis and more. In Proceeding of the 12th International Conference on Textures of Materials (ICOTOM-12), Montreal, QC, Canada, 9–13 August 1999; p. 1599.
- Williamson, L.K.; Smallman, R.E. III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray Debye--Scherrer spectrum. Phil. Mag. 1956, 1, 34–45. [Google Scholar] [CrossRef]
- International Electrotechnical Commission (IEC). IEC 60468: Method of Measurement of Resistivity of Metallic Materials; IEC: Geneva, Switzerland, 1974. [Google Scholar]
- Mondolfo, L.F. Aluminum Alloys: Structure and Properties; Butterworths: London, UK, 1976. [Google Scholar]
- Hatch, J.E. Aluminum: Properties and Physical Metallurgy; ASM International: Metals Park, OH, USA, 1984. [Google Scholar]
- Mackenzie, P.W.J.; Lapovok, R. ECAP with back pressure for optimum strength and ductility in aluminium alloy 6016. Part 1: Microstructure. Acta Mater. 2010, 58, 3198–3211. [Google Scholar] [CrossRef]
- Sauvage, X.; Murashkin, M.Y.; Valiev, R.Z. Atomic scale investigation of dynamic precipitation and grain boundary segregation in a 6061 aluminium alloy nanostructured by ECAP. Kov. Mater. Met. Mater. 2011, 49, 11–15. [Google Scholar]
- Bobruk, E.V.; Kazykhanov, V.U.; Murashkin, M.Y.; Valiev, R.Z. Enhanced strengthening in ultrafine-grained Al-Mg-Si alloys produced via ECAP with parallel channels. AEM 2015. [Google Scholar] [CrossRef]
- Roven, H.J.; Liu, M.; Werenskiold, J.C. Dynamic precipitation during severe plastic deformation of an Al-Mg-Si aluminium alloy. Mater. Sci. Eng. A 2008, 483–484, 54–58. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, J.K.; Park, T.Y.; Hong, S.I.; Kim, D.I.; Kim, Y.S.; Lee, J.D. Enhancement of strength and superplasticity in a 6061 Al alloy processed by equal-channel-angular-pressing. Metall. Mater. Trans. A 2002, 33, 3155–3164. [Google Scholar] [CrossRef]
- Kashyap, B.P.; Hodgson, P.D.; Estrin, Y.; Timokhina, I.; Barnett, M.R.; Sabirov, I. Plastic flow properties and microstructural evolution in an ultrafine-grained Al-Mg-Si alloy at elevated temperatures. Metall. Mater. Trans. A 2009, 40, 3294–3303. [Google Scholar] [CrossRef]
- Nurislamova, G.; Sauvage, X.; Murashkin, M.; Islamgaliev, R.; Valiev, R. Nanostructure and related mechanical properties of an Al-Mg-Si alloy processed by severe plastic deformation. Philos. Mag. Lett. 2008, 88, 459–466. [Google Scholar] [CrossRef]
- Southwire®. Available online: http://www.southwire.com (accessed on 25 May 2015).
- NPA Skowina. Available online: http://www.npa.pl (accessed on 13 April 2015).
- Roven, H.J.; Nesboe, H.; Werenskiold, J.C.; Seibert, T. Mechanical properties of aluminium alloys processed by SPD: Comparison of different alloy systems and possible product areas. Mater. Sci. Eng. A 2005, 410–411, 426–429. [Google Scholar] [CrossRef]
- Aluminum Association. Aluminum Standarts and Date, 2nd ed.; Aluminum Association: Washington, DC, USA, 1986. [Google Scholar]
- Dutta, I.; Allen, S.M. A calorimetric study of precipitation in commercial aluminium alloy 6061. J. Mater. Sci. Lett. 1991, 10, 323–326. [Google Scholar] [CrossRef]
- Cai, M.; Field, D.P.; Lorimer, G.W. A systematic comparison of static and dynamic ageing of two Al-Mg-Si alloys. Mater. Sci. Eng. A 2004, 373, 65–71. [Google Scholar] [CrossRef]
- Fakhretdinova, E.; Raab, G.; Ryzhikov, O.; Valiev, R. Processing ultrafine-grained aluminum alloy using Multi-ECAP-Conform technique. IOP Conf. Ser. Mater. Sci. Eng. 2014. [Google Scholar] [CrossRef]
- Genevois, C.; Fabregue, D.; Deschamps, A.; Poole, W.J. On the coupling between precipitation and plastic deformation in relation with friction stir welding of AA2024 T3 aluminium alloy. Mater. Sci. Eng. A 2006, 441, 39–48. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps: The Plasticity and Creep of Metals and Ceramics; Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Hall, E.O. The deformation and ageing of mild steel: III Discussion of results. Proc. Phys. Soc. 1951, 64, 747–752. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- De, P.S.; Su, J.Q.; Mishra, R.S. A stress-strain model for a two-phase ultrafine-grained aluminum alloy. Scr. Mater. 2011, 64, 57–60. [Google Scholar] [CrossRef]
- Takata, N.; Lee, S.H.; Tsuji, N. Ultrafine grained copper alloy sheets having both high strength and high electric conductivity. Mater. Lett. 2009, 63, 1757–1760. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.S.; Tao, N.R.; Lu, K. High strength and high electrical conductivity in bulk nano-grained Cu embedded with nano-scale twins. App. Phys. Lett. 2007. [Google Scholar] [CrossRef]
- Islamgaliev, R.K.; Nesterov, K.M.; Bourgon, J.; Champion, Y.; Valiev, R.Z. Nanostructured Cu-Cr alloy with high strength and electrical conductivity. J. Appl. Phys. 2014. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Sabirov, I.; Zhilyaev, A.P.; Langdon, T.G. Bulk nanostructured metals for innovative applications. JOM 2012, 64, 1134–1142. [Google Scholar] [CrossRef]
- Murashkin, M.Y.; Sabirov, I.; Sauvage, X.; Valiev, R.Z. Nanostructured Al and Cu alloys with superior strength and electrical conductivity. J. Mater. Sci. 2015. [Google Scholar] [CrossRef]
- Hasting, H.S.; Frøseth, A.G.; Andersen, S.J.; Vissers, R.; Walmsley, J.C.; Marioara, C.D.; Danoix, F.; Lefebvre, W.; Holmestad, R. Composition of β′′ precipitates in Al-Mg-Si alloys by atom probe tomography and first principles calculations. J. Appl. Phys. 2009. [Google Scholar] [CrossRef]
- Kutner, F. Aluminium—Monograph, Aluminium Conductor Materials; Aluminium-Verlag GmbH: Duesseldorf, Germany, 1981; pp. 15–27. [Google Scholar]
- Mann, V.K.; Krokhin, A.Y.; Matveeva, I.A.; Raab, G.I.; Murashkin, M.Y.; Valiev, R.Z. Nanostructured wire rod research and development. Light Met. Age 2014, 72, 26–29. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murashkin, M.; Medvedev, A.; Kazykhanov, V.; Krokhin, A.; Raab, G.; Enikeev, N.; Valiev, R.Z. Enhanced Mechanical Properties and Electrical Conductivity in Ultrafine-Grained Al 6101 Alloy Processed via ECAP-Conform. Metals 2015, 5, 2148-2164. https://doi.org/10.3390/met5042148
Murashkin M, Medvedev A, Kazykhanov V, Krokhin A, Raab G, Enikeev N, Valiev RZ. Enhanced Mechanical Properties and Electrical Conductivity in Ultrafine-Grained Al 6101 Alloy Processed via ECAP-Conform. Metals. 2015; 5(4):2148-2164. https://doi.org/10.3390/met5042148
Chicago/Turabian StyleMurashkin, Maxim, Andrey Medvedev, Vil Kazykhanov, Alexander Krokhin, Georgy Raab, Nariman Enikeev, and Ruslan Z. Valiev. 2015. "Enhanced Mechanical Properties and Electrical Conductivity in Ultrafine-Grained Al 6101 Alloy Processed via ECAP-Conform" Metals 5, no. 4: 2148-2164. https://doi.org/10.3390/met5042148