
On Thermal Expansion and Density of CGI and SGI Cast Irons

Abstract
:1. Introduction
2. Experimental
2.1. Materials

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | SGI-1 | SGI-2 | SGI-3 | CGI-1 | CGI-2 |
|---|---|---|---|---|---|
| C | 3.28 | 3.13 | 3.51 | 3.24 | 3.18 |
| Si | 3.73 | 4.25 | 2.36 | 3.44 | 3.87 |
| Mn | 0.169 | 0.169 | 0.408 | 0.17 | 0.167 |
| P | 0.009 | 0.0095 | 0.0063 | 0.0069 | 0.0072 |
| S | 0.0056 | 0.0065 | 0.0043 | 0.0062 | 0.0072 |
| Cr | 0.028 | 0.029 | 0.025 | 0.028 | 0.028 |
| Ni | 0.045 | 0.041 | 0.039 | 0.048 | 0.047 |
| Mo | 0.0012 | 0.0016 | 0.0028 | 0.0034 | 0.0037 |
| Mg | 0.037 | 0.036 | 0.036 | 0.0061 | 0.0062 |
| Fe | Balance | Balance | Balance | Balance | Balance |
| CE 1 | 4.53 | 4.55 | 4.30 | 4.39 | 4.47 |

2.2. Dilatometry
2.3. Microstructural Characterization
3. Results and Discussion
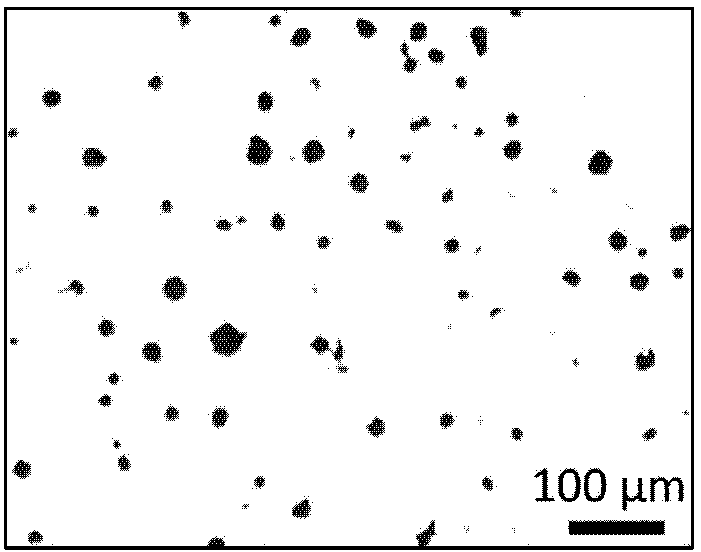
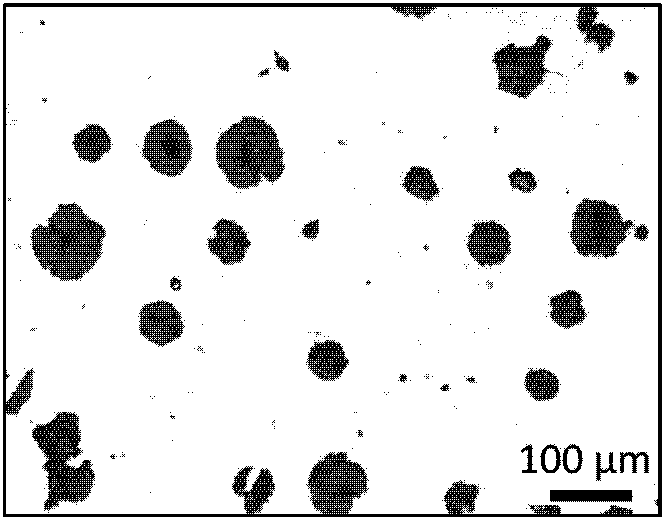
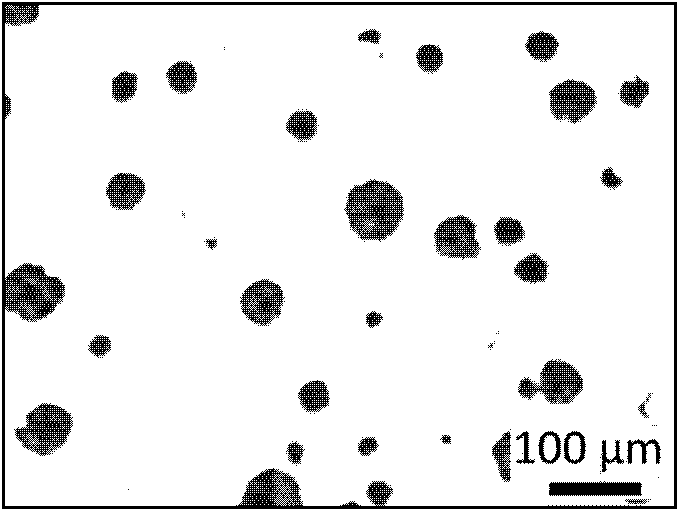
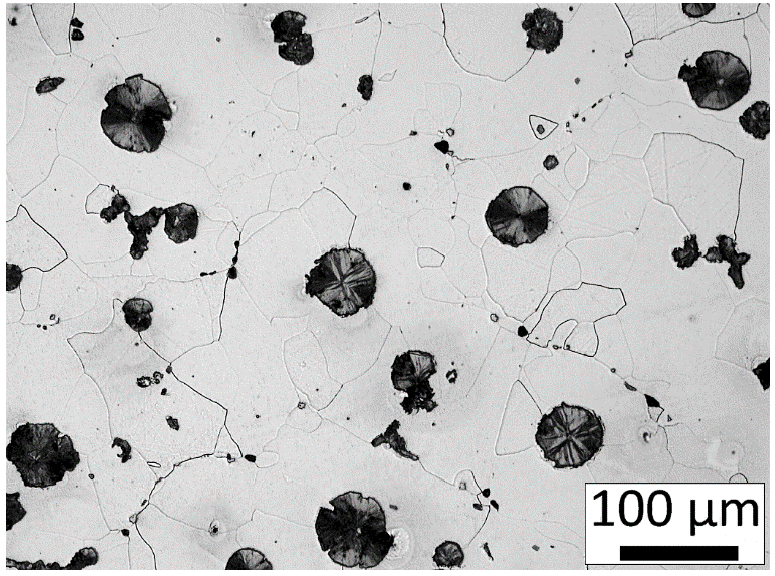
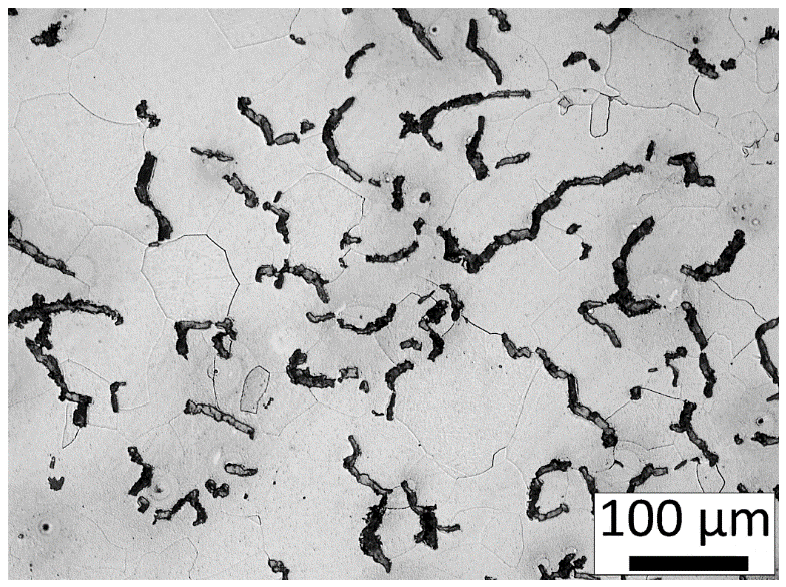
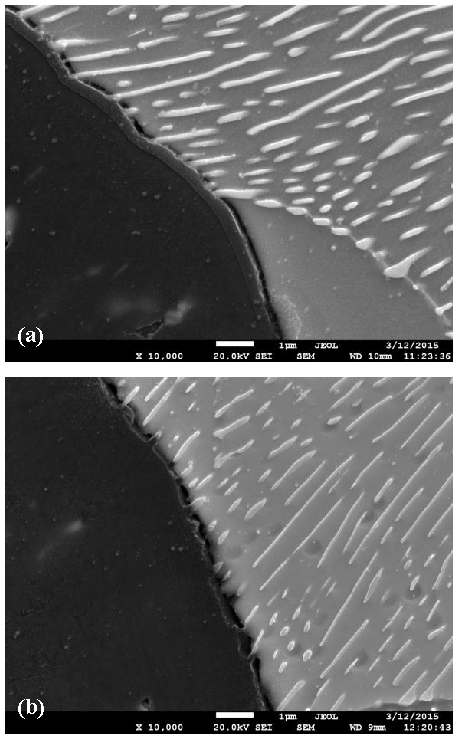
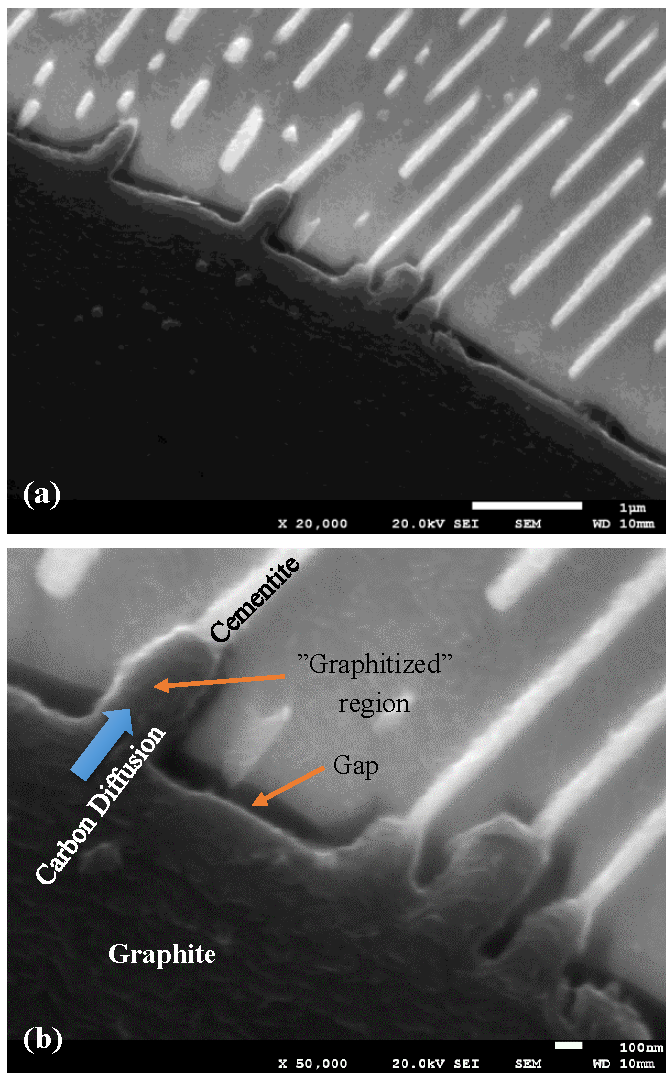
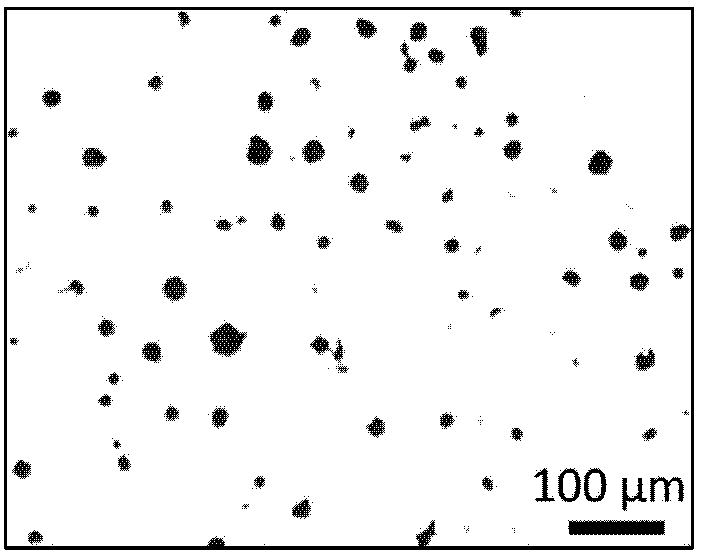
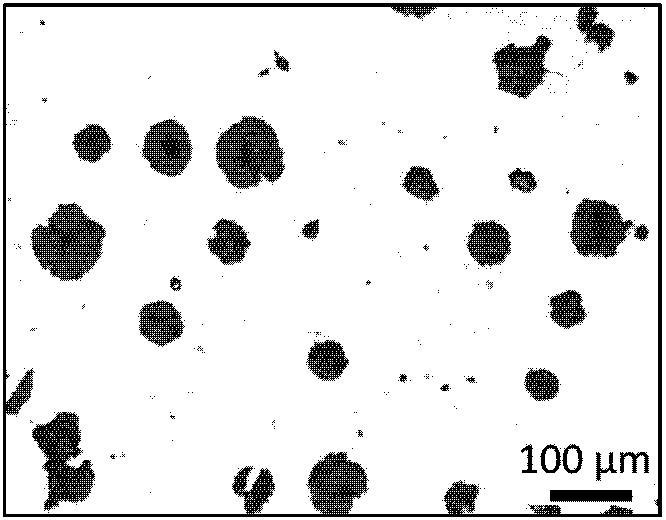
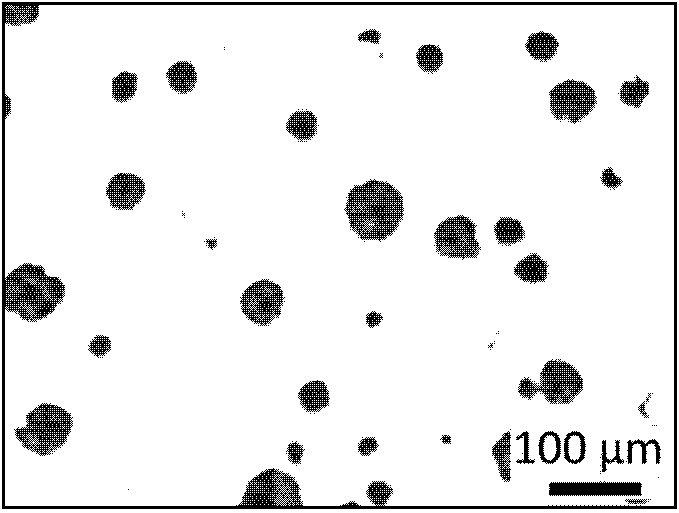
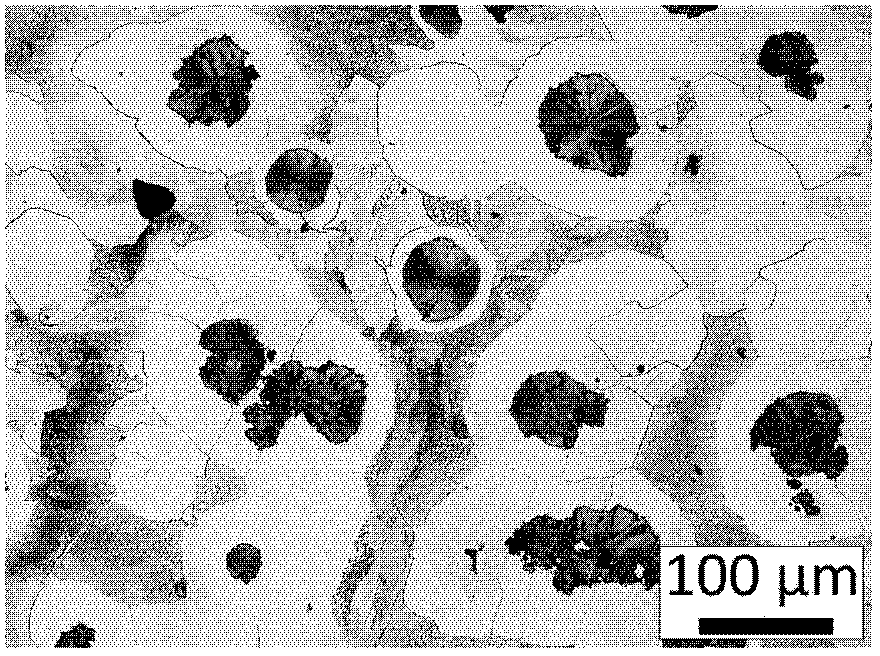
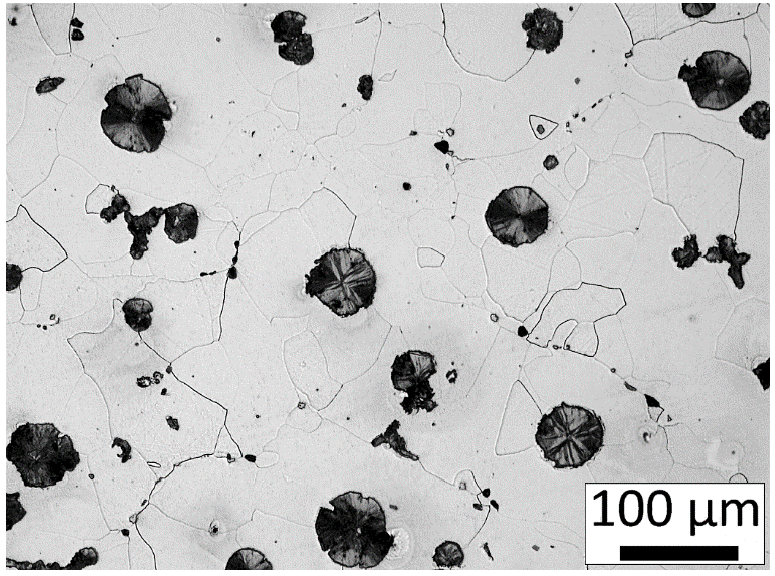
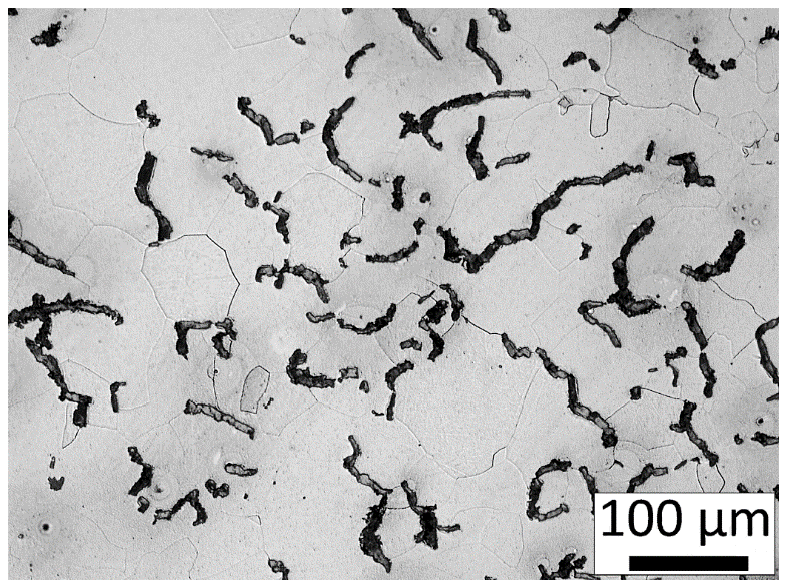
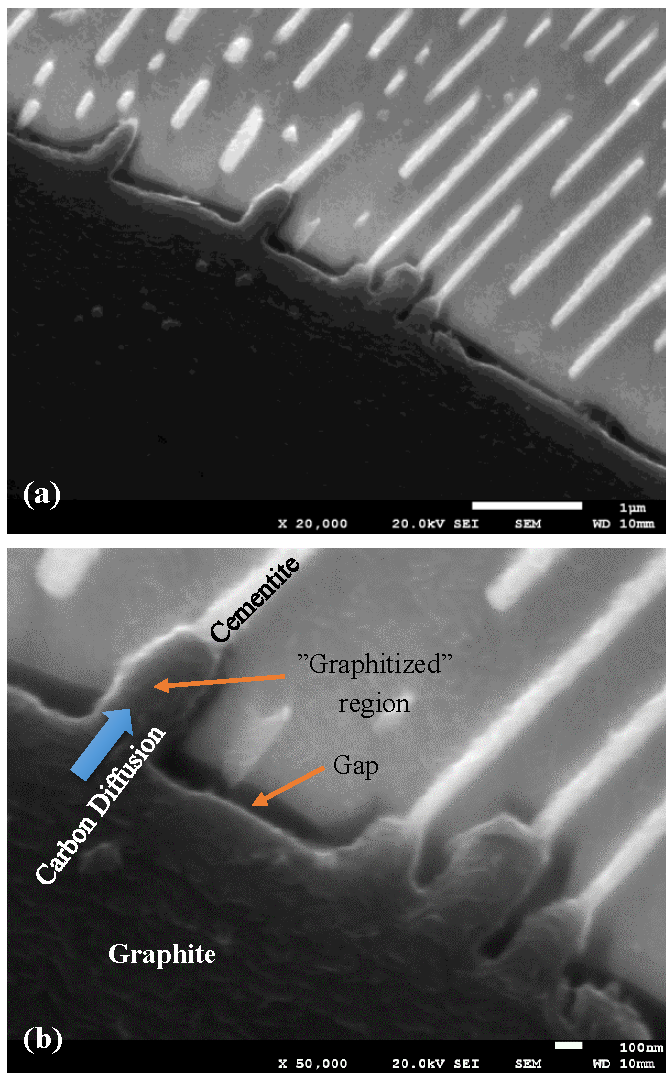
3.1. Microstructure
| Thickness (mm) | SGI-1 | SGI-2 | SGI-3 | CGI-1 | CGI-2 |
|---|---|---|---|---|---|
| 15 | - | 30.7 | 75.4 | - | 17.0 |
| 50 | 66.4 | 55.6 | 74.9 | 15.7 | 7.33 |
| 75 | - | 53.7 | 82.6 | - | 3.92 |
| Samples | Graphite | ASTM Ferrite | ASTM Pearlite |
|---|---|---|---|
| SGI-3, 15 mm | 3.40 | 33.96 | 62.64 |
| SGI-3, 50 mm | 7.84 | 38.60 | 53.56 |
| SGI-3, 75 mm | 8.80 | 38.67 | 52.53 |
| SGI-1, 50 mm | 9.05 | 90.95 | 0 |
| SGI-2, 15 mm | 2.12 | 97.88 | 0 |
| SGI-2, 50 mm | 6.78 | 93.22 | 0 |
| SGI-2, 75 mm | 5.57 | 94.43 | 0 |
| CGI-1, 50 mm | 6.09 | 93.91 | 0 |
| CGI-2, 15 mm | 2.13 | 97.87 | 0 |
| CGI-2, 50 mm | 2.15 | 97.85 | 0 |
| CGI-2, 75 mm | 1.94 | 98.06 | 0 |
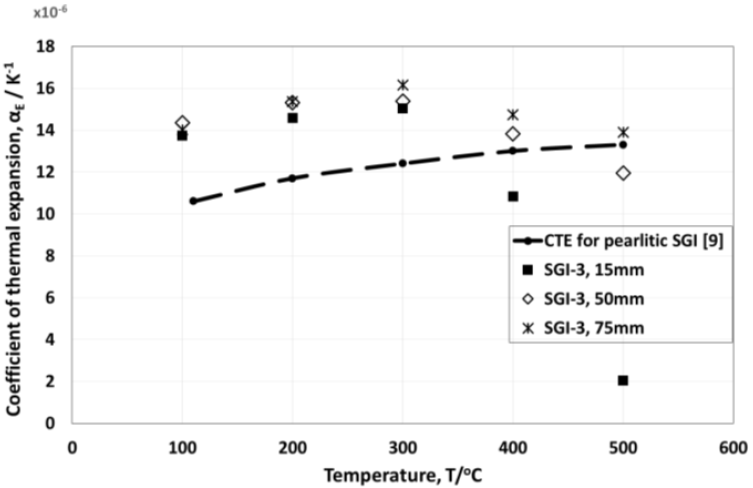
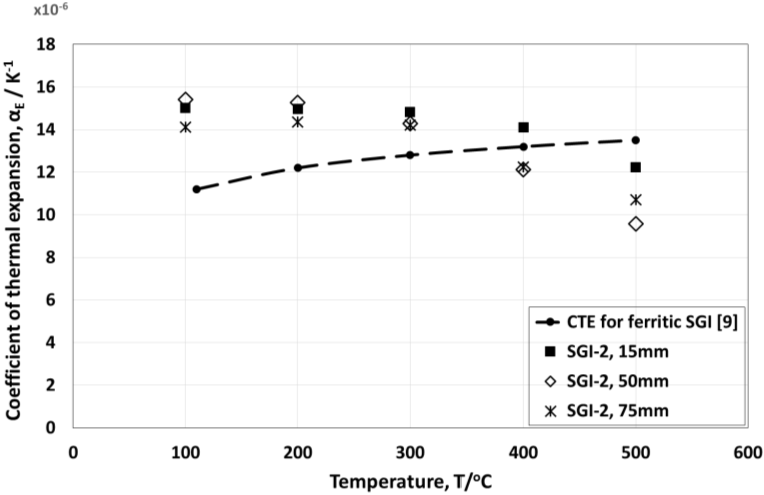
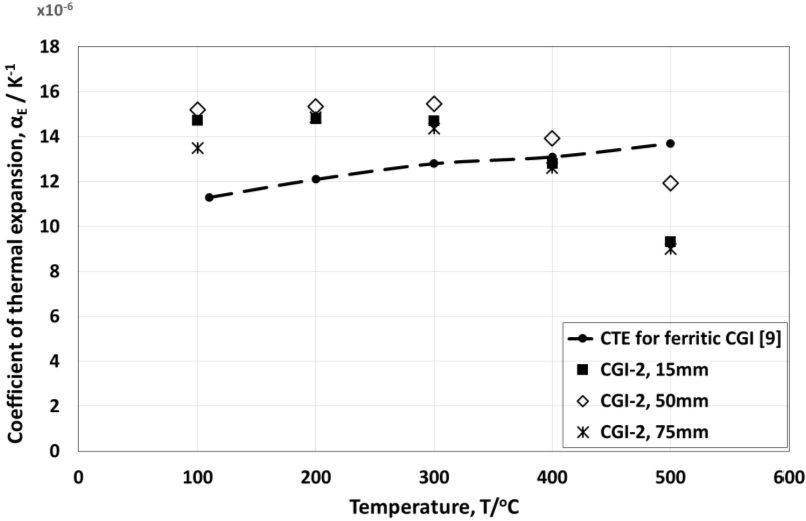
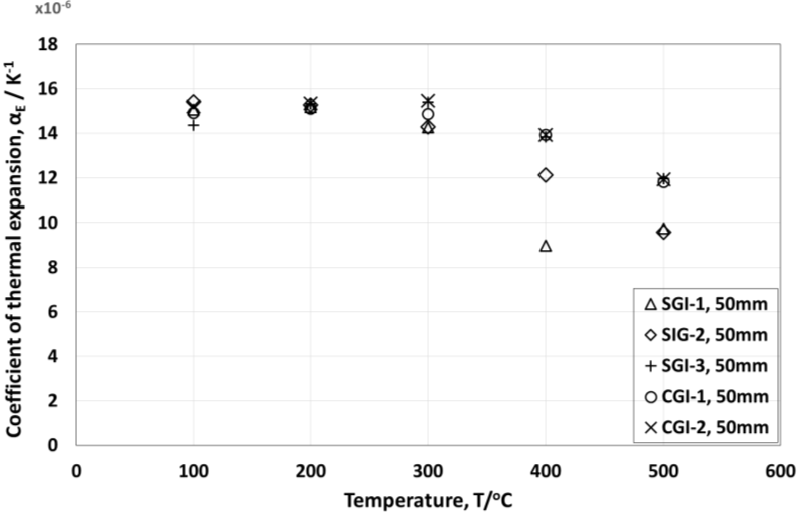
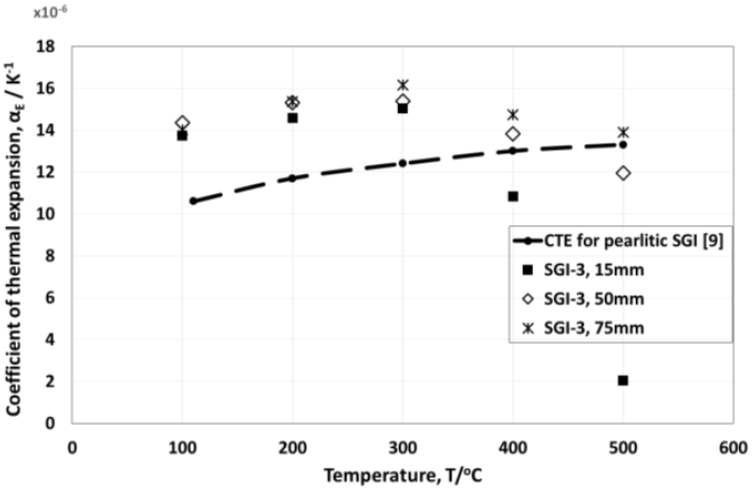
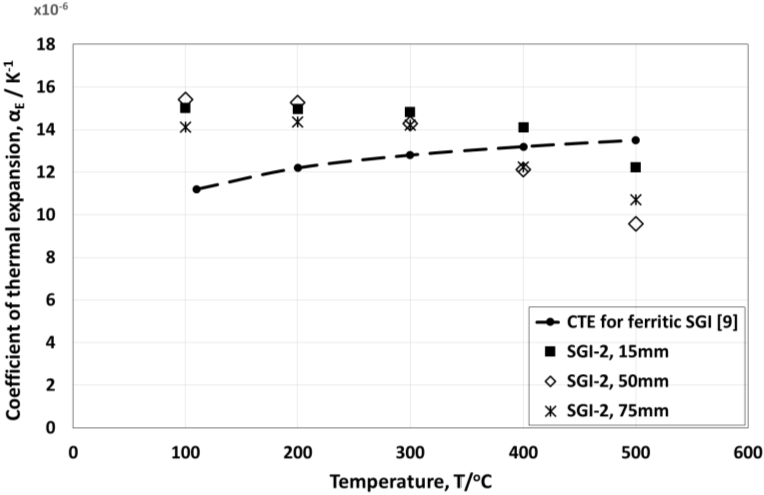
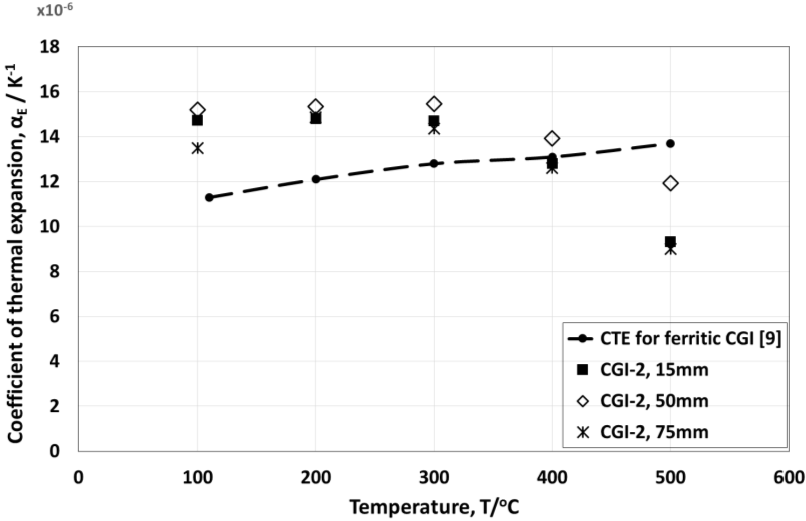
3.2. Coefficient of Thermal Expansion (CTE)

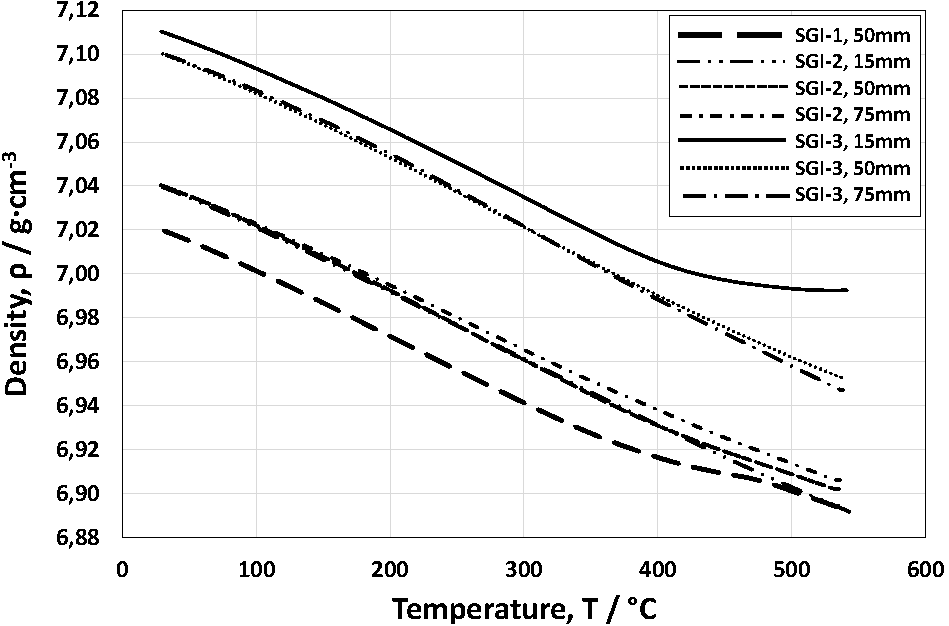
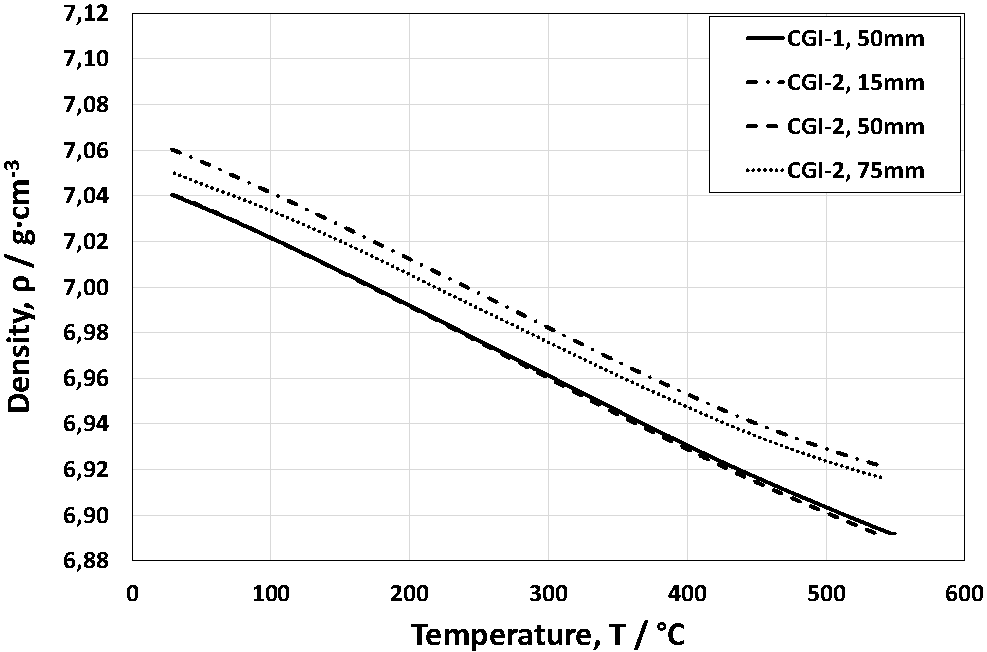
3.3. Density
| Thickness | SGI-1 | SGI-2 | SGI-3 | CGI-1 | CGI-2 |
|---|---|---|---|---|---|
| 15 mm | - | 7.04 | 7.11 | - | 7.06 |
| 50 mm | 7.02 | 7.04 | 7.10 | 7.04 | 7.04 |
| 75 mm | - | 7.04 | 7.10 | - | 7.05 |

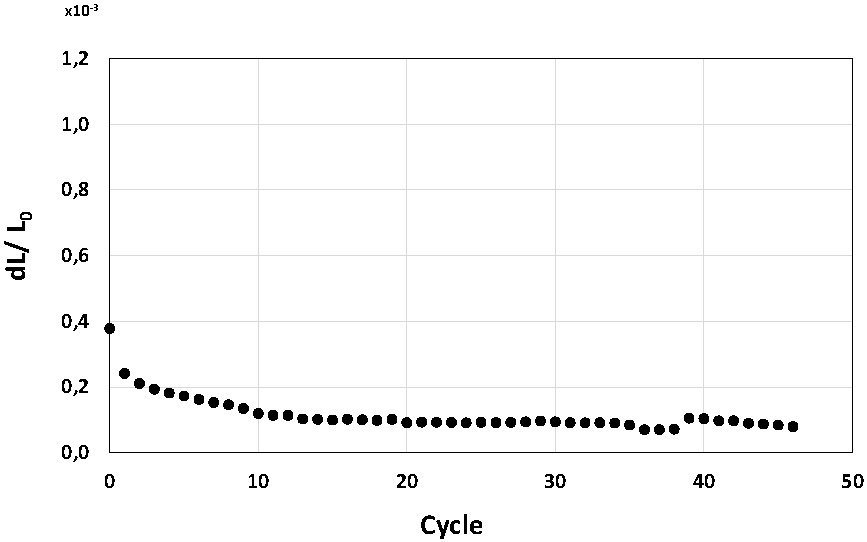
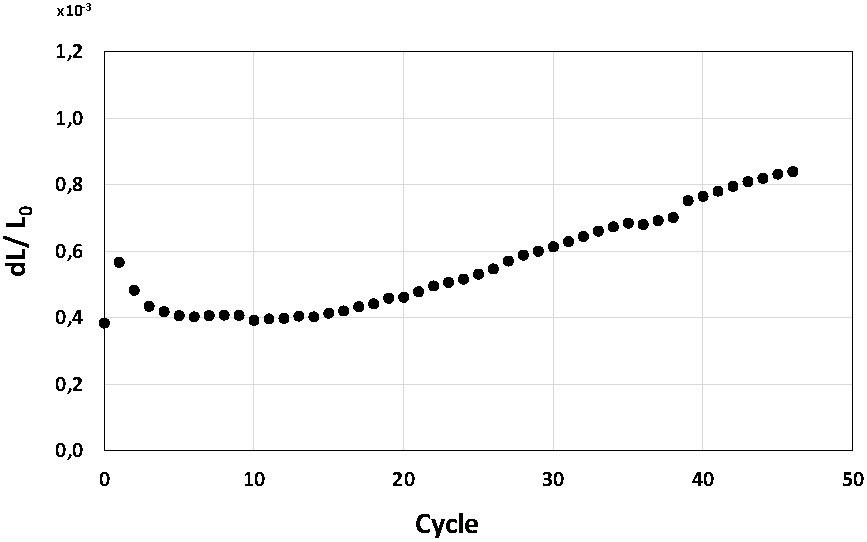
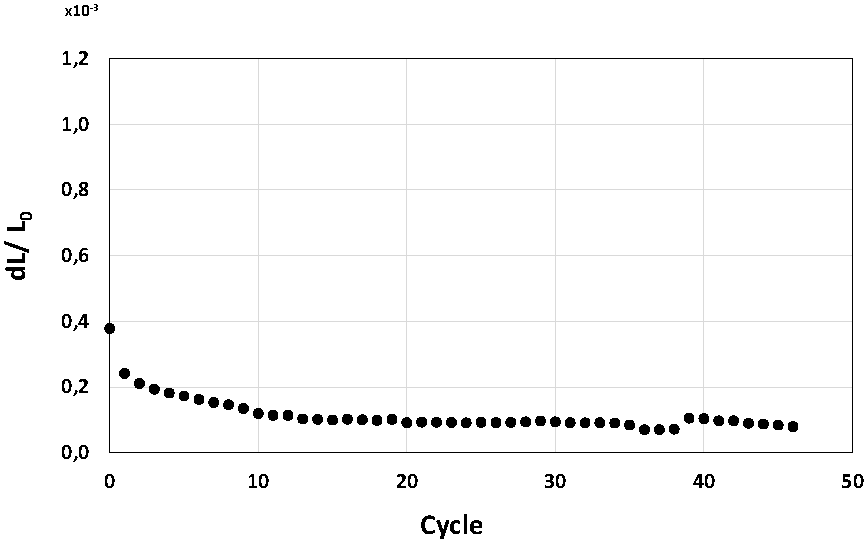
3.4. Effect of Thermal Cycling on Thermal Expansion


3.5. Uncertainty of Measurements
3.5.1. Uncertainty of αRS
3.5.2. Uncertainty of δαRS
3.5.3. Uncertainty of δT
3.5.4. Uncertainty of δT *
3.5.5. Uncertainties of and
3.5.6. Uncertainties of LRS0 and LX0
3.5.7. Combined Standard Uncertainty
4. Conclusions
Acknowledgments
Author Contributions
Appendix A: Analysis of CTE
| Parameters | Values |
|---|---|
| αRS | 7.78 × 10−6 (1/K) |
| δαRS | 100 °C: 3.60 × 10−8 (1/K) 200 °C: 1.76 × 10−7 (1/K) 300 °C: 2.00 × 10−8 (1/K) 400 °C: −2.00 × 10−8 (1/K) 500 °C: 2.00 × 10−8 (1/K) |
| δT | 1 (K) |
| δT * | 0.01 (K) |
| Measured value at each temperature range | |
| Measured value at each temperature range | |
| LRS0 | 1.2 × 10−2 (m) |
| LX0 | 1.2 × 10−2 (m) |
| δαX | 0 (1/K) |
| ΔT | 20 (K) |
Appendix B: List of Symbols
- AGraphite (IOS form VI): Surface area of graphite with roundness higher than 0.625 (ISO 945 form VI);
- AGraphite (IOS form IV+V): Surface area of graphite with roundness between 0.525 and 0.625 (ISO 945 form IV and V);
- AGraphite (All): Surface area of all graphite;
- a: tolerance;
- CGI: Compacted Graphite Iron;
- CTE: Coefficient of thermal expansion;
- dL: Change in length;
- G: Area fraction of graphite (%);
- L0: Initial length;
- LA (T): Length of the sample at temperature T;
- : Measured sample length at temperature T;LPR (T): Length of the push rod at temperature T;
- LRS0: initial length of reference sample;
- LSC (T): Length of the sample carrier at temperature T;
- LX0: Initial length of sample X;
- m: Standard value;
- N: Nodularity;
- q: Slope of αRS against temperature;
- Rmic: Resolution of the micrometer;
- RP/F: Pearlite/Ferrite ratio in the matrix;
- SGI: Spheroidal Graphite Iron;
- T: Temperature of the sample;
- : Average temperature;
- Tk: Selected temperatures to calculate the CTE;
- t: Thickness of the component;
- u(x): Uncertainty of xαA(T): CTE of sample A at temperature T;
- αE: Coefficient of thermal expansion (CTE);
- αRS: CTE of alumina (reference);
- αRS (T): CTE of the alumina (reference) at temperature T;
- : Measured CTE of the alumina (reference) at temperature;
- αV: Volumetric CTE;
- αX: CTE of sample x;
- : Measured CTE of the sample at temperature T;
- ΔL: Change in length;
- : Measured ΔL value of reference sample at each temperature range;
- : Measured ΔL value of sample X at each temperature range;
- ΔT: Change of temperature;
- ΔTD: Deviation of the temperature during the L0 measurement;
- δαRS: Change of the CTE of the alumina (reference) due to the temperature change, ΔT, in the vicinity of temperature T;
- δαX: Change of the CTE of the sample X due to the temperature change, ΔT, in the vicinity of temperature T;
- δT: Temperature difference between the temperature measured by the thermocouple and the temperature of the sample;
- δT*: Change of δT corresponding to the change of temperature T(ΔT);
- δTA: Temperature difference between the temperature measured by the thermocouple and the temperature of the sample A;
- δTA *: Change of δTA corresponding to the change of temperature T(ΔT) for sample A;
- δTmp: δT at melting point;
- ρ: Density;
- σmic: Nominal accuracy of the micrometer.
Conflicts of Interest
References
- Dawson, S. Compacted Graphite Iron—A Material Solution for Modern Diesel Engine Cylinder Blocks and Heads. China Foundry 2009, 6, 241–246. [Google Scholar]
- Larker, R. Solution Strengthened Ferritic Ductile Iron Iso 1083/js/500-10 Provides Superior Consistent Properties in Hydraulic Rotators, In Proceedings of Keith Millis Symposium on Ductile Iron, Las Vegas, NV, USA, 2008; Hilton Head: South California, CA, USA; pp. 169–177.
- Hollinger, I. Compacted Graphite Cast Iron Alloy. Swedish Patent 9802418-5, 1998. [Google Scholar]
- Sieurin, H.; Zander, J.; Sandström, R. Modelling Solid Solution Hardening in Stainless Steels. Mater. Sci. Eng. 2006, 415, 66–71. [Google Scholar] [CrossRef]
- Fras, E.; Kawalec, M.; Lopez, H.F. Solidification Microstructures and Mechanical Properties of High-Vanadium Fe–C–V and Fe–C–V–Si Alloys. Mater. Sci. Eng. 2009, 524, 193–203. [Google Scholar] [CrossRef]
- Mampaey, F.; Habets, D.; Plessers, J.; Seutens, F. On Line Oxygen Activity Measurements to Determine Optimal Graphite form during Compacted Graphite Iron Production. Int. J. Metalcasting 2010, 4, 25–43. [Google Scholar]
- Selin, M.; König, M. Regression Analysis of Thermal Conductivity based on Measurements of Compacted Graphite Irons. Metall. Mater. Trans. 2009, 40, 3235–3244. [Google Scholar] [CrossRef]
- ISO 16112:2006, Compacted (Vermicular) Graphite Cast Irons—Classification. Available online: http://www.iso.org/iso/catalogue_detail.htm?csnumber=37724 (accessed on 27 May 2015).
- Davis, J.R. ASM Specialty Handbook—Cast Irons; ASM International: Geauga County, OH, USA, 1996; pp. 430–432. [Google Scholar]
- Cook, R.D. Detection of Influential Observations in Linear Regression. Technometrics 1977, 19, 15–18. [Google Scholar] [CrossRef]
- Yamada, N. Evaluation of Uncertainty in Thermal Expansivity Measurements. Netsu Sokutei 2002, 29, 72–81. [Google Scholar]
- ISO/IEC Guide 98–3:2008, Uncertainty of Measurement—part 3: Guide to the Expression of Uncertainty in Measurement. Available online: http://www.iso.org/iso/catalogue_detail.htm?csnumber=50461 (accessed on 27 May 2015).
- Netzsch-Gerätebau-GmbH Expansion Tables for Dilatometer Standards; Gerätebau GmbH: Selb, Germany, 1995.
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matsushita, T.; Ghassemali, E.; Saro, A.G.; Elmquist, L.; Jarfors, A.E.W. On Thermal Expansion and Density of CGI and SGI Cast Irons. Metals 2015, 5, 1000-1019. https://doi.org/10.3390/met5021000
Matsushita T, Ghassemali E, Saro AG, Elmquist L, Jarfors AEW. On Thermal Expansion and Density of CGI and SGI Cast Irons. Metals. 2015; 5(2):1000-1019. https://doi.org/10.3390/met5021000
Chicago/Turabian StyleMatsushita, Taishi, Ehsan Ghassemali, Albano Gómez Saro, Lennart Elmquist, and Anders E. W. Jarfors. 2015. "On Thermal Expansion and Density of CGI and SGI Cast Irons" Metals 5, no. 2: 1000-1019. https://doi.org/10.3390/met5021000