1. Introduction
Application of severe plastic deformation (SPD) as a process of fabricating ultrafine grained (UFG) material to the sub micrometer level increased in popularity for 25 years in the field of materials science and engineering [
1]. This popularity is partially explained by the new techniques of SPD that have been developed to introduce ultrafine grain microstructures in polycrystalline materials. Equal Channel Angular Pressing (ECAP) is a type of SPD used to produce UFG material. ECAP is unique because the deformation proceeds by incremental shear restricted to the narrow zone parallel to the intersecting plane of the two channels [
2,
3]. The majority of papers on SPD materials have been devoted to the face-centered cubic (FCC) materials such as Al [
4], Cu [
5] and Ni [
6]. Body-centered cubic (BCC) metals such as tungsten [
7,
8], and carbon steels [
9] have mostly been studied from a practical viewpoint.
Several reports on the influence of ECAP parameters on microstructural evolution and mechanical properties, such as die angle, pressing speed, temperature die and deformation route have been published. Langdon found that a 90° inner angle was most efficient for grain refinement [
10]. Many concepts have been recommended for explaining the effect of deformation route on microstructure and mechanical properties, especially in FCC material. Other studies have found that route Bc is the most efficient for producing isotropy microstructure and HAGB [
11,
12,
13] due to the 90° crossing shear planes in every pass and the simple equiaxed grain structure. There are four basic techniques of ECAP: in route A, the specimen is processed without any rotation; in route B
A, the specimen is rotated by 90° in an alternate direction between consecutive passes; in route B
C, the specimen is rotated 90° counterclockwise between each pass; while in route C the specimen is rotated by 180° between passes [
13]. There are many reports concerning the effective deformation route for grain refinement in FCC metals, but there are limited studies on BCC. When the UFG materials are applied to structural materials, the anisotropy of microstructure is crucially important because surface phenomena such as corrosion, oxidation and corrosion fatigue depend on the surface microstructure. In order to improve resistance to such degradations, it is important to characterize and control the anisotropy of the microstructure as well as average bulk microstructure. However, the degree of anisotropy on microstructural development has not been carefully evaluated so far, especially in BCC metals [
10,
11,
15,
16]. Effects of the pass number and deformation route on the microstructure, mechanical and electrochemical properties considering the degree of anisotropy will be discussed in detail in this report.
2. Experimental Section
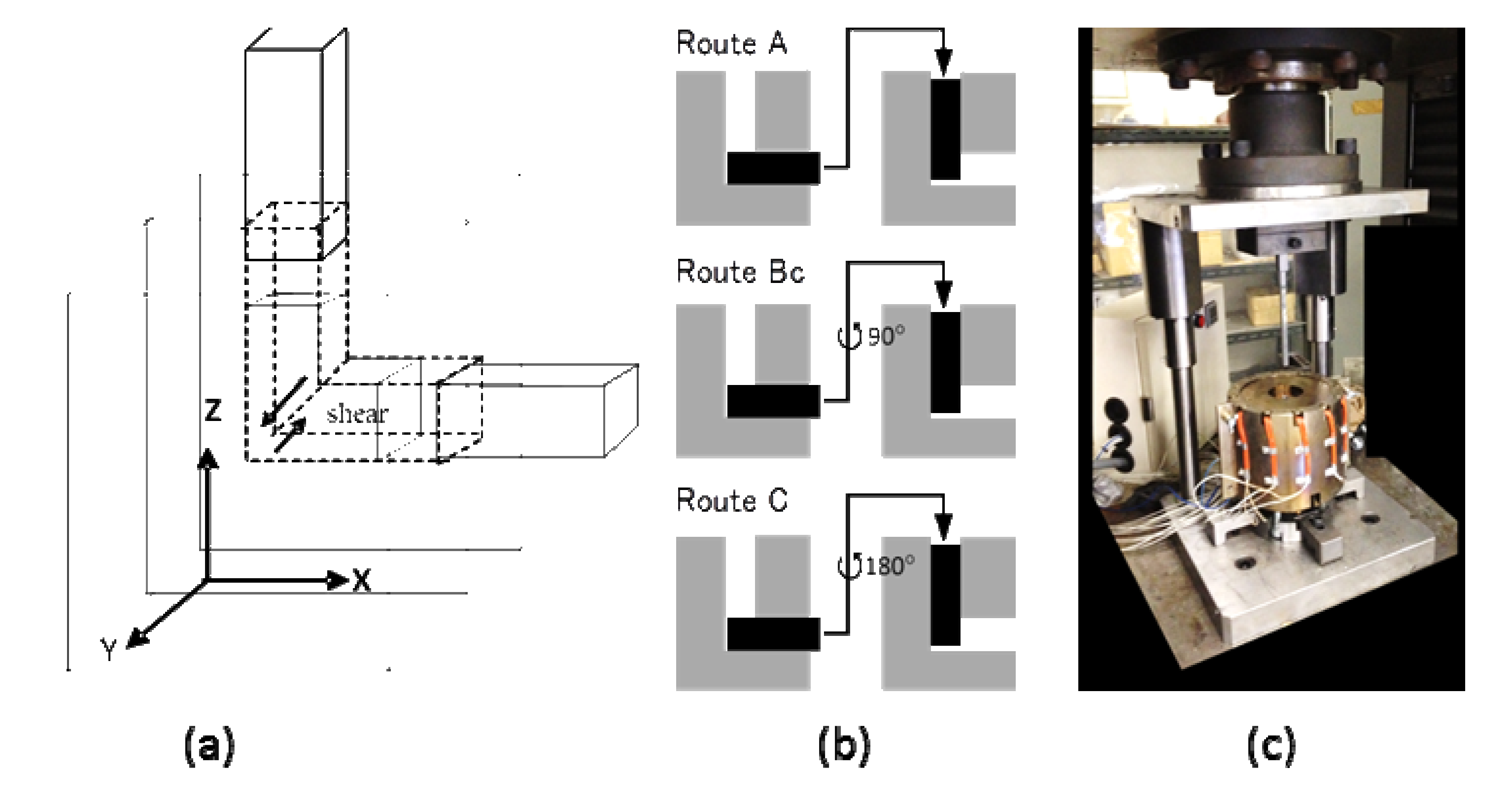
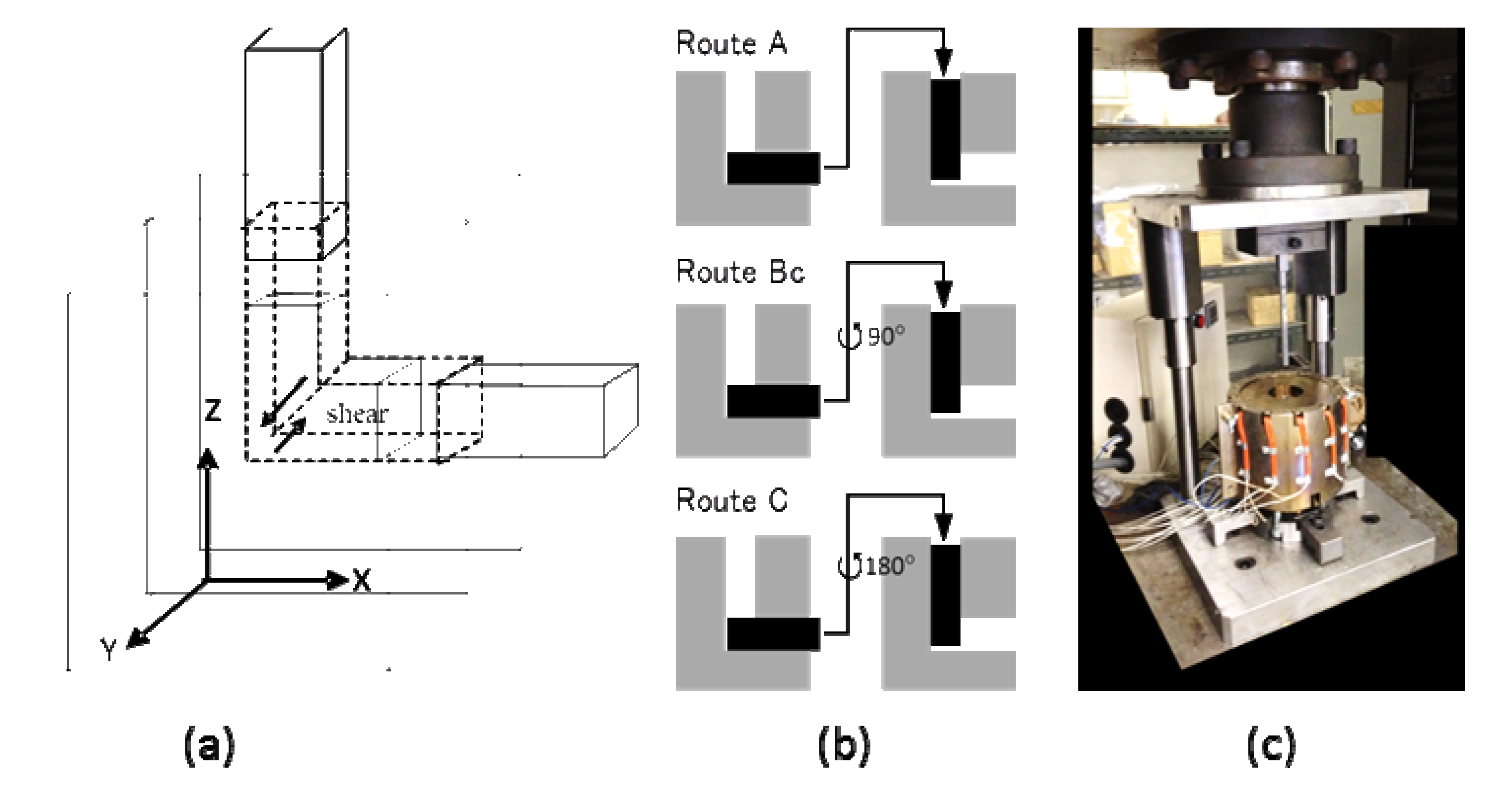
The material used in this experiment has a chemical composition of low CN Fe-20%Cr alloy with Cr 20.03; C 0.0004; N 0.0013 and Fe balance (in mass percent). This material is machined with dimensions of 7.95 mm × 7.95 mm × 100 mm for ECAP pressing. ECAP procedures are carried out using a split die with two channels intersecting at an inner angle of 90° and an outer angle of 0°. The ECAP system can be seen in
Figure 1a,b. ECAP was carried out at 423 K. The samples were lubricated with high temperature fluorine lubricating grease and pressed from one, two and four passes via routes A, Bc and C. The deformation stages of route A, Bc and C are simulated in
Figure 1c Microstructure quantification using orientation map observation and mechanical properties were analyzed during grain refinement process using SPD. A scanning electron microscope of the field-emission type (FE-SEM, JSM 7001F), equipped with electron back-scattered diffraction (EBSD, Oxford Instrument Co., Osfordshire, UK) image, and a transmission electron microscope (TEM) were used to examine the microstructures. EBSD orientation maps were processed using INCA™ software (Oxford Instruments, Osfordshire, UK). The micro hardness experiments were performed on a Vickers hardness testing machine at room temperature.
Figure 1.
(a) Equal Channel Angular Pressing(ECAP) system; (b) Schema ECAP of route A, Bc, and C; (c) ECAP equipment.
3. Experimental Results
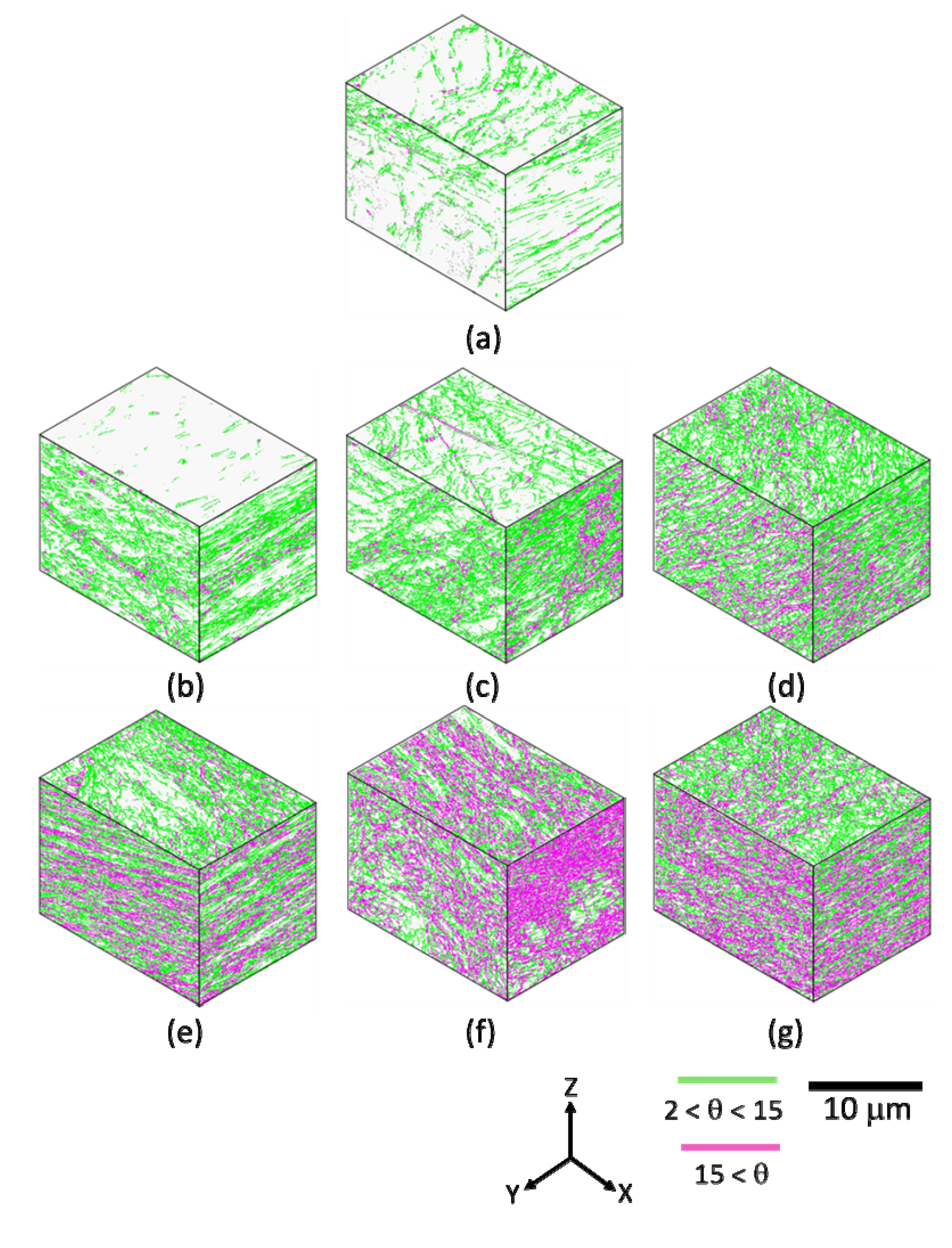
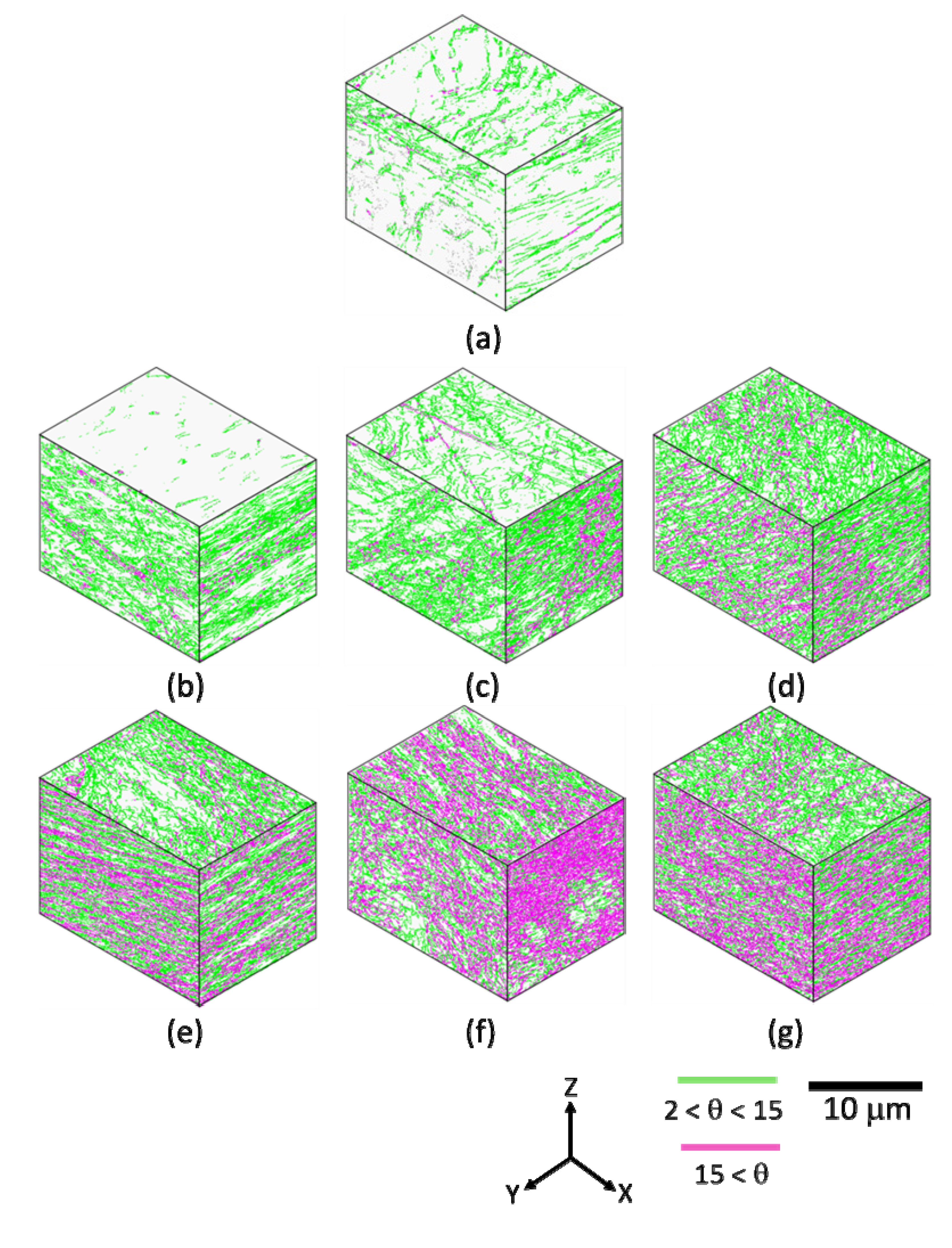
Microstructural observation and texture analysis revealed that the process of grain refinement by severe plastic deformation can be divided into different stages as is shown in
Figure 2 for several kinds of deformation route.
Figure 2 was obtained by EBSD on X, Y and Z planes by ECAP for one, two and four passes. Due to the low orientation resolution, boundaries with misorientation smaller than 2° were omitted. It is apparent that grains are finely subdivided after one pass of ECAP. After two passes, arrays of planar and extended grain boundaries are developed parallel to the macroscopic ECAP shear plane in all the deformation routes.
After four passes via route A, grain boundaries, mostly HAGB, are set in the planar parallel boundaries whereas via route Bc, microstructures are more isotropic and equiaxed grain substructure can be recognized. In route C, the density of HAGB is anisotropic, and it is highest in the Y-plane as are those in route A, but they are still observed in the X and Z planes. It seems that HAGB are a collection of planes with an axis parallel to the Y-axis in common in route C.
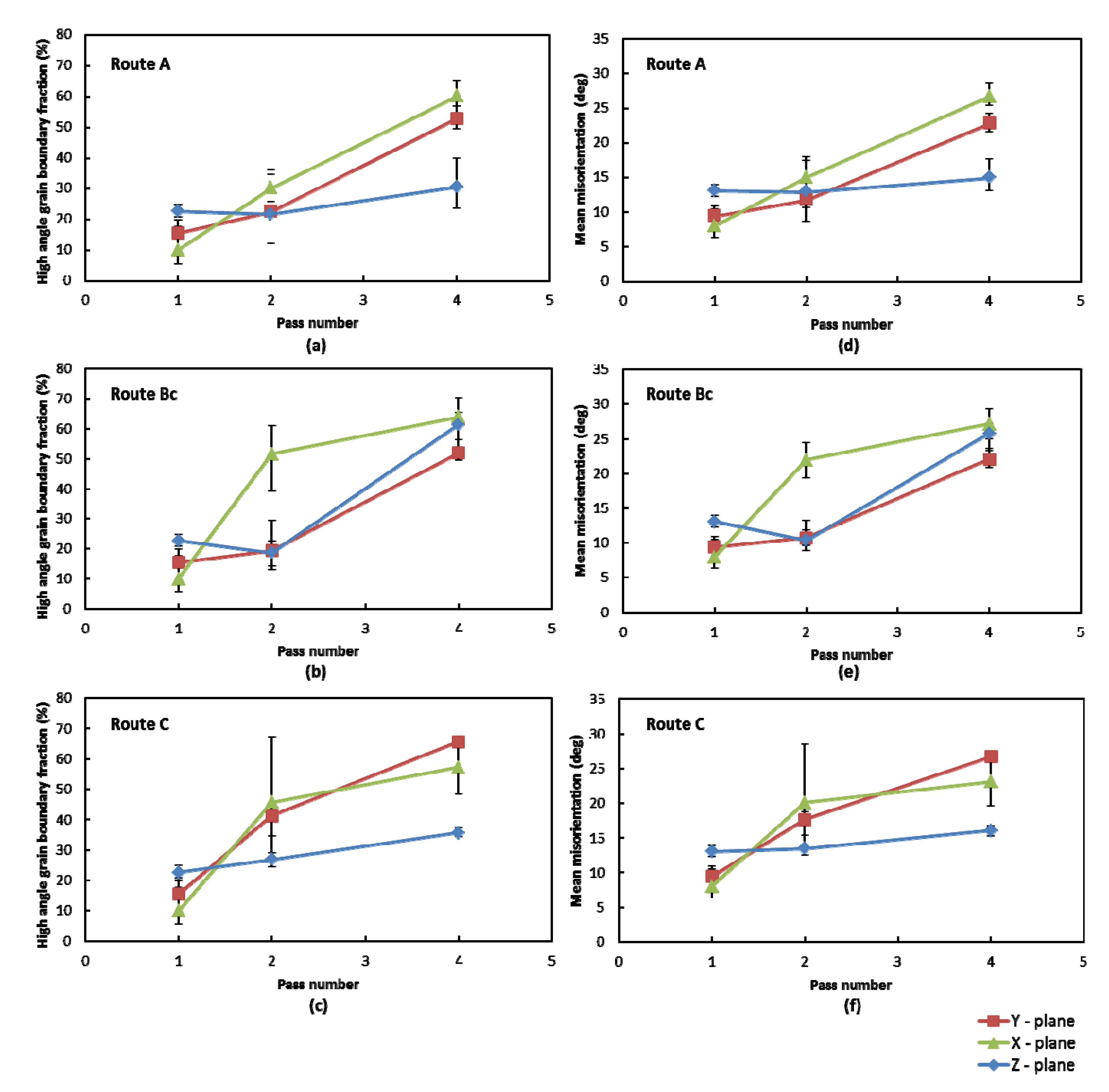
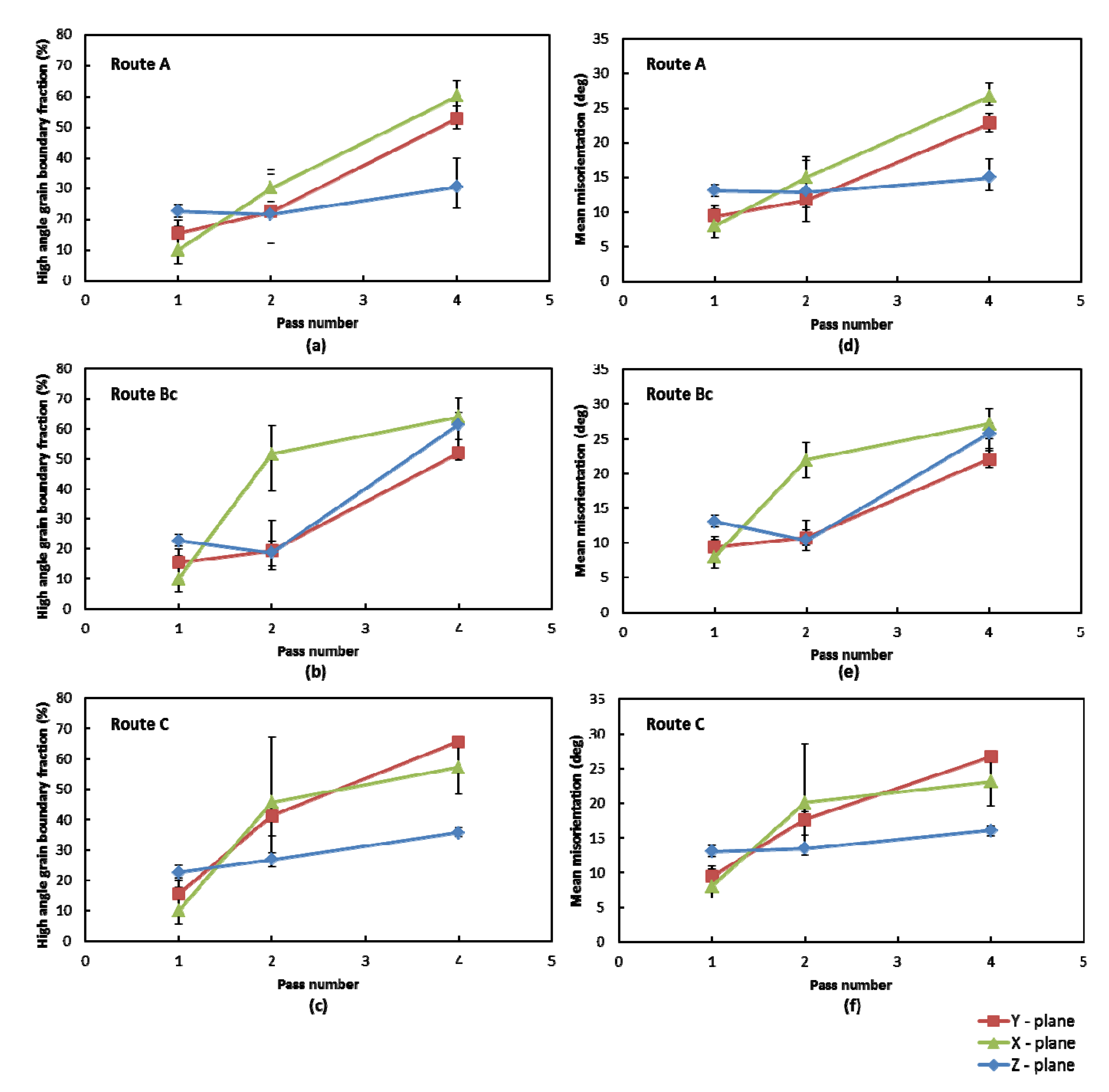
Quantitative analysis of microstructures by EBSD is shown in
Figure 3. The fraction of HAGB and average misorientation increased with increasing equivalent strain. These data also confirmed that route Bc is more isotropic than routes A and C at four passes. Note that HAGB and average misorientation are extremely low in the Z-plane in routes A and C, reflecting the anisotropic array of the boundaries as is shown in
Figure 2. It is also important to note that both the fraction of HAGB and average misorientation is highest in route C if they are limited to the Y-plane. It indicated that the grains are extended in the
Y-direction and the deformation-induced boundaries are collections of grain boundaries nearly parallel to the
Y-axis in common.
Figure 2.
3D Misorientation map of low CN Fe-20%Cr alloy after ECAP (a) one pass; (b) two passes route A; (c) two passes route Bc; (d) two passes route C; (e) four passes route A; (f) four passes route Bc; (g) four passes route C.
Figure 3.
High angle grain boundary fraction of ECAP processed with respect to three orthogonal planes for (a) route A; (b) route Bc and (c) route C; and mean misorientation angle for (d) route A; (e) route Bc and (f) route C.
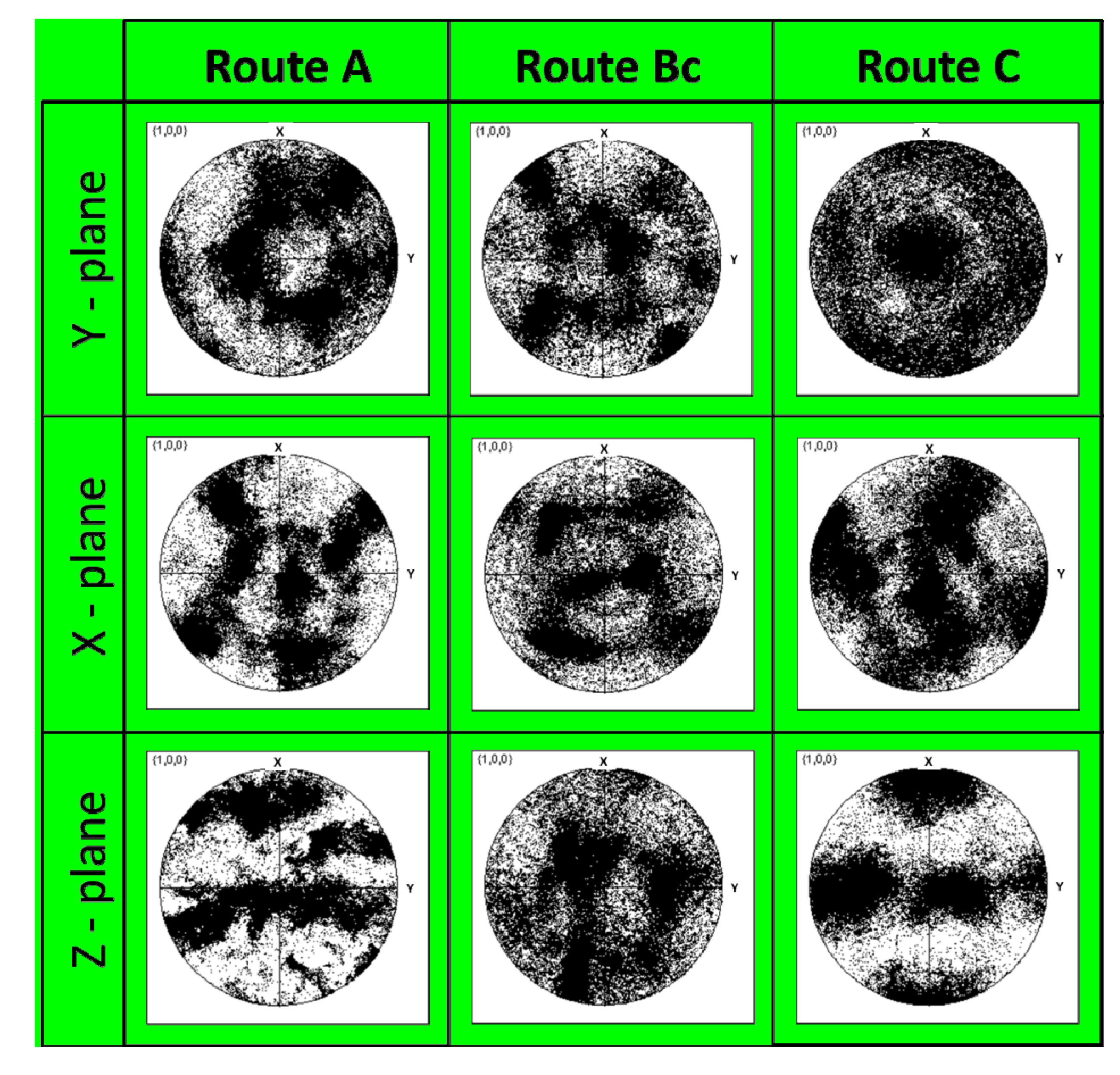
Figure 4 shows the texture after four passes in three orthogonal planes. The degree of development of textures or orientation scattering is different on the three orthogonal planes in routes A, Bc and C. The degree of scattering is the lowest in route A, whereas it is the highest and isotropic in route Bc overall in the three planes. In contrast, in route C, it is very anisotropic, and very scattered in Y-plane. If it is limited to the Y-plane, the degree of scattering is the highest in route C among the three routes. The texture in the Y plane in route C appears a collection of orientation rotated around the
Y-axis. In
Figure 2 and
Figure 4, the HAGBs in route C are the collections of the tilt boundaries having a misorientation axis parallel to the
Y-axis.
Figure 4.
{100}-Pole figure of low CN Fe-20%Cr alloy after four passes of ECAP.
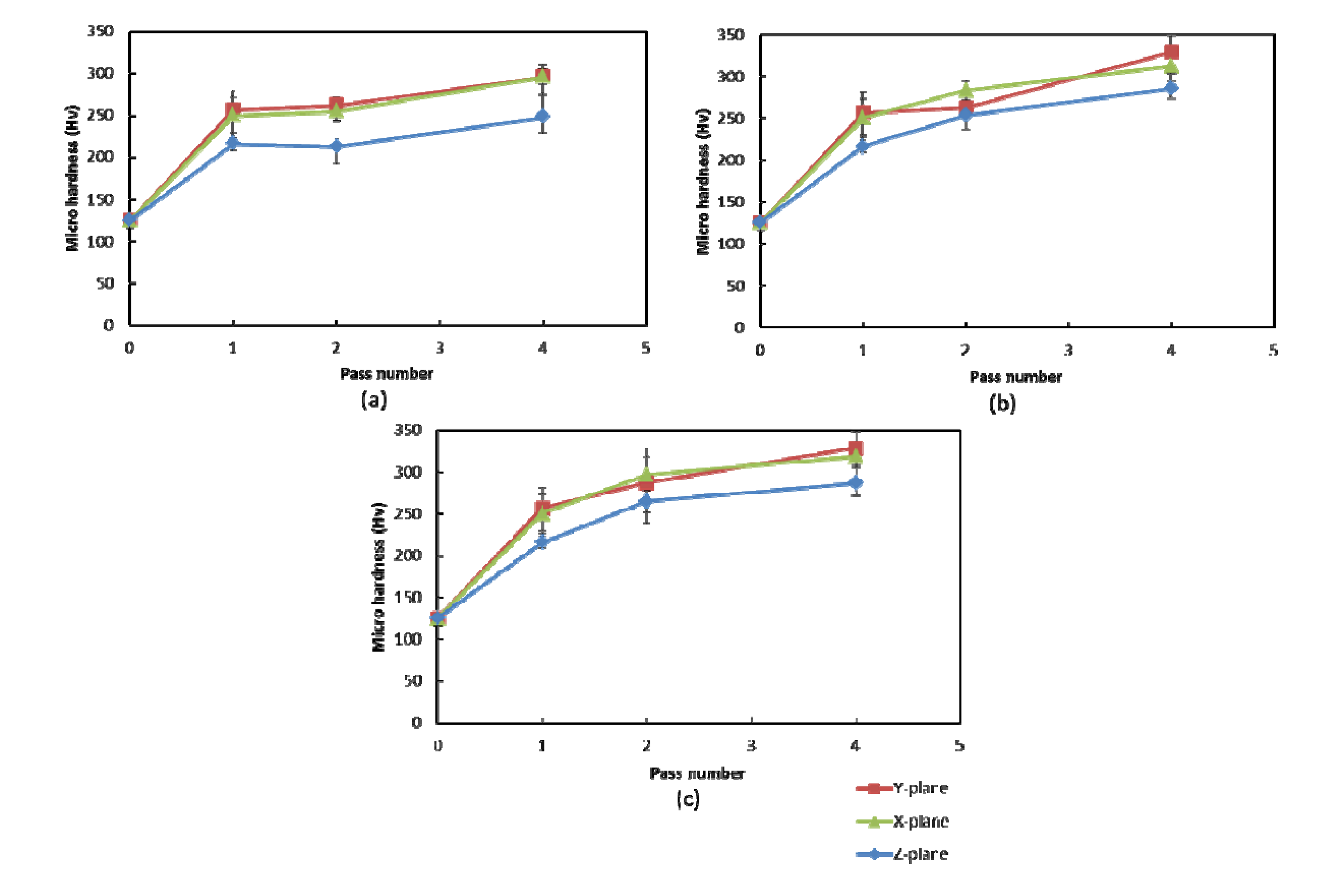
Micro hardness measured on X, Y and Z planes after ECAP is shown in
Figure 5. The hardness after a single pass increased significantly, and increased with an increasing number of passes. The micro hardness via route Bc is isotropic with small differences compared to routes A and C. In routes A and C, the hardness on the Z-plane is very low, and reflects the low HAGB.
Figure 5.
Microhardness after ECAP for low CN Fe-20%Cr alloy with (a) route A, (b) route Bc and (c) route C.
4. Discussion
The present materials with extremely low C and N are interstitial-free steel, and the effect of solute atoms on the development of microstructure can be neglected. Therefore, one can examine the microstructural evolution in terms of crystal slip intrinsic to BCC structures. Since the Peierls potential of screw dislocations is higher than that of edge dislocation in BCC crystals, slip by screw character is more predominant than by edge dislocation. When plastic straining increases by the formation and extension of dislocation loops, edge dislocations characters with high mobility slip faster than screw dislocations character with lower mobility, resulting in extended lines of screw dislocations. These extended dislocation loops in BCC metals were indeed observed by TEM frequently. Therefore, nature of the slip intrinsic to screw dislocation has influence on the macroscopic behavior of plastic deformation. Well-known deformation behaviors peculiar to BCC are the dominant cross-slip by screw character, dynamic recovery and tension/compression asymmetry attributed to slip irreversibility of screw character, etc.
In ECAP, deformation-induced boundaries develop parallel to the most shear-stressed slip plane parallel to the macroscopic shear plane of ECAP. Therefore, the grain boundaries tend to develop as a set of parallel boundaries nearly parallel to the shear plane in routes A and C where the shear planes are nearly parallel in successive passes. On the other hand, the shear planes in the successive passes rotate with a wide range of angle viewed from all the orthogonal planes in route Bc. Thus, grains tend to be equiaxial and isotropic in route Bc. However, there is a difference in the alignment and fraction of HAGB between routes A and Bc.
In route A, the shear plane and shear direction in the successive passes are almost constant, and the same slip system is activated in successive passes. Thus, the orientation is stable, leading to defined texture. Since the deformation-induced boundary forms parallel to the most activated slip plane close to the shear plane, a single set of parallel HAGB is formed in route A.
In route C, the shear is reversed in alternative passes in the same shear plane. Since the slip reversibility is low in BCC compared to that in FCC because of the dominant screw dislocation, a different slip system can be activated in the forward and reverse shear deformations. Therefore, stable end orientation in the two opposite shears is different, leading to orientation scattering around the Y-axis.
5. Conclusions
The microstructural evolution of extremely low CN Fe-20mass%Cr alloy processed by ECAP for up to four passes via routes A, Bc and C was quantitatively analyzed by EBSD focusing on the degree of anisotropy. The degree of anisotropy of microstructures and the array of deformation induced HAGB were different among the three deformation routes. They are generally isotropic in route Bc, namely, grains were equiaxial, and the density and fraction of HAGB are comparable in the three orthogonal planes. On the other hand, they are more anisotropic in routes A and C. The fraction of HAGB, mean misorientation and hardness are highest in route C if compared by the Y-plane only. The grains are extended into the Y-axis, and HAGB are collections of boundaries parallel to the Y-axis in common in route C. These results contrast with FCC, and can be interpreted in terms of slip irreversibility peculiar to BCC crystals.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}