
Temporal and Spatial Distribution of Respirable Dust After Blasting of Coal Roadway Driving Faces: A Case Study

Abstract
:1. Introduction
2. Research Background

3. Mathematical Model of Gas–Solid Two-Phase Flow
3.1. Mathematical Model of Airflow Field
3.2. Gas–Solid Two-Phase Interaction Models
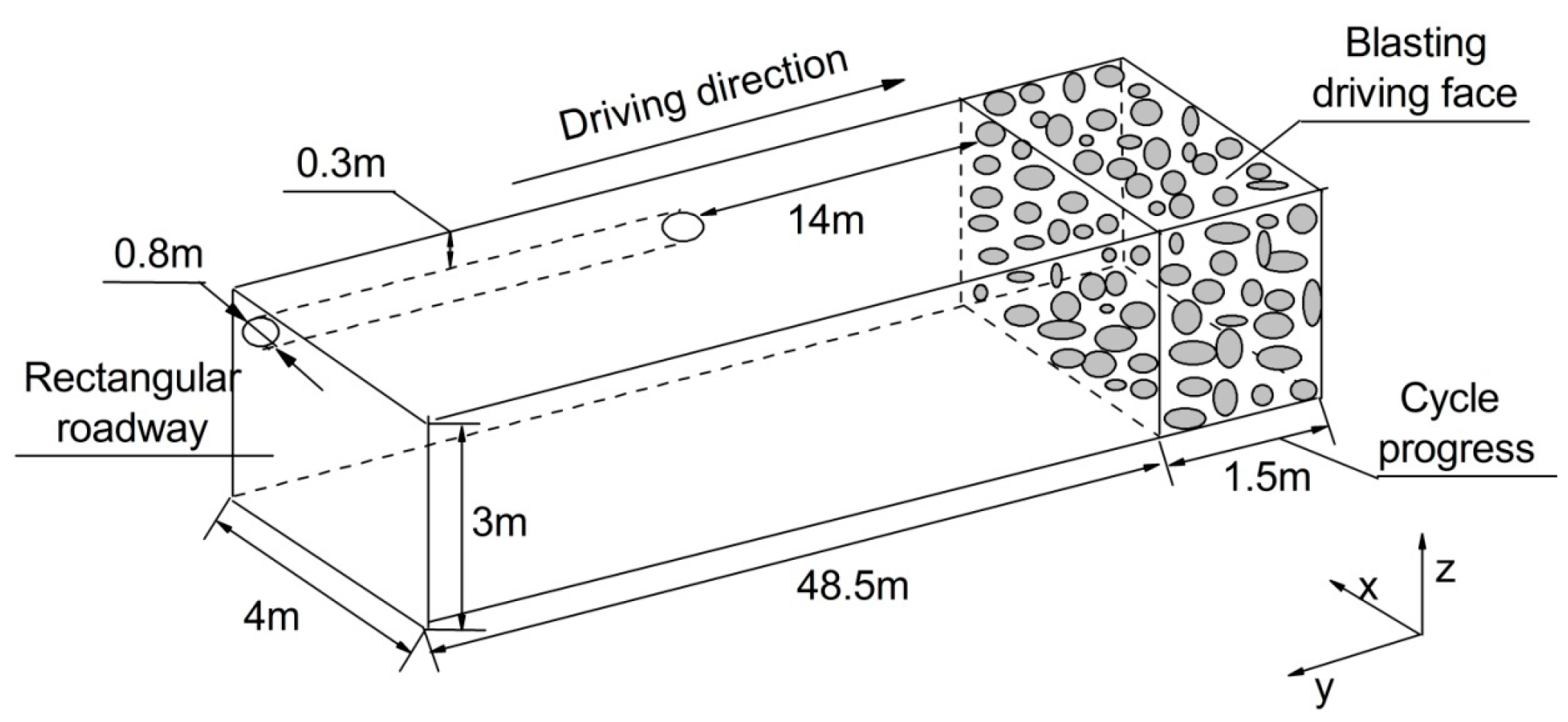
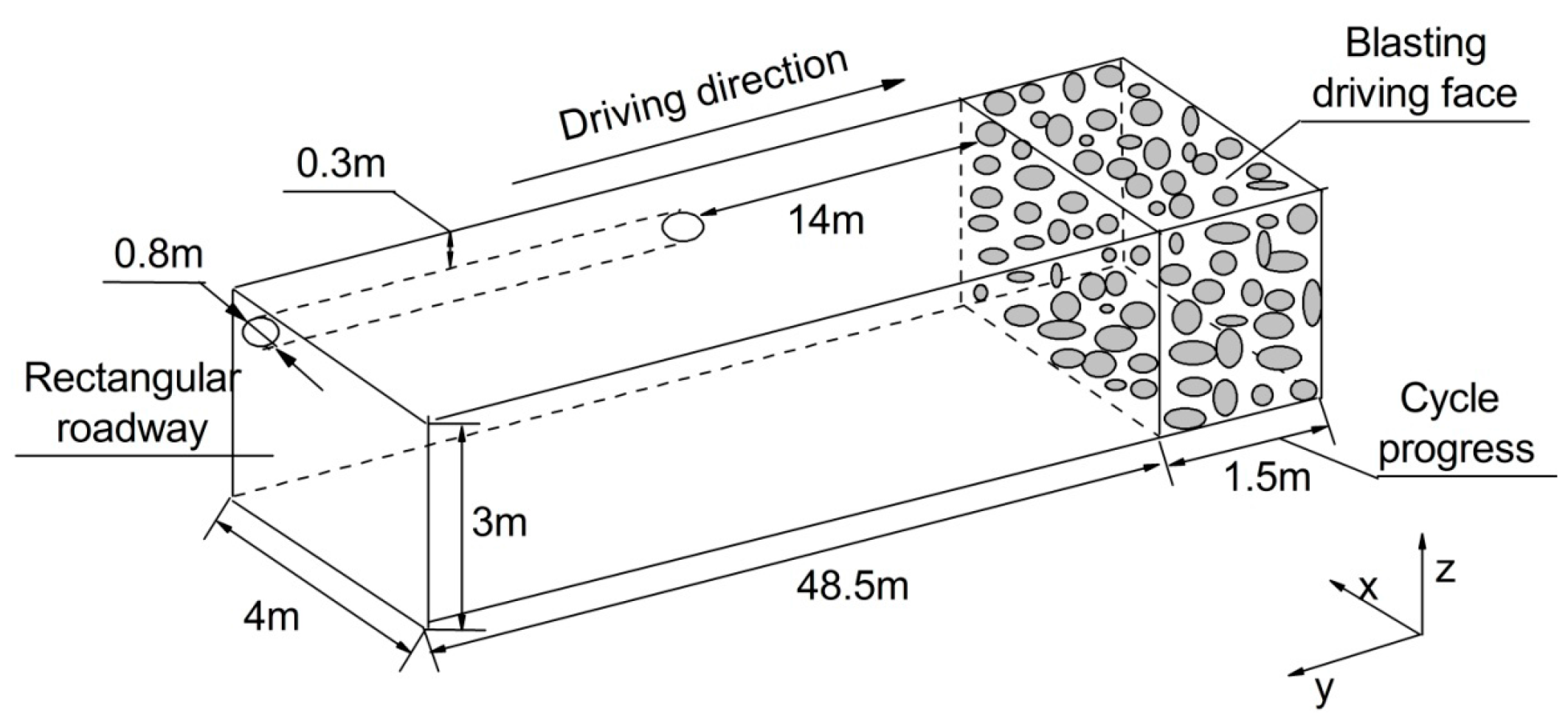
3.3. Establishment of Geometrical Model
3.4. Computational Conditions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Parameters | Value |
|---|---|
| Air viscosity (m2/s) | 0.000017894 |
| Air density (kg/m3) | 1.225 |
| Dust density (kg/m3) | 1500 |
| Time step for particle (s) | 0.000025 |
| Simulated particles flow time (s) | 180 |
| Initial dust concentration (mg/m3) | 1500 |
| Particle median diameter | 0.000055 |
| Particle dispersion index | 2.95 |
| Maximum particle diameter (μm) | 100 |
| Minimum particle diameter (μm) | 0.1 |
| Gas phase grid number | 530,000 |
| Coefficient of restitution between particles | 0.8 |
| Coefficient of restitution between particle and wall | 0.6 |
| Friction coefficient between particles | 0.3 |
| Average size of gas phase grid | 100 mm |
| Friction coefficient between particle and roadway wall | 0.4 |
4. Results and Discussion
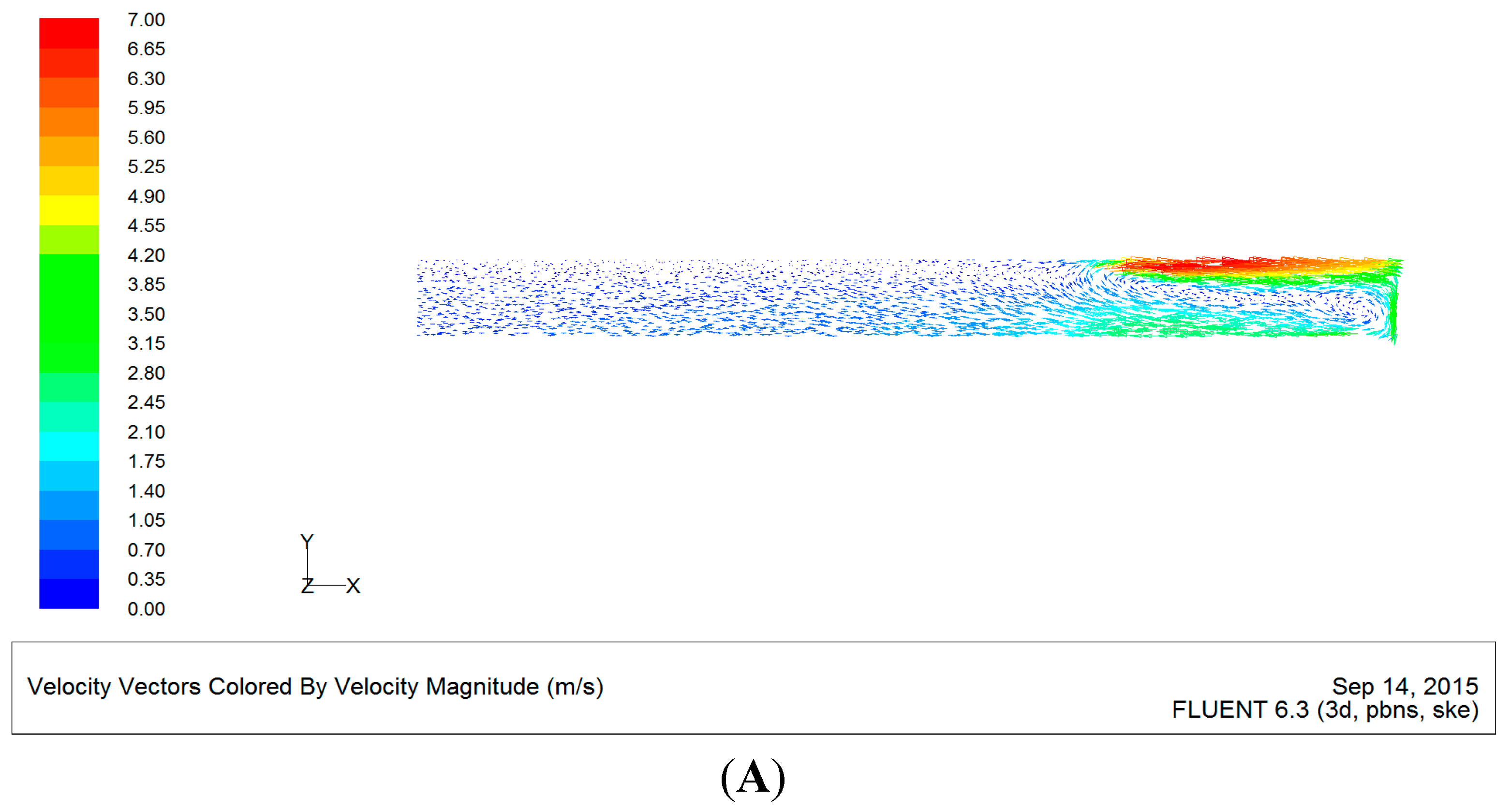
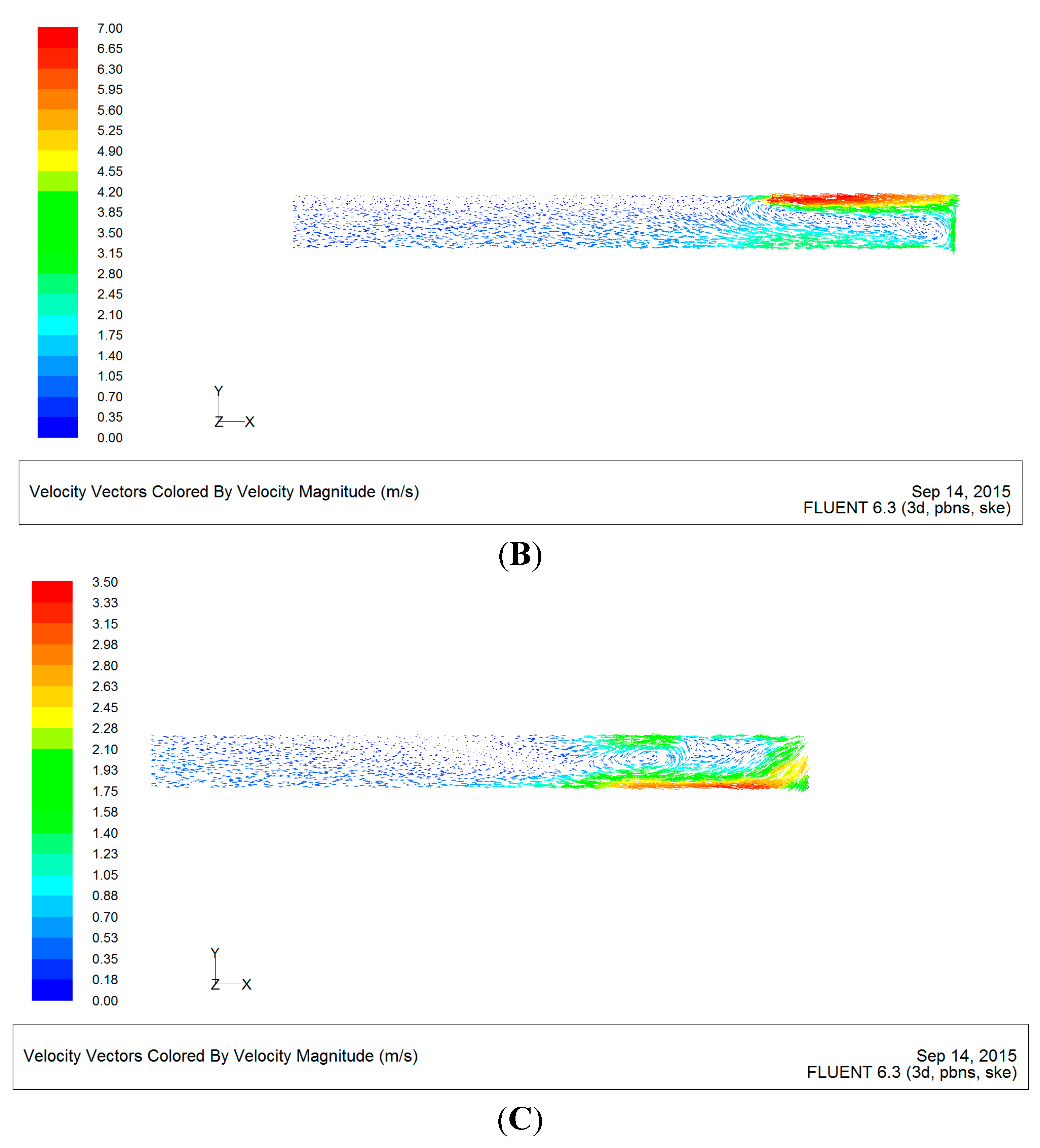
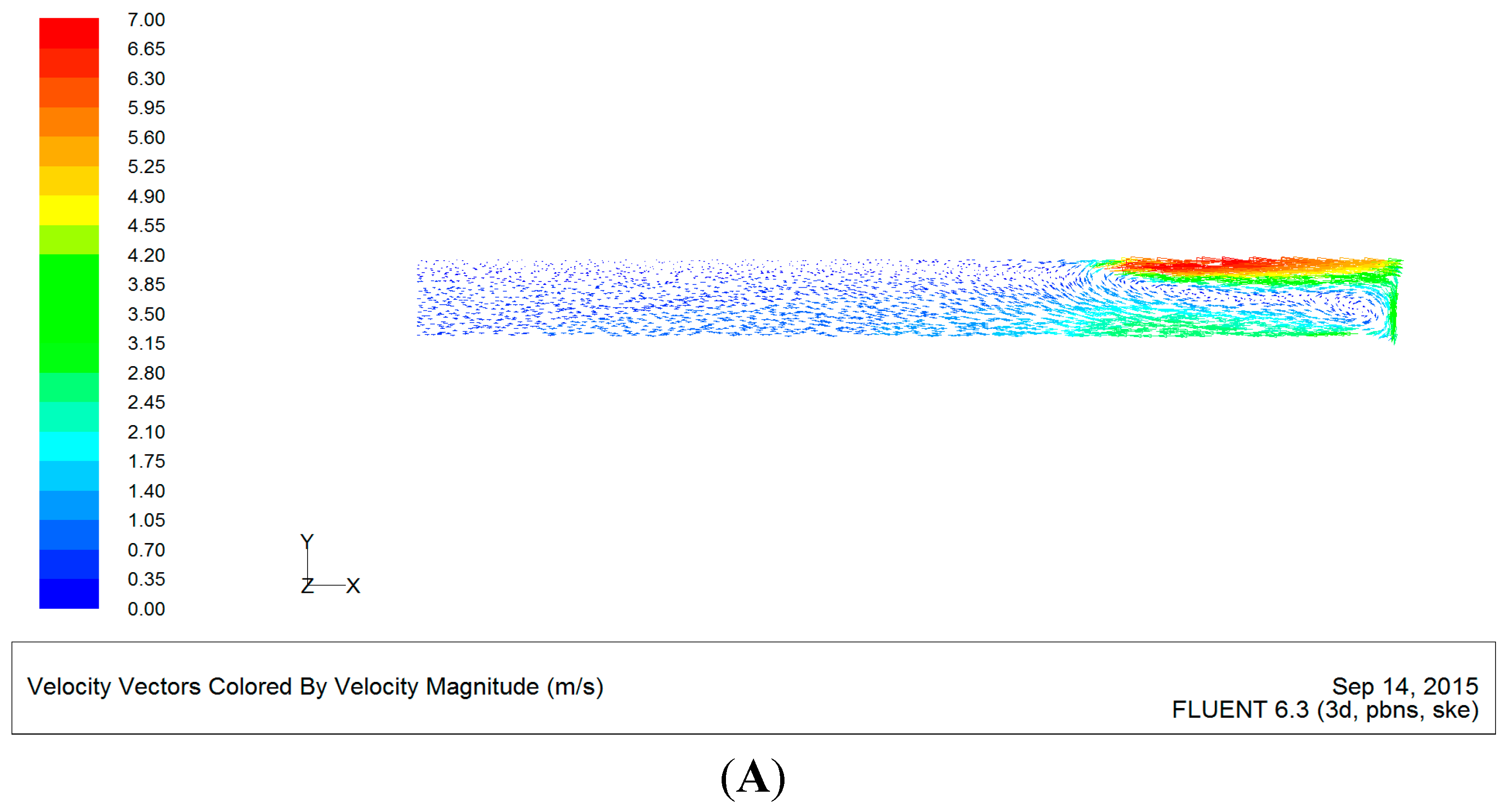
4.1. Airflow Field Distribution in the Roadway
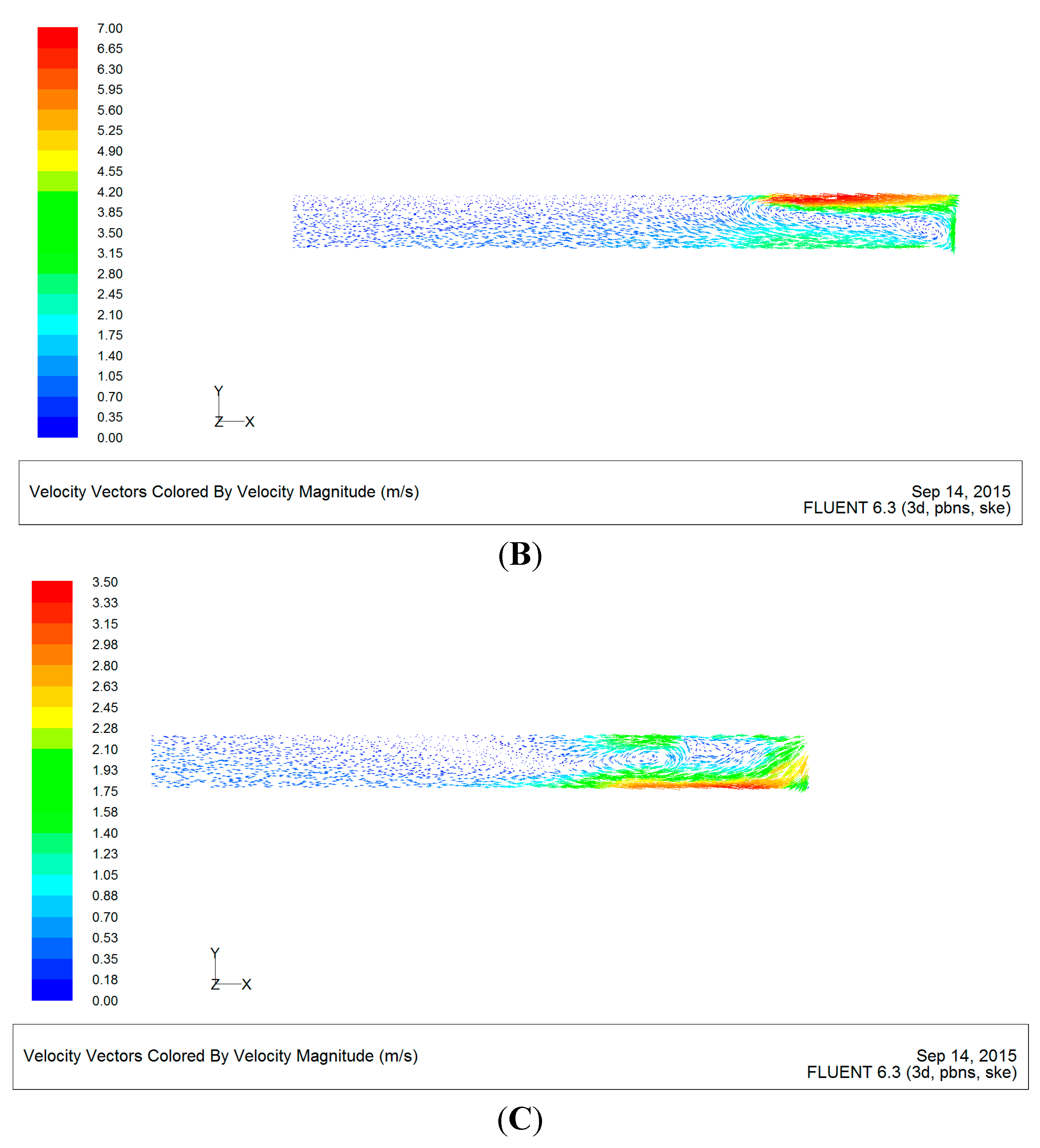
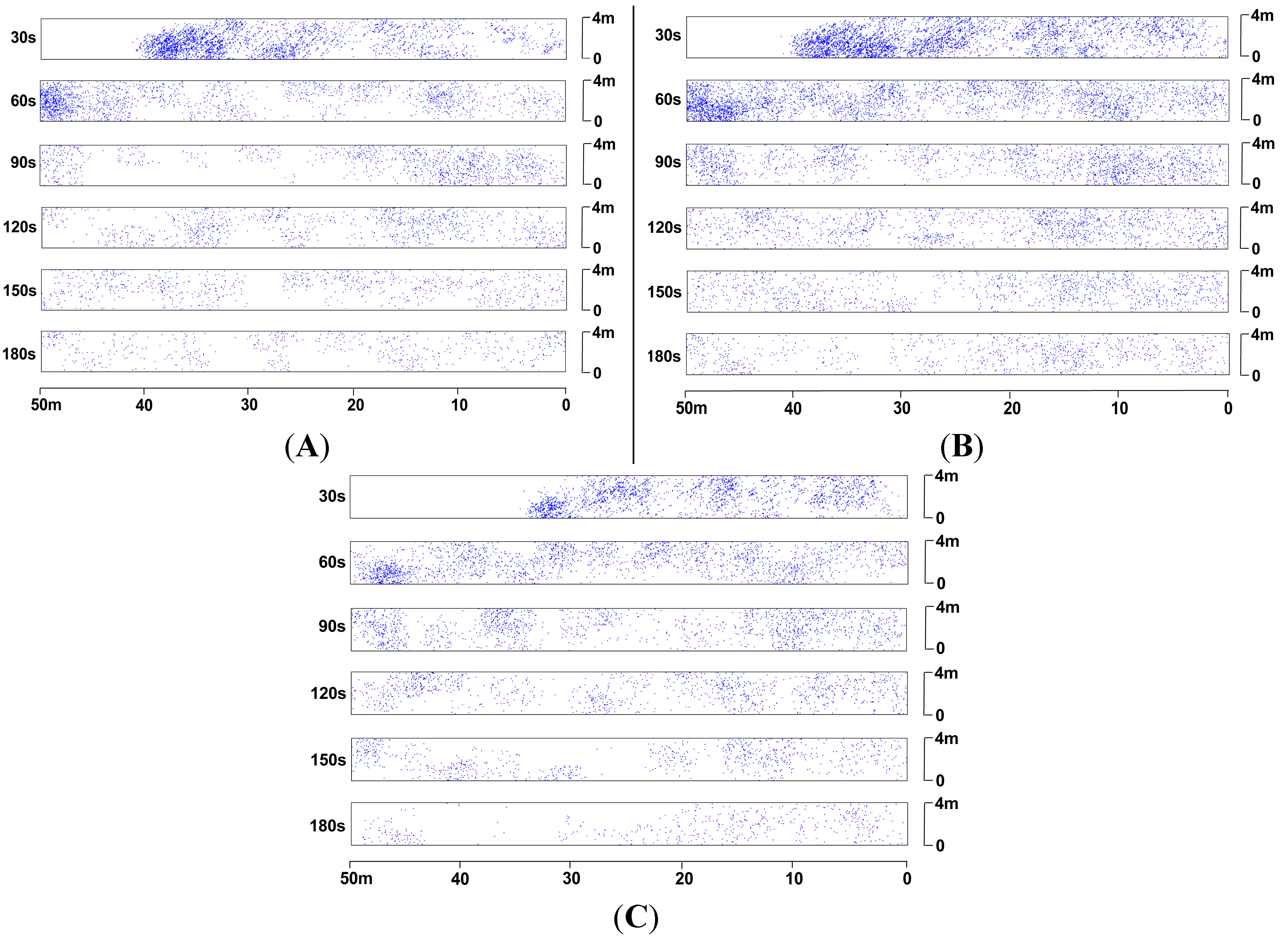
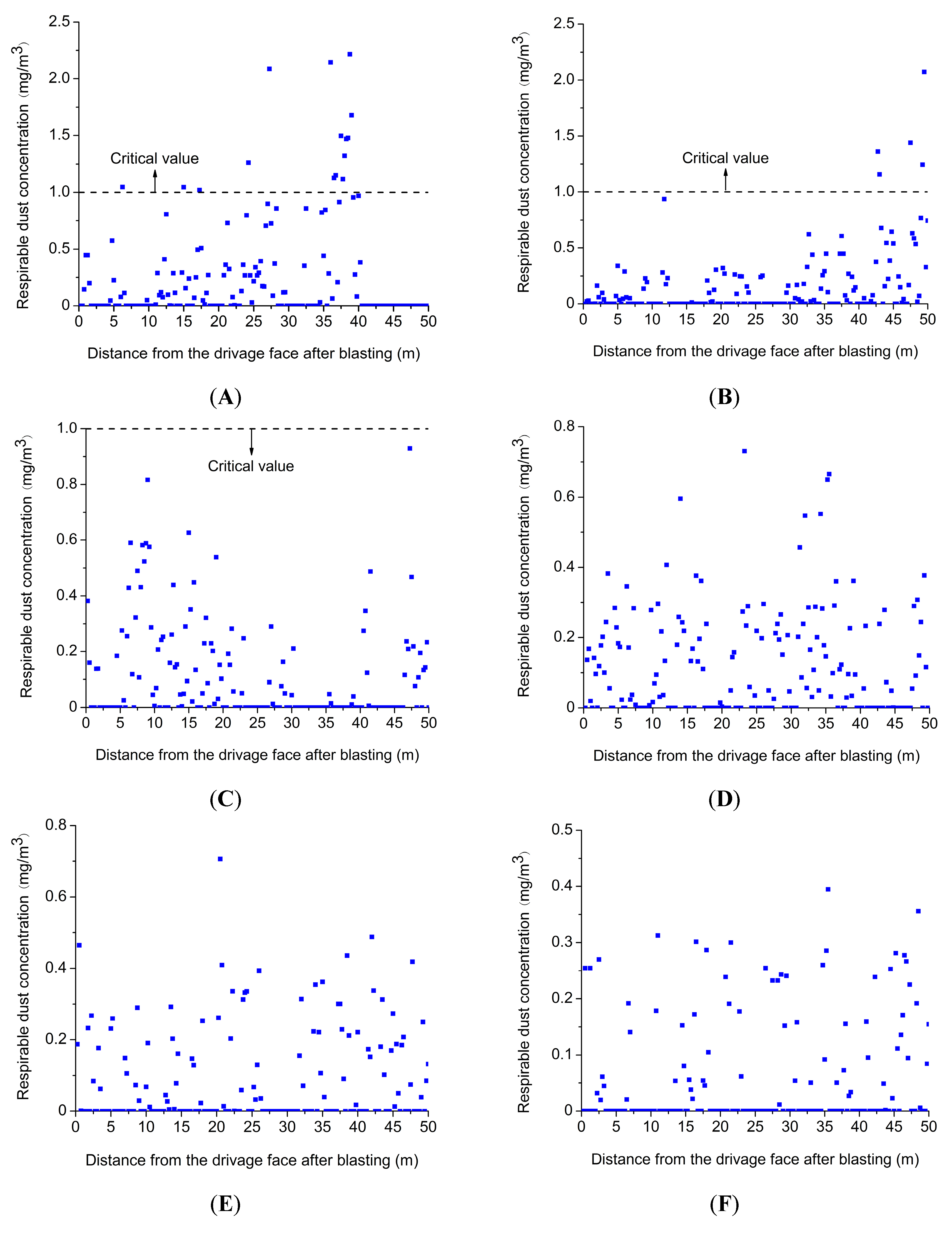
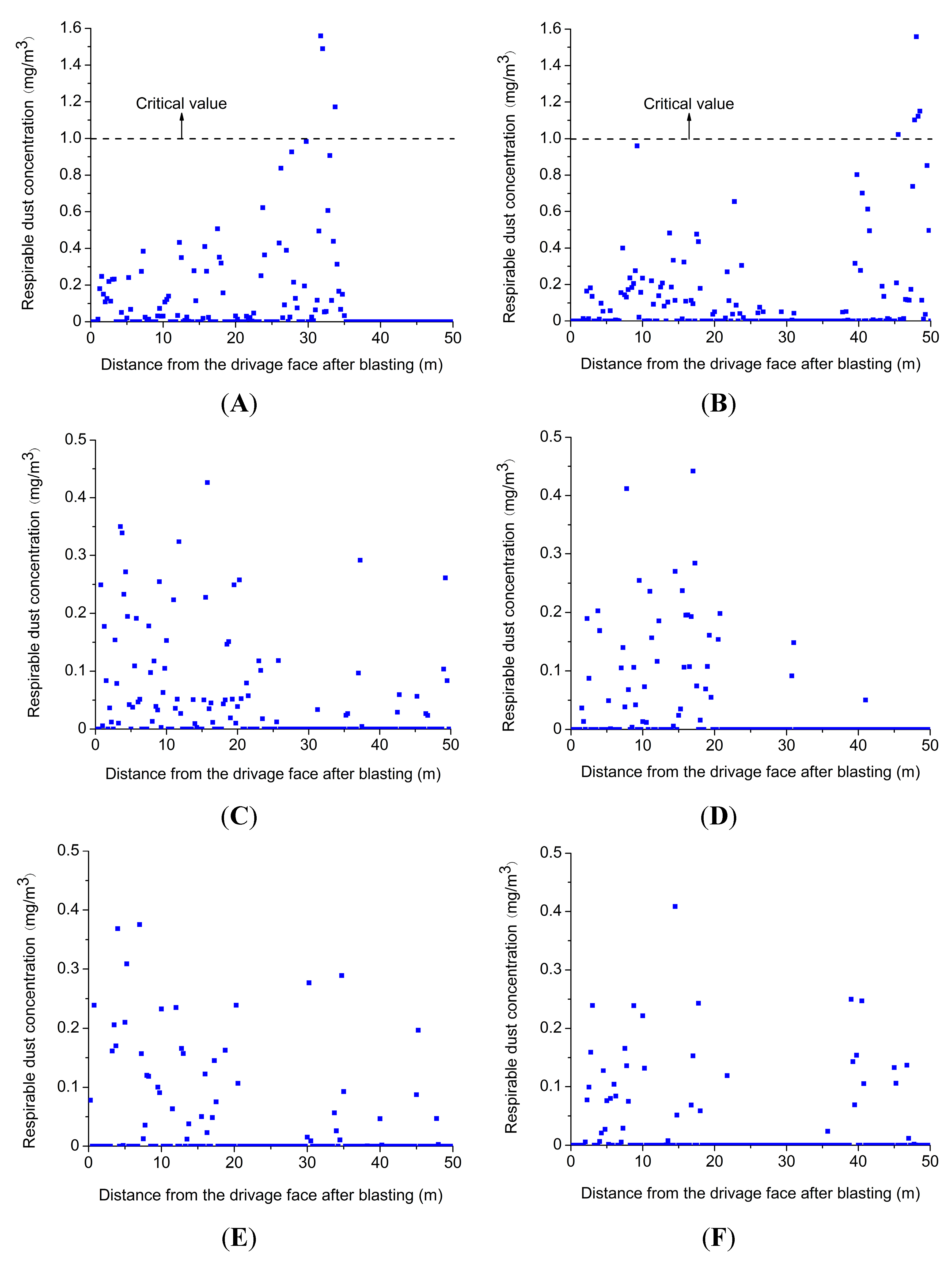
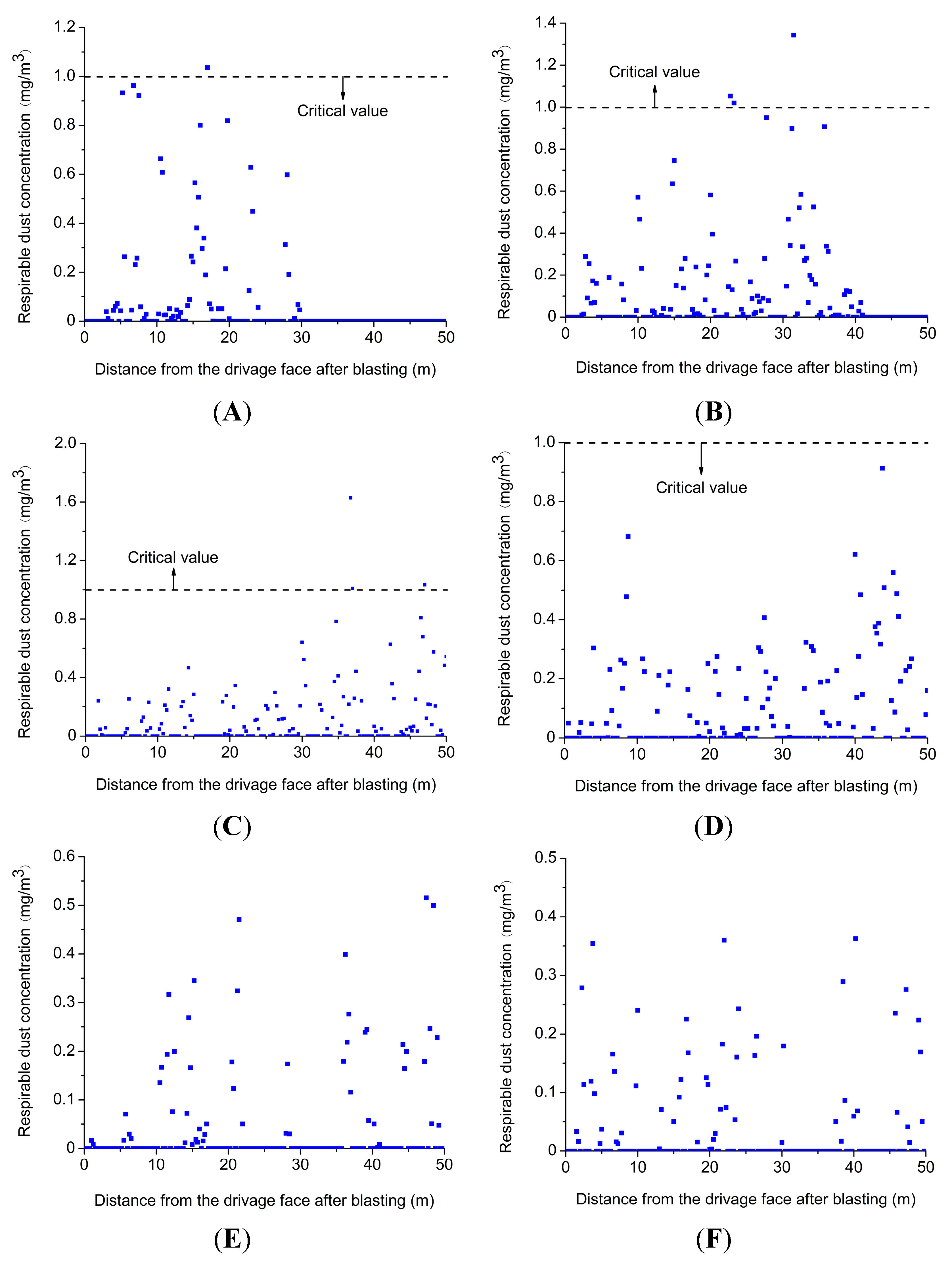
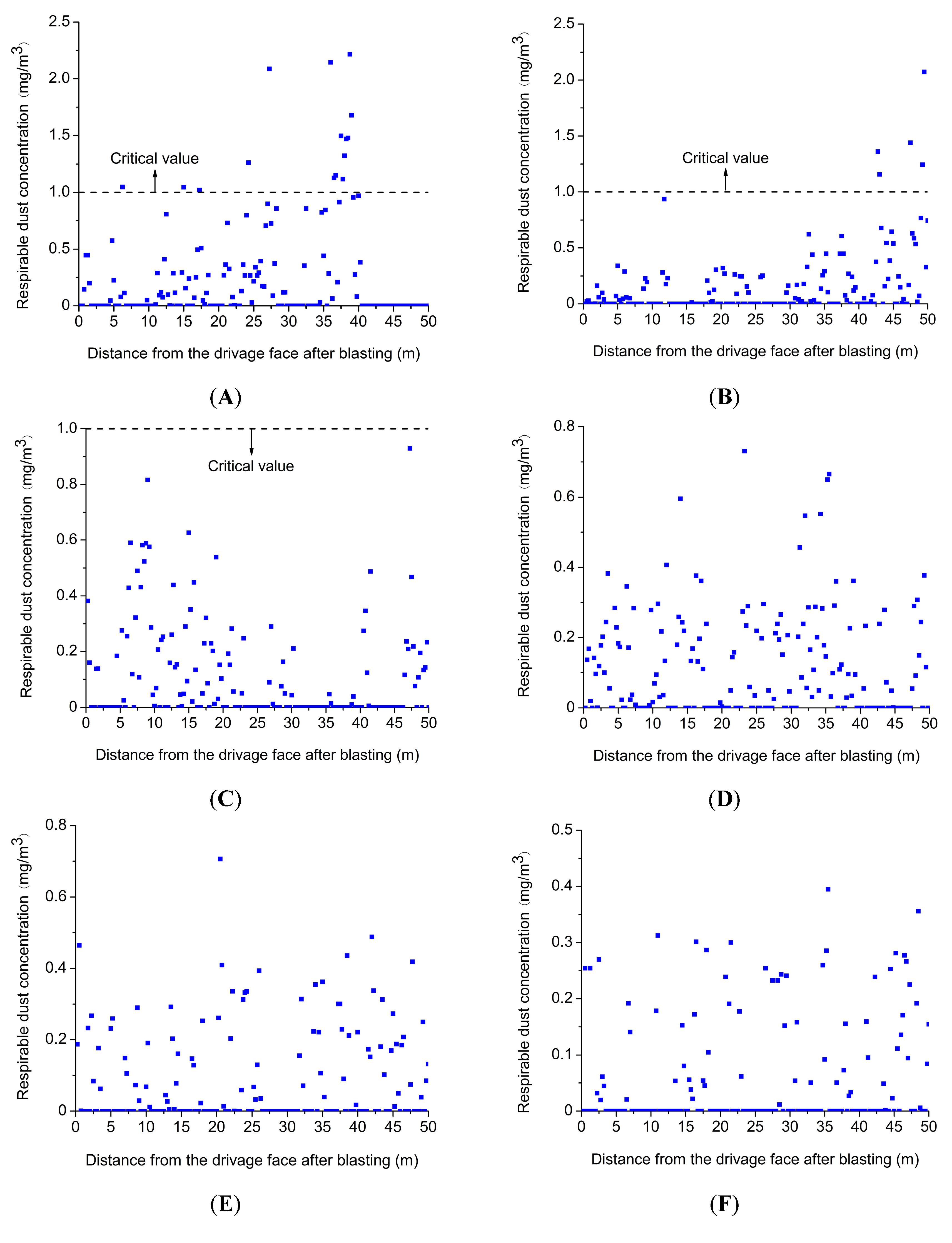
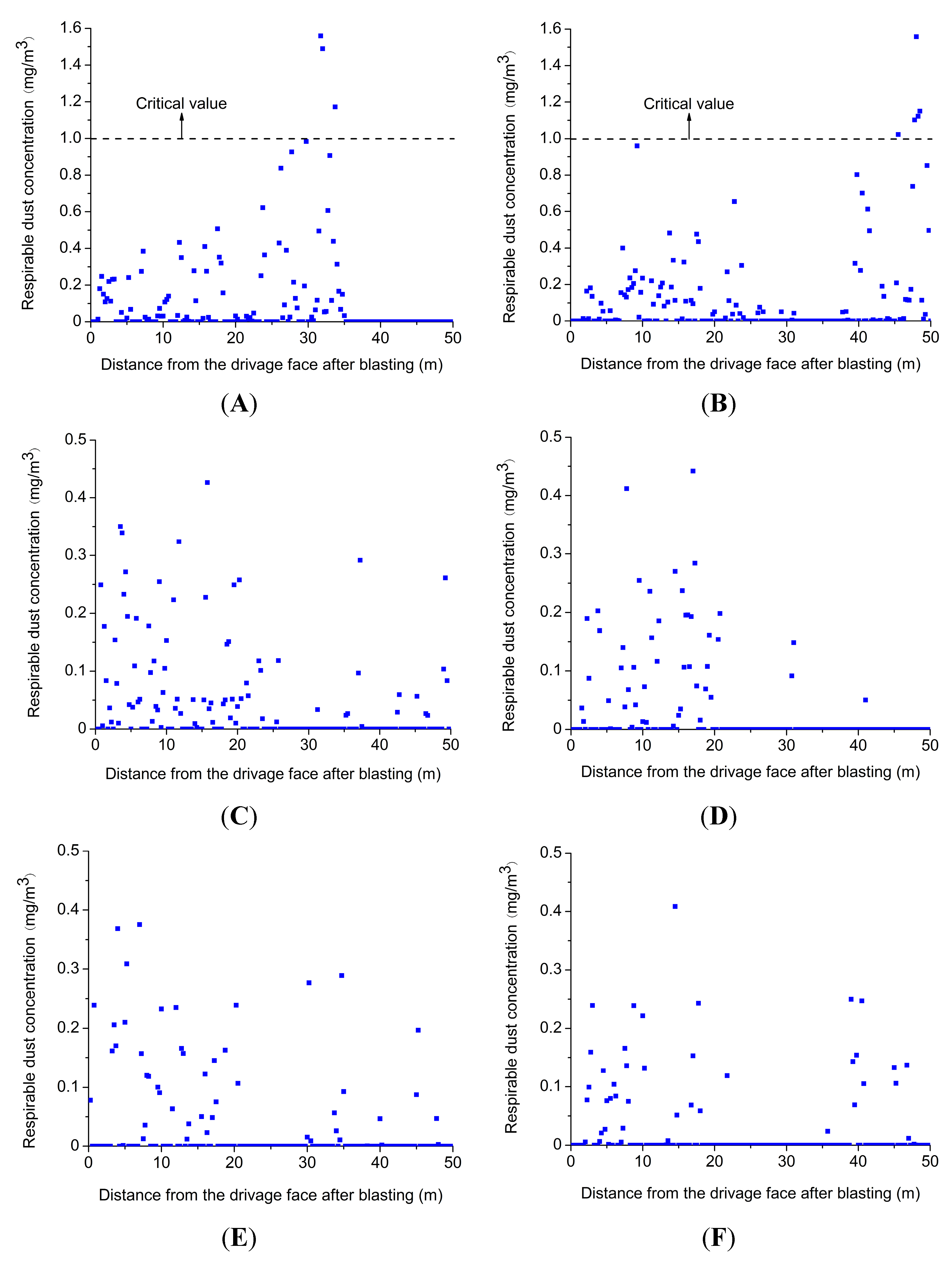
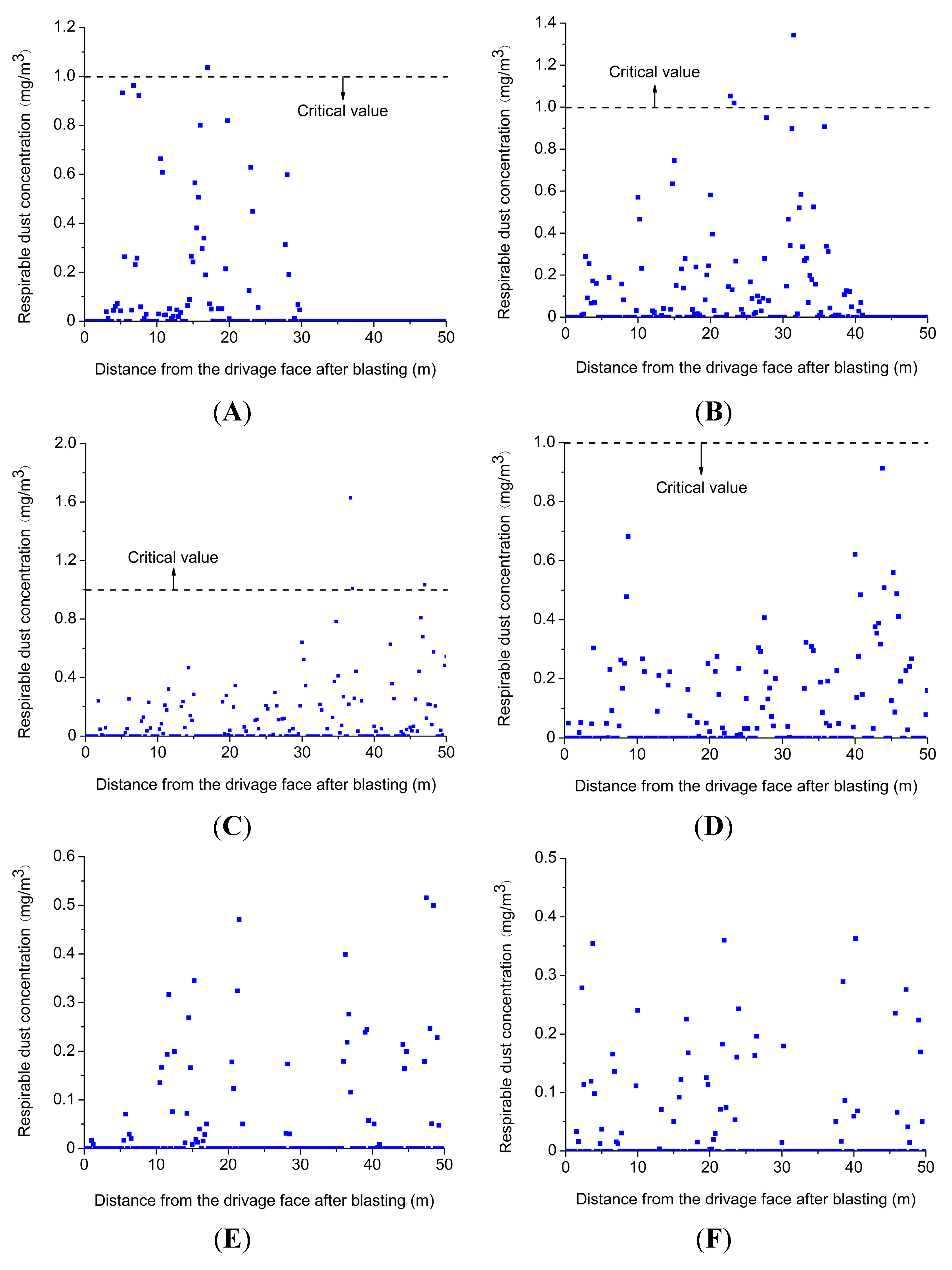
4.2. Temporal and Spatial Distribution Characteristics of Respirable Dust
| Free Silica Dioxide Content of Respirable Dust (%) | Maximum Allowable Concentration (mg/m3) |
|---|---|
| <10 | 3.5 |
| 10~50 | 1 |
| 50~80 | 0.5 |
| ≥80 | 0.3 |
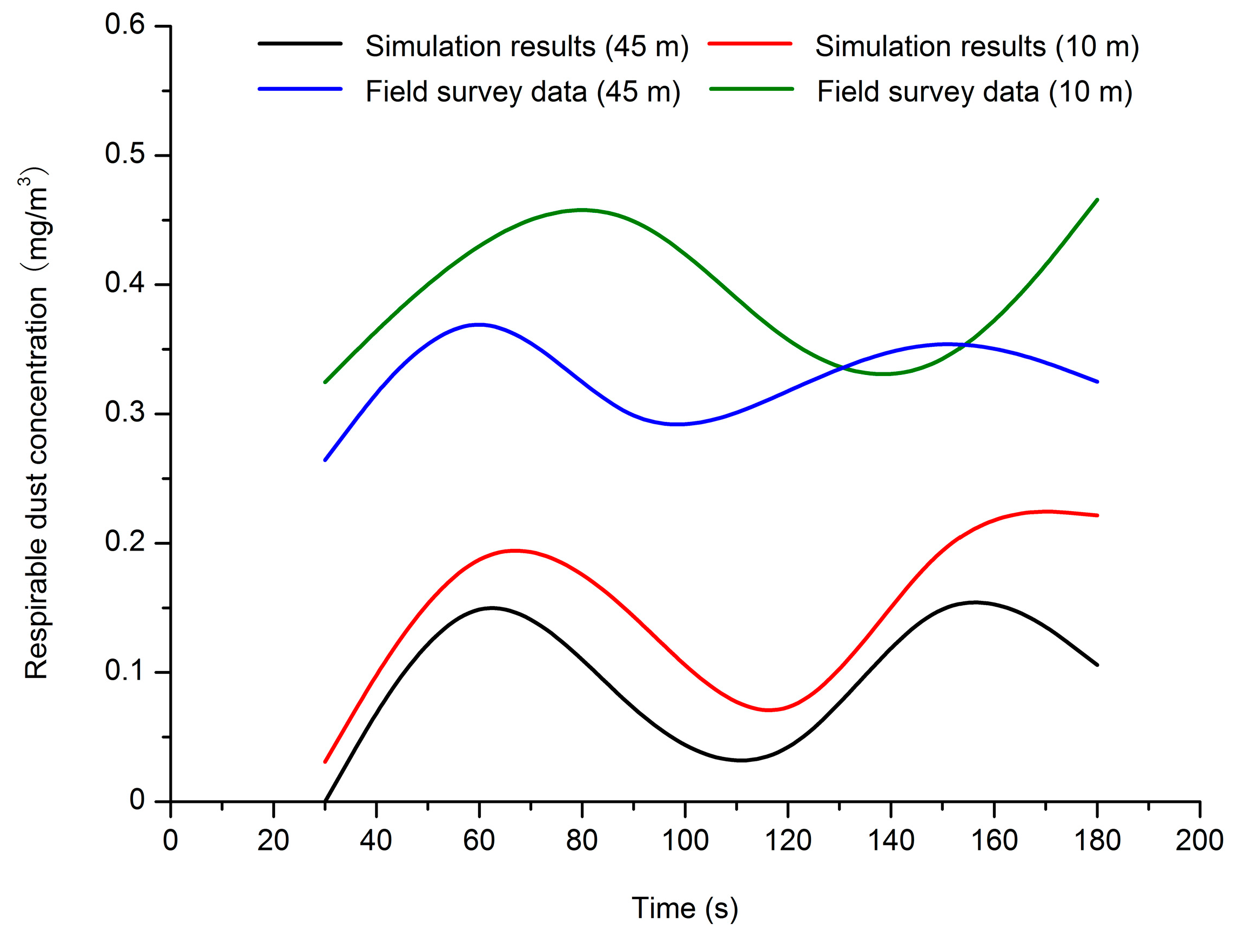
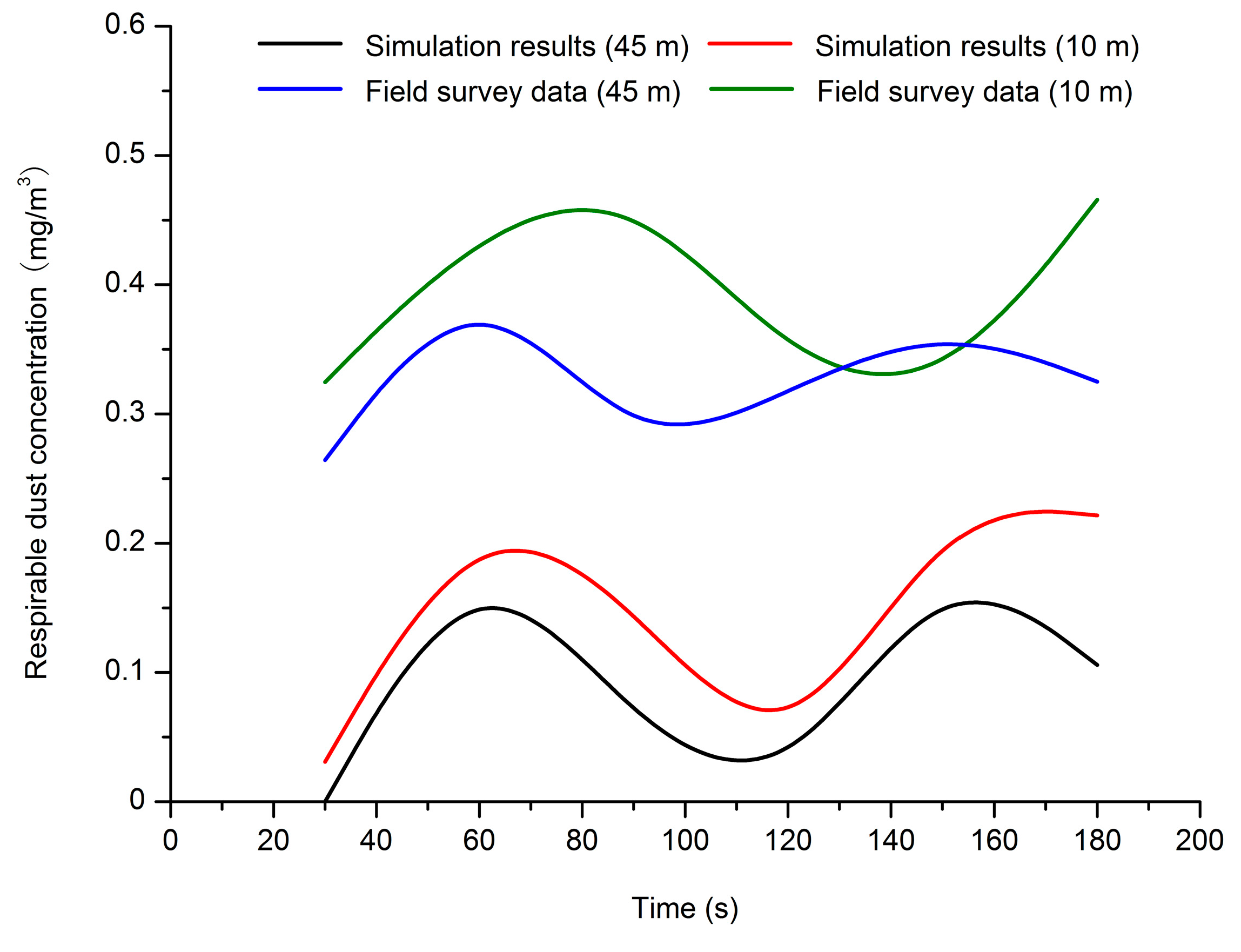
4.3. Field Verification
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Nomenclature
| u | velocity (m/s) |
| v | solid phase velocity (m/s) |
| Dp | particle diameter (m) |
| Re | Reynolds number |
| m | mass (kg) |
| V | velocity (m/s) |
| J | impulse exerted on particle 1 |
| f | friction coefficient |
| e | coefficient of restitution |
| G | relative velocity (m/s) |
| n | normal unit vector |
| t | unit vector in the tangential direction |
| H | height (m) |
| r | particle radius |
Greek Letters
| ε | voidage |
| κ | turbulence Kinetic energy (m2·s−2) |
| μ | dynamic viscosity (N·s/m2) |
| μt | turbulent viscosity (N·s/m2) |
| ρ | gas phase density (kg/m3) |
| τ | turbulent stress tensor (Pa) |
| δ | Kronecker constant |
References
- Zheng, Y.P.; Feng, C.G.; Jing, G.X.; Qian, X.M.; Li, X.J.; Liu, Z.Y.; Huang, P. A statistical analysis of coal mine accidents caused by coal dust explosions in China. J. Loss Prev. Process Ind. 2009, 22, 528–532. [Google Scholar] [CrossRef]
- Jimeno, E.L.; Jimino, C.L.; Carcedo, A. Drilling and Blasting of Rocks; CRC Press: Boca Raton, FL, USA, 1995. [Google Scholar]
- Langefors, U.; Kihlström, B. The Modern Technique of Rock Blasting; Wiley: Hoboken, NJ, USA, 1978. [Google Scholar]
- Wang, H.T.; Wang, D.M.; Lu, X.X.; Gao, Q.C.; Ren, W.X.; Zhang, Y.K. Experimental investigations on the performance of a new design of foaming agent adding device used for dust control in underground coal mines. J. Loss Prev. Process Ind. 2012, 25, 1075–1084. [Google Scholar] [CrossRef]
- Erol, I.; Aydin, H.; Didari, V.; Ural, S. Pneumoconiosis and quartz content of respirable dusts in the coal mines in Zonguldak, Turkey. Int. J. Coal Geol. 2013, 116–117, 26–35. [Google Scholar] [CrossRef]
- Xi, Z.L.; Jiang, M.M.; Yang, J.J.; Tu, X. Experimental study on advantages of foam-sol in coal dust control. Process Saf. Environ. Prot. 2014, 92, 637–644. [Google Scholar]
- Tien, J.C. Dust control practices in Chinese coal mines, with remarks on black lung. Eng. Min. J. 2011, 63, 24–29. [Google Scholar]
- Amato, F.; Querol, X.; Johansson, C.; Nagl, C.; Alastuey, A. A review on the effectiveness of streets weeping, washing and dust suppressants as urban PM control methods. Sci. Total. Environ. 2010, 408, 3070–3084. [Google Scholar] [CrossRef] [PubMed]
- Smitham, J.B.; Nicol, S.K. Physico-chemical principles controlling the emission of coal dust stockpiles. Powder Technol. 1991, 64, 259–270. [Google Scholar] [CrossRef]
- Medeiros, M.A.; Leite, C.M.M.; Lago, R.M. Use of glycerol by-product of biodiesel to produce an efficient dust suppressant. Chem. Eng. J. 2012, 180, 364–369. [Google Scholar] [CrossRef]
- Zhang, X.K.; Zhou, G. Technology of high-efficiency comprehensive dust removal in whole rock fully mechanized driving face. Chin. J. Coal Sci. Technol. 2013, 41, 81–83. [Google Scholar]
- Li, Y.C.; Liu, J. Numerical simulation of dust control using air curtain based on gas-solid two-phase flow. Chin. J. Liaoning Tech. Univ. 2012, 31, 765–769. [Google Scholar]
- Wang, Y.C.; Luo, G.; Geng, F.; Li, Y.B.; Li, Y.L. Numerical study on dust movement and dust distribution for hybrid ventilation system in a laneway of coal mine. J. Loss Prev. Process Ind. 2015, 36, 146–157. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, Z.A.; Du, C.F.; He, Z.L.; Hu, G.Y. Field study and numerical research on dust concentration distribution in the excavation tunnel. Chin. J. Liaoning Tech. Univ. 2011, 33, 345–348. [Google Scholar]
- Wang, H.; Jiang, Z.A.; Huang, L.T.; Liao, X.X.; Wand, J.R. Experimental research on pressing air-absorption air volumeratio in FPNA ventilation for excavation roadways. Chin. J. Liaoning Tech. Univ. 2011, 30, 168–171. [Google Scholar]
- Toraño, J.; Torno, S.; Menéndez, M.; Gent, M. Auxiliary ventilation in mining roadways driven with roadheaders: Validated CFD modelling of dust behavior. Tunn. Undergr. Space Technol. 2011, 26, 201–210. [Google Scholar] [CrossRef]
- Kurnia, J.C.; Sasmito, A.P.; Mujumdar, A.S. Dust dispersion and management in underground mining faces. Int. J. Min. Sci. Technol. 2014, 24, 39–44. [Google Scholar] [CrossRef]
- Wang, Z.W.; Ren, T. Investigation of airflow and respirable dust flow behaviour above an underground bin. Powder Technol. 2013, 250, 103–114. [Google Scholar] [CrossRef]
- Zhang, S.Z.; Cheng, W.M.; Zhou, G.; Yang, P.; Qi, Y.D. Study on dust density measurement accuracy of fully mechanized caving face. In Proceeding of the International Symposium on Safety Science and Technology, Beijing, China, 24–27 September 2008; pp. 1488–1492.
- Sa, Z.Y.; Li, F.; Qin, B.; Pan, X.H. Numerical simulation study of dust concentration distribution regularity in cavern stope. Saf. Sci. 2012, 50, 857–860. [Google Scholar] [CrossRef]
- Levy, A. Two-fluid approach for plug flow simulations in horizontal pneumatic conveying. Powder Technol. 2000, 112, 263–272. [Google Scholar] [CrossRef]
- Tsuji, Y.; Tanaka, T.; Yonemura, S. Cluster patters in circulating fluidized beds predicted by numerical simulation (discrete particle model versus two-fluid model). Powder Technol. 1998, 95, 254–264. [Google Scholar] [CrossRef]
- Hoomans, B.P.B.; Kuipers, J.A.M.; van Swaaij, W.P.M. Granular dynamics simulation of segregation phenomena in bubbling gas-fluidized beds. Powder Technol. 2000, 109, 41–48. [Google Scholar] [CrossRef]
- China State Administration of Work Safety. Specification of Coal and Gas Outburst Prevention; China Coal Industry Press: Beijing, China, 2011. [Google Scholar]
- Bian, M.L. PM2.5 dust concentration distribution law of open pit coal mine during perforation and transportion. Chin. Saf. Coal Mines 2015, 46, 50–53. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, S.; Wang, Z.; Feng, G. Temporal and Spatial Distribution of Respirable Dust After Blasting of Coal Roadway Driving Faces: A Case Study. Minerals 2015, 5, 679-692. https://doi.org/10.3390/min5040517
Hu S, Wang Z, Feng G. Temporal and Spatial Distribution of Respirable Dust After Blasting of Coal Roadway Driving Faces: A Case Study. Minerals. 2015; 5(4):679-692. https://doi.org/10.3390/min5040517
Chicago/Turabian StyleHu, Shengyong, Zhuo Wang, and Guorui Feng. 2015. "Temporal and Spatial Distribution of Respirable Dust After Blasting of Coal Roadway Driving Faces: A Case Study" Minerals 5, no. 4: 679-692. https://doi.org/10.3390/min5040517