
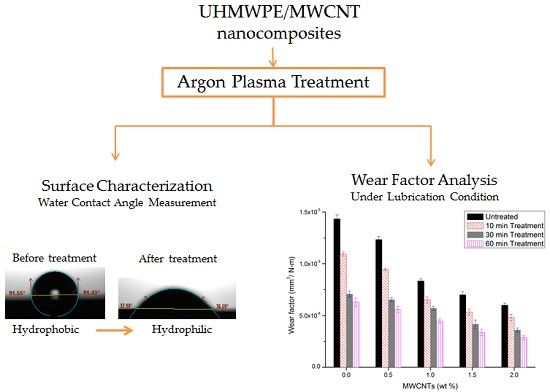
Effect of Argon Plasma Treatment on Tribological Properties of UHMWPE/MWCNT Nanocomposites

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experimental Materials and Methods
2.1. Materials
2.2. Preparation of Nanocomposites
2.3. Plasma Treatment
2.4. Surface Analysis
2.5. Wear Studies Using a Pin-on-Disc (POD) Tribometer
2.6. Hardness and Surface Roughness Measurements
3. Results and Discussion
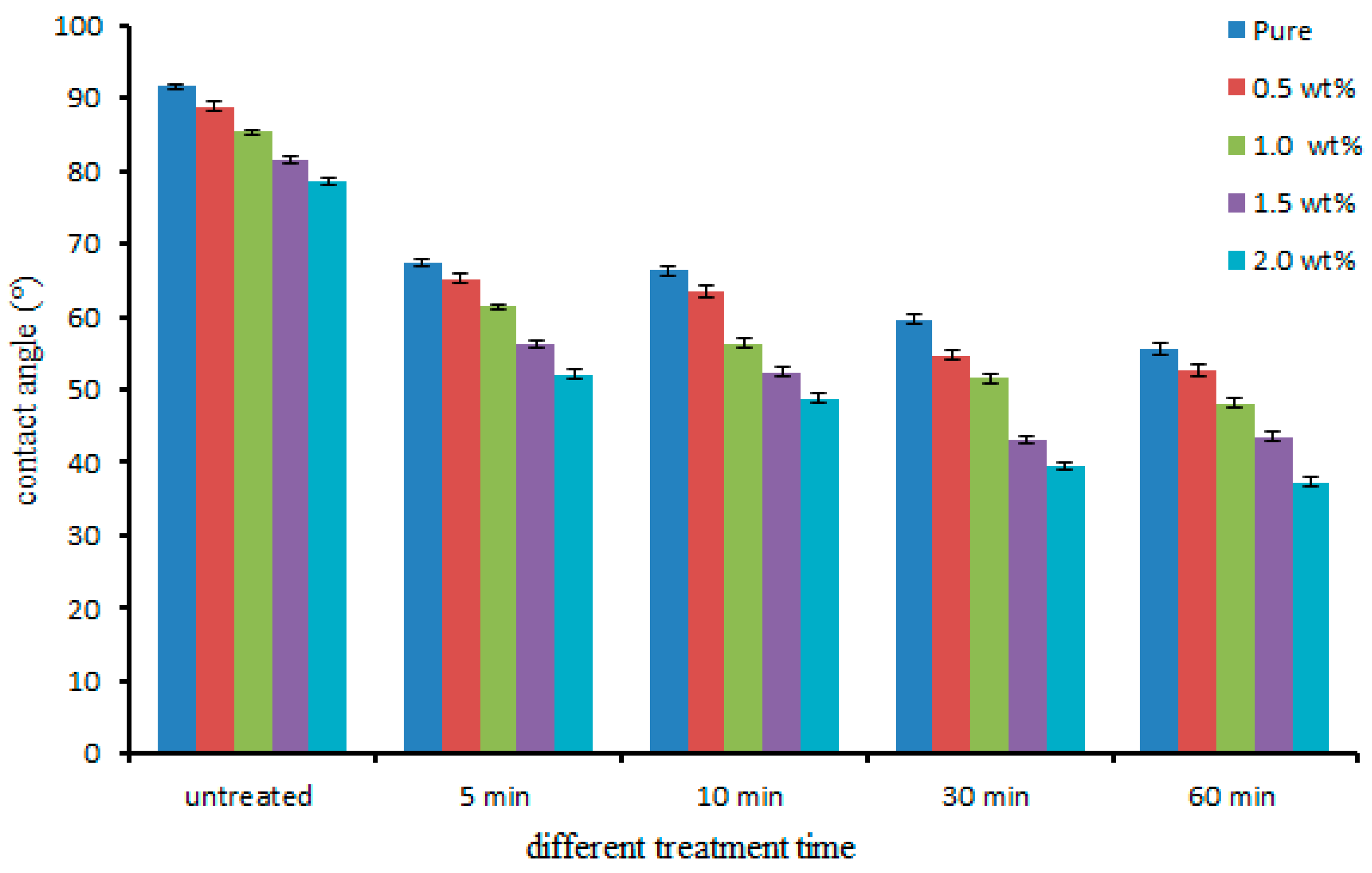
3.1. Water Contact Angle Measurement
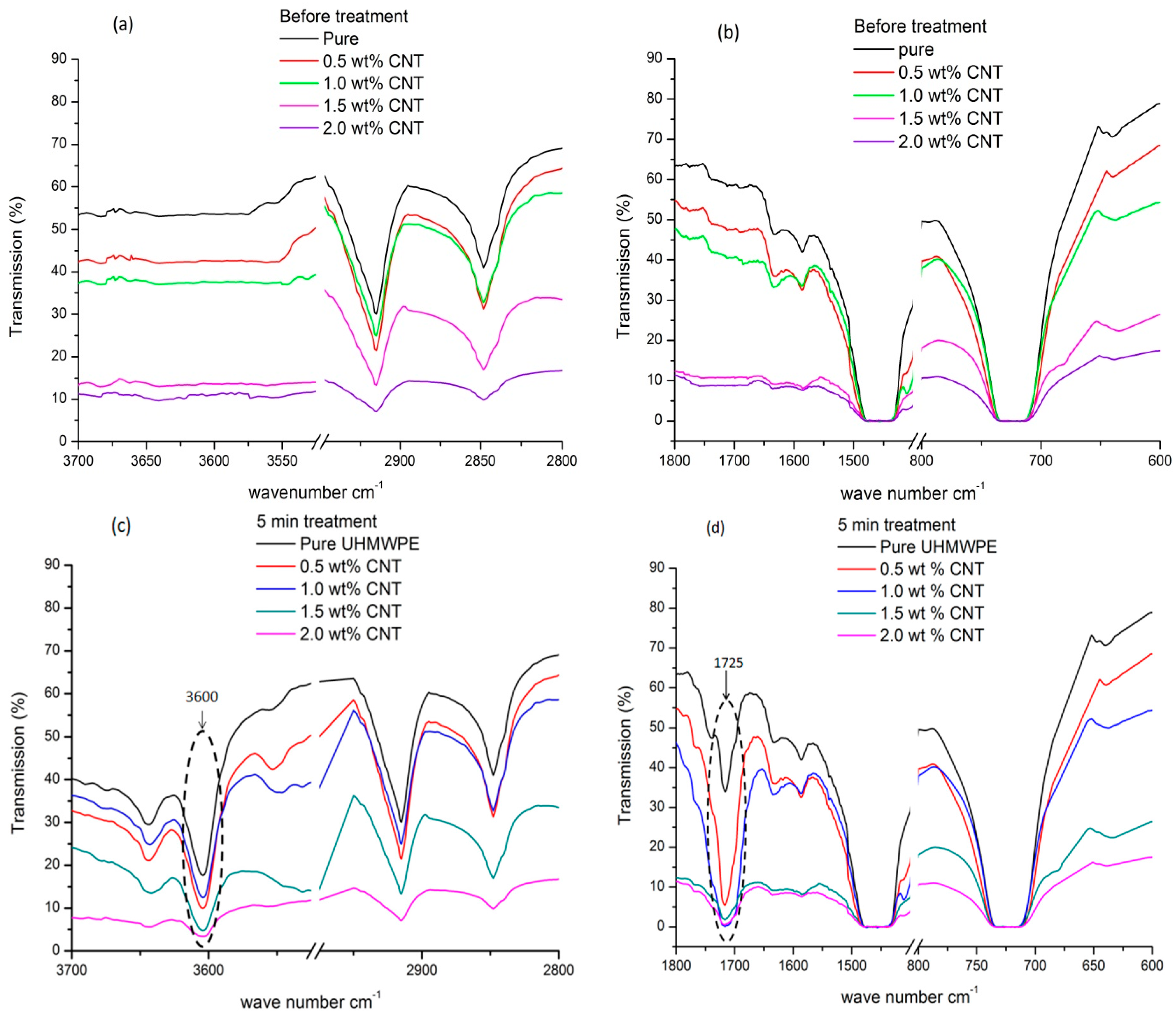
3.2. ATR-FTIR Spectrometry
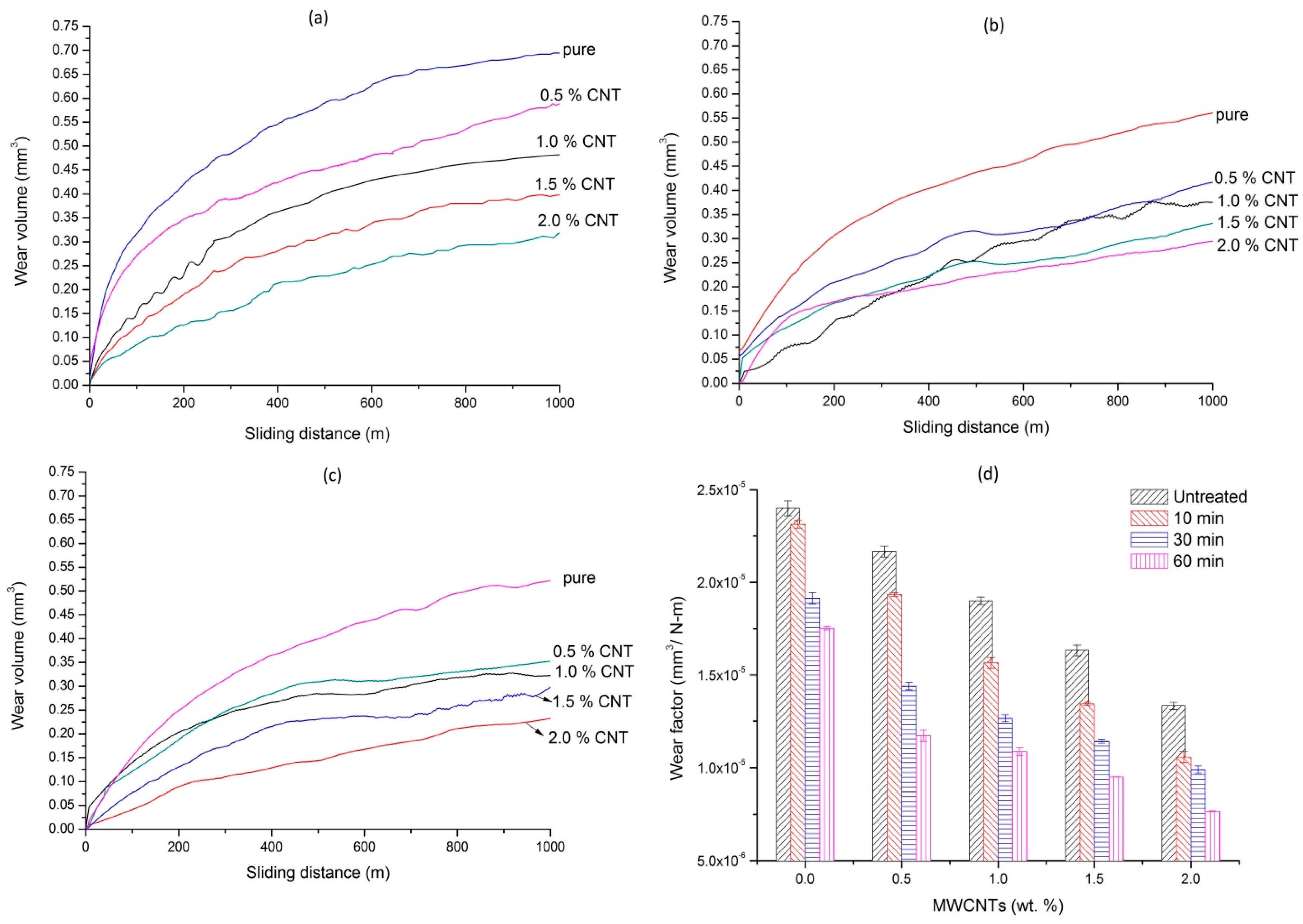
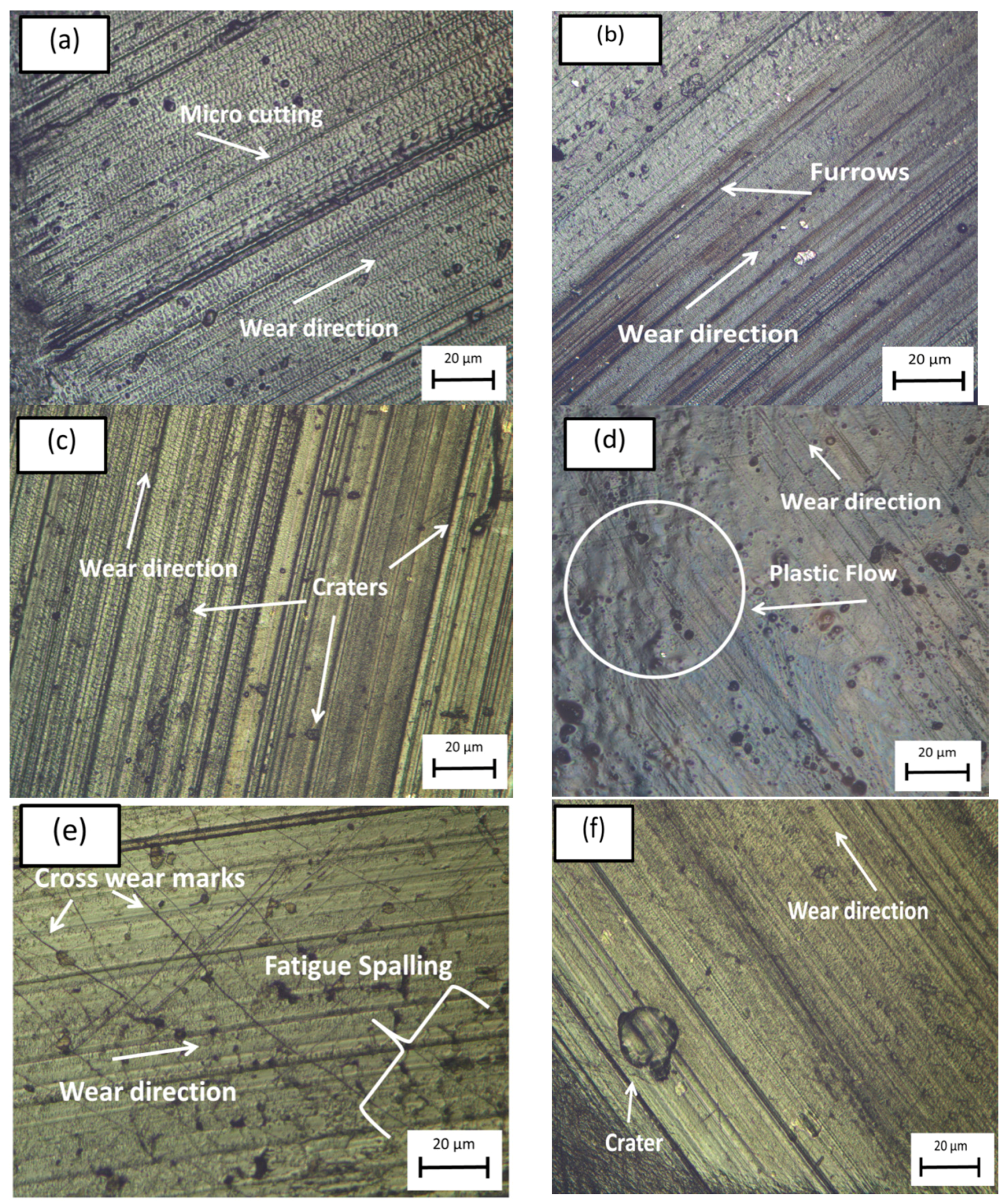
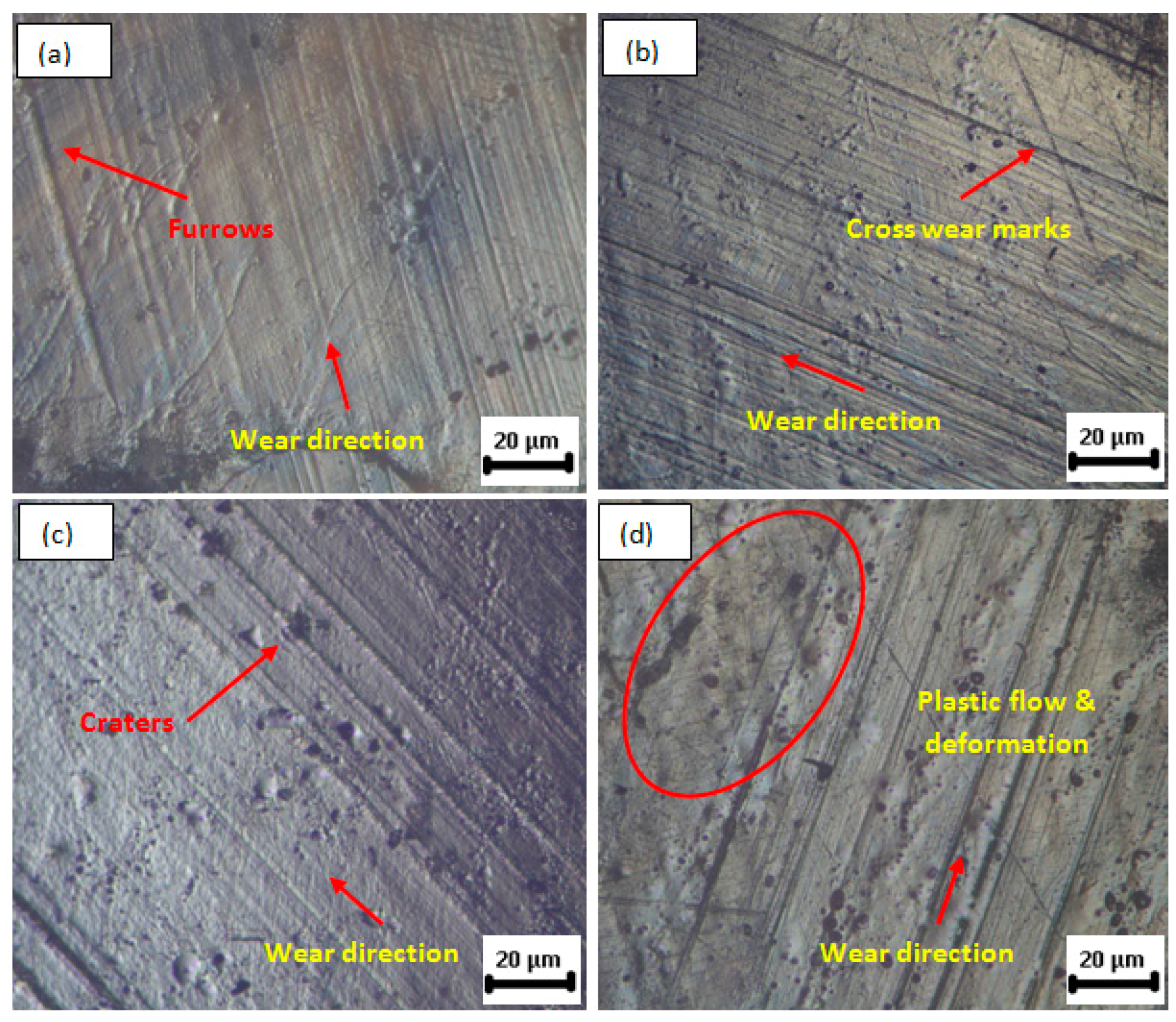
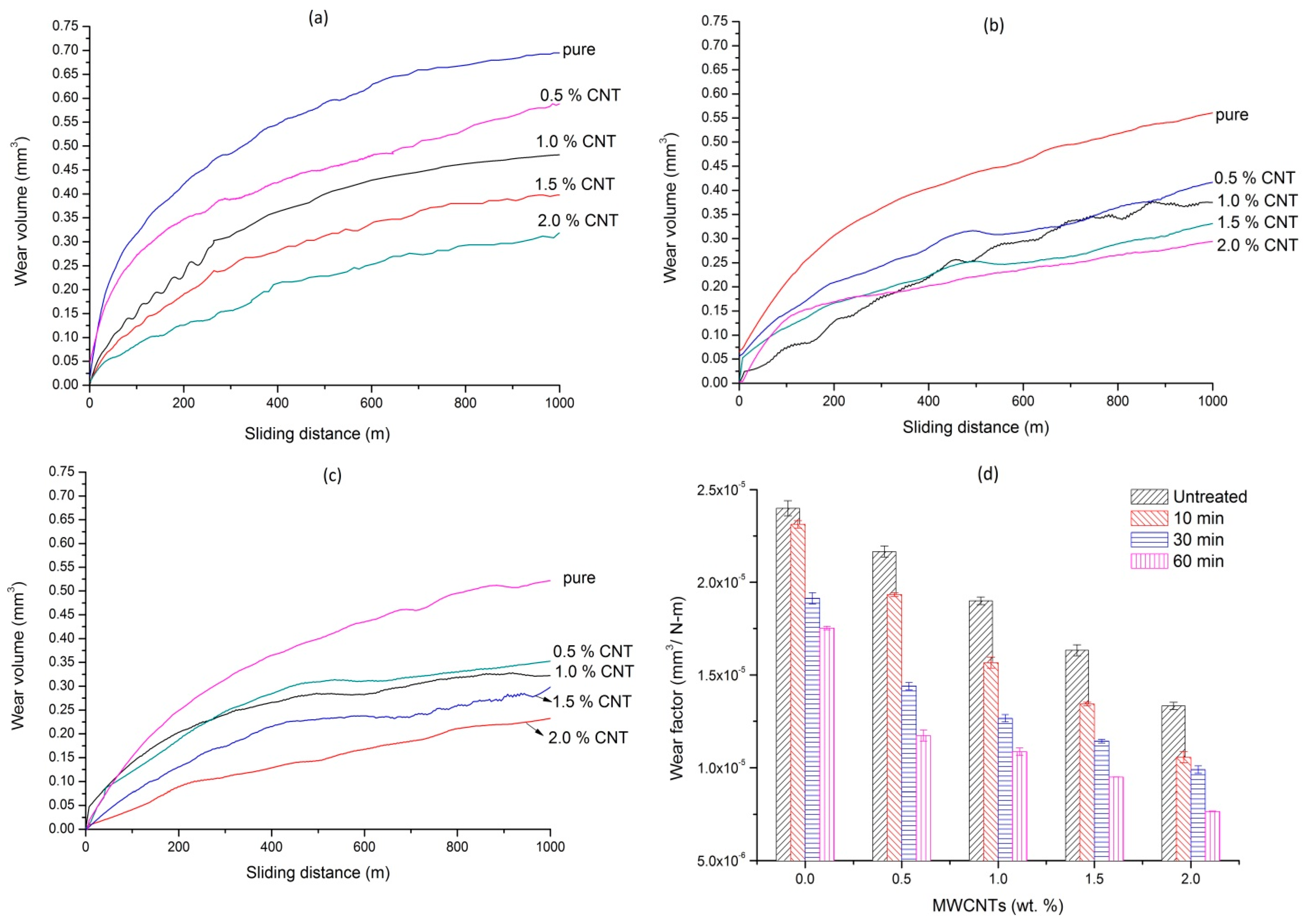
3.3. Wear Studies on Plasma-Treated Samples
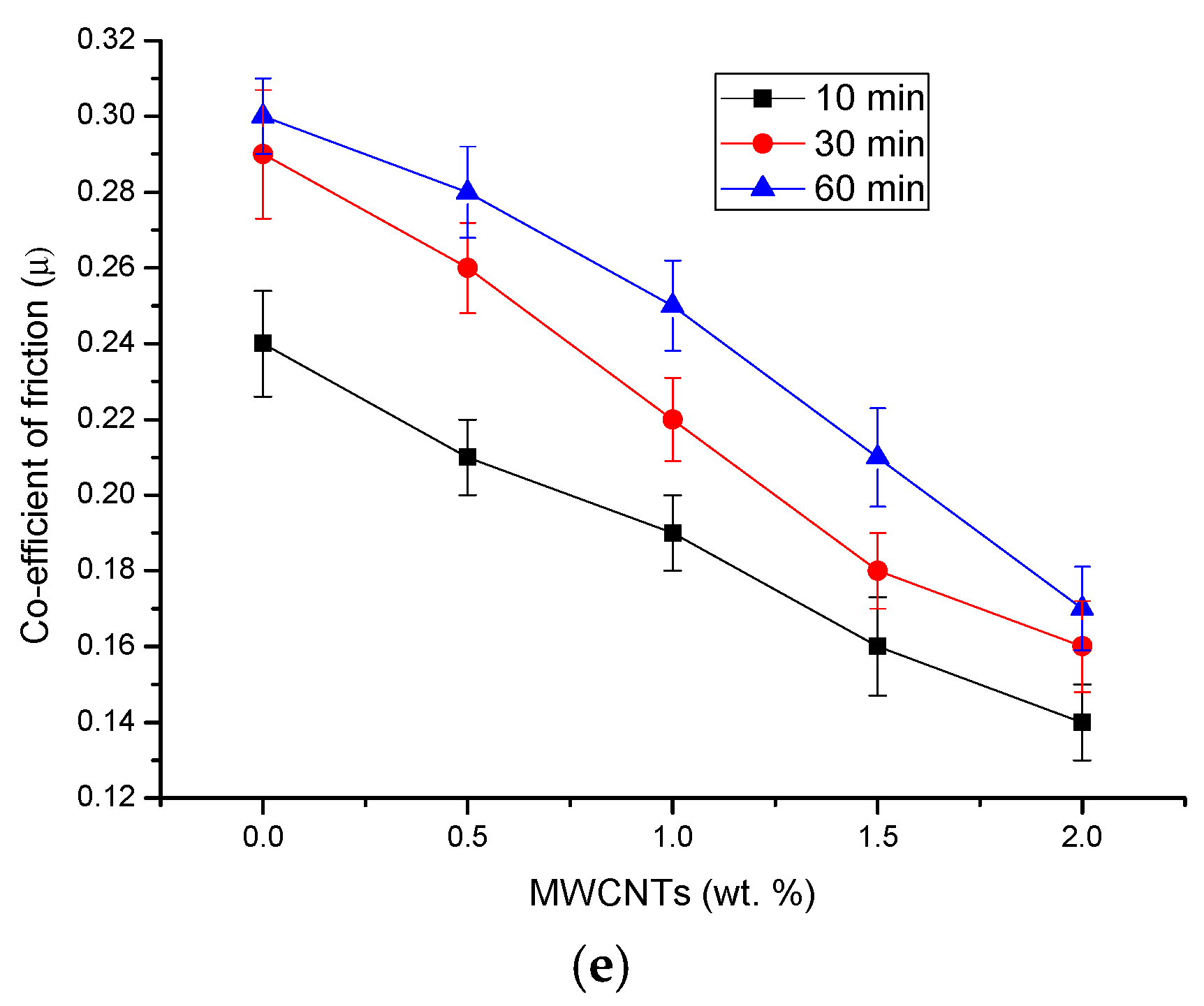
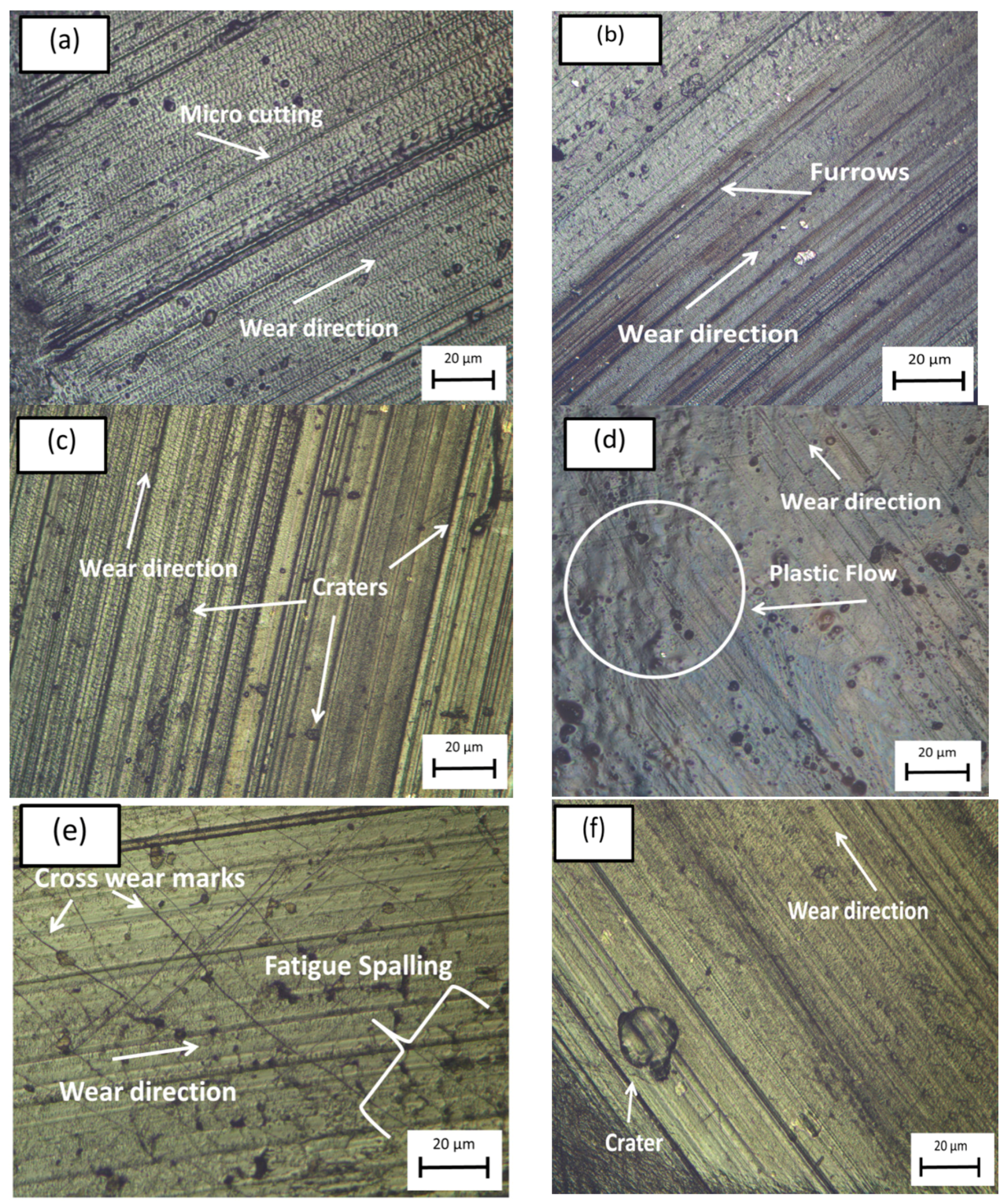
3.3.1. Wear Studies of Plasma-Treated Samples under Dry Conditions
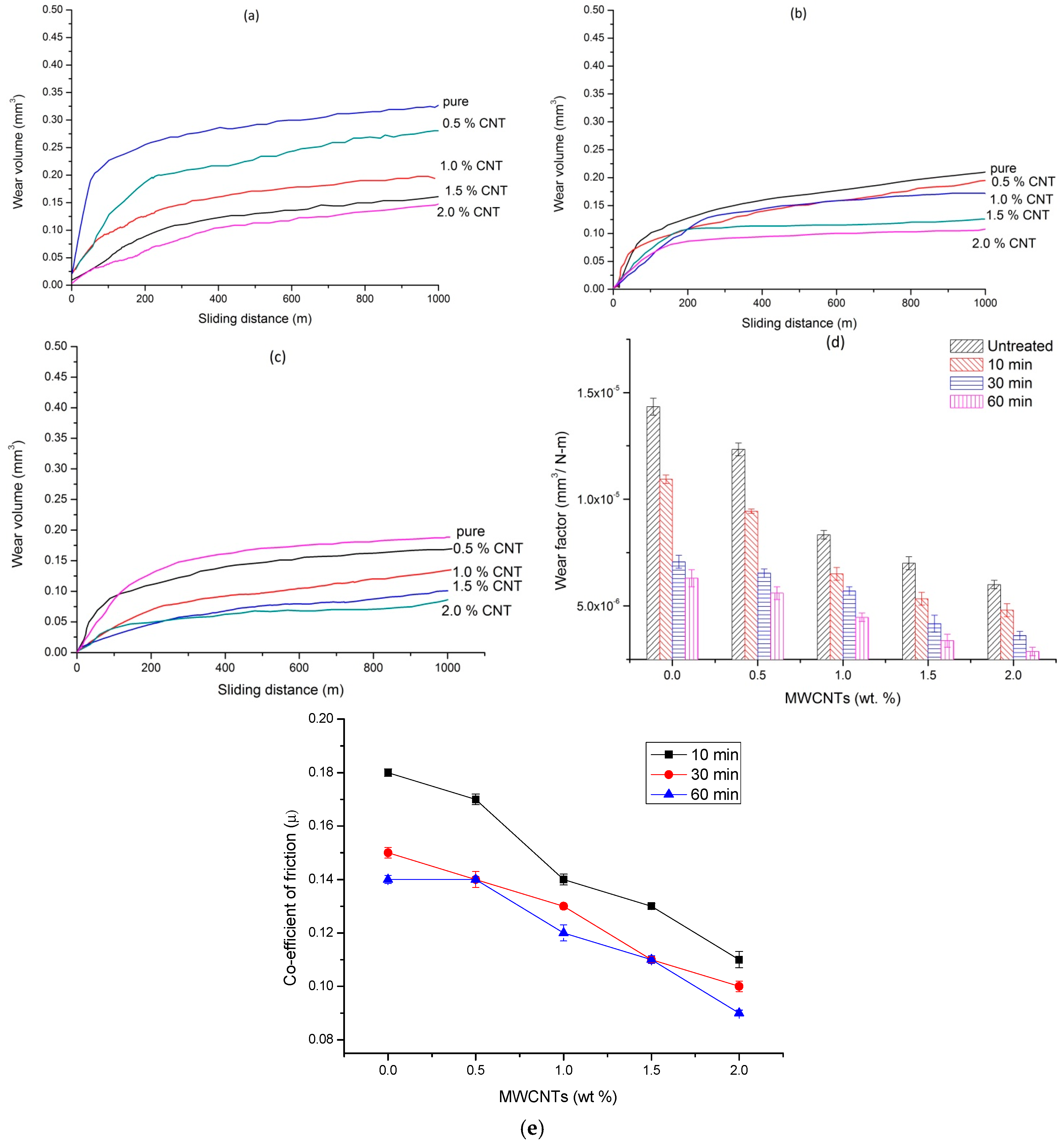
3.3.2. Wear Studies of Plasma Treated Samples under N-Saline Lubricant Conditions
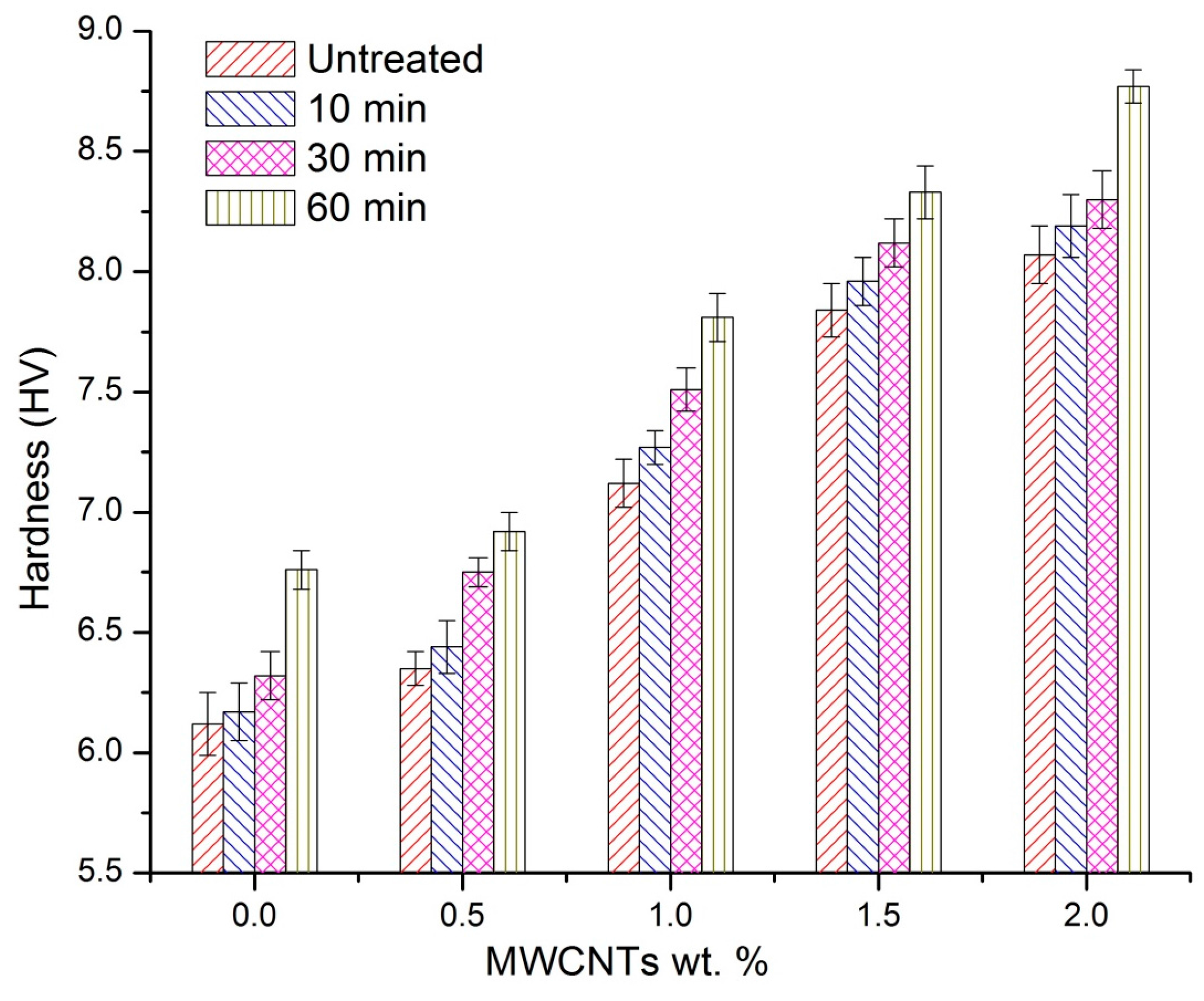
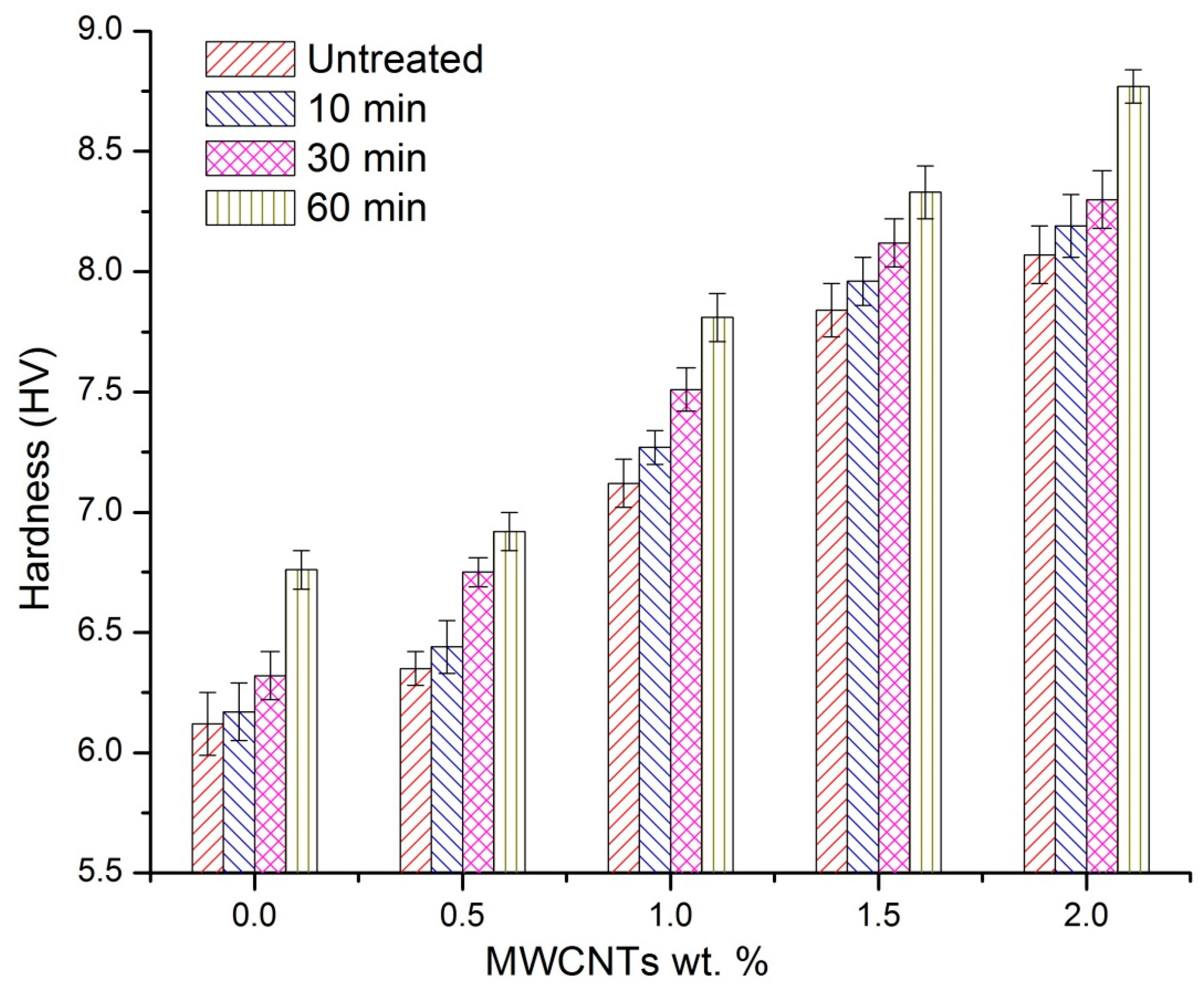
3.4. Hardness and Surface Roughness of Nanocomposites
4. Conclusions
Acknowledgements
Author Contributions
Conflicts of Interest
References
- Jin, Z.M.; Stone, M.; Ingham, E.; Fisher, J. (v) Biotribology. Curr. Orthop. 2006, 20, 32–40. [Google Scholar] [CrossRef]
- Debnath, S.; Ranade, R.; Wunder, S.L.; Baran, G.R.; Zhang, J.; Fisher, E.R. Chemical surface treatment of ultrahigh molecular weight polyethylene for improved adhesion to methacrylate resins. J. Appl. Polym. Sci. 2005, 96, 1564–1572. [Google Scholar] [CrossRef]
- Oral, E.; Wannomae, K.K.; Hawkins, N.; Harris, W.H.; Muratoglu, O.K. α-Tocopherol-doped irradiated UHMWPE for high fatigue resistance and low wear. Biomaterials 2004, 25, 5515–5522. [Google Scholar] [CrossRef] [PubMed]
- Chiesa, R.; Tanzi, M.C.; Alfonsi, S.; Paracchini, L.; Moscatelli, M.; Cigada, A. Enhanced wear performance of highly crosslinked UHMWPE for artificial joints. J. Biomed. Mater. Res. 2000, 50, 381–387. [Google Scholar] [CrossRef]
- Section, A.J.; Hospital, O.N. Wear of high-dose gamma-irradiated polyethylene in total hip replacements. J. Orthop. Sci. 2000, 5, 223–228. [Google Scholar]
- Shi, W.; Li, X.Y.; Dong, H. Improved wear resistance of ultra-high molecular weight polyethylene by plasma immersion ion implantation. Wear 2001, 250, 544–552. [Google Scholar] [CrossRef]
- Cummings, C.S.; Lucas, E.M.; Marro, J.A.; Kieu, T.M.; DesJardins, J.D. The effects of proton radiation on UHMWPE material properties for space flight and medical applications. Adv. Space Res. 2011, 48, 1572–1577. [Google Scholar] [CrossRef]
- Riveiro, A.; Soto, R.; Del Val, J.; Comesaña, R.; Boutinguiza, M.; Quintero, F.; Lusquiños, F.; Pou, J. Laser surface modification of ultra-high-molecular-weight polyethylene (UHMWPE) for biomedical applications. Appl. Surf. Sci. 2014, 302, 236–242. [Google Scholar] [CrossRef]
- Zoo, Y.S.; An, J.W.; Lim, D.P.; Lim, D.S. Effect of carbon nanotube addition on tribological behavior of UHMWPE. Tribol. Lett. 2004, 16, 305–310. [Google Scholar] [CrossRef]
- Dangsheng, X. Friction and wear properties of UHMWPE composites reinforced with carbon fiber. Mater. Lett. 2005, 59, 175–179. [Google Scholar] [CrossRef]
- Fang, L.; Leng, Y.; Gao, P. Processing of hydroxyapatite reinforced ultrahigh molecular weight polyethylene for biomedical applications. Biomaterials 2005, 26, 3471–3478. [Google Scholar] [CrossRef] [PubMed]
- Plumlee, K.; Schwartz, C.J. Improved wear resistance of orthopaedic UHMWPE by reinforcement with zirconium particles. Wear 2009, 267, 710–717. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, D.; Ge, S. Biotribological behaviour of ultra-high molecular weight polyethylene composites containing Ti in a hip joint simulator. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2007, 221, 307–313. [Google Scholar] [CrossRef]
- Ge, S.; Wang, S.; Huang, X. Increasing the wear resistance of UHMWPE acetabular cups by adding natural biocompatible particles. Wear 2009, 267, 770–776. [Google Scholar] [CrossRef]
- Xiong, D.; Ge, S. Friction and wear properties of UHMWPE/Al2O3 ceramic under different lubricating conditions. Wear 2001, 250, 242–245. [Google Scholar] [CrossRef]
- Chang, B.P.; Md. Akil, H.; Nasir, R.B. Comparative study of micro- and nano-ZnO reinforced UHMWPE composites under dry sliding wear. Wear 2013, 297, 1120–1127. [Google Scholar] [CrossRef]
- Guofang, G.; Huayong, Y.; Xin, F. Tribological properties of kaolin filled UHMWPE composites in unlubricated sliding. Wear 2004, 256, 88–94. [Google Scholar] [CrossRef]
- Kaklamani, G.; Mehrban, N.; Chen, J.; Bowen, J.; Dong, H.; Grover, L.; Stamboulis, A. Effect of plasma surface modification on the biocompatibility of UHMWPE. Biomed. Mater. 2010, 5, 054102. [Google Scholar] [CrossRef] [PubMed]
- France, R.M.; Short, R.D. Plasma treatment of polymers Effects of energy transfer from an argon plasma on the surface chemistry of poly(styrene), low density poly(ethylene), poly(propylene) and poly(ethylene terephthalate). J. Chem. Soc. Faraday Trans. 1997, 93, 3173–3178. [Google Scholar] [CrossRef]
- Chu, P.; Chen, J.; Wang, L.; Huang, N. Plasma-surface modification of biomaterials. Mater. Sci. Eng. R Rep. 2002, 36, 143–206. [Google Scholar] [CrossRef]
- Grace, J.M.; Gerenser, L.J. Plasma Treatment of Polymers. J. Dispersion Sci. Technol. 2003, 24, 305–341. [Google Scholar] [CrossRef]
- Tay, W.H.; Kausik, S.S.; Wong, C.S.; Yap, S.L.; Muniandy, S.V. Statistical modelling of discharge behavior of atmospheric pressure dielectric barrier discharge. Phys. Plasmas 2014, 21, 113502. [Google Scholar] [CrossRef]
- Rama Sreekanth, P.S.; Kanagaraj, S. Restricting the ageing degradation of the mechanical properties of gamma irradiated UHMWPE using MWCNTs. J. Mech. Behav. Biomed. Mater. 2013, 21, 57–66. [Google Scholar] [CrossRef] [PubMed]
- Esumi, K.; Ishigami, M.; Nakajima, A.; Sawada, K.; Honda, H. Chemical treatment of carbon nanotubes. Carbon 1996, 34, 279–281. [Google Scholar] [CrossRef]
- Kanagaraj, S.; Fonseca, A.; Guedes, R.M.; Oliveira, M.S.A.; Simões, J.A.O. Thermo-mechanical behaviour of ultrahigh molecular weight polyethylene-carbon nanotubes composites under different cooling techniques. Defect Diffus. Forum 2011, 312–315, 331–340. [Google Scholar] [CrossRef]
- Kim, S.; Kafi, A.A.; Bafekpour, E.; Lee, Y.; Fox, B.; Hussain, M.; Choa, Y. Wettability investigation of UV/O3 and acid functionalized MWCNT and MWCNT/PMMA nanocomposites by contact angle measurement. J. Nanomater. 2015, 2015. [Google Scholar] [CrossRef]
- Rupp, F.; Gittens, R.A.; Scheideler, L.; Marmur, A.; Boyan, B.D.; Schwartz, Z.; Geis-Gerstorfer, J. A review on the wettability of dental implant surfaces I: Theoretical and experimental aspects. Acta Biomater. 2014, 10, 2894–2906. [Google Scholar] [CrossRef] [PubMed]
- Guruvenket, S.; Rao, G.M.; Komath, M.; Raichur, A.M. Plasma surface modification of polystyrene and polyethylene. Appl. Surf. Sci. 2004, 236, 278–284. [Google Scholar] [CrossRef]
- Sreekanth, P.S.R.; Kanagaraj, S. Influence of multi walled carbon nanotubes reinforcement and gamma irradiation on the wear behaviour of UHMWPE. Wear 2014, 334–335, 82–90. [Google Scholar] [CrossRef]
- Wang, H.; Feng, J.; Hu, X.; Ng, K.M. Tribological behaviors of aligned carbon nanotube/fullerene-epoxy nanocomposites. Polym. Eng. Sci. 2008, 48, 1467–1475. [Google Scholar] [CrossRef]
- Jia, Z.; Wang, Z.; Xu, C.; Liang, J.; Wei, B.; Wu, D.; Zhu, S. Study on poly(methyl methacrylate)/carbon nanotube composites. Mater. Sci. Eng. A 1999, 271, 395–400. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Balani, K.; Lalia, T.; Tercero, J.; Agarwal, A. The nanomechanical and nanoscratch properties of MWNT-reinforced ultrahigh-molecular-weight polyethylene coatings. JOM 2007, 59, 50–53. [Google Scholar] [CrossRef]
- Bismarck, A.; Brostow, W.; Chiu, R.; Hagg Lobland, H.E.; Ho, K.K.C. Effect of plasma surface treatment on tribology of thermoplastic polymers. Polym. Eng. Sci. 2008, 48, 1971–1976. [Google Scholar] [CrossRef]
- Xie, D.; Liu, H.; Deng, X.; Leng, Y.X.; Huang, N. Deposition of a-C:H films on UHMWPE substrate and its wear-resistance. Appl. Surf. Sci. 2009, 256, 284–288. [Google Scholar] [CrossRef]
- Liu, H.; Pei, Y.; Xie, D.; Deng, X.; Leng, Y.X.; Jin, Y.; Huang, N. Surface modification of ultra-high molecular weight polyethylene (UHMWPE) by argon plasma. Appl. Surf. Sci. 2010, 256, 3941–3945. [Google Scholar] [CrossRef]
- Qianming, G.; Dan, L.; Zhi, L.; Xiao-Su, Y.; Ji, L. Tribology properties of carbon nanotube-reinforced composites. Tribol. Interface Eng. Ser. 2008, 55, 245–267. [Google Scholar]
- Rama Sreekanth, P.S.; Kumar, N.N.; Kanagaraj, S. Improving post irradiation stability of high density polyethylene by multi walled carbon nanotubes. Compos. Sci. Technol. 2012, 72, 390–396. [Google Scholar] [CrossRef]
- Rama Sreekanth, P.S.; Kanagaraj, S. Assessment of bulk and surface properties of medical grade UHMWPE based nanocomposites using Nanoindentation and microtensile testing. J. Mech. Behav. Biomed. Mater. 2013, 18, 140–151. [Google Scholar] [CrossRef] [PubMed]
- Kogut, L.; Etsion, I. A Static Friction Model for Elastic-Plastic Contacting Rough Surfaces. J. Tribol. 2004, 126, 34–40. [Google Scholar] [CrossRef]



© 2016 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naresh Kumar, N.; Yap, S.L.; Bt Samsudin, F.N.D.; Khan, M.Z.; Pattela Srinivasa, R.S. Effect of Argon Plasma Treatment on Tribological Properties of UHMWPE/MWCNT Nanocomposites. Polymers 2016, 8, 295. https://doi.org/10.3390/polym8080295
Naresh Kumar N, Yap SL, Bt Samsudin FND, Khan MZ, Pattela Srinivasa RS. Effect of Argon Plasma Treatment on Tribological Properties of UHMWPE/MWCNT Nanocomposites. Polymers. 2016; 8(8):295. https://doi.org/10.3390/polym8080295
Chicago/Turabian StyleNaresh Kumar, Nitturi, Seong Ling Yap, Farah Nadia Dayana Bt Samsudin, Muhammad Zubair Khan, and Rama Sreekanth Pattela Srinivasa. 2016. "Effect of Argon Plasma Treatment on Tribological Properties of UHMWPE/MWCNT Nanocomposites" Polymers 8, no. 8: 295. https://doi.org/10.3390/polym8080295