1. Introduction
Self-reinforced composites (SRCs) are a relatively new family of composite materials in which the polymer matrix is reinforced with highly oriented polymer fibres or tapes, both derived from the same polymer type [
1]. The basic concept of self-reinforcement is the creation of highly aligned molecular or supramolecular (reinforcing) structures with mechanical properties superior to those of the isotropic (matrix) polymer. As a result of molecular orientation during spinning and drawing, high-performance polymer fibres can be achieved [
2] serving as suitable reinforcements in the structurally similar polymer matrix. The high mechanical performance polymer fibres provide some other specific features, such as low density, low cost, recyclability and good interfacial bonding without any surface treatment. The self-reinforced composites, made entirely of highly flammable polymeric components, have found applications in various fields where fire retardancy is a high priority, but until recently no solutions were published for their flame retardation.
Intumescent flame retardants (IFRs) are of general application in polymers, in particularly in polyolefins, and more recently in their fibre-reinforced composites as well. It was proposed by researchers that fibres, depending on their type and chemical structure, may interact with intumescent flame retardant systems. Accordingly, fibres can be classified into three groups: inert or inorganic fibres, organic char forming fibres and non-char forming fibres. Inorganic fibres, such as glass, silica or alumina, are very good protective barriers for flame and heat, as they can withstand temperatures up to 1100 °C for a considerable time. In contrast, conventional organic fibres or textiles are highly flammable due to their high specific surface area, which significantly enhance the rates at which pyrolytic formation of volatile fuels and subsequent combustion occurs. Char-forming organic fibres are either natural, such as cellulose and wool, or synthetic thermoplastics with aromatic structure such as some polyesters and polyamides. Other organic thermoplastic fibres, such as polyolefins, on the other hand, have poor or zero char-forming capability.
When incorporated in a polymer matrix, glass fibres cause a so-called “candlewick effect”, which generally means a big challenge for the flame retardation of the thermoplastic composites [
3]. Due to the candlewick effect, glass fibres are able to transfer and feed the fuel from the pyrolysis zone of the polymer matrices to the flame by capillary action, speed the heat flowing back to polymers and thus make the polymers decompose and burn faster. Thus, to achieve a UL-94 V-0 rating, the glass fibre-reinforced thermoplastics need a higher amount of flame retardants than neat polymers do [
4]. Liu et al. [
5] observed during cone calorimeter tests that long glass fibres destroy the foaming capability of the intumescent flame retardants and the continuity of the residue char, which decreases the flame retardancy of IFR in long-glass-fibre-reinforced polypropylene composites.
Natural fibres, such as ramie and flax, were found to cause a candle-wick effect as well [
6,
7]. The cellulosic fibres speed the transfer of the flammable mass to the burning area and make the natural fibre reinforced composites more flammable. However, it has been demonstrated by Horrocks [
8] that if an intumescent is interspersed within a flame retardant fibrous assembly and both components char, then a so-called “char-bonded structure” may arise. This integrated fibrous-intumescent char structure has a physical integrity superior to those of charred fabric or intumescent alone and, because of reduced oxygen accessibility, demonstrates an unusually high resistance to oxidation when exposed to temperatures above 500 °C. Furthermore, these composite structures show significantly reduced rates of heat release when subjected to heat fluxes of 35 kW/m
2, thus demonstrating additional significant fire barrier characteristics. Le Bras et al. [
9] also showed that association of charring of cellulosic material (flax fibre) and of intumescent system allows for an optimised FR formulation. The effectiveness of the char-bonded structure as a flame and heat barrier is considered to be dependent on the efficiency of the interaction of fibre and intumescent char-forming substances. Similar interactions are not seen with glass fibres and non-char-forming thermoplastic fibres [
10].
It is stated by Horrocks [
8] that thermoplastic fibres, such as polypropylene (PP) and some polyesters, even when flame retarded using either comonomeric modifications or additives introduced during polymerisation and/or fibre extrusion stages, melt drip and/or form holes when exposed to flame. They cannot, therefore, be used in applications such as protective clothing and barrier textiles, where sustained thermal protection via char formation is an essential requirement. However, our pioneering activity in the field of intumescent flame-retarded self-reinforced composites resulted in some relevant progress. Less than half the amount (9 wt %) of commercial intumescent flame retardant (IFR) additive proved to be sufficient to achieve self-extinguishing behaviour (i.e., V-0 rating) in self-reinforced polypropylene composites compared to the non-reinforced counterparts, owing to a previously unknown flame retardant mechanism [
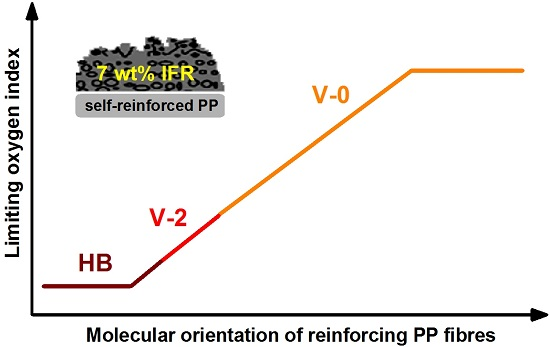
11]. Efficient flame retardancy is provided by a compact surface-protecting layer, which is formed as a result of synergistic coincidence of expansion (foaming), induced by an intumescent flame-retardant, and shrinking (relaxation) of the reinforcing fibres, both initiated by heat of flame. It was proposed that the structure formed this way is influenced by the degree of orientation of the reinforcing polymer fibres [
12]. This novel, physical interaction-based flame retardant synergism was utilized in recycled self-reinforced composites, made entirely of secondary polyolefins [
13], and also in biodegradable all-poly(lactic acid) composites [
14]; however, in the latter case, due to the achievable low draw ratio (λ ~ 4–7) (i.e., low degree of molecular orientation) of poly(lactic acid) fibres, the efficiency was moderate.
In this work, the previously described phenomenon was further investigated in self-reinforced PP composites. The effect of reinforcing structure, i.e., fibre alignment and weave type, and the consolidation quality of multilayer film-stacked [
15] composites were examined on the flame retardant performance of intumescent system. Furthermore, to support our earlier theory regarding the key role of molecular orientation of reinforcing fibres, SRCs with identical structure and IFR content but prepared at different consolidation temperatures were investigated, presuming that with increasing processing temperatures the degree of molecular orientation of the highly stretched reinforcing fibres decreases. Considering both the mechanical and flammability performance of the SRCs, we intended to draw conclusions regarding the flame retardant mechanism.
2. Materials and Methods
2.1. Materials
A Tipplen R 1059 A (produced by MOL Petrochemicals, Tiszaújváros, Hungary) type random copolymer polypropylene (PP) (MFI = 85 g/10 min, 230 °C/2.16 kg, Tm = 148 °C) was used as the matrix material for the prepared composites.
Two types of PP reinforcing fabrics were used, quasi-unidirectional woven (UD) and plain-woven fabric (PW), each composed of the same highly stretched PP multifilament. The PP multifilament was supplied by Lanex A.S. (Bolatice, Czech Republic), has a melting temperature of
Tm = 170 °C (determined by DSC), a tensile strength of 620 MPa and a tensile modulus of 7800 MPa measured on a single fibre. The areal weight and the mechanical characteristics of the reinforcing structures are summarized in
Table 1.
As flame retardant (FR) additive, Exolit AP 766 (produced by Clariant Plastics & Coatings Ltd., Muttenz, Schwitzerland) was added to the matrix material, which is a combined ammonium polyphosphate (APP) and charring agent containing IFR additive. Based on the product datasheet the phosphorus content of the additive is 23.0%–25.0% and its nitrogen content is 14.4%–16.4%.
2.2. Preparation of Composites
Reference and flame retardant SRCs with differing reinforcing structures (UD, CP (cross-ply arrangement of UD fabrics) and PW) were prepared with identical layer structures, i.e., 12 reinforcing layers (for CP and PW the layers were arranged in 0/90°) and 13 matrix foils, and with nominal reinforcement contents of 55 wt % by film-stacking method. For this purpose, first reference and flame retarded matrix materials were produced by melt-compounding method with a Labtech Scientific LTE 26-44 co-rotating twin-screw extruder (Labtech Engineering Co. Ltd., Samutprakarn, Thailand; L/D: 44, die temperature: 175 °C, screw rotation speed: 100 1/min). 0, 20 and 30 wt % FR agent was mixed to the neat PP matrix to obtain SRCs with nominal flame retardant contents of 0, 9 and 13.5 wt %, respectively. The extruded materials were cooled down by air cooling method and granulated to 3 mm length (Labtech LZ-120/VS, Labtech Engineering Co. Ltd., Samutprakarn, Thailand). In the second step, from granulates 150 µm thick films were manufactured by Labtech LCR300 film extrusion (Labtech Engineering Co. Ltd., Samutprakarn, Thailand; screw rotation speed: 30 1/min, temperature of the extruder zones: 180, 190, 195 °C, temperature of the coat-hanger die: 195 °C, winding speed: 8 1/min). Then, reference and flame retarded consolidated SRC sheets were manufactured using film-stacking method and compression moulding technique. The film-stacked packages were inserted in between the preheated moulds (170 °C for the first series and 145…190 °C with 5 °C steps for the second series) and held for 120 s without pressure, then compressed for 120 s under a pressure of 4.21 MPa and finally cooled to 40 °C (under pressure) with a cooling speed of 15 °C/min. The thicknesses of the produced SRC sheets ranged between 3.5–4.2 mm. As reference, non-reinforced PP sheets were prepared by straightforward mixing of the required amount of IFR additive (0, 9 and 13 wt %) with PP in a Brabender Plasti Corder PL 2000 type (Brabender GmbH., Duisburg, Germany) internal mixer at 190 °C with a rotor speed of 30 rpm for 10 min. The blends were then hot pressed to form 4 mm thick plates in a Collin P200E type (Dr Collin GmbH, Munich, Germany) laboratory hot press.
2.3. Characterization Methods
2.3.1. Density Measurements
The density of the specimens (ρ
s) of 13 × 25 mm
2 dimension was obtained from weight measurements in air and water and calculated according to Equation (1), where
ma is the specimen’s weight in air,
me is the specimen’s weight in ethanol and ρ
e is the density of ethanol at room temperature equal to 0.789 g/cm
3.
2.3.2. Mechanical Characterisation
Peel tests were performed on rectangular specimens of 25.4 mm × 250 mm using Zwick Z250 (Zwick GmbH & Co. KG, Ulm, Germany) universal testing machine according to the ASTM D 3167-97 standard with a crosshead speed of 150 mm/min.
Comparative static tensile tests were performed on rectangular specimens of 25 mm × 200 mm. The tensile tests were carried out by a universal ZWICK Z250 testing machine (Zwick GmbH & Co. KG, Ulm, Germany). The cross-head speed was set to 5 mm/min.
All the above listed mechanical tests were performed at room temperature and at least five specimens were tested in all cases. All specimens were cut by water jet.
2.3.3. Characterisation of the Fire Behaviour
Standard UL-94 flammability tests (according to ASTM D3081 and ASTM D635, respectively) were carried out in order to classify the samples based on their flammability in horizontal and vertical test setups. The sample size was 120 mm × 13 mm.
Mass loss type cone calorimeter tests were carried out by an instrument made by FTT Inc. using the ISO 13927 standard method. Specimens (100 mm × 100 mm) were exposed to a constant heat flux of 50 kW/m2 and ignited. Heat release values and mass reduction were continuously recorded during burning. In all cases 3 samples of identical compositions were tested.
The fire behaviour of the reference and flame retarded systems was characterized by limiting oxygen index measurements (LOI, according to ASTM D2863). The LOI value expresses the lowest volume fraction of oxygen in a mixture of oxygen and nitrogen that supports flaming combustion of a material under specified test conditions. The sample size was 120 mm × 13 mm.
4. Conclusions
In this work, the mechanism behind the prominent flame retardant behaviour of self-reinforced PP composites with fairly low additive contents was investigated.
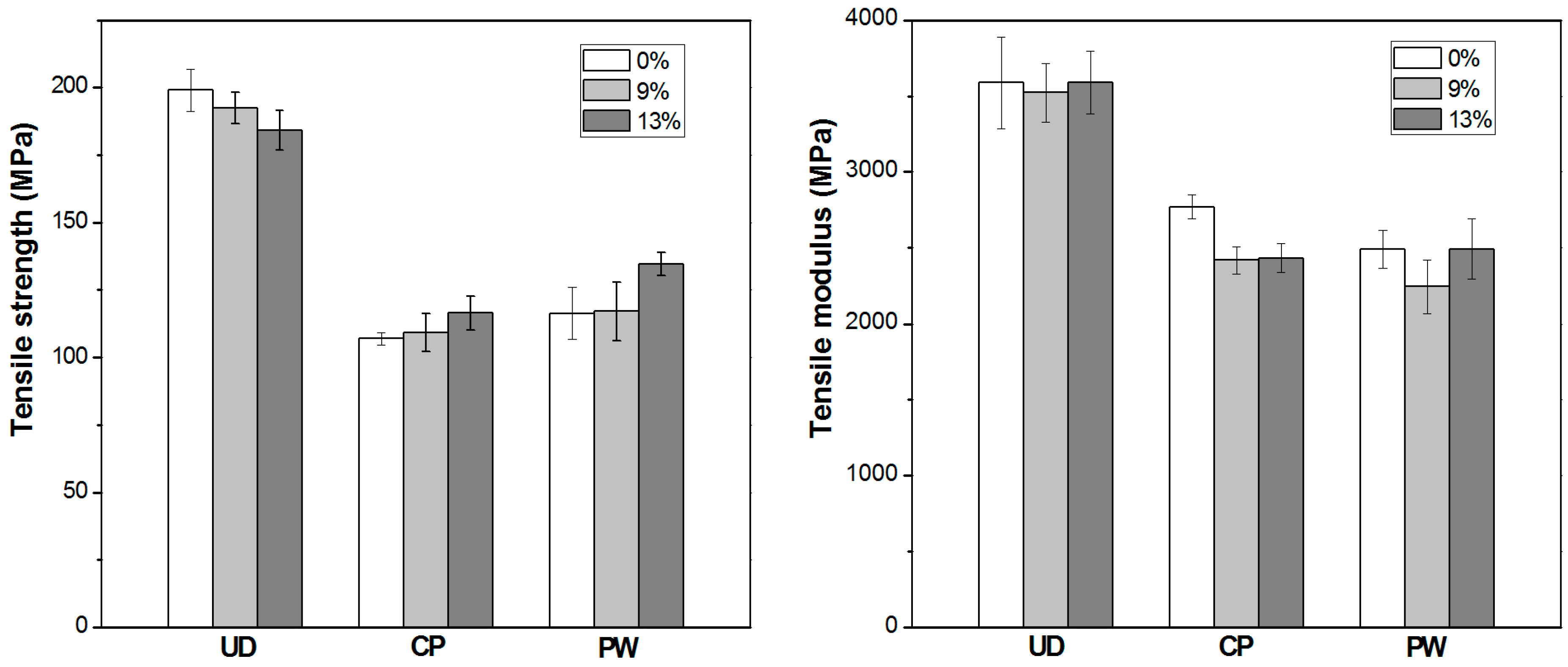
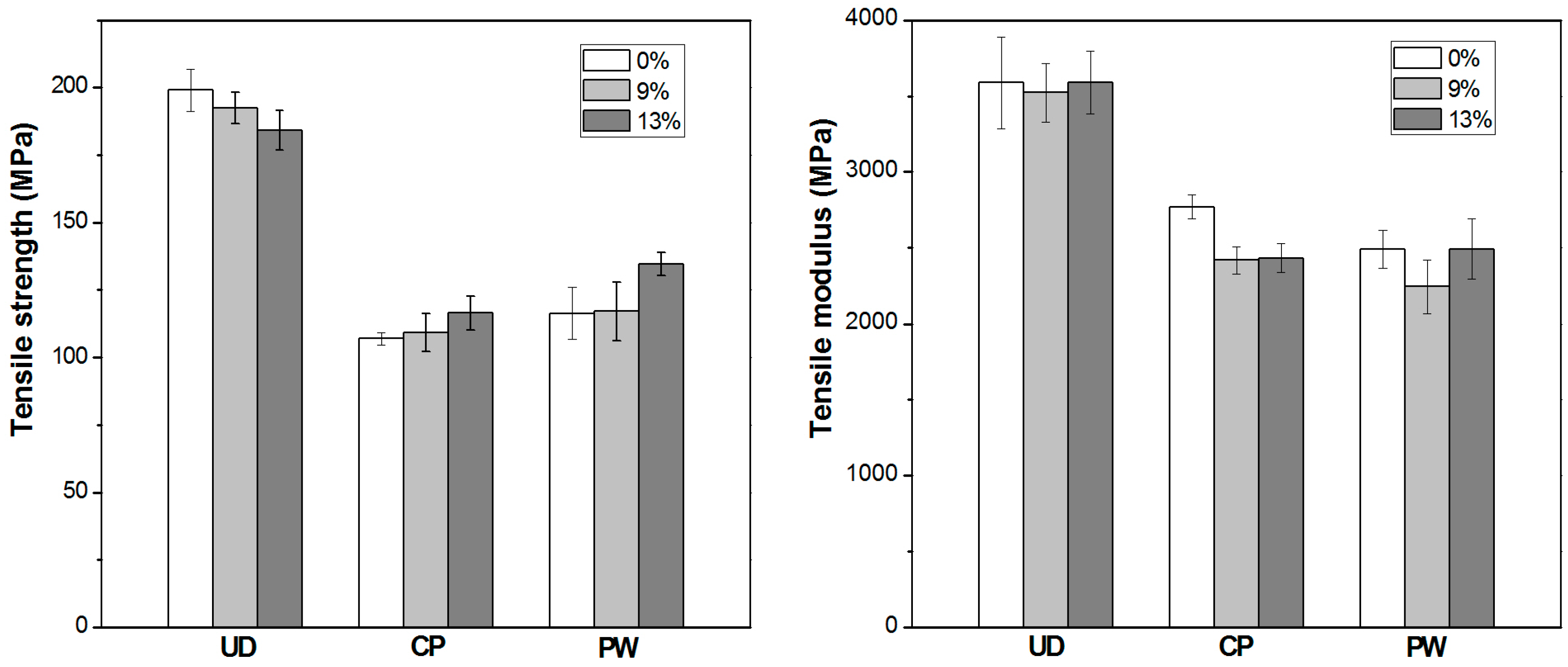
Three types of PP reinforcing structures, quasi-unidirectional fabrics, cross-ply alignment of quasi-unidirectional fabrics and plain-woven fabrics were layered between flame-retardant additive containing matrix layers with the aim of investigating the effect of reinforcing structures on the flame retardant performance of self-reinforced composites. At a consolidation temperature of 170 °C, well-consolidated, high strength composites were obtained independently from their reinforcing structure and flame retardant content.
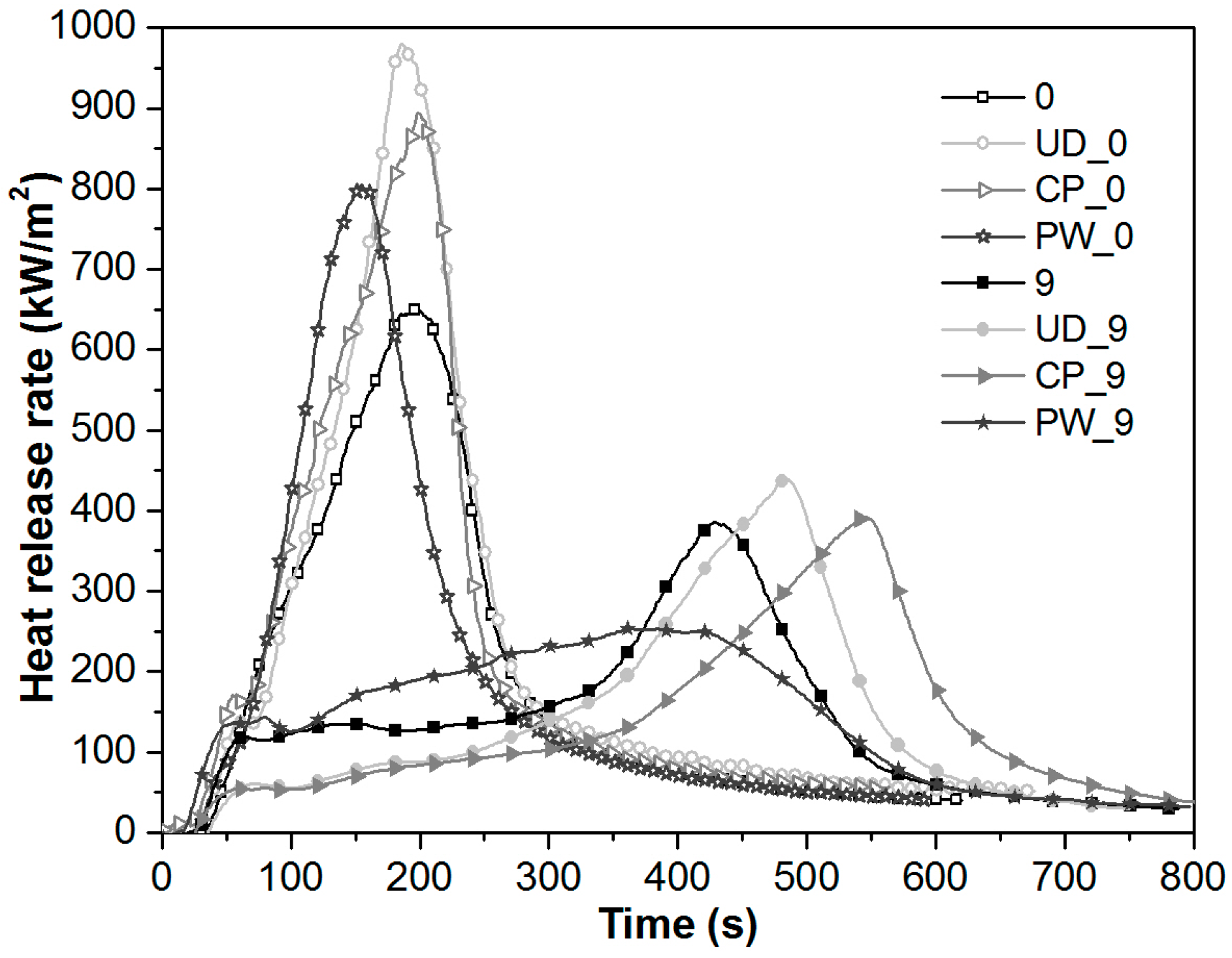
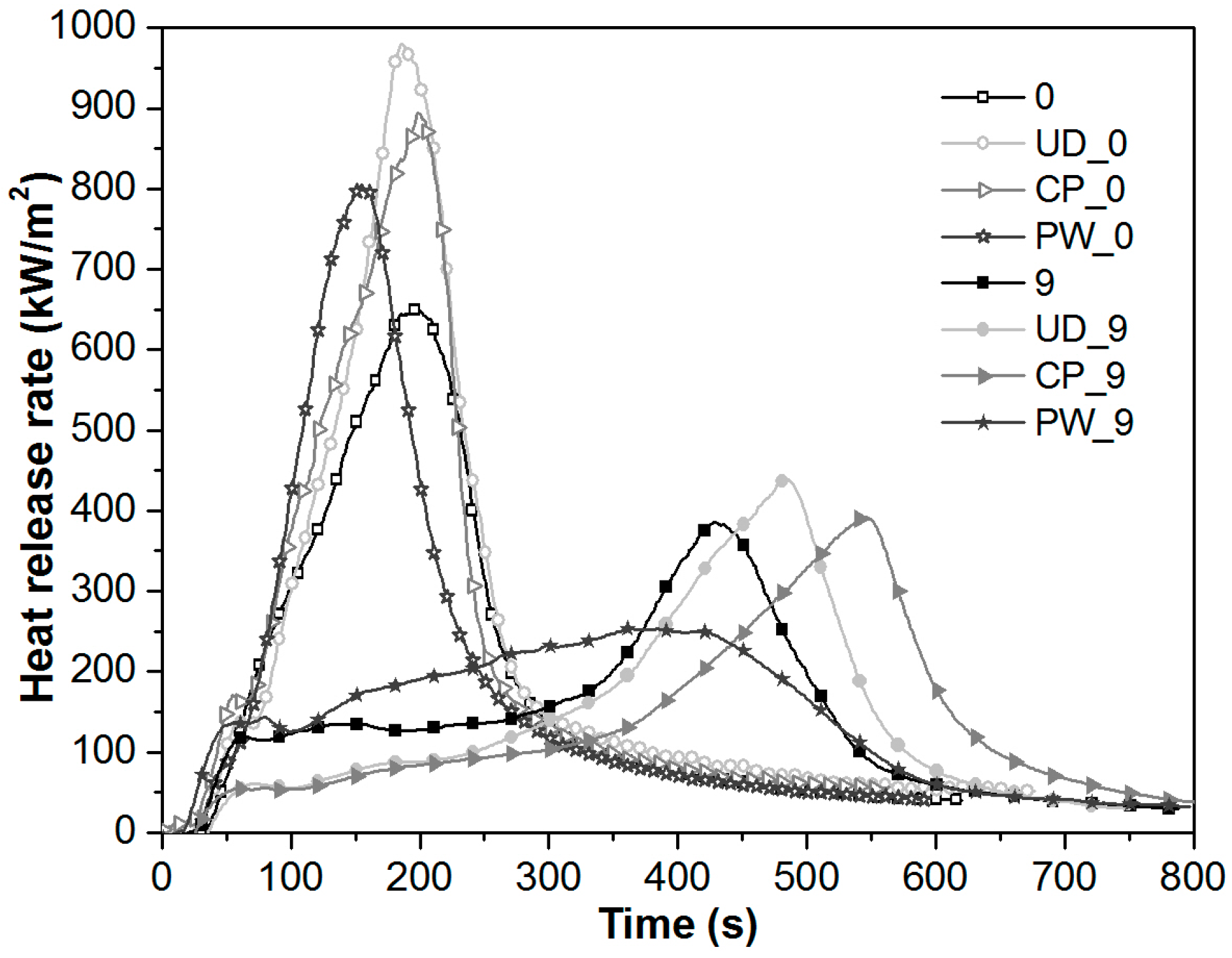
It was found that under the cone heater, where the heat is applied perpendicular to the layers of highly stretched reinforcing fibres, the structure of reinforcement has a particular effect on the foam forming process and burning behaviour of intumescent flame-retarded, self-reinforced composites. On the one hand, the combustion of UD and CP reinforced SRCs is accompanied by lower initial heat release rates and in time shifted peaks of heat release rate compared to those of the non-reinforced PP counterparts with identical flame retardant contents. On the other hand, very dissimilar heat release rate curves, with higher initial values but significantly (by 20%) reduced peaks of heat release rate, are characteristic for the PW fabric reinforced flame retardant SRCs. It is proposed that plain-woven fabrics, similarly to inorganic fabrics, hinder the formation of a thick but loose heat insulating foam, but contribute to the formation of a compact charred layer of increased thermal stability and mechanical strength providing improved fire protection.
The effect of reinforcing structures proved to be different under UL-94 and LOI circumstances, where the heat was applied parallel with the direction of the weft fibres of the SRCs. A V-0 rating was reached at 13 wt % nominal flame retardant content for all three types of SRCs; however, for the UD reinforced composite, as little as 7.2 wt % additive sufficed to ensure self-extinguishing behaviour (V-0 rating), which is about one third of the amount of IFR additives (about 21 wt %) that is normally necessitated in non-reinforced PP matrix. These results confirm our earlier assumption that the degree of molecular orientation of reinforcing fibres (here the number of fibres aligned in the heat direction) plays a key role in the flame retardant performance.
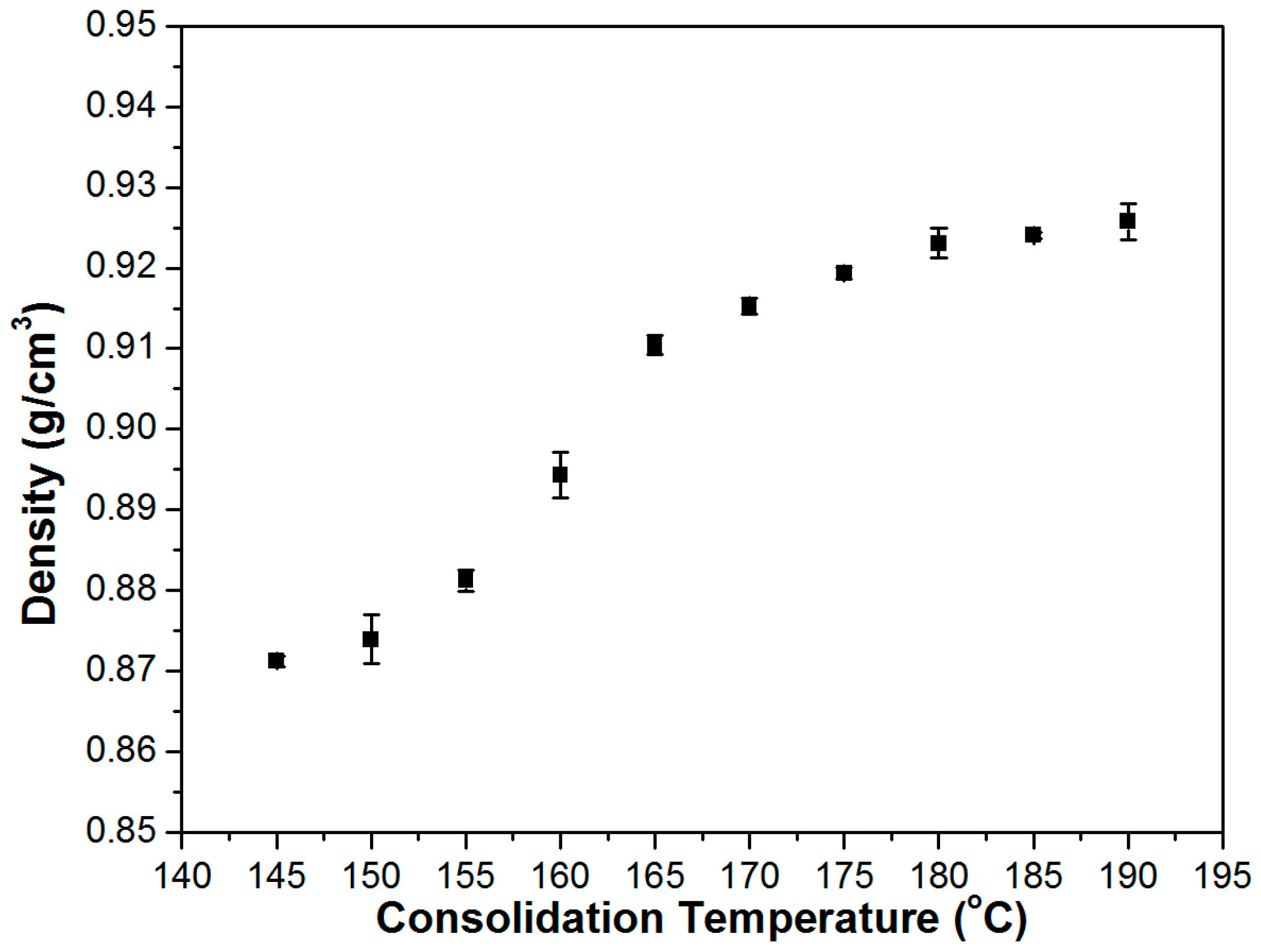
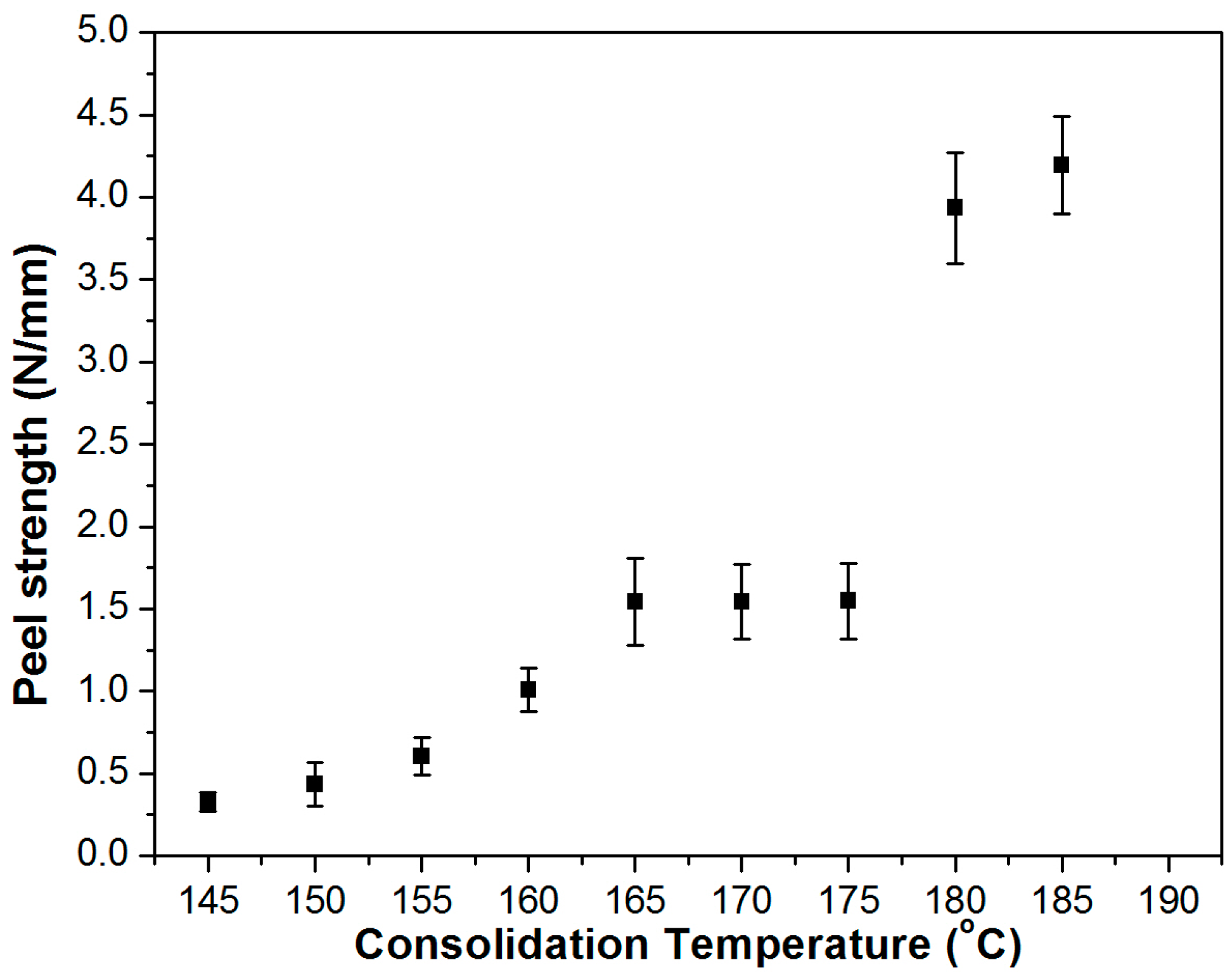
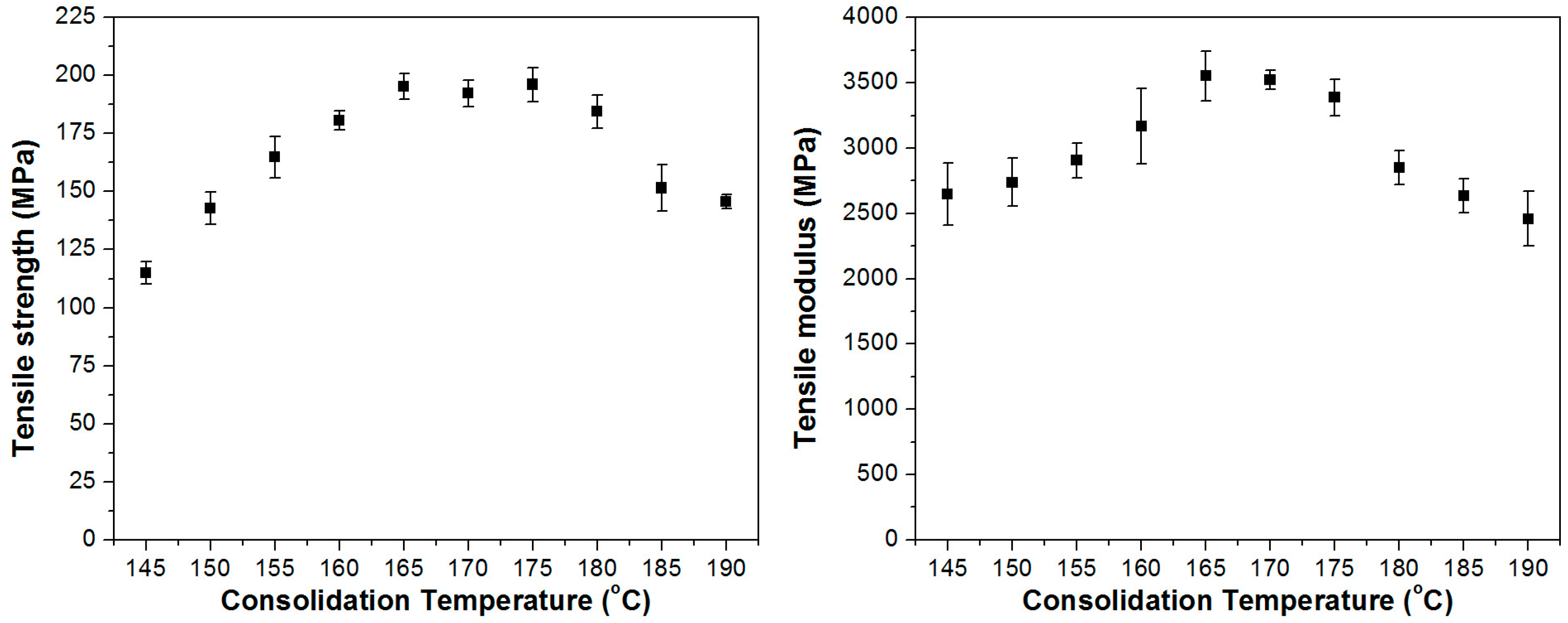
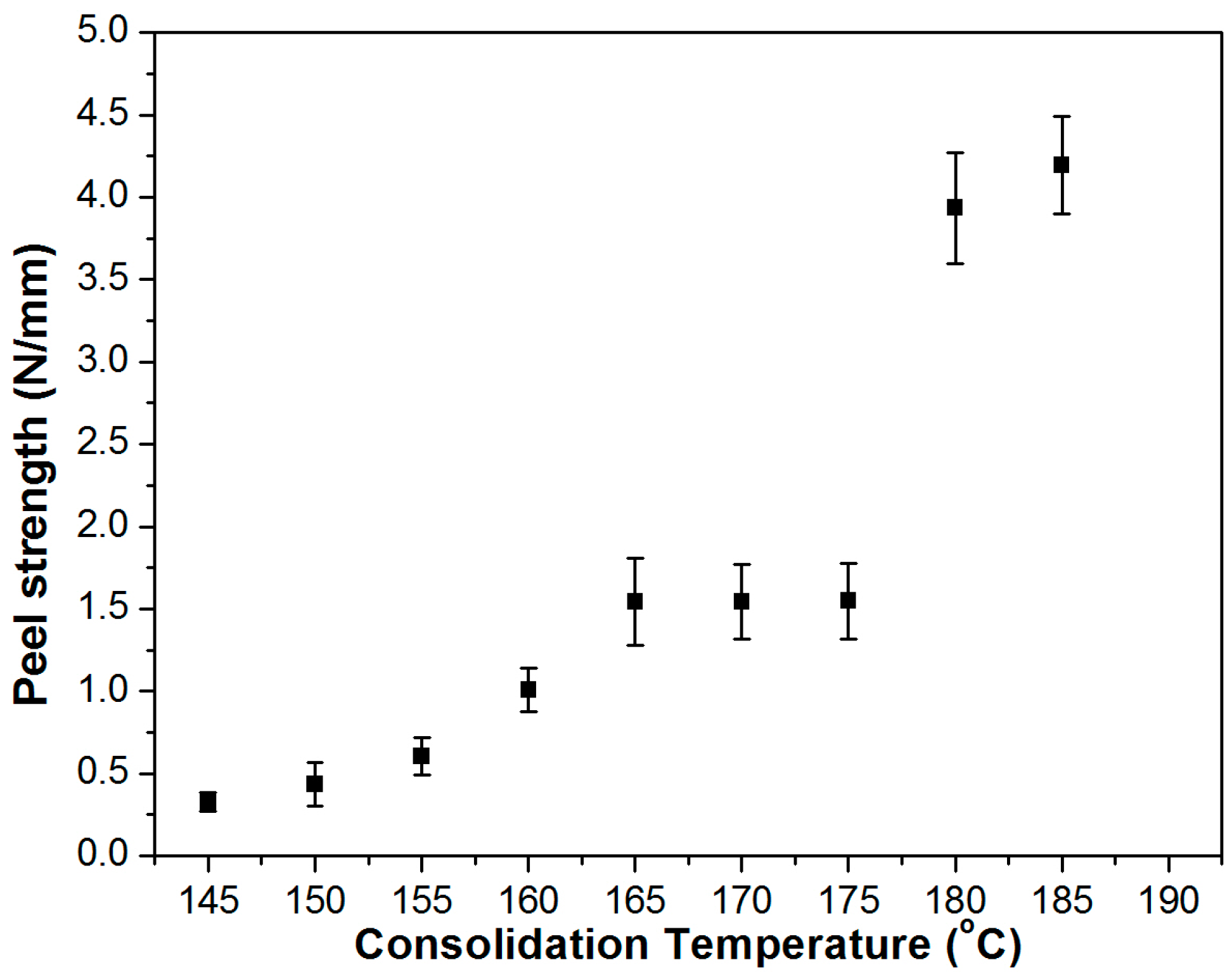
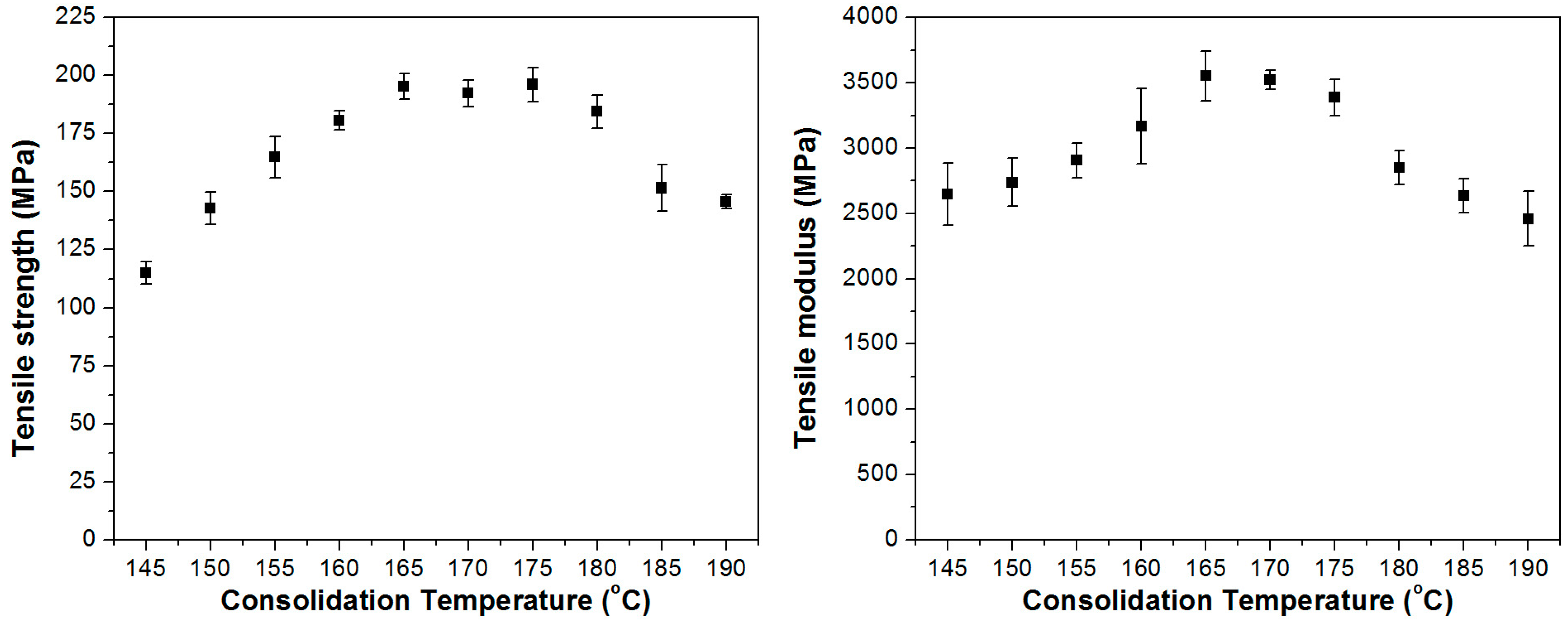
The results of UD reinforced composites prepared at different consolidation temperatures ranging between 145 and 190 °C also confirmed this phenomenon. With increasing processing temperatures the degree of molecular orientation of highly stretched reinforcing fibres decreased. Density measurements and peel tests provided evidence for improving consolidation quality of flame retarded UD SRCs with increasing processing temperature. The tensile strength and modulus values showed a bell-shaped tendency as a function of consolidation temperature; up to 170 °C the mechanical performance increased mainly due to the increasing fibre-matrix interaction, while at higher temperatures the heat induced relaxation of molecular orientation caused noticeable deterioration of the mechanical properties.
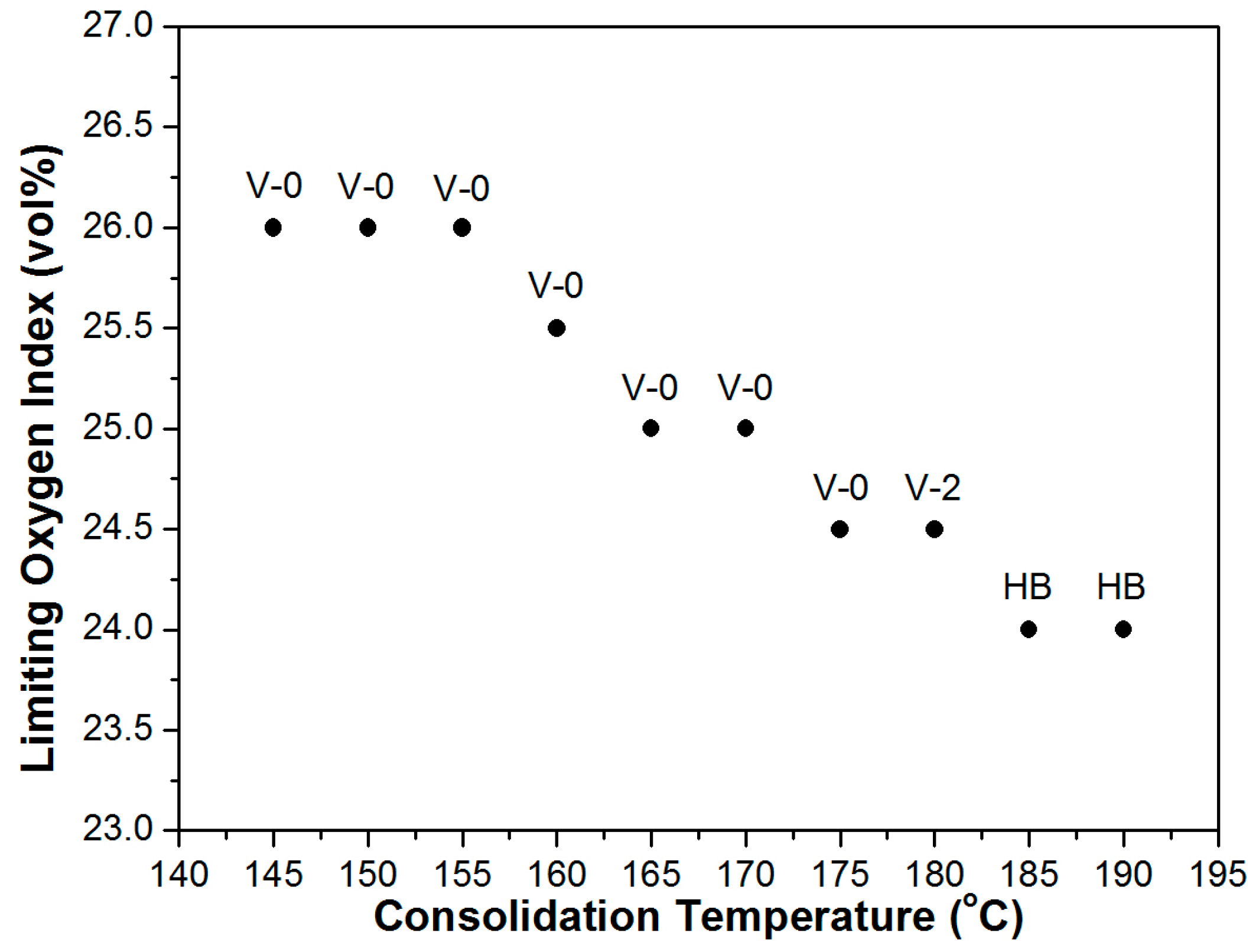
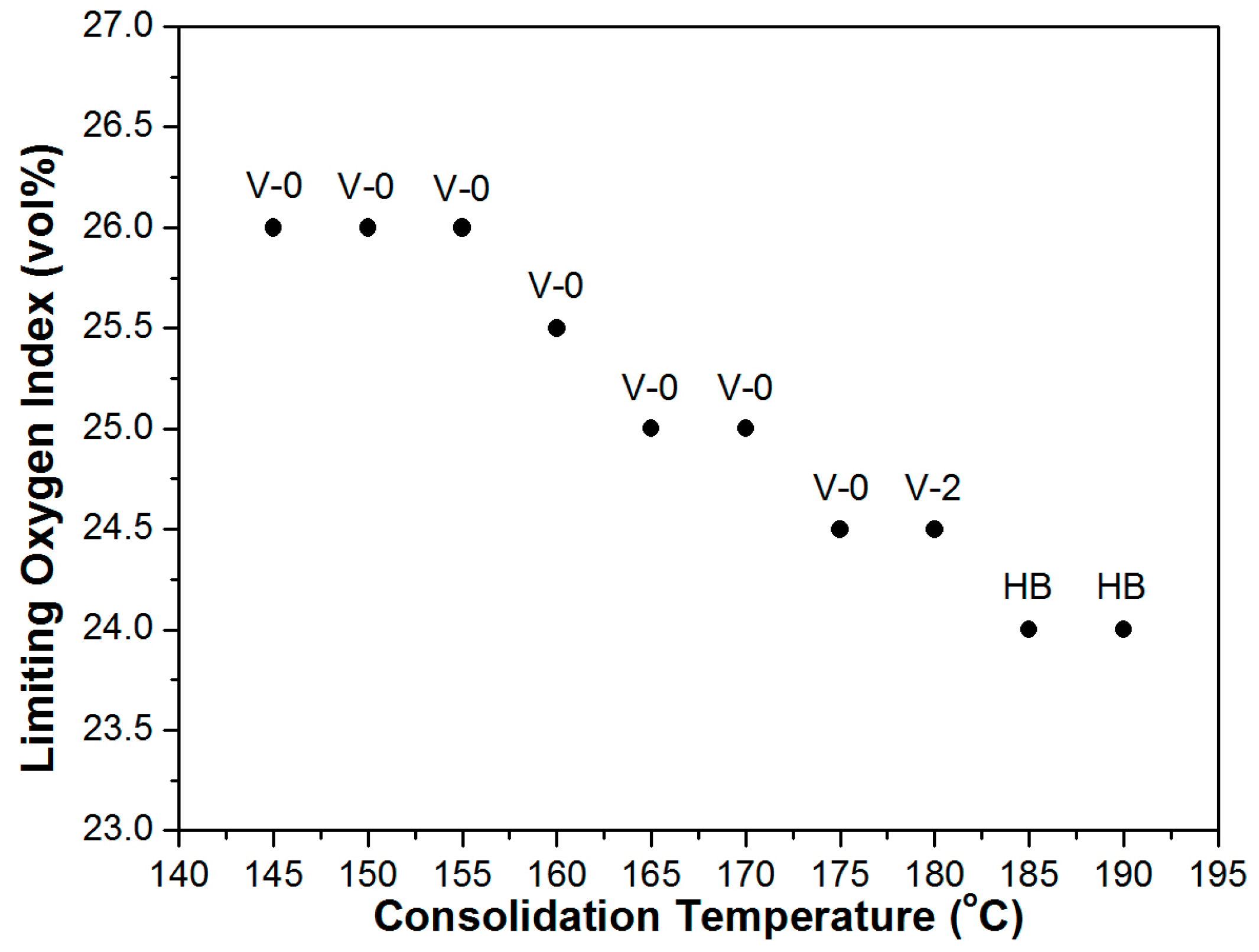
Based on the cone calorimeter test results, it was concluded that the effect of consolidation quality of the composites and the molecular orientation state of reinforcing fibres is negligible regarding the heat release of the flame retarded SRCs. On the other hand, the relaxation ability, i.e., the degree of molecular orientation, of the reinforcing PP fibres proved to be crucial regarding the flammability characteristics during UL-94 tests and LOI measurements. The lower the consolidation temperature applied, the better the flame retardant performance that was achieved. A 7.2 wt % flame retardant containing UD SRCs reached a V-0 rating up to the processing temperature of 175°C. At higher consolidation temperatures, the remaining relaxation ability of fibres became insufficient to compensate for the intumescence of the flame retardant additive and thus to form a special compact charred surface, which would be essential to provide enhanced flame retardant efficiency.
It is proposed that the novel synergy demonstrated between highly oriented polymer fibres and an intumescent flame retardant system could be utilized in other polymer types/systems to provide a more cost-effective fire retardancy solution.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}