Porous Membranes Based on Polypropylene-Ethylene Copolymers. Influence of Temperature on Extrusion, Annealing and Uniaxial Strain Stages

 , ,
, , 
 and
and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Sample Compounding
2.2. Membrane Preparation
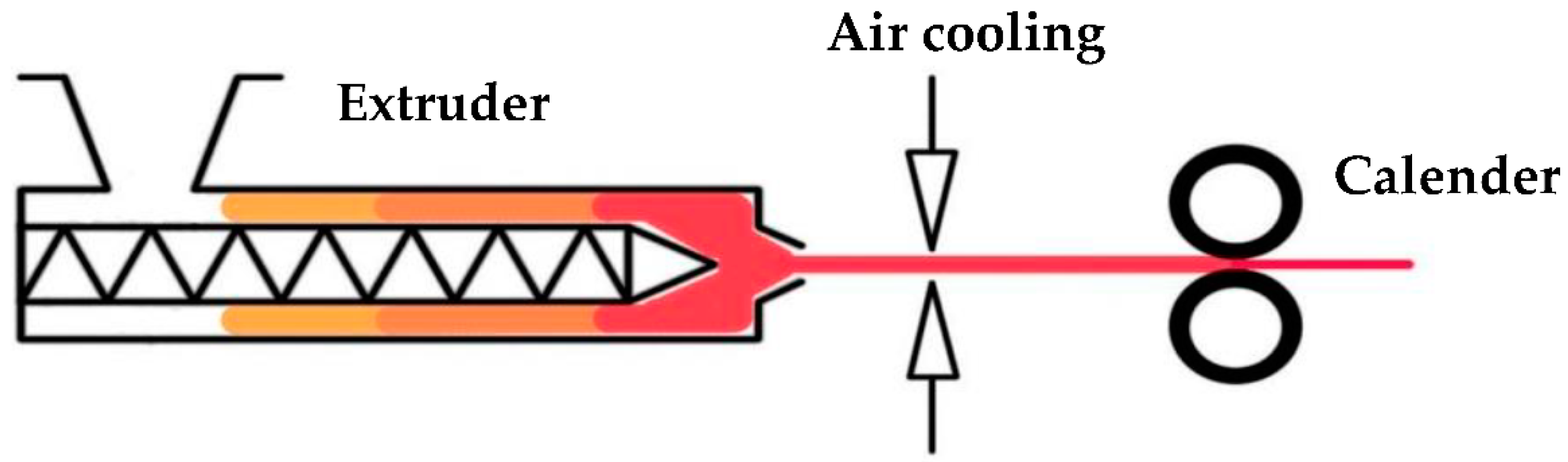
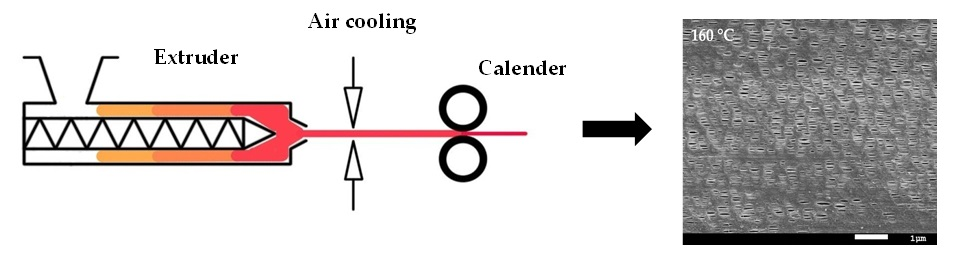
2.2.1. Extrusion
2.2.2. Annealing and Uniaxial Stretching
2.3. Membrane Characterization
3. Results and Discussion
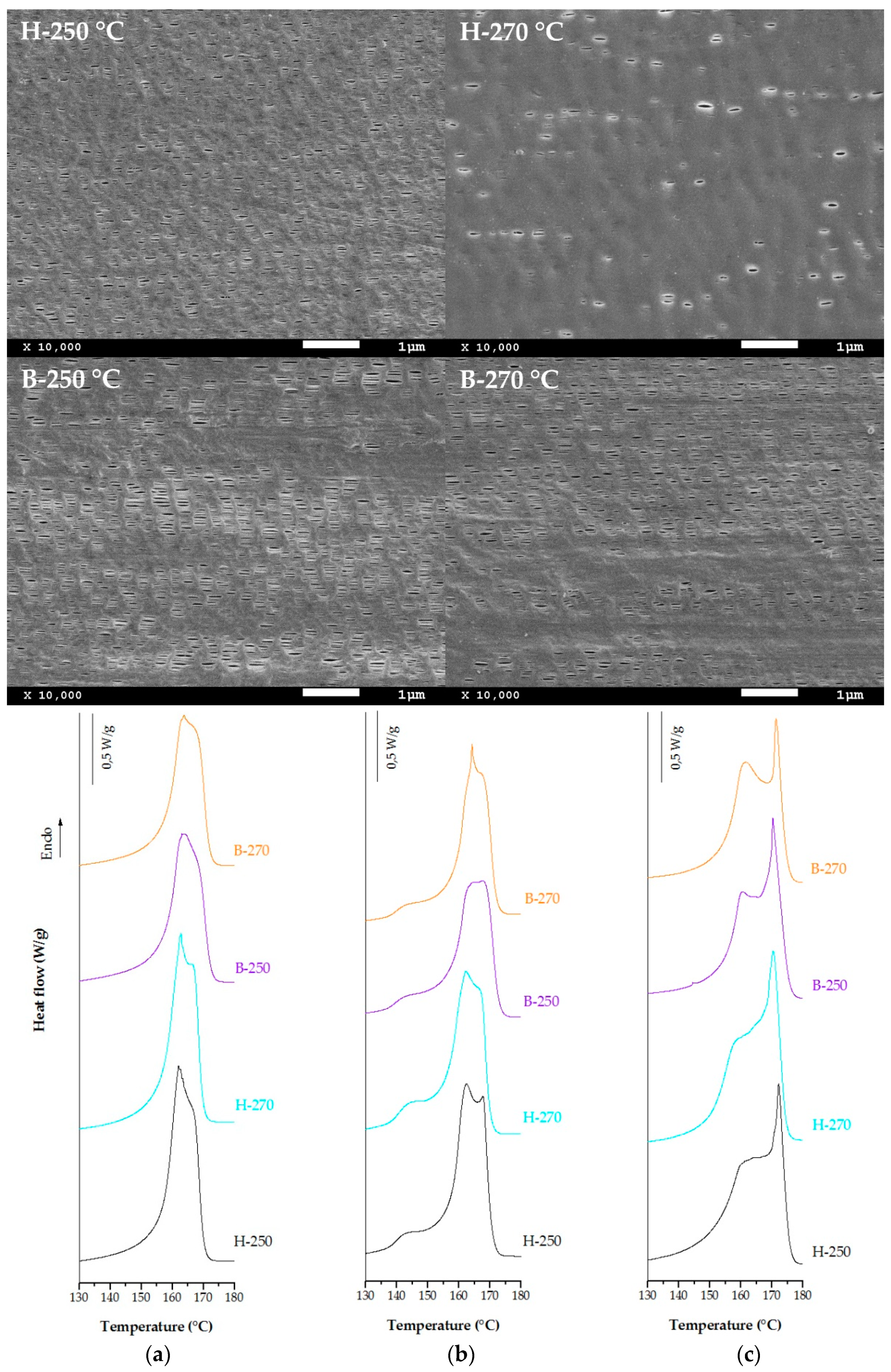
3.1. Influence of Extrusion and Annealing Temperature on Neat Resins
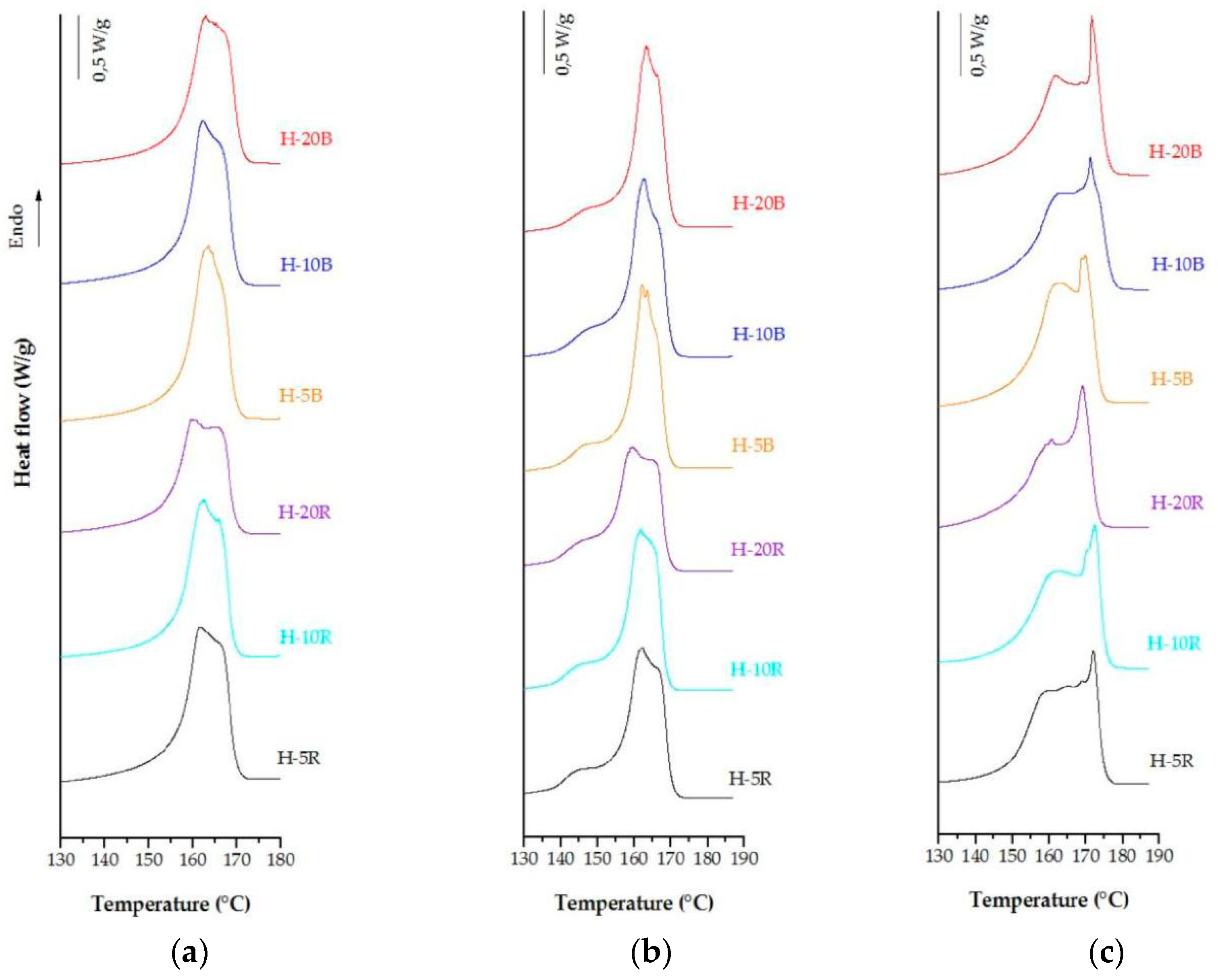
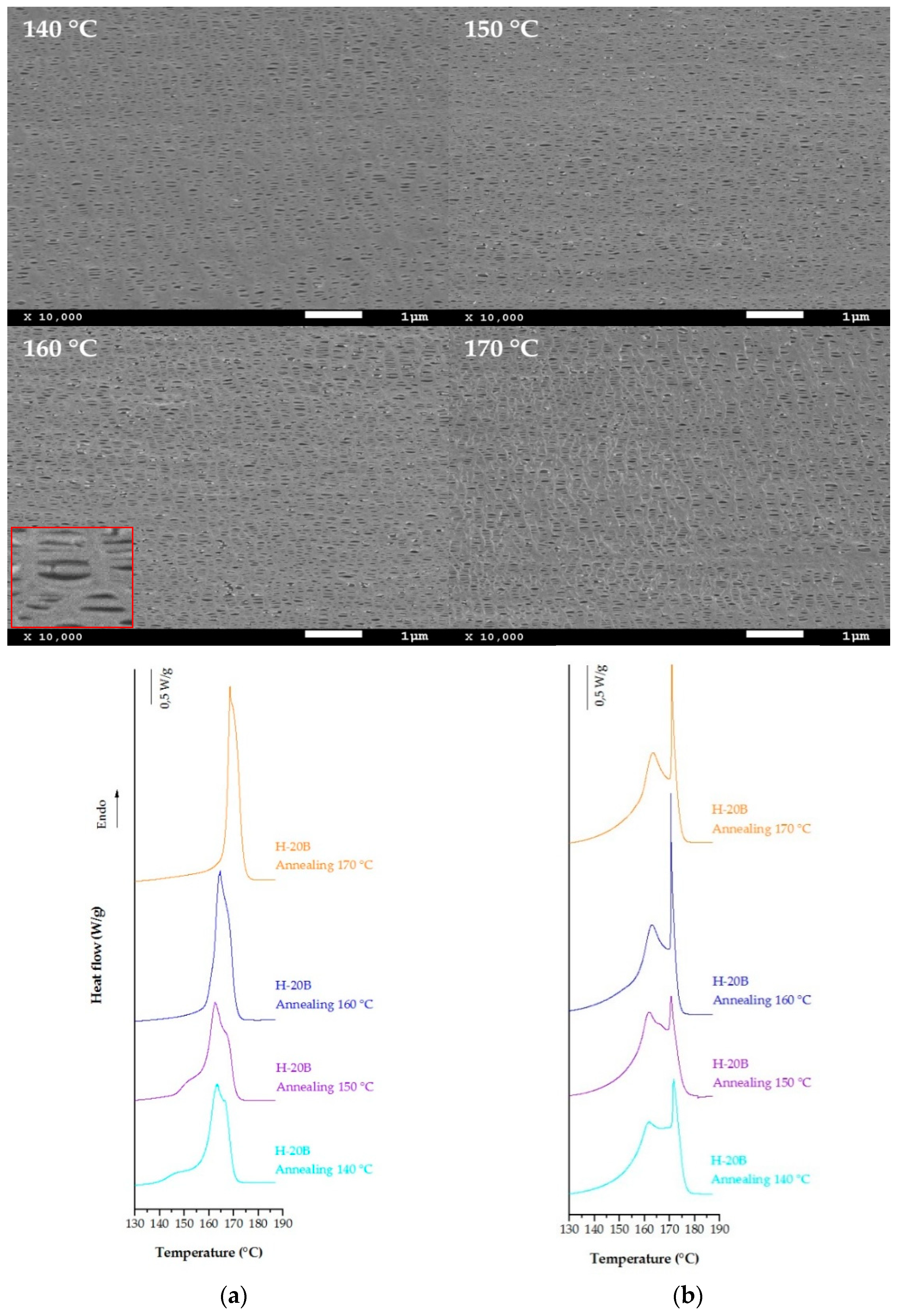
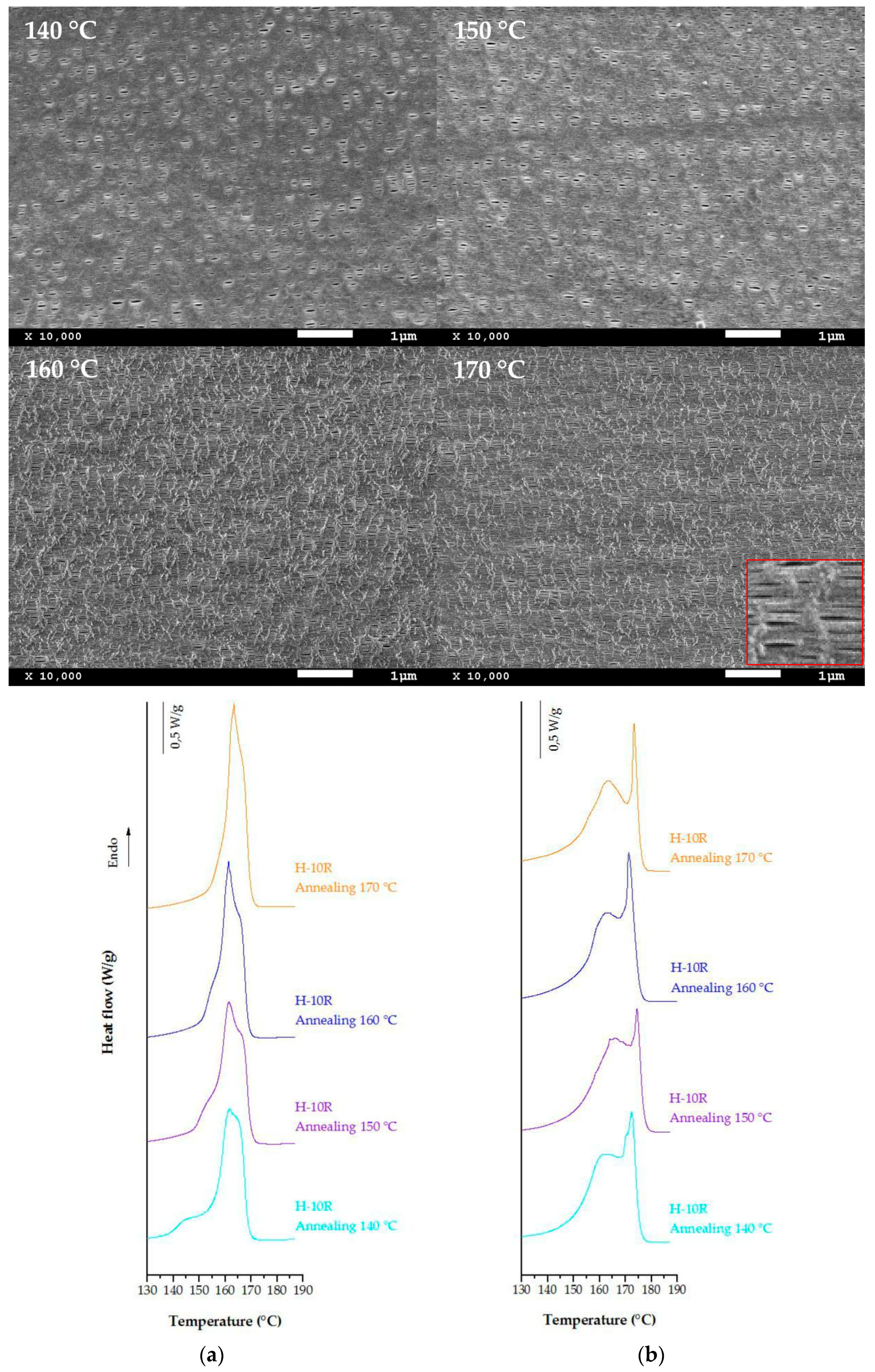
3.2. Influence of Annealing Temperature on Polymer Blends
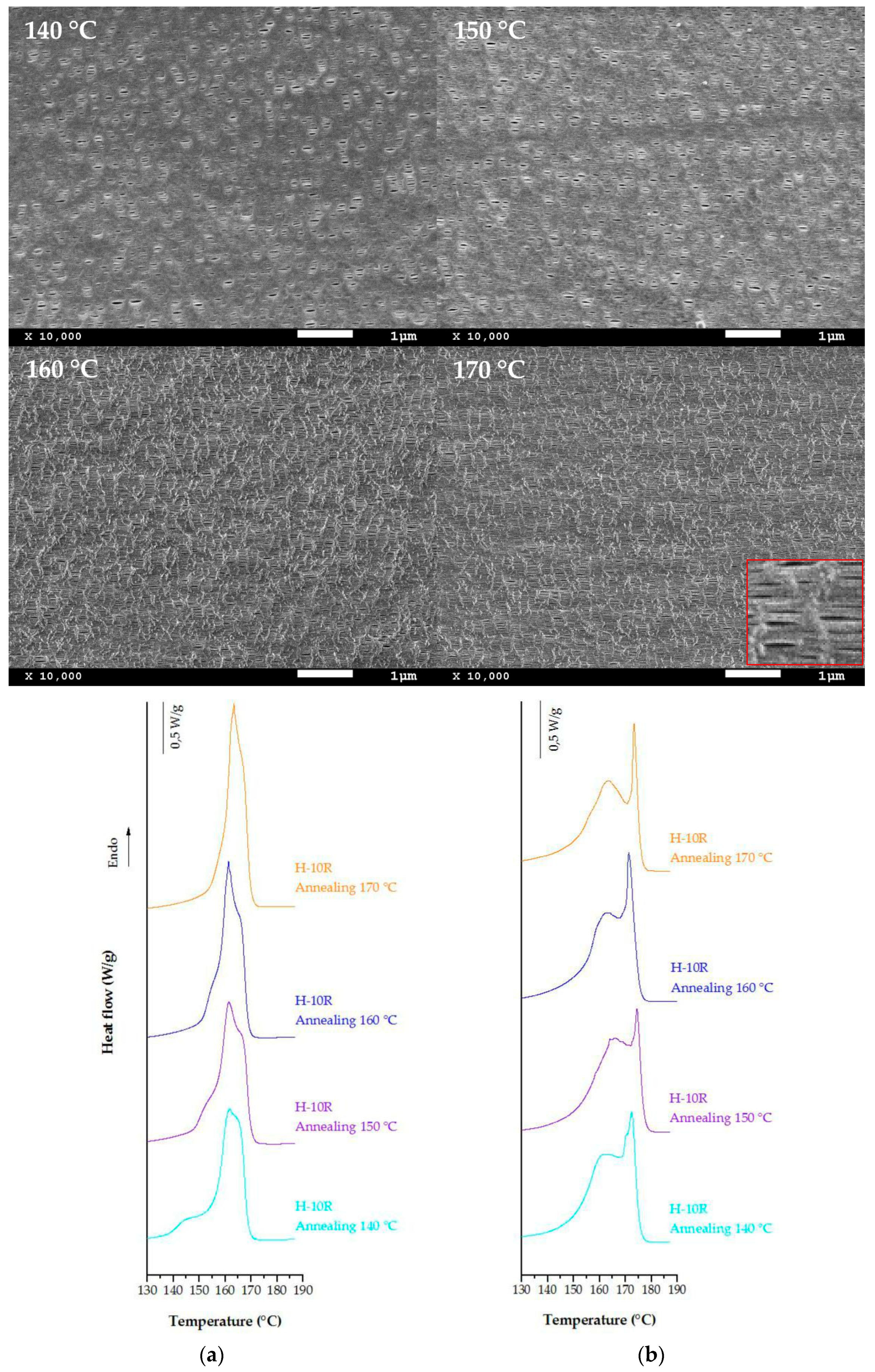
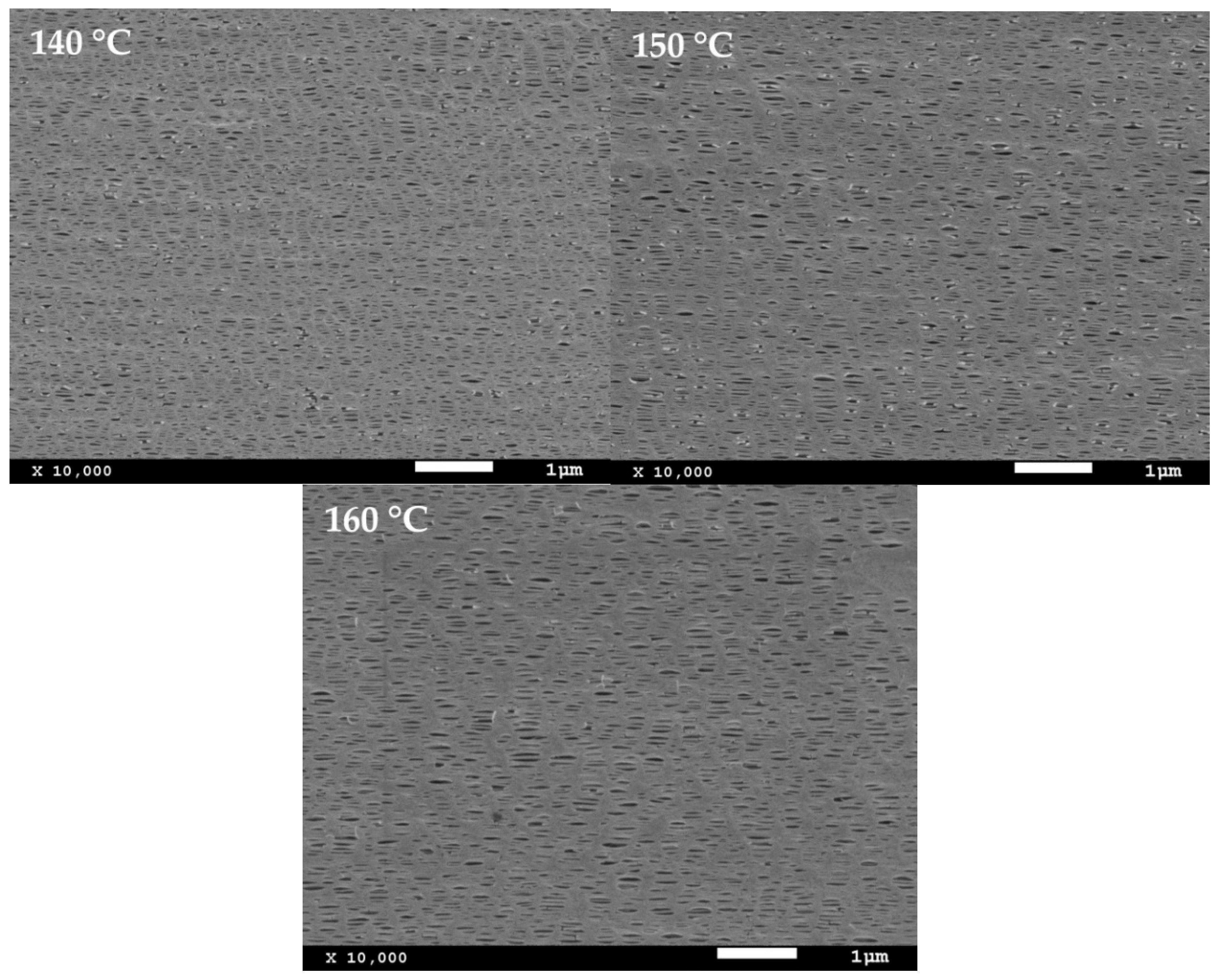
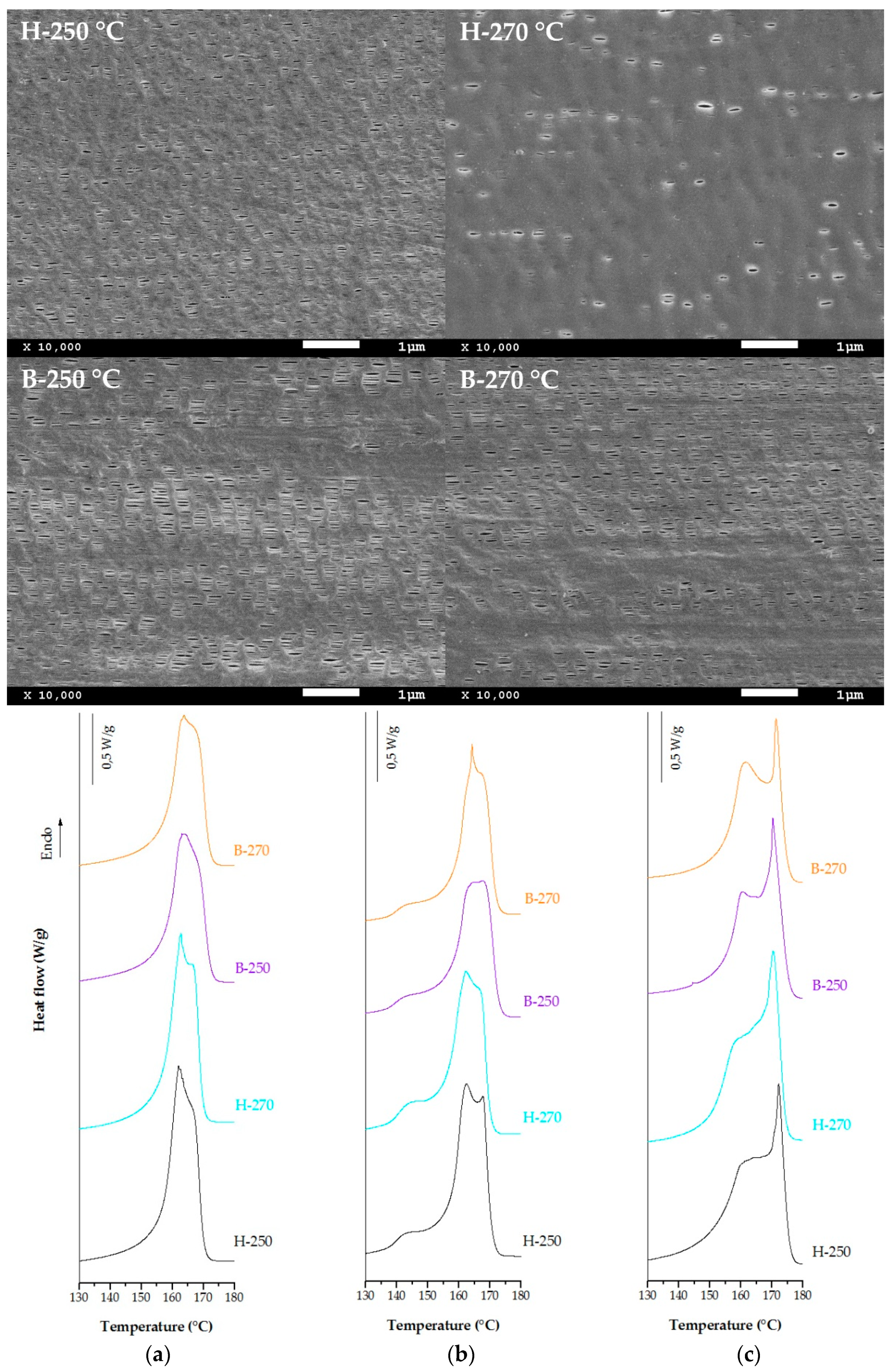
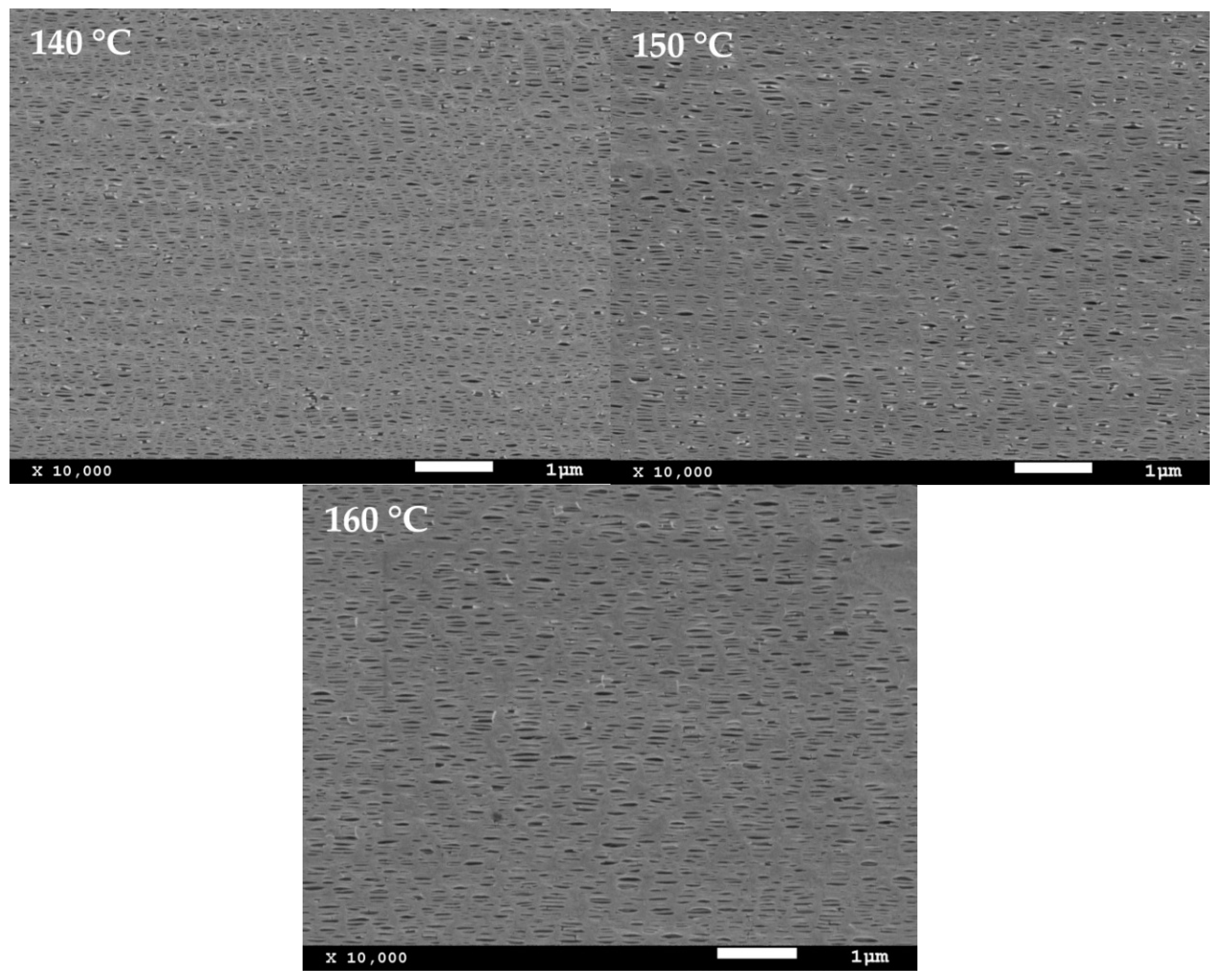
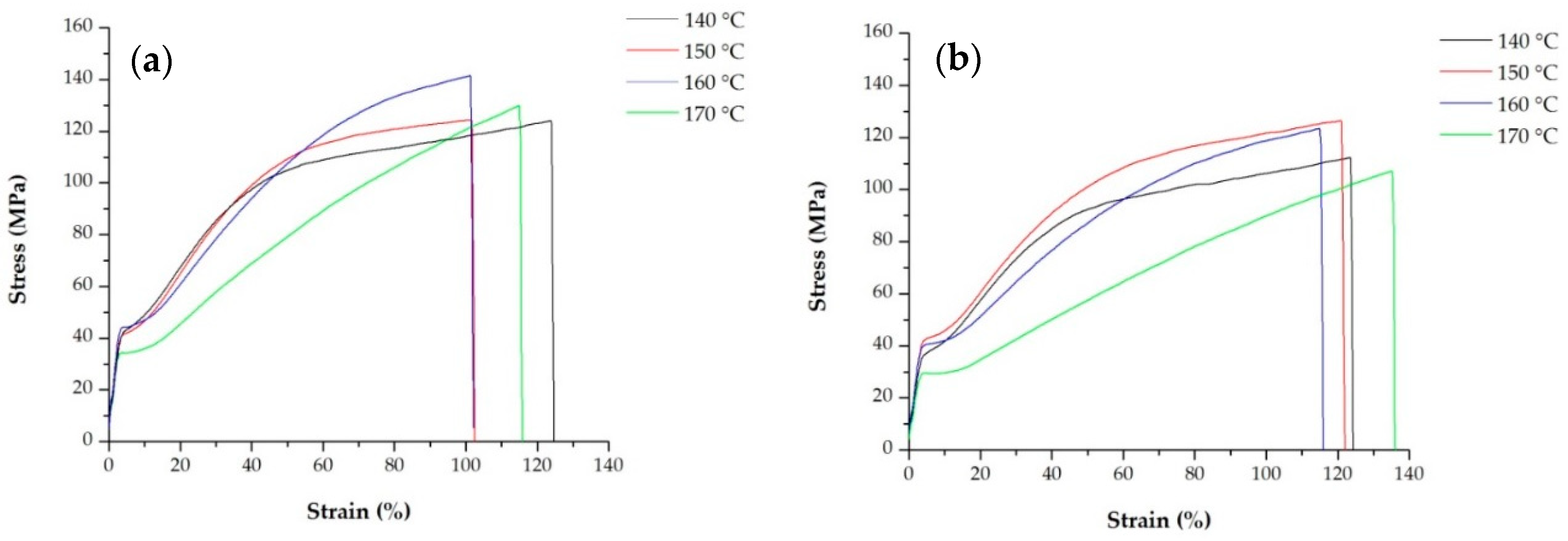
3.3. Influence of Temperature during Hot Stretching Step
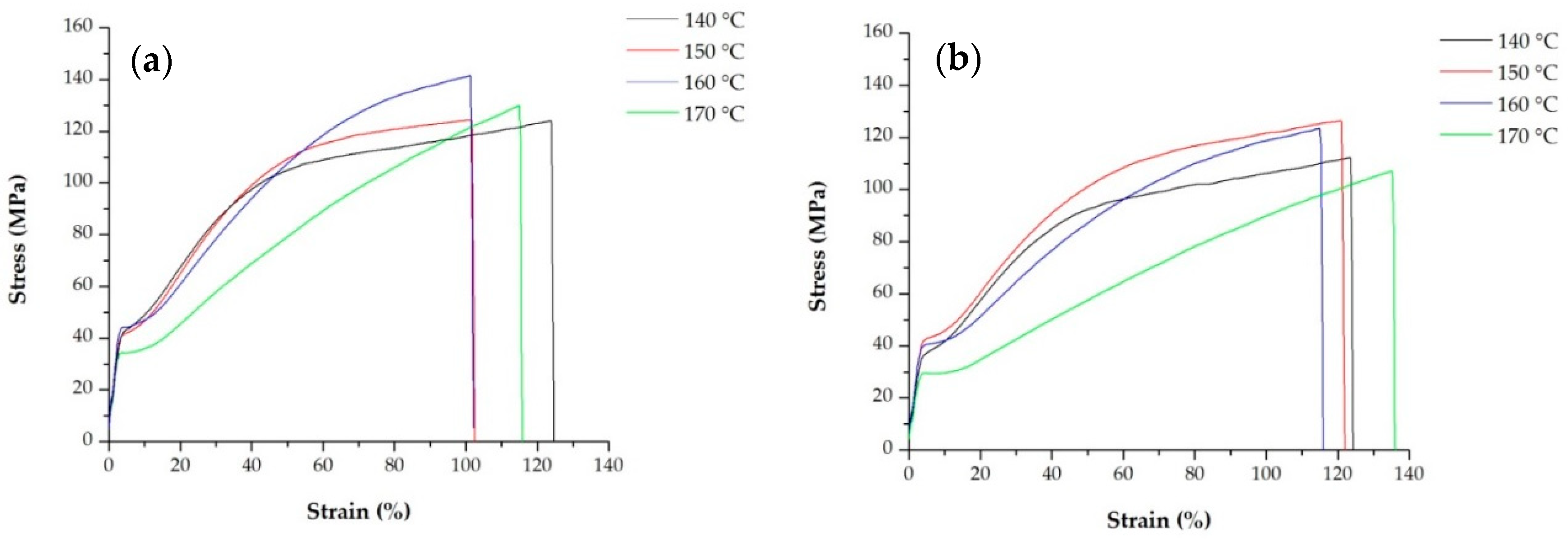
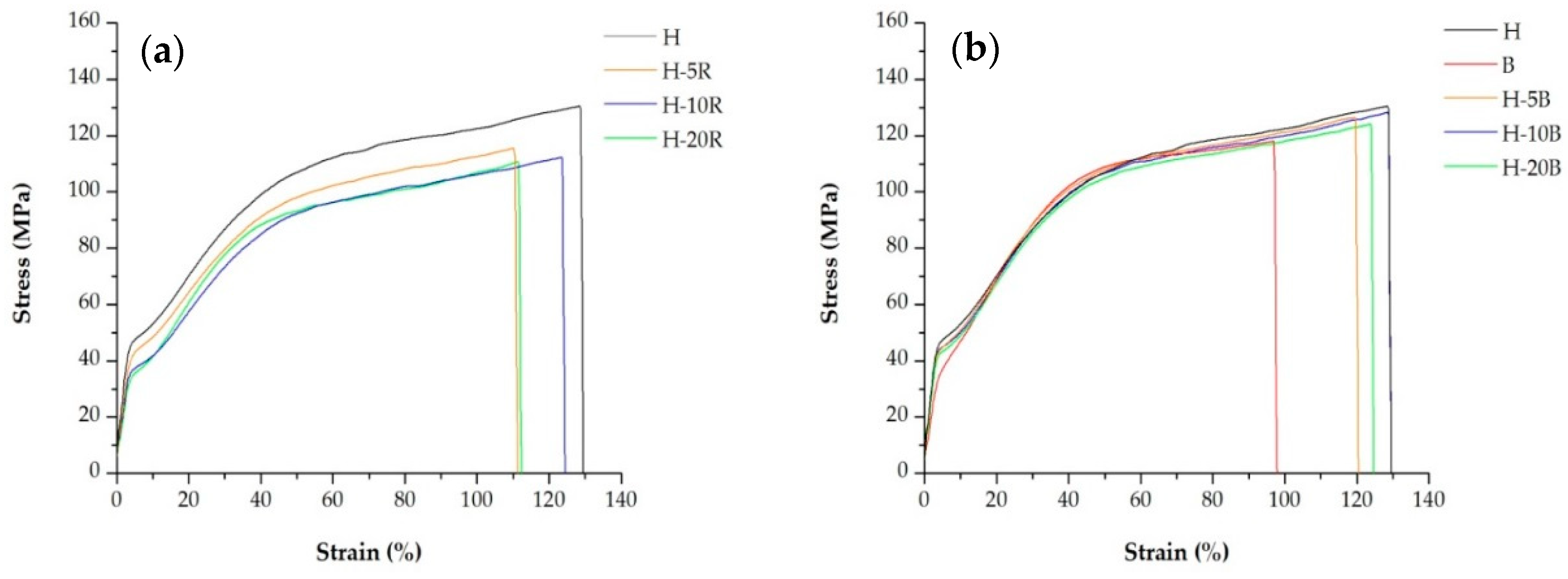
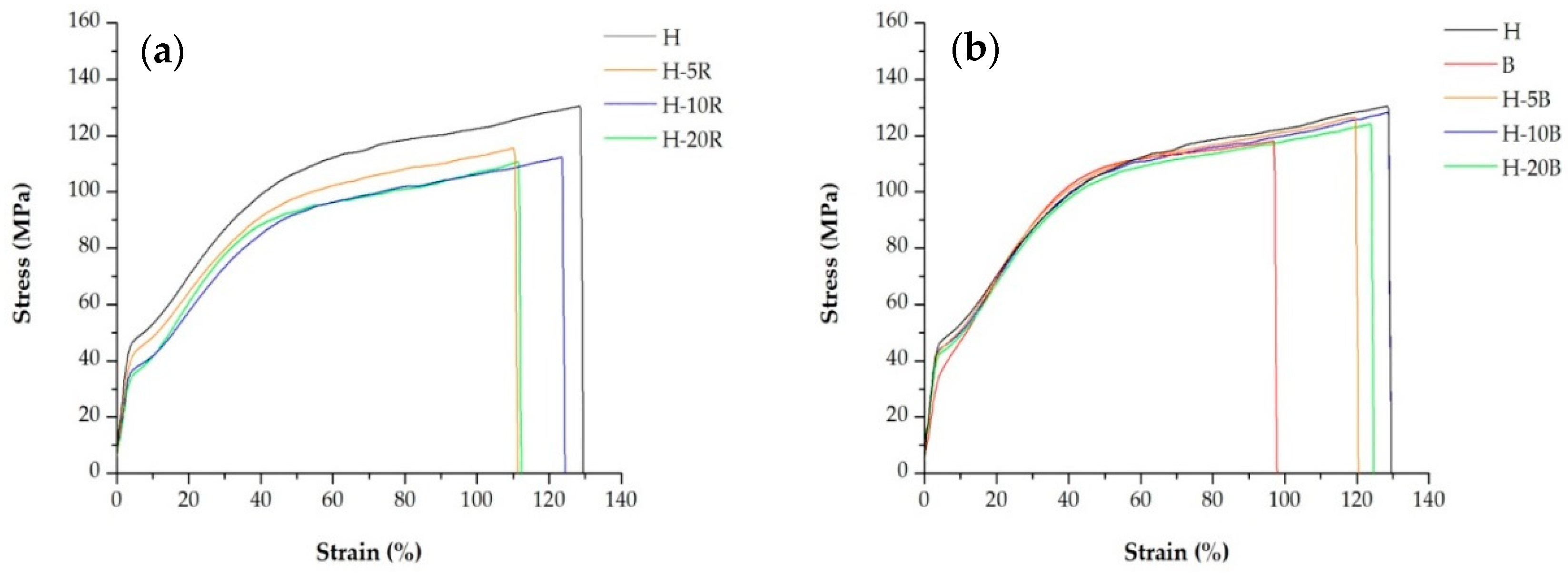
3.4. Effect of Polymer Composition and Annealing Temperature on Mechanical and Thermal Stability
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Johnson, M.B.; Wilkes, G.L. Microporous membranes of polyoxymethylene from a melt-extrusion process: (II) Effects of thermal annealing and stretching on porosity. J. Appl. Polym. Sci. 2002, 84, 1762. [Google Scholar] [CrossRef]
- Tabatabaei, S.H.; Carreau, P.J.; Ajji, A. Microporous membranes obtained from polypropylene blend film by stretching. J. Membr. Sci. 2008, 325, 772–782. [Google Scholar] [CrossRef]
- Lei, C.; Wu, S.; Qi, C.; Xu, R.; Hu, B.; Shi, W. Influence of heat-setting temperature on the properties of a stretched polypropylene microporous membrane. Polym. Int. 2014, 63, 584–588. [Google Scholar]
- Sadeghi, F.; Ajji, A.; Carreau, P.J. Analysis of microporous membranes obtained from polypropylene films by stretching. J. Membr. Sci. 2007, 292, 62–71. [Google Scholar] [CrossRef] [Green Version]
- Sadeghi, F.; Ajji, A.; Carreau, P.J. Microporous membranes obtained from polypropylene blends with superior permeability properties. J. Membr. Sci. Part B Polym. Phys. 2008, 46, 148–157. [Google Scholar] [CrossRef]
- Sadeghi, F.; Ajji, A.; Carreau, P.J. Analysis of row nucleated lamellar morphology of polypropylene obtained from the cast film process: Effect of melt rheology and process conditions. Polym. Eng. Sci. 2007, 47, 1170–1178. [Google Scholar] [CrossRef]
- Wu, S.; Lei, C.; Cai, Q.; Xu, R.; Hu, B.; Shi, W.; Peng, X. Study of structure and properties of polypropylene microporous membrane by hot stretching. Polym. Bull. 2014, 71, 2205–2217. [Google Scholar] [CrossRef]
- Lei, C.; Wu, S.; Xu, R.; Peng, X.; Shi, W.; Hu, B. Influence of low molecular weight tail of polypropylene resin on the pore structure by room-temperature stretching. Polym. Eng. Sci. 2013, 53, 2594–2602. [Google Scholar]
- Tabatabaei, S.H.; Carreau, P.J.; Ajji, A. Effect of processing on the crystalline orientation, morphology, and mechanical properties of polypropylene cast films and microporous membrane formation. Polymer 2009, 50, 4228–4240. [Google Scholar] [CrossRef]
- Saffar, A.; Carreau, P.J.; Ajji, A.; Kamal, M.R. Influence of stretching on the performance of polypropylene-based microporous membranes. Ind. Eng. Chem. Res. 2014, 53, 14014–14021. [Google Scholar] [CrossRef]
- Ferrer-Balas, D.; Maspoch, M.L.; Martinez, A.B.; Santana, O.O. Influence of annealing on the microstructural, tensile and fracture properties of polypropylene films. Polymer 2001, 42, 1697–1705. [Google Scholar] [CrossRef]
- Tabatabaei, S.H.; Carreau, P.J.; Ajji, A. Structure and properties of MDO stretched polypropylene. Polymer 2009, 50, 3981–3989. [Google Scholar] [CrossRef]
- Ding, Z.; Bao, R.; Zhao, B.; Yan, J.; Liu, Z.; Yang, M. Effects of annealing on structure and deformation mechanism of isotactic polypropylene film with row-nucleated lamellar structure. J. Appl. Polym. Sci. 2013, 130, 1659–1666. [Google Scholar] [CrossRef]
- Chen, X.; Xu, R.; Xie, J.; Lin, Y.; Lei, C.; Li, L. The study of room-temperature stretching of annealed polypropylene cast film with row-nucleated crystalline structure. Polymer 2016, 94, 31–42. [Google Scholar]
- Wang, S.; Saffar, A.; Ajji, A.; Wu, H.; Guo, S.Y. Fabrication of microporous membranes from melt extruded polypropylene precursor films via stretching: Effect of annealing. Chin. J. Polym. Sci. 2015, 33, 1028–1037. [Google Scholar] [CrossRef]
- Cai, Q.; Xu, R.; Wu, S.; Chen, C.; Mo, H.; Lei, C.; Li, L.; Li, Z. Influence of annealing temperature on the lamellar and connecting bridge structure of stretched polypropylene microporous membrane. Polym. Int. 2015, 64, 446–452. [Google Scholar]
- Lei, C.; Huang, W.; Xu, R.; Xu, Y. The correlation between the lower temperature melting plateau endotherm and the stretching-induced pore formation in annealed polypropylene films. J. Plast. Film Sheet. 2012, 28, 151–164. [Google Scholar]
- Saffar, A.; Carreau, P.J.; Ajji, A.; Kamal, M.R. The impact of new crystalline lamellae formation during annealing on the properties of polypropylene based films and membranes. Polymer 2014, 55, 3156–3167. [Google Scholar] [CrossRef]
- Lin, Y.; Meng, L.; Wu, L.; Li, X.; Chen, X.; Zhang, Q.; Li, L. A semi-quantitative deformation model for pore formation in isotactic polypropylene microporous membrane. Polymer 2015, 80, 214–227. [Google Scholar] [CrossRef]
- Lei, C.; Wu, S.; Xu, R.; Cai, Q.; Hu, B.; Peng, X.; Shi, W. Formation of stable crystalline connecting bridges during the fabrication of polypropylene microporous membrane. Polym. Bull. 2013, 70, 1353–1366. [Google Scholar]
- Xie, J.; Xu, R.; Chen, X.; Cai, Q.; Lei, C. Influence of heat-treatment temperature on the structure and properties of polypropylene microporous membrane. Polym. Bull. 2016, 73, 265–277. [Google Scholar] [CrossRef]
- Nakamura, S.; Kaneko, S.; Mizutani, Y. Microporous polypropylene sheets containing CaCO3 filler. J. Appl. Polym. Sci. 1993, 49, 143–150. [Google Scholar] [CrossRef]
- Nagō, S.; Mizutani, Y. Microporous polypropylene sheets containing CaCO3 filler: Effects of stretching ratio and removing CaCO3 filler. J. Appl. Polym. Sci. 1998, 68, 1543–1553. [Google Scholar] [CrossRef]
- Castejón, P.; Habibi, K.; Saffar, A.; Ajji, A.; Martínez, A.B.; Arencón, D. Polypropylene-Based Porous Membranes: Influence of Polymer Composition, Extrusion Draw Ratio and Uniaxial Strain. Polymers 2017, 10, 33. [Google Scholar] [CrossRef]
- Barczewski, M.; Kloziński, A.; Jakubowska, P.; Sterzyński, T. Nonisothermal crystallization of highly-filled polyolefin/calcium carbonate composites. J. Appl. Polym. Sci. 2014, 131, 41201. [Google Scholar] [CrossRef]
- Baker, R.W. Membrane Technology and Applications, 2nd ed.; John Wiley & Sons Ltd.: Oxford, UK, 2004; pp. 3–17. ISBN 0-470-85445-6. [Google Scholar]
- Maier, C.; Calafut, T. Polypropylene; Plastic Design Library: Norwich, NY, USA, 1998; pp. 11–24. ISBN 1-884207-58-8. [Google Scholar]
- Arora, P.; Zhang, Z. Battery separators. Chem. Rev. 2004, 104, 4419–4462. [Google Scholar] [CrossRef] [PubMed]
- Ulbricht, M. Advanced functional polymer membranes. Polymer 2006, 47, 2217–2262. [Google Scholar] [CrossRef]
- Sadeghi, F.; Tabatabaei, S.H.; Ajji, A.; Carreau, P.J. Properties of uniaxially stretched polypropylene films: effect of drawing temperature and random copolymer content. Can. J. Chem. Eng. 2010, 88, 1091–1098. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A.; Gámez-pérez, J.; Velázquez-Infante, J.C.; Santana, O.; Benasat, A.M.; Maspoch, M.L. Effect of the strain rate and drawing temperature on the mechanical behavior of EVOH and EVOH composites. Adv. Polym. Technol. 2013, 32 (Suppl. 1), E287–E296. [Google Scholar] [CrossRef]
- Ramírez-Vargas, E.; Margarita Huerta-Martínez, B.; Javier Medellín-Rodríguez, F.; Sánchez-Valdes, S. Effect of heterophasic or random PP copolymer on the compatibility mechanism between EVA and PP copolymers. J. Appl. Polym. Sci. 2009, 112, 2290–2297. [Google Scholar] [CrossRef]
- Chen, H.B.; Karger-Kocsis, J.; Wu, J.S.; Varga, J. Fracture toughness of α-and β-phase polypropylene homopolymers and random-and block-copolymers. Polymer 2002, 43, 6505–6514. [Google Scholar] [CrossRef]
- Mourad, A.H.I. Thermo-mechanical characteristics of thermally aged polyethylene/polypropylene blends. Mater. Des. 2010, 31, 918–929. [Google Scholar] [CrossRef]
- Papageorgiou, D.G.; Bikiaris, D.N.; Chrissafis, K. Effect of crystalline structure of polypropylene random copolymers on mechanical properties and thermal degradation kinetics. Thermochim. Acta 2012, 543, 288–294. [Google Scholar] [CrossRef]
- Gunel, E.M.; Basaran, C. Stress whitening quantification of thermoformed mineral filled acrylics. J. Eng. Mater. Technol. 2010, 132, 031002. [Google Scholar] [CrossRef]
- Pae, K.D.; Chu, H.C.; Lee, J.K.; Kim, J.H. Healing of stress-whitening in polyethylene and polypropylene at or below room temperature. Polym. Eng. Sci. 2000, 40, 1783–1795. [Google Scholar] [CrossRef]
- Chrissafis, K.; Paraskevopoulos, K.M.; Stavrev, S.Y.; Docoslis, A.; Vassiliou, A.; Bikiaris, D.N. Characterization and thermal degradation mechanism of isotactic polypropylene/carbon black nanocomposites. Thermochim. Acta 2007, 465, 6–17. [Google Scholar] [CrossRef]
- Martínez, M.C.; Benavente, R.; Gómez-Elvira, J.M. Molecular weight dependence and stereoselective chain cleavage during the early stages of the isotactic polypropylene pyrolysis. Polym. Deg. Stab. 2017, 143, 26–34. [Google Scholar] [CrossRef] [Green Version]
- Rychlý, L.; Matisová-Rychlá, L.; Csmorová, K.; Janigová, I. Non-isothermal thermogravimetry, differential scanning calorimetry and chemiluminiscence in degradation of polyethylene, polypropylene, polystyrene and poly(methyl methacrylate). Polym. Deg. Stab. 2011, 96, 1573–1581. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Commercial Tradename | Code | Polymer Configuration | MFI a (dg/min) |
|---|---|---|---|
| ISPLEN PP020 G3E | H | Homopolymer | 0.9 |
| ISPLEN PB110 H2E | B | Block Copolymer | 0.3 |
| ISPLEN PR230 C1E | R | Random Copolymer | 1.6 |
| Sample | Extrusion (°C) | Annealing (°C) | Fc | Xm (%) | Pore Density (Pores/μm2) | Pores Area (%) | Average Pore Size (µm) | Porosity (%) | Gurley Permeability (µm/(Pa·s)) |
|---|---|---|---|---|---|---|---|---|---|
| H | 250 | 140 | 0.69 | 52.4 | 9.8 | 3.9 | 0.065 | 0.46 | 0.004 |
| 150 | 0.72 | 54.5 | 8.3 | 3.0 | 0.061 | 0.48 | 0.004 | ||
| 160 | 0.76 | 56.1 | 14.2 | 5.0 | 0.062 | 0.53 | 0.005 | ||
| 170 | 0.79 | 55.8 | 13.9 | 4.9 | 0.063 | 0.49 | 0.004 | ||
| H | 270 | 140 | 0.59 | 53.3 | 1.2 | 0.7 | 0.072 | 0.41 | 0.003 |
| 150 | 0.66 | 55.1 | 6.0 | 2.9 | 0.071 | 0.41 | 0.003 | ||
| 160 | 0.70 | 55.8 | 12.5 | 5.4 | 0.070 | 0.44 | 0.003 | ||
| 170 | 0.71 | 55.6 | 11.5 | 3.9 | 0.062 | 0.43 | 0.003 | ||
| B | 250 | 140 | 0.74 | 50.7 | 9.4 | 7.7 | 0.091 | 0.62 | 0.007 |
| 150 | 0.76 | 48.5 | 11.9 | 8.6 | 0.091 | 0.78 | 0.018 | ||
| 160 | 0.78 | 49.4 | 13.1 | 11.3 | 0.098 | 1.65 | 0.068 | ||
| 170 | 0.79 | 47.4 | 10.9 | 6.4 | 0.086 | 1.29 | 0.020 | ||
| B | 270 | 140 | 0.69 | 49.1 | 10.0 | 6.1 | 0.076 | 0.55 | 0.005 |
| 150 | 0.69 | 49.2 | 11.4 | 8.2 | 0.088 | 0.65 | 0.013 | ||
| 160 | 0.76 | 49.9 | 12.2 | 8.3 | 0.083 | 0.95 | 0.026 | ||
| 170 | 0.77 | 49.6 | 7.5 | 5.3 | 0.080 | 0.62 | 0.011 |
| Sample | Annealing (°C) | Fc | Xm (%) | Pore Density (Pores/μm2) | Pores Area (%) | Average Pore Size (µm) | Porosity (%) | Gurley Permeability (µm/(Pa·s)) |
|---|---|---|---|---|---|---|---|---|
| H-5R | 140 | 0.60 | 52.0 | 1.5 | 0.9 | 0.062 | 0.41 | 0.003 |
| 150 | 0.66 | 57.3 | 10.4 | 3.3 | 0.059 | 0.46 | 0.003 | |
| 160 | 0.73 | 59.9 | 13.7 | 5.1 | 0.065 | 0.45 | 0.003 | |
| 170 | 0.73 | 53.7 | 13.8 | 4.5 | 0.058 | 0.49 | 0.004 | |
| H-10R | 140 | 0.67 | 53.9 | 6.9 | 2.4 | 0.062 | 0.45 | 0.004 |
| 150 | 0.68 | 58.2 | 11.2 | 3.1 | 0.066 | 0.55 | 0.008 | |
| 160 | 0.74 | 59.5 | 14.2 | 5.8 | 0.070 | 0.85 | 0.048 | |
| 170 | 0.76 | 56.1 | 13.9 | 5.1 | 0.069 | 0.75 | 0.039 | |
| H-20R | 140 | 0.72 | 46.3 | 7.7 | 2.6 | 0.063 | 0.45 | 0.003 |
| 150 | 0.75 | 55.6 | 6.0 | 2.2 | 0.066 | 0.55 | 0.006 | |
| 160 | 0.76 | 59.6 | 7.8 | 3.2 | 0.069 | 0.59 | 0.019 | |
| 170 | 0.77 | 51.3 | 7.6 | 2.7 | 0.063 | 0.56 | 0.013 |
| Sample | Annealing (°C) | Fc | Xm (%) | Pore Density (Pores/μm2) | Pores Area (%) | Average Pore Size (µm) | Porosity (%) | Gurley Permeability (µm/(Pa·s)) |
|---|---|---|---|---|---|---|---|---|
| H-5B | 140 | 0.60 | 50.7 | 16.9 | 8.7 | 0.071 | 0.73 | 0.010 |
| 150 | 0.64 | 53.1 | 17.8 | 9.3 | 0.070 | 0.79 | 0.011 | |
| 160 | 0.69 | 54.6 | 20.6 | 9.9 | 0.073 | 0.85 | 0.011 | |
| 170 | 0.74 | 54.1 | 20.6 | 10.1 | 0.075 | 1.02 | 0.010 | |
| H-10B | 140 | 0.68 | 49.1 | 24.3 | 8.4 | 0.070 | 1.02 | 0.044 |
| 150 | 0.70 | 55.9 | 22.6 | 9.0 | 0.071 | 1.16 | 0.032 | |
| 160 | 0.74 | 56.1 | 25.8 | 9.1 | 0.068 | 1.85 | 0.160 | |
| 170 | 0.75 | 55.7 | 25.1 | 7.8 | 0.065 | 1.67 | 0.110 | |
| H-20B | 140 | 0.68 | 49.5 | 26.2 | 8.8 | 0.075 | 1.69 | 0.132 |
| 150 | 0.71 | 53.6 | 26.5 | 10.7 | 0.078 | 1.69 | 0.120 | |
| 160 | 0.74 | 53.2 | 27.8 | 11.6 | 0.079 | 1.92 | 0.176 | |
| 170 | 0.75 | 53.0 | 25.3 | 10.9 | 0.076 | 1.86 | 0.151 |
| Sample | Annealing (°C) | Hot Stretching (°C) | Xm (%) | Pore Density (Pores/μm2) | Pores Area (%) | Average Pore Size (µm) | Porosity (%) | Gurley Permeability (µm/(Pa·s)) |
|---|---|---|---|---|---|---|---|---|
| H-20B | 160 | 140 | 53.2 | 27.8 | 11.6 | 0.079 | 1.92 | 0.176 |
| 150 | 53.1 | 17.9 | 13.2 | 0.085 | 1.59 | 0.093 | ||
| 160 | 54.0 | 12.7 | 10.1 | 0.089 | 1.01 | 0.081 |
| Sample | Young’s Modulus (GPa) | First Yield Stress Point (MPa) |
|---|---|---|
| H | 1.71 ± 0.05 | 47.8 ± 0.7 |
| B | 0.97 ± 0.04 | 37.9 ± 0.3 |
| H-5B | 1.69 ± 0.05 | 45.6 ± 0.5 |
| H-10B | 1.59 ± 0.05 | 45.5 ± 0.6 |
| H-20B | 1.49 ± 0.05 | 43.9 ± 0.3 |
| H-5R | 1.49 ± 0.03 | 44.6 ± 0.5 |
| H-10R | 1.20 ± 0.04 | 37.8 ± 0.5 |
| H-20R | 1.08 ± 0.05 | 35.9 ± 0.6 |
| Sample | Annealing (°C) | Young’s Modulus (GPa) | First Yield Stress Point (MPa) |
|---|---|---|---|
| H-10R | 140 | 1.20 ± 0.04 | 37.8 ± 0.5 |
| 150 | 1.31 ± 0.02 | 43.0 ± 0.5 | |
| 160 | 1.31 ± 0.04 | 40.8 ± 0.5 | |
| 170 | 1.01 ± 0.05 | 27.9 ± 0.4 | |
| H-20B | 140 | 1.49 ± 0.05 | 43.9 ± 0.3 |
| 150 | 1.48 ± 0.04 | 42.9 ± 0.4 | |
| 160 | 1.49 ± 0.05 | 44.3 ± 0.6 | |
| 170 | 1.39 ± 0.05 | 33.9 ± 0.6 |
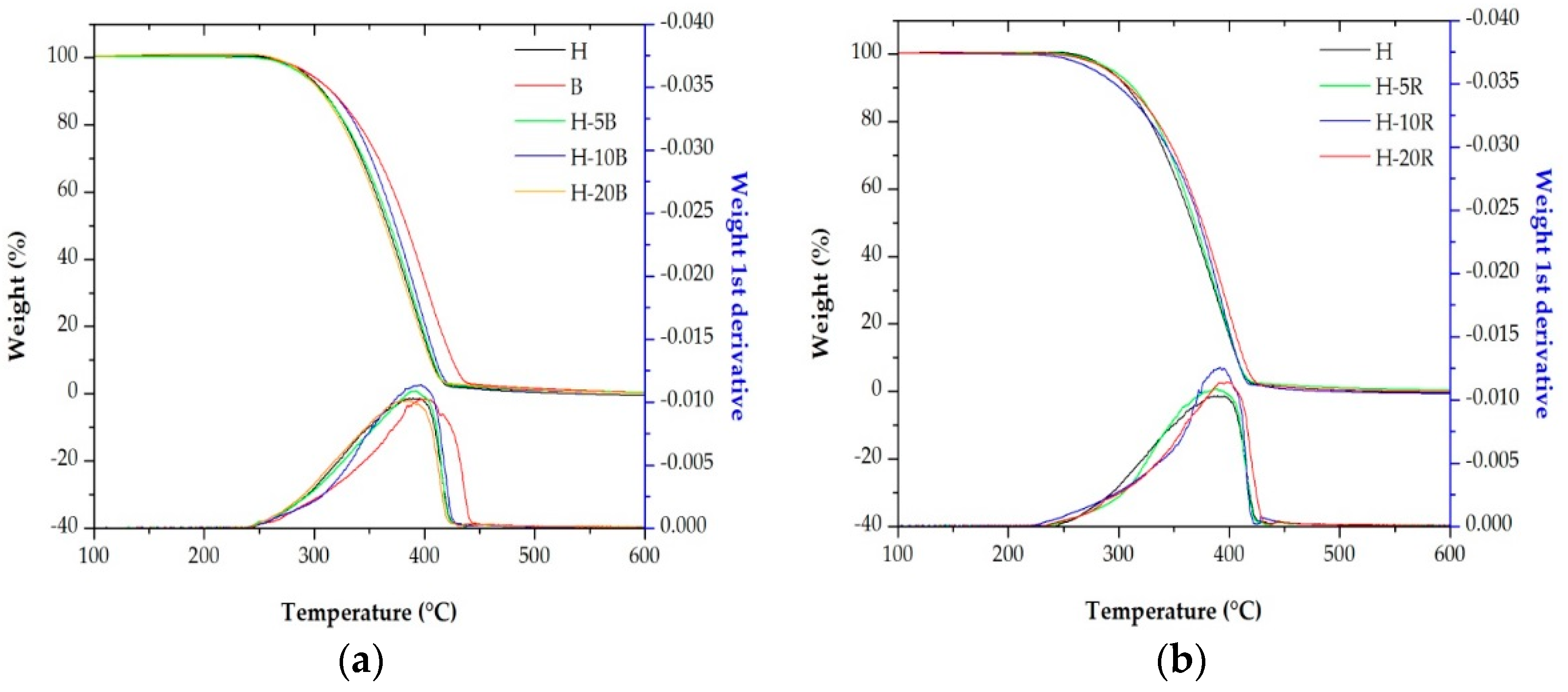
| Sample | T0.1 (°C) | T0.5 (°C) | Lost Mass 400 °C (%) | Lost Mass 600 °C (%) | Tmax (°C) |
|---|---|---|---|---|---|
| H | 307.9 | 366.5 | 83.6 | 100.0 | 389.7 |
| B | 315.7 | 383.7 | 66.3 | 99.7 | 400.4 |
| H-5B | 306.7 | 368.9 | 82.2 | 99.7 | 391.7 |
| H-10B | 315.5 | 373.8 | 78.9 | 99.7 | 396.9 |
| H-20B | 305.9 | 367.4 | 85.3 | 99.8 | 390.7 |
| H-5R | 313.4 | 368.9 | 82.9 | 99.6 | 388.8 |
| H-10R | 301.1 | 373.3 | 82.5 | 100.0 | 391.2 |
| H-20R | 309.9 | 375.7 | 76.4 | 99.9 | 399.6 |
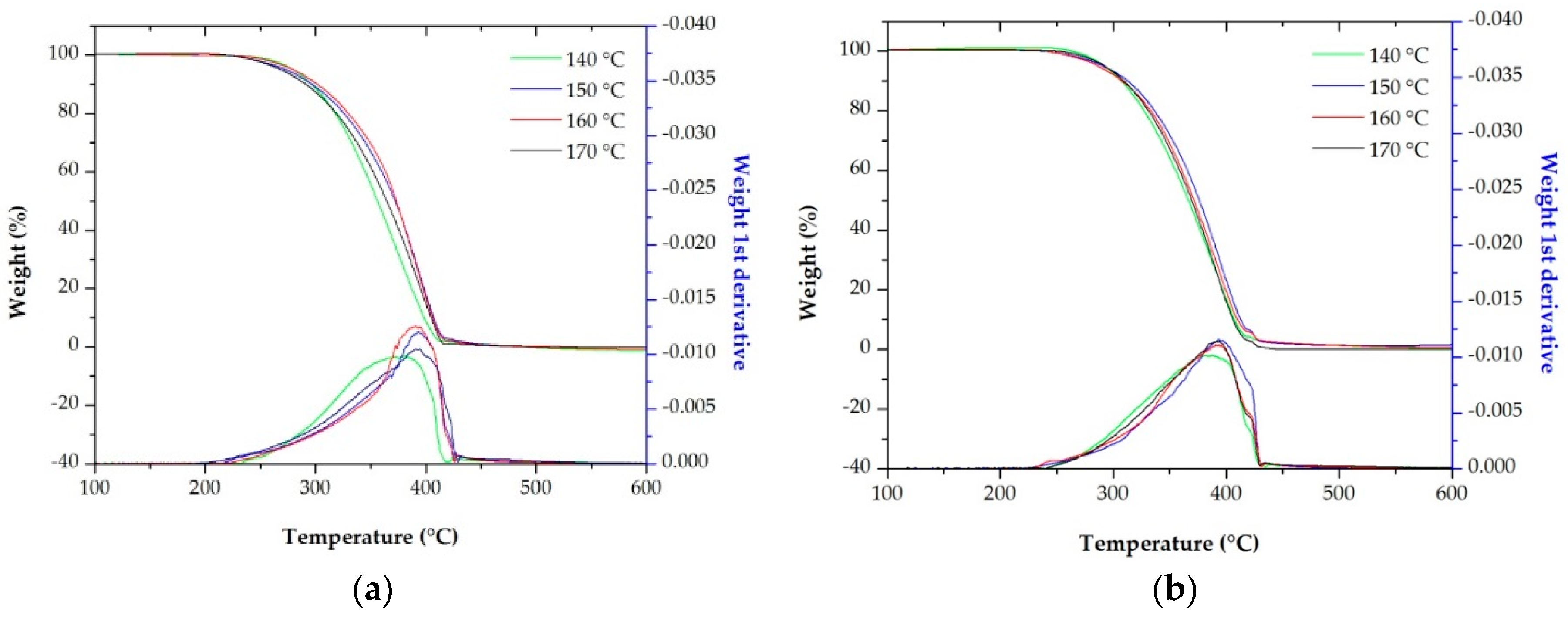
| Sample | Annealing (°C) | T0.1 (°C) | T0.5 (°C) | Lost Mass 400 °C (%) | Lost Mass 600 °C (%) | Tmax (°C) |
|---|---|---|---|---|---|---|
| H-10R | 140 | 296.6 | 356.3 | 91.2 | 100.0 | 379.5 |
| 150 | 295.7 | 370.8 | 81.7 | 100.0 | 393.2 | |
| 160 | 301.1 | 373.3 | 82.5 | 100.0 | 391.2 | |
| 170 | 290.8 | 363.5 | 85.0 | 100.0 | 393.6 | |
| H-20B | 140 | 306.5 | 365.9 | 86.8 | 99.9 | 385.7 |
| 150 | 311.6 | 376.1 | 76.2 | 98.8 | 393.5 | |
| 160 | 305.9 | 367.4 | 85.3 | 99.8 | 390.7 | |
| 170 | 308.2 | 366.7 | 86.7 | 100.0 | 393.8 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Castejón, P.; Arencón, D.; Antunes, M.; Realinho, V.; Velasco, J.I.; Martínez, A.B. Porous Membranes Based on Polypropylene-Ethylene Copolymers. Influence of Temperature on Extrusion, Annealing and Uniaxial Strain Stages. Polymers 2018, 10, 854. https://doi.org/10.3390/polym10080854
Castejón P, Arencón D, Antunes M, Realinho V, Velasco JI, Martínez AB. Porous Membranes Based on Polypropylene-Ethylene Copolymers. Influence of Temperature on Extrusion, Annealing and Uniaxial Strain Stages. Polymers. 2018; 10(8):854. https://doi.org/10.3390/polym10080854
Chicago/Turabian StyleCastejón, Pilar, David Arencón, Marcelo Antunes, Vera Realinho, José Ignacio Velasco, and Antonio B. Martínez. 2018. "Porous Membranes Based on Polypropylene-Ethylene Copolymers. Influence of Temperature on Extrusion, Annealing and Uniaxial Strain Stages" Polymers 10, no. 8: 854. https://doi.org/10.3390/polym10080854