2.1. Catalyst Screening
The main products were acetaldehyde, diethyl ether, ethyl acetate, 1-butanol, 1,1-diethoxy ethane, 1-hexanol and 1-octanol which typically accounted for over 90% of the formed products. Their relative amounts varied depending on the choice of the catalyst. Also traces of other hydrocarbons were formed during some screening experiments. The higher C-6 and C-8 alcohols could be detected during prolonged experiments indicating that the reaction can proceed further from dimers of ethanol as well as to tri- and tetramers of ethanol. No odd number (C-3, C-5, C-7) alcohols were detected in the screening experiments (based on GC-MS analysis). This kind of product distribution may be related to so called Guerbet reaction which produces branched alcohols from primary ones [
15]. The product composition varied greatly over various tested catalysts. Mini-reactor experiments were used to find out the most selective catalyst (
Table 2) for ethanol to 1-butanol production. Typical conversion of ethanol (after 3 h of reaction) in the mini-reactor screening experiments was approximately 2–5%. In control experiments without a catalyst, the conversion of ethanol remained around 1% and only acetaldehyde and diethyl ether were formed.
Table 2.
Summary of the catalyst characterization results.
Table 2.
Summary of the catalyst characterization results.
| | Catalyst | Code | Metal dispersion (%) a | Metal particle size (nm), H2 chemisorption a | Metal particle size (nm) b, TEM | Metal particle size (nm) c, XRD | Surface Area (m2/g) d |
|---|
| 1 | 5% Ru/Al2O3 | H213B | 37.88 | 3.49 | 2.5 ± 1.1 | n.m. | 105 |
| 2 | 5% Rh/Al2O3 | G214RA | 54.21 | 2.03 | 2.6 ± 1.3 | n.m. | 308 |
| 3 | 5% Pd/Al2O3 | E213R | 17.51 | 6.40 | 3.5 ± 1.7 | 4.2 ± 0.2 | 127 |
| 4 | 5% Pt/Al2O3 | F214 XSP/D | n.m. | n.m. | 2.5 ± 1.9 | 2.8 ± 0.2 | n.m. |
| 5 | 0.8% Au/Al2O3 | MINTEK1/BC3 | n.m. | n.m. | n.m. | n.m. | n.m. |
| 6 | Ni/Al2O3 | Crossfield/HTC-500 | n.m. | n.m. | 8.2 | n.m. | n.m. |
| 7 | 20% Ni/Al2O3 | Self-prepared | n.m. | n.m. | 3.5 ± 0.2 | n.m. | 289 |
| 8 | 2% Ag/Al2O3 | Self-prepared | n.m. | n.m. | 5.2 ± 2.1 | n.m. | 289 |
| 9 | 4% Ag/Al2O3 | Self-prepared | n.m. | n.m. | 1-5 and 10-40 | n.m. | 289 |
| 10 | 6% Ag/Al2O3 | Self-prepared | n.m. | n.m. | n.m. | n.m. | 289 |
| 11 | 1% Ru/Al2O3 | Self-prepared | n.m. | n.m. | n.m. | n.m. | 289 |
| 12 | 2% Ru/Al2O3 | Self-prepared | n.m. | n.m. | n.m. | n.m. | 289 |
| 13 | 5% Ru/Al2O3 | Self-prepared | n.m. | n.m. | 1-7 and 100 | n.m. | 289 |
The following qualitative conclusions can be drawn for the formed liquid hydrocarbon products from the catalyst screening experiments which give valuable guidelines for the future catalyst development:
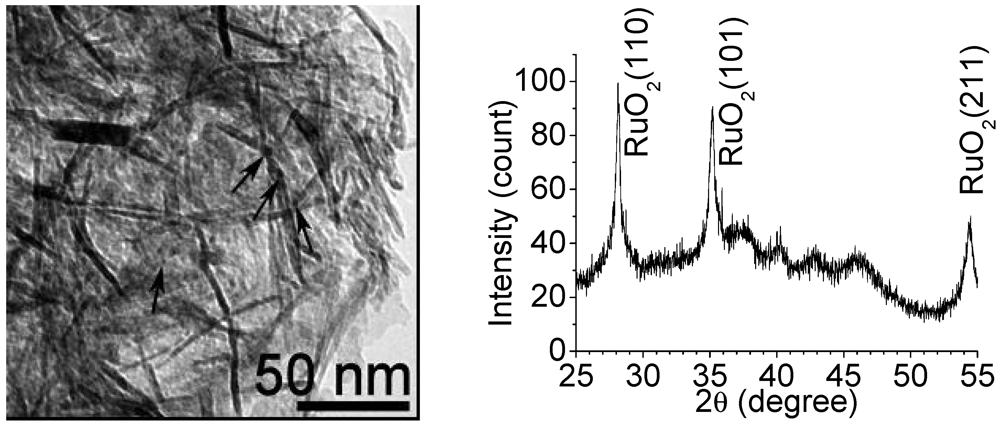
Ru: Commercial 5% Ru on alumina and self-prepared 1-, 2- and 5% Ru on alumina were tested (
Table 3). 1-butanol selectivity was 30% when the commercial catalyst was evaluated. The self-prepared Ru-catalysts showed lower selectivity towards 1-butanol when compared to the commercial one but the conversion was much higher. One possible explanation might be the formation of gaseous products over the self-prepared catalysts. A reduced catalyst promoted the formation of diethyl ether. The same catalyst reduction effect was observed for Ni on alumina catalyst as well. For all catalyst screening experiments, the commercial supported metal catalysts were used as received in unreduced state. TEM and XRD were measured over the self-prepared 5% Ru on alumina catalyst (
Figure 1).
Table 3.
Results obtained with alumina supported Ru catalysts.
Table 3.
Results obtained with alumina supported Ru catalysts.
| Manufactured | Catalyst | Product code | Conversion (%) | Selectivity (%) |
|---|
| acetaldehyde | diethyl ether | ethyl acetate | 1-butanol | 1,1-diethoxy ethane |
|---|
| Degussa | 5% Ru/Al2O3 | H213 B/D | 2 | 8 | 1 | 0 | 30 | 19 |
| La Roche | 1% Ru/Al2O3 | A 201 (self-prep.) | 8 | 50 | 18 | 0 | 0 | 33 |
| La Roche | 2% Ru/Al2O3 | A 201 (self-prep.) | 11 | 54 | 8 | 0 | 4 | 33 |
| La Roche | 5% Ru/Al2O3 | A 201 (self-prep.) | 12 | 54 | 3 | 2 | 9 | 31 |
Figure 1.
Transmission electron microscopy (TEM) and X-ray diffraction (XRD) images of self-prepared 5 wt% Ru/Al2O3 catalyst. XRD shows the existence of RuO2 and the particle size distribution varies between 1–7 nm. In addition, particles up to 100 nm were also found.
Figure 1.
Transmission electron microscopy (TEM) and X-ray diffraction (XRD) images of self-prepared 5 wt% Ru/Al2O3 catalyst. XRD shows the existence of RuO2 and the particle size distribution varies between 1–7 nm. In addition, particles up to 100 nm were also found.
Rh: Commercial 5% Rh on alumina was tested (
Table 4). Rh on alumina produced diethyl ether (S = 30%) and 1-butanol (S = 35%). In comparison to ruthenium (Degussa H 213 B/D), rhodium might have a promoting effect on alumina leading to an increase in the catalyst acidity and, thus, higher diethyl ether formation.
Table 4.
Results obtained with alumina supported Rh catalyst.
Table 4.
Results obtained with alumina supported Rh catalyst.
| Manufactured | Catalyst | Product code | Conversion (%) | Selectivity (%) |
|---|
| acetaldehyde | diethyl ether | ethyl acetate | 1-butanol | 1,1-diethoxy ethane |
|---|
| Degussa | 5% Rh/Al2O | G214 RA/D | 5 | 4 | 41 | 0 | 35 | 4 |
Pd: Commercial Pd on alumina was screened (
Table 5) and the results (S
butanol = 21%) follow almost similar behavior with the rhodium, promoting the formation of diethyl ether.
Table 5.
Results obtained with alumina supported Pd catalyst.
Table 5.
Results obtained with alumina supported Pd catalyst.
| Manufactured | Catalyst | Product code | Conversion (%) | Selectivity (%) |
|---|
| acetaldehyde | diethyl ether | ethyl acetate | 1-butanol | 1,1-diethoxy ethane |
|---|
| Degussa | 5% Pd/Al2O3 | E213 R/D | 9 | 3 | 64 | 1 | 21 | 2 |
Pt: Commercial Pt catalyst was found to contain a positive impact (S
butanol = 37%) on the desired product (
Table 6) and, furthermore, the selectivity towards diethyl ether was much lower in comparison to Pd and Rh.
Table 6.
Results obtained with alumina supported Pt catalyst.
Table 6.
Results obtained with alumina supported Pt catalyst.
| Manufactured | Catalyst | Product code | Conversion (%) | Selectivity (%) |
|---|
| acetaldehyde | diethyl ether | ethyl acetate | 1-butanol | 1,1-diethoxy ethane |
|---|
| Degussa | 5% Pt/Al2O3 | F 214 XSP/D | 3 | 9 | 10 | 9 | 37 | 8 |
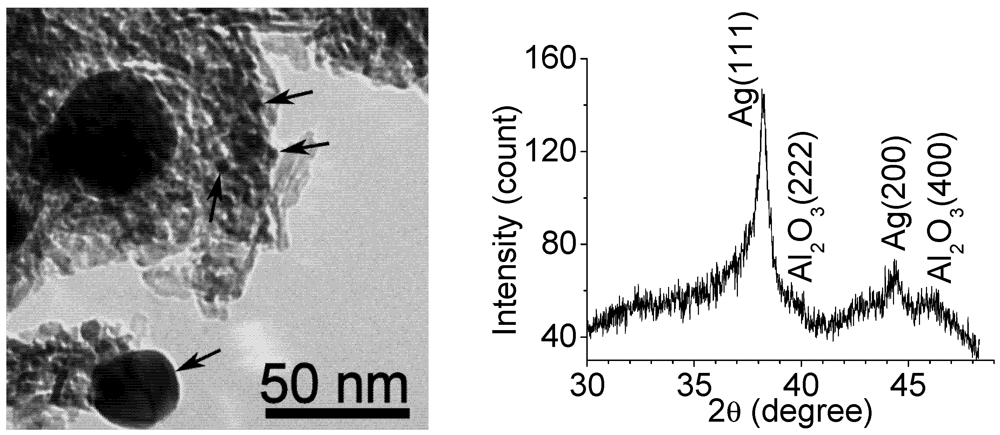
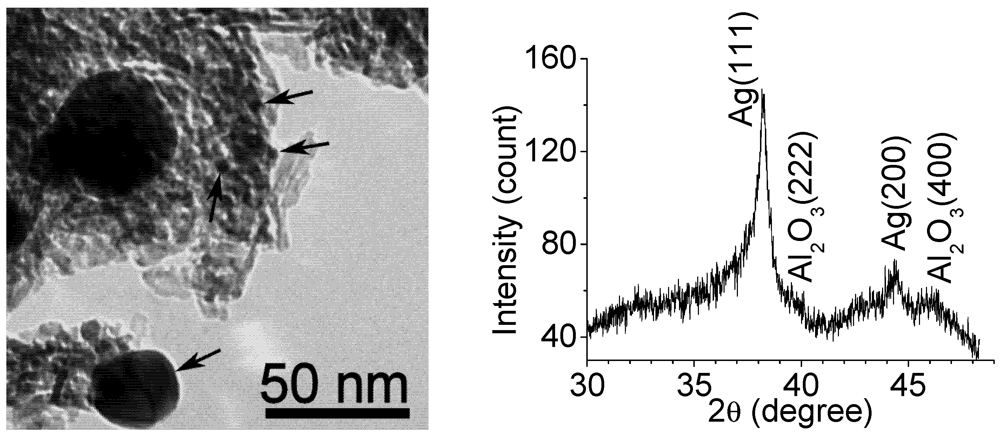
Ag: The self-prepared silver catalysts were rather inactive towards 1-butanol giving selectivities between 13–20%. However, also a rather high selectivity to acetaldehyde and 1,1-diethoxy ethane were observed (
Table 7). TEM and XRD were measured over the self-prepared 4% Ag on alumina catalyst (
Figure 2).
Table 7.
Results obtained with alumina supported Ag catalysts.
Table 7.
Results obtained with alumina supported Ag catalysts.
| Manufactured | Catalyst | Product code | Conversion (%) | Selectivity (%) |
|---|
| acetaldehyde | diethyl ether | ethyl acetate | 1-butanol | 1,1-diethoxy ethane |
|---|
| La Roche | 2% Ag/Al2O3 | A 201 (self-prep.) | 1 | 48 | 12 | 4 | 16 | 20 |
| La Roche | 4% Ag/Al2O3 | A 201 (self-prep.) | 1 | 49 | 13 | 4 | 13 | 20 |
| La Roche | 6% Ag/Al2O3 | A 201 (self-prep.) | 2 | 45 | 11 | 6 | 20 | 16 |
Figure 2.
TEM and XRD pictures of self-prepared 4 wt% Ag/Al2O3 catalyst. XRD reveals metallic silver with an average crystal size of ~13 nm. The particle size analysis based on TEM measurements shows a bimodal size distribution with ranges of 1–5 nm and 10–40 nm.
Figure 2.
TEM and XRD pictures of self-prepared 4 wt% Ag/Al2O3 catalyst. XRD reveals metallic silver with an average crystal size of ~13 nm. The particle size analysis based on TEM measurements shows a bimodal size distribution with ranges of 1–5 nm and 10–40 nm.
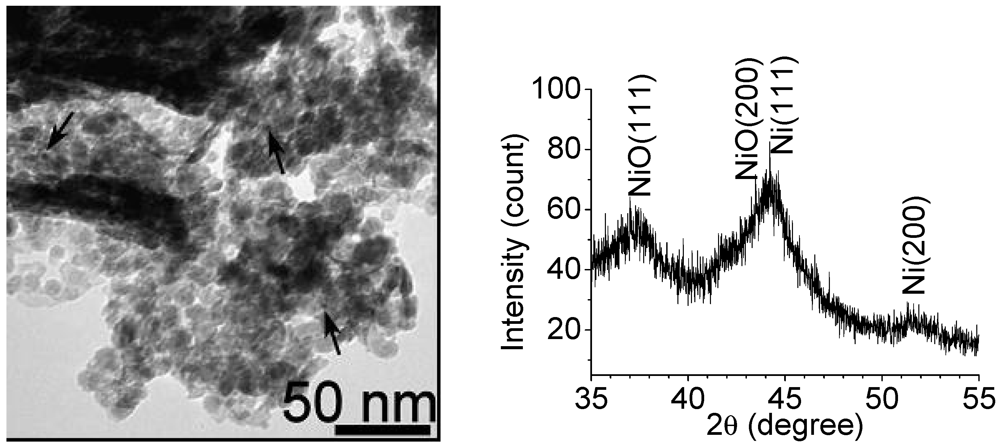
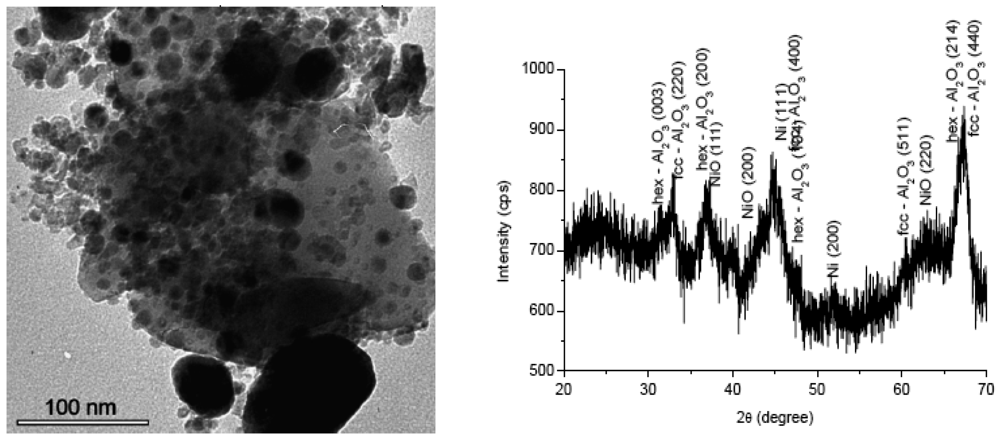
Ni: Two types of nickel catalysts were tested (
Table 8). Overall, the commercial HTC-500 (20.7% Ni on alumina) was the best catalyst within the whole series of catalysts screened in terms of selectivity (62%). Also self-prepared 20% Ni on alumina (La Roche) showed moderate selectivity (37%) towards 1-butanol but the conversion was almost four times higher in comparison to the HTC-500, producing a significant amount of acetaldehyde. Both nickel catalysts were characterized by means of XRD and TEM (
Figure 3 and
Figure 4). Interestingly, the self-prepared catalyst shows a considerably smaller particle size distribution and it does not contain any aggregates which are presumed to be inactive parts.
Table 8.
Results obtained with alumina supported Ni catalysts.
Table 8.
Results obtained with alumina supported Ni catalysts.
| Manufactured | Catalyst | Product code | Conversion (%) | Selectivity (%) |
|---|
| acetaldehyde | diethyl ether | ethyl acetate | 1-butanol | 1,1-diethoxy ethane |
|---|
| Crossfield | 20% Ni/Al2O3 | HTC-500 | 5 | 5 | 7 | 4 | 62 | 3 |
| La Roche | 20% Ni/Al2O3 | Self-prepared | 18 | 43 | 5 | 4 | 37 | 11 |
Figure 3.
TEM and XRD pictures of self-prepared Ni/Al2O3 catalyst. Based on the results it can be seen that both Ni and NiO are found with average particle sizes of ~4 nm for both phases.
Figure 3.
TEM and XRD pictures of self-prepared Ni/Al2O3 catalyst. Based on the results it can be seen that both Ni and NiO are found with average particle sizes of ~4 nm for both phases.
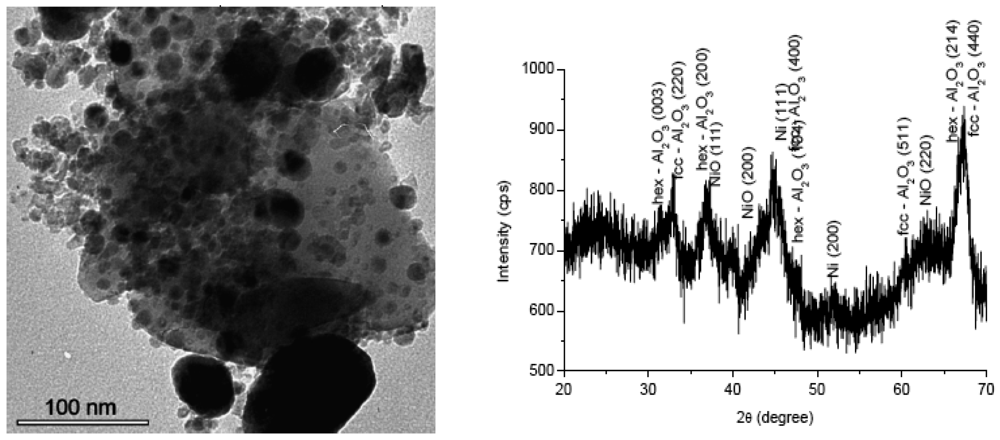
Figure 4.
TEM and XRD images of the commercial model catalyst 20.7 wt% Ni/Al2O3 HTC-500. The average particle size was found to be about twice as much as for the self-made Ni-catalyst and showed considerably broad size dispersion.
Figure 4.
TEM and XRD images of the commercial model catalyst 20.7 wt% Ni/Al2O3 HTC-500. The average particle size was found to be about twice as much as for the self-made Ni-catalyst and showed considerably broad size dispersion.
Au: The commercial gold catalyst showed an interesting behavior by producing a moderate selectivity to 1-butanol (35%) and also some amounts of acetaldehyde, ethyl acetate and diethyl acetate (
Table 9). This might be due to the ability of gold to promote different and simultaneous reaction pathways.
Table 9.
Results obtained with alumina supported Au catalyst.
Table 9.
Results obtained with alumina supported Au catalyst.
| Manufactured | Catalyst | Product code | Conversion (%) | Selectivity (%) |
|---|
| acetaldehyde | diethyl ether | ethyl acetate | 1-butanol | 1,1-diethoxy ethane |
|---|
| Mintek | 0.8% Au/Al2O3 | BC3 | 6 | 18 | 31 | 15 | 35 | 0 |
2.2. Validation of the Bomb Reactor Screening Experiments
The reproducibility of the experiments was controlled by repeating experiments with same catalyst at least twice. For each and every test batch of eight (8) mini-bomb reactors, a reference catalyst was used to control the experimental reproducibility. When the product distribution obtained in mini-bomb reactors was compared with the products obtained in the Parr autoclave, under similar conditions and with the same catalyst, it was evident that analogous results were obtained, i.e., the process is scaleable.
Out of all screened catalysts, the catalyst HTC-500 (20.7% Ni on alumina) was clearly the best one giving a good conversion (X = 5%) and highest selectivity (Sbutanol = 62%) in the whole series. Nevertheless, it is expected that after optimizing catalyst properties and reaction conditions, the selectivity, activity and ethanol conversion could be notably improved.
2.3. Kinetics and Mechanistic Studies with HTC-500 (20.7% Ni on Alumina)
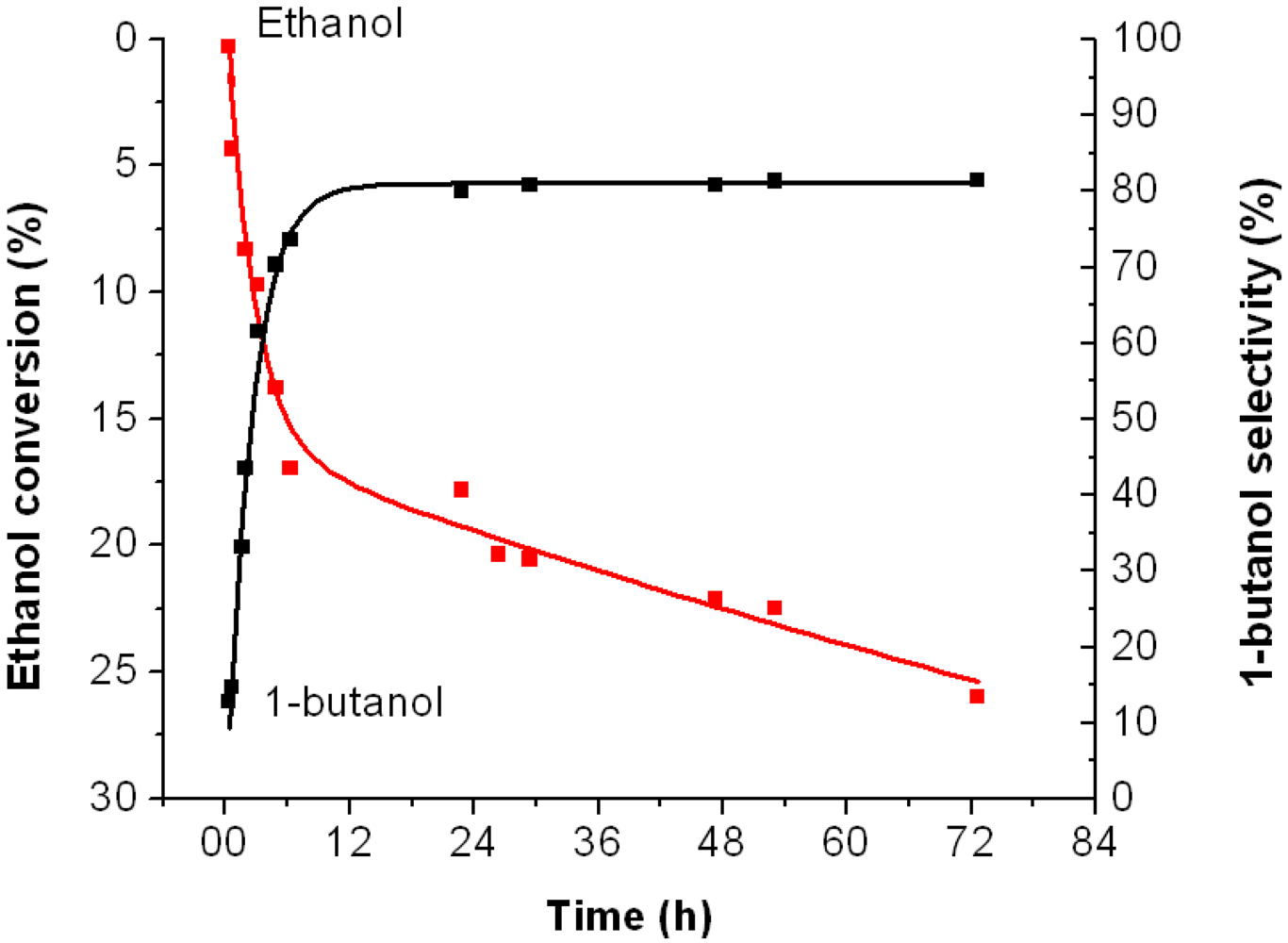
The reaction kinetics was investigated in the 300 mL Parr autoclave using the identical catalyst-to-ethanol ratio as in the miniature bomb reactors. Commercial (Crosfield HTC-500, 20.7% Ni on alumina) catalyst was used in the experiments. The temperature profile in the larger batch reactor during the reaction was similar consisting of 15–20 min heating period after which an isothermal reaction was carried out at 250 °C. Analysis of samples taken at time zero and at the time when the desired reaction temperature was reach revealed that negligible ethanol conversion took place during the short (15–20 min) reactor heating step. A representative kinetic plot is illustrated in
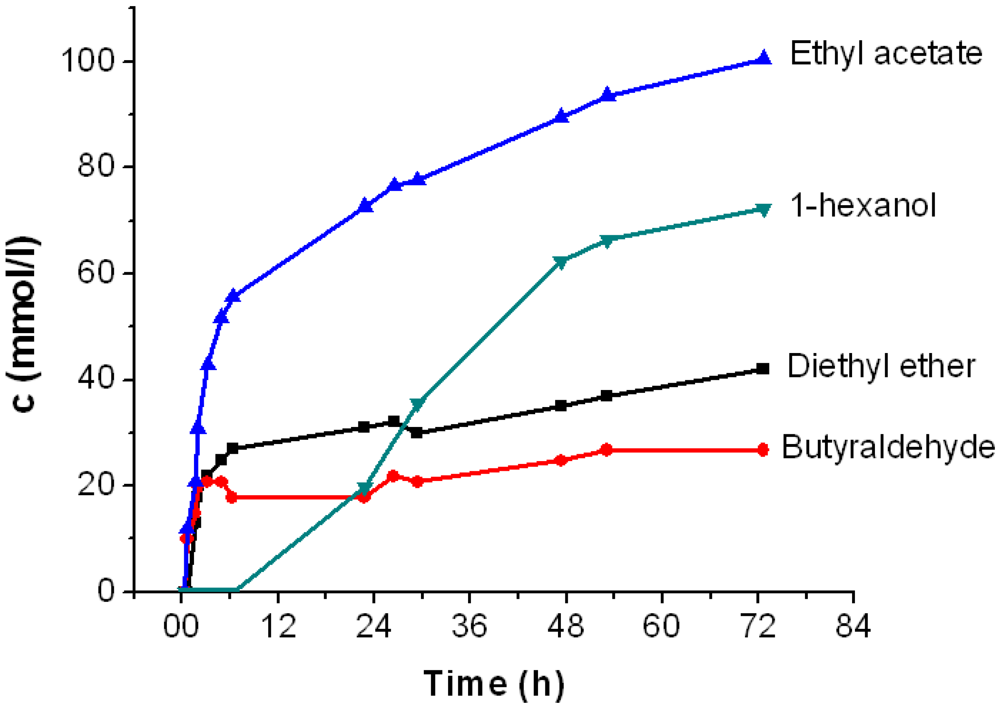
Figure 5 which shows the conversion of ethanol and the selectivity of 1-butanol among liquid carbon products as a function of time. Moreover, the behavior of side products concentration evolvement is illustrated in
Figure 6 and
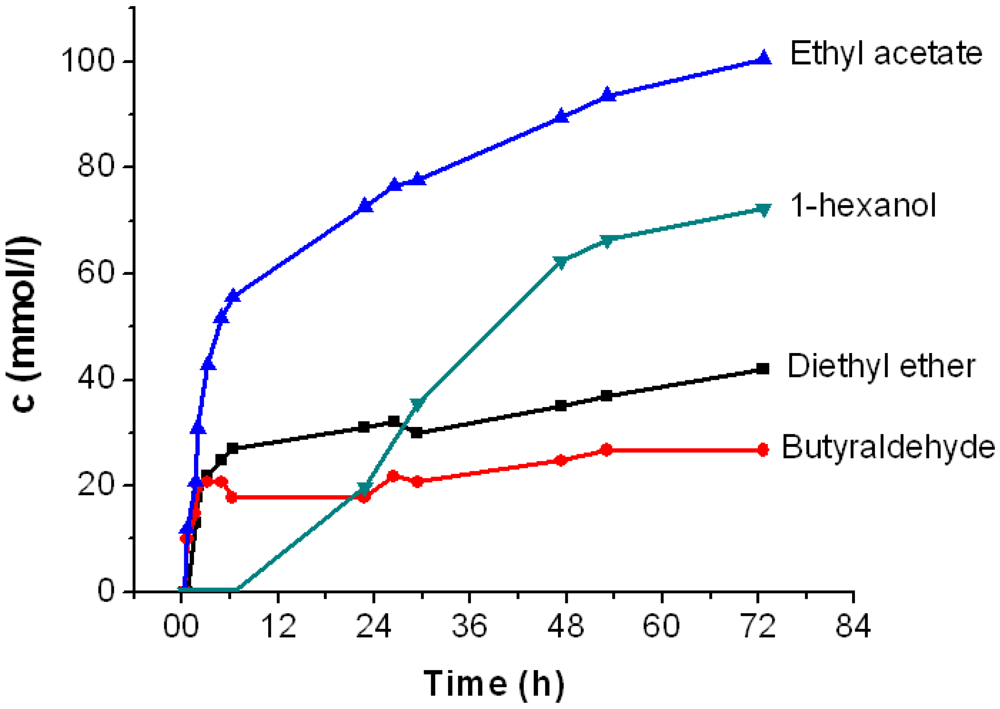
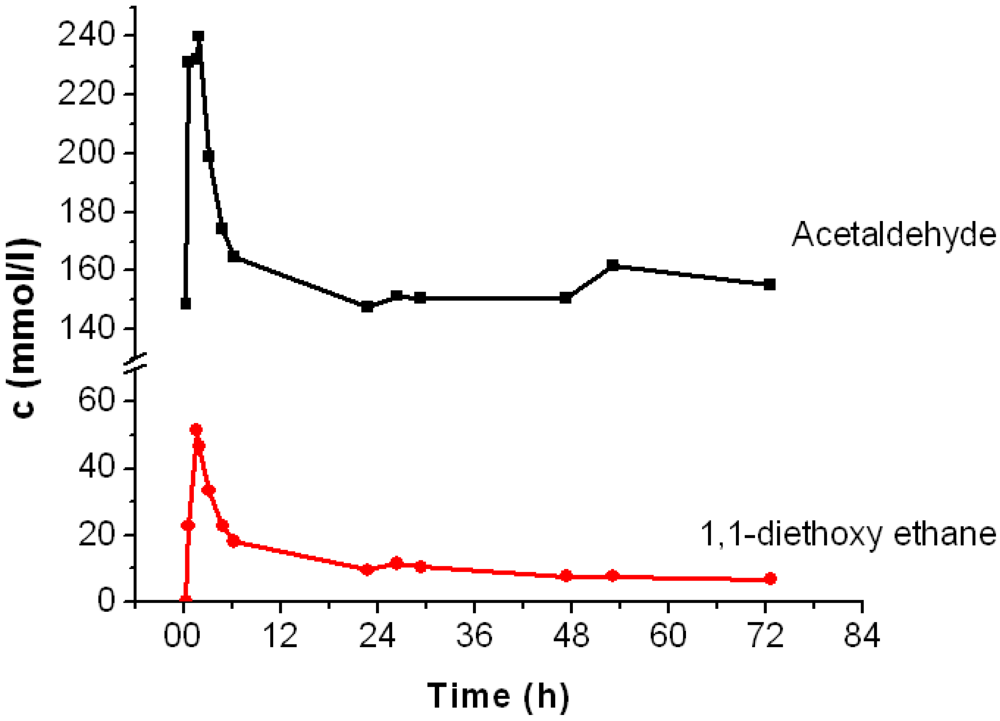
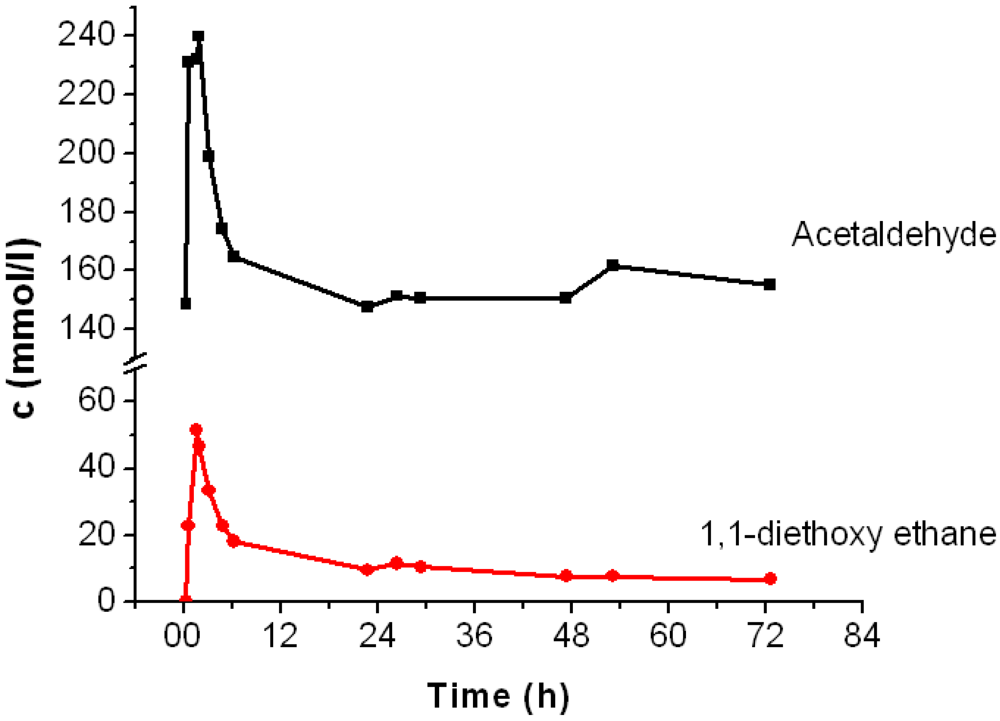
Figure 7, respectively. Interestingly, the behavior of acetaldehyde and 1,1-diethoxy ethane follow a different pattern than that of ethyl acetate, butyraldehyde, diethyl ether and 1-hexanol. Concentrations of the later mentioned by-products illustrate a stable upward trend whereas acetaldehyde and 1,1-diethoxy ethane concentrations seem to peak in early stages of the reaction followed by a sharp decrease. It might be that acetaldehyde and 1,1-diethoxy ethane have a remarkable effect on the reaction in question. The larger scale (300 mL instead of 2 mL) autoclave allowed sampling of the liquid-phase during the course of the reaction under controlled temperature and pressure. The gas-phase composition could be analyzed by MS after the reaction. When the experiments were repeated over the same catalyst it was observed that the reproducibility of the results was within 1%.
Figure 5.
Valorization kinetics of ethanol to 1-butanol over a Ni catalyst (HTC-500) in the batch reactor. Reaction conditions: 250°C, 70 bar. Selectivity calculated among liquid carbon products.
Figure 5.
Valorization kinetics of ethanol to 1-butanol over a Ni catalyst (HTC-500) in the batch reactor. Reaction conditions: 250°C, 70 bar. Selectivity calculated among liquid carbon products.
Figure 6.
Ethylacetate, 1-hexanol, diethylether and butyraldehyde concentrations as a function of time.
Figure 6.
Ethylacetate, 1-hexanol, diethylether and butyraldehyde concentrations as a function of time.
Figure 7.
Acetaldehyde and 1,1-diethoxy ethane concentrations plotted as the function of time.
Figure 7.
Acetaldehyde and 1,1-diethoxy ethane concentrations plotted as the function of time.
2.3.1. Gas-Phase Analysis after the Reaction
After heating the reactor to 250 °C, the pressure started gradually to increase from 76 bar to about 83 bar after which pressure remained virtually constant. The gas-phase analysis was conducted after the reactor was cooled down to room temperature (RT). At RT, the residual gas-phase was analyzed by a mass spectrometer (the gas-phase composition was similar in all carried experiments over the HTC-500). It was found that the gas composition was roughly 2/3 of hydrogen and 1/3 of methane. Only traces of carbon monoxide and carbon dioxide were found.
During the course of the reaction, gaseous hydrogen (P
hydrogen = 4 bar) that might promote hydrogenation of the intermediate products, was formed in the reactor. The chosen Ni/alumina catalyst is a known good catalyst for C=O and C=C bond hydrogenations. Moreover, it is also suggested that nickel might promote C–C-bond breaking of the ethanol molecule. Thus, this would lead to the emergence of hydrogen and methane [
17]. Consequently, the previously proposed reaction sequence starting from dehydration of ethanol to acetaldehyde followed by aldol condensation and subsequent hydrogenation to 1-butanol sounds logical. However, in mechanistic studies when various amounts of acetaldehyde was present, the “promoting effect” could not be detected. Presence of acetaldehyde produced a lot of by-products (a total of 50–80 products) which could not be properly separated or identified.
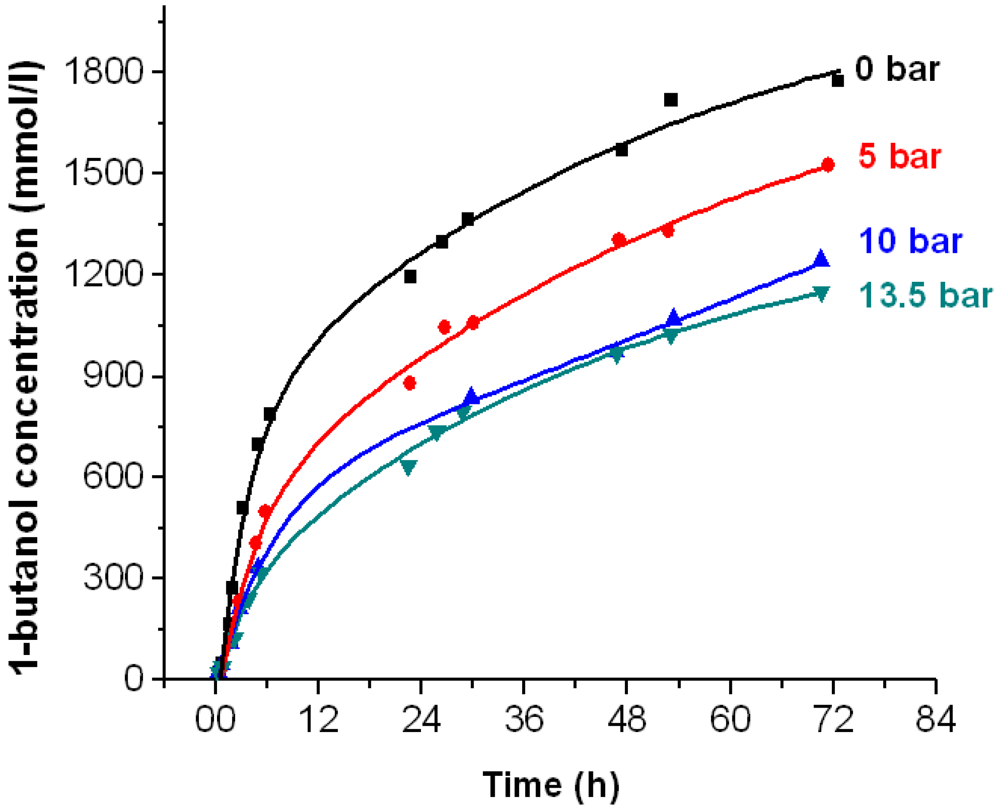
The role of hydrogen was investigated in more detail by inserting known amounts of hydrogen in the reactor. Based on experiments at different initial hydrogen pressures, it could be concluded that the reaction rate decreased with increasing initial hydrogen pressure. Another point, which is related to the formation of gaseous hydrogen during the reaction, is that in the kinetic experiments the ethanol conversion
vs. time curve and the hydrogen pressure vs. time curve follow an identical trend. It would be a plausible explanation that the
in-situ formed hydrogen is inhibiting the ethanol dimerization reaction which proceeds well over an oxidized catalyst. The effect of initial hydrogen pressure to 1-butanol formation is presented in
Figure 8 as a function of time.
Figure 8.
The effect of different initial hydrogen pressures to the forming amounts of 1-butanol.
Figure 8.
The effect of different initial hydrogen pressures to the forming amounts of 1-butanol.
2.3.2. Catalyst Pretreatment
HTC-500 catalyst was reduced at 400 °C (maximum temperature for the reactor setup) under hydrogen for 3 h or used as received. The influence of added oxygen (3 bar) was also tested. The catalyst activity was independent on the pretreatments employed here. Selectivity towards diethyl ether was notably increased by a reductive pretreatment, simultaneously lowering the selectivity towards 1-butanol (
Figure 9). The added oxygen had no detectable influence on the reaction. It seems that the Ni/alumina catalyst gives the highest selectivity when used without any reduction in the oxidized state.
Figure 9.
Effect of catalyst pretreatment on diethyl ether formation over a Ni catalyst (HTC-500) in the bath reactor. Reaction conditions: 250°C, 70 bar.
Figure 9.
Effect of catalyst pretreatment on diethyl ether formation over a Ni catalyst (HTC-500) in the bath reactor. Reaction conditions: 250°C, 70 bar.
2.3.4. Water Removal from the Reaction Mixture
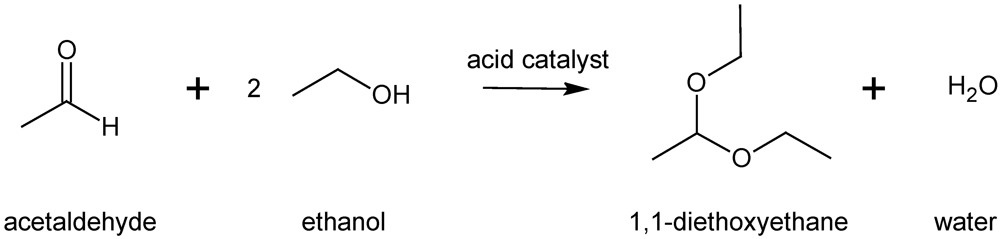
In a typical reaction sequence (
Figure 6), we can clearly see that the ethanol conversion under studied conditions stabilized at a level around 20% (batch reactor experiments). In principle, the reactant conversion can be limited by catalyst deactivation or equilibrium limitations emerging, e.g., by the presence of formed water. A third aspect of water is the steam reforming of ethanol to hydrogen over nickel metal catalysts [
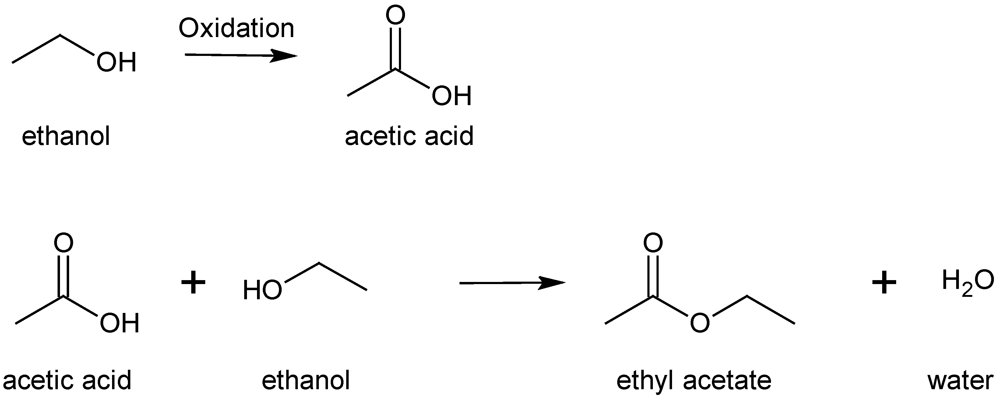
19]. In the presence of water, ethanol and a Ni catalyst, hydrogen is formed. Therefore, the formation of hydrogen (via steam reforming reaction) might be a plausible explanation for the promoting role of water removal. The net reaction is dimerization of two ethanol molecules to 1-butanol and water (
Scheme 1). Therefore, the removal of water was of interest. The reaction was carried out with pre-dried ethanol using 3 Å molecular sieves. The same molecular sieves were also added into the reactor to enable water removal during the reaction. The water removal procedure resulted in significant improvement of the ethanol conversion from 20% to 30%. This would indicate that the reactant conversion can be enhanced by water removal.
2.3.5. Thermodynamic Calculations
In order to distinguish if the obtained maximum ethanol conversions levels (20–30%) are due to catalyst deactivation by the in situ formed hydrogen or due to equilibrium limitations, the equilibrium composition for the main reaction was calculated. Based on the calculations under our reaction conditions at 250 °C and 70 bar, the theoretical maximum conversion of ethanol to 1-butanol was found to be 98.5%. Therefore, we suggest that the reason for the attained 30% ethanol conversion is catalyst deactivation under reactions conditions (due to in situ formed hydrogen) rather than equilibrium limitations.
2.3.6. Other Alcohols as Reactants
The performance of the catalytic system was evaluated in mini-bomb screening reactors using methanol, ethanol, 1-propanol and 1-butanol as reactants over the HTC-500 catalyst. Interestingly, under studied conditions (250 °C), only ethanol seems to produce
n-alcohol dimerisation products. The inactivity of methanol might be due to the difficult methanol dehydration (water removal) when compared to longer chain alcohols. The mechanism accounting for the dimerisation of ethanol to 1-butanol should be able to explain the specificity of the reaction to ethanol but not, e.g., 1-propanol and 1-butanol as reactants. One such mechanistic proposal was proposed by Suchida
et al. [
14] where the Guerbet alcohols formed predominantly from ethanol yield linear alcohol products (1-butanol) whereas reactions involving longer alcohols (C
3, C
4, ...) result in the formation of branched Guerbet alcohols.
2.3.7. The Effect of Sub- vs. Super-Critical Conditions
For the next step, we studied whether super-critical conditions could be advantageous in the investigated reaction. The tests were performed by means of the above mentioned mini-reactors at the temperatures below and over 240 °C which is approximately the triple point of ethanol. The test method was exactly the same as previously mentioned while the only difference was the temperature. However, the results indicated, that at least in our case, we could not find any beneficial effects related to super-critical conditions. The product distribution was the similar under sub- and super-critical conditions. Furthermore, several authors’ calculations indicate [
20,
21,
22] that ethanol hydrogen bonding properties change significantly under super-critical conditions.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}