
Surface Tension Directed Fluidic Self-Assembly of Semiconductor Chips across Length Scales and Material Boundaries

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Single-Step Assembly of LED Arrays Containing a Repetition of a Single Component Type
3. Multi-Step Assembly of More than One Component Type Adding a Sequence and Geometrical Shape Confinement to the Basic Concept to Build More Complex Structures
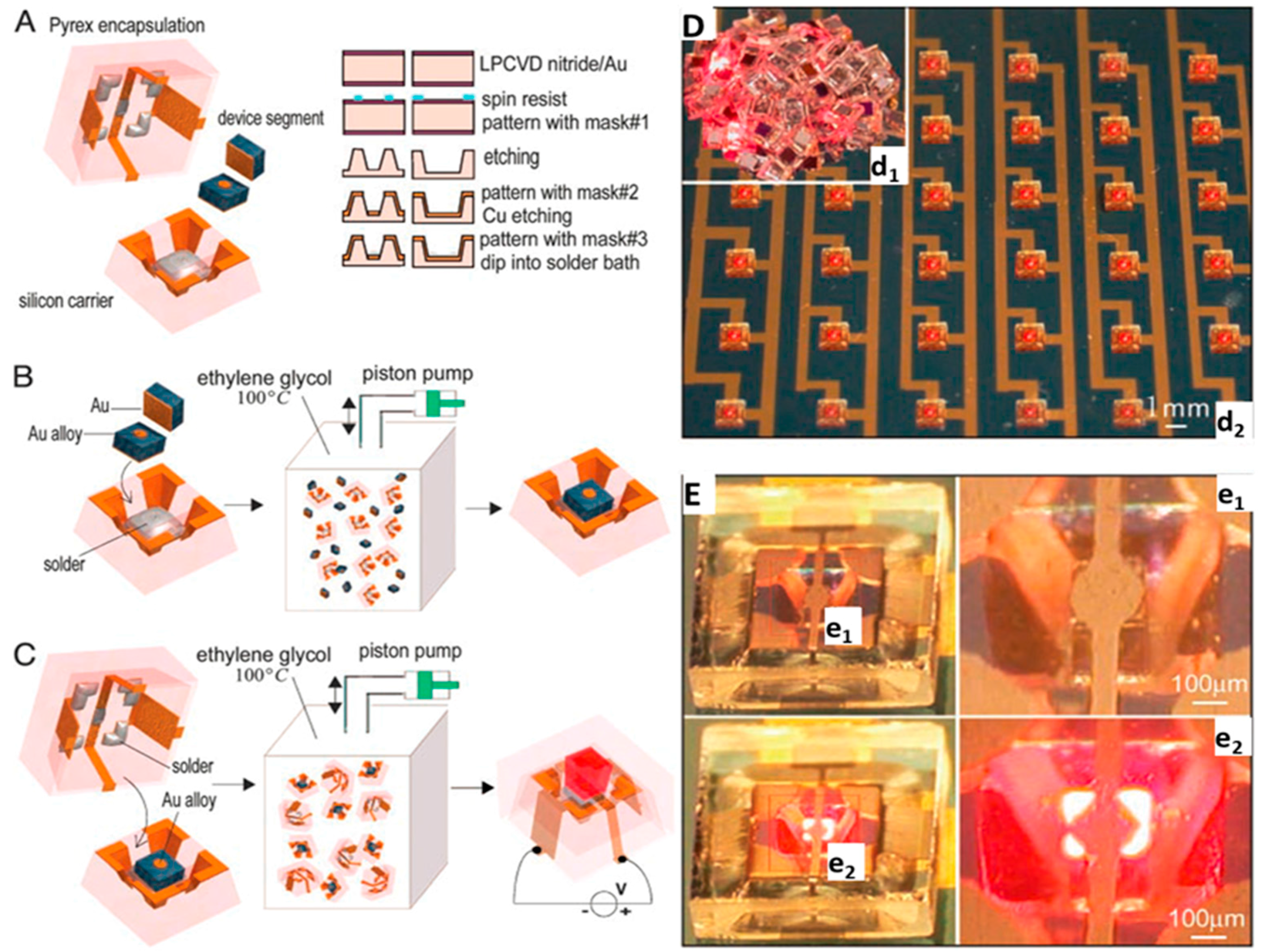
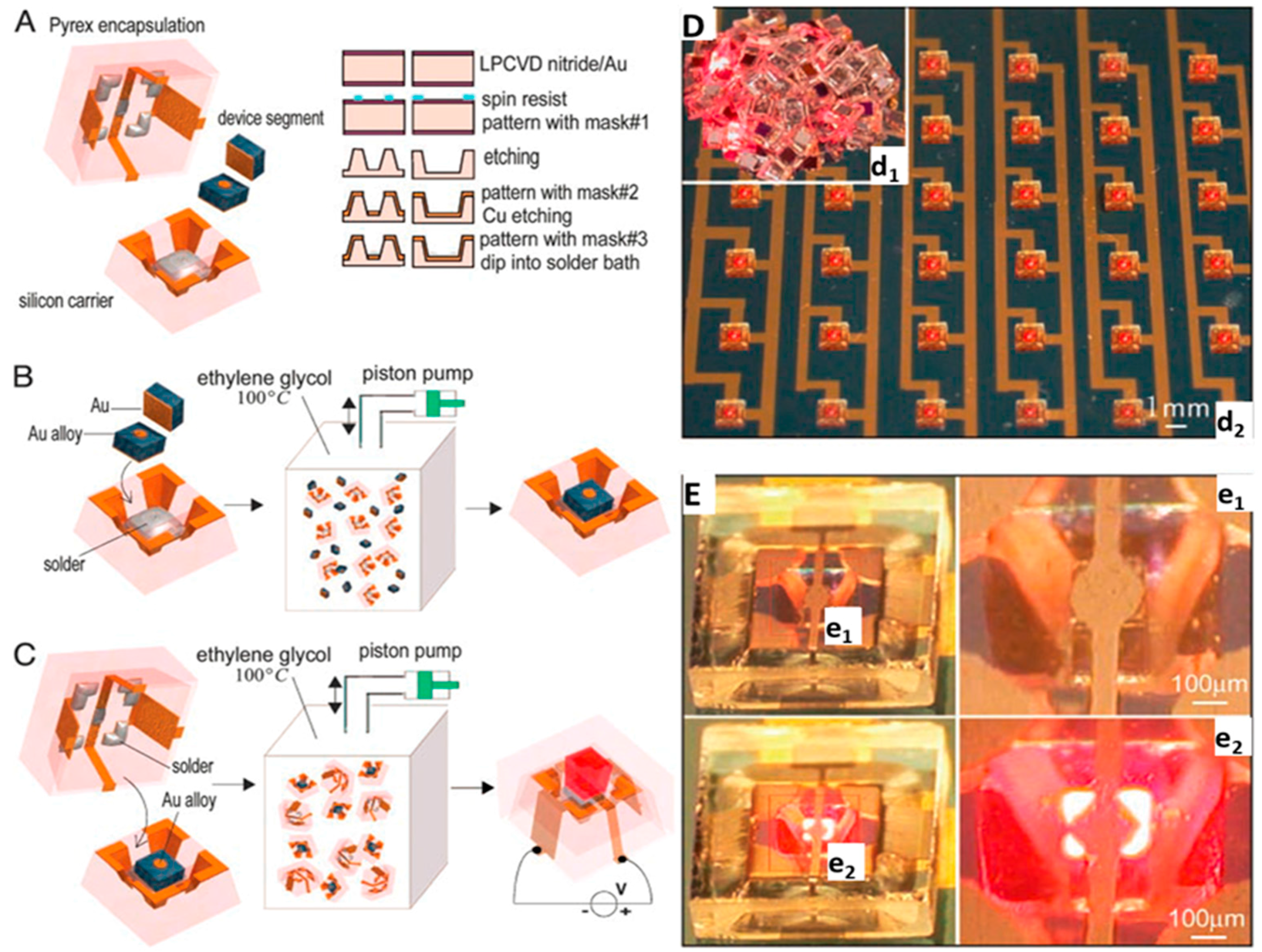
3.1. Self-Packaging Surface Mount Devices
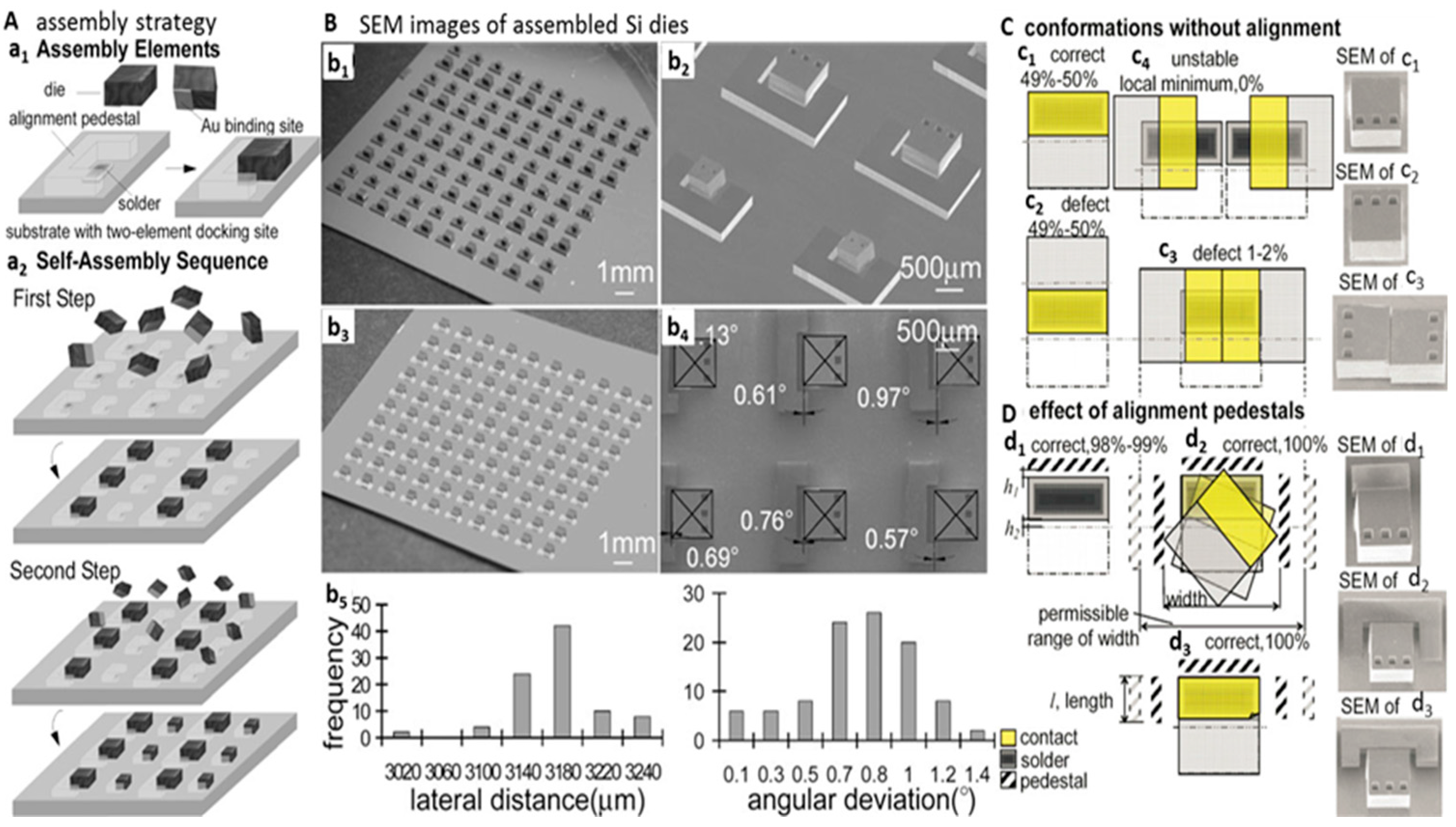
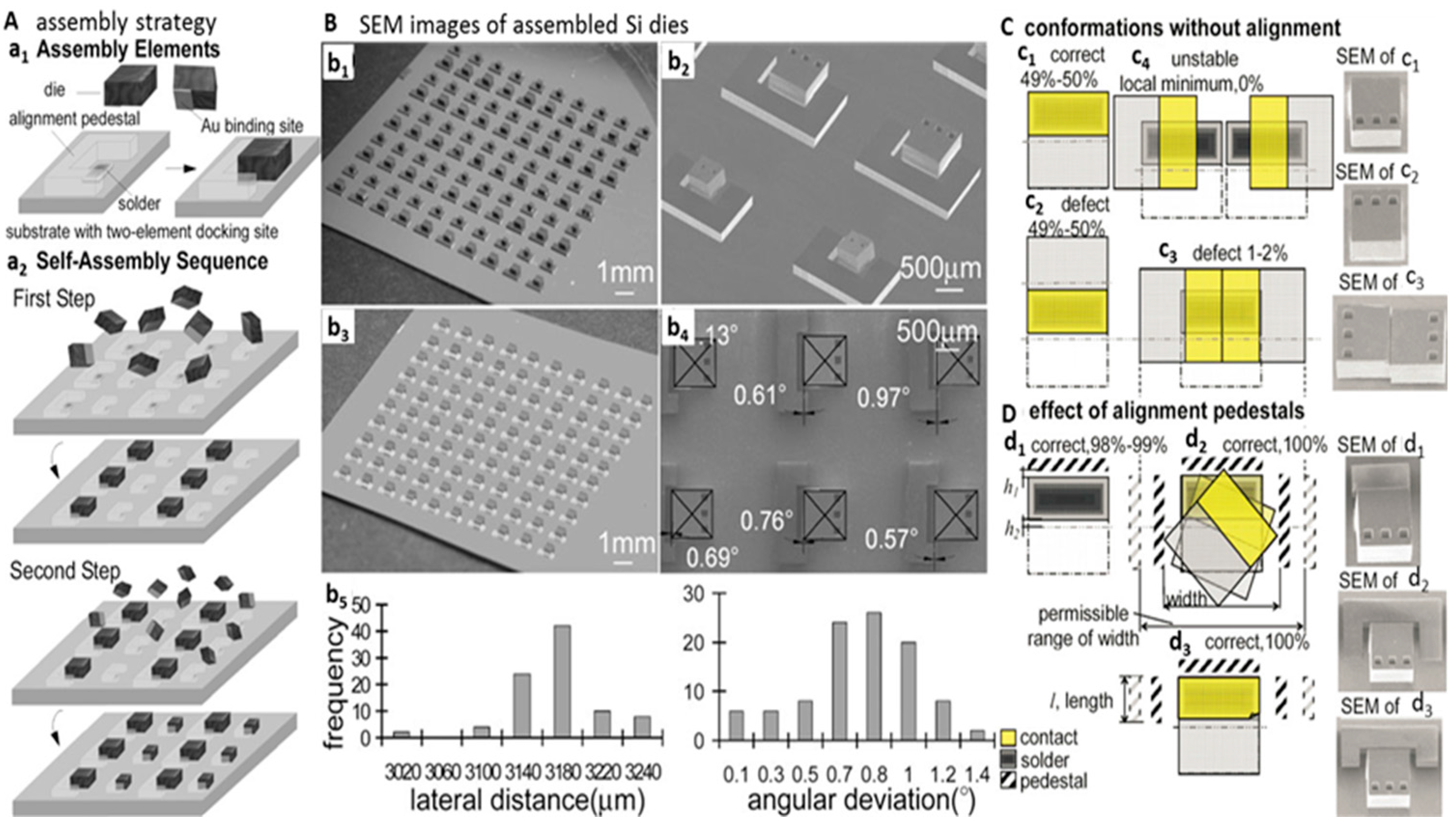
3.2. Multi-Chip Assemblies with Unique Angular Orientation
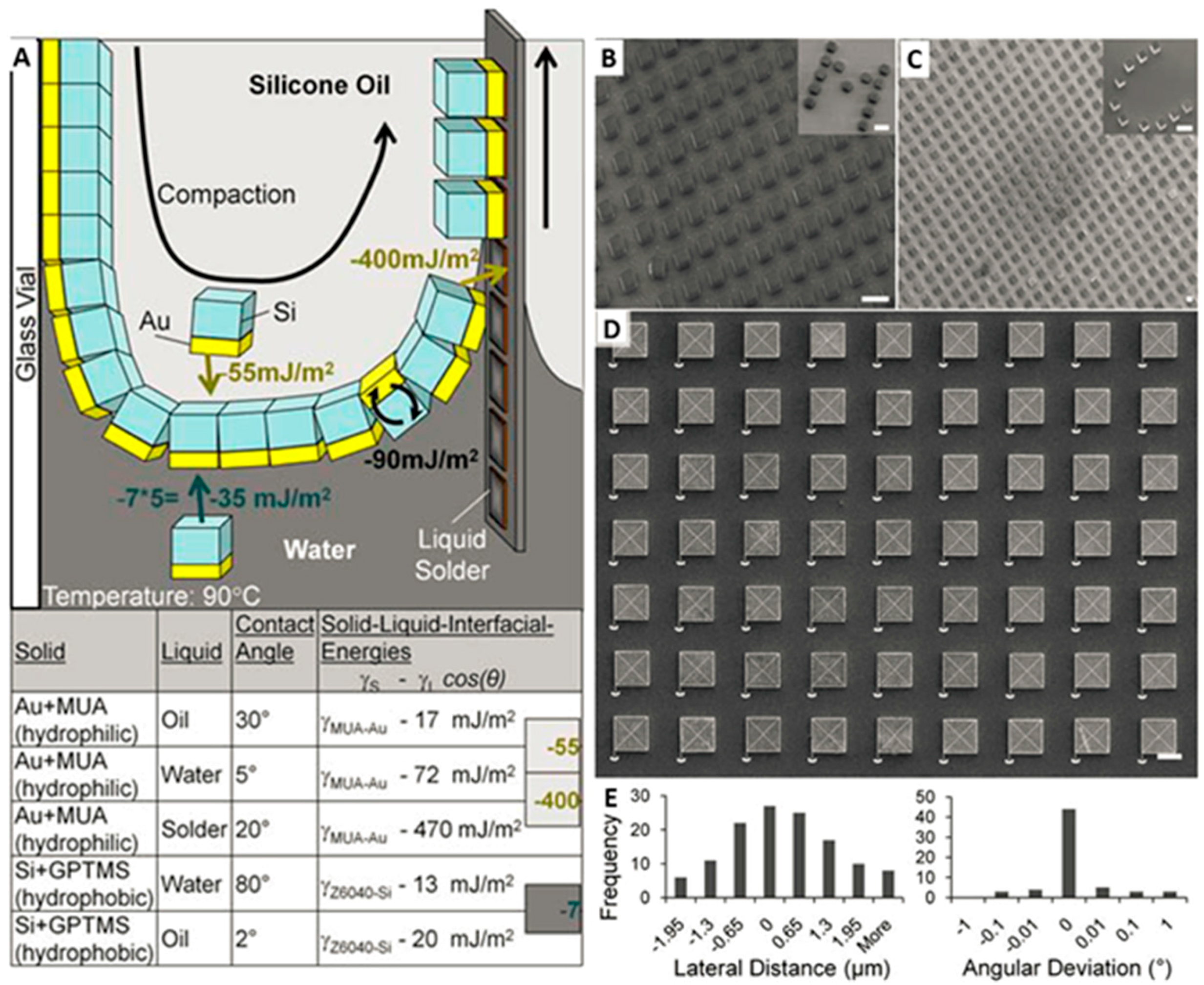
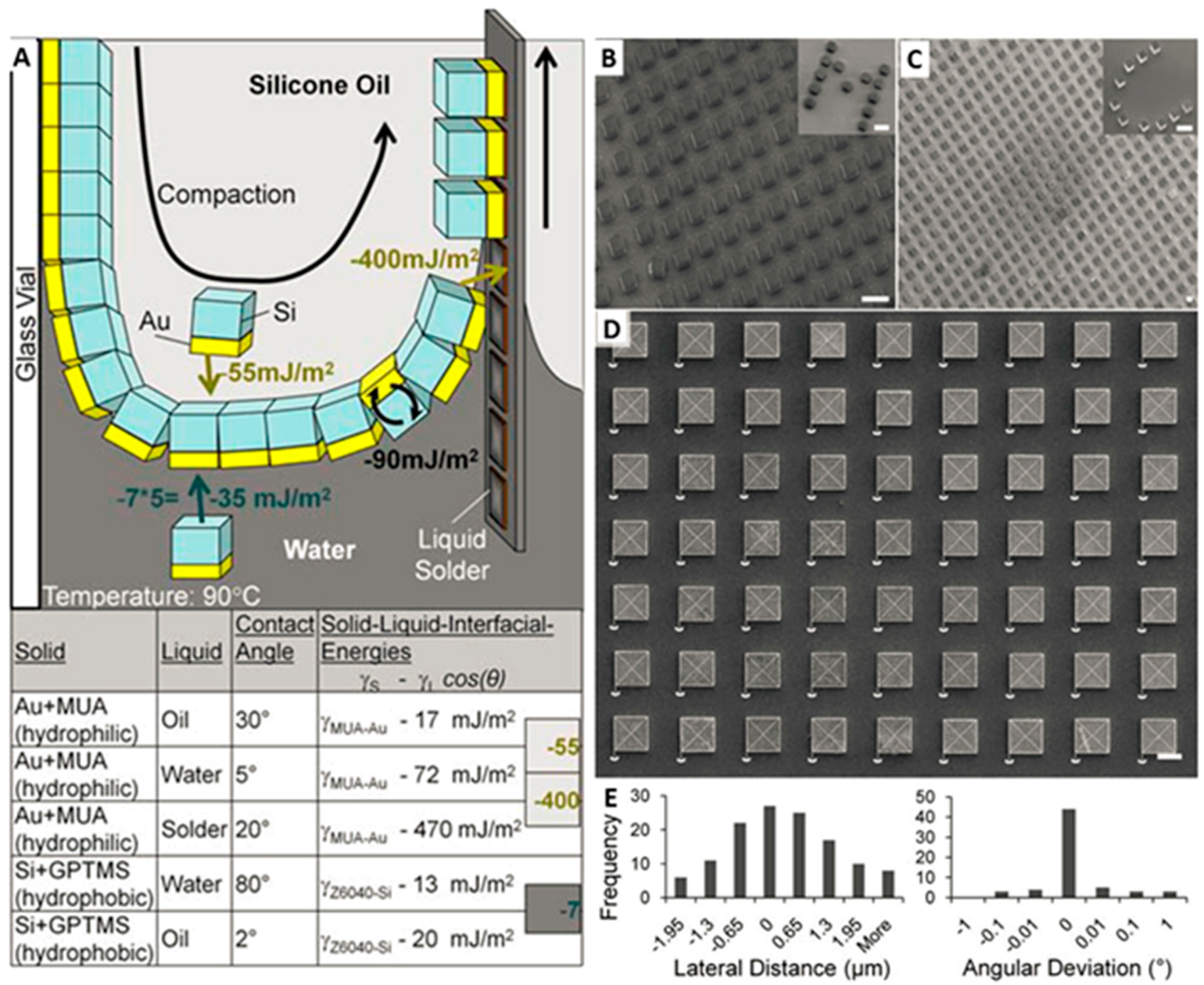
4. Assembly of Microscopic Chips (10 μm–1 mm) at a Liquid-Liquid-Solid Interface
4.1. Chip Arrays Containing Isolated Si Chiplets
4.2. Self-Tiling—Chip Arrays containing Si-PIN Diodes
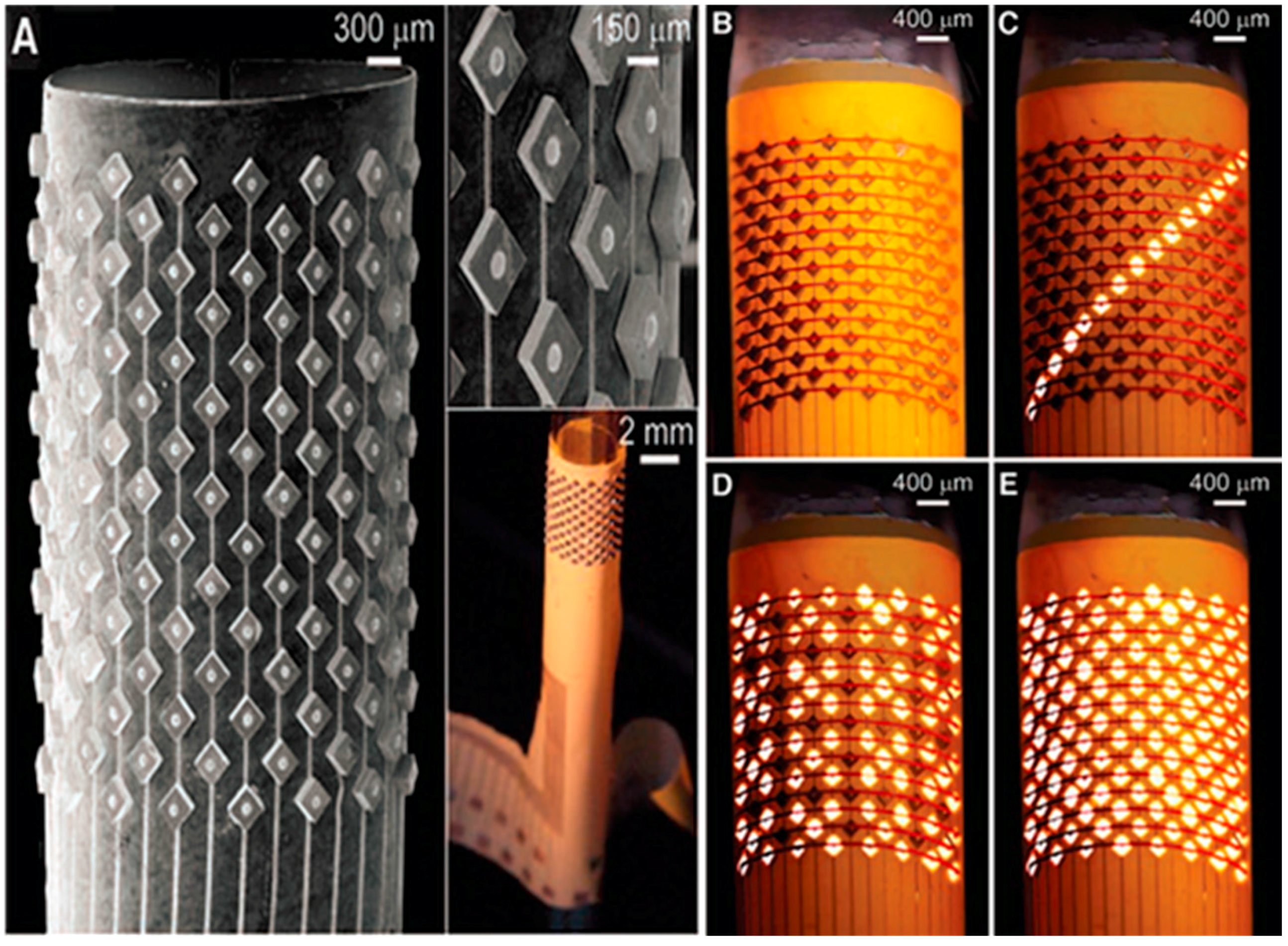
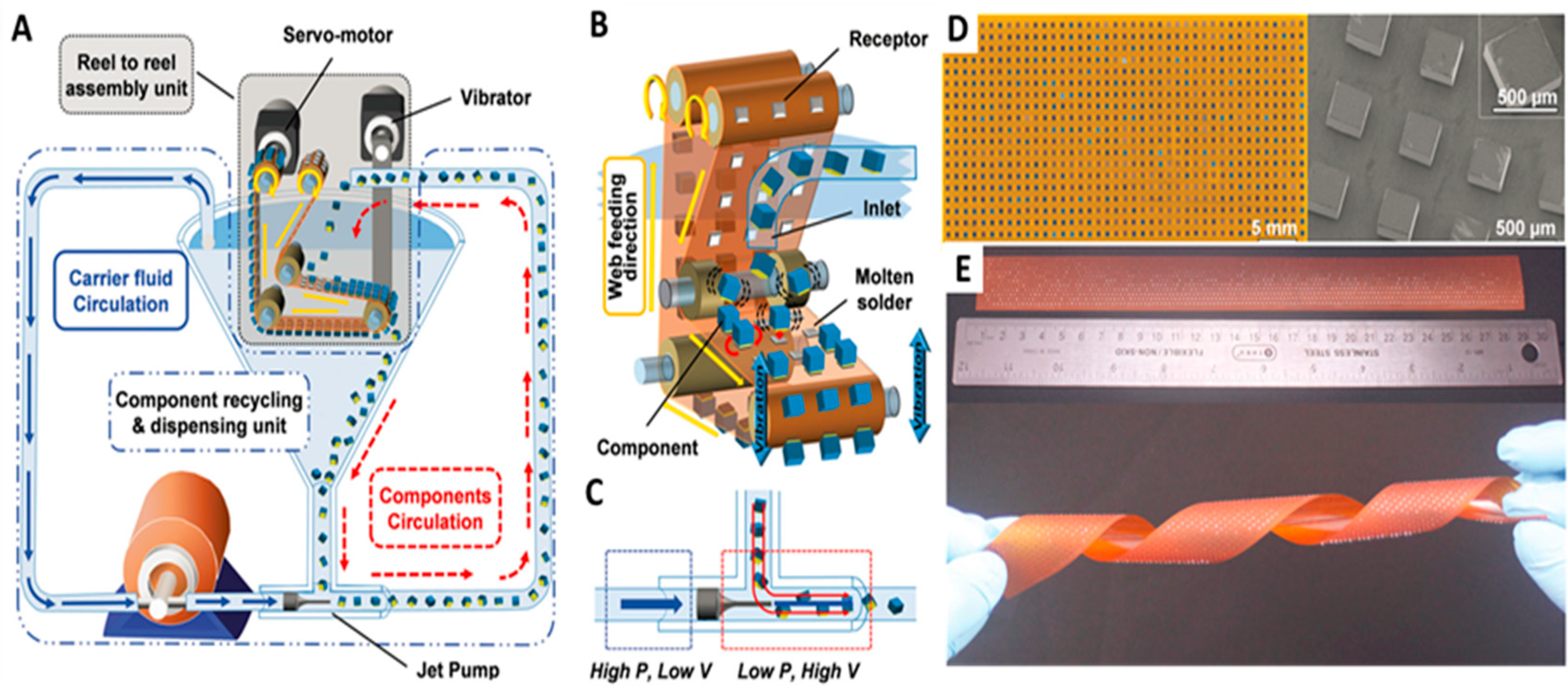
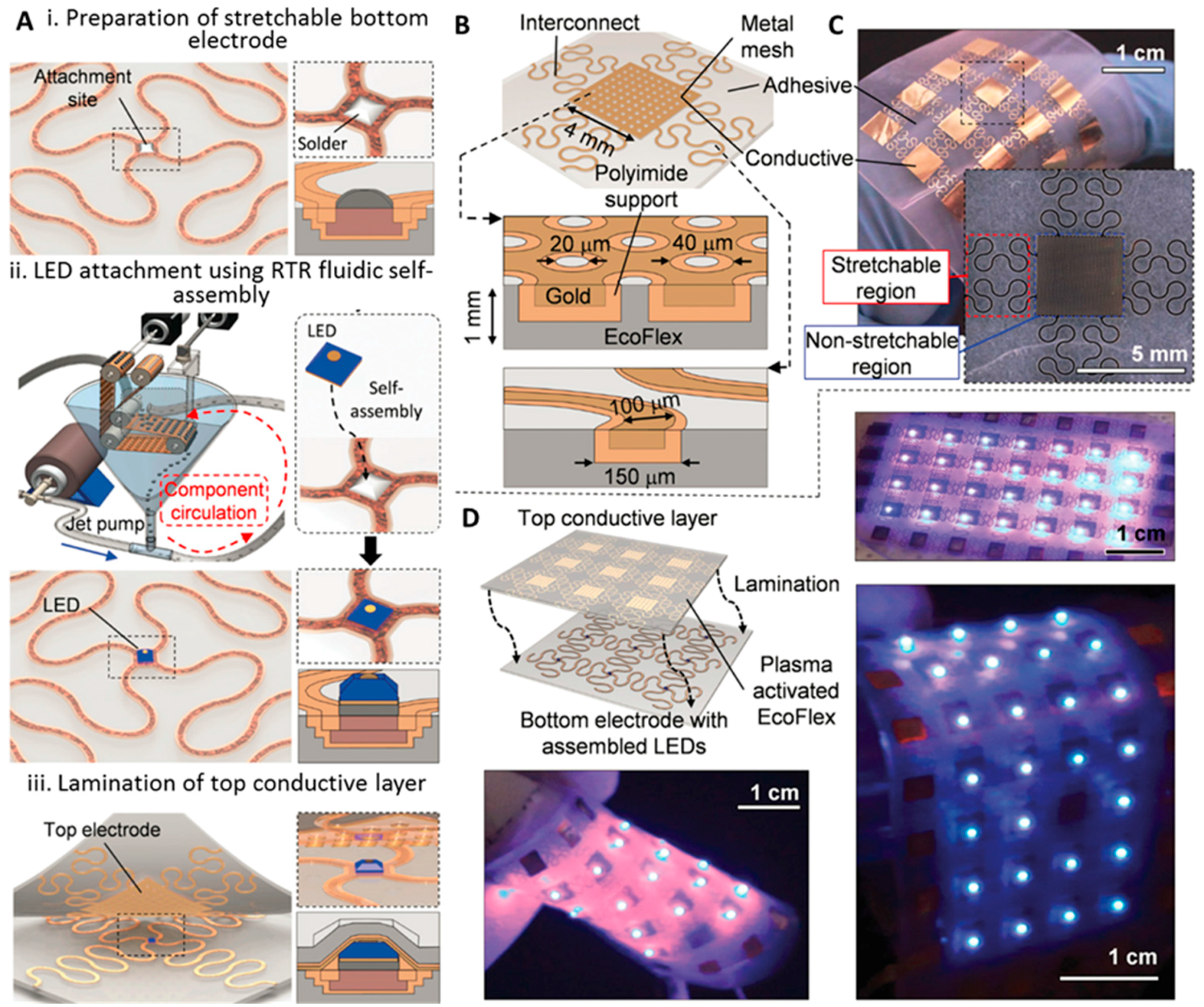
5. Reel-to-Reel Assembly
5.1. Applied to Solid State Lighting
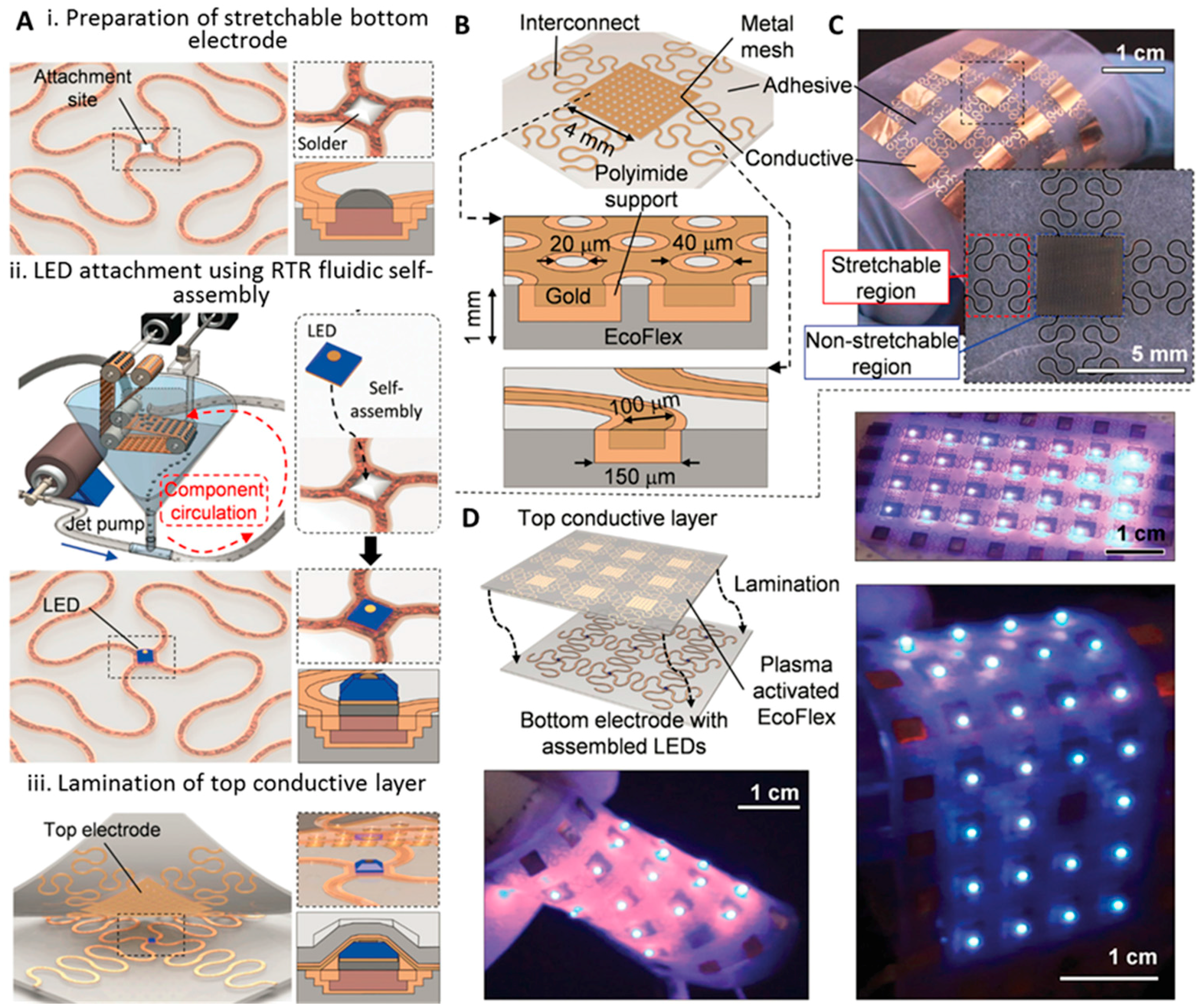
5.2. Applied to Stretchable Electronics
6. Conclusions
Acknowledgments
Conflicts of Interest
References
- Zesch, W. Vacuum Tool for Handling Microobjects with a Nanorobot. In Proceedings of 1997 IEEE International Conference on Robotics and Automation, Albuquerque, NM, USA, 20–25 April 1997; Volume 2, pp. 1761–1766.
- Morris, C.J.; Stauth, S.A.; Parviz, B.A. Self-assembly for microscale and nanoscale packaging: Steps toward self-packaging. IEEE Trans. Adv. Packag. 2005, 28, 600–611. [Google Scholar] [CrossRef]
- Jones, J.; Lacour, S.P.; Wagner, S.; Suo, Z.G. Stretchable wavy metal interconnects. J. Vac. Sci. Technol. A 2004, 22, 1723–1725. [Google Scholar] [CrossRef]
- Kim, D.H.; Rogers, J.A. Stretchable electronics: Materials strategies and devices. Adv. Mater. 2008, 20, 4887–4892. [Google Scholar] [CrossRef]
- Russo, A.; Ahn, B.Y.; Adams, J.J.; Duoss, E.B.; Bernhard, J.T.; Lewis, J.A. Pen-on-paper flexible electronics. Adv. Mater. 2011, 23, 3426–3430. [Google Scholar] [CrossRef] [PubMed]
- Caironi, M.; Anthopoulos, T.D.; Zaumseil, J.; Noh, Y.Y. Selected peer-reviewed articles from EMRS 2012 symposium on “organic and hybrid materials for flexible electronics: Properties and applications”. J. Nanosci. Nanotechnol. 2013, 13, 5134–5135. [Google Scholar] [CrossRef] [PubMed]
- Fang, J.; Bohringer, K.F. Parallel micro component-to-substrate assembly with controlled poses and high surface coverage. J. Micromech. Microeng. 2006, 16, 721–730. [Google Scholar] [CrossRef]
- Bower, C.A.; Menard, E.; Garrou, P.E. Transfer printing: An approach for massively parallel assembly of microscale devices. In Proceedings of the 58th Electronic Components and Technology Conference, Lake Buena Vista, FL, USA, 27–30 May 2008; pp. 1105–1109.
- Kim, D.H.; Lu, N.S.; Ma, R.; Kim, Y.S.; Kim, R.H.; Wang, S.D.; Wu, J.; Won, S.M.; Tao, H.; Islam, A.; et al. Epidermal electronics. Science 2011, 333, 838–843. [Google Scholar] [CrossRef] [PubMed]
- Hu, X.L.; Krull, P.; de Graff, B.; Dowling, K.; Rogers, J.A.; Arora, W.J. Stretchable inorganic-semiconductor electronic systems. Adv. Mater. 2011, 23, 2933–2936. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Xia, J.; Li, R.; Kang, Z.; Su, Y.W. Design of two-dimensional horseshoe layout for stretchable electronic systems. J. Mater. Sci. 2013, 48, 8443–8448. [Google Scholar] [CrossRef]
- Menard, E.; Lee, K.J.; Khang, D.Y.; Nuzzo, R.G.; Rogers, J.A. A printable form of silicon for high performance thin film transistors on plastic substrates. Appl. Phys. Lett. 2004, 84, 5398–5400. [Google Scholar] [CrossRef]
- Sun, Y.G.; Kim, S.; Adesida, I.; Rogers, J.A. Bendable gaas metal-semiconductor field-effect transistors formed with printed gaas wire arrays on plastic substrates. Appl. Phys. Lett. 2005, 87, 083501. [Google Scholar] [CrossRef]
- Ahn, J.H.; Kim, H.S.; Lee, K.J.; Jeon, S.; Kang, S.J.; Sun, Y.G.; Nuzzo, R.G.; Rogers, J.A. Heterogeneous three-dimensional electronics by use of printed semiconductor nanomaterials. Science 2006, 314, 1754–1757. [Google Scholar] [CrossRef] [PubMed]
- Khang, D.Y.; Jiang, H.Q.; Huang, Y.; Rogers, J.A. A stretchable form of single-crystal silicon for high-performance electronics on rubber substrates. Science 2006, 311, 208–212. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.J.; Meitl, M.A.; Ahn, J.H.; Rogers, J.A.; Nuzzo, R.G.; Kumar, V.; Adesida, I. Bendable gan high electron mobility transistors on plastic substrates. J. Appl. Phys. 2006, 100, 124507. [Google Scholar] [CrossRef]
- Meitl, M.A.; Zhu, Z.T.; Kumar, V.; Lee, K.J.; Feng, X.; Huang, Y.Y.; Adesida, I.; Nuzzo, R.G.; Rogers, J.A. Transfer printing by kinetic control of adhesion to an elastomeric stamp. Nat. Mater. 2006, 5, 33–38. [Google Scholar] [CrossRef]
- Wale, M.J.; Edge, C. Self-aligned flip-chip assembly of photonic devices with electrical and optical connections. IEEE Trans. Compon. Hybrids Manuf. Technol. 1990, 13, 780–786. [Google Scholar] [CrossRef]
- Pister, K.S.J. Hinged Polysilicon Structures with integrated CMOS TFTs. In Proceedings of the 5th IEEE Solid-State Sensor and Actuator Workshop, Hilton Head Island, SC, USA, 22–25 June 1992; pp. 136–139.
- Yeh, H.J.J.; Smith, J.S. Fluidic self-assembly for the integration of gaas light-emitting-diodes on si substrates. IEEE Photonics Technol. Lett. 1994, 6, 706–708. [Google Scholar] [CrossRef]
- Tu, J.K.; Talghader, J.J.; Hadley, M.A.; Smith, J.S. Fluidic self-assembly of ingaas vertical-cavity surface-emitting lasers onto silicon. Electron. Lett. 1995, 31, 1448–1449. [Google Scholar] [CrossRef]
- Scott, K.L.; Hirano, T.; Yang, H.; Howe, R.T.; Niknejad, A.M. High-performance inductors using capillary based fluidic self-assembly. J. Microelectromech. Syst. 2004, 13, 300–309. [Google Scholar] [CrossRef]
- Xiong, X.R.; Hanein, Y.; Fang, J.D.; Wang, Y.B.; Wang, W.H.; Schwartz, D.T.; Bohringer, K.F. Controlled multibatch self-assembly of microdevices. J. Microelectromech. Syst. 2003, 12, 117–127. [Google Scholar] [CrossRef]
- Rothemund, P.W.K. Using lateral capillary forces to compute by self-assembly. Proc. Natl. Acad. Sci. USA 2000, 97, 984–989. [Google Scholar] [CrossRef] [PubMed]
- Stauth, S.A.; Parviz, B.A. Self-assembled single-crystal silicon circuits on plastic. Proc. Natl. Acad. Sci. USA 2006, 103, 13922–13927. [Google Scholar] [CrossRef] [PubMed]
- Saeedi, E.; Kim, S.; Parviz, B.A. Self-assembled crystalline semiconductor optoelectronics on glass and plastic. J. Micromech. Microeng. 2008, 18, 075019. [Google Scholar] [CrossRef]
- Gracias, D.H.; Tien, J.; Breen, T.L.; Hsu, C.; Whitesides, G.M. Forming electrical networks in three dimensions by self-assembly. Science 2000, 289, 1170–1172. [Google Scholar] [CrossRef] [PubMed]
- Iwase, E.; Shimoyama, I. Multistep sequential batch assembly of three-dimensional ferromagnetic microstructures with elastic hinges. J. Microelectromech. Syst. 2005, 14, 1265–1271. [Google Scholar] [CrossRef]
- Edman, C.F.; Swint, R.B.; Gurtner, C.; Formosa, R.E.; Roh, S.D.; Lee, K.E.; Swanson, P.D.; Ackley, D.E.; Coleman, J.J.; Heller, M.J. Electric field directed assembly of an ingaas led onto silicon circuitry. IEEE Photonics Technol. Lett. 2000, 12, 1198–1200. [Google Scholar] [CrossRef]
- Chan, R.H.M.; Fung, C.K.M.; Li, W.J. Rapid assembly of carbon nanotubes for nanosensing by dielectrophoretic force. Nanotechnology 2004, 15, S672–S677. [Google Scholar] [CrossRef]
- Ye, H.K.; Gu, Z.Y.; Yu, T.; Gracias, D.H. Integrating nanowires with substrates using directed assembly and nanoscale soldering. IEEE Trans. Nanotechnol. 2006, 5, 62–66. [Google Scholar]
- Jacobs, H.O.; Tao, A.R.; Schwartz, A.; Gracias, D.H.; Whitesides, G.M. Fabrication of a cylindrical display by patterned assembly. Science 2002, 296, 323–325. [Google Scholar] [CrossRef] [PubMed]
- Srinivasan, U.; Liepmann, D.; Howe, R.T. Microstructure to substrate self-assembly using capillary forces. J. Microelectromech. Syst. 2001, 10, 17–24. [Google Scholar] [CrossRef]
- Boncheva, M.; Gracias, D.H.; Jacobs, H.O.; Whitesides, G.M. Biomimetic self-assembly of a functional asymmetrical electronic device. Proc. Natl. Acad. Sci. USA 2002, 99, 4937–4940. [Google Scholar] [CrossRef] [PubMed]
- Srinivasan, U.; Helmbrecht, M.A.; Rembe, C.; Muller, R.S.; Howe, R.T. Fluidic self-assembly of micromirrors onto microactuators using capillary forces. IEEE J. Sel. Top. Quantum Electron. 2002, 8, 4–11. [Google Scholar] [CrossRef]
- Zheng, W.; Buhlmann, P.; Jacobs, H.O. Sequential shape-and-solder-directed self-assembly of functional microsystems. Proc. Natl. Acad. Sci. USA 2004, 101, 12814–12817. [Google Scholar] [CrossRef] [PubMed]
- Zheng, W.; Jacobs, H.O. Shape-and-solder-directed self-assembly to package semiconductor device segments. Appl. Phys. Lett. 2004, 85, 3635–3637. [Google Scholar] [CrossRef]
- Zheng, W.; Chung, J.; Jacobs, H.O. Fluidic heterogeneous microsystems assembly and packaging. J. Microelectromech. Syst. 2006, 15, 864–870. [Google Scholar] [CrossRef]
- Zheng, W.; Jacobs, H.O. Self-assembly process to integrate and connect semiconductor dies on surfaces with single-angular orientation and contact-pad registration. Adv. Mater. 2006, 18, 1387–1392. [Google Scholar] [CrossRef]
- Knuesel, R.J.; Jacobs, H.O. Self-assembly of microscopic chiplets at a liquid-liquid-solid interface forming a flexible segmented monocrystalline solar cell. Proc. Natl. Acad. Sci. USA 2010, 107, 993–998. [Google Scholar] [CrossRef] [PubMed]
- Knuesel, R.J.; Jacobs, H.O. Self-tiling monocrystalline silicon; a process to produce electrically connected domains of si and microconcentrator solar cell modules on plastic supports. Adv. Mater. 2011, 23, 2727–2733. [Google Scholar] [CrossRef] [PubMed]
- Park, S.C.; Fang, J.; Biswas, S.; Mozafari, M.; Stauden, T.; Jacobs, H.O. A first implementation of an automated reel-to-reel fluidic self-assembly machine. Adv. Mater. 2014, 26, 5942–5949. [Google Scholar] [CrossRef] [PubMed]
- Fukushima, T.; Iwata, E.; Konno, T.; Bea, J.C.; Lee, K.W.; Tanaka, T.; Koyanagi, M. Surface tension-driven chip self-assembly with load-free hydrogen fluoride-assisted direct bonding at room temperature for three-dimensional integrated circuits. Appl. Phys. Lett. 2010, 96, 154105. [Google Scholar] [CrossRef]
- Xiao, J.; Chaudhuri, R.R.; Seo, S.W. Fluidic assisted thin-film device heterogeneous integration: Surface tension as driving force and magnetic as guiding force. Opt. Commun. 2015, 353, 171–177. [Google Scholar] [CrossRef]
- Chao, R.M.; Hsu, C.C.; Chu, F.I. Surface tension/thermal mismatch in a self-assembly process. J. Micromech. Microeng. 2008, 18, 115002. [Google Scholar] [CrossRef]
- Mastrangeli, M. The Fluid Joint: The Soft Spot of Micro- and Nanosystems. Adv. Mater. 2015, 27, 4254–4272. [Google Scholar] [CrossRef] [PubMed]
- Crane, N.B.; Onen, O.; Carballo, J.; Ni, Q.; Guldiken, R. Fluidic assembly at the microscale: Progress and prospects. Microfluid. Nanofluid. 2013, 14, 383–419. [Google Scholar] [CrossRef]
- Kuran, E.E.; Tichem, M. Magnetic self-assembly of ultra-thin chips to polymer foils. IEEE Trans. Autom. Sci. Eng. 2013, 10, 536–544. [Google Scholar] [CrossRef]
- Chang, B.; Shah, A.; Zhou, Q.; Ras, R.H.A.; Hjort, K. Self-transport and self-alignment of microchips using microscopic rain. Sci. Rep. 2015, 5, 14966. [Google Scholar] [CrossRef] [PubMed]
- Jacobs, H.O.; Zheng, W. Fluidic Heterogeneous Microsystems Assembly and Packaging. U.S. Patent 7,625,780 B2, 1 December 2009. [Google Scholar]
- Jacobs, H.O. Method of and Apparatus for Self-Assembly of Components on a Substrate. EU Patent EP 2,688,093 A1, 22 January 2014. [Google Scholar]
- Jacobs, H.O. Method of Self-Assembly on a Surface. U.S. Patent 7,774,929, 17 August 2010. [Google Scholar]
- Park, S.C.; Biswas, S.; Fang, J.; Mozafari, M.; Stauden, T.; Jacobs, H.O. Millimeter thin and rubber-like solid-state lighting modules fabricated using roll-to-roll fluidic self-assembly and lamination. Adv. Mater. 2015, 27, 3661–3668. [Google Scholar] [CrossRef] [PubMed]



© 2016 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Biswas, S.; Mozafari, M.; Stauden, T.; Jacobs, H.O. Surface Tension Directed Fluidic Self-Assembly of Semiconductor Chips across Length Scales and Material Boundaries. Micromachines 2016, 7, 54. https://doi.org/10.3390/mi7040054
Biswas S, Mozafari M, Stauden T, Jacobs HO. Surface Tension Directed Fluidic Self-Assembly of Semiconductor Chips across Length Scales and Material Boundaries. Micromachines. 2016; 7(4):54. https://doi.org/10.3390/mi7040054
Chicago/Turabian StyleBiswas, Shantonu, Mahsa Mozafari, Thomas Stauden, and Heiko O. Jacobs. 2016. "Surface Tension Directed Fluidic Self-Assembly of Semiconductor Chips across Length Scales and Material Boundaries" Micromachines 7, no. 4: 54. https://doi.org/10.3390/mi7040054