Integrating a Procurement Management Process into Critical Chain Project Management (CCPM): A Case-Study on Oil and Gas Projects, the Piping Process


Abstract
:1. Introduction
1.1. EPC Megaprojects Schedule Under-Performance
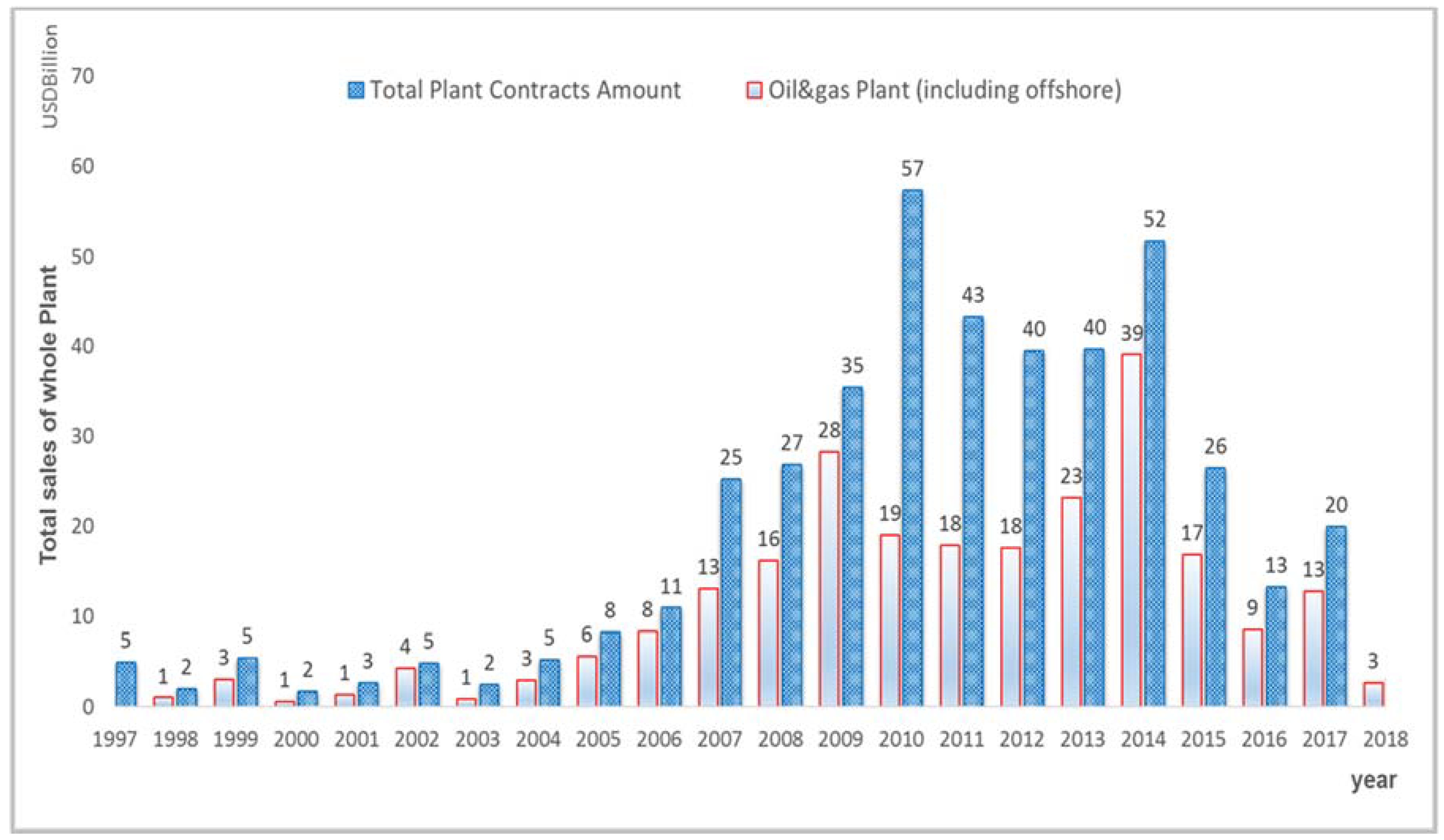
1.2. Problem Background: Fluctuation of Korean EPC Contractors’ Revenue in Overseas Market
2. Plant Piping Construction: Major Causes for Delays
CCPM Scheduling Process: The Use of a Buffer
- Project Buffer
- Placed at the end of the critical chain
- Protects target finish date from slippage along the critical chain
- Feeding Buffer
- Placed at each point where a chain of dependent activities is not on the critical chain
- Protects the critical chain from slippage along the feeding chains
- Resource Buffer
- The period of preparing resources to be used for critical chain activities
- Protects the delay of starting activities due to resource constraint
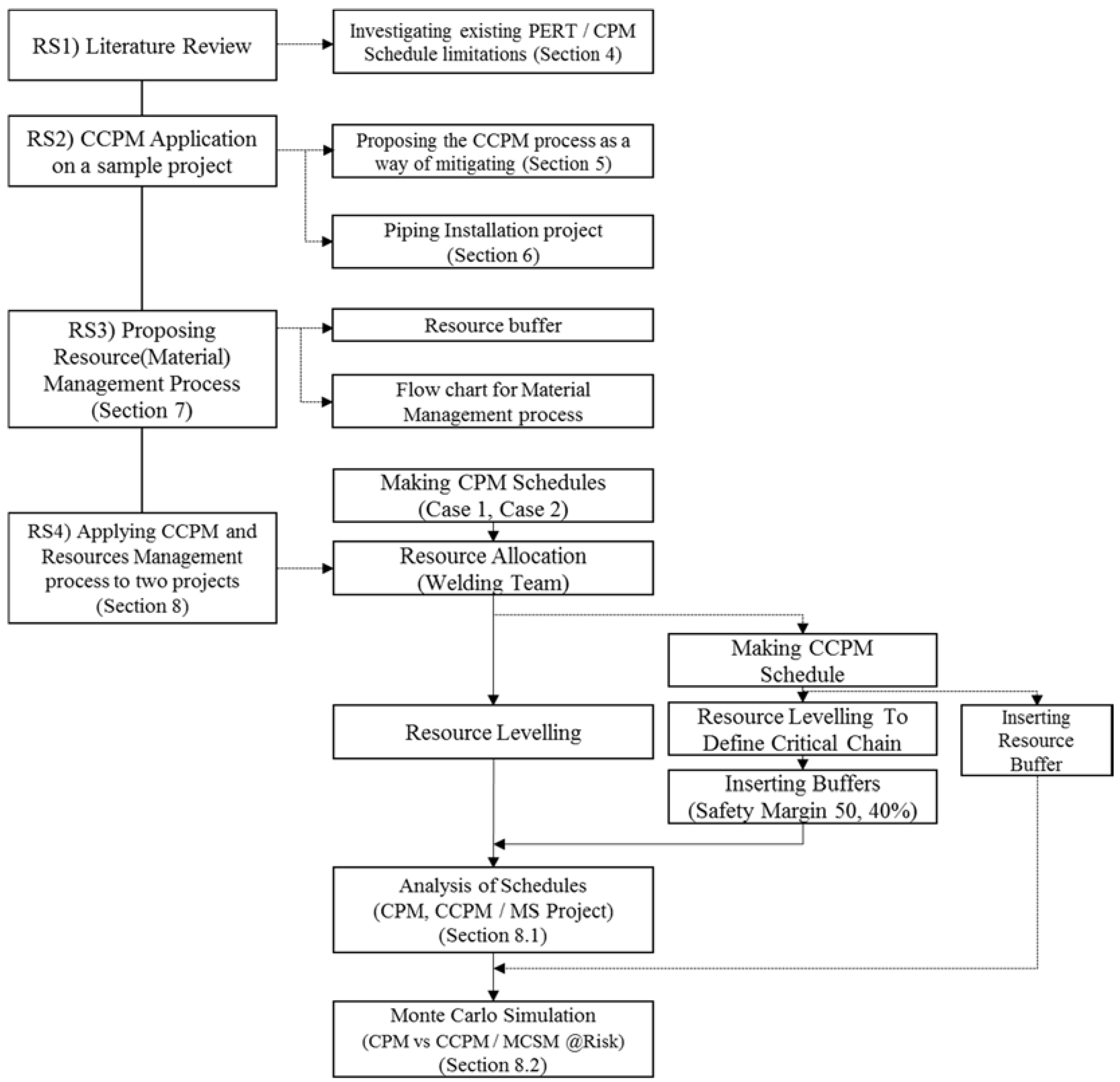
3. Novelties and Contribution
- (RS1)
- Investigating existing PERT/CPM schedule limitations and Proposing the CCPM process as a way of mitigating limitations for PERT/CPM,
- (RS2)
- CCPM Application on a sample, theoretical piping installation project,
- (a)
- Propose the application step: CPM Schedule→Resource Allocation and Leveling→Creating Critical Chain Activities→Creating Buffers→Material Risk Management with Resource Buffer (details in Section 8).
- (RS3)
- Propose a supplemental resource management process for piping material risk analysis,
- (a)
- Identify the risk factors for project delay
- (b)
- Propose the way to insert the resource buffer as a schedule milestone
- (c)
- Propose the flow chart for material management process
- (RS4)
- Apply CCPM and resource management process to two processes (Crude Pump Unit and Propylene Compressor Unit) within a previously executed Middle Eastern Refinery Expansion Project (performed by Korean EPC), verifying:
- (a)
- Deterministic Schedule Analysis: CPM vs. CCPM applied resource management process using MS Project
- (b)
- Probabilistic Schedule Analysis: CPM vs. CCPM applied resource management process using @Risk (schedule risk simulation software, Palisade, Sydney, Australia) on a previously executed Korean projects.
4. Relevant Literature
5. RS1: CCPM Application
- (1)
- Risk Management: Unexpected risks management and risk absorption with buffer management.
- (2)
- Focused Oversite: Management attention remains centralized on critical chain which is fixed.
- (3)
- Resource contention: The project duration is dependent on Resource Availability no later than the logical sequence of activities.
6. RS2: CCPM Application to Pipe Installation Works
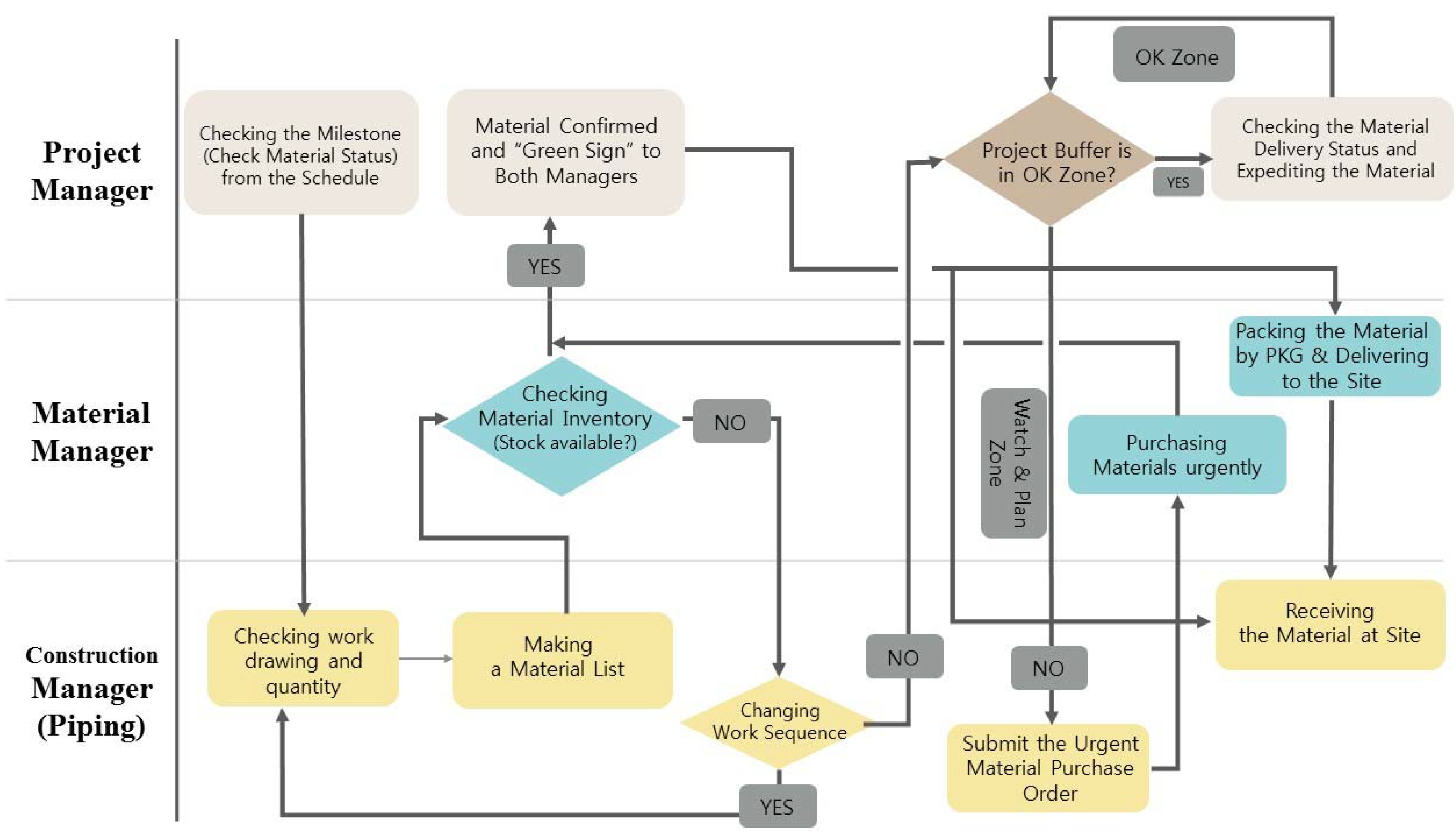
7. RS3: CCPM Incorporating with Material Resource Management
8. RS4: Case Study of CCPM Application with Material Resource Management
- Project Name: Refinery Expansion Project (Middle East)
- Contractor: D Company
- Project Duration: 50 Months
- Unit: Crude Pump Unit (CPU)/Propylene Compressor Unit (PCU)
- Discipline: Piping Field Installation
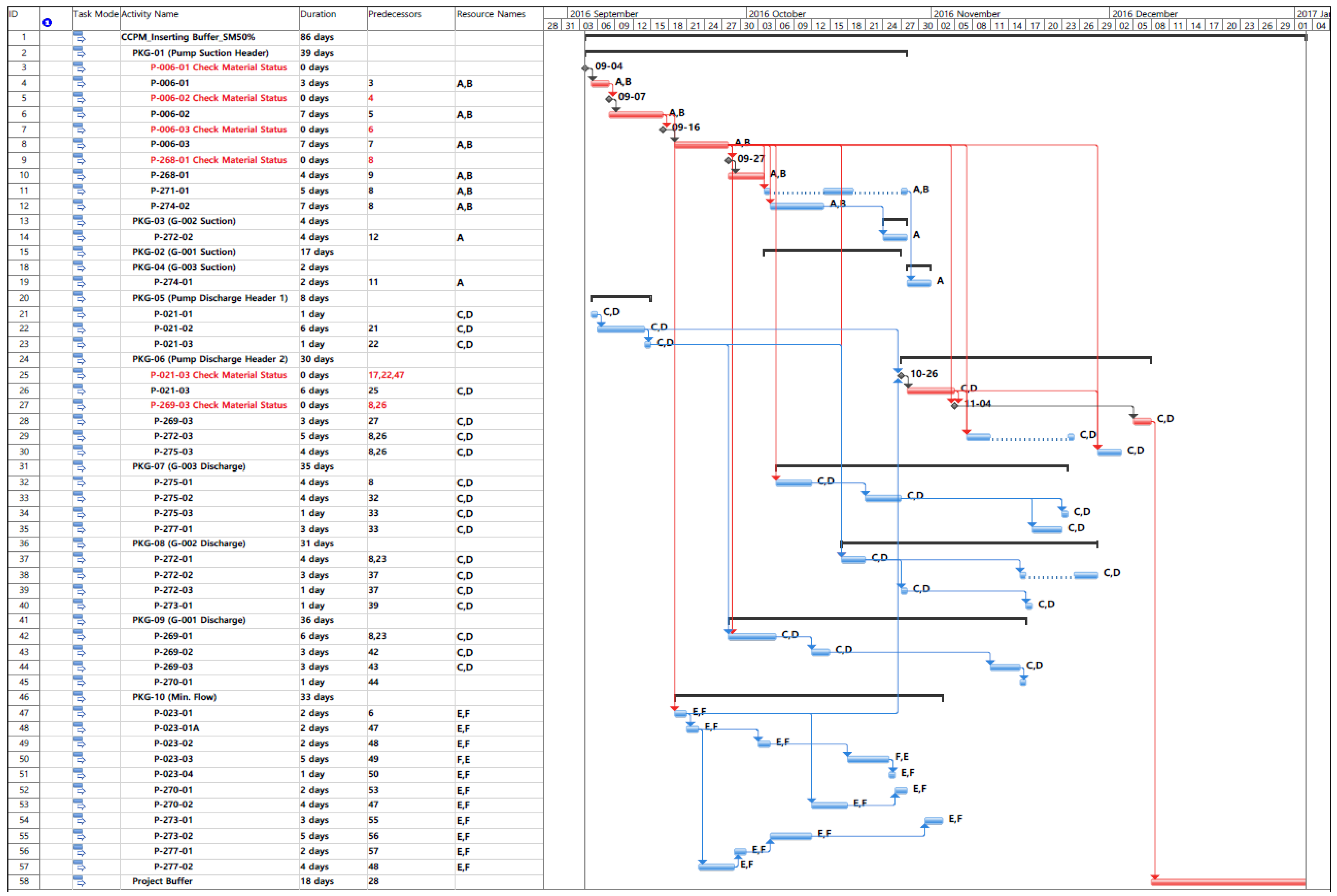
8.1. Deterministic Schedule Analysis: CPM vs. CCPM
- (1)
- The schedule is limited to the field welding for piping work.
- (2)
- The resources are welding teams (other resources such as cranes, loaders, operators, painting crews, insulation crews, etc. are not considered.)
- (3)
- The day productivity is 8 DI/welder. Available resources are six welding teams for crude pump unit and four teams for propylene compressor unit.
- (4)
- Piping welding is conducted by piping work package based on the isometric drawings.
- (5)
- The work sequence requires the pump and header line to be welded first followed by the branch lines due to the space constraint.
8.2. Case Studies for Probabilistic Simulation; CPM vs. CCPM
- Developing Model: Create the schedule using MS Project (network diagram).
- Defining Parameter: Define the piping installation work and input the project duration (parameter).
- Defining Uncertainty: Define the PERT distribution (three-point estimation) for each activity duration.
- Simulation: Check and analyze the total project duration.
8.3. Comparison of Analysis Results—Probabilistic Simulations
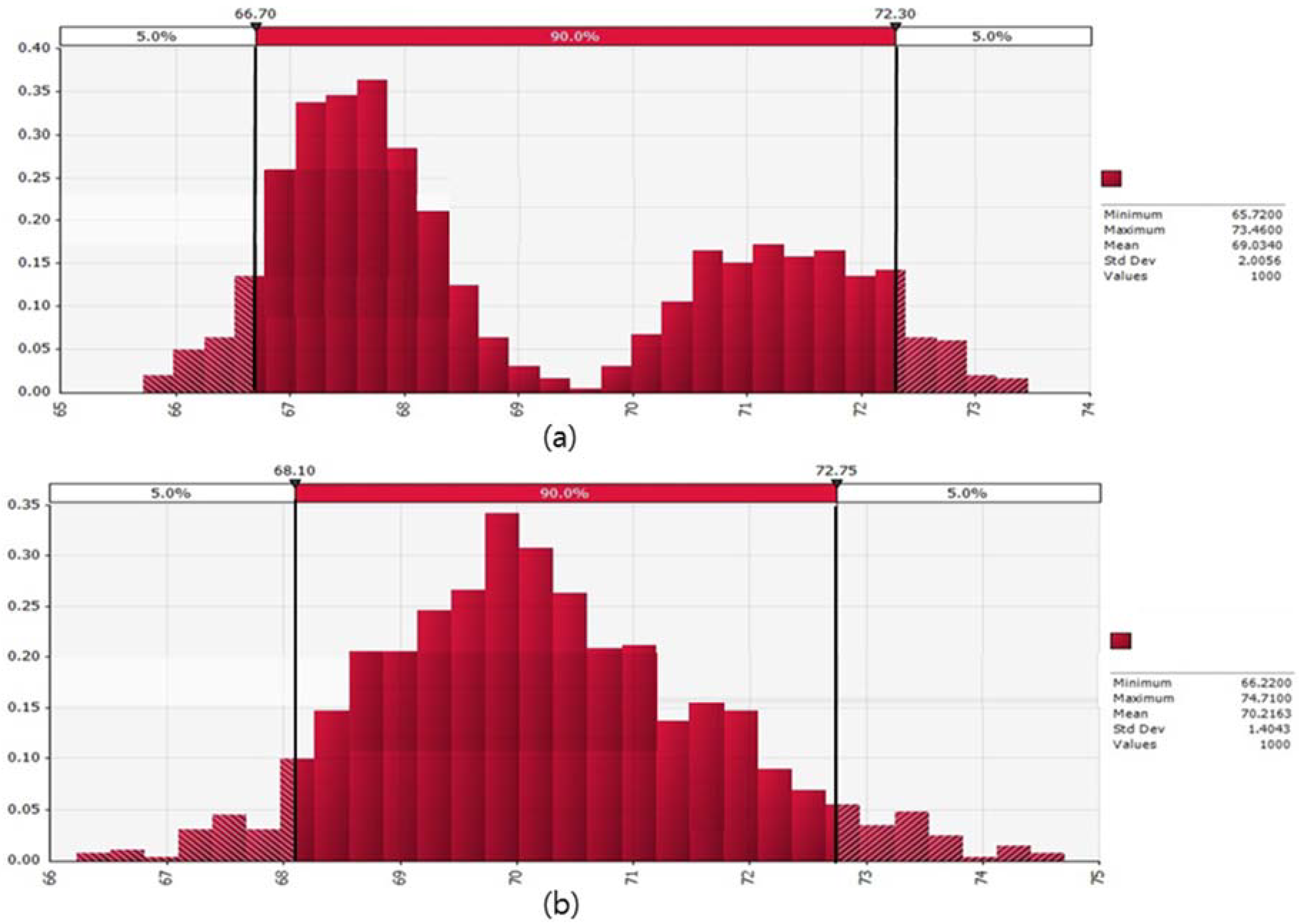
8.3.1. CPM vs. CCPM without Resource Buffer
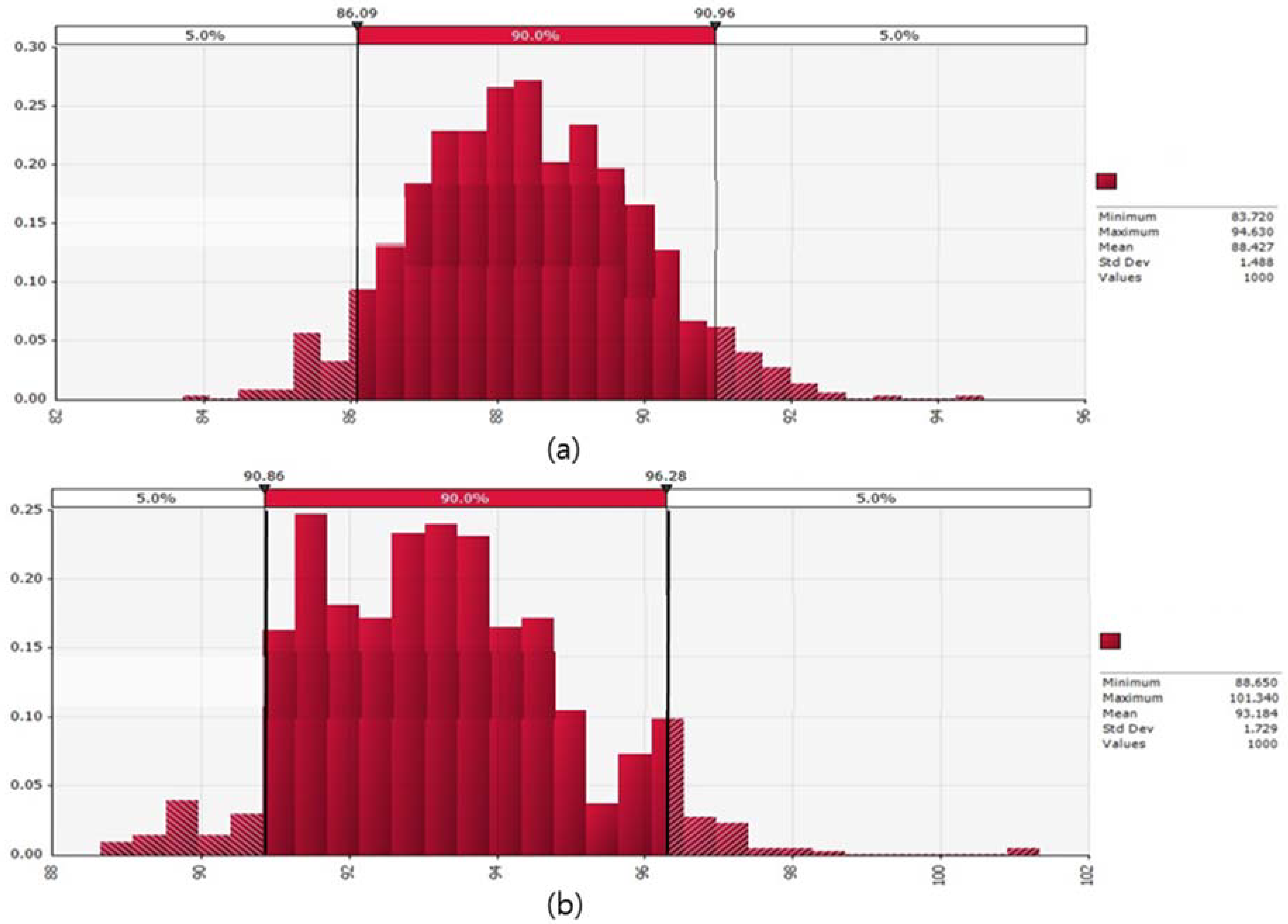
8.3.2. CPM vs. CCPM with Resource Buffer
9. Conclusions
10. Recommendations for Future Research
Author Contributions
Acknowledgments
Conflicts of Interest
Abbreviations
| CCPM | Critical Chain Path Method |
| EPC | Engineering Procurement Construction |
| PERT | Program Evaluation and Review Technique |
| CPM | Critical Path Method |
| TOC | Theory of Constraints |
| ETA | Estimated Time of Arrival |
| P-I Matrix | Probability-Impact matrix |
| DI | Diameter Inch |
| BL | Branch Line |
References
- CERIK. Construction Trend Monthly Briefing; Korean Construction and Economy Research Institute of Korea (CERIK): Seoul, Korea, 2018. [Google Scholar]
- Ahn, B. Managing the Efficiency of Foreign Engineering Contracts: A Study of a Norwegian and South Korean Project Interface; University of Stavanger: Stavanger, Norway, 2015. [Google Scholar]
- Tanmay. Oil & Gas EPC Market Perspective and Comprehensive Analysis to 2023. 2018. Available online: https://theexpertconsulting.com/oil-gas-epc-market-perspective-and-comprehensive-analysis-to-2023/ (accessed on 20 May 2018).
- National Contractors Association of Korea. Statistics on Overseas Construction Contracts Amount; National Contractors Association of Korea: Seoul, Korea, 2018; Available online: http://www.icak.or.kr/reg/login.php?s_url=L3BsdC9wbHRfc3RhMDQucGhwP2ZfZGF0ZT0xOTY5LzAxLzAxJnRfZGF0ZT0yMDE4LzA1LzIxJnJfY29kZT0= (accessed on 20 May 2018).
- McNair, D. EPC Contracts in the Process Plant Sector; Asia Pacific Projects Update; DLA Piper: London, UK, 2011. [Google Scholar]
- Blankenbaker, E.K. Construction and Building Technology; Goodheart-Willcox: Tinley Park, IL, USA, 2013. [Google Scholar]
- Tommelein, I.D. Pull-driven scheduling for pipe-spool installation: Simulation of lean construction technique. J. Constr. Eng. Manag. 1998, 124, 279–288. [Google Scholar] [CrossRef]
- Dilmaghani, F. Critical Chain Project Management (CCPM) at Bosch Security Systems (CCTV) Eindhoven: A Survey to Explore Improvement Opportunities in the Scheduling and Monitoring of Product Development Projects; University of Twente: Enschede, Netherlands, 2008. [Google Scholar]
- Newbold, R.C. Project Management in the Fast Lane: Applying the Theory of Constraints; CRC Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Tukel, O.I.; Rom, W.O.; Eksioglu, S.D. An investigation of buffer sizing techniques in critical chain scheduling. Eur. J. Oper. Res. 2006, 172, 401–416. [Google Scholar] [CrossRef]
- PMI. PMBOK® Guide, 6th ed.; PMI (Project Management Institute): Newton Square, PA, USA, 2017. [Google Scholar]
- PMI. Practice Standard for Scheduling, 2nd ed.; PMI (Project Management Institute): Newton Square, PA, USA, 2017. [Google Scholar]
- Kim, K.H. A Study on the Application of TOC Critical Chain Project Management; National Contractors Association of Korea: Kwang-Ju, Korea, 2004. [Google Scholar]
- Lee, K.C. A Study of CCPM Improvement on Shipbuilding Industry; Pusan National University: Busan, Korea, 2013. [Google Scholar]
- Bevilacqua, M.; Ciarapica, F.; Giacchetta, G. Critical chain and risk analysis applied to high-risk industry maintenance: A case study. Int. J. Proj. Manag. 2009, 27, 419–432. [Google Scholar] [CrossRef]
- Ha, B.G. The Application of CCPM (Critical Chain Project Management) for Schedule Management in Construction Projects; Dongwi-Univ.: Pusan, Korea, 2010. [Google Scholar]
- Grant, K.P.; Marton, G. Critical chain project management: Under investigation or case closed? In Proceedings of the PMI® Research and Education Conference, Limerick, Ireland, 15–18 July 2012. [Google Scholar]
- Feng, J.-C.; Li, L.; Yang, N.; Hong, Y.-Z.; Pang, M.; Yao, X.; Wang, L.-C. Critical chain construction with multi-resource constraints based on portfolio technology in South-to-North Water Diversion Project. Water Sci. Eng. 2011, 4, 225–236. [Google Scholar]
- Dong, L.; Zhao, X.K.; Zhou, W.P.; Lv, Q. Application of Critical Chain Project Scheduling Theory in Power Plant Electrical Equipment Maintenance. In Proceedings of the Advanced Materials Research, Lulea, Sweden, 21–22 March 2013; pp. 1985–1989. [Google Scholar]
- Goldratt, E. Critical Chain; The North River Press Publishing Corporation: Great Barrington, MA, USA, 1997. [Google Scholar]
- Steyn, H. An investigation into the fundamentals of critical chain project scheduling. Int. J. Proj. Manag. 2001, 19, 363–369. [Google Scholar] [CrossRef]
- Herroelen, W.; Leus, R. On the merits and pitfalls of critical chain scheduling. J. Oper. Manag. 2001, 19, 559–577. [Google Scholar] [CrossRef]
- Wei, C.-C.; Liu, P.-H.; Tsai, Y.-C. Resource-constrained project management using enhanced theory of constraint. Int. J. Proj. Manag. 2002, 20, 561–567. [Google Scholar] [CrossRef]
- Yeo, K.; Ning, J. Integrating supply chain and critical chain concepts in engineer-procure-construct (EPC) projects. Int. J. Proj. Manag. 2002, 20, 253–262. [Google Scholar] [CrossRef]
- Ma, G.; Wang, A.; Li, N.; Gu, L.; Ai, Q. Improved critical chain project management framework for scheduling construction projects. J. Constr. Eng. Manag. 2014, 140. [Google Scholar] [CrossRef]
- Su, Y.; Lucko, G.; Thompson, R.C., Jr. Evaluating performance of critical chain project management to mitigate delays based on different schedule network complexities. In Proceedings of the 2016 Winter Simulation Conference, Washington, DC, USA, 11–14 December 2016; pp. 3314–3324. [Google Scholar]
- Patric, F. Critical Chain Scheduling and Buffer Management…. In Proceedings of the Project Management Institute, Philadelphia, PA, USA, 10–16 October 1999. [Google Scholar]
- Lee, D.G. A Study on the Buffer Management of Critical Chain Project Management; Ulsan-University: Ulsan, Korea, 2002. [Google Scholar]
- Junior, J.F.; Martins, M.R. Offshore Platform Turn around Using the Critical Chain Project Management Method (CCPM). In Proceedings of the ASME 2009 28th International Conference on Ocean, Offshore and Arctic Engineering, Honolulu, HI, USA, 31 May–5 June 2009; pp. 479–485. [Google Scholar]
- Critical Chain and Critical Path, Can They Coexist? 2018. Available online: http://3escp33iuwsj485tugc1mb91.wpengine.netdna-cdn.com/wp-content/uploads/bsk-pdf-manager/2016/02/CPM-and-CCPM-a-Compare-and-Contrast-Pinnacle-Strategies.pdf (accessed on 20 May 2018).
- Brennan, M. PERT and CPM: A Selected Bibliography; Council of Planning Librarians: Chicago, IL, USA, 1968. [Google Scholar]
- Shin, K.Y. A Study on the Method of Applying CCPM to Shipbuilding Industry; Pusan University: Pusan, Korea, 2009. [Google Scholar]
- Leach, L.P. Critical chain project management improves project performance. Proj. Manag. J. 1999, 30, 39–51. [Google Scholar]
- Bagchi, T.P.; Sahu, K.; Jena, B.K. Why CPM Is Not Good Enough for Scheduling Projects. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017. [Google Scholar]
- Im, H.M. A Study on Schedule Management in Construction Projects by CCPM; Pukyeong Univ.: Pusan, Korea, 2003. [Google Scholar]
- Kim, Y.M. Application of Critical Chain Technique in Project-Type Contract Production Environment; Pukyeong-Univ.: Pusan, Korea, 2005. [Google Scholar]
- Kim, O.S. Optimal Schedule Selection by CCPM on Project Planning Phase; Pukyeong-Univ.: Pusan, Korea, 2003. [Google Scholar]
- Lee, M.R. (A) Study on the Project Buffer Set-up Methodology of Critical Chain Project Management: Small Manufacturing Project; Hanyang-University: Seoul, Korea, 2012. [Google Scholar]
- Liu, J. A Study on the Buffer Sizing Method of CCPM Technique; Kachon University: Seongnam, Korea, 2012. [Google Scholar]
- Cho, J.S. A Study on Project Schedule Management System Modeling for Small Scale IT Companies; Ulsan-University: Ulsan, Korea, 2009. [Google Scholar]
- Han, H.D. Study on Practical Application of Critical Chain Project Management; Soongsil-University: Seoul, Korea, 2006. [Google Scholar]
- Valikoniene, L. Resource Buffers in Critical Chain Project Management; University of Manchester: Manchester, UK, 2015. [Google Scholar]
- Kim, Y.-S.; Hwange, M.-H.; Park, C.-S. A study on the present status and problem analysis of construction process management in domestic building construction sites. J. Architect. Inst. Korea 1996, 12, 253–264. [Google Scholar]
- Kim, J.W.; Lee, J.-H. Identifying Risks of Power Plant EPC Business in the Middle East and Analyzing Their Priority by the AHP. Plant J. 2015, 11, 32–46. [Google Scholar]
- W., K.H. A Case Study on the Analysis of Maintenance Costs though the Estimation of Elemental Costs for Educational Buildings; ChungAng-Universtiy: Seoul, Korea, 2009. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
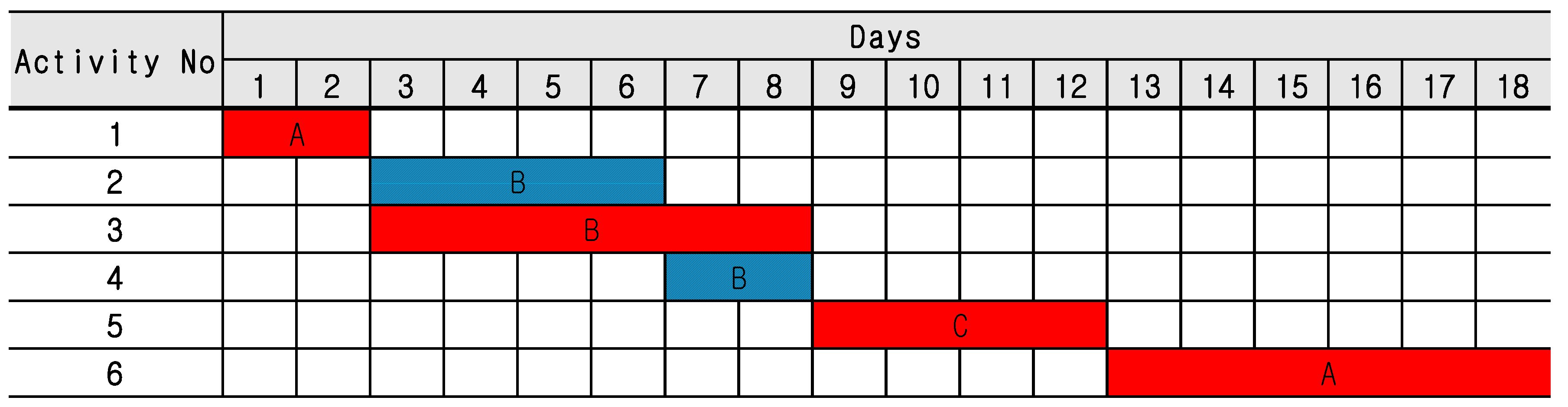
| Activity No. | Predecessor | Successor | Relations | Duration (Days) | Resource Name |
|---|---|---|---|---|---|
| 1 | 2, 3 | FS | 2 | A | |
| 2 | 1 | 4 | FS | 4 | B |
| 3 | 1 | 5 | FS | 6 | B |
| 4 | 2 | 6 | FS | 2 | B |
| 5 | 3 | 6 | FS | 4 | C |
| 6 | 4, 5 | FS | 6 | A |
| Case | Line No. | Description | Piping Size (Inch) | Piping D/I * | PKG Q’ty ** (Test) |
|---|---|---|---|---|---|
| Field | |||||
| Crude Pump Unit (CPU-Case 1) | 54”-P-006 | Pump Suction Header | 54 | 1689 | 1 |
| 42”-P-268 | G-001 Suction | 42 | 326 | 1 | |
| 42”-P-271 | G-002 Suction | 42 | 182 | 1 | |
| 42”-P-274 | G-003 Suction | 42 | 452 | 1 | |
| 36”-P-021 | Pump Discharge Header | 36 | 955 | 2 | |
| 20”-P-023 | Min. Flow Header | 20 | 996 | 1 | |
| 24”-P-269 | G-001 Discharge | 24 | 570 | 1 | |
| 12”-P-270 | G-001 Min. Flow | 12 | 223 | (Min. Flow Header) | |
| 24”-P-272 | G-002 Discharge | 24 | 613 | 1 | |
| 12”-P-273 | G-002 Min. Flow | 12 | 186 | (Min. Flow Header) | |
| 24”-P-275 | G-003 Discharge | 24 | 651 | 1 | |
| 12”-P-277 | G-003 Min. Flow | 12 | 233 | (Min. Flow Header) | |
| Propylene Compressor Unit (PCU-Case 2) | 20”-P-1968 | K-001C Suction 1 | 20 | 380 | 2 |
| 14”-P- | Return Line | 14 | 476 | (Discharge) | |
| 14”-P- | K-001C Suction 2 | 14 | 218 | 2 | |
| 12”-P- | Return Line | 12 | 96 | (Discharge) | |
| 16”-P- | K-001C Suction 3 | 16 | 122 | 2 | |
| 16”-P- | Return Line | 16 | 240 | (Discharge) | |
| 18”-P- | K-001C Discharge | 18 | 326 | 1 |
| Activity No. | PKG No. | ISO DWG No. | Description | Predecessor | Piping D/I | Welding Team (8 DI/Day) | Duration (Day) | Duration (Day) SM 50% | Duration (Day) SM 40% | Duration (Day) SM 30% |
|---|---|---|---|---|---|---|---|---|---|---|
| Field | ||||||||||
| 1 | PKG-01 | Pump Suction Header | 1512 | 3 | ||||||
| 2 | P-006-01 | 108 | 4.5 | 3.0 | 2.7 | 3.2 | ||||
| 3 | P-006-02 | 2 | 324 | 13.5 | 7.0 | 8.1 | 9.5 | |||
| 4 | P-006-03 | 3 | 324 | 13.5 | 7.0 | 8.1 | 9.5 | |||
| 5 | P-268-01 | 4 | 210 | 8.8 | 4.0 | 5.3 | 6.1 | |||
| 6 | P-271-01 | 4 | 210 | 8.8 | 4.0 | 5.3 | 6.1 | |||
| 7 | P-274-02 | 4 | 336 | 14.0 | 7.0 | 8.4 | 9.8 | |||
| 8 | PKG-03 | G-002 Suction | 66 | 1 | ||||||
| 9 | P-271-02 | 7 | 66 | 8.0 | 4.0 | 4.8 | 5.6 | |||
| 10 | PKG-02 | G-001 Suction | 108 | 1 | ||||||
| 11 | P-268-02 | 5 | 108 | 14.0 | 7.0 | 8.4 | 9.8 | |||
| 12 | PKG-04 | G-003 Suction | 24 | 1 | ||||||
| 13 | P-274-01 | 7 | 24 | 3.0 | 2.0 | 1.8 | 2.1 | |||
| 14 | PKG-05 | Pump Discharge Header 1 | 252 | 2 | ||||||
| 15 | P-021-01 | 36 | 2.3 | 1.0 | 1.4 | 1.6 | ||||
| 16 | P-021-02 | 15 | 180 | 11.3 | 6.0 | 6.8 | 7.9 | |||
| 17 | P-021-03 | 16 | 36 | 2.3 | 1.0 | 1.4 | 1.6 | |||
| 18 | PKG-06 | Pump Discharge Header 2 | 540 | 2 | ||||||
| 19 | P-021-03 | 11, 16, 39 | 180 | 11.3 | 6.0 | 6.8 | 7.9 | |||
| 20 | P-269-03 | 4, 19 | 96 | 6.0 | 3.0 | 3.6 | 4.2 | |||
| 21 | P-272-03 | 4, 19 | 144 | 9.0 | 5.0 | 5.4 | 6.3 | |||
| 22 | P-275-03 | 4, 19 | 120 | 7.5 | 4.0 | 4.5 | 5.3 | |||
| 23 | PKG-07 | G-003 Discharge | 370 | 2 | ||||||
| 24 | P-275-01 | 4 | 134 | 8.4 | 4.0 | 5.0 | 5.9 | |||
| 25 | P-275-02 | 24 | 120 | 7.5 | 4.0 | 4.5 | 5.3 | |||
| 26 | P-275-03 | 25 | 24 | 1.5 | 1.0 | 0.9 | 1.1 | |||
| 27 | P-277-01 | 25 | 92 | 5.8 | 3.0 | 3.5 | 4.0 | |||
| 28 | PKG-08 | G-002 Discharge | 248 | 2 | ||||||
| 29 | P-272-01 | 4, 17 | 120 | 7.5 | 4.0 | 4.5 | 5.3 | |||
| 30 | P-272-02 | 29 | 72 | 4.5 | 3.0 | 2.7 | 3.2 | |||
| 31 | P-272-03 | 29 | 24 | 1.5 | 1.0 | 0.9 | 1.1 | |||
| 32 | P-273-01 | 31 | 32 | 2.0 | 1.0 | 1.2 | 1.4 | |||
| 33 | PKG-09 | G-001 Discharge | 388 | 2 | ||||||
| 34 | P-269-01 | 4, 17 | 182 | 11.4 | 6.0 | 6.8 | 8.0 | |||
| 35 | P-269-02 | 34 | 72 | 4.5 | 3.0 | 2.7 | 3.2 | |||
| 36 | P-269-03 | 35 | 102 | 6.4 | 3.0 | 3.8 | 4.5 | |||
| 37 | P-270-01 | 36 | 32 | 2.0 | 1.0 | 1.2 | 1.4 | |||
| 38 | PKG-10 | Min. Flow | 850 | 2 | ||||||
| 39 | P-023-01 | 3 | 60 | 3.8 | 2.0 | 2.3 | 2.6 | |||
| 40 | P-023-01A | 39 | 40 | 2.5 | 2.0 | 1.5 | 1.8 | |||
| 41 | P-023-02 | 40 | 40 | 2.5 | 2.0 | 1.5 | 1.8 | |||
| 42 | P-023-03 | 41 | 160 | 10.0 | 5.0 | 6.0 | 7.0 | |||
| 43 | P-023-04 | 42 | 20 | 1.3 | 1.0 | 0.8 | 0.9 | |||
| 44 | P-270-01 | 45 | 48 | 3.0 | 2.0 | 1.8 | 2.1 | |||
| 45 | P-270-02 | 39 | 132 | 8.3 | 4.0 | 5.0 | 5.8 | |||
| 46 | P-273-01 | 47 | 40 | 2.5 | 2.0 | 1.5 | 1.8 | |||
| 47 | P-273-02 | 39 | 140 | 8.8 | 5.0 | 5.3 | 6.1 | |||
| 48 | P-277-01 | 49 | 40 | 2.5 | 2.0 | 1.5 | 1.8 | |||
| 49 | P-277-02 | 40 | 130 | 8.1 | 4.0 | 4.9 | 5.7 | |||
| Total Piping D/I | 4358 |
| Activity No. | PKG No. | ISO DWG No. | Description | Predecessor | Piping D/I | Welding Team (8 DI/Day) | Duration (Day) | Duration (Day) SM 50% | Duration (Day) SM 40% | Duration (Day) SM 30% |
|---|---|---|---|---|---|---|---|---|---|---|
| Field | ||||||||||
| 1 | PKG-01 | BL to K-001C Suction 1 | 17 | 192 | 2 | |||||
| 2 | P-876-02 | 32 | 2.0 | 1.0 | 2.0 | 2.0 | ||||
| 3 | P-979-01A | 2, 14 | 80 | 5.0 | 2.5 | 3.0 | 3.5 | |||
| 4 | P-979-01 | 3, 23 | 80 | 5.0 | 2.5 | 3.0 | 3.5 | |||
| 5 | PKG-02 | K-001C Suction 1 | 90 | 1 | - | - | - | |||
| 6 | P-876-01 | 2 | 64 | 8.0 | 4.0 | 4.8 | 5.6 | |||
| 7 | P-876-01A | 6 | 26 | 3.3 | 1.6 | 2.0 | 2.3 | |||
| 8 | PKG-03 | BL to K-001C Suction 2 | 140 | 1 | - | - | - | |||
| 9 | P-878-02 | 72 | 9.0 | 4.5 | 5.4 | 6.3 | ||||
| 10 | P-980-01 | 9 | 68 | 8.5 | 4.3 | 5.1 | 6.0 | |||
| 11 | PKG-04 | K-001C Suction 2 | 90 | 1 | - | - | - | |||
| 12 | P-878-01 | 9 | 90 | 11.3 | 5.6 | 6.8 | 7.9 | |||
| 13 | PKG-05 | BL to K-001C Suction 3 | 440 | 2 | - | - | - | |||
| 14 | P-1968-02 | 160 | 10.0 | 5.0 | 6.0 | 7.0 | ||||
| 15 | P-978-01 | 14, 9, 20 | 280 | 17.5 | 8.8 | 10.5 | 12.3 | |||
| 16 | PKG-06 | K-001C Suction 3 | 160 | 1 | - | - | - | |||
| 17 | P-1968-01 | 14 | 160 | 20.0 | 10.0 | 12.0 | 14.0 | |||
| 18 | PKG-07 | K-001C Discharge | 9 | 554 | 2 | - | - | - | ||
| 19 | P-892-01 | 20 | 92 | 5.8 | 2.9 | 3.5 | 4.0 | |||
| 20 | P-892-02 | 21 | 126 | 7.9 | 3.9 | 4.7 | 5.5 | |||
| 21 | P-892-03 | To BL | 36 | 2.3 | 1.1 | 2.0 | 1.6 | |||
| 22 | P-979-01 | ReturnLine (Suction 1) | 20 | 80 | 5.0 | 2.5 | 3.0 | 3.5 | ||
| 23 | P-978-01 | ReturnLine (Suction 3) | 20 | 196 | 12.3 | 6.1 | 7.4 | 8.6 | ||
| 24 | P-980-01 | Return Line (Suction 2) | 20 | 24 | 1.5 | 0.8 | 2.0 | 2.0 |
| Units | Description | Critical Path/Critical Chain | Project Duration |
|---|---|---|---|
| Crude Pump Unit (CPU-Case 1) | CPM | Activity Nos. 2→3→4→5→11→19→21 | 134 Days |
| CCPM (Safety Margin 50%) | Activity Nos. 2→3→4→5→11→19→20 | 86 Days | |
| Propylene Compressor Unit (PCU-Case 2) | CPM | Activity Nos. 14→16→2→6→7 | 76 Days |
| CCPM (Safety Margin 50%) | Activity Nos. 14→17→2→6→7 | 67 Days |
| Project | (Unit: Day) | CPM | CCPM with Safety Margin | ||
|---|---|---|---|---|---|
| 50% | 40% | 30% | |||
| Crude Pump Unit (Case 1) | Project Duration | 134.0 | 86.0 | 93.0 | 97.0 |
| Project Buffer | 18.0 | 15.0 | 12.0 | ||
| Feeding Buffer (1) | 4.0 | 3.0 | 2.0 | ||
| Feeding Buffer (2) | 1.0 | 1.0 | 1.0 | ||
| Propylene Compressor Unit (Case 2) | Project Duration | 76.0 | 67.0 | 71.0 | 76.0 |
| Project Buffer | 21.0 | 16.0 | 12.0 | ||
| Project | Description | Project Duration (Deterministic) | Project Buffer | MCSM (@Risk) | |||
|---|---|---|---|---|---|---|---|
| Min | ML | Max | Confidence 85% | ||||
| Crude Pump Unit (Case 1) | CPM | 134 | 134.0 | 141.2 | 151.8 | 146.3 | |
| CCPM (SM 50%) | 86 | 18 | 83.7 | 88.4 | 94.6 | 91.0 | |
| CCPM (SM 40%) | 93 | 15 | 91.5 | 95.4 | 99.8 | 98.4 | |
| CCPM (SM 30%) | 97 | 12 | 95.1 | 98.6 | 103.3 | 100.8 | |
| Propylene Compressor Unit (Case 2) | CPM | 76 | 74.0 | 79.3 | 88.6 | 83.5 | |
| CCPM (SM 50%) | 67 | 21 | 65.7 | 69.0 | 73.5 | 72.3 | |
| CCPM (SM 40%) | 71 | 16 | 69.5 | 72.3 | 77.4 | 74.5 | |
| CCPM (SM 30%) | 76 | 12 | 74.3 | 77.2 | 81.3 | 80.4 | |
| Project | Description | Project Duration (Deterministic) | Project Buffer | MCSM (@Risk) | Remarks | |||
|---|---|---|---|---|---|---|---|---|
| Min | ML | Max | Confidence 85% | |||||
| Crude Pump Unit (Case 1) | CCPM (SM 50%) | 86 | 18 | 88.7 | 93.2 | 101.3 | 96.3 | Resource Buffers are added from 0 to 1.7 days |
| CCPM (SM 40%) | 93 | 15 | 96.0 | 100.6 | 106.2 | 103.9 | ||
| CCPM (SM 30%) | 97 | 12 | 98.4 | 103.4 | 109.2 | 106.4 | ||
| Propylene Compressor Unit (Case 2) | CCPM (SM 50%) | 67 | 21 | 66.2 | 70.2 | 74.7 | 72.8 | |
| CCPM (SM 40%) | 71 | 16 | 70.2 | 74.1 | 78.5 | 76.7 | ||
| CCPM (SM 30%) | 76 | 12 | 74.8 | 78.5 | 85.0 | 81.5 | ||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jo, S.-H.; Lee, E.-B.; Pyo, K.-Y. Integrating a Procurement Management Process into Critical Chain Project Management (CCPM): A Case-Study on Oil and Gas Projects, the Piping Process. Sustainability 2018, 10, 1817. https://doi.org/10.3390/su10061817
Jo S-H, Lee E-B, Pyo K-Y. Integrating a Procurement Management Process into Critical Chain Project Management (CCPM): A Case-Study on Oil and Gas Projects, the Piping Process. Sustainability. 2018; 10(6):1817. https://doi.org/10.3390/su10061817
Chicago/Turabian StyleJo, Sung-Hwan, Eul-Bum Lee, and Kyoung-Youl Pyo. 2018. "Integrating a Procurement Management Process into Critical Chain Project Management (CCPM): A Case-Study on Oil and Gas Projects, the Piping Process" Sustainability 10, no. 6: 1817. https://doi.org/10.3390/su10061817