Synchronization Control Algorithm of Double-Cylinder Forging Hydraulic Press Based on Fuzzy Neural Network

1
Railway Locomotive and Mechanical and Electrical Equipment System, Shandong Polytechnic, Jinan 250104, China
2
School of Mechanical and Electronic Engineering, Shandong Agricultural University, Tai’an 271018, China
*
Author to whom correspondence should be addressed.
Algorithms 2019, 12(3), 63; https://doi.org/10.3390/a12030063
Submission received: 14 February 2019
/
Revised: 9 March 2019
/
Accepted: 11 March 2019
/
Published: 14 March 2019
Abstract
:In order to solve the poor control accuracy problem of the traditional synchronous control algorithm for a double-cylinder forging hydraulic press, a synchronous control algorithm for double-cylinder forging hydraulic press based on a fuzzy neural network was proposed. According to the flow equation of valve and hydraulic cylinder, the balance equation and force balance equation of forging hydraulic cylinder are established by using the theory of electro-hydraulic servo systems, and the cylinder-controlled transfer function of forging hydraulic cylinder is deduced. By properly simplifying the transfer function, the mathematical model of synchronous control of double cylinder forging hydraulic press is established. According to the implementation process of traditional fuzzy neural networks, the properties of compensation operation are introduced. The traditional fuzzy neural network is optimized, and the optimized neural network is used to realize the synchronous control of the double cylinder forging hydraulic press. The experimental results show that the amplitude curve of the algorithm is very close to the expected amplitude curve, the error amplitude is only 0.3 mm, and the average control time is about 140 s, which fully shows that the algorithm has high accuracy and a good control effect.
1. Introduction
The development of industrial technology throughout the world has greatly promoted the development of hydraulic servo systems. Forging hydraulic pressure refers to the use of hammerhead, anvil block or die on forging hydraulic equipment to exert plastic deformation on the metal blank to form a forging with a shape, size and performance [1,2]. Forging hydraulic presses have a wide range of applications in the engineering field. Forging hydraulic processing can not only change the shape of the metal, but also improve the organization to improve the performance of the forgings. Synchronous control has always been an important topic in the hydraulics industry. With the development of the aerospace and modern machinery processing industry, metal processing equipment, metallurgical machinery, engineering machinery and other drive devices are very urgent requirements for high-precision double-cylinder hydraulic synchronization technology. There are many factors in practical applications affecting the synchronization of the double-cylinder electro-hydraulic servo system, such as non-uniform load, leakage, friction, resistance, manufacturing accuracy, different hydraulic oil, and structural elastic deformation, etc., which will take the movement out of synchronization [3,4]. Therefore, it is necessary to study the hydraulic synchronization control algorithm for double steel forging.
With the development of double-cylinder forging hydraulic presses, its synchronous control has gradually become the focus of relevant experts and scholars, and has produced some mature theories and applications. Liu [5] proposed a synchronous control algorithm for forging a hydraulic press based on multi factor self-adjusting fuzzy control. According to the hydraulic nonlinear and complex and variable load conditions, the hydraulic model of the overall movement is established, and a joint control of the drive and synchronization process algorithm is proposed. The self-adjusting fuzzy control method is used to decouple the physical parameters of the driving process, and the synchronous control of the forging hydraulic press is realized. However, the integral motion model of the hydraulic press constructed by this algorithm is inaccurate, which leads to the synchronous control precision of the forging hydraulic press. Zhang proposed a synchronization control algorithm for forging hydraulic press based on generalized extended state observer [6]. The overall motion model of the forging hydraulic press was transformed into a state space model with respect to position tracking error and time delay. Through this model, the generalized extended state observer and the corresponding control law were designed to eliminate the influence of the time-varying delay and the uncertainty caused by other disturbances on the forging hydraulic press, and the synchronous control of the forging hydraulic press was realized. However, this algorithm didn’t analyze the running process of the forging hydraulic press, which affected the accuracy of the control. Sun proposed a synchronous control algorithm for the forging hydraulic press based on an improved fractional non-growth adaptive law [7]. The frequency distribution model was used to analyze the overall motion law of the forging hydraulic press, and the synchronization error convergence was proved based on the Lyapunov stability theorem. This avoided the error of analyzing the synchronization error system directly with the pseudo-state variables and obtained synchronous control of the forging hydraulic press. However, this algorithm has poor control accuracy. Wang proposed a synchronous control algorithm for forging hydraulic press based on a new type of fuzzy compensator [8]. Combining the mechanical structure of the servo turntable, the principle of the forging hydraulic press drive system is explained. According to the control requirements of synchronization error and tracking error, a simultaneous control scheme for the forging hydraulic press is established, and a novel fuzzy compensation forging hydraulic press synchronization controller design algorithm is further provided to realize forging hydraulic press notification. However, the timeliness of this algorithm control is poor. Banerjee proposed a synchronous control method for a two-cylinder forging hydraulic press based on new fuzzy reasoning [9]. This method can design the internal circuit of the two-cylinder forging hydraulic press, reduce the delay of hydraulic machine control, and realize the synchronous control of the two-cylinder forging hydraulic press. However, this method controls the accuracy in general.
In order to solve the problems of the above algorithm, a synchronous control algorithm of double cylinder forging hydraulic press based on a fuzzy neural network is proposed. The transfer function of the valve-controlled cylinder of the double-cylinder forging hydraulic press is deduced by using the flow equation of the valve, the flow balance equation of the cylinder and the force balance equation. According to the function, the mathematical model of the synchronous control of the double-cylinder forging hydraulic press is constructed. The conventional fuzzy neural network is optimized by introducing the compensation operation, and the improved neural network is used to synchronize the control of the double-cylinder forging hydraulic press. The realization of this algorithm makes the double steel forging hydraulic press more efficient and intelligent, can greatly improve production efficiency, reduce production costs, and increases the ability to deal with faults intelligently.
The overall structure of the algorithm is as follows:
(1) Through the mathematical modeling of the various components of the double cylinder forging hydraulic press, a complete mathematical modeling of the entire double cylinder forging hydraulic press was carried out.
(2) According to the implementation process of the fuzzy neural network algorithm, the fuzzy neural network algorithm is used to realize the synchronous control of the double cylinder forging hydraulic press.
(3) Experimental results and analysis. Through experimental data, the feasibility and effectiveness of the fuzzy neural network algorithm for synchronous control of a double-cylinder forging hydraulic press are demonstrated.
(4) Based on the existing research of the paper, the prospects are put forward.
2. Synchronization Control Algorithm of Double-Cylinder Forging Hydraulic Press Based on Fuzzy Neural Network
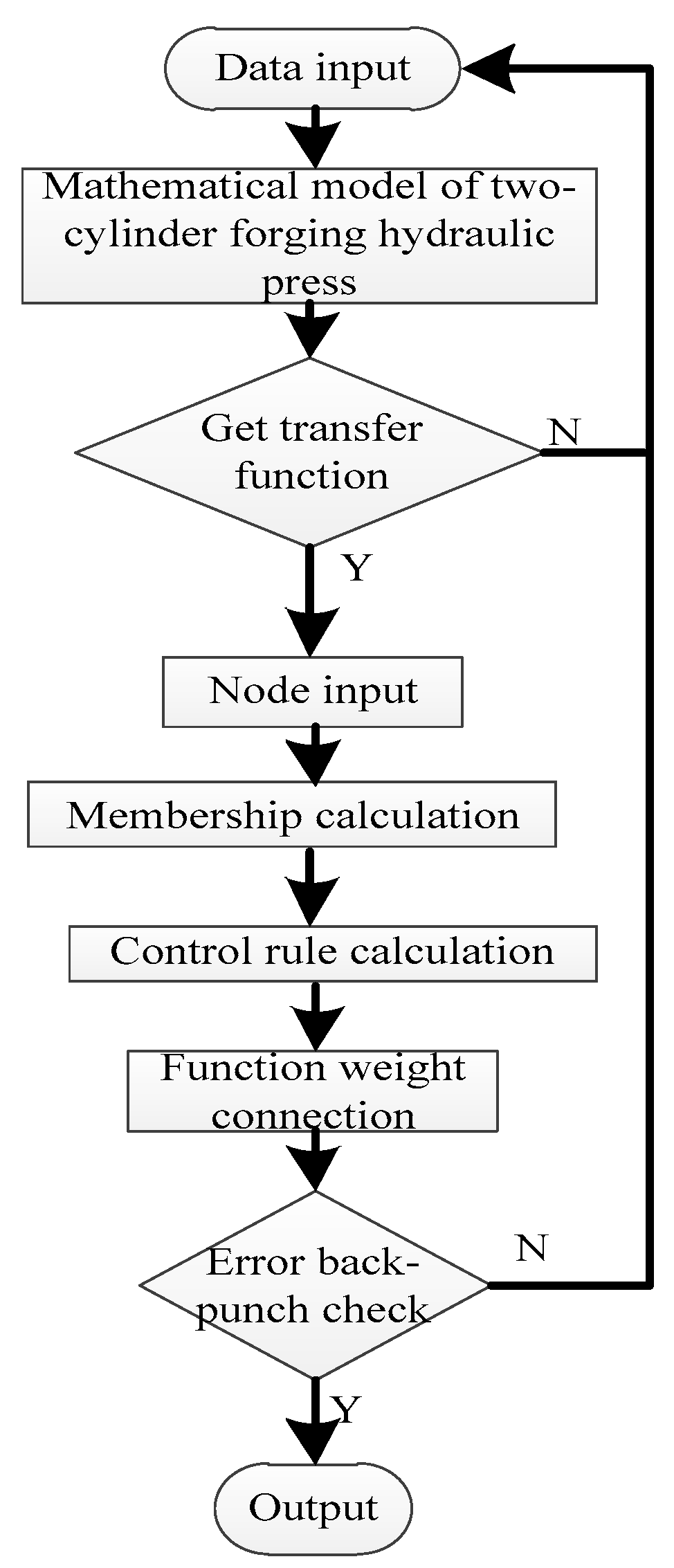
Due to the time-varying and non-linear influence of the position servo system of the two-cylinder forging hydraulic press, the synchronization accuracy of the two-cylinder forging hydraulic press is affected by many factors, such as the manufacturing accuracy of the hydraulic cylinder [10,11,12], the uneven load of the system, the influence of external conditions such as temperature, etc. [13]. The synchronization accuracy of the two-cylinder forging hydraulic press has many influential and complex factors, which makes the control of the two-cylinder forging hydraulic press more difficult. Based on a fuzzy neural network, the synchronous control algorithm of two-cylinder forging hydraulic press is developed based on the mathematical model construction [14]. Based on the fuzzy neural network-based two-cylinder forging hydraulic machine synchronous control algorithm, the two-cylinder forging hydraulic machine synchronous control is realized. The overall control flow of the algorithm is shown in Figure 1.
2.1. Mathematical Modeling of Double Cylinder Forging Hydraulic Press System
It is necessary to model and simulate the double-cylinder forging hydraulic press. By studying the position servo system of double-cylinder forging hydraulic press [15], the relevant components in the whole system were mathematically modeled, and the mathematical model was used to simulate and model the system [16]. The dynamic characteristics of the servo system of the double-cylinder forging hydraulic press were analyzed.
According to the principle of the synchronous control system, the two hydraulic cylinders in the double-cylinder forging hydraulic press servo system are symmetrical, and the parameters are the same. Then one of the hydraulic cylinders is mathematically modeled [17,18,19]. The transfer function of the hydraulic cylinder can be composed of the flow equation of the proportional valve, the flow continuity equation of the hydraulic cylinder control chamber, and the hydraulic balance equation of the hydraulic cylinder and the load [20].
Electro-hydraulic proportional valves are generally overlapped slide valves. To facilitate the establishment and analysis of models, set:
(1) The valve is an ideal zero opening four-way spool valve and the four orifices are symmetrically distributed.
(2) The throttle orifice is turbulent, ignoring the compressibility of the liquid and its effect on the flow of the valve outlet.
(3) The valve has an ideal response capability, that is, when the spool displacement or pressure difference across the valve changes, the outlet flow rate of the valve can instantly change.
(4) The supply pressure is kept constant and the return pressure is zero.
The valve’s flow Equation can be simplified to:
n the above equation, represents the pressure of the cylinder control chamber in the double-cylinder forging hydraulic press servo system, represents the valve flow gain, represents the valve flow pressure coefficient, and represents the valve flow rate.
Set all the hydraulic connection pipes of the hydraulic cylinder in the servo system to be short and thick, ignoring the pressure loss in all the pipes, ignoring the influence of the quality of the hydraulic oil, the friction in the flowing and other factors. The pressure in the working chamber of the hydraulic cylinder is completely equal, while the temperature and effective volumetric elastic modulus of the hydraulic oil are considered to be constant. Leakage inside and outside the cylinder is laminar flow. The flow continuity Equation for the hydraulic cylinder control chamber is thus constructed as:
In the above equation, represents the cylinder height; and represent the inflow rate and outflow rate of the flow in the control chamber of the hydraulic cylinder, represents the piston displacement coefficient in the control chamber of the hydraulic cylinder; represents the flow continuity coefficient; represents the hydraulic pressure The piston area of the cylinder control chamber; represents the internal leakage coefficient of the hydraulic valve; represents the volume of the control chamber of the hydraulic cylinder, and , represents the maximum stroke of the piston cylinder.
In the above equation, represents the initial volume of the cylinder control chamber. When the piston displacement is small, , . Combining Equation (2) with Equation (3), then:
The incremental Lagrangian transformation is:
The hydraulic balance Equation of the hydraulic cylinder in the double-cylinder forging hydraulic press servo system is:
In the equation, is the effective area of the rod cavity of the hydraulic cylinder; is the damping coefficient of the hydraulic system; is the total mass of the hydraulic cylinder; is the spring stiffness of the load; is the external force acting on the piston. According to the above equation, the incremental transformation equation with its increment is:
In the above equation, represents the total output displacement of the piston. By cancelling the intermediate variables , , and by Equations (1), (5) and (7), the total output displacement of the piston when and act simultaneously is:
In the above Equation, is the total pressure flow coefficient, .
The displacement of the plunger and its beam assembly can be obtained from the upper type, and the transfer function of the spool displacement is:
In practice, the system’s leakage is small, that is, . When a valve-controlled cylinder is used as a position-controlled power output element, the hydraulic system often does not have an elastic load, that is, . The above equation can be simplified as:
In the above equation, represents the hydraulic natural frequency and represents the hydraulic damping ratio.
In order to facilitate modeling, the electro-hydraulic proportional valve is simplified to a proportional one. Its transfer function is approximately:
In the above Equation, represents the flow rate gain of the proportional valve, represents the output flow rate of the proportional valve, and represents the input voltage of the proportional valve.
In the control system, since the response frequency of the displacement sensor is much larger than the response frequency of the system, the displacement sensor is often regarded as a proportional link, and its transfer function is:
According to the double-cylinder forging hydraulic and electrohydraulic servo system structure, the flow gain and the natural frequency of the hydraulic system are calculated when no load is obtained, and the transfer function of the displacement of the cross member is determined to be :
According to the above discussion, the mathematical model of the double-cylinder forging hydraulic press system constructed can be expressed as:
Through the above discussion, according to the mathematical model of the double-cylinder forging hydraulic press system, the operation flow of the double-cylinder forging hydraulic press is analyzed to improve the synchronous control precision of the double-cylinder forging hydraulic press.
2.2. Synchronization Control Algorithm of Double-Cylinder Forging Hydraulic Press Based on Fuzzy Neural Network
Both fuzzy control and neural network control belong to a numerical and non-mathematical model control method. In the fuzzy neural network, input and output nodes of the neural network are used to represent input and output signals of the fuzzy system. Implicit nodes of the neural network are used to represent membership functions and fuzzy rules. The parallel processing capability of the neural network is used to make the fuzzy system. The reasoning ability is greatly improved, and the synchronous control of the double cylinder forging hydraulic press is realized.
The conventional fuzzy neural network achieves a four-layer network structure for the change control of the position servo system of a double-cylinder forging hydraulic press. The first level is the input node, which contains two position change servo neurons for double-cylinder forging hydraulic presses; the second level is the fuzzy subset of the corresponding input variables; the third level is fuzzy control reasoning, in which the changing neuron of each position servo system of each double cylinder forging hydraulic press contains a fuzzy control rule; the fourth layer is the output layer, which serves as the control output for synthesizing each neuron. It can be seen that the first layer and the second layer reflect the premise of the fuzzy control rules, the third layer corresponds to the fuzzy reasoning, and the fourth layer realizes the synchronous control. In order to realize the synchronous control of the double-cylinder forging hydraulic press, the fuzzy controller uses the single element model gelatinization and Gaussian membership functions.
Suppose represents the -th input of -th layer in a conventional fuzzy neural network, represents the net input of the -th node of -th layer in the constructed conventional fuzzy neural network, and represents the -th in the conventional fuzzy neural network constructed The output of the layer j node, that is, .
The first layer:
In the above equation, , . represents the number of change data of the position servo system, and the variable data neuron of the position servo system directly transfers the input to the next layer.
The second layer:
In the above equation, represents the center of the membership function of the system change data, and represents the width of the membership function.
The third layer:
In the above equation, represents the activation degree of the -th control rule of the position servo system of the double-cylinder forging hydraulic press. In the third layer, the position servo system of each double-cylinder forging hydraulic press changes data control rules to represent a fuzzy rule.
The fourth layer:
In the above equation, is the connection weight.
According to the conventional fuzzy neural network to realize the synchronous control structure of the double cylinder forging hydraulic press, the main parameters to be learned are the central value of the membership function in the second layer and the width of the membership function, and the connection weight of the fourth layer. The selection criterion of the membership function is within the closed interval given by the function, for example (0, 1), we call it “single factor membership degree”, and the membership degree is within the closed interval given by the function. The weighting calculation is performed to obtain the fuzzy membership degree, and the closer the value of the evaluation index of the membership degree is to 0, the closer it is to 1. The learning algorithm of the above three parameters can be designed based on the error back propagation algorithm of the BP neural network.
Define the indicator learning function. Assume that is the expected output and is the actual output, then:
Use error back-propagation to calculate , , and , and use a ladder-degree optimization algorithm to adjust the parameters , , and .
Unfuzzy layer (the fourth layer):
Rule layer (the third layer):
Membership layer (the second layer):
The correction value of the input membership function parameter is:
From the above, it can be seen that the parameters of the conventional fuzzy neural network for synchronous control of a double-cylinder forging hydraulic press can be expressed as:
According to the calculated parameters, a synchronous control model of a double-cylinder forging hydraulic press based on the conventional fuzzy neural network is constructed. However, this model cannot accurately describe the change of the position servo system of the double-cylinder forging hydraulic press, and the nature of the compensation operation needs to be introduced to optimize the conventional fuzzy neural network. The precise control of the position servo system of a double-cylinder forging hydraulic press is controlled by a compensation operation based on negative calculations and positive calculations. Negative fuzzy neurons can map inputs to the worst case, and positive fuzzy neurons can map to the best output. The compensation fuzzy neuron can map the worst input and the best input to the compensation output, and establish a relative compromise between the worst case input and the best input case.
After the optimization, the first layer of the conventional fuzzy neural network is the input layer. Each neuron node is directly connected to each input component, and the function is to transfer the input directly. Where represents the input signal and represents the output signal:
The second layer is the fuzzification layer. Each neuron node represents a fuzzy linguistic variable. The role is to calculate the membership degree of each fuzzy component of the input vector that belongs to each language variable value. Where represents a fuzzy set of the input signal ; represents the probability of the input of the -th rule by the input ; represents the center of the membership function, and represents the width of the membership function. Then:
The third layer is the regular layer, each neuron node represents a fuzzy rule, and the compensation layer of the fuzzy neural network allocates two neurons for a rule. One is a negative operation neuron, which maps the input signal to the worst, the other is the active neuron, which maps the input signal to the best output. Then:
Negative operations:
The fourth layer is the compensation operation layer. The role is to map the worst and best operations mapped in the regular layer to an output, and to make a relative compromise between the best input and the worst input. Among them, is the compensation degree:
The fifth layer is the anti-fuzzy layer, which acts as an anti-fuzzy calculation for the neuron nodes and obtains the output of the network. The membership function that defines the output is:
According to the center of gravity anti-fuzzification method to improve, use and to represent the center and width of the output membership function. The anti-fuzzy function is defined as:
The structure of the neural network fundamentally determines its performance and the speed of learning and training. The compensated fuzzy neural network is essentially a multi-layer feedforward network. Like the conventional fuzzy neural network, the compensated fuzzy neural network can be designed and adjusted according to the error back propagation method of the BP network. In the following, the center and width of the input and output membership functions and the compensation learning algorithm are derived based on the gradient descent method.
Assume that is the desired output and is the actual output. The definition indicator function is:
The training of of the output membership function center is:
The training of of the output membership function width is:
The training of the input membership function center :
The training of the input membership function width :
Through the above discussion, the fuzzy neural network model is constructed by using the calculated center and width of the input and output membership functions. Through the network model, the synchronous control of the double-cylinder forging hydraulic press is realized.
3. Experimental Results and Analysis
3.1. Experimental Motivation and Environment Construction
In order to prove the accuracy and effectiveness of the synchronous control algorithm for a double cylinder forging hydraulic machine based on a fuzzy neural network, the simulation software is used in the AMESim Rev 10 version developed by IMAGINE company in France and the MATLAB simulation software introduced by Mathworks company in the United States. Simulink uses MATLAB as the operation platform, which is specially used for modeling, simulation and simulation results analysis of dynamic systems.
3.2. Experimental Environment and Background
This experiment uses AMESim/Simulink join joint simulation. The main features of AMESim/Simulink joint simulation are:
1. In the process of establishing the simulation model, the two software of AMESim and Simulink are independent of each other and establish their own models respectively. The two simulation models communicate through the S function.
2. Co-simulation works through two different working interfaces. The modeling of the mechanical part is performed in AMESim. The modeling of the control system is completed in Simulink. The user establishes relevant models in different simulation environments according to their own needs and work requirements.
3. The user can directly establish the system simulation model without a mathematical model, which can make the modeling process more concise. Through co-simulation, the system simulation model can be operated more effectively.
4. The emergence of co-simulation greatly reduces the workload of simulation, improves the efficiency of simulation and obtains more accurate data.
In the joint simulation of AMESim and Simulink, AMESim and Simulink co-simulation have two modes: standard mode and co-simulation mode. The joint simulation process of AMESim and Simulink is shown in Figure 2.
The physical model and mathematical model of the electro-hydraulic servo synchronization system are established in AMESim and Simulink respectively. To connect the two, one more output function module needs to be added in AMESim. Through this module, the physical model is processed to generate the S function. It can be used by Simulink’s S-Function module. Through this module, the two can be combined to achieve the joint modeling and simulation of AMESim and Simulink. During simulation, the output displacement of the cylinder is transmitted to the co-simulation interface through the displacement sensor installed on the cylinder in AMESim. After processing, the S function is generated and input to Simulink. After the operation of the fuzzy sliding mode controller, the proportional servo valve spool is controlled. The moving signal is fed back to AMESim and the speeds of the master and slave cylinders are adjusted to achieve synchronized movement of the twin cylinders.
3.3. Experimental Steps and Results Analysis
A variety of methods are used to compare the forms of experiments, with control accuracy and control time as test indicators, the following experiments are carried out. The detailed steps and experimental results are as follows:
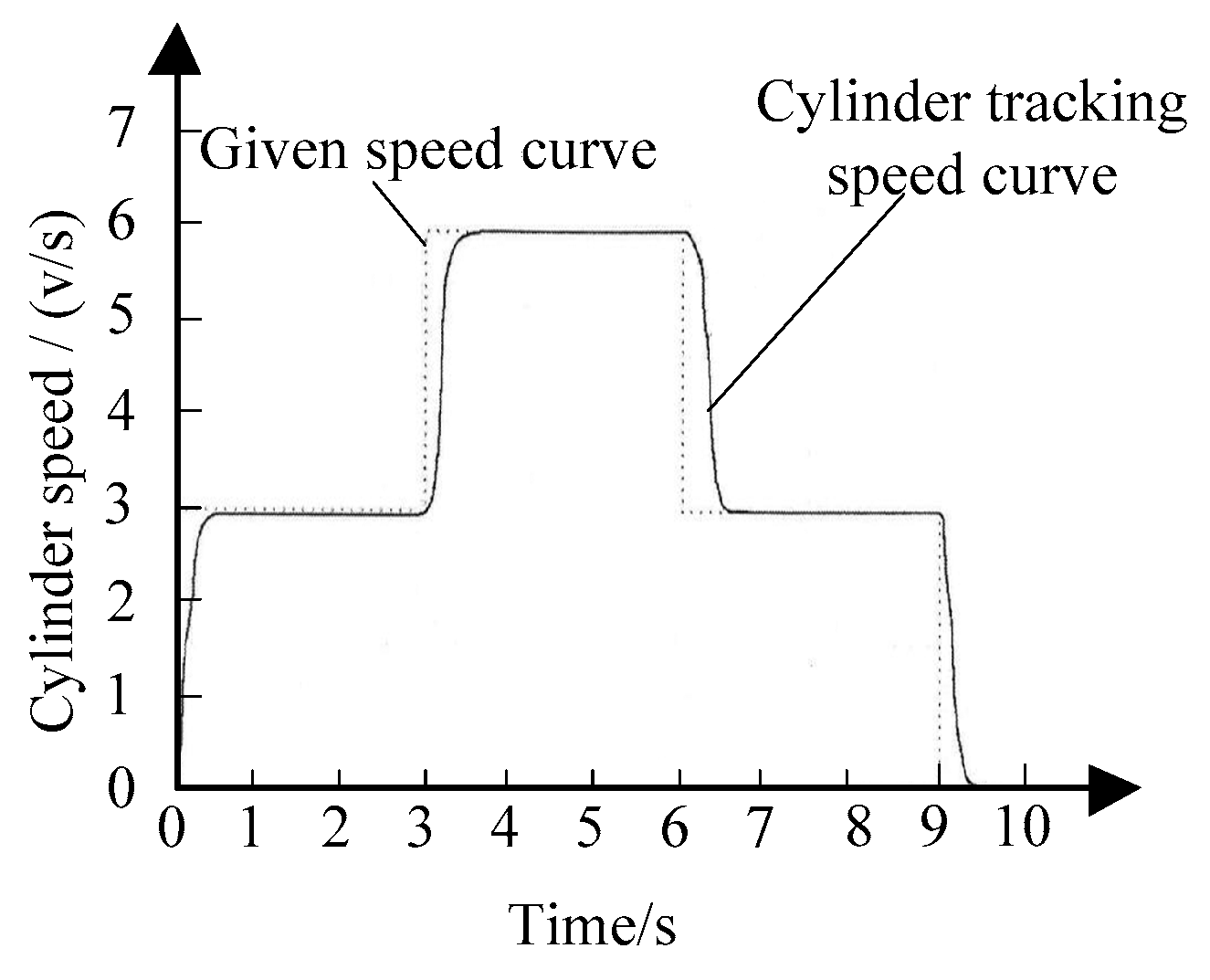
The experiment is based on the tracking effect of the fuzzy neural network synchronization control algorithm. During the experiment process, the active cylinder of the double-cylinder forging hydraulic press is selected as the measured object. The setting cylinder speed is changed from 3 mm/s to 6 mm/s at 3 s, changed from 6 mm/s to 3 mm/s at 6 s, and changed from 3 mm/s to 0 mm/s at 9 s. The simulation process is shown in Figure 3.
In Figure 3, the solid line shows the cylinder tracking speed curve and the dashed line shows the given speed curve. It can be seen from Figure 2 that when the cylinder speed changes from 3 mm/s to 6 mm/s at 3 s, 6 mm/s to 3 mm/s at 6 s, 3 mm/s to 0 at 9 s, the tracking curve accurately completes tracking at 3 s, the second tracking at 6.5 s and the third tracking at 9.2 s. It can be seen that the cylinder can track the given speed in a relatively short time during the whole simulation process. In the case of sudden change of speed signal, the speed change is smooth and there is no impact phenomenon, which ensures the accuracy of control.
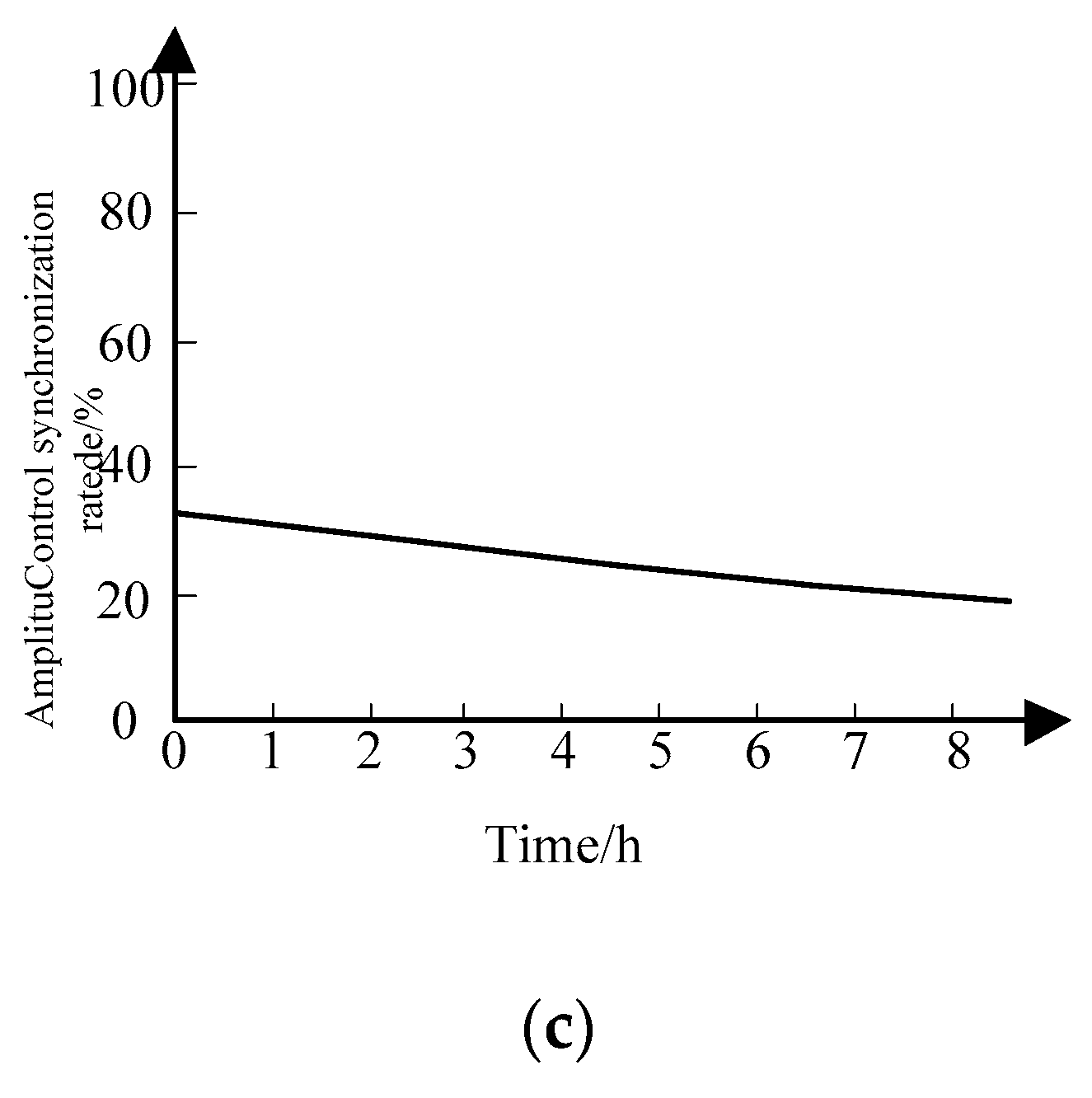
In order to verify the stability of the control method, the control time of the algorithm is lengthened, and the synchronization control algorithm based on multi-factor self-adjusting fuzzy control is adopted. The improved synchronization control algorithm based on the improved fractional-order non-growth adaptive law is compared with the proposed algorithm. The result is shown in Figure 4.
It can be seen from Figure 4 that the stability of the method has been maintained above 90% with the increase of time. With the increase of time, the stability of the synchronous control algorithm based on multi-factor self-tuning fuzzy control decreased from 50% to 20%. The stability of the synchronous control algorithm based on the improved fractional-order non-growth adaptive law is reduced from 38% to 20%.
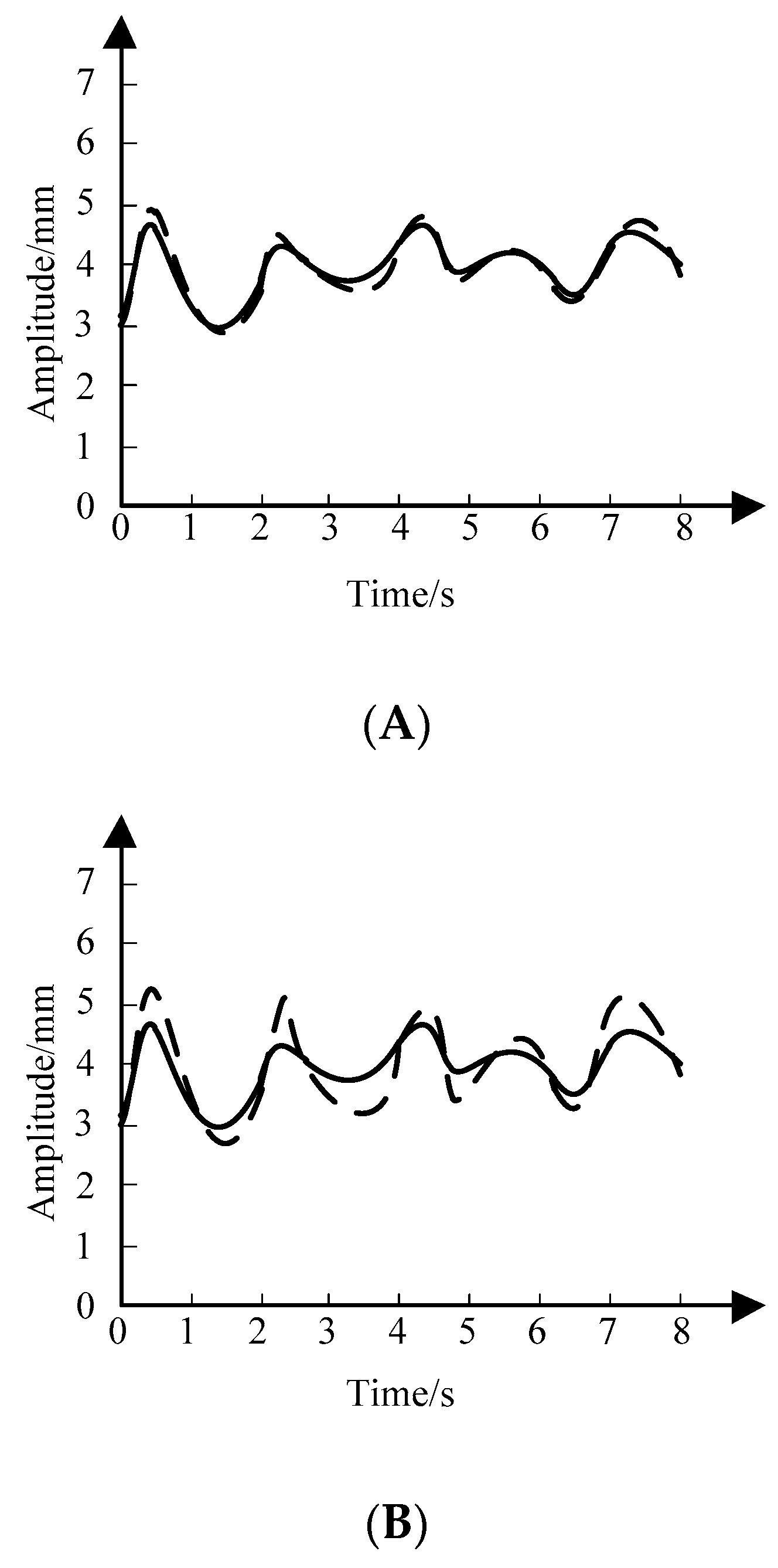
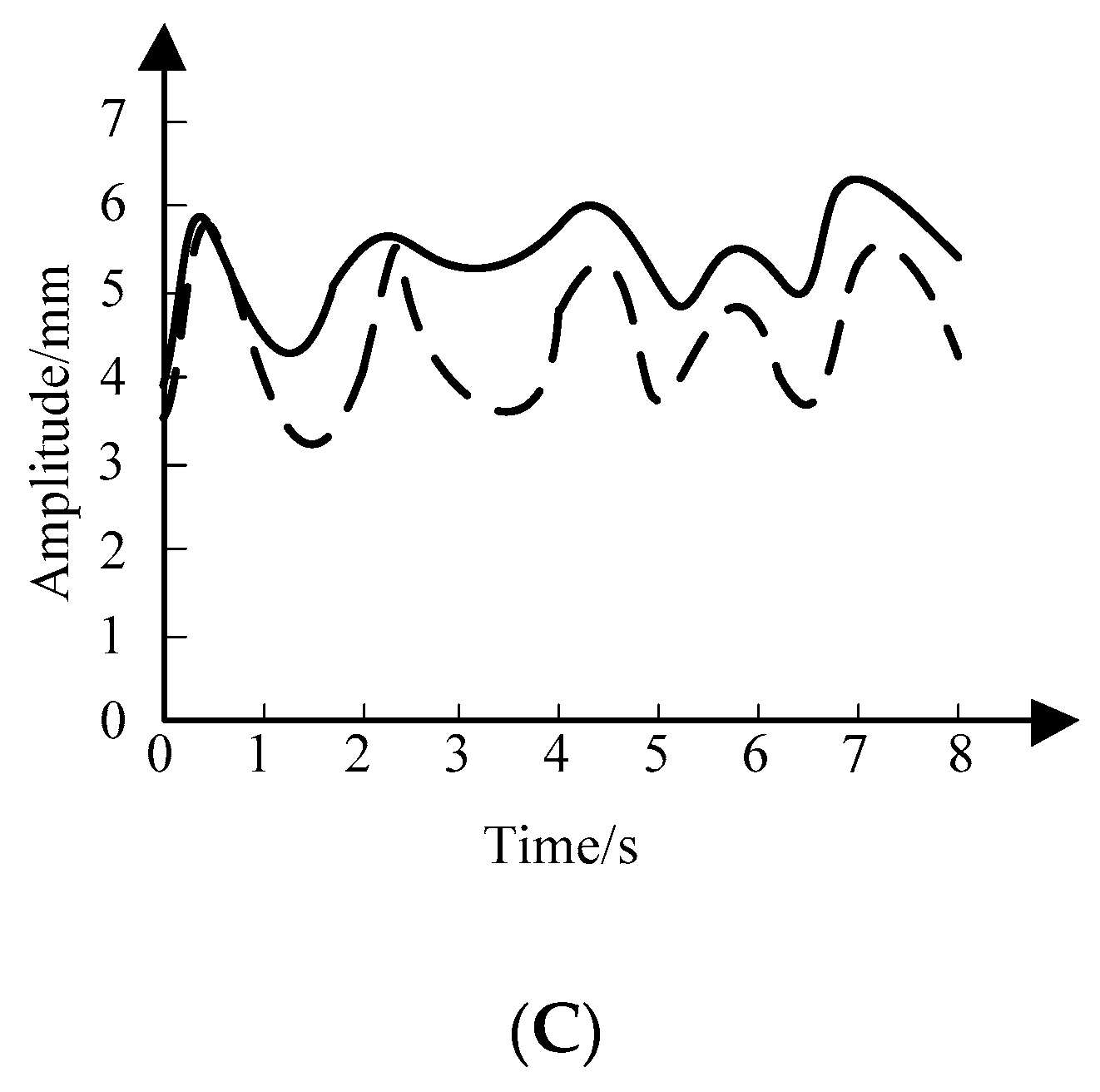
During the experiment, the double-cylinder forging hydraulic press was synchronously controlled using different algorithms. The results obtained through the experiment are shown in Figure 5.
The two curves in Figure 5 show the motion range of the two cylinders of the hydraulic press controlled by different algorithms. By comparing with Figure 5, we can see that the motion amplitude of the synchronous control algorithm based on multi-factor self-adjusting fuzzy control is far from the expected amplitude curve, at about 0.7 mm. The motion amplitude of the synchronous control algorithm based on improved fractional non-growth adaptive law is the furthest from the expected amplitude curve, at about 1.2 mm. After the synchronous control algorithm based on fuzzy neural network is controlled, the liquid phase is controlled by the synchronous control algorithm. The double cylinder motion range of the press is the closest, which is about 0.3 mm outside of the expected range, which ensures the synchronous control effect of the double cylinder forging hydraulic press. The experimental results show that the control accuracy of the proposed algorithm is the highest.
The synchronization control algorithm based on fuzzy neural network analyzes the principle of synchronous control of the hydraulic press during the process of meeting the hydraulic press. The flow Equation of the proportional valve, the flow continuity Equation of the hydraulic cylinder control chamber, the hydraulic cylinder and the force of the load are established respectively. The balance Equation ensures the accuracy of the mathematical model of the double-cylinder forging hydraulic press system and improves the control accuracy.
As shown in Table 1, the synchronization control algorithm based on a fuzzy neural network has a shorter control completion time, which means that the algorithm can control the double-cylinder forging hydraulic press in time to ensure the normal operation. In the control process based on the fuzzy neural network synchronization control algorithm, the fuzzy neural network model is built to reduce the control of the calculation steps and improve the control completion speed.
4. Discussion
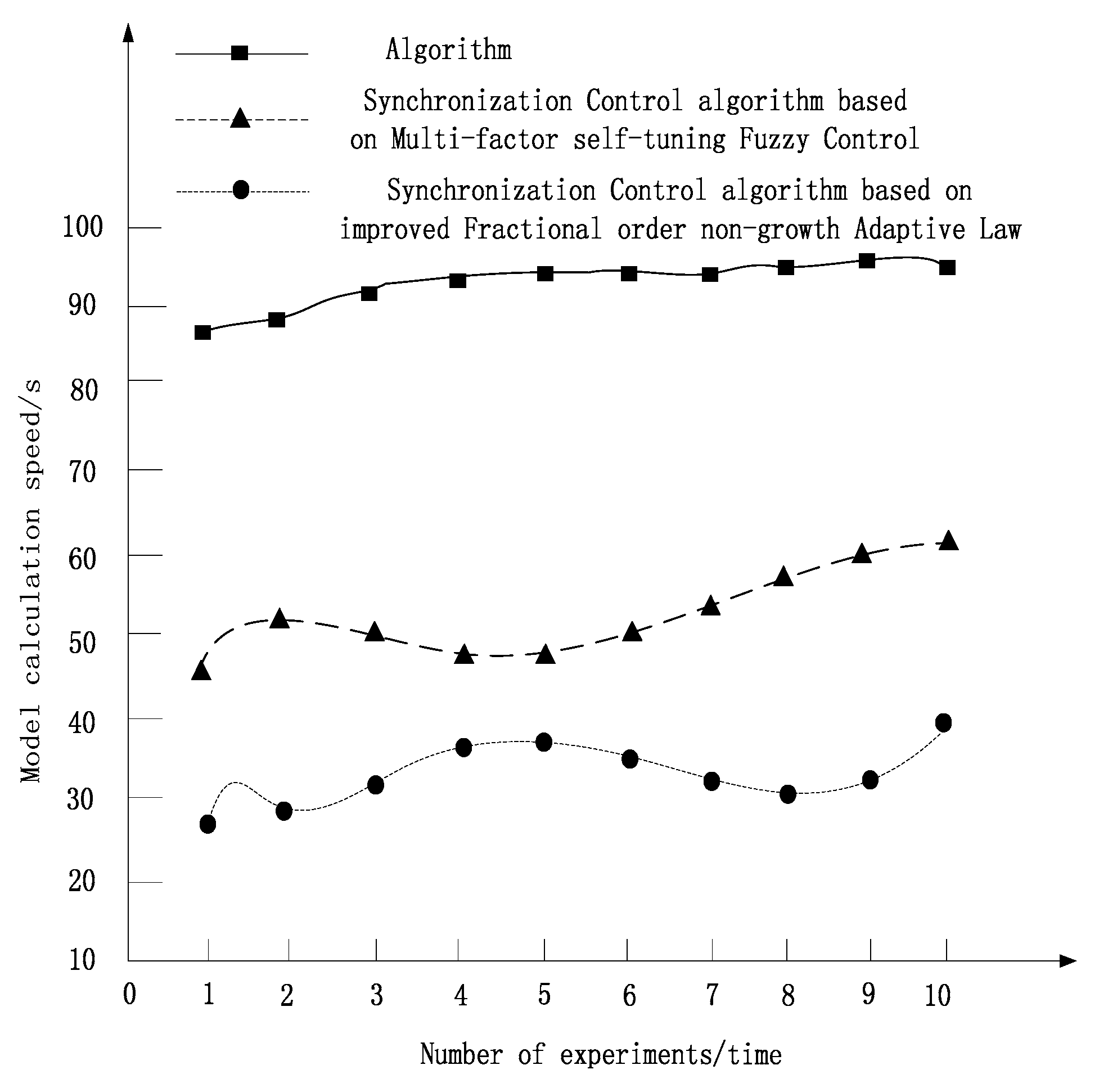
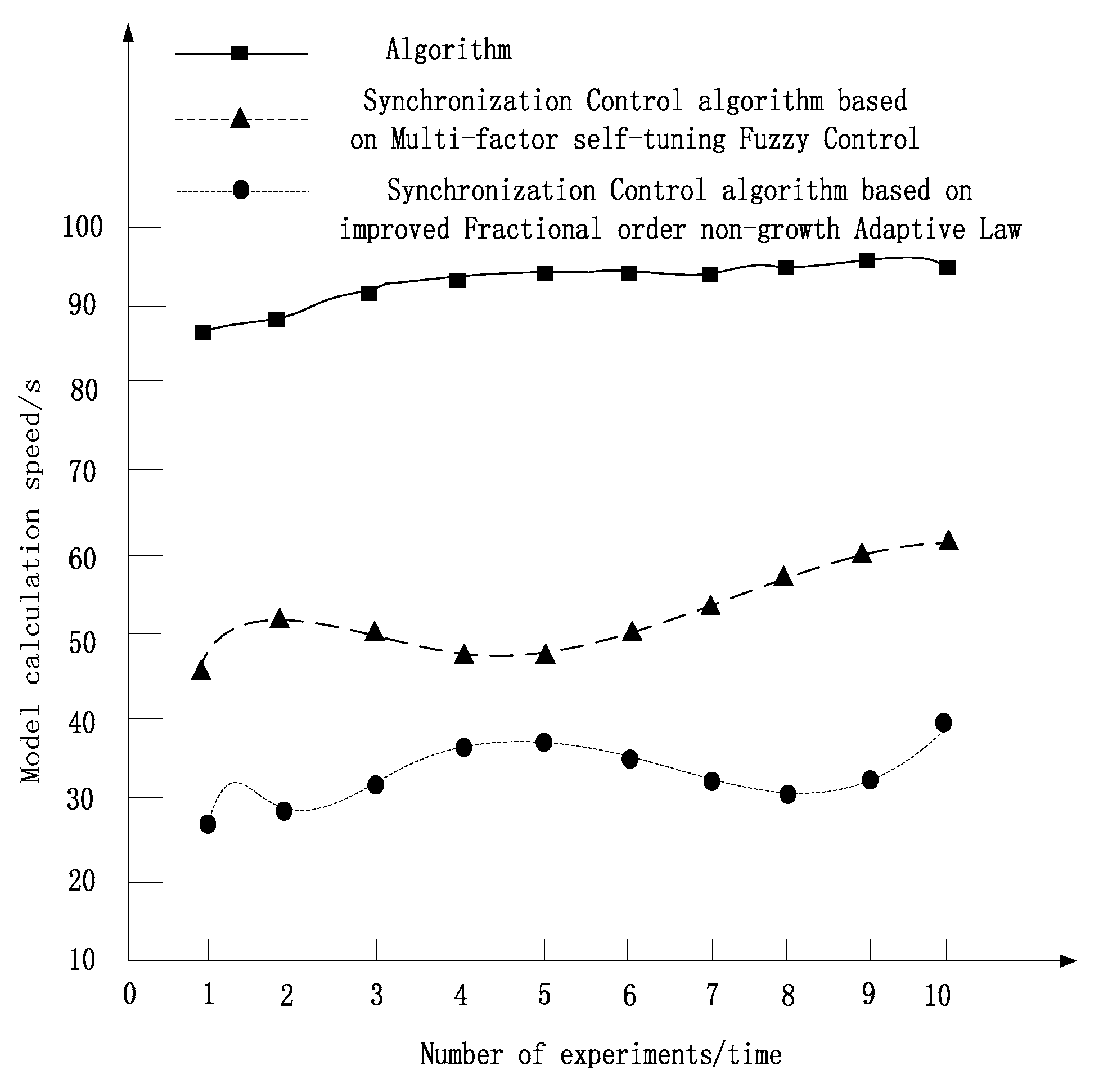
In order to verify the effectiveness of the proposed algorithm more accurately, the computational speed of the proposed algorithm is compared with that of the synchronous control algorithm based on multi-factor self-tuning fuzzy control and the synchronous control algorithm based on an improved fractional-order non-growth adaptive law. The comparison results are shown in Figure 6.
According to Figure 6, the computational speed of the fuzzy neural network model based on the multi-factor self-tuning fuzzy control algorithm is in the range of 45%~62%; the computational speed of the fuzzy neural network model based on the improved fractional non-growth adaptive law is in the range of 27%~42%; and the computational speed of the fuzzy neural network model in this method is in the range of 88%~96%. The model calculation speed of this method is faster than that of the other two methods, which shows that the control precision of this method is higher.
In the process of meeting the hydraulic press, the synchronous control algorithm based on the fuzzy neural network is used to analyze the accuracy of the synchronous control of the hydraulic press. The calculation speed of the fuzzy neural network model based on the algorithm, the synchronous control algorithm based on the multi-factor self-adjusting fuzzy control and the synchronous control algorithm based on the improved fractional non-growth adaptive law are compared, respectively, to ensure that the calculation speed of the fuzzy neural network model can be guaranteed. The calculation speed of the mathematical model of the double cylinder forging hydraulic press system is improved, and the control accuracy is improved.
5. Conclusions
Aiming at the problem of poor control accuracy of synchronization control algorithm of double cylinder forging hydraulic press, a synchronization control algorithm of double cylinder forging hydraulic press based on fuzzy neural network is proposed. Based on the theory of electro-hydraulic servo system, the transfer function of valve-controlled cylinder of double-cylinder forging hydraulic press is deduced according to the flow equation of valve, the flow balance equation of cylinder and the force balance equation. The mathematic model of synchronous control of the double-cylinder forging hydraulic mechanism is established by simplifying the transfer function appropriately. According to the realization process of a conventional fuzzy neural network, the conventional fuzzy neural network is optimized. Finally, the optimal method is used. The synchronous control of double cylinder forging hydraulic press is realized by using the neural network. The experimental results show that the proposed algorithm has high accuracy and a good control effect, which provides a theoretical basis for the further research and development of the subject. However, in the process of building a forging hydraulic press model, the algorithm neglects some factors such as pipeline lag and friction, so the model is not as accurate as it could be and needs further optimization.
Author Contributions
Conceptualization, X.X. and Z.B.; methodology, Y.S.; software, X.X.; validation, Z.B. and Y.S.; writing—original draft preparation, Z.B.; writing—review and editing, X.X.; visualization, Y.S.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lin, F.J.; Sun, I.F.; Yang, K.J.; Chang, J.-K. Recurrent fuzzy neural cerebellar model articulation network fault-tolerant control of six-phase permanent magnet synchronous motor position servo drive. IEEE Trans. Fuzzy Syst. 2016, 1, 153–167. [Google Scholar] [CrossRef]
- Lee, C.H.; Wang, W.C. Robust adaptive position and force controller design of robot manipulator using fuzzy neural networks. Nonlinear Dyn. 2016, 1, 1–12. [Google Scholar] [CrossRef]
- Li, J.; Xiong, Q.; Wang, K.; Shi, X.; Liang, S. A recurrent self-evolving fuzzy neural network predictive control for microwave drying process. Dry. Technol. 2016, 12, 1434–1444. [Google Scholar] [CrossRef]
- Henikl, J.; Meurer, T.; Kugi, A. Infinite-dimensional decentralized damping control of large-scale manipulators with hydraulic actuation. Automatica 2016, 63, 101–115. [Google Scholar] [CrossRef]
- Liu, Z.W.; Tang, Y.H.; Deng, Y.J. Research on Joint Control of Combined Drivers with Synchronization for Giant Forging Hydraulic Press. Mech. Sci. Technol. Aerosp. Eng. 2016, 4, 514–522. [Google Scholar]
- Zhang, W.A.; Jin, J.K.; Yu, L.; Lu, Q. Synchronization control of teleoperation systems based on generalized extended state observers. Control Decis. 2016, 11, 2077–2082. [Google Scholar]
- Sun, M.M.; Hu, Y.A.; Wei, J.M. A Novel Sliding Mode Synchronization Method of Uncertain Fractional-Order Chaotic Systems. J. Univ. Electron. Sci. Technol. China 2017, 3, 555–561. [Google Scholar]
- Wang, Y.B.; Dian, S.Y.; Xiang, G.F. Research on Synchronization Control of Multi-Motor Systems Based on Novel Fuzzy Compensator. Comput. Simul. 2016, 2, 389–392. [Google Scholar]
- Banerjee, S.; Ghosh, M.; Mukhopadhyay, A.; Mallick, S.I.; Banerjee, L. Impact of defects on electronic transmission properties and spin transport in monolayer silicene. Adv. Ind. Eng. Manag. 2016, 5, 124–129. [Google Scholar]
- Zhao, X.; Li, L.; Song, J.; Li, C.; Gao, X. Linear control of switching valve in vehicle hydraulic control unit based on sensorless solenoid position estimation. IEEE Trans. Ind. Electron. 2016, 7, 4073–4085. [Google Scholar] [CrossRef]
- Arefin, M.A.; Mallik, A. Solar assisted micro hybridized auto-rickshaw (engine driven). J. Mech. Eng. Res. Dev. 2017, 40, 660–672. [Google Scholar]
- Gu, Y.F.; Zhao, Y.; Lv, R.Q.; Yang, Y. A practical fbg sensor based on a thin-walled cylinder for hydraulic pressure measurement. IEEE Photonics Technol. Lett. 2016, 22, 2569–2572. [Google Scholar] [CrossRef]
- Yao, J.; Cao, X.; Zhang, Y.; Li, Y. Cross-coupled fuzzy PID control combined with full decoupling compensation method for double cylinder servo control system. J. Mech. Sci. Technol. 2018, 32, 2261–2271. [Google Scholar] [CrossRef]
- Li, L.; Huang, H.; Zhao, F.; Triebe, M.; Liu, Z. Analysis of a novel energy-efficient system with double-actuator for hydraulic press. Mechatronics 2017, 47, 77–87. [Google Scholar] [CrossRef]
- Yao, J.; Ren, X.; Cao, X.; Zhao, J.; Kong, X. Experimental Study on Energy Consumption Characteristics of Fast Hydraulic Forging Press with Open Variable Pump-controlled System. China Mech. Eng. 2017, 28, 462–469. [Google Scholar]
- Chen, Z.; Qiao, W.; Ma, Y.; Xing, S. Finite element analysis on master cylinder welding stress field of 80,000 tons of die forging press. Trans. China Weld. Inst. 2017, 38, 1–6. [Google Scholar]
- Gontarz, A.; Drozdowski, K.; Dziubińska, A.; Winiarski, G. A study of a new screw press forging process for producing aircraft drop forgings made of magnesium alloy AZ61A. Aircr. Eng. Aerosp. Technol. 2018, 90, 559–565. [Google Scholar] [CrossRef]
- Xia, Y.F.; Wang, T.Y.; Zhao, J.; Li, S.C. Numerical Simulation and Experimental Research on Forging of Cylinder Bottom. Mater. Sci. Forum 2017, 893, 267–271. [Google Scholar] [CrossRef]
- Priyadarshini, A.; Kiran, C.P.; Suresh, K. Effect of Friction on Barreling during cold Upset Forging of Aluminium 6082 Alloy Solid cylinders. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Hyderabad, India, 1–2 June 2017. [Google Scholar]
- Gnucci, M.; Gospodarczyk, M.; Carnevale, D.; Tiberti, M.; Tomei, P.; Verrelli, C.M. A learning control algorithm for periodic robot synchronization: Experimental results. Int. J. Adapt. Control Signal Process. 2018, 32. [Google Scholar] [CrossRef]
Figure 1.
Algorithmic overall control flow.

Figure 2.
AMESim and Simulink Co-simulation Flow.

Figure 3.
Velocity Mutation Tracking Curve.
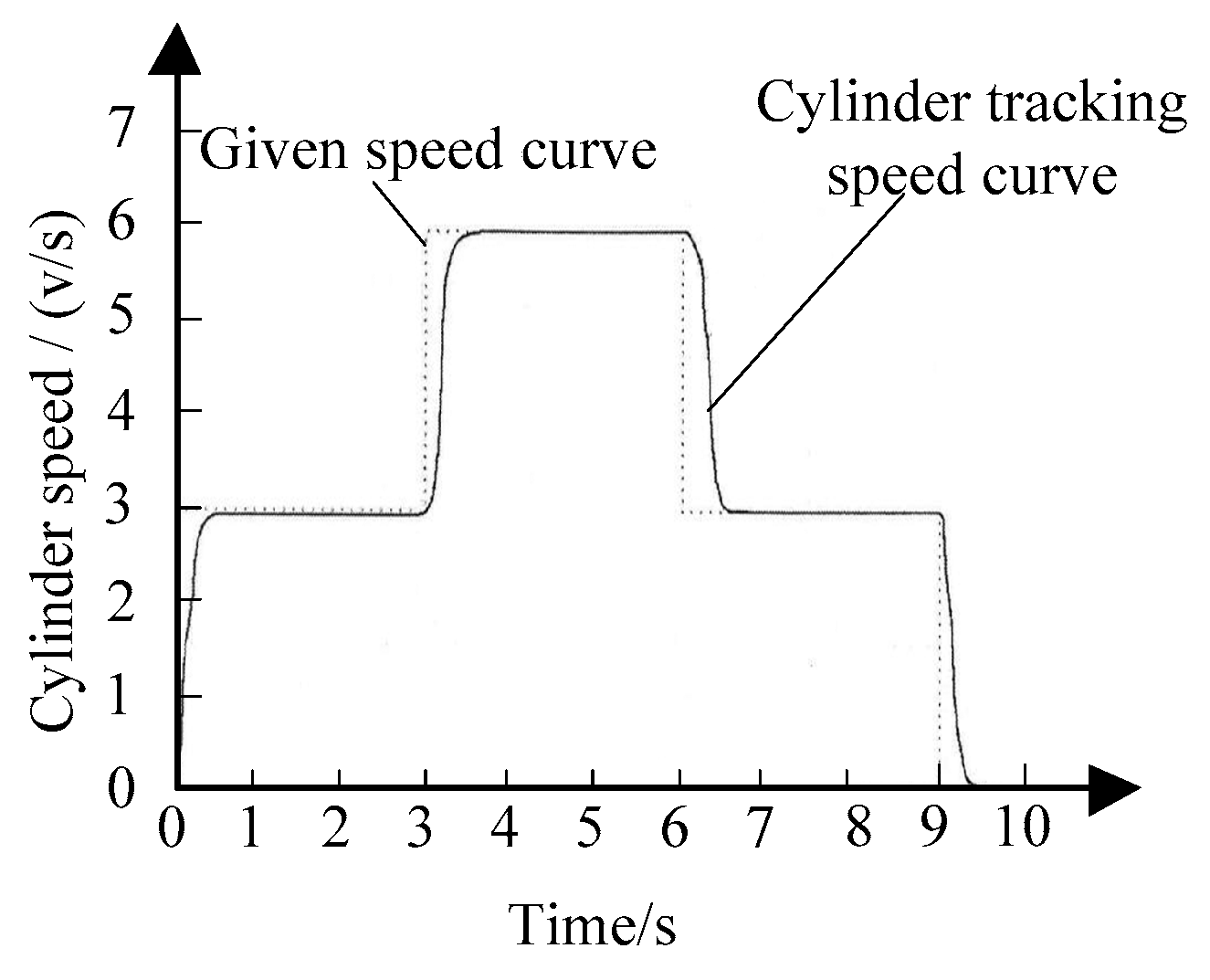
Figure 4.
Comparison of the stability of different algorithms. (a) Synchronous control algorithm based on fuzzy neural network. (b) Synchronization control algorithm based on multi-factor self-tuning fuzzy control. (c) Synchronous control algorithm based on improved fractional order non-growth adaptive law.
Figure 4.
Comparison of the stability of different algorithms. (a) Synchronous control algorithm based on fuzzy neural network. (b) Synchronization control algorithm based on multi-factor self-tuning fuzzy control. (c) Synchronous control algorithm based on improved fractional order non-growth adaptive law.


Figure 5.
Comparison of control results of different algorithms. (A) Synchronous control algorithm based on fuzzy neural network. (B) Synchronization control algorithm based on multi-factor self-tuning fuzzy control. (C) Synchronization control algorithm based on improved fractional non-growth adaptive law.
Figure 5.
Comparison of control results of different algorithms. (A) Synchronous control algorithm based on fuzzy neural network. (B) Synchronization control algorithm based on multi-factor self-tuning fuzzy control. (C) Synchronization control algorithm based on improved fractional non-growth adaptive law.


Figure 6.
Computational Speed Contrast Diagram of Fuzzy Neural Network Models with Three Methods.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Comparison of control completion times for different algorithms.
| O/Times | X/ms | Y/ms | Z/ms |
|---|---|---|---|
| 1 | 129 | 335 | 342 |
| 2 | 137 | 346 | 351 |
| 3 | 141 | 352 | 355 |
| 4 | 134 | 340 | 346 |
| 5 | 145 | 358 | 361 |
| 6 | 140 | 349 | 353 |
| 7 | 148 | 364 | 365 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xu, X.; Bai, Z.; Shao, Y. Synchronization Control Algorithm of Double-Cylinder Forging Hydraulic Press Based on Fuzzy Neural Network. Algorithms 2019, 12, 63. https://doi.org/10.3390/a12030063
AMA Style
Xu X, Bai Z, Shao Y. Synchronization Control Algorithm of Double-Cylinder Forging Hydraulic Press Based on Fuzzy Neural Network. Algorithms. 2019; 12(3):63. https://doi.org/10.3390/a12030063
Chicago/Turabian StyleXu, Xiaodan, Zhifeng Bai, and Yuanyuan Shao. 2019. "Synchronization Control Algorithm of Double-Cylinder Forging Hydraulic Press Based on Fuzzy Neural Network" Algorithms 12, no. 3: 63. https://doi.org/10.3390/a12030063
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.